CORMAK –
- Instrukcja
po polsku - Serwis
- Gwarancja
12/24
miesięcy - Dostawa
Gratis
Основные преимущества
-
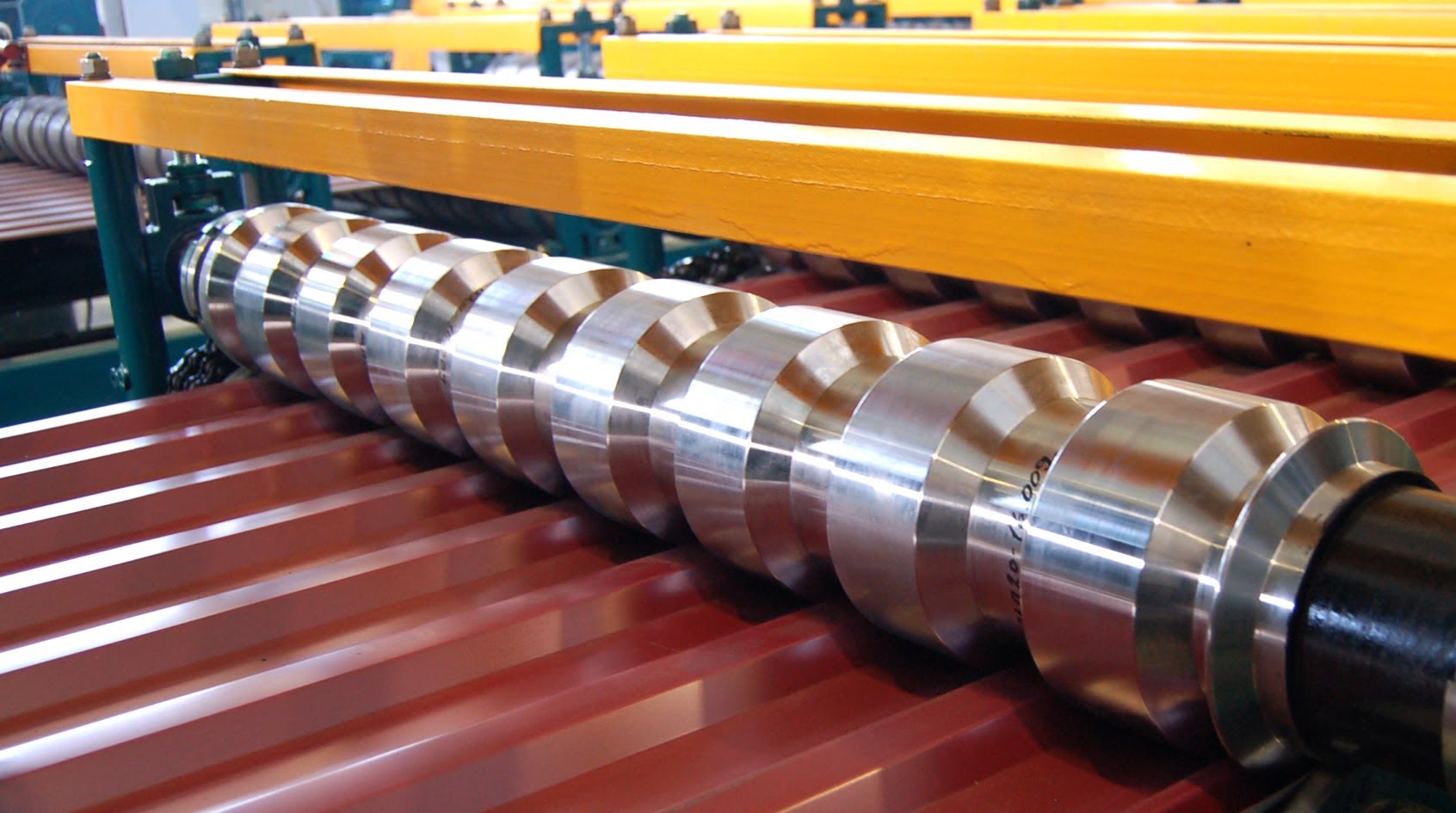
Асимметричные ролики высокого качества и механической прочности
-
Размещение роликов асимметрично до предварительного изгиба
-
Ролики, питаемые через мощную систему передачи вместе с коробкой передач
-
Поворотный прижим верхний для простого и быстрого получения готового элемента
-
Устройство обеспечивает возможность конического изгиба
-
В стандартной комплектации ПАЗ крепления провода к нижнему и заднему валу
-
Ножной переключатель для хода вправо / влево
-
Верхний вал регулируется с помощью ручного колеса
-
Задний ролик уставляемый с помощью мотора
-
Серийно оборудованный в мотор тормоза
-
Стабильная и компактная конструкция из чугуна ( шаровидного чугуна), пригодная для тяжелых условий эксплуатации
.

