болт м6, м8, м10, м12, м16, м20
ГОСТ 7798-70 – самый известный и наиболее широко применяемый вид болтов. Основное назначение: соединение разнообразных деталей в машиностроении.
Для их производства применяется стальная среднеуглеродистая проволока повышенной точности изготовления. Применяемые марки стали – сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
ГОСТ 7798-70 – болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм (зарубежные аналоги – DIN 933 и DIN 931). Стандарт полностью соответствует СТ СЭВ 4728-84.
Конструкция и размеры указаны на чертеже и в таблицах:
Таблица 1
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 20Г2Р |
| Класс точности: | В |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| Номинальный диаметр резьбы d | болт м6 | болт М8 | болт М10 | болт М12 | (14) | болт М16 | (18) | болт М20 | (22) | болт м24 | (27) | болт м30 | болт м36 | болт м42 | болт м48 | |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| мелкий | – | 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
| Высота головки k | 4,0 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | ||
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
| hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | ||||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
| Диаметр отверстия в головке d4Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2js15 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечание: Размеры болтов, приведенные в скобках, использовать не рекомендуется.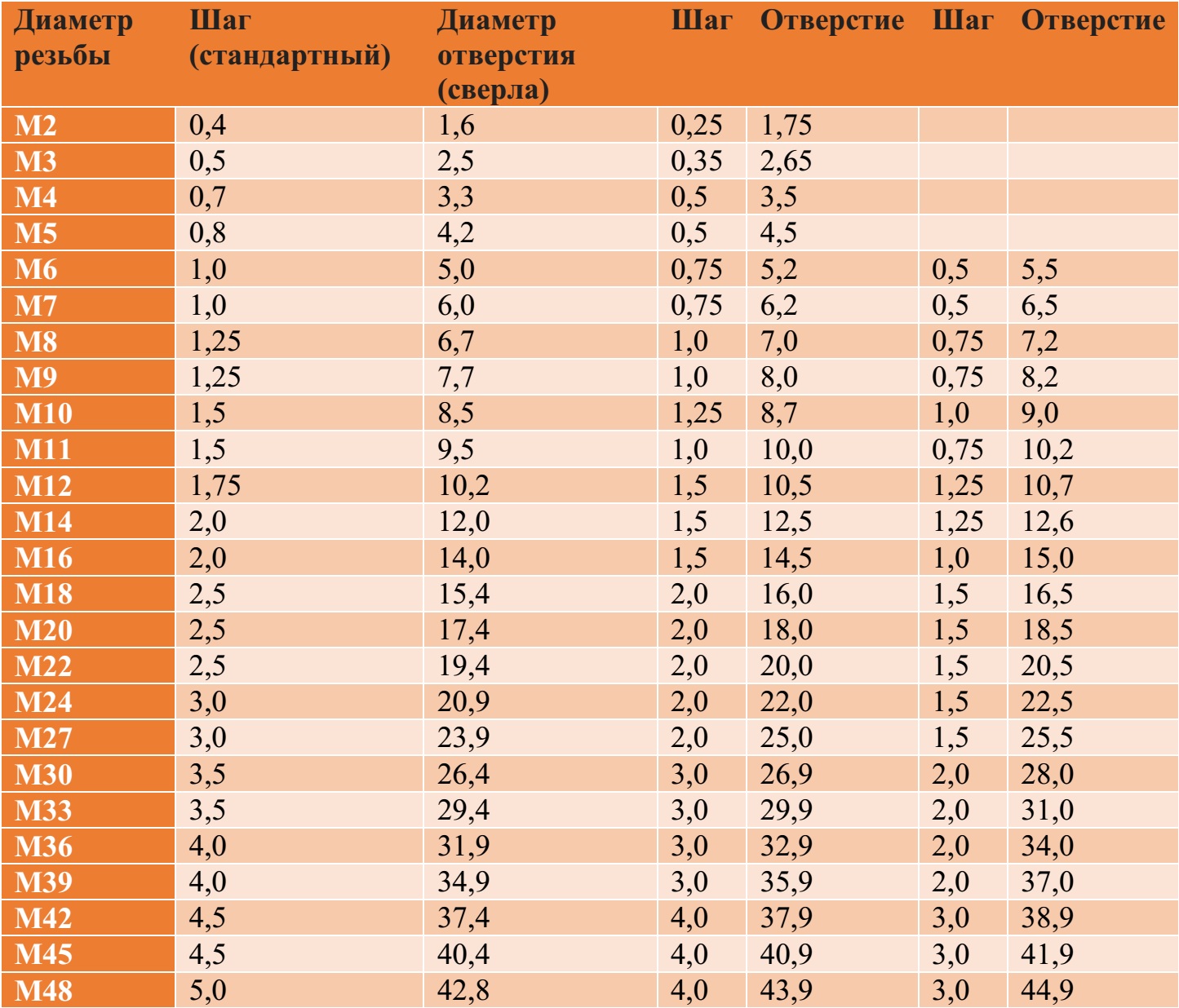
Чертеж болта 7798:
Перевод болтов из штук в килограммы приведен в таблице 2.
