Классификация цепей для бензопил STIHL

Заточка одной простой цепи в РемСити составляет 120р. (вне зависимости от длинны).
Заточка одной цепи с победитовыми наконечниками в РемСити составляет 300р. (вне зависимости от длинны).
.
Заточка производится на заточных станках STIHL. Время заточки ориентировочно 15-20 мин.
У нас в наличии всегда есть цепи и шины марки STIHL.
.
Пильные цепи Stihl – эталон надежности, износостойкости, долговечности и качества. Пильные цепи Stihl обладают отличными направляющими свойствами и высокой производительностью пиления. Все пильные цепи Stihl изготавливаются со “швейцарской точностью” на заводе STIHL в городе Виле (Швейцария).
Все ведущие звенья цепи имеют специальные мелкие смазочные каналы, в которые поступает адгезионное масло, которое затем передается на шарниры цепи и равномерно распределяется по поверхности скольжения направляющей шины.
Все режущие зубья STIHL изготавливаются из специальной стали. Режущие грани зубьев для дополнительной износостойкости обрабатываются методом электролитического хромирования. Благодаря этому увеличиваются интервалы заточки режущих зубьев. За счет индукционной закалки повышается износостойкость всей опрной поверхности пильной цепи. Увеличивается срок службы напрвляющей шины.
На режущих зубьях почти всех пильных цепей STIHL предусмотрена маркировка, по которой определяется степень износа. Она помогает также ориентироваться при заточке и соблюдать угол заточки.
Соединительные заклепки пильных цепей STIHL обработаны методом закалки с индукционным нагревом, которая приводит к изменению кристаллической решетки металла. Заклепки становятся более твердыми и прочными. Благодаря применению специального метода штамповки отверстия под шарниры STIHL имеют зеркально гладкую поверхность. За счет этого улучшается подвижность цепи и увеличивается срок службы.
Пильные цепи STIHL на конечном этапе производственного процесса проходят испытание на растяжение при постоянной нагрузке. Благодаря этой “растяжке” сводится к минимуму удлиннение при первом использовании, повышается прочность и износостойкость.
Пильные цепи Штиль (Stihl) изготавливаются и поставляются с различными длинами цепи, с различным шагом и предназначением для различных цепных пил.
Все пильные цепи Stihl имеют следующие обозначения:
Цепь 16″ 3/8″ 1,5мм Stihl RM (3990 000 0060) Цепь 16″ 3/8″ 1,5мм Stihl RSC (3622 000 0060) Цепь 3/8″ 1,5мм Stihl RSC (3622 000 0064) Цепь 30см 3/8″ 1,1мм Stihl PMMC3 (3610 000 0044) Цепь 32см 3/8″ 1,6мм Stihl RM (3991 000 0050 ) Цепь 35см 3/8″ 1,3мм Stihl PMС3 (3636 000 0050) Цепь 35см(14″) 3/8″ 1,3мм Stihl PMС3 (3636 000 0052) Цепь 37см .325″ 1,6мм Stihl RMС (3629 000 0062) Цепь 37см .325″ 1,6мм Stihl RMС-3 (3634 000 0062 з/к) Цепь 37см .325″ 1,6мм Stihl RMС-3 (3634 000 0062) Цепь 37см .325″ 1,6мм Stihl RSС (3639 000 0062) Цепь 37см 3/8″ 1,6мм Stihl RM (3991 000 0056) Цепь 37см 3/8″ 1,6мм Stihl RSC (3621 000 0056) Цепь 40см 3/8″ 1,3мм Stihl РМС3 (3636 000 0056) Цепь 40см 3/8″ 1,6мм Stihl RSC (3621 000 0060) Цепь 45см 3/8″ 1,6мм Stihl RSС (3621 000 0066) Цепь 45см 3/8″ 1,6мм Stihl RD (3943 000 0066) Цепь 63см 3/8″ 1,6мм Stihl RSC (3621 000 0084)
ЦЕПИ, ПОСТАВЛЯЕМЫЕ В БУХТАХ:
Цепь Stihl Oilomatic .325 1,6мм 26 RMС 3 (бухта 30,4м)(36340001840) Цепь Stihl Oilomatic .404 1,6 мм 46 RS (бухта 30,4м)(39460001480) Цепь Stihl Oilomatic 1/4″ 1,3мм 13RMS (бухта 30,4м)(36610002400) Цепь Stihl Oilomatic 3/8″ 1,6мм 36 RD (бухта 7,5м)(39430000410) Цепь Stihl Oilomatic 3/8″ 1,6мм 36 RMC (бухта 30,4м)(36520001640) Цепь Stihl Oilomatic 3/8″ 1,6мм 36 RSC (бухта 30,4м)(36210001640)
Большие буквы перед скобками указывают на назначение пильной цепи.
