Маркировка сварочных трансформаторов » Строительство от А, до Я | Енакиево
Первое, что бросается в глаза, это название сварочного трансформатора. Например, трансформатор сварочный ТДМ-401, в названии которого зашифрованы базовые характеристики. Это сделано для того, чтобы без техпаспорта можно было определить, что за аппарат, как он устроен и какова его номинальная сила тока. Сегодня в единой системе обозначения и классификации источников питания для сварки заложены следующие правила: Тип источника питания: Т – это трансформатор, где Г – это генератор, маркировка А – агрегат, маркировка В – выпрямитель и маркировка У – специализированный источник–установка;
По видам сварки: где Д – это дуговая, сварка П – это плазменная; Ну и способы сварки: где Г –возможность осуществления сварки в защитных газах, маркировка Ф – под флюсом, маркировка У – универсальная сварка. Если всего две буквы, значит, сварка проводится покрытыми электродами;
Вид внешней характеристики сварки: Ж – жесткая и П сварка – падающая; количество постов сварки: М – многопостовой, без обозначения говорит об одном посте; Маркировка сварочных трансформаторов
Важно! Иногда буква «М» обозначает механический способ регулировки силы тока. Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
номинальная сила тока обозначается одной или двумя цифрами, округленными до десятков или сотен Ампер. последние одна цифра маркировки или две, обозначают регистрационный номер в разработке; после цифр идет буквенное обозначение допустимого климатического использования: ХЛ – холодный климат, У – умеренный, Т – тропический; завершающая цифра обозначает допустимое размещение: 1 – возможность работы на открытом воздухе, 2 – работа аппаратом под навесом, 3 – возможность работы в неотапливаемом помещении и 4_ре – отапливаемом помещении. Например, трансформатор сварочный ТДМ-401 говорит нам о том, что это трансформатор дуговой сварки с механическим регулированием и одним постом сварки, с номинальной силой тока в 400 А. Более старые модели, такие как сварочный трансформатор ТС или СТШ несут на себе более старую маркировку. Так «Ш» означает регулировку при помощи шунтов, а «С» – обозначает, что аппарат предназначается для сварки.
Расшифровка системы IP для сварочных трансформаторов 1-й индекс;
Расшифровка системы IP для сварочных трансформаторов 2-й индекс;
Расшифровка системы IP для сварочных трансформаторов 3-й индекс;
Также в техническом паспорте сварочного трансформатора указывается класс защиты по международной системе IP. В приведенных ниже таблицах приведены подробные расшифровки.
Пределы регулирования сварочного тока, A (min-max)
Пожалуй, эта характеристика является основной для любого сварочного трансформатора. Регулировка силы сварочного тока указывает сразу на два важных момента. Во-первых, на то, что регулировка вообще возможна, а это значит, что можно использовать электроды различного диаметра. Во-вторых, можно увидеть максимально возможную силу тока, которая позволит использовать электроды большого диаметра, что в свою очередь влияет на производительность труда. Это особенно важно для тех, кто выбирает сварочный трансформатор для цеха или мастерской, где требуются высокие показатели силы сварочного тока, более 200 А.![]() Для бытового использования будет достаточно и меньшей силы сварочного тока.
Для бытового использования будет достаточно и меньшей силы сварочного тока.
Диаметр электрода для сварки.
Одной из второстепенных, но весьма важных характеристик, является применяемый диаметр электрода. В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.
Необходимо отметить такой важный момент как то, что следует использовать электроды несколько меньшего диаметра, несмотря на приведенные показатели. Как показывает практика, подобранный по максимуму электрод под свою силу тока, будет недостаточно качественно проваривать шов.
Маркировка трансформеров видео.
