виды и строение, достоинства и недостатки, рекомендации
Люнет представляет собой дополнительное приспособление для станка. При работе с заготовками он играет роль основной или второстепенной опоры. Часто этим устройством пользуются, чтобы придать обрабатываемым деталям устойчивость и избежать их деформации и повреждения. Люнеты для токарного станка бывают разного вида: статичный и подвижный. Каждый влияет на обработку заготовок по-своему.
- Строение статичного люнета
- Конструкция подвижного люнета
- Достоинства и недостатки устройства
- Рекомендации по использованию
Строение статичного люнета
Главной задачей статичного люнета является поддерживание габаритных деталей при работе с ними. На станину неподвижное устройство устанавливают с помощью нижнего зацепления. Это устройство помогает повысить точность заготовки и избежать ненужных вибраций. У статичного прибора имеются несколько ключевых элементов:
- основание;
- крышка с шарнирным креплением.


Конструкция устройства для рабочей фиксации оснащена откидным болтом со специальной головкой. На крышке люнета и в основании есть три кулачка, предназначенных для фиксации. Регулируя их, оператор имеет возможность подгонять прибор под размер детали, которая обрабатывается.
Фиксаторы для люнета изготавливают чаще всего из чугуна. Это помогает избежать повреждений хрупких деталей. На кулачках устанавливается специальное покрытие, которое служит защитой. Чаще всего такое защитное покрытие создают сами производители люнетов.
Однако, не только обрабатываемые детали могут пострадать от фиксаторов, но и сами кулачки в ходе работы изнашиваются. Поэтому их тоже производят на основе твердых сплавов.
Устанавливают статичные люнеты в несколько этапов:
- Фиксируют в центре станка обрабатываемую деталь.
- Настраивают предварительно три кулачка прибора.
- Подтачивают шейку заготовки в месте ее соприкосновения с кулачками.
- Фиксируют заготовку.

Следует отметить, что предварительная обточка шейки заготовки требуется не всегда. Обточку можно не производить, если предварительно деталь обработана и у нее фиксированные размеры.
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
 кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Достоинства и недостатки устройства
Правильно установленный люнет значительно повышает точность производимой работы, обеспечивает целостность детали, облегчает работу оператора и обеспечивает безопасность. Устройство расширяет максимальные и минимальные параметры обрабатываемых заготовок, а также предоставляет дополнительные углы крепления деталей. Прибор надежен и несложен в использовании.
Мобильный люнет устанавливается легче, в то же время неподвижный обеспечивает большую точность. Начинать работу необходимо с тщательной проверки фиксации заготовки. Следует обратить внимание на подгон кулачков.
Рекомендации по использованию
Перед тем как купить или применить устройство, необходимо ознакомится с важными моментами:
- место соприкосновения фиксатора с деталью обтачивают только при черновой работе. Если у заготовки фиксированный размер или поверхность ее уже обработана, предварительную обточку проводить не надо;
- в случае чистовой работы и необходимости надежного крепления детали, можно воспользоваться специальным валиком — накладкой цилиндрической формы.
- работая с длинными и тонкими деталями, не всегда имеется возможность проточить предварительно шейку. В таких случаях следует делать несколько временных шеек, с наибольшим приближением к передней бабке;
- резец станка лучше настроить с отрицательным углом, в ином случае он может отталкивать от себя деталь. Вследствие этого точность обработки снизится.

Люнет для токарного станка: устройство и другие нюансы
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок.
- Статичный люнет и его строение
- Подвижный люнет и его строение
- Плюсы и минусы устройства
- Важные нюансы
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Подвижный люнет и его строение
Данное устройство располагается на продольном суппорте станка. Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
Благодаря такому расположению, мобильный люнет выполняет движения с той же траекторией, что и резец станка. Таким образом, уменьшается давление на деталь со стороны токарного резца. Подвижный тип прибора тоже имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
Мобильный люнет прикрепляют к каретке суппорта и используют в тех случаях, когда есть необходимость произвести чистую обточку или сделать резьбу на длинных заготовках. Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Как и неподвижный люнет, благодаря настраиваемым кулачкам, имеет возможность фиксировать совершенно разные по диаметру детали.
