3.3.4. Токарные лобовые станки
Для обработки коротких заготовок большого диаметра и небольшой длины типа шкивов, больших зубчатых колес, маховиков в условиях индивидуального производства, а также в ремонтных мастерских применяют токарные лобовые станки.
По внешнему виду они отличаются от токарных станков сравнительно малой длиной и большим (до четырех м) диаметром планшайбы, а также отсутствием задней бабки.
На рис.20 показаны лобовые станки с суппортом, установленным на одной станине со шпиндельной бабкой и с обособленным суппортом.
Станки состоят из следующих основных узлов: передней бабки с коробкой скоростей и главным электродвигателем, планшайбы, суппорта. Станок с общей станиной имеет коробку подач, передающую движение на ходовой вал.
Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы.
Для этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта такого станка осуществляется или от отдельного электродвигателя, или через храповые устройства.
| |
а) | б) |
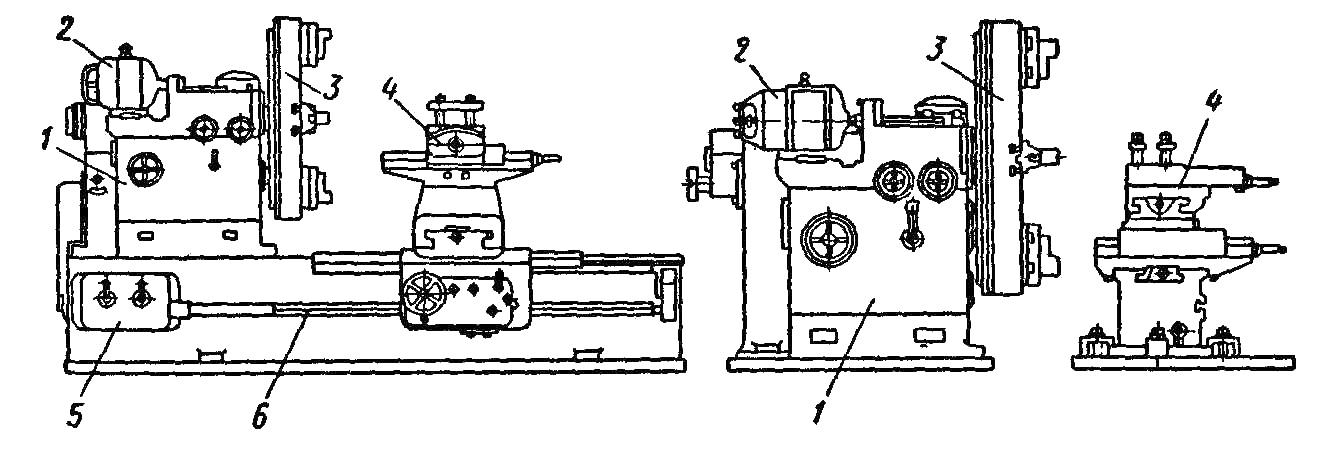
Рис.20. Лобовые токарные станки:
1 – передняя бабка; 2 – электродвигатель привода главного движения; 3 – планшайба;
4 – суппорт; 5 – коробка подач; 6 – ходовой вал
В настоящее время ввиду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко; их вытеснили более совершенные токарные карусельные станки.
3.3.5. Токарные карусельные станки
Карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины; на них можно производить почти все виды токарных работ. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором крепится заготовка, значительно облегчает ее установку и выверку, что весьма затруднено при обработке больших тяжелых заготовок на токарных и токарно-лобовых станках.
Карусельные станки выпускаются одностоечными с планшайбой диаметром до 1,6 м и двухстоечными с более крупными планшайбами для обработки деталей диаметром до 16 м и более; имеются токарно-карусельные станки, на которых можно обрабатывать детали диаметром до 24 м.
Токарные карусельные станки относятся к пятому типу станков токарной группы (например, 1Б502, 1508, 1512). Характерным внешним признаком таких станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой. Их применяют в условиях единичного и серийного производств при обработке крупногабаритных литых или сварных заготовок. Иногда, при очень больших массах и размерах заготовок, когда нецелесообразно или невозможно вести обработку с использованием станков других групп, расширяют технологические возможности карусельных за счет установки на них специальных устройств – головки для шлифования, фрезерования, долбления, сверления и т.д.