Таблица 2
| Длина болта, мм | Теоретическая масса 1000 шт. болтов кг» при номинальном диаметре резьбы d, мм | ||||||||||||||
| болт м6 | болт М8 | болт М10 | болт М12 | болт м14 | болт М16 | болт м18 | болт М20 | болт м22 | болт м24 | болт м27 | болт м30 | болт м36 | болт м42 | болт м48 | |
| 8 | 4,306 | 8,668 | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 10 | 4,712 | 9,394 | 16,68 | – | – | – | – | – | – | – | – | – | – | – | – |
| 12 | 5,118 | 10,120 | 17,82 | – | – | – | – | – | – | – | – | – | – | – | – |
| 14 | 5,524 | 10,850 | 18,96 | 27,89 | – | – | – | – | – | – | – | – | – | – | – |
| 16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | – | – | – | – | – | – | – | – | – | – |
| 18 | 6,336 | 21,23 | 31,12 | 46,21 | 65,54 | – | – | – | – | – | – | – | – | – | |
| 20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | – | – | – | – | – | – | – | – |
| 22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | – | – | – | – | – | – | – | – |
| 25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | – | – | – | – | – | – | |
| 28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | – | – | – | – | – | – | – |
| 30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | – | – | – | – | – | – |
| 32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | – | – | – | – | – |
| 35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | – | – | – | – |
| 38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | – | – | – | – |
| 40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | – | – | – |
| 45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | – | – | – |
| 50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | – | – |
| 55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | – |
| 60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | – |
| 65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
| 70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
| 75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
| 80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
| 85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
| 90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
| 95 | – | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
| 100 | – | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
| 105 | – | – | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
| 110 | – | – | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
| 115 | – | – | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
| 120 | – | – | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
| 125 | – | – | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
| 130 | – | – | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
| 140 | – | – | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
| 150 | – | – | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
| 160 | – | – | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
| 170 | – | – | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
| 180 | – | – | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
| 190 | – | – | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
| 200 | – | – | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
| 220 | – | – | – | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
| 240 | – | – | – | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
| 260 | – | – | – | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
| 280 | – | – | – | – | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
| 300 | – | – | – | – | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
Варианты исполнения головки болта устанавливает производитель болтов. Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Примеры условного обозначения:
- Болт М12 – 6gх60.58 (S19) ГОСТ 7798-70
Болт тип исполнения 1, с диаметром резьбы d=12 мм, с размером “под ключ” S=19 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, черный.
- Болт М10х1,25 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=10 мм, с размером “под ключ” S=17 мм, с мелким шагом резьбы 1,25 мм., с полем допуска 6g, класса прочности 10.9, изготовленный из стали марки 40Х, с покрытием типа 01 толщиной 6 мкм. (болт оцинкованный)
- Болт М16 – 6gх60.58 (S24) ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной l=60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.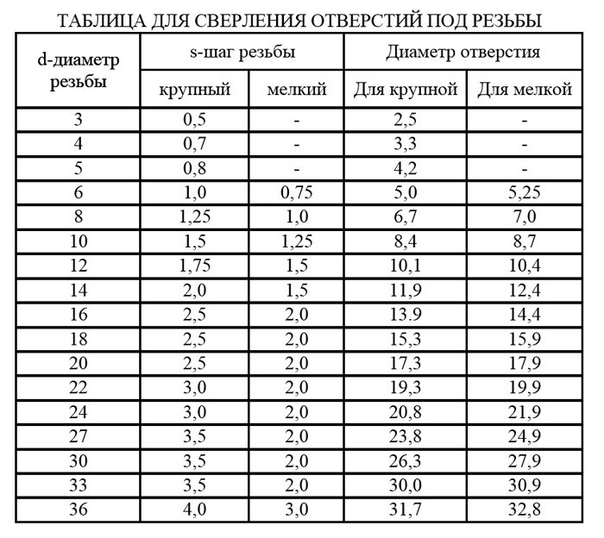 8, черный без покрытия.
8, черный без покрытия.
- Болт М16х1,5 – 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером “под ключ” S=24 мм, длиной 60 мм, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм.
- Болт 2М20 – 6gх60.58 (S30) ГОСТ 7798-70
Болт исполнения 2, с диаметром резьбы d=20 мм, с размером “под ключ” S=30 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, без покрытия.
Узнать цены и оформить заказ на данную продукцию оптом от одного ящика вы можете у наших менеджеров.
Заклёпка диаметр М3, М4, М5, М6, М8, М10
Заклёпка-гайка резьбовая рифленая с потайным фланцем. Диаметр заклёпки М3, М4, М5, М6, М8, М10. Отверстие под заклёпку выполняется с зенковкой. Заклёпка устанавливается в потай.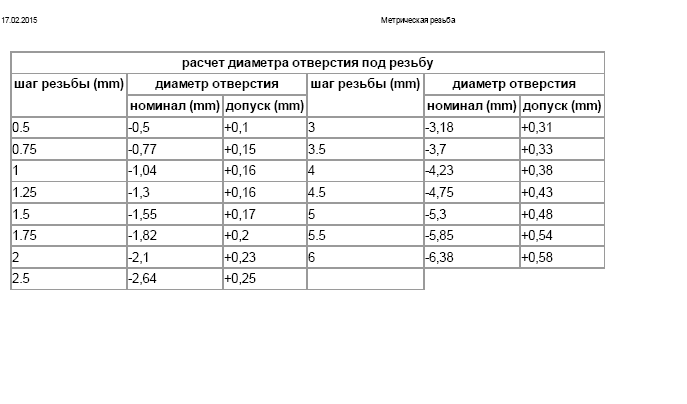
Материалы:
- Сталь St.
- Алюминий Al.