Сварочный трансформатор:виды,характеристики,выбор и эксплуатация
Одним из основных рабочих агрегатов для сварки является сварочный трансформатор. Это устройство помогает в преобразовании напряжения, которое имеется в сети, в такое, которое требуется для сварочного процесса, а также холостого хода аппарата. Как правило, в сети подается 220 В, тогда как для холостого хода необходимо всего 50-60 В.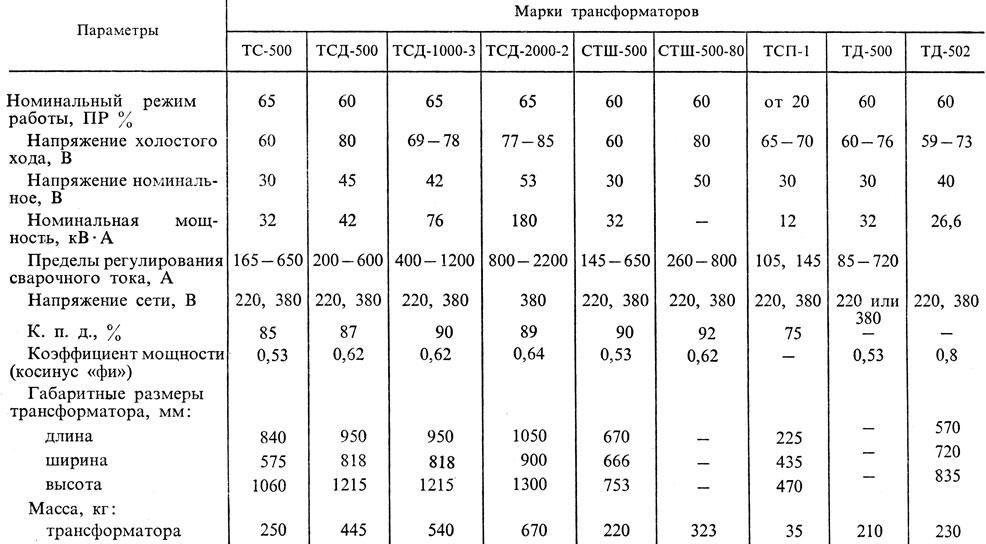 Трансформаторы сварочные бытовые работают на понижение. Напряжение подается на первичную обмотку устройства, с которой он переходит на вторичную. Расстояние между обмотками может меняться, что способствует повышению значения напряжения, или его понижению. Таким образом, регулируя отдаление одной обмотки от другой, можно регулировать значение параметров.
Трансформаторы сварочные бытовые работают на понижение. Напряжение подается на первичную обмотку устройства, с которой он переходит на вторичную. Расстояние между обмотками может меняться, что способствует повышению значения напряжения, или его понижению. Таким образом, регулируя отдаление одной обмотки от другой, можно регулировать значение параметров.
Сварочный трансформатор Пратика
Каждый сварочный трансформатор, который используется в промышленности или в бытовых условиях, обладает собственными параметрами, которые зависят от материала сердечника, его размеров и прочих вещей. Сварочные трансформаторы переменного тока могут иметь в своем составе еще и выпрямители, которые преобразуют переменный ток в постоянный. В некоторых случаях можно даже сделать сварочный трансформатор своими руками, что получается при правильном следовании всем параметрам. Все должно соответствовать ГОСТ 7012-77, ГОСТ 95-77 или ГОСТ 16110-82, если речь идет о силовых устройствах.
Отличия сварочных трансформаторов современных моделей являются очень большими, так как за последнее время было выпущено большое разнообразие, которое имеет как узкую специализацию, так и широкую универсальную. В особенности это касается компактных маленьких моделей, к которым относятся трансформаторы сварочные бытовые. С их помощью зачастую производится сварка тонкого металла электродом, так как они не могут работать с толстым расходным материалом.
В особенности это касается компактных маленьких моделей, к которым относятся трансформаторы сварочные бытовые. С их помощью зачастую производится сварка тонкого металла электродом, так как они не могут работать с толстым расходным материалом.
Преимущества
- Преимуществами данного аппарата являются такие факторы:
- Возможность плавной регулировки параметров в пределах допустимого диапазона;
- Достаточно простой принцип действия, который обеспечивает легкость в эксплуатации, а также в ремонте и уходе;
- Возможность работать как с двухфазными, так и с трехфазными сетями;
- Применение, как в промышленной, так и в бытовой сфере;
- Многие модели имеют колеса для удобного перемещения, если не обладают компактными размерами;
- Продуманная система вентиляции для работы в помещении.
Недостатки
При этом техника обладает рядом негативных моментов, которые могут помешать работе:
- Механические детали могут выходить из строя;
- При некоторых вариантах ремонта приходится менять обмотку трансформатора, что является достаточно длительным процессом;
- Для подключения требуются специальные мощные кабели;
- Чтобы подключить сварочный трансформатор, требуется специалист;
- Любые неполадки могут привести к тому, что рабочий процесс полностью останавливается;
- При поломках имеется риск поражения током, если неаккуратно обращаться с техникой.


