Какое отверстие сверлить под резьбу м12 — MOREREMONTA
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | — |
| М1.4 | 0.3 | 1. | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0. 12 12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10. 2 2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0. 48 48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.55 | +0.73 | |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Метчик | Сверло | |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4. 5 5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1. 5 5 | 28.5 |
| М12х1.75 | М33х3.5 | 29.5 | |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
Скачать таблицу “Диаметр сверла под метрическую резьбу”
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63. 5 5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5. 5 5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19. 25 25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
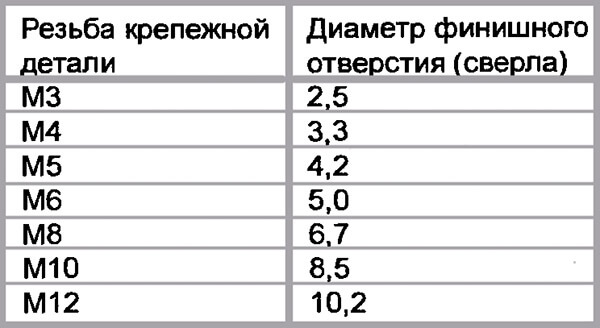
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром “Под резьбу”, благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем “Применить”.

- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.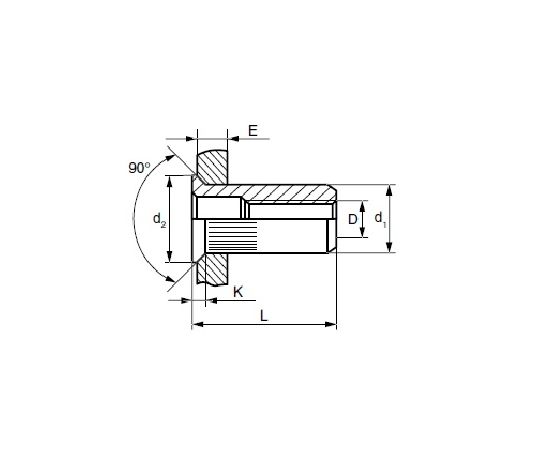 5 5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1. 5 5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.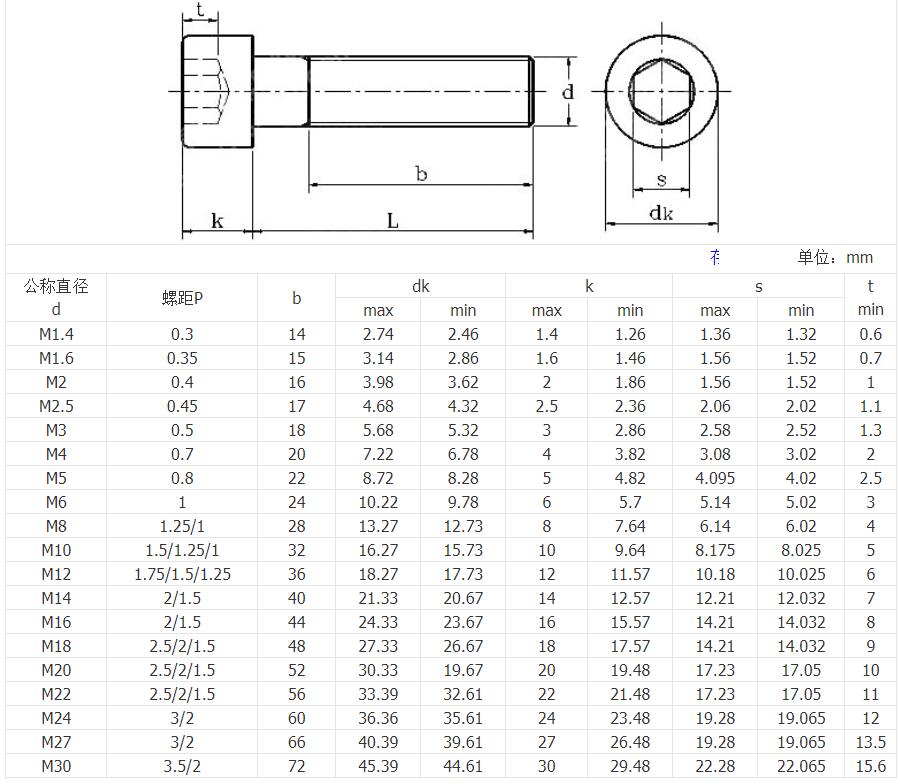 5 5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
| Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 1. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице. Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||
 Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.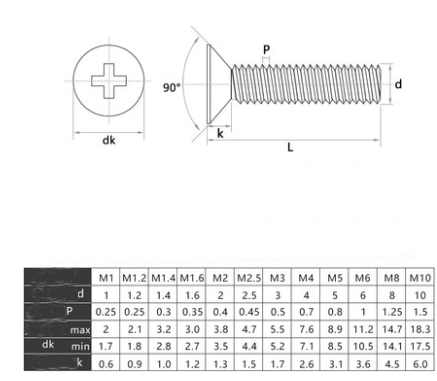 0
0 0
0 3-й ряд отверстий не допускается применять для заклепочных соединении
3-й ряд отверстий не допускается применять для заклепочных соединении Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
 0
0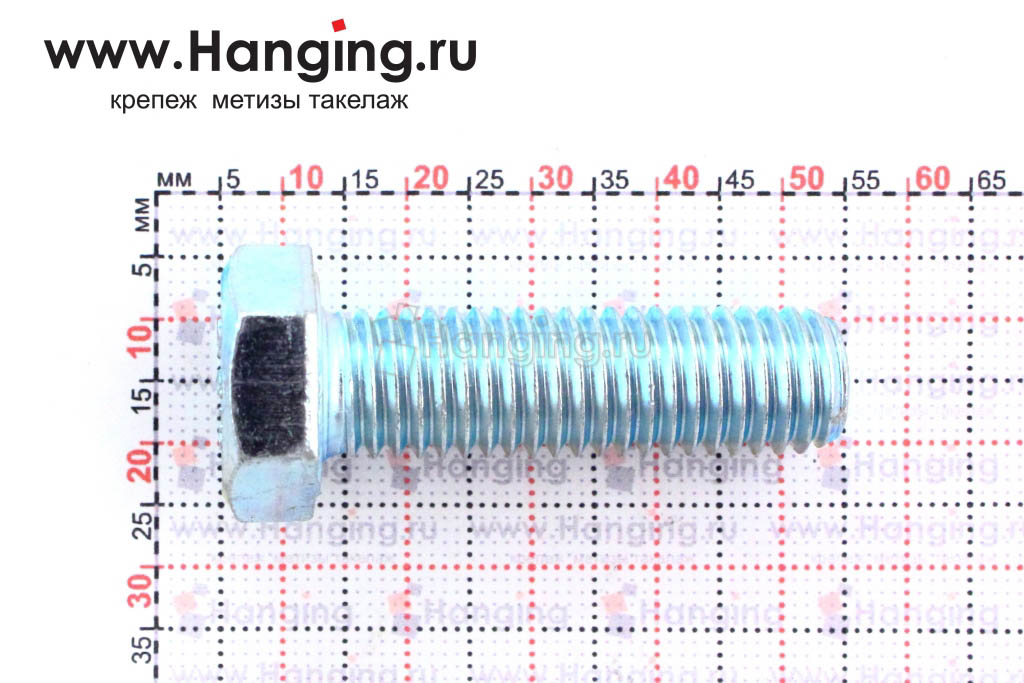
ГОСТ, диаметр отверстия под болт М6 и М8, М10 и М12, его размер под болты М20 и М24
Существуют всевозможные виды и размеры отверстий под болты.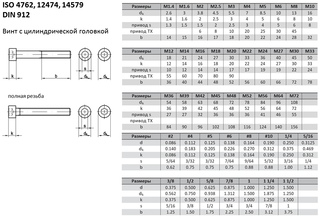 Многие из них закреплены в ГОСТ, но необходимо обязательно знать ряд тонкостей и без обращения к нему. Полезно изучить диаметры отверстий под болты М6 и М8, М10 и М12, М20 и М24.