|
Технические параметры |
|
|---|---|
|
ДЛИНА РОЛИКА |
1270 мм |
|
ДИАМЕТР РОЛИКА |
140 мм |
|
ТОЛЩИНА МАТЕРИАЛА |
5,0 мм |
|
СКОРОСТЬ ИЗГИБА |
3,5 м/мин |
|
МОЩНОСТЬ ДВИГАТЕЛЯ |
2,2 кВ |
|
ШИРИНА |
2470 мм |
|
ГЛУБИНА |
750 мм |
|
ВЫСОТА |
1000 мм |
|
ВЕС ОКОЛО |
1350 кг |
Заинтересовались товаром?
Напишите нам
Листопрокатный станок CORMAK RM1050/130
brutto 11 858,13 €
Профессиональная тяжелая механическая прокатная машина серии RM идеально подходит как для серийного производства, так и для ремесленных применений. Компактная и прочная конструкция, асимметричны е ролики высокого качества и механической прочности, рама из шаровидн ого чугуна обеспечива е т высокое качество машины, а также безопасност ь и безаварийн сть работы.
Компактная и прочная конструкция, асимметричны е ролики высокого качества и механической прочности, рама из шаровидн ого чугуна обеспечива е т высокое качество машины, а также безопасност ь и безаварийн сть работы.
Sundwig – Листопрокатный станок Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Тандемный стан холодной прокатки Sundwig
Гарантия изготовления – 0,01 мм.
Толщина от 3 мм до 0,25 мм
Ширина рулонного листа 260 мм.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Конечный потребитель |
| Активный с | 2020 |
| Предложения онлайн | 1 |
| Последняя активность | 4 января 2022 г. |
Описание
Тандемный стан холодной прокатки Sundwig
Гарантия изготовления – 0,01 мм.
Толщина от 3 мм до 0,25 мм
Ширина рулонного листа 260 мм.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Конечный потребитель |
| Активный с | 2020 |
| Предложения онлайн | 1 |
| Последняя активность | 4 января 2022 г. |
2023 Лучшая прокатная машина | Доступный ролик из листового металла для продажи
- Q Как вы производите стальную дверь? A
1. Вырежьте длину и ширину пластины из нержавеющей стали промышленных стальных ворот в соответствии с размерами, требуемыми чертежом;
2. Используйте гибочную машину для выполнения гибки в соответствии с указанным размером молдинга, описанного на чертежах двери из нержавеющей стали;
3. В соответствии с правилами и требованиями чертежей стальных дверей дверная рама сваривается и формируется; и дверь должна быть заполнена каркасной и сотовой бумагой, которая обычно формируется путем склеивания с помощью клеящей машины;
4. После того, как дверная коробка и фасад сформированы, сборщики собирают дверную коробку и фасад в базовую форму двери;
5. После того, как основная форма стальных ворот завершена, установите стекло, цветочные ветки и некоторые украшения, необходимые в дизайне, в назначенное место ворот;
6.
После того, как клей для стекла затвердеет, упакуйте весь комплект дверей пеной и картоном. После выполнения вышеуказанных 6 шагов производство всей двери из нержавеющей стали завершено. - Q Как работают ролики для листового металла? A
Листовой металл обычно помещается вручную между роликами, которые вращаются вместе, протягивая лист. Проходя между роликами, лист изгибается до диаметра, ограниченного размером роликов. Действие, притягивающее металлический лист, может притягивать и руку.
- Q Что такое прокатный станок с ЧПУ? A
Это вертикальный реечно-накатной станок, предназначенный для изготовления шлицев, насечек, масляных канавок, резьбы и специальных форм с использованием специальных реек в качестве инструмента для накатки наиболее точных шлицев и резьб.
- Q Как называется ролик для листового металла? A
Металлические ролики, также называемые роликами для листового металла или листогибочными станками, могут создавать множество дуг, изгибов, цилиндров и круглых объектов.
Это оборудование также является важной частью изготовления нестандартных материалов. - Q В чем разница между гибочным станком и прокатным станком? A
Гибочные станки очень полезны в промышленности, поскольку они создают листы металла с помощью механических тормозов. На рынке представлены различные типы гибочных станков в зависимости от требуемых отраслей промышленности. Очень важно иметь правильный тип машины для гибки, так как это увеличивает производительность листа.
Листопрокатная машина – это машина, которая играет важную роль в промышленности, и ее можно определить как листопрокатную машину, которая придает круглую или конусную форму листу из различных металлов. Иногда его называют вальцегибочным станком или роликовым станком.
- Q Что такое листопрокатный станок? A
Листопрокатный станок представляет собой оборудование, которое используется для прокатки различных типов листового металла в круглые, полукруглые, круглые с различными радиусами или конические формы.
