М10-резьба: как это?
Одним из достижений, которое сыграло немаловажную роль в ускорении научно-технического прогресса, отличающего последние 500 лет истории человечества, является изобретение резьбового соединения. Давайте подробнее рассмотрим его особенности.
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Метрическая резьба
В большинстве стран мира принята метрическая система измерения, в основе которой лежит условность, что в одном метре находится тысяча миллиметров. Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Эта система измерения и набиравшее обороты производство машин привело к широкому распространению метрической резьбы и простоте ее обозначения. К примеру, обозначение М10 (резьба) – здесь буква «М» указывает на ее диаметр в метрической системе измерений.
Однако это еще не все параметры, которыми характеризуется резьбовое соединение. В данном случае в характеристике “резьба М10”, диаметр обозначен числом 10, оно указывает на внешний диаметр на болте. Кроме диаметра резьбы, есть еще такой показатель, как шаг резьбы.
В зависимости от необходимости прочности соединения, шаг резьбы может быть разным. Так, стандартная резьба М10 может иметь следующие значения шага:
- 0,5 мм;
- 0,75 мм;
- 1 мм;
- 1,25 мм.
Для самой крупной стандартной резьбы шаг в ее обозначении может не указываться, поскольку он принят за основной. Значит, если мы видим обозначение М10, и после этого нет никаких добавлений, то по умолчанию эта М10-резьба имеет шаг 1,25 миллиметра.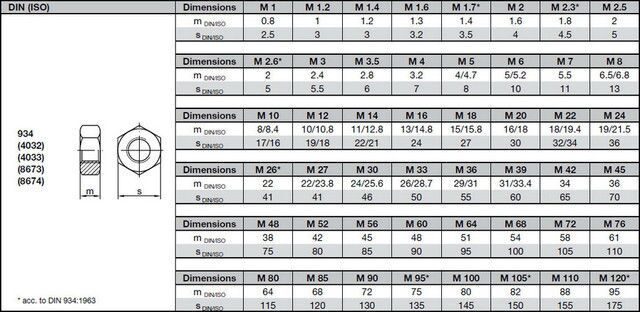
Внутренняя метрическая резьба
Естественно, для того чтобы резьбовое соединение было применено, должны сочетаться две резьбы, нарезанные в соответствующих местах соединяемых деталей:
- внешняя – на болте или шпильке;
- внутренняя – в гайке или теле детали.
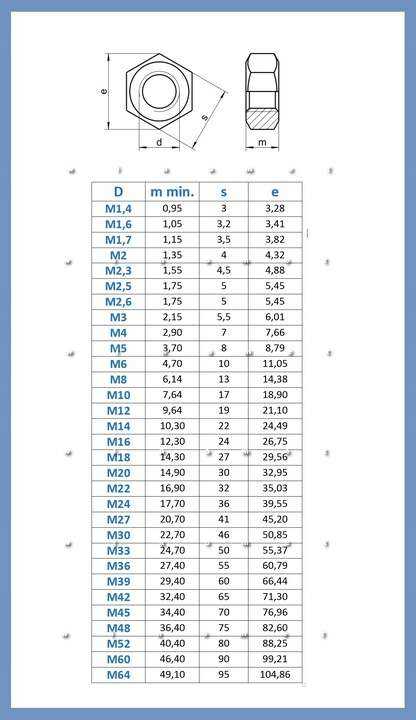
В детали, в которой будет применяться внутренняя резьба М10, отверстие должно быть высверлено с учетом длинны и шага. Этот диаметр зачастую легко вычислить, имея элементарные знания в математике и даже не имея под рукой таблиц со стандартными значениями, поскольку принятый в метрической системе стандарт для резьбы имеет угол вершины профиля 60 градусов.
Правила равнобедренного треугольника и теорема Пифагора позволят с легкостью определить, что высота резьбы с шагом 1 миллиметр будет равна 0,866 миллиметра. Таким образом, отверстие, в котором будет создаваться М10-резьба, должно составлять не менее 8,268 мм:
10 – 0,866 – 0,866 = 0,8268
Поскольку резьба находится с двух сторон от оси сверления, высоту резьбы отнимаем от внешнего диаметра два раза.
Почему существует разный шаг
Как уже говорилось ранее, в зависимости от требуемой прочности соединения применяется разный шаг резьбы. Наиболее распространенный среди используемых в машиностроении и других областях – это крупный шаг. Однако для повышенной прочности соединения применяется и малый шаг резьбы.