Многие из них закреплены в ГОСТ, но необходимо обязательно знать ряд тонкостей и без обращения к нему. Полезно изучить диаметры отверстий под болты М6 и М8, М10 и М12, М20 и М24.
Требования
Основные нормативы закреплены в ГОСТ 11284, принятом в далеком уже 1975 году. Документ посвящен различного рода отверстиям под любые типы крепежных деталей. В стандарте прописано три ряда диаметров проходов под крепления. В каждом последующем ряду сечение канала должно быть больше, чем в предыдущем — при условии идентичного размера самого метиза, конечно.
Довольно часто болты делают под головку.
Преимущественно такие головки выполняются в форме шестигранника. Но иногда есть варианты:
-
с лысками под ключ;
-
с расположением шестигранника внутри;
-
со шлицами, имеющими треугольную форму.

Отверстия под высокопрочные болты необходимо раззенковывать. Продавливать каналы на полный диаметр крепежа не допускается. Это ограничение действует в случаях:
-
строительства мостов;
-
работы со сталью, рассчитанную на температуру от -40 до -65 градусов;
-
работы со сталью марки С40 или С52.
Очень важный технологический параметр в большом количестве случаев — это шероховатость изделий. Выбор ее подходящих значений, как показывает практика, ставит в тупик даже начинающих изучать курс инженерных наук. Но не погружаясь в эти «дебри», стоит заметить главное — при размере шероховатости от 20 до 80 мкм она уже будет отлично заметна визуально. Такое обстоятельство позволяет неплохо разграничивать разный уровень неровности отверстий. В целом шероховатость описывают по ГОСТ 2789, принятому в 1973 году.
В целом шероховатость описывают по ГОСТ 2789, принятому в 1973 году.
Там установлен ряд ключевых свойств:
Виды
Сквозные отверстия под болты могут иметь сечение под стержни от 0,1 до 16 см. Точно такой же габарит имеют проходы для крепления шпилек, заклепок и винтов. Впрочем, размеры «глухих» проходов могут быть точно такими же. Важно: при прокладке сквозных отверстий нужно принимать специальные меры, чтобы сверло не било в верстак или иную опору. Для этой цели:
-
используют особые верстаки с выемками;
-
размещают деревянную или комбинированную (дерево-металлическую) прокладку;
-
сокращают темп сверления в самом его конце;
-
подкладывают стальной брусок с отверстием.

По форме сами головки болтов делятся на:
Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.
Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Он характерен главным образом для строительства и промышленности.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм. Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Еще одна немаловажная тема — выбор длины применяемого крепежа. Ее рассчитывают, суммируя размеры толщины соединяемых элементов.
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Как правильно нарезать резьбу – Мекка инструмента
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы – диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
|
Обозначение резьбы |
Диаметр, отверстия,мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
 Диаметры отверстий под метрические резьбы.
Диаметры отверстий под метрические резьбы.
|
Обозначение резьбы, дюйм |
Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
|
Ниток на дюйм |
мм | |||
| 1/8″ | 2,095 | 24 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 24 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 29 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 18 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 16 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 14 | 1,814 | 8,79 |
 Диаметры отверстия под дюймовые резьбы.
Диаметры отверстия под дюймовые резьбы.
|
Обозначение резьбы |
Наружный диаметр,мм | Шаг резьбы |
Внутренний диаметр отверстия.мм |
||
| трубы | резьбы |
ниток на дюйм |
мм | ||
| труб 1/4″ | 13,5 | 13,158 | 19 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 19 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 14 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 14 | 1. 814 814 |
24,3 |
| труб 1″ | 33,5 | 33.250 | 11 | 2,399 | 30,5 |
 Трубные дюймовые резьбы.
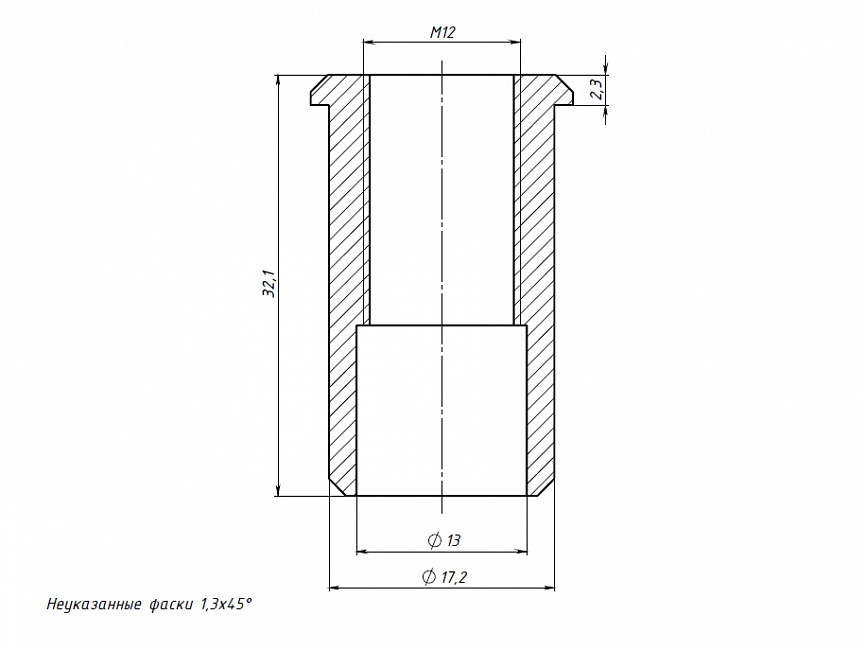
Трубные дюймовые резьбы.Шпилька М12 ГОСТ 22042-76, 22043-76 для гладких отверстий.
Шпилька М12 ГОСТ ГОСТ 22042-76, 22043-76 класса точности В
Шпилька ГОСТ 22042-76 имеет класс точности В. Изделие имеет свое применение в таких отраслях промышленности, как машиностроение, судостроение, автомобилестроение и прочих. Крепежное изделие отличается своей формой. Благодаря такой особенности шпилька ГОСТ 22042-76 используется там, где подобная форма требуется определенными условиями эксплуатации.
С обеих сторон изделие обладает резьбой, поэтому данный элемент называют шпилька резьбовая. Если вас интересуют какие-либо другие виды или модификации этого изделия, то мы готовы взяться за его выполнение по вашим чертежам.
Если вас интересуют какие-либо другие виды или модификации этого изделия, то мы готовы взяться за его выполнение по вашим чертежам.
Таблица 1. Шпилька ГОСТ 22042-76:
Параметры шпильки | Значения, мм | |
|---|---|---|
| Номинальный диаметр резьбы d | М12 | |
| Шаг резьбы, Р мм | крупный | 1,75 |
| мелкий | 1,25 | |
| Диаметр стержня d1 | 12 | |
| Длина резьбы b | 40≤l≤70 | полная |
| 75≤l≤120 | 30 | |
| 130≤l≤200 | 36 | |
| l˃200 | 49 | |
| Длина, L | 40 – 360 | |
Теоретическая масса шпилек М12 ГОСТ 22042-76:
Длина шпильки, (мм) | Исполнение 1, (г) | Исполнение 2, (г) |
|---|---|---|
| 40 | 29,1 | 29,09 |
| (42) | 30,56 | 30,54 |
| 45 | 32,74 | 32,72 |
| (48) | 34,92 | 34,9 |
| 50 | 36,38 | 36,36 |
| 55 | 40,01 | 40 |
| 60 | 43,65 | 43,63 |
| 65 | 47,29 | 47,27 |
| 70 | 50,93 | 50,9 |
| 75 | 56,97 | 54,54 |
| 80 | 61,41 | 58,17 |
| 85 | 65,85 | 61,81 |
| 90 | 70,28 | 65,45 |
| (95) | 74,72 | 69,08 |
| 100 | 79,16 | 72,72 |
| (105) | 83,6 | 76,35 |
| 110 | 88,04 | 79,99 |
| (115) | 92,48 | 83,63 |
| 120 | 96,92 | 87,26 |
| 130 | 105,8 | 94,53 |
| 140 | 114,7 | 101,8 |
| 150 | 123,5 | 109,08 |
| 160 | 130,5 | 116,35 |
| 170 | 139,4 | 123,62 |
| 180 | 148,3 | 130,89 |
| 190 | 157,1 | 138,16 |
| 200 | 166 | 145,43 |
| 220 | 183,8 | 159,98 |
| 240 | 201,5 | 174,52 |
| 260 | 219,3 | 189,07 |
| 280 | 237 | 203,61 |
| 300 | 254,8 | 218,15 |
| 320 | 272,6 | 232,7 |
| 340 | 290,3 | 247,24 |
| 360 | 308,1 | 261,78 |
Компания «ОГУН ГРУПП» реализуем метизную продукцию по цене завода производителя. У нас имеются товары в наличии или под заказ. Доставка по всей Украине. Звоните нашим менеджерам по телефонам указанным на сайте или оставляйте свою заявку, и мы с вами свяжемся.