- Нержавеющая сталь A2.
| D диаметр заклёпки |
d1 | d2 | d3 | L | k | Толщина материала | Do | |
| мин. | макс. | |||||||
| M3 | 4.9 -0.1 | 8 ±0.3 | 4 +0.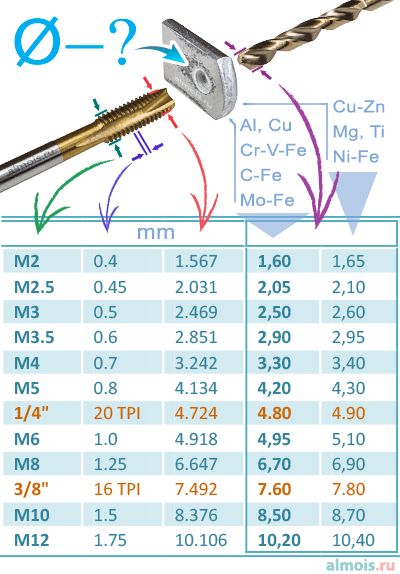 05 05 |
9 ±0.3 | 1.5 | 1.5 | 2.5 | 5 |
| 11 ±0.3 | 2.5 | 4.0 | ||||||
| M4 | 5.9 -0.1 | 9 ±0.3 | 5 +0.05 | 11 ±0.3 | 1.5 | 1.5 | 3.5 | 6 |
| 13 ±0.3 | 3.5 | 5.0 | ||||||
| M5 | 6.9 -0.1 | 10 ±0.3 | 5. 8 +0.1 8 +0.1 |
13 ±0.3 | 1.5 | 1.5 | 4.0 | 7 |
| 15 ±0.3 | 4.0 | 6.0 | ||||||
| M6 | 8.9 -0.1 | 12 ±0.3 | 7.8 +0.1 | 15 ±0.3 | 1.5 | 1.5 | 4.0 | 9 |
| 17 ±0.3 | 4.0 | 6.0 | ||||||
| M8 | 10.9 -0.1 | 14 ±0.3 | 9.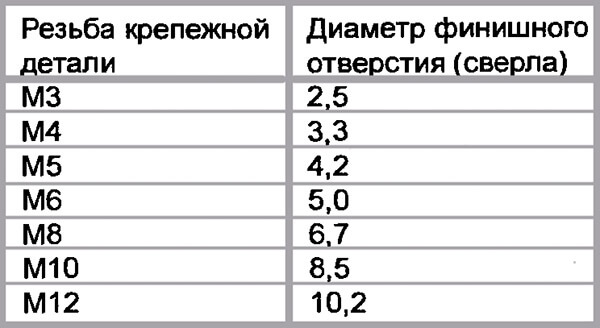 5 +0.1 5 +0.1 |
17 ±0.3 | 1.5 | 1.5 | 4.0 | 11 |
| 19 ±0.3 | 4.0 | 6.0 | ||||||
| M10 | 11.9 -0.1 | 15 ±0.3 | 10.5 +0.1 | 19 ±0.3 | 1.5 | 1.5 | 4.0 | 12 |
| 21 ±0.3 | 4.0 | 6.0 | ||||||
Вы можете заказать и купить резьбовые заклёпки, диаметр М3, М4, М5, М6, М8, М10 по оптовым ценам.
Нарезать внутреннюю резьбу м6.
 Как нарезать резьбу
Как нарезать резьбуНарезаем резьбу метчиком . Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него.![]() Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : ,
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Прежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды.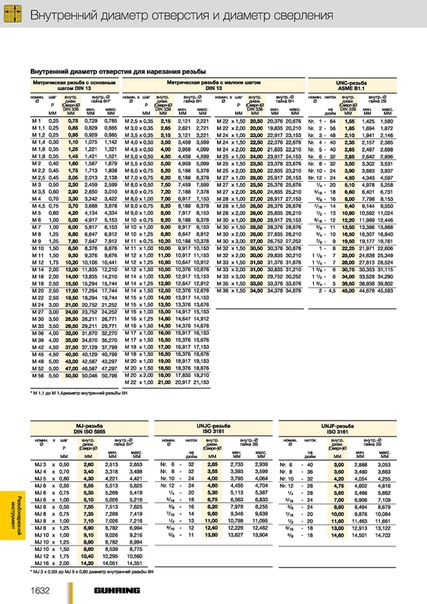 В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Шаг основной резьбы М 12 равен 1,75 мм.
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Оснастка и инструмент для нарезки резьбыНе стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе.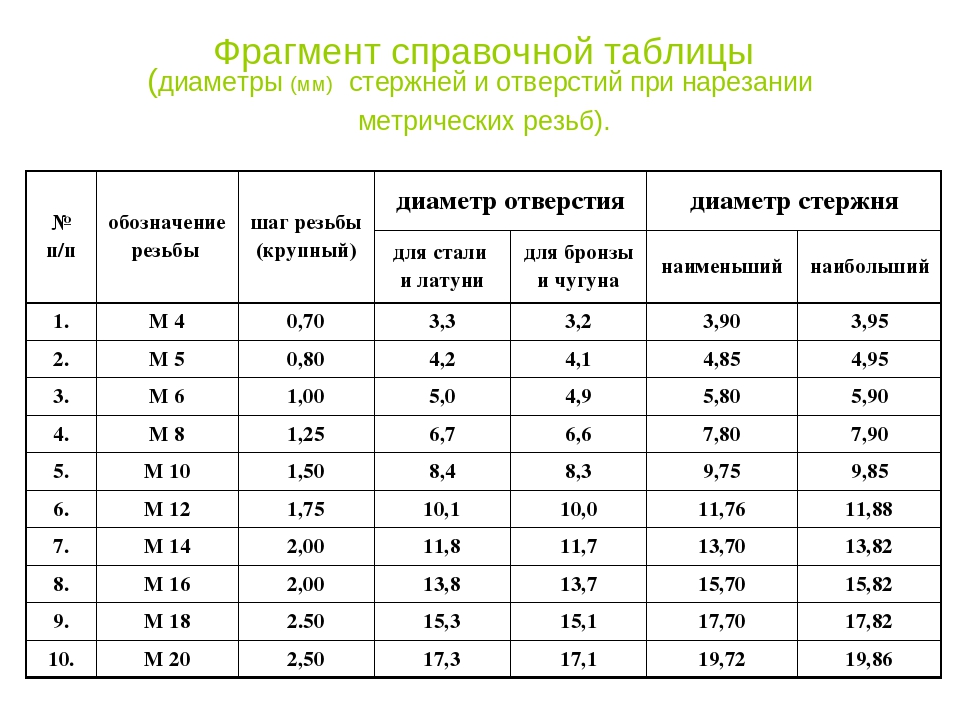 Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбыСразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.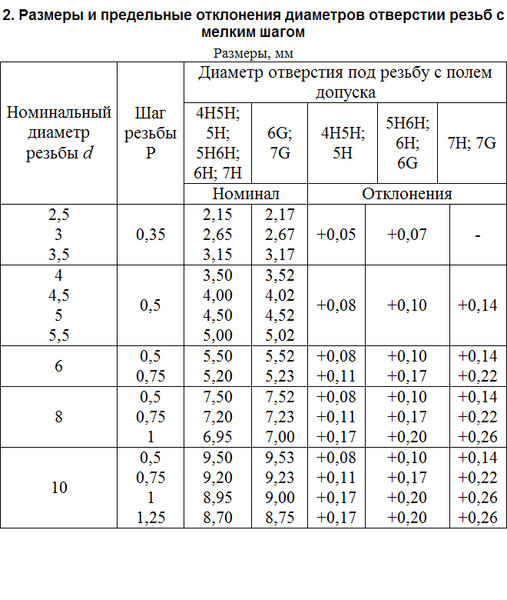