Основные узлы станка изображены на рис.21. Несущая система двухстоечного токарно-карусельного станка состоит из основания 1 стола, двух стоек 12 и поперечины 7, образующих портал. На основании имеются кольцевые направляющие для вращения стола 2 с необходимой скоростью резания на заданном диаметре заготовки 3. По направляющим стоек перемещается траверса 6 для установки на необходимой высоте двух суппортов: револьверного с револьверной головкой 9 и вертикального 4 с резцедержателем. Револьверный суппорт позволяет устанавливать режущие инструменты на каждой из пяти граней револьверной головки. Головка может поворачиваться на 1/5 окружности относительно горизонтальной оси, суппорт – перемещаться горизонтально по траверсе с помощью винта 8 и вертикально или наклонно по собственным направляющим. Вертикальный суппорт также передвигается горизонтально по траверсе и вертикально или наклонно по собственным направляющим. Кроме упомянутых, имеется еще и боковой суппорт 11, перемещающийся по стойке горизонтально со скоростью подачи Sв и Sг. Станок приводится в действие от электродвигателя. Изменение частоты вращения карусели осуществляется ступенчато от коробки скоростей. Подачи всех суппортов осуществляются от коробки подач. Наличие трех (а иногда и более) суппортов позволяет вести параллельную обработку торцовых и наружных поверхностей и отверстия заготовки. Управление станком сосредоточено на двух подвесных пультах – левом
Рис.21. Токарно-карусельный станок
На карусельных станках с планшайбой малого диаметра закрепление заготовок может осуществляться самоцентрирующими устройствами. С увеличением размеров заготовок для их выверки и закрепления на планшайбе применяют отдельные кулачки, планки, домкраты, подставки, кубики и т.п. Транспортировка заготовок на планшайбу и с нее осуществляется в последнем случае кранами или специальными подъемниками с электромеханическим или гидромеханическим приводами.
Заготовку на столе выверяют, т.е. придают ей правильное положение относительно оси вращения и поверхности стола. Выверку производят с помощью индикатора, устанавливаемого неподвижно относительно медленно поворачиваемой заготовки, используя имеющиеся на ней такие конструктивные элементы, как центральное отверстие, наружный диаметр, диаметр выемки и т.п. В ряде случаев выверку ведут по разметке, т.е. специальным рискам и точкам на заготовке, определяющим границы или положение обрабатываемой поверхности.
Закрепление заготовок должно быть быстрым и надежным, что достигается механизированным гидро-, пневмо- или электромеханическим устройством. Выверенной и закрепленной заготовке сообщается вращательное движение вместе со столом. Это движение является движением резания с заданной скоростью резания. Движение подачи совершают режущие инструменты, установленные в резцедержателях и в револьверной головке суппортов.