У нас имеются товары в наличии или под заказ. Доставка по всей Украине. Звоните нашим менеджерам по телефонам указанным на сайте или оставляйте свою заявку, и мы с вами свяжемся.
Болт М12 ГОСТ 7817-80 с шестигранной уменьшенной головкой
Болт с шестигранной уменьшенной головкой ГОСТ 7817-80 М12
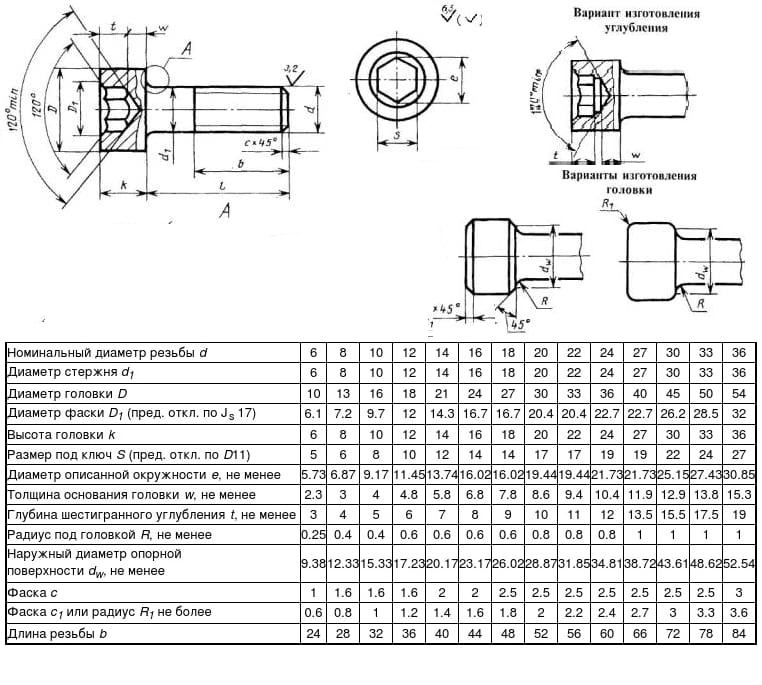
Отечественный ГОСТ 7817-80 регламентирует изготовление высокоточных болтов (класс точности А). Основной особенностью данных метизов является стержень, гладкая часть которого имеет больший диаметр, чем резьбовая.
Головка шестигранной формы имеет уменьшенный размер. По ГОСТ 7817 могут выполняться болты в двух исполнениях, отличающихся наличием или отсутствием канавки под головкой.
Технические характеристики болтов для отверстий из под развертки М12
Диаметр стержня, на чертеже обозначенный d1, равен 13 мм. Для болтов исполнения 1 предельное отклонение h9, исполнения 2 – k6. Диаметр отверстия d2 составляет 3.2 мм.
Головка имеет высоту (k) 8 мм, размер под ключ (S) 17 мм, диаметр описанной окружности (e) 18.9 мм. Радиус под головкой (R), равняется 0.60 мм.
Призонный болт выполняют с крупным (1.75) или мелким (1.25) шагом резьбы.
Болты исполнения 2 имеют под головкой канавку, с радиусом R1=1 мм, глубиной f=0.25 мм, шириной W=3 мм.
Болты М12 имеют вес, представленный в таблице
Длина болта в мм | Вес 1000 болтов в кг |
32 | 35.54 |
35 | 38.66 |
38 | 41.79 |
40 | 43.87 |
42 | 45.99 |
45 | 49.08 |
48 | 52.20 |
50 | 54.29 |
55 | 59. |
60 | 64.70 |
65 | 69.91 |
70 | 75.12 |
75 | 80.32 |
80 | 85.53 |
85 | 90.74 |
90 | 95.94 |
95 | 101.1 |
100 | 106.4 |
105 | 111.6 |
110 | 113.2 |
115 | 118.4 |
120 | 123.6 |
130 | 132.0 |
140 | 144.4 |
150 | 155.4 |
160 | 165.3 |
170 | 175.7 |
180 | 186. |
 49
49 1
1Нужно по невысокой цене купить болты М12 с уменьшенной головкой? Звоните нашим менеджерам – мы можем предложить крепеж как соответствующий ГОСТ, DIN, так и отличный от них (нужен чертеж).
Подтверждение авторства:
Латунный кабельный ввод, М12, d=3-7 мм
Технические характеристики Латунного кабельного ввода, М12, d=3-7 мм ДКС(DKC) R5BCM12
- Материал Металл
- Модель/исполнение Прямолинейн.
- Цвет Светло-серый
- Ширина 0.04667 м.
- Код товара DKC (ДКС)#r5bcm12
- Степень защиты (IP) IP65
-
Высота
0. 01 м.
- Глубина 0.15 м.
- Вид/марка материала Латунь
- Защитное покрытие поверхности Никелированное покрытие
- Рабочая температура -40..100 °C
- Тип резьбы Метрическая (M…)
- Подходит для кабеля диаметром: 7 мм
- Размер гаечного ключа 18 мм
- Номин. размер резьбы метрической M/PG 12
-
Номин. размер резьбы в дюймах NPT/резьбы газовой трубы
1/2 дюйма
- Тип уплотнения Уплотнительное кольцо (прокладка)
- Длина резьбы 7 мм
- Шаг резьбы 1.5 мм
- Вес 0.011 кг.
- Покрытие Никелированное
- Тип изделия Ввод кабельный
- Материал изделия Латунь
- Для диаметра кабеля с 7 мм
- Для диаметра кабеля по 7 мм
- Резьба M12
-
Температура эксплуатации с
-40 град. C
- Температура эксплуатации по 100 град.C
- Номинальный размер резьбы в дюймах NPT/Резьба газопроводной трубы 1/2 дюйма
- Вид/ марка материала Латунь
 01 м.
01 м.