PMMC3 (Picco Micro Mini Comfort 3)
Первая пильная цепь Stihl для непрофессионального использования с низким уровнем вибрации. Надежная, выдерживающая высокие нагрузки пильная цепь с низкой отдачей и особенно высокой производительностью пиления благодаря очень узким пропилам. Изготавливается с шагом 3/8″P^. ^ – для узкой режущей гарнитуры. Толщина ведущего звена 1,1мм.
PMC3 (Picco Micro Comfort 3)
Универсальная пильная цепь для применения на легких бензопилах. Имея минимальную отдачу, она обладает высокой производительностью пиления. Изготавливается с шагом 3/8″P. Толщина ведущего звена 1,3мм.
PD3 (Picco Duro)
Первая в мире низкопрофильная пильная цепь с твердосплавными звеньями. Эта цепь без переточки в четыре раза дольше остается острой, чем стандартные пильные цепи, и имеет значительно более долгий срок службы. В особенности при экстремальных нагрузках. Кроме того, Picco Duro характеризуется низким уровнем вибрации и слабой отдачей. Изготавливается с шагом 3/8″P и в настоящее время на просторы Республики Беларусь не поставляется. Толщина ведущего звена 1,3мм.
RMS (Carving Rapid Micro Spezial)
Пильная цепь комфорт-класса с низкой вибрацией и очень хорошей производительностью пиления. Благодаря укороченной режущей грани зуба больше не требуется надавливание при прорезке. Достигает ощутимо более высокой скорости при прорезке, чем обычные цепи 1/4″. Специальная пильная цепь для фигурного выпиливания и ухода за деревьями. Изготавливается с шагом 1/4″ и в настоящее время на просторы Республики Беларусь не поставляется. Толщина ведущего звена 1,3мм.
RM (Rapid Micro)
Идеальная универсальная цепь для сельского, лесного и строительного хозяйства с превосходным ходом и высокой производительностью пиления. Изготавливается с шагом 0.404″. Толщина ведущего звена 1,6мм.
RMC (Rapid Micro Comfort)
Пильная цепь комфорт-класса с низкой вибрацией, мягким резом. Способствует снижению шумовой нагрузки. Изготавливается с шагом 0.325″ и 3/8″. Толщина ведущего звена 1,6мм.
RMC3 (Rapid Micro Comfort 3)
Высокопроизводительная пильная цепь с модифицированным ведущим звеном особой конфигурации. С низкой отдачей, но при этом обеспечивает исключительно высокую производительность пиления и прорезания. Изготавливается с шагом 0.325″. Толщина ведущего звена 1,6мм.
RS (Rapid Super)
Высокопроизводительная пильная цепь для профессионального применения. Изготавливается с шагом 0.404″. Толщина ведущего звена 1,6мм. Поставляется на рынок РБ только в бухтах по 30,4м для самостоятельной клепки.
RSC (Rapid Super Comfort)
Высокопроизводительная пильная цепь с низкой вибрацией, мягким резом и малым шумом, а также крайне высокой производительностью пиления и прорезания. Изготавливается с шагом 0.325″ и 3/8″. Толщина ведущего звена 1,6мм.