Сочетание движений подачи с вращением заготовки позволяет обрабатывать наружные и внутренние торцовые, цилиндрические и конические поверхности. Пример обработки одной стороны шкива приведен на рис.22. В револьверной головке инструментами заняты четыре позиции из пяти: I – сверло, II – два резца в спецдержавке, III – подрезной резец и IV – расточная оправка с резцом. За одну установку выполняется шесть переходов, причем на втором и четвертом переходах осуществляется параллельная обработка инструментами с двух суппортов. Кроме этого, на втором переходе с револьверной головки ведется параллельное обтачивание двух торцовых поверхностей: ступицы и диска шкива. Кроме показанных на рисунке элементарных поверхностей обрабатываются поверхности сложного профиля, для чего применяют специальные копировальные устройства.
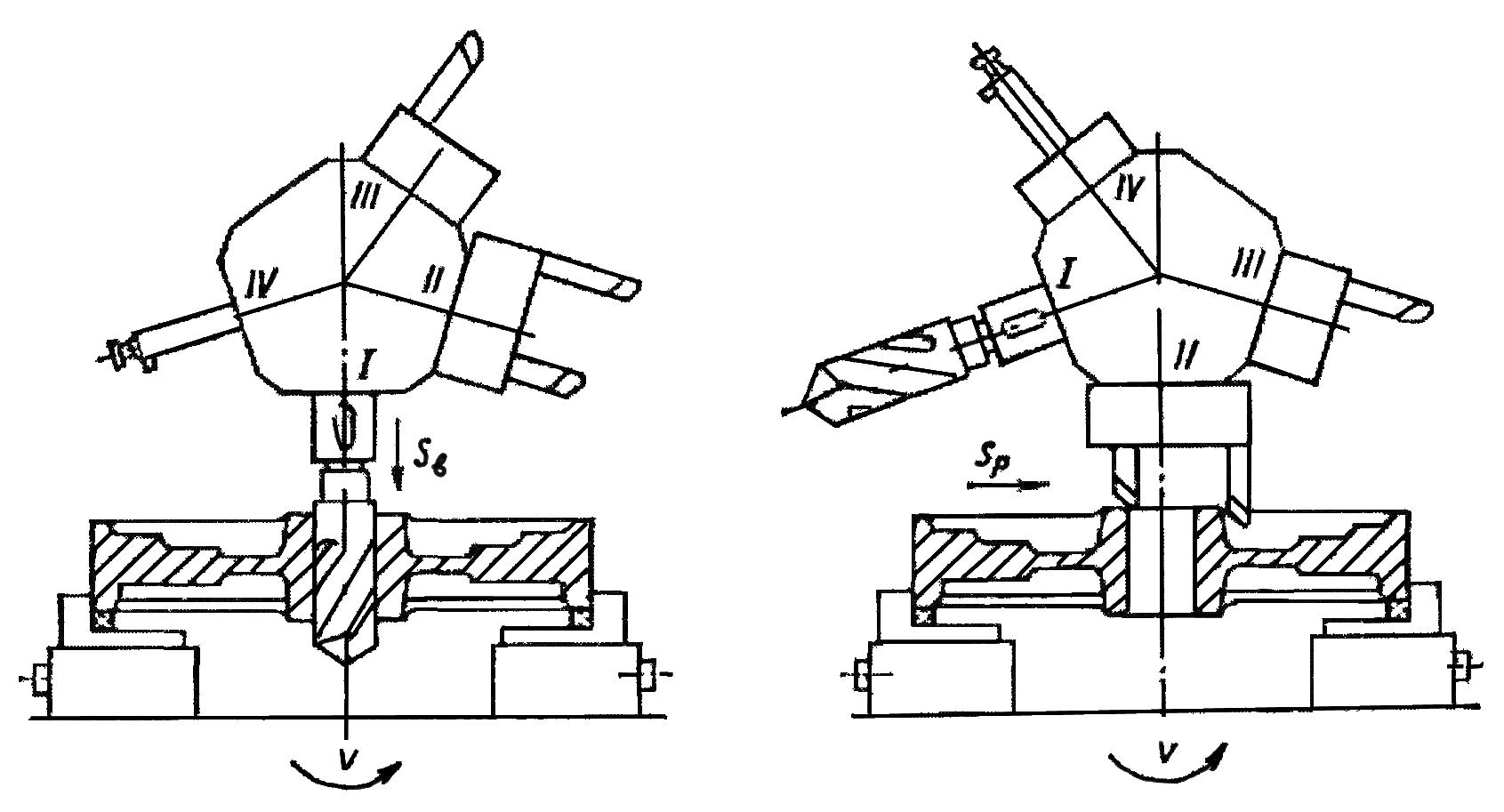
Рис.22. Пример обработки шкива на токарно-карусельном станке
studfile.net
Станки токарные лобовые
3.3.4. Токарные лобовые станки
Для обработки коротких заготовок большого диаметра и небольшой длины типа шкивов, больших зубчатых колес, маховиков в условиях индивидуального производства, а также в ремонтных мастерских применяют токарные лобовые станки.
По внешнему виду они отличаются от токарных станков сравнительно малой длиной и большим (до четырех м) диаметром планшайбы, а также отсутствием задней бабки.
На рис.20 показаны лобовые станки с суппортом, установленным на одной станине со шпиндельной бабкой и с обособленным суппортом.
Станки состоят из следующих основных узлов: передней бабки с коробкой скоростей и главным электродвигателем, планшайбы, суппорта. Станок с общей станиной имеет коробку подач, передающую движение на ходовой вал.
Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы.
Для этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта такого станка осуществляется или от отдельного электродвигателя, или через храповые устройства.
а) | б) |
Рис.20. Лобовые токарные станки:
1 – передняя бабка; 2 – электродвигатель привода главного движения; 3 – планшайба;
4 – суппорт; 5 – коробка подач; 6 – ходовой вал
В настоящее время ввиду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко; их вытеснили более совершенные токарные карусельные станки.
3.3.5. Токарные карусельные станки
Карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины; на них можно производить почти все виды токарных работ. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором крепится заготовка, значительно облегчает ее установку и выверку, что весьма затруднено при обработке больших тяжелых заготовок на токарных и токарно-лобовых станках.
Карусельные станки выпускаются одностоечными с планшайбой диаметром до 1,6 м и двухстоечными с более крупными планшайбами для обработки деталей диаметром до 16 м и более; имеются токарно-карусельные станки, на которых можно обрабатывать детали диаметром до 24 м.
Токарные карусельные станки относятся к пятому типу станков токарной группы (например, 1Б502, 1508, 1512). Характерным внешним признаком таких станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой. Их применяют в условиях единичного и серийного производств при обработке крупногабаритных литых или сварных заготовок. Иногда, при очень больших массах и размерах заготовок, когда нецелесообразно или невозможно вести обработку с использованием станков других групп, расширяют технологические возможности карусельных за счет установки на них специальных устройств – головки для шлифования, фрезерования, долбления, сверления и т.д.