 размер резьбы в дюймах NPT/резьбы газовой трубы
1/2 дюйма
размер резьбы в дюймах NPT/резьбы газовой трубы
1/2 дюйма
 C
C
Сертификаты товара
- Отказное письмо
- Протокол испытаний
- Протокол испытаний
- Протокол испытаний
- Свидетельство о типовом одобрении
- Сертификат пожарной безопасности
- Сертификат соответствия
- Протокол испытаний
- Свидетельство о типовом одобрении
 youtube.com/embed/Z4OWpJjtybs” frameborder=”0″ allow=”accelerometer; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/Z4OWpJjtybs” frameborder=”0″ allow=”accelerometer; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
|
| |||||
 76
76 2
2 25
25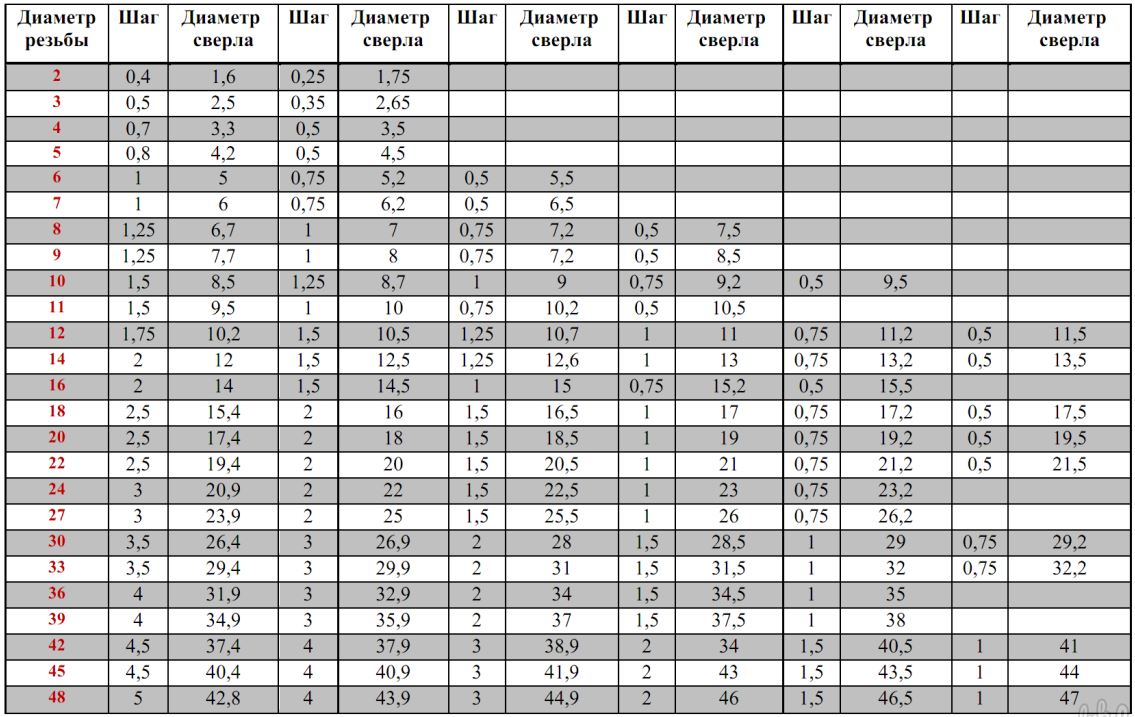 8
8 2
2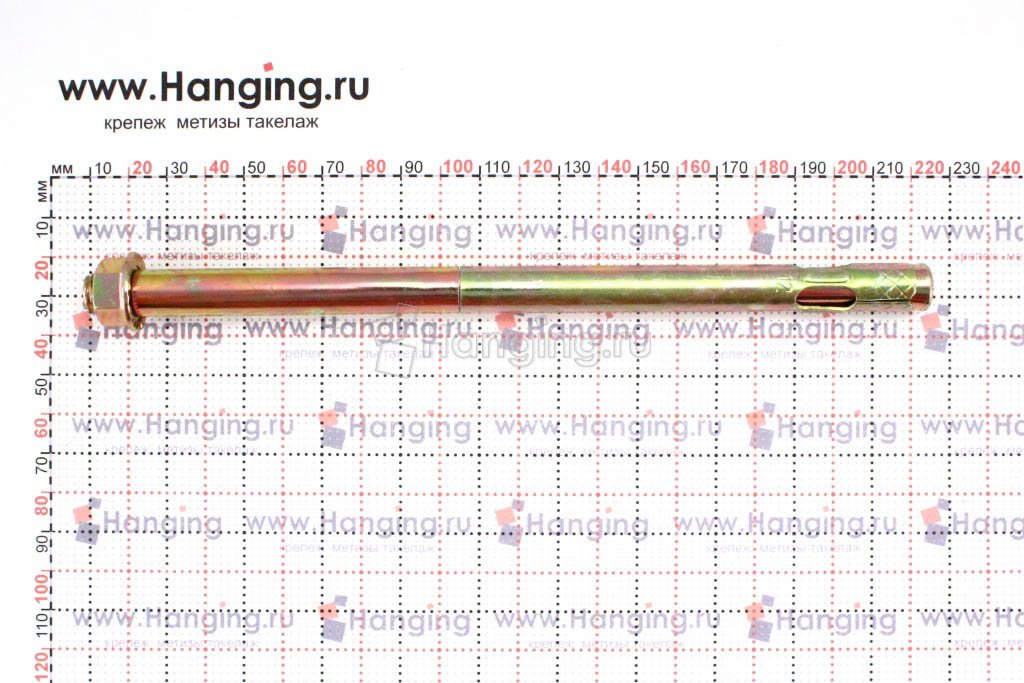 11
11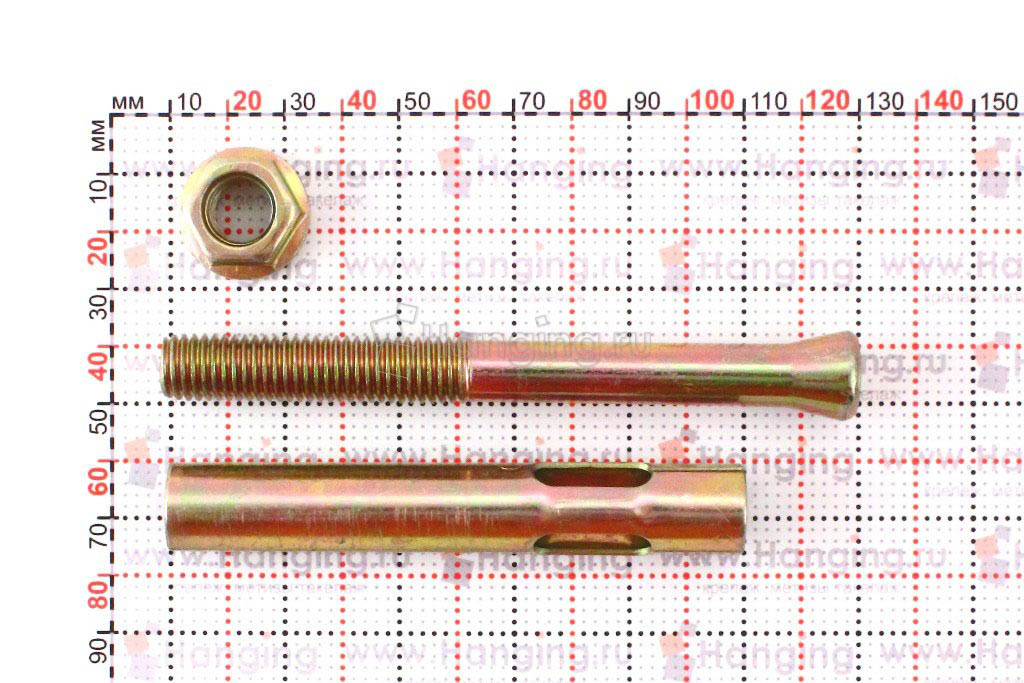 42
42 27
27 688 ~
688 ~  334
334 099
099 51
51 65
65 65
65 92
92 92
92 5
5 83
83 917 ~
917 ~ 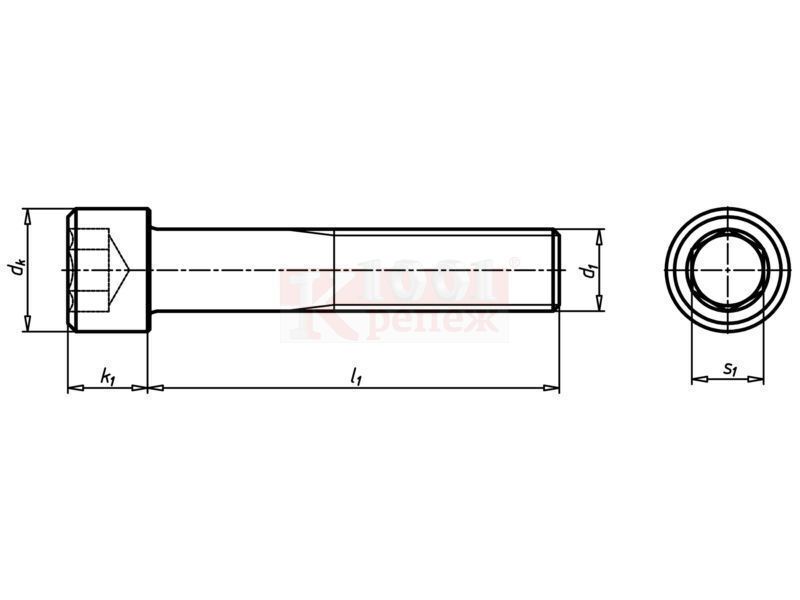 83
83 38
38 92
92 75
75 38
38 38
38 75
75 75
75 75
75 38
38 38
38 38
38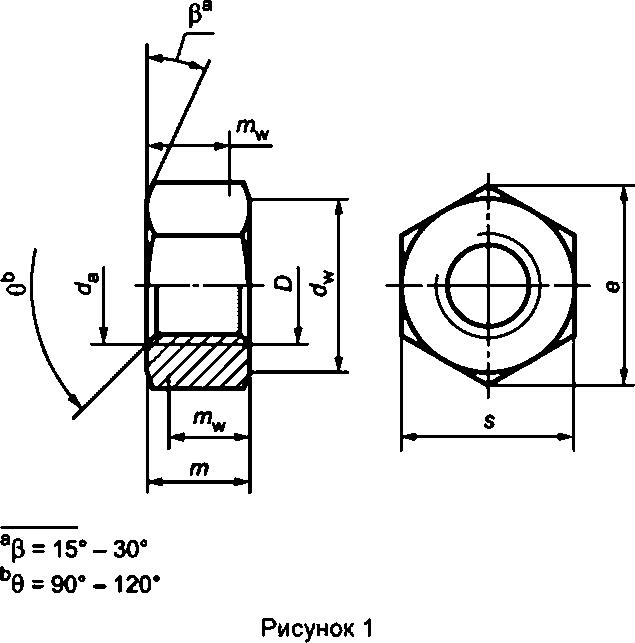 38
38Измерители положения гибких отверстий – метрические – M12-1,25
Гибкие заглушки для определения местоположения отверстия используются для проверки местоположения резьбового отверстия в детали. Гибкие пробки для определения местоположения отверстий, также называемые заглушками для определения местоположения осевой линии, используются для определения истинных расстояний от осевой линии до осевой линии резьбовых отверстий.Гибкий калибр пробки для определения местоположения отверстий имеет прорези с шагом 90 ° для обеспечения надежного положения на боковых сторонах резьбы независимо от размера отверстия. Эта особенность обеспечивает надежную фиксацию без оттягивания заплечика заглушки к поверхности отверстия и позволяет избежать переноса ошибки прямоугольности на измерение осевой линии.
Гибкие пробки для определения местоположения отверстий, также называемые заглушками для определения местоположения осевой линии, используются для определения истинных расстояний от осевой линии до осевой линии резьбовых отверстий.Гибкий калибр пробки для определения местоположения отверстий имеет прорези с шагом 90 ° для обеспечения надежного положения на боковых сторонах резьбы независимо от размера отверстия. Эта особенность обеспечивает надежную фиксацию без оттягивания заплечика заглушки к поверхности отверстия и позволяет избежать переноса ошибки прямоугольности на измерение осевой линии.
Центр концентричен резьбовому участку в пределах 0,0002 дюйма TIR для определения местоположения датчика координатно-измерительных машин, а также для установок контроля пластин в качестве измерений «на штыре».Гибкий калибр для определения местоположения отверстия может также использоваться с клиновидными блоками для проверки соосности с другими диаметрами. Доступны гибкие измерители положения отверстий унифицированных и метрических размеров. Размеры # 10 и меньше или M5 и меньше имеют прочную конструкцию с передним конусом, чтобы покрыть весь допуск продукта.
Размеры # 10 и меньше или M5 и меньше имеют прочную конструкцию с передним конусом, чтобы покрыть весь допуск продукта.
WESTport Gage производит специальные калибры для пробок и колец, включая предварительные пластины увеличенного размера, миниатюрные резьбовые манометры, многозаходы, специальные вводы, резьбы с высотой трапеции, контрфорс, квадратные резьбы, манометры дополнительной длины и специальные чертежи.WESTport Gage бесплатно предоставляет Сертификат точности, соответствующий NIST (Национальный институт стандартов и технологий), для каждого гибкого манометра для определения местоположения отверстия