Его, помимо этого, используют также и там, где требуется большая точность. Например, в измерительном инструменте более высокой точности, нежели штангенциркуль, используется метрическая резьба с малым или очень малым шагом резьбы. В таком случае поступательное движение, размер которого нужно измерить, распределяется на длину окружности резьбы, что дает возможность измерять не только десятые, но и сотые доли миллиметра.
Естественно, что крупный шаг резьбы помешает точному измерению. Ведь М10-резьба с крупным шагом в 1,25 миллиметра будет иметь измерительную точность в два с половиной раза меньшую, нежели с очень мелким шагом в 0,5 миллиметра.
Стоит отметить, что из-за более сложного (с точки зрения технологии) получения резьбы с очень малым шагом, она практически не применяется в машиностроении. Основная область ее применения – это измерительный инструмент.
Основная область ее применения – это измерительный инструмент.
Хотя большинство резьбовых соединений имеет правую резьбу (чтобы закрутить болт, его нужно вращать по часовой стрелке), при необходимости может применяться и левая. Например, комплект педалей для велосипеда имеет левую и правую крепежную резьбу.
Гвинти DIN 965, ГОСТ 17475-80 діаметром різьблення М10
Гвинти DIN 965, ГОСТ 17475-80 діаметром різьблення М10Гвинт, що виконується з таємною голівкою та прямим або хрестоподібним шліцем, відповідає вітчизняному стандарту ГОСТ 17475-80. Метрична зовнішня різьба розташовується на певній частині довжини гвинта і може мати великий або дрібний крок. При підборі супутнього кріплення, такого як шайби і гайки, необхідно використовувати металоавироби з аналогічним кроком різьби і класом міцності.
Виробництво гвинтів, які мають нестандартний розмір, здійснюється під замовлення. Якщо необхідно – кріплення може поставлятися оцинкованим. У нас Ви також можете придбати великий асортимент кріплення – болти, шпильки, заклепки.
У нас Ви також можете придбати великий асортимент кріплення – болти, шпильки, заклепки.
Гвинти таємні М10 мають наступний розмір (в мм)
D | |||
m | 9.7 | ||
k,не більше | 5 | ||
h, не більше | 4.6 | ||
b | подовжена | 40 | |
нормальна | 26 | ||
Глибина входження калібру в хрестоподібний шліц | не більше | 5. | |
не менш | 4.9 | ||
| Номер хрестоподібного шліця | 4 | ||