Полная классификация всех типов трансформаторов
Каждый сварочный трансформатор имеет ряд определенных характеристик, которые позволяют создать систему классификации для данного оборудования, исходя из всех различий. Сразу стоит выделить сварочный трансформатор с нормальным рассеиванием магнитного поля. В данном случае имеется всего одна разновидность тиристорных моделей, которые работают только при сварке под флюсом.
Более разнообразными являются модели, которые имеют увеличенное рассеивание магнитного поля. Здесь модно выделить несколько подтипов куда входит:
- Сварочный трансформатор с подвижными обмотками;
- С подвижным шунтом;
- С обмоткой разбитой на отдельные секции, которые обладают ярмовым рассеиванием;
- С подвижным подмагниченным шунтом.
Сварочный трансформатор
Последняя разновидность относится к сварке под флюсом, а три предыдущие могут применяться как обыкновенная ручная дуговая сварка. Но это не единственные параметры классификации. Можно также выделить такие моменты как:
Можно также выделить такие моменты как:
- Количество одновременно обслуживаемых мест, так как встречается техника для одного мастера, а также та, которая может обслуживать одновременно несколько рабочих мест;
- По количеству фаз подключения, что может составлять от одной до трех фаз;
- По особенностям конструкции, так как бывают такие, у которых регулятор для сварочного трансформатора по напряжению работает при помощи переключения количества витков, при помощи рассеивания напряжения, а также при помощи дросселя насыщения.
Сварочный трансформатор Futura
Технические характеристику популярных моделей
Марки сварочных трансформаторов могут иметь различные значения параметров, в зависимости от тех целей, для которых их создали. Здесь приведены самые распространенные бренды, которые можно встретить на рынке:
| Бренд | ПАТОН | |
| Входное напряжение, В | 220/380 В | |
| Плавкая вставка | Отсутствует | |
| Мощность, кВт | 16,3 | |
| Используемое напряжение при холостом ходе | 65 В | |
| Ток регулируется в пределах | 70-260 А | |
| Диаметр присадочного материала, мм | 2-5 | |
| Продолжительность включения | 20% | |
| Габариты, мм | 424-275-425 | |
| Масса, кг | 49 кг | |
| Страна производитель | Украина | |
| Бренд | Kaiser | |
| Входное напряжение, В | 220-380 | |
| Плавкая вставка | отсутствует | |
| Мощность, кВт | 3,5 | |
| Используемое напряжение при холостом ходе | 48 В | |
| Ток регулируется в пределах | 60-200 A | |
| Диаметр присадочного материала, мм | 2-4 | |
| Масса, кг | 23 | |
| Класс электрозащиты | IP21 | |
| Страна производитель | Германия | |
| Бренд | Intertool |
| Входное напряжение, В | 220-380 В |
| Плавкая вставка | Отсутствует |
| Мощность, кВт | 6,5 |
| Ток регулируется в пределах | 55-160 А |
| Диаметр присадочного материала, мм | 2-3. |
| Масса, кг | 17,5 кг |
| Страна производитель | Китай |
Выбор сварочного трансформатора
«Обратите внимание! Самые важные особенности аппарата не имеют отношения к его размерам или массе.»
Средний вес трансформаторов составляет 30 кг. Это может быть серьезной проблемой для размещения в бытовых условиях, поэтому, данный параметр больше зависит от удобства, чем от производительности, и в то же время может сделать недоступным применение той или иной модели в определенных местах. При этом мощность техники не зависит от размеров, так как сварочный трансформатор с тороидальным сердечником предоставляет куда более высокие результаты, чем другие, но при меньших размерах. Для выполнения большинства процедур сварки достаточно такого оборудования, которое бы смогло работать с электродами толщиной в 4 мм. Многие компактные бытовые модели имеют ограничения в 3 мм, что отображается на их стоимости, но это не всегда удобно для работы.