Некоторые машины также специализируются на прокатке материалов обратно в плоскую форму.
Принцип работы
Принцип работы листогибочного станка заключается в том, чтобы заставить рабочий валок двигаться под действием гидравлического давления, механической силы и других внешних сил, чтобы лист можно было согнуть или свернуть в форму. В соответствии с вращательным движением и изменением положения рабочих валков различной формы могут обрабатываться эллиптические детали, дугообразные детали, цилиндрические детали и другие детали.
Особенности конструкции
Оборудование автоматической подачи листогибочного станка в основном состоит из тележки для листа, привода, механизма передачи листа и вспомогательного механизма. Листовые тележки используются для размещения листов, подлежащих прокатке. Основной функцией привода является транспортировка листа, подлежащего прокатке, на тележке для листов на подающую платформу.
Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской. В системах промышленной автоматизации часто возникает необходимость захвата и транспортировки заготовок, и вакуумные присоски широко используются в качестве манипуляторов присосками.
Режимы передачи декартового координатного манипулятора в основном включают механическую передачу (реечная передача, синхронная ременная передача, шарико-винтовая передача), линейную передачу двигателя и пневматическую передачу. Механизм передачи листового материала в основном используется для транспортировки листового материала, подлежащего прокатке, и существует обычная передача с роликовым валом и универсальная шариковая передача. Основной функцией вспомогательного механизма является повышение точности прокатки листового металла. Общие вспомогательные механизмы включают устройство выравнивания листового материала по центру, толкающее устройство и устройство обнаружения смещения.
- Q Как называется прокатный станок? A Листогибочный станок представляет собой оборудование, в котором используются рабочие валки для гибки и формирования листовых материалов. Он может образовывать детали различной формы, такие как цилиндрические детали и конические детали. Это очень важное технологическое оборудование. Принцип работы листогибочной машины заключается в том, чтобы заставить рабочий валок двигаться под действием гидравлического давления, механической силы и других внешних сил, чтобы лист можно было согнуть или свернуть в форму. В соответствии с вращательным движением и изменением положения рабочих валков различной формы могут обрабатываться эллиптические детали, дугообразные детали, цилиндрические детали и другие детали.
Конструктивные особенности:
Оборудование автоматической подачи листогибочного станка в основном состоит из тележки для листа, привода, механизма передачи листа и вспомогательного механизма. Листовые тележки используются для размещения листов, подлежащих прокатке. Основной функцией привода является транспортировка листа, подлежащего прокатке, на тележке для листов на подающую платформу. Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской. - Q Как вы используете машину для прокатки листового металла? A
1. Оператор должен понимать конструкцию и характеристики листопрокатного станка, быть знакомым с методом работы системы управления и процессом гибки заготовки, а также строго соблюдать правила техники безопасности. Все кнопки электронной системы управления должны находиться в исходном положении перед началом движения и парковкой.
2. Во время пробного процесса необходимо часто проверять подачу масла в каждую точку смазки, подача масла в точку сухого масла должна быть достаточной, а редуктор должен поддерживать заданный уровень масла.
При обнаружении во время работы нерегулярного шума, ударов и раскачивания его следует немедленно остановить для технического обслуживания.
3. В пробном проекте необходимо часто проверять каждый передаточный механизм и соединительные детали, чтобы не допустить их ослабления и повреждения.
Не допускается прокатка непосредственно на станке без сплющенных сварных швов и не выровненных стальных листов.
4. Когда лист входит в формальный изгиб, он должен быть перпендикулярен центральной линии ролика.
В процессе гибки лист должен двигаться вместе с роликами, проскальзывание не допускается.
5. При изгибе конической втулки узкий конец конусной втулки должен находиться на конце поворотного подшипника.
В процессе гибки подъем и опускание верхнего ролика, расцепление опрокидывающего подшипника и подъем верхнего ролика должны производиться после остановки главного привода.
6. Во время разгрузочных работ, после остановки машины, сначала ослабьте переворачивающий подшипник, затем отсоедините его и положите горизонтально, нажмите кнопку подъема верхнего ролика, чтобы поднять один конец верхнего ролика, выньте заготовку и нажмите кнопку опускания верхнего ролика, чтобы поднять верхний ролик.
Кнопка опускания делает верхний валок плоским, закрывает поворотный подшипник и завершает цикл заготовки. - Q Как вы используете машину для прокатки листового металла? A
Порядок эксплуатации
Правила техники безопасности при эксплуатации трехвалковой листопрокатной машины
1. Прокатной машиной должен управлять специальный человек.
2. Оператор должен быть знаком с конструкцией, характеристиками и использованием листопрокатного станка и может эксплуатировать его только после одобрения ответственного руководящего персонала.