Максимальный диаметр обрабатываемой заготовки зависит от модели устройства и находится в диапазоне от 20 до 250 мм. Ключевые элементы конструкции подвижного люнета:
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Перед началом работы на детали необходимо обточить зону, в которой она будет соприкасаться с фиксаторами люнета. Кулачки необходимо зажимать плавно и медленно для надежного и равномерного зажатия. При правильной фиксации заготовка будет оставаться неподвижной даже при очень серьезных нагрузках. После завершения работ кулачки постепенно отводятся или открывается крышка устройства.
Плюсы и минусы устройства
Правильно установленный люнет любого типа способен значительно повысить точность проводимых работ, целостность деталей, обезопасить и облегчить работу оператора. Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Устройство расширяет минимальные и максимальные параметры обрабатываемых заготовок, предоставляет дополнительные углы фиксации деталей. Прибор несложен в использовании и установке, надежен.
Мобильный люнет легче устанавливать, но неподвижный обеспечивает большую точность обработки. Перед началом работы особое внимание следует обратить на подгон кулачков и тщательно проверить фиксацию заготовки, что немного снижает интенсивность производства. Стоимость современных моделей данных приборов может несколько снизить область их применения.
Видео: люнеты для токарного станка.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.

Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
|
 Richter Vorrichtungsbau GmbH, Германия
Richter Vorrichtungsbau GmbH, Германия Верх нужно поднимать краном.
Верх нужно поднимать краном. Редко подходит для больших диаметров. Доступен в виде скользящего или катящегося люнета.
Редко подходит для больших диаметров. Доступен в виде скользящего или катящегося люнета.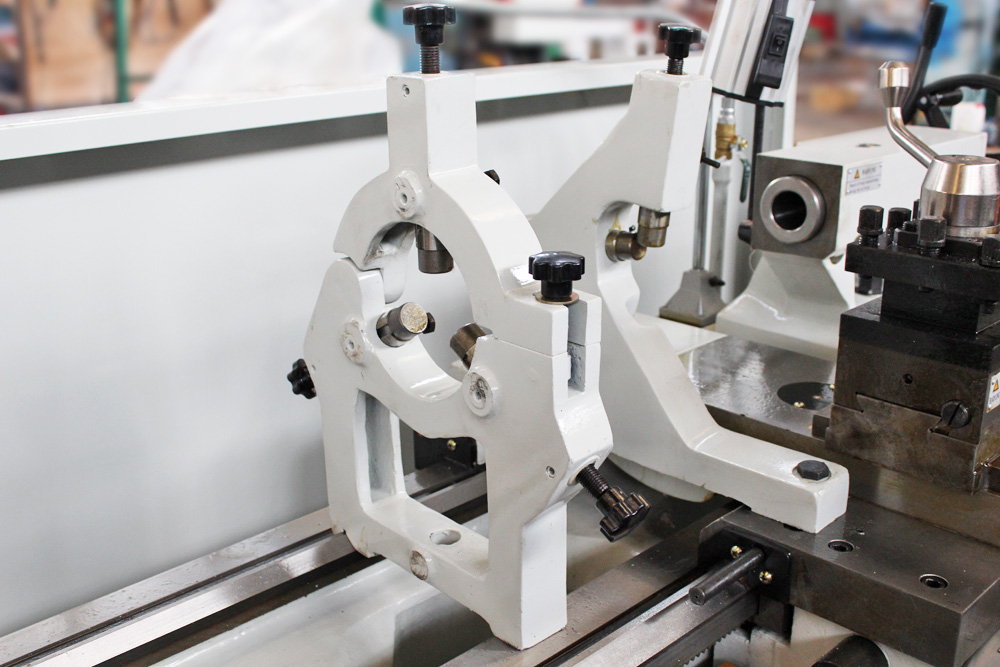 Это: белый металл, бронза, пертинакс, специальные виды пластика или твердого металла. Шлифование также происходит в центре специального люнета, благодаря чему достигается истинное перемещение до 2 мкм! Эти люнеты подходят для нагрузок до двузначного диапазона тонн.
Это: белый металл, бронза, пертинакс, специальные виды пластика или твердого металла. Шлифование также происходит в центре специального люнета, благодаря чему достигается истинное перемещение до 2 мкм! Эти люнеты подходят для нагрузок до двузначного диапазона тонн. Они предназначены для обработки заготовок весом до двузначного числа тонн и диаметром до трех метров.