Крок різьби | великий | 1.5 | |
дрібний | 1.25 | ||
 4
4
За ГОСТ 17475-80 гвинт М10 має вагу, представлену в таблиці:
Довжина гвинта (мм) | Теоретична вага гвинта (м) |
12 | 9.05 |
13 | 9.55 |
14 | 10. |
16 | 11.06 |
18 | 12.05 |
20 | 13.05 |
22 | 14.05 |
25 | 15.54 |
28 | 17.04 |
30 | 18.04 |
32 | 19.03 |
35 | 20.53 |
38 | 22.02 |
40 | 23.02 |
42 | 24. |
45 |

 02
02Размеры метрической, метрической тонкой, BSW, BSF, UNC, UNF и BA резьбы
| Диаметр метрической резьбы | Крупный шаг (мм) | Диаметр сверла (мм) |
| М1,6 | 0,35 | 1,25 |
| М2 | 0,40 | 1,60 |
| M2,5 | 0,50 | 2,05 |
| М3 | 0,50 | 2,50 |
| М4 | 0,70 | 3,30 |
| М5 | 0,80 | 4,20 |
| М6 | 1,00 | 5,00 |
| М7 | 1,00 | 6.00 |
| М8 | 1,25 | 6,80 |
| М10 | 1,50 | 8,50 |
| М12 | 1,75 | 10. 20 20 |
| М14 | 2,00 | 12.00 |
| М16 | 2,00 | 14.00 |
| М18 | 2,50 | 15,50 |
| М20 | 2,50 | 17,50 |
| М22 | 2,50 | 19,50 |
| М24 | 3,00 | 21.00 |
| М27 | 3,00 | 24.00 |
| М30 | 3,50 | 26,50 |
| М33 | 3,50 | 29,50 |
| М36 | 4,00 | 32,00 |
| М39 | 4,00 | 35,00 |
| М42 | 4,50 | 37,50 |
Угол резьбы 60 o
| Диаметр метрической резьбы | Мелкий шаг (мм) | Диаметр сверла (мм) |
| М1,6 | 0,20 | 1,40 |
| М2 | 0,25 | 1,75 |
| М2,5 | 0,35 | 2. 10 10 |
| М3 | 0,35 | 2,60 |
| М4 | 0,50 | 3,50 |
| М5 | 0,50 | 4,50 |
| М6 | 0,75 | 5,20 |
| М7 | 0,75 | 6,20 |
| М8 | 0,75 | |
| М8 | 1,00 | 7,00 |
| М10 | 0,75 | 9,20 |
| М10 | 1,00 | 9,90 |
| М10 | 1,25 | 8,80 |
| М12 | 1,00 | 11.00 |
| М12 | 1,25 | 10,80 |
| М12 | 1,50 | 10,50 |
| М14 | 1,00 | 13.00 |
| М14 | 1,25 | 12,80 |
| М14 | 1,50 | 12,50 |
| М16 | 1,0 | 15.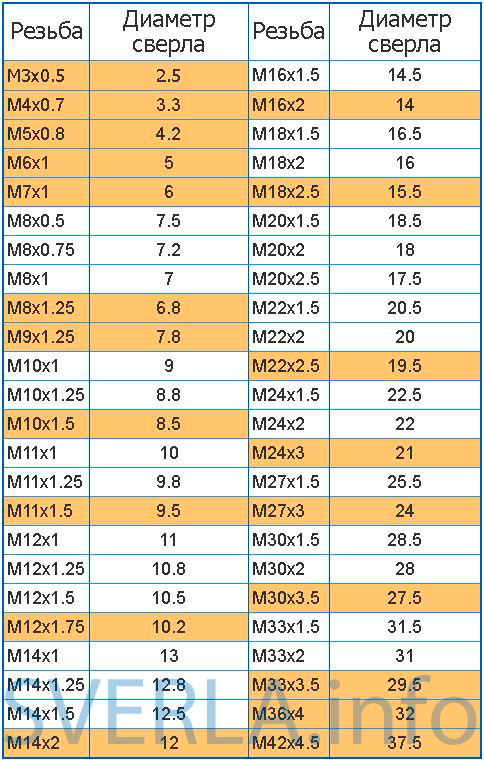 00 00 |
| М16 | 1,50 | 14,50 |
| М18 | 1,0, 1,50, 2,00 | 17.00, 16.50, 16.00 |
| М20 | 1,00 | 19.00 |
| М20 | 1,50 | 18,50 |
| М20 | 2,00 | 18.00 |
BSW Крупная форма и шаг резьбы
Угол резьбы 55 o
Крепеж BSW можно купить ЗДЕСЬ 57
| Диаметр резьбы BSW (дюймы) | Количество ниток на дюйм | Диаметр сверла (мм) |
| 1/8″ | 40 | 2,50 |
| 3/16″ | 24 | 3,70 |
| 1/4″ | 20 | 5.10 |
| 5/16″ | 18 | 6,50 |
| 3/8 дюйма | 16 | 7,90 |
| 7/16″ | 14 | 9,20 |
| 1/2 дюйма | 12 | 10,40 |
| 9/16″ | 12 | 11,89 |
| 5/8″ | 11 | 13. 40 40 |
| 3/4″ | 10 | 16,25 |
| 1″ | 8 | 22.00 |
| 1 1/4 дюйма | 7 | 27,25 |
| 1 1/2 дюйма | 6 | 33,50 |
| 1 3/4″ | 5 | 38,50 |