3. Перед запуском машины тщательно проверьте, в хорошем ли состоянии предохранительное устройство.
4. Во время работы категорически запрещается класть руки и ноги на ролики, детали трансмиссии и заготовки.
5. После перерыва в работе сцепление следует перевести в нейтральное положение.
6. Совместной работой нескольких человек должен руководить специальный человек.
7. Переутомление строго запрещено.
8. Наклон и возврат в исходное положение подъемно-поворотного подшипника верхнего валка и балансировка верхнего валка должны производиться после остановки главного привода.
9. Запрещается складывать заготовки и мелкие предметы на рабочем месте, а также постоянно содержать станок и площадку в чистоте.
10. После завершения работы необходимо отключить электропитание и запереть блок питания.
Программа технического обслуживания
1. В соответствии с положениями на схеме смазки машины добавьте масло в каждую точку смазки масляной чашкой и точки ручной смазки по мере необходимости.
2. Прокатите лист в соответствии с параметрами, указанными на листопрокатном станке, толщина листа 20 мм, максимальная длина 2500 мм, предел текучести листового материала менее 250 МПа.
3. После включения питания выполните движение нижнего ролика вперед и назад, а также подъем и опускание верхнего ролика и проверьте, нет ли каких-либо ненормальных застреваний при каждом движении.
4. Работайте в строгом соответствии с процедурами прокатки и методами работы. При подъеме верхнего ролика в крайнее положение большое внимание следует уделить безопасной эксплуатации оборудования.
5. Когда главный привод останавливается, верхний ролик можно поднимать и опускать, перевернутый подшипник можно наклонять и возвращать в исходное положение, а верхний ролик можно поднимать.
6. Если во время работы обнаруживаются какие-либо аномальные явления, такие как нерегулярный шум и удары, машину следует немедленно остановить для проверки.
7. Во время работы весь персонал должен координировать свои действия друг с другом, подчиняться команде лица, отвечающего за прокатный лист, и запрещается запускать машину без пароля.
8. При раскатывании листа обращайте большое внимание на то, чтобы рука прижималась к стальному листу и вкатывалась вместе со стальным листом.
9. Будьте осторожны, чтобы не столкнуться с машиной при подъеме стального листа или барабана с помощью крана.
После завершения намотки площадку следует очистить, как только работа будет завершена, техническое обслуживание оборудования должно быть выполнено надлежащим образом, а питание должно быть отключено вовремя.
- Q Что такое 3-валковый гибочный станок? A
3-валковые листогибочные станки с регулируемой осью используются для гибки средних и толстых листов. Они очень точны и просты в использовании. Есть преимущества в использовании этой системы, когда два боковых валка перемещаются горизонтально — влево и вправо, а верхний валок движется вверх и вниз.
Симметричный
Рабочие характеристики механического трехвалкового симметричного листогибочного станка:
Структура станка трехвалкового симметричного типа. Верхний ролик выполняет вертикальное движение подъема и опускания в центре двух нижних роликов, который приводится в движение гайкой с резьбой и червяком. Два нижних ролика вращаются и приводятся в движение двигателем.
Выходная шестерня редуктора входит в зацепление с шестерней нижнего ролика, создавая крутящий момент для листового проката. Асимметричный
Основные характеристики механической трехвалковой асимметричной листопрокатной машины: перемещается вертикально вверх и вниз и входит в зацепление с верхним роликовым механизмом через нижний роликовый механизм в качестве основного привода; Боковые ролики наклоняются и поднимаются и выполняют двойную функцию предварительного изгиба и прокатки. Компактная структура, удобная эксплуатация и техническое обслуживание.
Принцип работы
Верхний ролик листогибочного станка находится в симметричном положении центра двух нижних роликов благодаря гидравлическому маслу в гидравлическом цилиндре, действующему на поршень для вертикального подъемного движения, и последняя шестерня главного редуктора приводит в зацепление шестерни двух нижних валков и вращает их, создавая крутящий момент для прокатанного листа.
Плоская пластиковая металлическая пластина листопрокатного станка проходит между тремя рабочими валками листопрокатного станка. С помощью нижнего давления верхнего валка и вращательного движения нижнего валка металлическая пластина непрерывно изгибается за несколько проходов, что приводит к остаточной пластической деформации. Сверните в желаемый цилиндр, конус или их часть. Недостатком этого гидравлического трехвалкового листогибочного станка является то, что конец листа необходимо предварительно согнуть с помощью другого оборудования. Этот листопрокатный станок подходит для больших листопрокатных станков толщиной более 50 мм. К нижней части двух нижних роликов добавлен ряд неподвижных роликов, чтобы сократить пролет двух нижних роликов, тем самым повысить точность прокатываемой заготовки и общую производительность станка.