Основные узлы станка изображены на рис.21. Несущая система двухстоечного токарно-карусельного станка состоит из основания 1 стола, двух стоек 12 и поперечины 7, образующих портал. На основании имеются кольцевые направляющие для вращения стола 2 с необходимой скоростью резания на заданном диаметре заготовки 3. По направляющим стоек перемещается траверса 6 для установки на необходимой высоте двух суппортов: револьверного с револьверной головкой 9 и вертикального 4 с резцедержателем. Револьверный суппорт позволяет устанавливать режущие инструменты на каждой из пяти граней револьверной головки. Головка может поворачиваться на 1/5 окружности относительно горизонтальной оси, суппорт – перемещаться горизонтально по траверсе с помощью винта 8 и вертикально или наклонно по собственным направляющим. Вертикальный суппорт также передвигается горизонтально по траверсе и вертикально или наклонно по собственным направляющим. Кроме упомянутых, имеется еще и боковой суппорт 11, перемещающийся по стойке горизонтально со скоростью подачи Sв и Sг. Станок приводится в действие от электродвигателя. Изменение частоты вращения карусели осуществляется ступенчато от коробки скоростей. Подачи всех суппортов осуществляются от коробки подач. Наличие трех (а иногда и более) суппортов позволяет вести параллельную обработку торцовых и наружных поверхностей и отверстия заготовки. Управление станком сосредоточено на двух подвесных пультах – левом 5 и правом 10, дублирующих основные команды.
Рис.21. Токарно-карусельный станок
На карусельных станках с планшайбой малого диаметра закрепление заготовок может осуществляться самоцентрирующими устройствами. С увеличением размеров заготовок для их выверки и закрепления на планшайбе применяют от
i-perf.ru
Токарно-лобовой станок – Промышленные фотографии — LiveJournal
? LiveJournal- Main
- Ratings
- Interesting
- Disable ads
- Login
- CREATE BLOG Join
- English
(en)
- English (en)
- Русский (ru)
- Українська (uk)
- Français (fr)
- Português (pt)
- español (es)
- Deutsch (de)
- Italiano (it)
- Беларуская (be)
ru-industry.livejournal.com
Станки токарно-лобовые – Энциклопедия по машиностроению XXL
Токарно-лобовые, многорезцовые, многошпиндельные автоматы, револьверные станки 120 [c.439]Охлаждение. Для эффективной токарной обработки (на токарных, лобовых, карусельных и расточных станках) стали, стального литья, ковкого чугуна, медных, алюминиевых и магниевых сплавов применяют в качестве охлаждающей жидкости 3—5%-ный раствор эмульсола в воде. При точении лёгких цветных сплавов возможно также применение смеси солярового масла и керосина или специальных эмульсий. При обработке серого чугуна охлаждение не применяется. [c.79]
Токарные станки I — токарные центровые 2-—токарно-лобовые 3—карусельные [c.426]
В свою очередь, специализированные типы станков дифференцировались по характеру выполняемых в производственном процессе технологических операций. Появляются станки, предназначенные для выполнения одной определенной или нескольких аналогичных операций. Так, в группе универсальных токарных станков появился специализированный станок для растачивания длинных цилиндрических и полых изделий (типа орудийных стволов и гребных валов). Был создан горизонтально-расточный станок, предназначенный для точной расточки внутренних поверхностей. Специфика обработки крупных деталей малой длины и большого диаметра вызвала появление токарно-лобовых станков. Для тяжелых, крупногабаритных изделий, которые трудно установить на обычных токарных станках, создаются токарно-карусельные станки. Видную роль в металлообработке начинают играть токарно-револьверные станки, снабженные специальной револьверной головкой, в которой закрепляют разнообразные режущие инструменты. Некоторые станки револьверного типа позволяли устанавливать в одной головке до 12—16 инструментов. [c.20]
Коэффициент использования установленной мощности принят для расточных, шлифовальных, отделочных и заточных станков 0,3—0,4 для токарных, лобовых, карусельных, сверлильных и строгальных 0,4—0,5 для заготовительных, револьверных, фрезерных, протяжных и зубообрабатывающих 0,5—0,7 для токарных автоматов и полуавтоматов, резьбообрабатывающих станков 0,6—0,8. [c.550]
Заготовки типа дисков обрабатывают также на револьверных,. карусельных и токарно-лобовых станках. Последние два вида металлорежущих станков применяют при обработке крупных маховиков и шкивов На универсальных токарных станках обработка заготовок типа дисков нежелательна, так как сверление, зенкерование и развертывание от задней бабки с ручной подачей малоэффективно. Для этой цели наиболее предпочтительны токарно-револьверные станки, а в крупносерийном производстве — токарные автоматы и полуавтоматы. [c.449]