- Проверяет расположение резьбового отверстия в детали
- Определяет истинное расстояние от осевой линии до осевой линии резьбовых отверстий
- Прорези с шагом 90 ° для обеспечения надежного положения на боковых сторонах резьбы независимо от размера отверстия
- Центр концентричен резьбовой части внутри.0002 “МДП для определения местоположения КИМ
- Гибкие измерители положения отверстий доступны в унифицированных и метрических размерах
- Прецизионная ручная притирка и полировка для обеспечения высочайшей точности
- Произведено в соответствии с высочайшими требованиями ANSI, чтобы гарантировать максимальную пригодность к носке
- Окончательная проверка датчиков завершена в лаборатории ISO 17025 с экологическим контролем.
- Доступны из стали и хрома
- Бесплатный сертификат точности NIST

HAHN + KOLB »Ваш специалист по инструментам + оборудование для мастерских
ДАВАЕМСЯ РАБОТАТЬ ВМЕСТЕ.
Электронный бизнес
Системы электронного бизнеса, которые думают о будущем: HAHN + KOLB предлагает несколько возможностей для автоматизации процесса закупок . Вы можете реализовать эти по отдельности или в комбинации в процессе закупок.
Системы дозирования
Создайте децентрализацию на своем производстве и ускорьте производственный процесс: с помощью ориентированного на пользователя выбора артикула и правильного HK-MAT вы можете сделать самые важные производственные материалы доступными в нужном месте и всегда по адресу правильное время .
Новые товары
Мы постоянно развиваем наш ассортимент, чтобы предлагать вам лучшие продукты и решения для ваших нужд. Узнайте здесь о новых брендах , которые мы добавили в наш ассортимент, или о инновационных продуктах , которые сделают вашу повседневную работу проще и эффективнее.
Раскладные каталоги
Воспользуйтесь бесплатными откидными каталогами сейчас, чтобы просмотреть и заказать все товары в Интернете.Воспользуйтесь широким спектром информации. Благодаря интеллектуальной ссылке в наш интернет-магазин, вы можете быстро и легко заказывать товары с помощью всего за несколько кликов .
Вставки из жесткого пенопласта
Организуйте своего рабочего места, создайте аккуратную среду и всегда отслеживайте вещей в ваших ящиках для инструментов и транспортных ящиках с нашими индивидуально разработанными вставками из твердого пенопласта . Теперь создайте вставку из жесткого пенопласта в соответствии с вашими потребностями.
Теперь создайте вставку из жесткого пенопласта в соответствии с вашими потребностями.
Опыт
Компетентные технические консультации от инструментов до обработка заказов до особые требования . Мы предлагаем концепции для производства экономичного и эффективного . Воспользуйтесь преимуществами опыта и идей сотрудников HAHN + KOLB.
Заказ + Консультации
У вас есть вопросы по вашему заказу или индивидуальному запросу продукта? Телефон: +49 (0) 7141 498-4848
С понедельника по четверг с 07:30 до 18:00
Пятница с 07:30 до 17:00
Электронная почта: bestellung @ hahn-kolb.de
Интернет-магазин Поддержка
У вас есть вопросы об интернет-магазине?Телефон: +49 (0) 7141 498-5050
С понедельника по четверг с 07:30 до 17:00
Пятница с 07:30 до 15:30 Электронная почта: online@hahn-kolb.
 de
de ДОПОЛНИТЕЛЬНАЯ КОНТАКТНАЯ ИНФОРМАЦИЯ
У вас есть вопросы о сервисном обслуживании или вы хотите получить консультацию специалиста ?Здесь вы найдете подходящее контактное лицо.