RSC3 (Rapid Super Comfort 3)
Высокопроизводительная пильная цепь с модифицированным ведущим звеном особой конфигурации. С низкой отдачей, но при этом обеспечивает исключительно высокую производительность пиления и прорезания. Изготавливается с шагом 3/8″ и в настоящее время на рынок Республики Беларусь не поставляется. Толщина ведущего звена 1,6мм.
RD (Rapid Duro)
Твердосплавная пильная цепь, которая долго остается острой при частом применении и предельно высокой нагрузке (например, загрязненная промерзшая древесина). Изготавливается с шагом 3/8″. Толщина ведущего звена 1,6мм.
RDR (Rapid Duro R)
Специальная пильная цепь для экстремальных условий эксплуатации (например, доски с гвоздями, композитный материал и бронированное стекло). Режущие зубья цепи усилены по всей поверхности покрытием из твердосплавных пластин с повышенной ударной вязкостью. Изготавливается с шагом 3/8″ и в настоящее время на рынок РБ не поставляется. Толщина ведущего звена 1,6мм.
Например, маркировка пильной цепи на упаковке может быть следующая: 63РМ50.
Это означает, что 6 – шаг цепи 6 =3/8”P; 3 – паз цепи 3 = 1,3мм; PM – тип режущего зуба PM – Picco Micro; 50 – количество ведущих звеньев (в зависимости от длины шины).
Как подобрать пильную цепь для Вашей бенопилы? Ответ прост – воспользуйтесь таблицей приведенной ниже:
| Пильные цепи Oilomatic | Заготовка дров/ уход за садовым участком | Сельское хозяйство и садоводство | Лесное хозяйство | Уход за деревьями | Резьба | Спасательные работы | Электропилы | Высоторезы | Шаг (в дюймах) |
| PMMC3 | ++ | – | – | ++ | o | – | ++ | ++ | 3/8″P |
| PMC3 | ++ | – | – | ++ | o | – | ++ | – | 3/8″P |
| PD3 | ++ | ++ | o | + | – | – | ++ | – | 3/8″P |
| RMS | – | +* | – | +* | ++* | – | + | – | 1/4″ |
| RM | – | – | + | – | – | – | – | – | 0.404″ |
| RMC | – | ++ | ++ | – | – | – | – | – | 0.325″, 1/4″ и 3/8″ |
| RMC3 | o | ++ | ++ | – | – | – | – | – | 0.325″ и 3/8″ |
| RS | – | – | ++ | – | – | – | – | – | 0.404″ |
| RSC | o | + | ++ | – | – | – | – | – | 0.325″ и 3/8″ |
| RSC3 | – | ++ | ++ | – | – | – | ++ | – | 3/8″ |
| RD | – | + | + | – | – | – | + | – | 3/8″ |
| RDR | – | – | – | – | – | ++ | – | – | 3/8″ |
o – подходит
– – подходит в меньшей степени
+ – рекомендуется
++ – настоятельно рекомендуется
* – для пил MS190T, 192T, 200T использование пильной цепи STIHL 1/4″ Rapid Micro Spezial (RMS) разрешается только в сочетании с направляющей шиной STIHL Carving
Если Ваша пильная цепи затупилась, то заточить ее элементарно просто. При помощи шаблона и напильников STIHL это может легко сделать любой вальщик в лесу или частный пользователь у себя дома или на даче. Самое главное – точить вовремя, не доводить цепь до того состояния, когда уже невозможно будет ее подправить, когда она уже, в свою очередь, выведет из строя всю пилу. Лучше посмотреть ВИДЕО (приведенное ниже), где доступным понятным языком объясняется, как самому заточить пильную цепь, как понять, что она уже затупилась и т.д. Но прежде всего рекомендуется строго соблюдать основные и главные требования инструкции при пользовании бензопилой:
- Правильно готовить соответствующую бензосмесь 1/50
- Использовать для смазки цепи, если нет масла “STIHL”, любое густое трансмиссионное масло, либо масло, указанное в инструкции
- Не крутить жиклер на карбюраторе, если возникли проблемы, а найти истинную причину
- Исключить провисание цепи
- Контролировать заточку цепи
- Не “играть” курком газа
По рекомендации завода профессиональный вальщик обязательно должен иметь две шины, одно цепное колесо и четыре цепи – это норма взаимоизноса пильной гарнитуры
Выполняя все рекомендации, можно успешно работать бензопилой, избегая поломок, она будет долговечной помощницей в Вашей работе.