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом.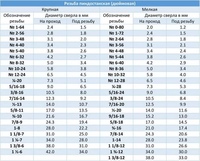 Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.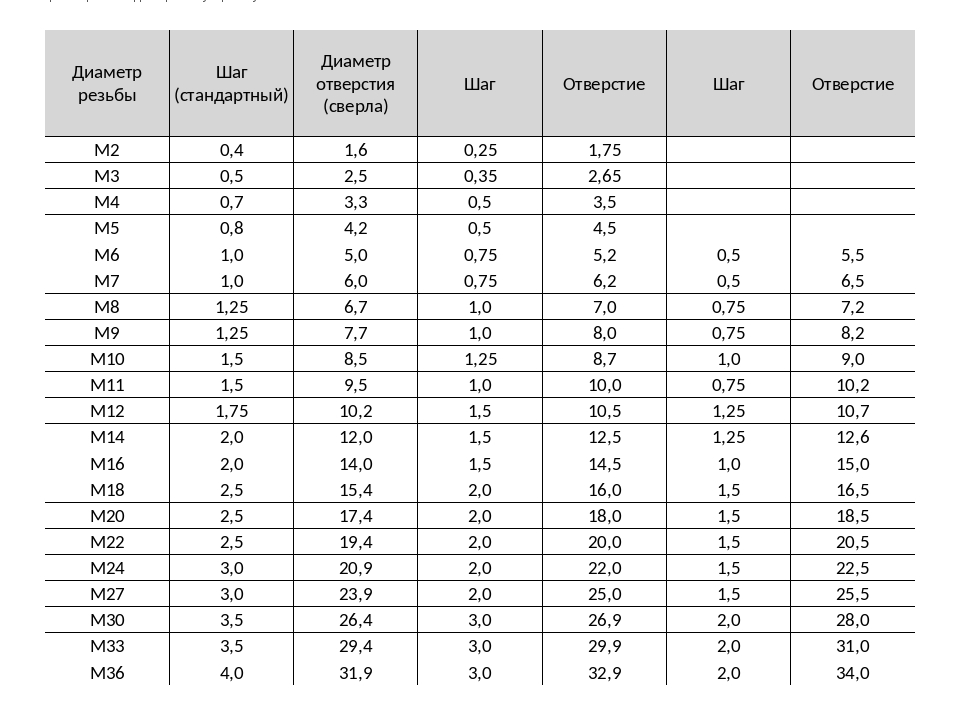
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.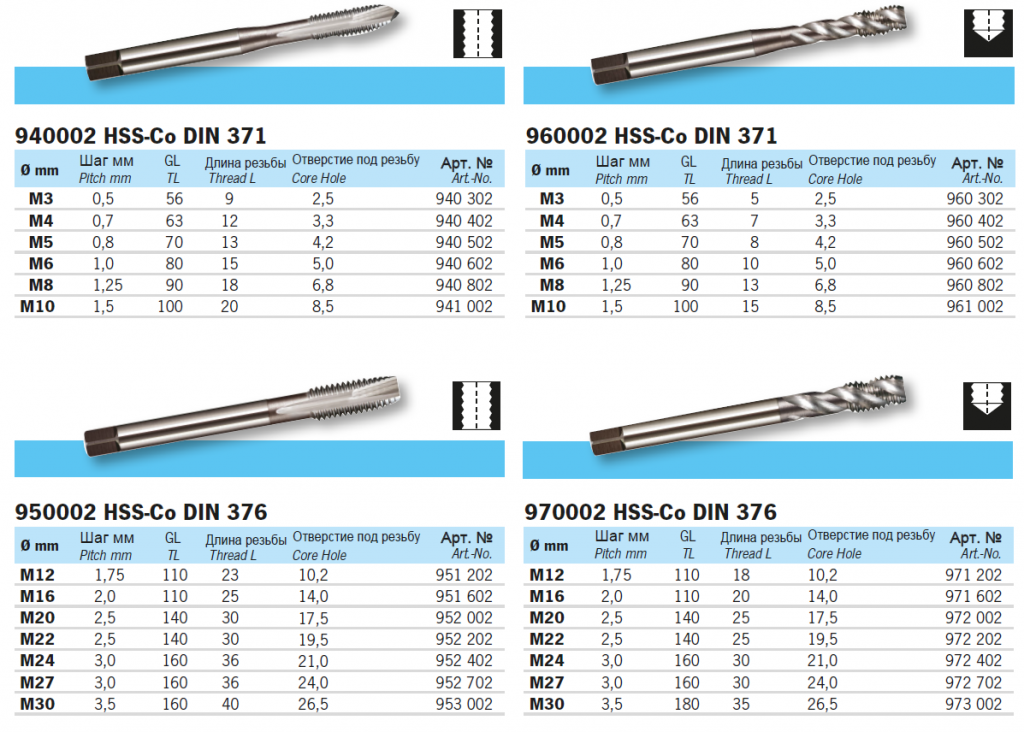
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
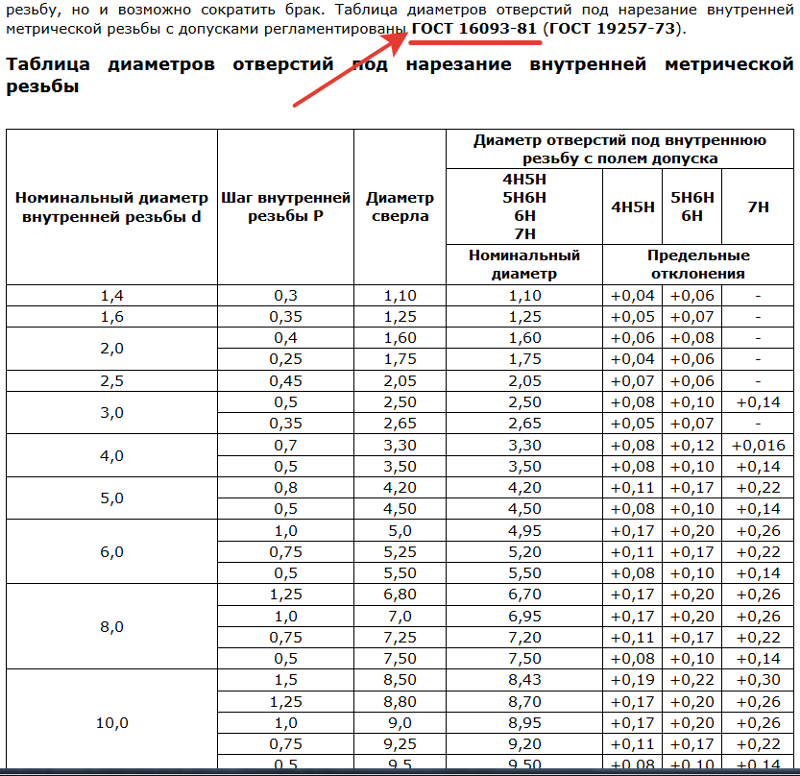
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
- Внутренняя;
- Наружная.
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Гайка М6 — характеристики и применение
Строительная гайка — это крепежный элемент, который работает в паре с болтами, винтами и шпильками. Внешне она представляет из себя металлическое или пластиковое изделие с резьбовым отверстием. Для удобства закручивания-откручивания чаще всего делают гайки шестигранной формы. Реже встречаются квадратные и круглые изделия.
Гайки с шестью гранями производятся в соответствии с ГОСТом 5915-70 (класс точности В) или ГОСТом 5927-70 (класс точности А). Они имеют различные размеры и шаг резьбы. Используют их практически везде: строительстве, промышленности, машиностроении и пр.
Гайка шестигранная М6 — общие сведения
Гайка М6 ГОСТ 5915-70 — один из самых востребованных на рынке крепежей. Внутренний диаметр изделия — 6 мм, размер “под ключ” — 10 мм, высота метиза — 5,2 мм. Острый угол торцов гайки притуплен с одной или двух сторон (фаски). Фаски упрощают процесс монтажа как при ручной, так и при автоматизированной сборке конструкций.