| 2 дюйма | 4 1/2 | 44,50 |
Мелкая форма и шаг резьбы BSF
Угол резьбы 55 o
Крепеж BSF можно купить ЗДЕСЬ
| Диаметр резьбы BSF (дюймы) | Количество витков на дюйм | Диаметр сверла (мм) |
| 3/16″ | 32 | 4,00 |
| 1/4″ | 26 | 5,30 |
| 5/16″ | 22 | 6,80 |
| 3/8 дюйма | 20 | 8,30 |
| 7/16″ | 18 | 9,70 |
| 1/2 дюйма | 16 | 11. 10 10 |
| 9/16″ | 16 | 12,70 |
| 5/8″ | 14 | 14.00 |
| 3/4″ | 12 | 16,75 |
| 1″ | 10 | 22,75 |
| 1 1/4 дюйма | 9 | 28,75 |
| 1 1/2 дюйма | 8 | 34,50 |
| 1 3/4″ | 7 | 40,50 |
| 2 дюйма | 47,00 |
Форма и шаг резьбы UNC
Угол резьбы 60 o
Крепеж UNC можно купить ЗДЕСЬ7
| UNC Диаметр резьбы (дюймы) | Количество витков на дюйм | Диаметр сверла (мм) |
| 1 – 64 | 64 | 1,50 |
| 2 – 56 | 56 | 1,80 |
| 3 – 48 | 48 | 2. 10 10 |
| 4 – 40 | 40 | 2,35 |
| 5 – 40 | 40 | 2,65 |
| 6 – 32 | 32 | 2,85 |
| 8 – 32 | 32 | 3,50 |
| 10 – 24 | 24 | 4,00 |
| 12 – 24 | 24 | 4,65 |
| 1/4″ – 20 | 20 | 5,35 |
| 5/16″ – 18 | 18 | 6,80 |
| 3/8″ – 16 | 16 | 8,25 |
| 7/16″ – 14 | 14 | 9,65 |
| 1/2″ – 13 | 13 | 11.15 |
| 9/16″ – 12 | 12 | 12,60 |
| 5/8″ – 11 | 11 | 14.05 |
| 3/4″ – 10 | 10 | 17.00 |
| 7/8″ – 9 | 9 | 20.00 |
| 1″ – 8 | 8 | 22,85 |
| 1 1/4″ – 7 | 7 | 28,85 |
| 1 1/2″ – 6 | 6 | 34,70 |
| 1 3/4″ – 5 | 5 | 40,40 |
| 2″ – 4 1/2 | 4,5 | 46,30 |
UNF Мелкие формы и шаг резьбы
Угол резьбы 60 o
Вы можете купить крепеж UNF ЗДЕСЬ
| UNF Диаметр резьбы (дюймы) | Количество витков на дюйм | Диаметр сверла (мм) |
| 0 – 80 | 80 | 1,25 |
| 1 – 72 | 72 | 1,55 |
| 2 – 64 | 64 | 1,90 |
| 3 – 56 | 56 | 2,15 |
| 4 – 48 | 48 | 2,40 |
| 5 – 44 | 44 | 2,70 |
| 6 – 40 | 40 | 2,95 |
| 8 – 36 | 36 | 3,50 |
| 10 – 32 | 32 | 4. 10 10 |
| 12 – 28 | 28 | 4,70 |
| 1/4″ – 28 | 28 | 5,50 |
| 5/16″ – 24 | 24 | 6,90 |
| 3/8″ – 24 | 24 | 8,50 |
| 7/16″ – 20 | 20 | 9,90 |
| 1/2″ – 20 | 20 | 11.50 |
| 9/16″ – 18 | 18 | 12,90 |
| 5/8″ – 18 | 18 | 14,50 |
| 3/4″ – 16 | 16 | 17,50 |
| 7/8″ – 14 | 14 | 20.40 |
| 1″ – 12 | 12 | 23,25 |
| 1 1/4″ – 12 | 12 | 29,50 |
| 1 1/2″ – 12 | 12 | 36,00 |
BA Форма и шаг резьбы
Угол резьбы 47,5 o
Вы можете купить крепеж BA ЗДЕСЬ
| Диаметр резьбы BA | Количество ниток на дюйм | Диаметр сверла (мм) |
| 16БА | 134,0 | 0,60 |
| 15БА | 121,0 | 0,70 |
| 14БА | 110,0 | 0,80 |
| 13БА | 102,0 | 0,98 |
| 12БА | 90,7 | 1,05 |
| 11БА | 82,0 | 1,20 |