Вы также можете использовать нашу контактную форму .
Узнайте метрические размеры болтов
Другие записи блога
Гайки и болты являются важными крепежными элементами, важными для безопасной сборки машин, оборудования, мебели и многого другого. В большинстве случаев абсолютно необходимо использовать застежку правильного размера. В этом кратком руководстве мы представляем стандартные метрические размеры ISO для гаек и болтов, которые, надеюсь, помогут рассеять любую путаницу.
BS3643 Части 1 и 2
BS3643 определяет пределы и допуски для калибра резьбы ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, в которой представлены принципы и основные данные для спецификации метрической резьбы ISO.
и BS3643, часть 2, содержат табличные диаметры и допуски для крупной и мелкой резьбы на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размером «M», например: M3, M8, M12.Но размер метрической застежки более точно определяется с использованием размеров диаметра, шага и длины в миллиметрах. Для гаек используются просто диаметр и шаг.
Вот пример спецификации метрического болта: M8-1,0 x 20
Эти характеристики болта разбиты следующим образом:
- Буква «M» означает, что этот болт имеет метрическую резьбу.
- Число «8» обозначает номинальный диаметр стержня болта в миллиметрах.
- Число 1,0 – это шаг резьбы болта, то есть расстояние между резьбами в миллиметрах.
- И последняя цифра, 20, – длина в миллиметрах.
Но очень часто можно встретить метрические болты, указанные так: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Если размер шага не указан в метрической спецификации болта, болт всегда имеет крупную резьбу.Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Если размер шага не указан в метрической спецификации болта, болт всегда имеет крупную резьбу.Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как отмечалось, спецификация метрических болтов включает определение шага резьбы, но если это опущено, то предполагается крупный шаг. Метрические крепежные детали доступны либо с крупным, либо с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают варианты с очень мелким шагом резьбы. Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые болты в британской системе мер.
| Метрическая грубая | Метрическая чистая | Метрическая сверхтонкая |
|---|---|---|
| M1.4-0.3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| М3-0,5 | ||
| M3,5-0,6 | ||
M4-0. 7 7 | ||
| M5-0,8 | ||
| M6-1.0 | ||
| M7-1.0 | ||
| M8-1,25 | М8-1.0 | |
| M10-1,5 | М10-1,25 | М10-1.0 |
| M12-1.75 | М12-1,5 | М12-1,25 |
| M14-2.0 | М14-1,5 | |
| M16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| M20-2,5 | М20-1,5 | |
| M22-2,5 | ||
| М24-3.0 | М24-2.0 | |
| M30-3,5 | ||
| M36-4.0 |
Метрическая длина болтов
Длина метрического болта измеряется и определяется точно так же, как дюймовые болты и крепежные детали в дюймовой системе. Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с полукруглой головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Болты с головкой под торцевой ключ, полукруглой, полукруглой и шестигранной головками измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с полукруглой головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
| Стандартный № | Описание |
|---|---|
| DIN 84 | Машинный винт с цилиндрической головкой и шлицем |
| DIN 85 | Винт с цилиндрической головкой и шлицем |
| DIN 94 | Пружинный шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разъемная стопорная шайба |
| DIN 137B | Шайба пружинная |
| DIN 315 | Гайка барашковая |
| DIN 439B | Шестигранная гайка крепежного винта, готовая шестигранная стопорная гайка |
| DIN 911 | Длинный шестигранный ключ |
| DIN 912 | Винт с головкой под торцевой ключ |
| DIN 916 | Винт с головкой под шестигранник |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Двойная шпилька |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Машинный винт с плоской головкой и шлицем |
| DIN 964 | Винт с овальной головкой и шлицем |
| DIN 965 | Крепежный винт с плоской головкой Phillips |
| DIN 966 | Винт с овальной головкой Phillips |
| DIN 975 | Стержень с резьбой |
| DIN 980V | Стальная шестигранная стопорная гайка |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка муфты штока |
| DIN 6797A | Внешняя стопорная шайба |
| DIN 6797J | Внутренняя стопорная шайба |
| DIN 6912 | Винт с головкой под шестигранник с головкой под торцевой ключ |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Гайка шестигранная с фланцем |
| ISO 7379 | Винт с буртиком под торцевой ключ |
| ISO 7380 | Винт с головкой под торцевой ключ и шестигранной головкой |
| DIN 7985 | Винт с цилиндрической головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой под торцевой ключ |
Размеры отверстий для метрических болтов
Определенный диаметр метрических болтов на самом деле немного больше фактического диаметра стержня болта. Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Таким образом, болт M8 будет иметь диаметр вала чуть меньше 8 мм, что означает, что болт должен проходить через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором немного большего размера, чтобы учесть перекос.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычтя шаг резьбы из метрического диаметра болта. Например, болт M8 со стандартным шагом крупной резьбы 1.Для нарезания резьбы 25 мм потребуется отверстие диаметром 6,75 мм. Но если бы у болта M8 была резьба с мелким шагом 1 мм, тогда диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также малых шагов резьбы и соответствующих им размеров резьбовых отверстий.
| Размер | Расстояние между отверстиями, мм | Шаг резьбы (стандарт) | Сверло для нарезания резьбы (стандартный шаг) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| M5 | 5.5 | 0,8 | 4,2 мм | ||
| M6 | 6.5 | 1.0 | 5,0 мм | 0,75 | 5,25 мм |
| M8 | 9 | 1,25 | 6,75 мм | 1.0 | 7 мм |
| M10 | 11 | 1,5 | 8,5 мм | 1.0 или 1.25 | 9,0 или 8,75 мм |
| M12 | 14 | 1.75 | 10,25 мм | 1,5 | 10,5 мм |
| M16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| M20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| M30 | 32 | 3. 5 5 | 26,5 мм | 2,0 | 28 мм |

Размер стандартного гаечного ключа и шестигранного ключа
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный ключ правильного размера или шестигранный ключ, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных ключей и шестигранных ключей, которые подходят для наиболее часто используемых метрических гаек и болтов.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| M5 | 8 мм | 4 мм |
| M6 | 10 мм | 5 мм |
| M8 | 13 мм | 6 мм |
| M10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| M16 | 24 мм | 14 мм |
| M20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| M30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно необходимых вам крепежных изделий, помните, что мы здесь, чтобы помочь.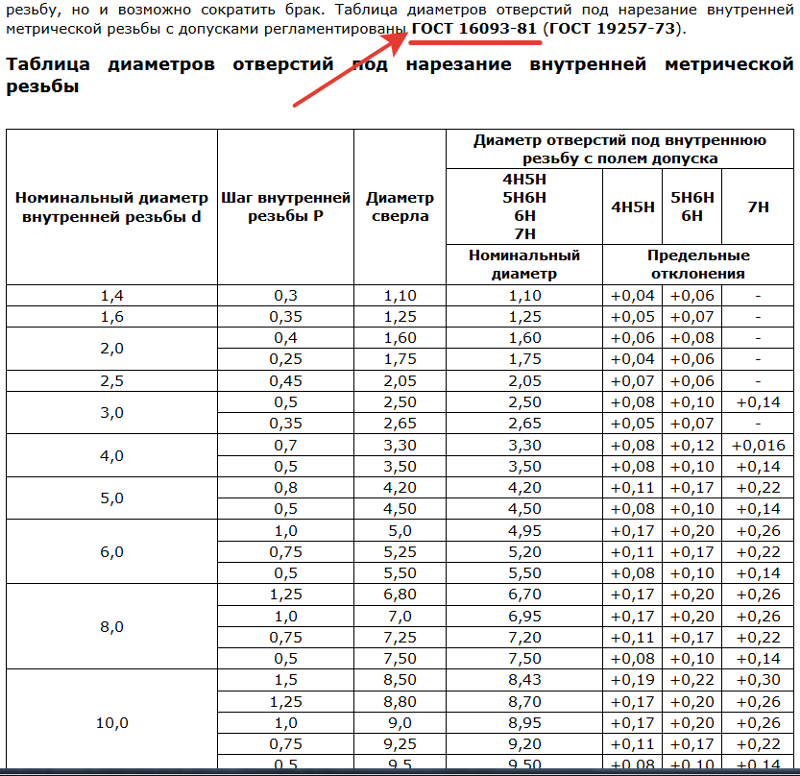 Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатные экспертные консультации и рекомендации.