Гайки шестигранные М6 изготавливаются с разным шагом резьбы. Метизы с мелкой резьбой выдерживают большие усилия затяжки и создают хорошую герметичность соединения. Помимо этого, увеличивается сопротивление самораскручиванию крепежных деталей.
Класс прочности у шестигранных гаек со стандартной высотой: 5; 6; 8; 9; 10. Материалом для изготовления в большинстве случаев служат углеродистая или нержавеющая стали. Производятся М6 методом холодной штамповки.
Гайка колпачковая М6 — закрытая
Представляет из себя стандартную шестигранную гайку, закрытую сверху сферическим колпачком. Колпачок предохраняет места соединений от влаги и загрязнений и таким образом препятствует коррозии металла.
Размер резьбы — 6 мм, полная высота гайки — 12 мм, размер колпачковой М6 под ключ — 10 мм, наружный диаметр колпачка — 9,5 мм. Изготавливается из нержавеющей и углеродистой сталей с цинковым покрытием.
Используют колпачковые гайки во многих отраслях промышленности. Они выполняют не только соединительные и защитные функции, но и являются элементами декора.
Гайка врезная (усовая, забивная) DIN 1624 — характеристики и использование
Ее еще называют мебельной. Внешне представляет из себя цилиндр, внутри которого находится резьба. С одной стороны цилиндр прикрыт крышкой с загнутыми усами. Чаще всего эта модель используют при производстве мебели. При монтаже усики проникают в материал и не позволяют гайке прокручиваться.
В продаже есть врезные гайки как из нержавейки, так и оцинкованные. Монтаж этого крепежа требует предварительного высверливания отверстия.
Заклепка-гайка вытяжная М6 с уменьшенным бортиком
Размер резьбы — 6 мм, длина заклепки — 14,5 мм, диаметр заклепки — 9,5 мм.