 После того, как клей для стекла затвердеет, упакуйте весь комплект дверей пеной и картоном. После выполнения вышеуказанных 6 шагов производство всей двери из нержавеющей стали завершено.
После того, как клей для стекла затвердеет, упакуйте весь комплект дверей пеной и картоном. После выполнения вышеуказанных 6 шагов производство всей двери из нержавеющей стали завершено. Это оборудование также является важной частью изготовления нестандартных материалов.
Это оборудование также является важной частью изготовления нестандартных материалов.
 Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской. В системах промышленной автоматизации часто возникает необходимость захвата и транспортировки заготовок, и вакуумные присоски широко используются в качестве манипуляторов присосками.
Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской. В системах промышленной автоматизации часто возникает необходимость захвата и транспортировки заготовок, и вакуумные присоски широко используются в качестве манипуляторов присосками. 
 Листовые тележки используются для размещения листов, подлежащих прокатке. Основной функцией привода является транспортировка листа, подлежащего прокатке, на тележке для листов на подающую платформу. Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской.
Листовые тележки используются для размещения листов, подлежащих прокатке. Основной функцией привода является транспортировка листа, подлежащего прокатке, на тележке для листов на подающую платформу. Операция транспортировки листа в основном применяется к декартову координатному манипулятору и устройству захвата с вакуумной присоской.
 Кнопка опускания делает верхний валок плоским, закрывает поворотный подшипник и завершает цикл заготовки.
Кнопка опускания делает верхний валок плоским, закрывает поворотный подшипник и завершает цикл заготовки.


 Выходная шестерня редуктора входит в зацепление с шестерней нижнего ролика, создавая крутящий момент для листового проката.
Выходная шестерня редуктора входит в зацепление с шестерней нижнего ролика, создавая крутящий момент для листового проката.  Плоская пластиковая металлическая пластина листопрокатного станка проходит между тремя рабочими валками листопрокатного станка. С помощью нижнего давления верхнего валка и вращательного движения нижнего валка металлическая пластина непрерывно изгибается за несколько проходов, что приводит к остаточной пластической деформации. Сверните в желаемый цилиндр, конус или их часть. Недостатком этого гидравлического трехвалкового листогибочного станка является то, что конец листа необходимо предварительно согнуть с помощью другого оборудования. Этот листопрокатный станок подходит для больших листопрокатных станков толщиной более 50 мм. К нижней части двух нижних роликов добавлен ряд неподвижных роликов, чтобы сократить пролет двух нижних роликов, тем самым повысить точность прокатываемой заготовки и общую производительность станка.
Плоская пластиковая металлическая пластина листопрокатного станка проходит между тремя рабочими валками листопрокатного станка. С помощью нижнего давления верхнего валка и вращательного движения нижнего валка металлическая пластина непрерывно изгибается за несколько проходов, что приводит к остаточной пластической деформации. Сверните в желаемый цилиндр, конус или их часть. Недостатком этого гидравлического трехвалкового листогибочного станка является то, что конец листа необходимо предварительно согнуть с помощью другого оборудования. Этот листопрокатный станок подходит для больших листопрокатных станков толщиной более 50 мм. К нижней части двух нижних роликов добавлен ряд неподвижных роликов, чтобы сократить пролет двух нижних роликов, тем самым повысить точность прокатываемой заготовки и общую производительность станка.Обкатка прокатных станков
Рис. 1. Трехвалковые листогибочные станки — это лишь один из многих типов листогибочных станков, доступных производителям металлоконструкций.
Наилучший способ определить лучший листопрокатный станок (см. Рисунок 1 ) для данной работы – выяснить, на что способны различные станки. Получив эту информацию, вы сможете правильно подобрать размер и выбрать станок, соответствующий вашим конкретным задачам гибки.
Конечно, для получения более подробной информации и технических знаний по применению вы можете напрямую связаться со специалистами по прокатному оборудованию для листового металла.
Обзор вальцовочных станков
Валки для гибки листа или листа предлагаются в двух различных категориях: с одинарным и двойным зажимом, но они могут различаться по геометрии или стилю. Общие стили машин: трехвалковая начально-зажимная, трехвалковая с двойным защемлением, четырехвалковая с двойным защемлением, трехвалковая система переменного перемещения, трехвалковая пирамидальная и двухвалковая системы. Листовые валки также имеют вертикальный формат для специальных применений. Соответствие
наиболее подходящий стиль машины для приложения имеет важное значение.