Обработка на токарно-карусельных и токарно-лобовых станках [c.261]
Токарно-лобовые станки применяют в индивидуальном производстве и в ремонтных мастерских. Они предназначены для обработки крупных заготовок малой длины и большого диаметра, устанавливаемых преимущественно на планшайбе. [c.262]
| Рис. 14.22. Токарно-лобовой станок |  |
Каждая из этих групп станков в свою очередь подразделяется на типы. Например, токарная группа объединяет следующие типы станков токарно-винторезные, токарно-револьверные, токарно-карусельные и лобовые, токарные автоматы и полуавтоматы и др. [c.421]
| Рис. 243. Общий вид токарно-лобового станка |  |
Токарно-лобовые и карусельные станки предназначены для обработки крупногабаритных тяжелых заготовок типа маховиков, шкивов, дисков, зубчатых колес при отношении длины заготовки к диаметру в пределах 0,4—0,7. Лобовые станки от универсальных токарных станков отличаются отсутствием задней бабки. [c.544]
Для обработки крупных заготовок большого диаметра и малой длины (например, маховика) в единичном и мелкосерийном производстве используют токарно-лобовые станки двух типов с суппортами, установленными на станке, а также отдельно от передней бабки станка. Станок первого типа служит для обработки заготовок диаметром 1000 мм, а станок второго типа—для обработки заготовок диаметром 4 м. [c.185]
При обработке поверхностей тел вращения (например, цилиндрических) применяют большую группу станков токарного типа, среди которых есть лобовые, карусельные, револьверные и другие станки. Разновидностями токарных станков являются более производительные многорезцовые и многошпиндельные полуавтоматы и автоматы. [c.6]
Механическая обработка штампов для поковок типа колец, дисков и втулок (круглых в плоскости разъема). Обработка этих штампов проще после разметки центров с одной установки изготовляют половину щтампа на токарном, лобовом или на карусельном станке. [c.267]
Механическую обработку корпусов приспособлений начинают с обработки базовых поверхностей. Исходной базой обычно является опорная поверхность корпуса. Если опорная поверхность круглая, ее обтачивают на токарном, лобовом или на карусельном станке, а если прямоугольная или восьмигранная, то фрезеруют на вер-тикально-фрезерном станке. В зависимости от формы корпуса базами могут быть три взаимно перпендикулярные плоскости, или плоскость и перпендикулярная ей цилиндрическая поверхность (наружная или внутренняя). [c.399]
Горизонтальное расположение плоскости планшайбы, на которой закрепляют обрабатываемую деталь, существенно облегчает и ускоряет ее установку и выверку по сравнению при установке подобных деталей на токарно-лобовых станках, [c.94]
Диски, маховики и другие детали небольшой длины и больших диаметров обрабатываются обычно не на токарно-винторезных, а на токарно-лобовых станках. [c.7]
Во-вторых, на карусельных станках сход стружки, которая разбрасывается во все стороны от вращающейся планшайбы, а также подвод и отвод охлаждающей жидкости из-за горизонтального расположения планшайбы крайне затруднены, в то время как на токарно-лобовых станках таких затруднений не возникает. [c.9]
К станкам токарной группы относятся также лобовые и карусельные станки. [c.47]
Какой станок называется лобовым Чем он отличается от обычного токарного станка [c.68]
Токарно-лобовые станки, снабженные планшайбой большого диаметра (до 2 м и более), служат для обтачивания крупных деталей малой высоты — шкивов, маховиков, больших колец и т. д. [c.205]
Точение — обработка резцами деталей на станках токарной группы (токарных, токарно-винторезных, многорезцовых токарных, револьверных, лобовых токарных, карусельных, токарных полуавтоматах и автоматах). На этих станках можно выполнять наружную и внутреннюю обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, сверление, зенкерование, развертывание и т. д. [c.139]
Деревянные заготовки крупных моделей диаметром до 3000 мм (шкивы, маховики) обрабатывают на токарно-лобовых станках. [c.22]
В состав станков токарной группы входят токарно-винторез-ные, токарно-револьверные, токарно-затыловочные, токарные автоматы, токарные полуавтоматы, токарные многорезцовые, токарно-лобовые, токарно-карусельные и специализированные токарные станки. [c.397]
ТОКАРНО-ЛОБОВЫЕ И ТОКАРНО-КАРУСЕЛЬНЫЕ СТАНКИ [c.416]
Механическая обработка шлифовальных кругов. Придать шлифовальному кругу новую форму или изменить его отдельные размеры можно обработкой на. токарном, сверлильном иЛи токарно-лобовом станках. [c.48]