Установка вытяжных гаек осуществляется при помощи специального заклепочника в предварительно высверленные отверстия. Благодаря малому бортику после установки гайки практически не видны. Эти метизы способны выдерживать большие нагрузки на вырыв (до 19,1 кН) и срез (до 6,5 кН). Изделия проходят процедуру гальванического цинкования и надежно защищены от коррозии.
Заклепка-гайка М6 с выпускным фланцем и насечками
Имеет внутреннюю резьбу для крепления винтов, а также рифленую внешнюю часть. Насечки на корпусе надежно удерживают заклепки-гайки в отверстиях. Изделия изготавливаются из нержавеющей стали А2.
Длина заклепки — 14,5 мм, диаметр — 8,9 мм, размер резьбы — 6 мм. Используют их для создания резьбы в металлических листах толщиной до 3 мм.
Перед выбором гаек следует соотнести их технические характеристики с характеристиками болтов, предполагаемыми нагрузками и материалом крепежных конструкций.
Отверстие с потайной головкой – обзор
8.10.5.3.2 Напряженное состояние и повреждение границы отверстия
Радиальные и касательные напряжения в многослойном материале с потайной головкой при нагрузке 3,8 кН показаны на рис. 25. Распределение напряжений соответствует предыдущему. результаты неявного анализа представлены в разделе «Прогнозирование эффектов зазора с использованием 3D неявного FEA». Распределение напряжений гладкое, без неровностей, что важно, поскольку напряжения около отверстия определяют начало разрушения слоя.Явное решение показало неравномерное распределение напряжений, когда плотность сетки болтов и отверстий существенно различалась. Обеспечивая небольшое несоответствие в расположении узлов на взаимодействующих поверхностях болтов и отверстий, были получены распределения напряжений хорошего качества. Радиальные напряжения на рис. 25 (а) показывают, что нагрузка слоя ограничивается цилиндрической частью отверстия (слои 1–9). В цилиндрической области отверстия значительные радиальные напряжения присутствуют только между θ = -90 градусов и θ = + 90 градусов, а пиковые радиальные напряжения возникают там, где слои являются наиболее жесткими в радиальном направлении (например.g., при +45 градусах для слоев + 45 градусов).
Рис. 25. Распределение напряжений около отверстия в отверстии с потайной головкой при уровне нагрузки 3,8 кН: (a) радиальное напряжение и (b) касательное напряжение.
В трехмерном КЭ-моделировании выступающей головки, соединений углерод-эпоксидная смола, Маккарти и Маккарти 14 оценил критерии разрушения Хашина на границе отверстия для исследования повреждений на уровне нагрузки, при котором было обнаружено первое разрушение волокна при сжатии. В данной работе критерии Пака используются для прогнозирования разрушения матрицы, в то время как разрушение волокна при сжатии оценивается с использованием критерия максимального напряжения, как это было сделано Маккарти и Маккарти. 14 Повреждение волокна сжатием ( d fc ) и повреждение матрицы сжатия ( d mc ) в первом кольце элементов на границе потайного отверстия показаны на рис. 26. При уровне нагрузки 3,8 кН, до появления заметной нелинейности в реакции на прогиб от нагрузки, повреждение волокна при сжатии не прогнозируется, но имеется значительное повреждение матрицы при сжатии. Это соответствует моделированию McCarthy and McCarthy, 14 , где повреждение матрицы сжатия было широко распространено на уровне нагрузки первого разрушения волокна.Ireman et al. ., 58 с использованием экспериментальных методов Ranvik, 59 , циклически нагруженных одинарных нахлестов, углеродно-эпоксидных болтовых соединений и методов акустической эмиссии для мониторинга развития повреждений в призабойной зоне. Растрескивание матрицы наблюдалось при нагрузках, составляющих всего 25% от разрушающей нагрузки, которая была определена как уровень нагрузки, при котором произошла значительная нелинейность. Таким образом, прогнозирование повреждения матрицы на ранней стадии истории нагружения без существенного влияния на реакцию нагрузки-прогиба кажется реалистичным.Точный прогноз исходного повреждения матрицы важен, поскольку он влияет на перераспределение нагрузки в отверстии, а усталостная нагрузка может привести к накоплению повреждений матрицы.
При 4,8 кН, непосредственно перед изломом кривой нагрузка-прогиб, повреждение волокна при сжатии (см. Рис. 26) появилось в слоях 1–8 и, по существу, отображается в местах пиковых радиальных напряжений сжатия на рис. 25 (а). , которые зависят от ориентации слоя. Например, повреждение волокна при сжатии в слое 1 (слой -45 °) примерно сосредоточено около θ = -45 градусов, повреждение в слое 3 (слой + 45 градусов) происходит при θ = + 45 градусов, а повреждение в слоях 4–6 (слои с углом 0 градусов) близки к θ = 0 градусов.Повреждение матрицы сжатия становится гораздо более распространенным, когда нагрузка увеличивается с 3,8 до 4,8 кН, а переменные повреждения увеличиваются (показано более темной штриховкой). При 5,3 кН после перегиба повреждение волокна при сжатии стало более распространенным: 10 из 17 слоев вышли из строя. Повреждение матрицы при сжатии наблюдается почти по всей цилиндрической толщине, но в основном ограничивается диапазоном от θ = -90 градусов до θ = + 90 градусов, что не согласуется с моделированием выступающей головки по Маккарти и Маккарти, 14 , где обширное сжатие Повреждение матрицы также было очевидно на задней части отверстия (θ = ± 180 градусов) по всей толщине ламината.В примере 1 высокие зажимные напряжения в задней части отверстия были спрогнозированы для соединений с выступающей головкой, но не для соединений с потайной головкой, что могло бы объяснить отсутствие повреждений матрицы, предсказанных здесь в задней части отверстия с потайной головкой. Хотя это и не показано, при уровне нагрузки 5,3 кН повреждение матрицы при растяжении было ограничено θ = ± 90 градусов, локализации и повреждения волокон при растяжении практически отсутствовали. Это согласуется с результатами анализа выступающей головки 2005 года, в котором при моделировании подшипников было предсказано очень небольшое повреждение растягивающего волокна или матрицы при растяжении.На основе этого анализа повреждений около скважины разумные прогнозы преобладающих видов разрушения слоев и местоположения различных типов разрушения слоев дают уверенность в возможностях явной трехмерной динамической модели КЭ.