Мощность машины не менее, если не более важна, чем стиль. Производители листовых валков обычно оценивают свои машины в соответствии с базовым пределом текучести материала от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). Однако вы должны понимать, что сталелитейные заводы производят материалы с постоянно растущим выходом. Выбирая машину, вы должны свериться с заводскими сертификатами и проверить средний предел текучести покупаемой плиты. Нередко можно обнаружить, что «мягкая» сталь, которую вы прокатываете, будет иметь реальный выход в диапазоне от 48 000 до 58 000 фунтов на квадратный дюйм. Помните, что производительность машины должна соответствовать вашему материалу, и большинство производителей листовых валков могут предоставить подробные таблицы зависимости производительности от производительности, чтобы помочь вам.
На любой листопрокатной машине часто можно увидеть мощности как для предварительного изгиба, так и для прокатки. Предварительная гибка листового проката выполняется на передней и задней кромках листа (см. рис. 2) и, в конечном итоге, на шве (см. , рис. 3 ).
рис. 2) и, в конечном итоге, на шве (см. , рис. 3 ).
Лист физически не может быть согнут до края, поэтому то, что остается, называется несогнутой плоскостью (см. рис. 4). Минимальная квартира, которую вы можете ожидать в 1,5 раза больше толщины материала и часто в 2,5-3,5 раза больше толщины материала для более толстого листа.
Это операция предварительного сгибания, в попытке свести к минимуму несогнутую плоскость, которая требует наибольшей мощности. Вот почему показатели предварительного изгиба ниже, чем возможности прокатки для любой данной машины.
При рассмотрении производительности машины следует помнить, что максимальная производительность прокатки обычно выражается базовым требованием нескольких проходов прокатки и очень длинных негнутых плоских поверхностей. Вы также должны учитывать толщину и ширину материала и характеристики оборудования, такие как диаметр цилиндра, тип машины, производительность и диаметр валков. Квалификация оператора также должна быть принята во внимание.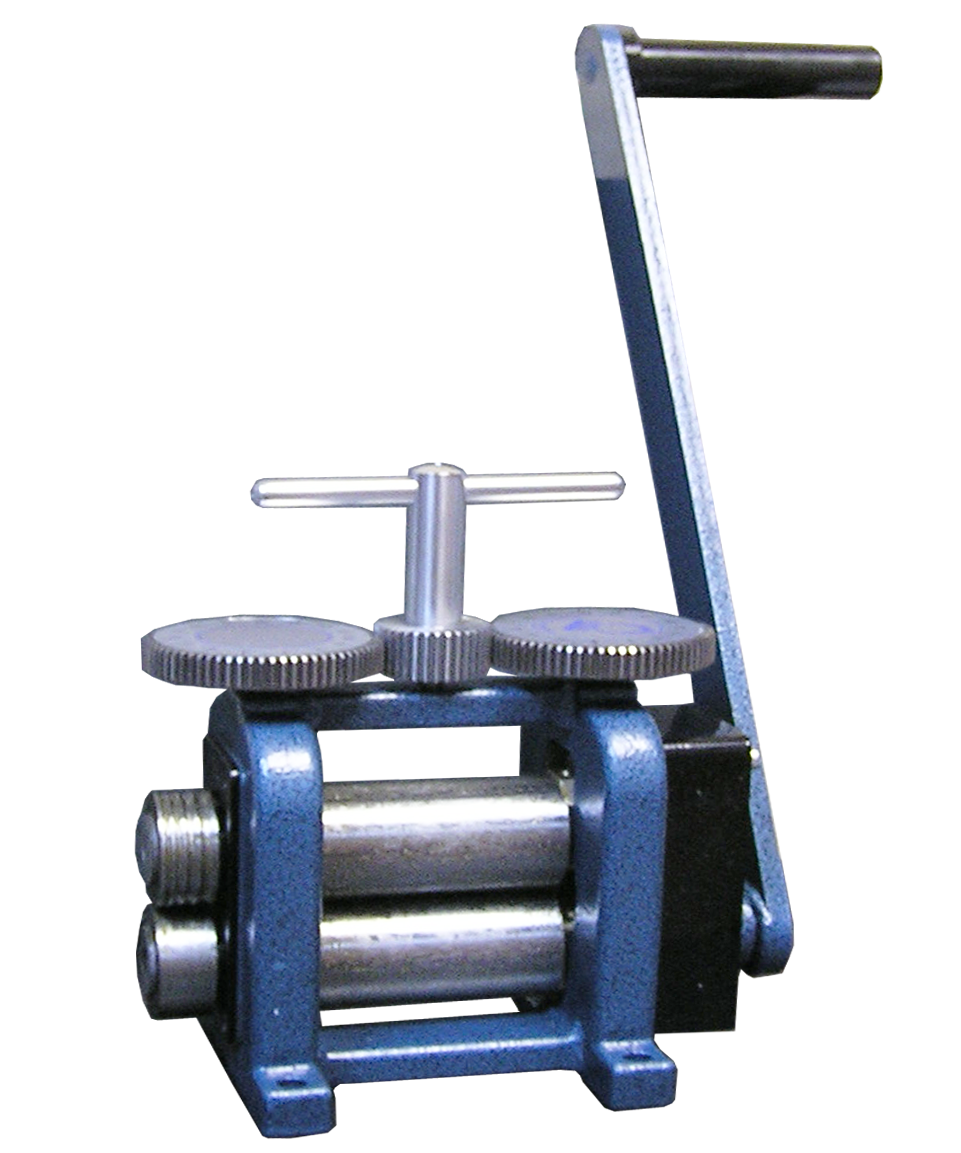 рассмотрение.