| 10БА | 72,6 | 1,40 |
| 9БА | 65,1 | 1,55 |
| 8БА | 59,1 | 1,80 |
| 7БА | 52,9 | 2,05 |
| 6БА | 47,9 | 2,30 |
| 5БА | 43,0 | 2,65 |
| 4БА | 38,5 | 3,00 |
| 3БА | 34,8 | 3,40 |
| 2БА | 31,4 | 4,00 |
| 1БА | 28,2 | 4,50 |
| 0БА | 25,4 | 5.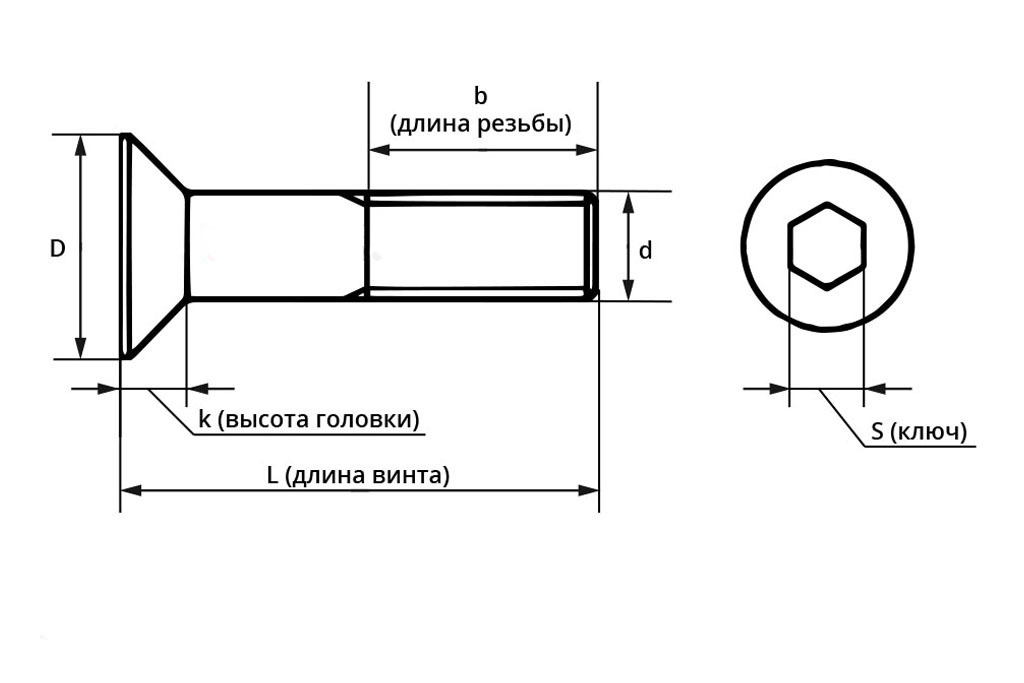 10 10 |
Метрическая резьба – Резьба, часть 3
В первой части нашей серии статей о резьбах мы предоставили некоторую терминологию и объяснили некоторые номенклатуры резьб серии Unified Inch. Во второй части мы говорили о разнице между резьбами 2A и 3A, опять же, в резьбах Unified Inch Series. Теперь, здесь, в части 3, мы рассмотрим основы метрической резьбы. Как обычно, мы здесь, в Wilson-Garner, производим детали с внешней резьбой, поэтому мы собираемся в первую очередь исследовать внешнюю резьбу.
How to Speak Thread – метрическая версия
Как и в случае с дюймовой резьбой, давайте начнем с примера, который даст некоторое представление о том, как мы выражаем метрическую резьбу.
На этой фотографии изображен метрический болт с резьбой M14 x 2,00 6g. Давайте поговорим о том, что означает каждая часть этой номенклатуры.
«M14» говорит вам, что номинальный большой диаметр резьбы составляет 14 миллиметров. Большой диаметр – это диаметр, измеренный в самой широкой части резьбы. «Номинальный» означает «в основном». Спецификации этой детали на самом деле называют большим диаметром от 13,682 до 13,9.62 миллиметра, но никто не хочет говорить «М13,962», поэтому мы просто говорим «М14» и живем дальше.
Большой диаметр – это диаметр, измеренный в самой широкой части резьбы. «Номинальный» означает «в основном». Спецификации этой детали на самом деле называют большим диаметром от 13,682 до 13,9.62 миллиметра, но никто не хочет говорить «М13,962», поэтому мы просто говорим «М14» и живем дальше.
«2,00» относится к шагу резьбы. Из нашей первой статьи вы помните, что шаг резьбы — это расстояние от одной точки резьбы до той же точки следующей резьбы. Здесь «2,00» говорит о том, что шаг резьбы составляет 2,0 миллиметра. Если вы посмотрите на фото выше, то увидите, что это правда, так как между гребнем одной нити и следующей 2 миллиметра. Это существенное отличие от номенклатуры Unified Inch Series, где второе число обозначает число резьб на дюйм, а не шаг резьбы.