Успешность зажигания дуги зависит от того, какое напряжение потребляет сварочный трансформатор на холостом ходу. Зачастую оно составляет 50 В, чего вполне достаточно для стандартных операций, но некоторые модели могут иметь автоматический розжиг дуги. Следует обратить внимание на систему охлаждения аппарата, которая должно проводиться не только принудительным, но и естественным путем. Также желательно наличие автоматической системы отключения, когда сварочный трансформатор начинает работать в перегруженном состоянии. Сглаживающие конденсаторы должны иметь большую
емкость, а дроссель должен быть достаточно мощным. Не лишним будет наличие искрогасителя, который сможет заблокировать появление искры, когда техника будет в состоянии покоя, так как устройство удалит остаточное напряжение.
Особенности эксплуатации и подключения
Правильное подключение обеспечить нормальную работоспособность техники, так как если возникают какие-то проблемы, то зачастую они проявляют себя в местах подключения. Основной проблемой являются клеммы, так как на них в большинстве случаев происходит перегревание проводов и замыкание, поэтому, следует плотно соединить все детали, чтобы обеспечить бесперебойную работу. Многофазные силовые установки нужно подключать в строгом соответствии с инструкцией, так как их замыкание может привести к серьезным поломкам. Также требуется подобрать подходяще место, где может размещаться трансформатор для сварочного аппарата, которое бы хорошо проветривалось и не имело повышенную влажность.
Основной проблемой являются клеммы, так как на них в большинстве случаев происходит перегревание проводов и замыкание, поэтому, следует плотно соединить все детали, чтобы обеспечить бесперебойную работу. Многофазные силовые установки нужно подключать в строгом соответствии с инструкцией, так как их замыкание может привести к серьезным поломкам. Также требуется подобрать подходяще место, где может размещаться трансформатор для сварочного аппарата, которое бы хорошо проветривалось и не имело повышенную влажность.
Во время эксплуатации не стоит превышать время беспрерывной работы, которое допустимо для конкретной модели. Это может привести к тому, что сварочный трансформатор начнет самопроизвольно отключаться. В среднем, время холостого хода должно превышать в 4 раза время непосредственной сварки. При залипании электрода следует по возможности оторвать его от поверхности материала, а если не получается, то как можно быстрее отключить трансформатор.
Меры и техника безопасности
Если нет специальных знаний, то не стоит подключать трехфазные сварочные трансформаторы самостоятельно. Это может быть опасно как для жизни человека, так и для работоспособности агрегата. Применение сварочного трансформатора должно соответствовать правилам его технической эксплуатации. Не стоит включать оборудования в условиях повышенной влажности. Во время работы не нужно применять электроды с влажной или обсыпавшейся обмазкой, так как это может привести к залипанию, и как следствие, к короткому замыканию оборудования. При повышенной температуре нужно соблюдать щадящие режимы или обеспечивать дополнительную вентиляцию. Если замечено слишком сильное гудение, перегрев, невозможность зажечь дугу или прочие проблемы, то стоит прекратить работу и отключить оборудование от сети. Здесь может потребоваться ремонт и обслуживание сварочных трансформаторов, так как дальнейшая эксплуатация только усугубит проблему.
Это может быть опасно как для жизни человека, так и для работоспособности агрегата. Применение сварочного трансформатора должно соответствовать правилам его технической эксплуатации. Не стоит включать оборудования в условиях повышенной влажности. Во время работы не нужно применять электроды с влажной или обсыпавшейся обмазкой, так как это может привести к залипанию, и как следствие, к короткому замыканию оборудования. При повышенной температуре нужно соблюдать щадящие режимы или обеспечивать дополнительную вентиляцию. Если замечено слишком сильное гудение, перегрев, невозможность зажечь дугу или прочие проблемы, то стоит прекратить работу и отключить оборудование от сети. Здесь может потребоваться ремонт и обслуживание сварочных трансформаторов, так как дальнейшая эксплуатация только усугубит проблему.