рассмотрение.
ЧПУ и ЧПУ становятся все более распространенными на рабочем месте. Большинство станков с ЧПУ и ЧПУ являются четырехвалковыми.
Автоматические системы управления рекомендуются для производства больших объемов цилиндров или гильз, а также для прокатки сложных форм, которые трудно воспроизвести с помощью стандартных ручных систем управления. Множественные изгибы, изгибы с переменным радиусом и овалы являются распространенными примерами этих сложных форм.
Рисунок 3: Если предварительная гибка выполнена правильно, шов должен хорошо совпасть.
Подробный обзор типов машин
Трехвалковый с начальным защемлением (см.
электромеханический или гидравлический. Они работают, зажимая плоский лист между двумя вертикально расположенными противоположными валками, в то время как третий, офсетный валик — или гибочный валик — движется вверх, чтобы соприкоснуться, а затем согнуть лист. При включении вращения роликов лист выходит на заданном радиусе. Когда лист обрезается до развернутой длины, а гибочный ролик правильно расположен, деталь скатывается в рулон.
цилиндрической формы, которую затем можно сварить по шву, чтобы получить закрытый цилиндр.
При включении вращения роликов лист выходит на заданном радиусе. Когда лист обрезается до развернутой длины, а гибочный ролик правильно расположен, деталь скатывается в рулон.
цилиндрической формы, которую затем можно сварить по шву, чтобы получить закрытый цилиндр.
Когда цилиндр полностью прокатан, он извлекается из верхнего рулона. Машины, как правило, оснащены каким-либо механизмом освобождения верхнего ролика, который позволяет извлекать цилиндр. Это извлечение осуществляется с помощью наклоняемого вперед или высвобождаемого вперед верхнего валка или съемного концевого коромысла.
В большинстве случаев эти машины требуют снятия и повторной установки листа для предварительного сгибания обоих концов. Они рентабельны, но могут быть более трудоемкими в производственных условиях, чем их современные аналоги.
В 1950-х годах было построено много больших механических машин для начального защемления, которые иногда можно найти на рынке бывших в употреблении. Все они имеют литые рамы, так как современные сплавы и методы сварки еще не были изобретены.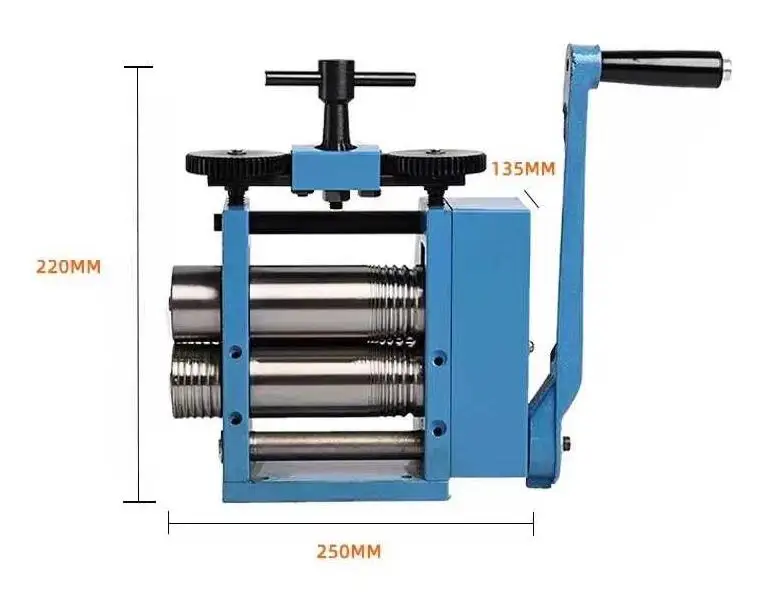
Ролики с двойным защемлением выпускаются различной мощности от легкой до очень большой и могут иметь три (см. рис. 6) или четыре ролика (см. рис. 7). Терминология может сбивать с толку, поскольку эти устройства также могут называться d с двойным зажимом. пирамида пластинчатых рулона или двойной начальный зажим листовые валки. Как трех-, так и четырехвалковые модели имеют верхние вальцы с фиксированным положением и два смещенных или боковых валка, по одному с каждой стороны.