Токарные обдирочные станки для обработки круговых кромок обечайки применяются специальные (типа токарных лобовых), у которых обечайка устанавливается неподвижно в люнетах, а вращаются су порты, укреплённые в планшайбе. Подобные станки Wagner для обечаек наружным диаметром 700 -2500 мм с толщиной стенки до 70 мм имеют следующую характеристику высота центров—1700 жж диаметр главного шпинделя—400 мм диаметр [c.530]
| Фиг. 5. Ремонтно-механический цех на 2000 ремонтных единиц 1, 2, 3,4,5,6,13, /4,/5,25, 24—токарные станки 7—зубофрезерный 8, /6—поперечно-строгальные 9 — круглошлифовальный J0— продольно-строгальный и — универсально-фрезерный 12 — токарный лобовой 17 — радиальносверлильный 18— револьверный 19— настольный сверлильный 20, 21, 22, 26 — вертикально-сверличьные 25 — долбёжный 27 — вертикально-фрезерный 2( — горизонтально-фрезерный 2Р — болторезный — центровальный 5/— дисковая пила 52 — керосиновый бак 55 — бак горячей воды 34—верстак 35 — газогенератор печи — камерная печь 37 — молот Беше 230 кг 38 — горно 39 — наковальня 40, 46 — правильные плиты 41, 45, 53, 54, 56, 57, 5Р, 6(9, б/— верстаки 42 — болторезный станок 45 — плита для заливки вкладышей бабоитом 44, — горна 47—пресс-ножницы 4вертикально-сверлильные станки 49 — плита разметочная 51, 55, — точила 63 — разметочная плита 67, 68 — кран-балки 5 и 2 /и 69, 70 — мостовые краны 5 т. |  |
Коэффг.циент использования электродвигателей по времени для шлифовальных, заточных, протяжных и резьбообрабатывающих, токарных многорезцовых станков 0,4—0,5 для токарных, лобовых, карусельных, фрезерных, строгальных 0,3—0,4 для отделочных заготовительных, зубообрабатывающих, агрегатных станков, автоматов и полуавтоматов 0,6—0,8. [c.550]
Станки токарно-револьверной группы в зависимости от на значения подразделяют на токарно-винторезные (в том числе для особых точных работ), револьверные, карусельные, фасоннотокарные, лобовые и др. Особыми видами токарных станков [c.144]
На станках токарной группы выполняются разнообразные операции по обработке поверхностей вращения обтачивание наружных и внутренних цилиндрических и конических поверхностей, подрезание торцов, проточка канавок, сверление отверстий, зенкерование, развертывание, нарезание резьб и др. В состав станков этой группы входят токарные автоматы и полуавтоматы, токарно-револьверные, токарно-карусельные, токарно-винторезные, токарно-лобовые, многорезцовые, токар-но-затыловочные и специализированные токарные станки. [c.263]
Токарно-лобовые станки в настоящее время применяют весьма редко благодаря их низкой производительности, невысокой точности и сложности установки заготовки на планшайбе, плоскость для установки и закрепления заготовок которой расположена вертикально. Поэтому их вытеснили более прогрессивные токарно-карусельные втан-ки. По этой причине в настоящей книге токарно-лобовые станки не рассматриваются. [c.94]
mash-xxl.info
Лобовые токарные станки – Большая Энциклопедия Нефти и Газа, статья, страница 1
Лобовые токарные станки
Cтраница 1
Лобовые токарные станки изготовляют двух основных типов: с суппортами, установленными отдельно от бабки станка ( рис. 107, а), и с суппортами, установленными на станине ( рис. 107, б) токарных станков. [2]
Лобовые токарные станки изготовляют двух основных типов: с суппортами, установленными отдельно от бабки станка ( рис. 164, а), и с суппортами, установленными на станине ( рис. 164, б) токарных станков. Планшайба 3 укреплена на шпинделе и управляется обычными раздвижными несамоцентрирующимися кулачками. [3]
Лобовые токарные станки изготовляют двух основных типов: с суппортами, установленными отдельно от бабки станка ( рис. 100, о), и с суппортами, установленными на станине ( рис. 100, б) токарных станков. [5]
Лобовые токарные станки изготовляют двух основных типов: с суппортами, установленными отдельно от бабки станка ( рис. 166, а), и с суппортами, установленными на станине ( рис. 166, б) токарных станков. Планшайба 3 укреплена на шпинделе и управляется обычными раздвижными несамоцентрирующимися кулачками. [6]
Лобовые токарные станки применяются для изготовления деталей большого диаметра и малой длины. [8]
Лобовые токарные станки предназначены для обработки деталей малой длины и больших диаметров, как, например, вагонные колеса, шкивы и др. Заготовки этих деталей обычно устанавливают и закрепляют на планшайбе станка. [10]
Лобовые токарные станки применяются в индивидуальном производстве и в ремонтных мастерских и предназначены для обработки крупных деталей малой длины и большого диаметра, преимущественно устанавливаемых на планшайбе. [11]