Популярные модели и производители
- Intertool;
- Kaiser;
- Патон;
- Дніпро-М;
- Telwin;
- Forte;
- Werk;
- Кентавр.
 youtube.com/embed/ilMxrdHJ3vA” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/ilMxrdHJ3vA” frameborder=”0″ allowfullscreen=”allowfullscreen”> RoMan Трансформаторы и источники питания
Трансформаторы переменного, постоянного и многофазного постоянного тока с водяным охлаждением и источники питания В НАЛИЧИИ и уже доступны от Weld Systems Integrators
(844) WSI-WELD
+1 (2516) 47 -5629
Трансформаторы и блоки питания RoMan можно приобрести у Weld Systems Integrators. Компания WSI является дистрибьютором трансформаторов и источников питания для контактной сварки сопротивлением переменного, постоянного и постоянного тока RoMan с водяным охлаждением. Ведем учет новых, бывших в употреблении и перемотанных трансформаторов для контактной сварки В НАЛИЧИИ в нашем магазине Warrensville Heights для быстрой отгрузки и доставки.
РЕВЕРСИВНЫЙ ИСТОЧНИК ПИТАНИЯ MFDC
Реверсивный источник питания MFDC с водяным охлаждением имеет малый вес и может использоваться при роботизированной сварке алюминия в различных областях промышленности.
- КВА: 225
- Первичное напряжение: 650
- Частота: 1000 Гц
- Допустимый ток: до 32 кА
- Полностью герметизирован для обеспечения длительного срока службы
БЫСТРОЕ ВРЕМЯ НАГРУЗКИ ИСТОЧНИК ПИТАНИЯ MFDC
Обеспечивает альтернативу традиционной сварке емкостным разрядом (CDW). Характеристики источника питания FRT-MFDC:
- 650 В, 1000 Гц
- 225 кВА при рабочем цикле 50 % герметизирован для обеспечения длительного срока службы
- С водяным охлаждением, 15 л/мин. (4 гал/мин) минимум при 30°C
- Вес: 50 кг (110 фунтов)
MFDC/ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки.
- КВА. life
- Дополнительные принадлежности: Вторичная приемная катушка
ТРАНСФОРМАТОРЫ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
Идеально подходят для многоточечной сварки.
- Диапазон кВА: 25–200 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 400 В, 50 Гц | 480 Вольт, 60 Гц | 575 В, 60 Гц
- Полная герметизация для обеспечения длительного срока службы
- Дополнительные принадлежности: комплект вторичных параллельных шин, комплект вторичных последовательных шин, заземляющие дроссели, доступные дистанционно устанавливаемые распределительные устройства / переключатели ответвлений, термовыключатели защиты от перегрева
ТРАНСФОРМАТОРЫ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ TRANSGUN
Компактные и легкие, что делает их идеальными для роботизированной и точечной сварки.
- Диапазон кВА: от 35 кВА до 136 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 240 В, 60 Гц | 480 Вольт, 60 Гц | 575 В, 60 Гц
- Плоские вторичные прокладки
- Термовыключатели защиты от перегрева
- Полностью герметизированы для обеспечения длительного срока службы
- Дополнительные аксессуары: Специальные вторичные прокладки, Вторичные шунтирующие адаптеры, Вторичная измерительная катушка
ПОРТАТИВНЫЙ ПИСТОЛЕТ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ ТРАНСФОРМАТОР
Идеален для портативных сварочных аппаратов, удаленных роботов или ручных сварочных пистолетов.![]()
- Диапазон кВА: от 50 кВА до 200 кВА (при рабочем цикле 50 %)
- Первичное напряжение: 480 В, 60 Гц | 575 В, 60 Гц
- Вторичные соединения для подключения сварочных кабелей с низким реактивным сопротивлением (без пускового тока)
- Установленные параллельные стержни – включены дополнительные серийные стержни
- Встроенные подвесы для монтажа над головой
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные принадлежности: двойные кабели без ножевого контакта, термовыключатели защиты от перегрева, заземляющий дроссель .
- КВА Диапазон: от 20 кВА до 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры подкладок и расстояние между отверстиями RWMA
- Первичное напряжение: 480 В, 60 Гц (7 – 1/4″ x 9– 1/4″ и 7 – 3/4″ x 10 – только 1/4″) | 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары: Имеющиеся дистанционно устанавливаемые распределительные устройства / переключатели ответвлений, термовыключатели защиты от перегрева
ТРАНСФОРМАТОРЫ ПОСТОЯННОГО ТОКА / НИЗКОЧАСТОТНЫЕ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ
Идеально подходят для больших токов, длительных Применение с рабочим циклом — большой кольцевой выступ, стыковая сварка оплавлением и сварка обода.