Рис. 26. Развитие повреждения волокна при сжатии ( d fc ) и повреждения матрицы сжатия ( d mc ) в потайном отверстии CLam_B1.
Объяснение метрических размеров шурупов по дереву | Автор: Ян Андерсон
Метрические размеры шурупов по дереву и почему они лучше английских
Старый имперский метод измерения шурупов калибром не имеет большого смысла для некоторых из нас сегодня (как и большинство имперских измерений), и логика их происхождения известна только в Википедию (говорит, улыбается!).Итак, теперь мы вплотную подошли к здравому смыслу измерения метрических шурупов по дереву. (Аргументы против на открытке по обычному адресу, пожалуйста!).
Верно, а что означают цифры? Давайте посмотрим на упаковку, чтобы начать с…
То, что написано на передней части упаковки…
Основная информация – это тип отвертки (в данном случае Torx, приводной бит T20), затем длина винта и внешний диаметр (или калибр в «старых деньгах»).В данном случае для этого шурупа для настила общая длина составляет 5,5 см или 55 мм, а ширина резьбы – 4,8 мм (ваш размер отверстия для зазора).
Нет измерения для размера пилотного отверстия. Честно говоря, у этих конкретных шурупов для настила есть специальная передняя резьба, которая, по сути, просверливает пилотное отверстие, когда вы вбиваете их прямо. Но для обычных шурупов по дереву вам понадобится пилотное отверстие для достижения наилучших результатов (я бы хотел взял теперь другую коробку, да).
Измерения с обратной стороны упаковки
То, что написано на обратной стороне коробки для метрических шурупов по дереву…
Диаметр резьбы метрических шурупов по дереву и зазоры отверстий
Измерение внешнего диаметра резьбы шурупа по дереву… ( это размер отверстия с зазором).
Предположим, что у вас обычный метрический шуруп по дереву , и вы что-то делаете на верстаке, тогда в большинстве случаев вам понадобится отверстие с зазором в первом бруске, чтобы эти две части плотно тянулись вверх. Как вы можете видеть на изображении выше, диаметр наружной резьбы этого винта составляет 4,88 мм. Теперь вы можете просверлить отверстие с зазором точно такого диаметра (если вы найдете сверло такого размера!), Но это нормально, если вы пройдете немного ниже или больше этого диаметра, и у вас вряд ли возникнут проблемы.Так что от 4 до 5 мм было бы идеально.
Метрический диаметр хвостовика шурупа по дереву и направляющие отверстия
Измерение диаметра стержня … (пилотные отверстия, для этого винта я бы выбрал от 2,5 мм до 3 мм)
Опять же, предположим, что у вас обычный метрический шуруп по дереву и вы соединяете два куска дерева вместе, тогда в большинстве случаев вам понадобится пилотное отверстие. Это предотвратит поломку резьбовой части винта вторую часть вашей заготовки после того, как вы ее затянете. Как вы можете видеть на изображении выше, диаметр стержня этого винта равен 3.Ширина 51 мм. Теперь вы можете просверлить пилотное отверстие именно такого диаметра. Но, честно говоря, вы получите более тугую и лучшую посадку, если немного подойдете к ней. Отверстие от 2,5 до 3 мм было бы идеальным, в зависимости от твердости вашей заготовки. Обычно чем тверже обрабатываемая деталь, тем ближе к 3,50 мм должно быть пилотное отверстие.
Узнайте больше о шурупах здесь… шурупы по дереву объяснены и здесь… закрепление снятой резьбы шурупов по дереву…
Хорошо, я надеюсь, что это поможет вам понять немного больше, когда вы посмотрите на метрический шуруп по дереву!
Дайте мне знать, если вы застрянете,
Оставайтесь здоровыми
Ян
p.с. Ой, а почему он лучше имперского? Ну, потому что вы можете физически измерить вещи. Например. размер винта 4,8 мм составляет 4,8 мм, тогда как для британской системы манометров требуется знание размеров калибра на основе опыта или необходимость свериться с таблицей.
пилот, зазор, метрический, дюбели-
Калибр винта, метрический, размер, зазоры, пилотные отверстия и заглушки
Какой из них выбрать?
Я объяснил эти данные винта в простой для понимания таблице, потому что я считаю, что рекомендации производителей часто являются расплывчатыми и общими, я имею в виду; почему бы не быть конкретным? Я понимаю, что существует «диапазон», но почему бы не дать нам «идеальное» измерение, потому что в большинстве случаев у нас есть выбор?
В приведенной ниже таблице показаны :
- Метрические эквиваленты в дюймах.
- Какой размер пилотное отверстие для сверления в деревянных основаниях для лучшего захвата шурупов.
- Какой размер отверстие с зазором для просверливания закрепляемой древесины.
- Какой размер пластиковый дюбель использовать с каждым размером или калибром шурупов.