Подобно унифицированным дюймовым резьбам, метрические резьбы могут иметь мелкий и крупный шаг. В нашем примере выше M14 x 2,00 — крупная резьба. Мелкий шаг будет M14 x 1,50. Однако, в отличие от унифицированных дюймовых резьб, где крупный и мелкий шаг являются довольно стандартными, метрический мелкий шаг может варьироваться в зависимости от спецификации. По большей части предполагается грубая резьба, если не указано иное. На самом деле, в некоторых спецификациях шаг даже не упоминается в описании продукта.
По большей части предполагается грубая резьба, если не указано иное. На самом деле, в некоторых спецификациях шаг даже не упоминается в описании продукта.
Посадка с метрической резьбой
Последняя часть номенклатуры выше, «6g», относится к версии посадки с метрической резьбой. Во второй части нашей серии статей о резьбе мы говорили о посадке резьбы в унифицированной дюймовой системе, в частности о посадке резьбы 2A и 3A. В метрической системе 6 г примерно сопоставимо с 2 А в дюймовой системе. 6g — это краткое выражение для класса допуска посадки на наружную резьбу 6g6g. Посадка резьбы 6g6g довольно распространена. Разберем терминологию. Левая комбинация цифры/буквы определяет допуск и припуск на средний диаметр, а правая цифра/буква указывает допуск и припуск на основной диаметр. Цифры обозначают допуск, а буквы — допуск.
Что такое допуск и допуск? Если вы не читали часть 2, я повторю здесь: посадки резьбы разрабатываются с использованием припусков и допусков. Припуск представляет собой преднамеренный зазор между сопрягаемой резьбой. Припуски применяются к внешним резьбам. Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски – это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Припуск представляет собой преднамеренный зазор между сопрягаемой резьбой. Припуски применяются к внешним резьбам. Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски – это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Некоторые примеры
Прежде чем мы зайдем слишком далеко в сорняки, мы должны привести в действие некоторые наглядные пособия. Давайте рассмотрим пример очень популярного размера: M10 x 1,50 6g6g:
Помните, что крайняя левая цифра/буква определяет требования к делительному диаметру, а правая цифра/буква указывает требования к основному диаметру. Таким образом, в этом случае как средний, так и основной диаметр имеют класс точности 6 и допуск g. Вот что это означает в реальных цифрах:
Диаметр шага — для M10 x 1,50 6 г, 6 — допуск 0,132 мм, а g — допуск 0,032 мм.
Большой диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,032 мм.
Обратите внимание, что для основного диаметра задан больший допуск, чем для среднего диаметра, в то время как допуск одинаков для обоих.
Изменение допуска
Теперь второй пример, где у нас есть резьба M10 x 1,50 4g6g:
По мере уменьшения чисел величина допуска уменьшается. С посадкой на резьбу 4g6g мы уменьшили допуск на диаметр шага и оставили все остальное без изменений.
Диаметр шага — для M10 x 1,50 4g, 4 — допуск 0,085 мм, а g — допуск 0,032 мм.
Большой диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,32 мм.
Изменив только первую цифру, мы ужесточили допуск на средний диаметр, а все остальное оставили без изменений.
Изменение пособия
Двигаемся дальше, у нас есть еще один пример. На этот раз мы меняем буквы — M10 x 1,50 6e6e.
По мере уменьшения букв сумма надбавки увеличивается. Таким образом, в приведенном выше примере допуски для основного диаметра и среднего диаметра такие же, как и для 6g6g, в то время как величина допусков как для основного диаметра, так и для основного диаметра увеличилась. Вот цифры:
Диаметр шага — для M10 x 1,50 6e, 6 — допуск 0,132 мм, а e — допуск 0,067 мм.
Большой диаметр — для M10 x 1,50 6e, 6 соответствует допуску 0,236 мм, а e — допуску 0,067 мм.
Примечание о припусках: по мере увеличения букв величина припуска уменьшается, а обозначение «h» не имеет припуска.
Наглядное сравнение
В нашем последнем примере мы рассмотрим два класса резьбовых посадок рядом друг с другом. На рис. 4 показан весь сопряженный класс посадки для наружной резьбы 6g6g и 4g6g с внутренней метрической резьбой класса 6H. (Внутренние резьбы обозначаются заглавными буквами. Как и унифицированные дюймовые резьбы, внутренние метрические резьбы обычно не имеют допусков).