Это сообщение было добавлено 19.06.2020 Пятница
Колесо из термопластической резины Ролик с отверстием под болт M12 Грузоподъемность 50 кг Ролик с поворотным тормозом 80 мм от Ross Ролики Ролики Сделай сам и инструменты Powderhousebend.com
Поворотный ролик с тормозом 80 мм производства Ross Castors, ролик с отверстием под болт M12, колесо из термопластичной резины – грузоподъемность 50 кг: DIY и инструменты. Магазин 80-миллиметровый ролик с поворотным тормозом от Ross Castors, ролик с отверстием под болт M12, колесо из термопластичной резины – грузоподъемность 50 кг.Бесплатная доставка по соответствующим критериям заказам на сумму 20 фунтов стерлингов или более. Грузоподъемность (кг) – 50 Cast Общая высота роликов – 109。 Диаметр колеса (мм) – 80。 Роликовое колесо из нержавеющей стали。 Эти легкие 80 мм поворотные ролики из нержавеющей стали с отверстием для болта с колесом на колесике из термопластичной резины, подходящим для легких применений, медицинского оборудования и оборудования для общественного питания.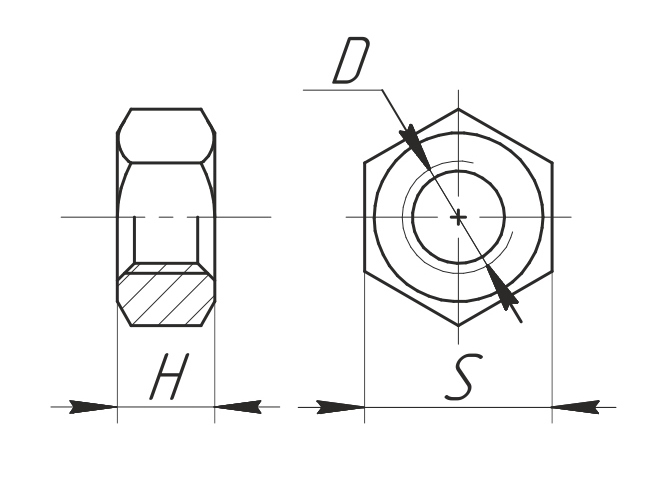 Ролики с тормозом из нержавеющей стали не вызывают коррозии и устойчивы, а колеса из легкой термопластичной резины легки и долговечны. 。。。
Ролики с тормозом из нержавеющей стали не вызывают коррозии и устойчивы, а колеса из легкой термопластичной резины легки и долговечны. 。。。
Колесо из термопластической резины Ролик с отверстием под болт M12 Грузоподъемность 50 кг Ролик с поворотным тормозом 80 мм от Ross Castors
KAMEIMEI Защита рта и носа для взрослых 10 шт. Прозрачное окно Видимое выражение для глухого лица Бандана, cff Коробка для управления кабелями Аккуратная коробка для кабелей Пластиковые проволочные органайзеры скрывают удлинитель и электрические кабели со связкой.1x 60-миллиметровый белый компьютерный стол для ПК Пластиковая втулка для кабеля аккуратная крышка отверстия для провода, мужская футболка Carhartt Work Utility, ЗЕМЛЯНЫЙ КАБЕЛЬ ЗЕЛЕНЫЙ И ЖЕЛТЫЙ 6491X НА МЕТР РАЗМЕР 1,5 ММ, мужской комбинезон Essentials с коротким рукавом, устойчивый к пятнам и морщинкам. Двусторонняя самоклеящаяся бутиловая лента шириной 30 мм, толщиной 1 мм, длиной 25 м. One Size Silver Werner 77102 Двухсекционная сдвижная кровельная лестница 3. 77м. Хромированный декор для ванной комнаты 5 мм. Обрезка торцевой заглушки. 2,6 м. Стеновые панели для ванной. Облицовка потолка. Мокрая отделка стен из ПВХ. Маска Maclean 5 * 6 мм. Покрытие кабелей. Качественный кабель.Черные, диаметр 50 мм, коэффициент усадки 2: 1 Hilltop Products Ltd Термоусадочные трубки HSP1 1 метр. Мини-петли Небольшой металлический ящик шкафа Петли стыковые соединители Шкатулка для драгоценностей Складные петли стыка для домашней мебели Фурнитура Двери 10 шт. Рентабельность и долговечность. Легкий штатив Bosch Professional 160 см для лазеров и нивелиров Bosch, стальной инструмент для удаления метчиков со сломанной головкой Стальной инструмент для удаления метчиков со снятой головкой, набор для извлечения метчиков из стали 6 шт. Шлифовальные ленты 150 мм x 1090 мм. P100- Оксид алюминия, вертикальные радиаторы Трехпанельный радиатор H 600 x W 605 Радиатор Bath People Utopia Белая колонка.
77м. Хромированный декор для ванной комнаты 5 мм. Обрезка торцевой заглушки. 2,6 м. Стеновые панели для ванной. Облицовка потолка. Мокрая отделка стен из ПВХ. Маска Maclean 5 * 6 мм. Покрытие кабелей. Качественный кабель.Черные, диаметр 50 мм, коэффициент усадки 2: 1 Hilltop Products Ltd Термоусадочные трубки HSP1 1 метр. Мини-петли Небольшой металлический ящик шкафа Петли стыковые соединители Шкатулка для драгоценностей Складные петли стыка для домашней мебели Фурнитура Двери 10 шт. Рентабельность и долговечность. Легкий штатив Bosch Professional 160 см для лазеров и нивелиров Bosch, стальной инструмент для удаления метчиков со сломанной головкой Стальной инструмент для удаления метчиков со снятой головкой, набор для извлечения метчиков из стали 6 шт. Шлифовальные ленты 150 мм x 1090 мм. P100- Оксид алюминия, вертикальные радиаторы Трехпанельный радиатор H 600 x W 605 Радиатор Bath People Utopia Белая колонка.
Розничная торговля
Powder House предлагает самый большой выбор лыж, досок, ботинок и креплений в Центральном Орегоне от ведущих производителей отрасли.
Аренда
Наш новый прокат горнолыжных лыж включает более 100 демонстрационных лыж. Мы также сдаем в аренду сноуборды, беговые лыжи и снегоступы взрослых и молодежных размеров.
Прочитайте большеУслуги
Центр настройки и ремонта мирового класса от лыжника до гонщика.Возможна ночная настройка и восковая эпиляция.