Ладно, давай прыгнем прямо…. (вы можете бесплатно скачать эту таблицу в формате PDF внизу)
Калибр | Метрический эквивалент | Контрольное отверстие | Просветное отверстие | Размер заглушки |
| 3 | 2,5 мм | 1,0 мм | 1,0 мм | 5 мм отверстие)|
| 4 | 3,0 мм | 1,5 мм | 3,5 мм | Желтый (отверстие 5 мм) |
| .5 мм | 2,0 мм | 4,0 мм | Красный (отверстие 6 мм) | |
| 8 | 4,0 мм | 2,5 мм | 8 4,5 мм 900 Красный (отверстие 6 мм) или коричневый (отверстие 7 мм) | |
| 10 | 5,0 мм | 3,0 мм | 5,5 мм | Коричневый (отверстие 7 мм) |
| 12 | 5.5 мм | 3,5 мм | 6,0 мм | Коричневый (отверстие 7 мм) |
| 14 | 6,5 мм | 4,0 мм | 8 7,0 мм Синий (отверстие 10 мм) |
(щелкните, чтобы загрузить и распечатать таблицу с описанием винтов в виде PDF-файла для справки)
Более подробно пилотные отверстия и отверстия с зазором…
(Я получил несколько писем о это….. :-))
Если вы не уверены, что делают все эти дыры; вот краткое объяснение….
Насколько туго натянуто?Рекомендации по пилотному отверстию в таблице типичны для мягких пород древесины. Для твердых пород древесины может потребоваться пилотное отверстие немного большего размера. Если винт начинает затягиваться слишком сильно, рекомендуется откатиться и снова просверлить пилотное отверстие большего размера, чтобы не сломать винт (у вас будет очень плохой день, если вы открутите винт… ..).
Фактически, если любой винт начинает сильно затягивать , лучше остановиться и подумать еще раз, прежде чем сломать винт или разорвать материал.Винты должны быть тугими, но не сумасшедшими, «потеющими, чтобы их вкрутить»! Просто нажмите реверс и выньте его.
Затем вам нужно подумать о , следует ли использовать винт меньшего калибра или просверлить пилотное отверстие большего размера, если оно в дереве. В кладке у вас всегда есть возможность повторно просверлить отверстие на один размер больше (просверливать существующий дюбель) и использовать дюбель большего размера, например, от красного до коричневого.
Общие советы
Между прочим, калибр относится к толщине стержня или корпуса винта и относится только к винтам с британской системой мер.Метрические винты просто измеряются, а толщина указывается в миллиметрах. Эквивалентный размер метрического винта является приблизительным, но, поскольку мы идем в этом направлении, нам нужно изучить их и привыкнуть!
По совпадению , размер головки винта в дюймах также примерно соответствует калибру. Например, винт 8-го калибра имеет головку шириной 8 мм… .. удобно?
Какой глубины должна быть дюбель? Я много говорил об этом в другом посте, вот ссылка: Как правильно использовать розетки
Прощальное замечание о розетках: Имейте в виду, что не все соблюдают правила цвета, вилки одного ведущего бренда все серые например, и другие, ну; они могут быть любого цвета под солнцем (как показано на фото моей коробки выше).Другой пример – синие дюбели, они могут быть 8 мм или 10 мм, поймите! В случае сомнений всегда измеряйте заглушку на более толстом конце, чтобы убедиться, что она соответствует просверленному вами размеру отверстия.
Надеюсь, что это поможет вам разобраться в ваших винтовых дилеммах. Не стесняйтесь отправлять это всем, кого вы знаете, кому нужно объяснение их “винтов”, лол! И не забудьте сообщить мне, как у вас дела. Между прочим, если вы хотите помочь поддержать этот сайт, возьмите свои… винты и т. Д. С ebay… Да уж очень!
Спокойно
Ян
Универсальный парень, гуманист и сумасшедший писарь.
Немного переехал с одного конца планеты на другой, но теперь поселился недалеко от пляжа в Норвегии.
M3, M4, M5 и т. Д. | Форум сообщества Screwfix
Каков внешний диаметр.болтов М3, М4, М5 6 8 9 10 12?
3 мм 4 мм 5 мм да / нетКороче да. Но если вы просверливаете отверстие под метчик, это другое дело.
Есть замечательная книга, которую вы можете назвать «Диаграмма Зевса», в которой перечислены (среди миллиона и еще одного) отверстия различных размеров, которые вам нужно просверлить, в зависимости от того, будет ли отверстие нарезаться резьбой или зазором.Он не только дает все подходящие размеры для M (метрической) резьбы, которую продает Screwfix, но также предлагает образцы из прошлого, такие как резьба Unified, British Association и Whitworth. Наверное, они есть на Амазоне …
Нашел мою книгу Папы 1976 Zeus Precision (Метрическая редакция). Никакого упоминания о M3 M4 и т. Д. только I.S.O. метрическая крупная резьба. Предположим, что в выпуске 2003 года будет информация M3, m4, или мы говорим об одном и том же
Мы говорим об одном и том же, M3, M4 и M5 все (стандартно) метрические курсы.Вы также найдете (не написано в zeus (я думаю)) метрические штрафы, они не стандартные.
Надеюсь, это поможет
Инженер с 25-летним стажем (сейчас чиппи)
Метрическая? Что это? Моя книга «Зевс» (библия) датирована 1962 годом. Либо я редко пользуюсь ею, либо слишком тесен, чтобы покупать новую.
Зависит от того, какой сегодня день, понедельник – метрический, вторник – британский.. и так далее, грустно, я знаю. но держит ваш ум занятым
Заявленный размер резьбы M3, M4 и т. Д. Является наибольшим диаметром. Я инженер (37 лет). Размер просверленного отверстия под метчик всегда на 10% меньше.
Таким образом, для резьбы M6 отверстие будет 5,4 мм и т.