Лобовые токарные станки изготовляются двух основных типов: с обособленными суппортами и с суппортами, установленными на станине. [12]
Для обработки коротких заготовок большого диаметра в единичном производстве и в ремонтных мастерских применяют лобовые токарные станки. На них обтачивают наружные цилиндрические и конические поверхности, подрезают торцы, протачивают канавки, растачивают внутренние отверстия и др. У лобовых станков сравнительно малая длина и большой ( до 4 м) диаметр планшайбы. [14]
Страницы: 1
www.ngpedia.ru
Лобовые станки – Большая Энциклопедия Нефти и Газа, статья, страница 1
Лобовые станки
Cтраница 1
Лобовые станки применяются в индивидуальном производстве для обработки средних и крупных деталей. [1]
Лобовые станки бывают двух видов: малые – когда передняя бабка и суппорт расположены на одной станине; большие – с обособленным суппортом. Ввиду невысокой точности обработки, низкой производительности и трудности установки заготовок лоботокарные станки применяют в основном в единичном производстве. [2]
Лобовые станки ( рис. 248) отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. [3]
Лобовые станки предназначены для обработки заготовок, диаметр которых значительно превосходит длину ( шкивы, маховики, зубчатые колеса, плиты и др.) – Лобовой станок отличается от токарного отсутствием задней бабки и большими размерами планшайбы. [4]
Лобовые станки от универсальных токарных станков отличаются отсутствием задней бабки. [6]
Лобовые станки отличаются от универсальных токарных станков некоторыми конструктивными особенностями и в первую очередь – отсутствием задней бабки. [7]
Лобовые станки имеют планшайбу, укрепляемую на шпинделе, на которой базируются заготовки, обрабатываемые по лобовой ( торцовой) поверхности. [9]
Лобовые станки отличаются от токарных тем, что они имеют короткую станину, на которой смонтирован суппорт. Задней бабки лобовые станки, как правило, не имеют. [10]
В-третьих, лобовые станки, при оснащении их задней бабкой и люнетами, позволяют производить обработку и относительно более длинных деталей, что невозможно на карусельных станках. [11]
По производительности лобовые станки также уступают карусельным. Консольное закрепление деталей, имеющих значительную высоту ( вылет), не позволяет вести обработку при больших глубине резания и подаче. На карусельных же станках вследствие значительно большей жесткости всей системы деталь – станок – инструмент оказывается возможной работа с более интенсивными режимами резания. [12]
В настоящее время лобовые станки вследствие ряда недостатков ( неудобство крепления детали, значительные нагрузки на подшипники шпинделя и др.) нашей промышленностью не производятся и вытесняются более удобными и производительными карусельными станками. [13]
Из-за невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко. Они вытеснены более совершенными карусельными станками. [14]
Страницы: 1 2 3
www.ngpedia.ru
Прочие токарные станки: устройство, принцип работы, виды
Помимо стандартных токарно-винторезных станков существует несколько модификаций оборудования для осуществления более специализированных токарных операций. Рассмотрим некоторые станки токарной группы, которые предназначены для выполнения нестандартных работ или оснащены особыми дополнительными устройствами или узлами.
Револьверные станки
Отличительной особенностью токарно-револьверных станков (рис. 1.) является наличие специализированной многопозиционной головки. Эта головка называется револьверной и имеет несколько резцедержателей. Смена режущего инструмента в процессе работы производится за счет поворота револьверной головки на определенный угол.

Рисунок 1. Токарно-револьверный станок.
Токарно-револьверный станок конструктивно состоит из следующих основных частей.
- Станина с фундаментной плитой и направляющими. Служит для размещения узлов станка.
- Коробка подач суппортов. Предназначена для задания скорости автоматической подачи.
- Передняя (шпиндельная) бабка. Вмещает в себя электродвигатель, систему шестерен коробки скоростей и привод шпинделя.
- Патрон. В патроне закрепляется обрабатываемая деталь.
- Резцедержатель. Служит для закрепления токарного резца. Стандартное оборудование токарного станка.
- Суппорт. Создает движение подачи резца в зону обработки. Оснащается приводным винтом, который связан с коробкой подач. Коробка подач, в свою очередь, способна работать в паре с коробкой скоростей. Это позволяет настраивать автоматическую скорость подачи, которая зависит от частоты оборотов шпинделя. Используется для нарезки резьб или при точении с точно заданной скоростью подачи.