Модели с четырьмя валками имеют дополнительный валик под верхним валком, который постоянно зажимает лист во время прокатки. Двухзажимные валки могут предварительно сгибать оба конца листа без снятия, как это требуется для однозажимных валков.
Трехвалковые машины обычно требуют предварительного изгиба переднего конца, пропускания листа через машину для предварительного изгиба заднего конца, а затем переключения направления вращения валка для прокатки корпуса цилиндра. Четырехвалковые листовые валки имеют небольшое преимущество во времени цикла, потому что они позволяют выполнять предварительную гибку передней кромки, прокатку корпуса цилиндра и окончательную обработку заднего предварительного гибки.
катится в том же направлении.
Четырехвалковые листовые валки имеют небольшое преимущество во времени цикла, потому что они позволяют выполнять предварительную гибку передней кромки, прокатку корпуса цилиндра и окончательную обработку заднего предварительного гибки.
катится в том же направлении.
Небольшие станки могут быть механическими, но большинство из них являются гидравлическими и включают траверсы (см. рис. 8 ) для легкого извлечения заготовки.
Четырехвалковые вальцы обычно являются единственным оборудованием с ЧПУ или ЧПУ, поскольку четвертый валок обеспечивает постоянное защемление, сводя к минимуму вероятность проскальзывания. Автоматическое управление использует энкодер для отслеживания движения пластины через машину. Если пластина проскальзывает, движения гибочного валка не синхронизируются с движением качения.
Трехвалковые валки с изменяемой геометрией не новы, но они приобретают все большую популярность во всем мире (см. рис. 9). Они предназначены для работы со средними и очень тяжелыми листопрокатными станками.
Рис. 8. Легкосъемные концевые хомуты позволяют быстро удалить материал.
Верхний валок перемещается вверх и вниз, а два нижних валка перемещаются по горизонтали. Это движение нижнего валка увеличивает расстояние смещения от верхнего валка и, таким образом, обеспечивает явное механическое преимущество при изгибе. Станок этого типа хорошо работает с широким диапазоном толщины материала.
Благодаря различной геометрии эти валки можно использовать как машины с одинарным, двойным или пирамидальным зажимом, которые требуют минимального перемещения листа во время предварительного изгиба. В прошлом эти машины обычно использовались на верфях, но теперь они используются в обычных мастерских и на производстве.
Настоящие пирамидальные машины редко используются на передовых объектах. Обычно их можно найти на вторичном рынке.
Имеют три валка (см. рис. 10), причем оба нижних валка зафиксированы на месте, а верхний, или сгибающийся, валок перемещается вверх и вниз. В общем, они уходят очень долго
изогнутые плоские и не так удобны в использовании, как другие типы прокатных машин.
В общем, они уходят очень долго
изогнутые плоские и не так удобны в использовании, как другие типы прокатных машин.
Двухвалковые машины (см. рис. 11) предназначены для прокатки тонколистового материала до достаточно малых диаметров. В них используется прижимной ролик большого диаметра с уретановым покрытием, движется вверх с экстремальным давлением на стальной верхний валок малого диаметра. Оправка или барабан, наружный диаметр которого очень близок к желаемому внутреннему диаметру готовой детали, устанавливается поверх верхнего валка.
Двухвалковые листовые валки очень быстры и могут прокатывать круглые детали, даже если в заготовке есть вырезы или отверстия. Поскольку им требуется оправка для каждого диаметра детали и толщины материала, они не так универсальны, как некоторые другие станки, но для специализированного высокоскоростного производства они часто являются лучшим выбором.
Прочие сведения о прокатных станках
Что касается дополнительного оборудования для прокатных станков, наиболее важными элементами, которые следует учитывать, являются закаленные поверхности валков и конусообразные прокатные устройства.
Современные более твердые материалы и методы лазерной/плазменной резки требуют жестких внешних поверхностей роликов на прокатном оборудовании. Ищите твердость от 50 до 55 по шкале Роквелла C. Твердость в этом диапазоне будет иметь разумную глубину проникновения и обеспечит длительную защиту от износа поверхности валков. Твердость выше 60 будет иметь неглубокое проникновение и приведет к растрескиванию или образованию трещин на поверхности. поверхность рулона.
Устройства для раскатывания конусов, которые позволяют раскатывать конусы конической формы, входят в стандартную комплектацию некоторых машин. Боковые опоры из материала и потолочные опоры также являются необязательными, но требуются реже. Потолочные опоры предотвращают разрушение легких материалов при раскатывании до больших диаметров. Боковая опора также может помочь предотвратить изгиб легких материалов к полу, если радиус очень большой.
Некоторые машины имеют удлиненные валы валков, выступающие из рамы машины.