Они предназначены для обработки заготовок весом до двузначного числа тонн и диаметром до трех метров.  Постоянный поток масла из центра всех игл обеспечивает безопасную и неповреждающую работу. Поток масла восстанавливается, фильтруется и перерабатывается внутри для повторного использования. Пара таких люнетов, уже находящихся в эксплуатации, имеет грузоподъемность до 100 тонн.
Постоянный поток масла из центра всех игл обеспечивает безопасную и неповреждающую работу. Поток масла восстанавливается, фильтруется и перерабатывается внутри для повторного использования. Пара таких люнетов, уже находящихся в эксплуатации, имеет грузоподъемность до 100 тонн. Вы зажимаете иглы непосредственно на заготовках без необходимости использования настоящего бегущего люнета. Перья и заготовка будут вращаться вместе в шарикоподшипнике внутреннего кольца с большим истинным ходом.
Вы зажимаете иглы непосредственно на заготовках без необходимости использования настоящего бегущего люнета. Перья и заготовка будут вращаться вместе в шарикоподшипнике внутреннего кольца с большим истинным ходом.  Мы производим ручные и гидравлические задние бабки для всех видов применения с диаметром пиноли до 200 мм и конусом Морзе 7.
Мы производим ручные и гидравлические задние бабки для всех видов применения с диаметром пиноли до 200 мм и конусом Морзе 7.REST FOR LATHE -BANKA MACHEN
92923013 Функции- Люнет состоит из рамы и трех регулируемых захватов, поддерживающих изделие, как показано на рисунке. Одной из целей люнета является предотвращение пружинения или отклонения тонкой гибкой детали; другой – предоставить вспомогательную поддержку для работы, чтобы можно было делать тяжелые разрезы; третий – поддержка работы по сверлению, растачиванию или нарезанию внутренней резьбы. Верхний рычаг, содержащий верхнюю губку, можно отстегнуть и откинуть в сторону, чтобы можно было снимать и заменять идентичные детали без регулировки губок.
 Верхний рычаг, содержащий верхнюю губку, можно отстегнуть и откинуть в сторону, чтобы можно было снимать и заменять идентичные детали без регулировки губок.
Верхний рычаг, содержащий верхнюю губку, можно отстегнуть и откинуть в сторону, чтобы можно было снимать и заменять идентичные детали без регулировки губок.- Для установки остальной части сначала обработайте и отполируйте часть детали, которая будет использоваться в качестве опорной поверхности. Очистите часть направляющих, где должен быть установлен люнет, поместите люнет на направляющие и неплотно зажмите. Откройте верхнюю часть люнета и поместите заготовку в патрон опорной поверхностью над регулируемыми кулачками. Надежно закрепите люнет в направляющих. Закройте верхнюю часть люнета и отрегулируйте губки по заготовке.
- Между губками и заготовкой должен быть зазор 0,001 дюйма. Затяните стопорные винты на регулируемых губках. Обильно смажьте опорную поверхность густым маслом перед включением токарного станка. Приступайте к операции обработки. Постоянно следите за поверхностью подшипника и регулируемыми губками, чтобы убедиться, что между ними находится пленка тяжелого масла. По мере продолжения обработки также проверяйте опорную поверхность и регулируемые кулачки, так как при нагревании заготовки они расширяются, сокращая расстояние между кулачками и заготовкой.
 По мере продолжения обработки также проверяйте опорную поверхность и регулируемые кулачки, так как при нагревании заготовки они расширяются, сокращая расстояние между кулачками и заготовкой.
По мере продолжения обработки также проверяйте опорную поверхность и регулируемые кулачки, так как при нагревании заготовки они расширяются, сокращая расстояние между кулачками и заготовкой.- Для челюстей люнета должна быть предусмотрена опорная поверхность. Несущая поверхность обычно обрабатывается непосредственно на заготовке, как показано на рисунке. Когда заготовка слишком мала в диаметре для обработки опорной поверхности или имеет такую форму, что ее обработка нецелесообразна, вы можете использовать катовую головку для создания опорной поверхности. Катушка имеет опорную поверхность, отверстие, через которое проходит работа, и регулировочные винты. Регулировочные винты крепят кошачью головку к заготовке. Они также используются для выравнивания поверхности подшипника, поэтому можно использовать головку для обеспечения поверхности подшипника, чтобы она была концентричной по отношению к рабочей оси. Используйте циферблатный индикатор для обеспечения концентричности.