- Резцедержатель револьверного типа. На представленной модели револьверного станка имеет шесть гнезд, служащих для закрепления осевого режущего инструмента (сверл, зенкеров, разверток). Также в револьверной головке может быть установлен обычный резец.
- Суппорт револьверной головки. Выполняет те же функции, что и стандартный суппорт. Также связан с коробкой подач при помощи ходового винта.
- Барабан револьверного суппорта.
Сегодня токарно-револьверные станки набирают все большую популярность, особенно в сегменте металлорежущего оборудования с ЧПУ. Это объясняется довольно обширными технологическими возможностями токарно-револьверных станков с ЧПУ.
Карусельные станки
Токарно-карусельные станки (рис. 2) предназначены для обработки массивных деталей больших габаритов. Основной особенность, отличающей эти станки, является вертикальное расположение оси шпинделя и большой диаметр планшайбы.

Рисунок 2. Устройство токарно-карусельного станка.
Токарно-карусельные станки состоят из следующих элементов:
- Стол с поворотной планшайбой. Стол служит опорой для обрабатываемой детали. В планшайбе закрепляется заготовка. Механизм вращения планшайбы связан с коробкой подач при помощи вала.
- Защитное ограждение планшайбы. Служит для ограждения оператора станка от вращающихся частей в процессе работы.
- Вертикальный суппорт. Предназначен для подачи в рабочую область режущего инструмента.
- Подвесной пульт управления. С его помощью производится управление работой станка.
- Регулируемый подвесной механизм пульта управления. Позволяет оператору становиться с той стороны станка, где удобнее контролировать процесс обработки.
- Поперечина. Служит для закрепления суппорта с возможностью перемещения его в горизонтальном и вертикальном направлении.
- Приводной механизм перемещения поперечины. Состоит из электродвигателя, двух угловых редукторов и винтовой передачи.
- Станина. На станине закрепляются все узлы станка.
- Механизм управления перемещением вертикального суппорта.
- Коробка подач вертикального суппорта. Предназначена дли изменения скорости подачи вертикального суппорта, а также для настройки автоматической подачи.
- Коробка скоростей. Служит для изменения скорости рабочего движения.
- Кожух. Защищает главную передачу.
- Механизм управления подачей.
- Устройство подачи смазки.
- Горизонтальный суппорт. Предназначен для перемещения резца, расположенного горизонтально. Подобным устройством оснащаются не все карусельные станки.
- Коробка подач горизонтального суппорта.
Токарно-карусельные станки способны обрабатывать заготовки, размеры и масса которых не оставляют другого выбора металлорежущего оборудования.
Лобовые станки
Основное назначение токарных лобовых станков (рис. 3) – обработка деталей больших диаметров и малой высоты. На этих станках производится изготовление массивных маховиков для двигателей карьерных самосвалов и кораблей, колес вагонных, опорно-поворотных кругов грузоподъемных кранов и др. Основной отличительной особенность, из-за которой лобовые станки выделены в отдельную группу – наличие планшайбы большого диаметра.

Рисунок 3. Токарный лобовой станок.
Токарный лобовой станок включает в себя следующие основные узлы.
- Массивная станина. Является основанием станка.
- Основание суппорта. Служит направляющей суппорта. Содержит рукоятки управления подачей.
- Суппорт. Перемещает планшайбу в зону обработки. Имеет настройки автоматической подачи.
- Передняя бабка. Включает в себя электродвигатель, коробку скоростей и механизмы управления станком.
- Планшайба. Предназначена для закрепления обрабатываемой детали.
- Задняя бабка. В ней закрепляется режущий инструмент.
В отличие от карусельных станков, которые тоже предназначены для работы с деталями большого диаметра и малой высоты, лобовые токарные станки имеют ограничения по массе заготовки. Если заготовка превышает допустимую массу – ее обрабатывают на карусельном станке.
Нестандартные токарные станки с ЧПУ
Рассмотрим некоторые токарные станки с ЧПУ, которые сделаны не по классической схеме.
1. Токарный автомат продольного точения (рис. 4).

Рисунок 4. Токарный автомат продольного точения.
Этот тип станков предназначен для комплексной обработки в основном продольных поверхностей тел вращения. Причем часто обработка ведется сразу несколькими резцами. Также имеет ряд дополнительных возможностей для сверления, фрезерования и шлифования заготовок. Управляется программно.
2. Многошпиндельные токарные автоматы (рис. 5).

Рисунок 5. Многошпиндельный токарный автомат.
Отличительной особенностью этого типа станков является наличие нескольких приводных шпинделей, которые способны работать одновременно. Многошпиндельные токарные автоматы представляют собой целые комплексы, характер задач которых выходит далеко за рамки токарных операций.
22.11.2018
fabricators.ru