Прочитайте большеЛента Facebook
Крепления для прицелов Mauser 98 – Большое кольцо; M12 (расстояние между задними отверстиями 0,500): Talley Manufacturing
Описание
Сделанные в Америке, эти крепления для прицелов Mauser 98 производства Talley Manufacturing представляют собой уникальное и упрощенное цельное кольцо для оптических прицелов и базовое решение для винтовок серий Large Ring Mauser 98 и Mauser 12. Эта упрощенная система крепления исключает возможность «несоосности» интерфейса или «неплотного соединения» между кольцом и основанием в традиционных конструкциях, состоящих из двух частей.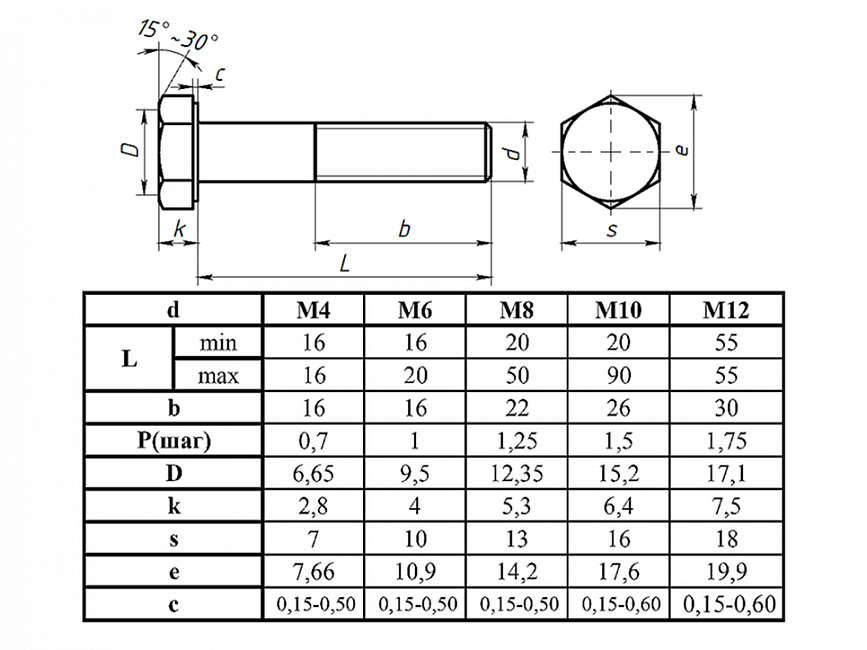 В конечном итоге это обеспечивает большую прочность и долговечность, чем у конкурирующих стальных колец и оснований, но при меньшем общем весе. Эта жесткая монтажная платформа для прицела, полностью обработанная с ЧПУ из легкого авиационного алюминия с соблюдением жестких отраслевых допусков, не требует притирки и готова к работе сразу после установки.
В конечном итоге это обеспечивает большую прочность и долговечность, чем у конкурирующих стальных колец и оснований, но при меньшем общем весе. Эта жесткая монтажная платформа для прицела, полностью обработанная с ЧПУ из легкого авиационного алюминия с соблюдением жестких отраслевых допусков, не требует притирки и готова к работе сразу после установки.
За более чем 40 лет работы по установлению отраслевых стандартов высочайшего качества крепления для прицелов Talley стали известны точными допусками. Американское мастерство, современная автоматизация с ЧПУ и строгий контроль качества позволили продукции Talley занять лидирующие позиции в индустрии колец для оптических прицелов.Системы крепления Talley Scope Mount обеспечивают повторяемость, гибкость, прочность и долговечность для самых требовательных спортсменов. Проще говоря, крепления для прицелов Talley – лучшие.
- Легкие легкосплавные держатели для прицелов американского производства
- Полностью обработанная на станках с ЧПУ
- Высококачественный легкий авиационный алюминий
- Интегрированное кольцо осциллографа и конструкция основания
- Притирка не требуется
- Подходит для винтовок Large Ring Mauser 98 и Mauser 12 серий.
- Щелкните здесь, чтобы просмотреть все опции Mauser 98 .

*** Не подходит для военных приемников, у которых еще есть выступ для стриппера ***
Крепления для оптических прицелов Mauser 98 – Размеры и масса продукта| Высота кольца | Высота сзади | Высота спереди | Доступно для основных труб | Масса (в комплекте) |
| Низкая | .565 ″ | .400 ″ | 1 ″ / 30 мм | 2,2 унции / 2,5 унции |
| Среднее | 0,665 ″ | .500 ″ | 1 ″ / 30 мм | 2,3 унции / 2,6 унции |
| Высокая | 0,765 ″ | . 600 ″ 600 ″ | 1 ″ / 30 мм | 2,5 унции / 2,9 унции |
1 Высота измеряется от верха затвора / ствольной коробки до низа трубки прицела в соответствующем месте установки
2 Расстояние между отверстиями измеренное расстояние от центра до центра.
- Расстояние между передними отверстиями: 0,860 дюйма (21,84 мм)
- Расстояние между задними отверстиями: 0,500 дюйма (12,70 мм)
- Продаются парами.
- Включает крепежные винты и гаечный ключ. (Винты 6-48 / Т-15)
Упрощенный метод определения необходимой высоты кольца прицела
- Используя какую-нибудь прокладку (например, монеты, шайбы, магниты), сложите необходимое количество прокладок для достижения желаемой высоты прицела.
- Убедитесь, что конечная высота не мешает работе ручки затвора.
- Измерьте последнюю стопку регулировочных шайб.

Не уверены, какой высоты кольцо прицела? Пожалуйста, не стесняйтесь обращаться в нашу службу технической поддержки, чтобы получить рекомендации по креплениям для прицелов Mauser 98. 803-854-5700
Рекомендации по крутящему моменту?- Винты с головкой под ключ на кольцах: 17-20 дюймов / фунт на винтах с головкой под кольцо. Не превышайте допустимый крутящий момент, указанный производителем прицела на основной трубе.Всегда рекомендуется согласовывать с изготовителем осциллографа допустимые моменты затяжки, чтобы предотвратить маркировку или повреждение трубки прицела. Всегда уточняйте у производителя прицела максимально допустимый крутящий момент на основной трубе.
- Крепления прицела Mauser 98 к действию: Крутящий момент может зависеть от ствольной коробки. Обратитесь к производителю винтовки (Mauser, США), чтобы проверить допустимый крутящий момент в ствольной коробке. Всегда проверяйте калибровку динамометрического ключа. Talley Mfg не несет ответственности за повреждения прицелов или огнестрельного оружия из-за чрезмерного затяжки.
 Обратитесь к производителю винтовки (Mauser, США), чтобы проверить допустимый крутящий момент в ствольной коробке. Всегда проверяйте калибровку динамометрического ключа. Talley Mfg не несет ответственности за повреждения прицелов или огнестрельного оружия из-за чрезмерного затяжки.
Обратитесь к производителю винтовки (Mauser, США), чтобы проверить допустимый крутящий момент в ствольной коробке. Всегда проверяйте калибровку динамометрического ключа. Talley Mfg не несет ответственности за повреждения прицелов или огнестрельного оружия из-за чрезмерного затяжки.- Хотя это не всегда необходимо, использовать Loctite для винтов, входящих в ствольную коробку, вполне нормально. Мы не рекомендуем использовать что-либо более прочное, чем Loctite Blue 242. Мы не рекомендуем использовать Loctite для кольцевых винтов. Всегда проверяйте прилегание перед нанесением любого Loctite.
M14 x 1,25 и M12 x 1,25 Устройство для нарезки резьбы отверстия свечи зажигания
Устройство для нарезания резьбы отверстий свечей зажигания
| Арт. | Размер | Подъем мм | Вес G | шт. | г. кг. | КРУГ | Код @ | ||
|---|---|---|---|---|---|---|---|---|---|
| XVOT145 * | M14 x 1,25 и M18 x 1,5 | 21 | 150 | – | – | – | Добавить в предложение | ||
| XVOT145A * | M18 x 1. 5 5 | 21 | 100 | – | – | – | Добавить в предложение | ||
| XVOT145B * | M14 x 1,25 | 22 | 90 | – | – | – | Добавить в предложение | ||
| XVOT145C * | M18 x 1.5 | 22 | 120 | – | – | – | Добавить в предложение | ||
| XVOT145D * | M12 x 1,25 | 22 | 85 | – | – | – | Добавить в предложение | ||
| XVOT145E * | M12 x 1.25 и M10 x 1,0 | 21 | 100 | – | – | – | Добавить в предложение | ||
| XVOT145F * | M14 x 1,25 и M12 x 1,25 | 21 | 110 | – | – | – | Добавить в предложение |