.
Заточка одной простой цепи в РемСити составляет 120р. (вне зависимости от длинны).
Заточка одной цепи с победитовыми наконечниками в РемСити составляет 300р. (вне зависимости от длинны).
.
Заточка производится на заточных станках STIHL. Время заточки ориентировочно 15-20 мин.
У нас в наличии всегда есть цепи и шины марки STIHL.
remsity.ru
Пильные цепи: ликбез, технические параметры, уход и обслуживание, заточка
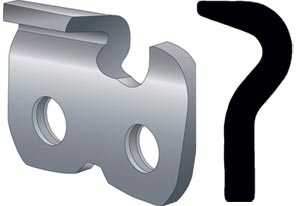
Первые бензопилы появились в начале ХХ века. Устанавливаемые на них цепи с зубьями прямыми и плоскими, как у современных ножовок, отличались малой эффективностью, быстро тупились и требовали очень трудоемкого обслуживания. Например, при заточке приходилось учитывать, что зубья делятся на подрезающие, режущие и скалывающие, имеют различные режущие углы и ориентацию по отношению к направлению движения (могут быть отклонены влево, вправо или расположены по центру). Нет сомнений, что попытки модернизации цепей предпринимались неоднократно, но лишь одна из них завершилась успехом. Разработанная Джозефом Коксом и реализованная в металле в 1947 году новая цепь для универсального пиления с контурным углом резания Г-образной формы благодаря повышенной производительности и упрощенной заточке очень быстро вытеснила свою предшественницу с рынка, и теперь практически все пильные цепи «щеголяют» характерным серпообразным профилем режущих звеньев.
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ПИЛЬНЫХ ЦЕПЕЙ
Подбирая цепь для мотопилы, обращают внимание на такие ее характеристики, как назначение, шаг, толщина ведущего звена, высота профиля и глубина резания.
Назначение. Известно, что распиловка древесины вдоль волокон более трудоемка, нежели поперек, и для достижения наилучшего результата желательно использовать цепи, соответствующие поставленной задаче.
Основное различие между цепями продольного и поперечного типа — углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов, у продольных углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их целям грозит либо заниженной производительностью (если поперечную распиловку проводят продольной цепью), либо повышенной «агрессивностью», сильной вибрацией и дополнительной нагрузкой на двигатель. Однако многие пользователи предпочитают не тратить время на замену цепи и продольные резы ведут той же цепью, что и поперечные, особенно если «качество» получаемого пропила не требует соответствия «высшему» уровню. Поэтому цепи для продольного пиления востребованы в меньшем количестве, да и производятся они в объеме, соразмерном спросу. Неудивительно, что купить такую цепь гораздо сложнее, чем поперечную. И вопрос их приобретения становится действительно актуальным, если предполагается использование особых станков вроде мини-пилорам.
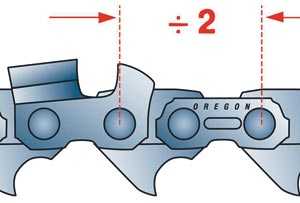 Шаг цепи — расстояние между тремя последовательно расположенными заклепками, деленное на два. Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.
Шаг цепи — расстояние между тремя последовательно расположенными заклепками, деленное на два. Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.
Шаг 1/4’’ (6,35 мм) присущ миниатюрным цепочкам, устанавливаемым на маломощные одноручные пилы. Правда, в России ими практически не пользуются.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Шаг традиционно измеряют в дюймах, а записывают так: три цифры — обычными, а две — десятичными дробями. Это необходимо во избежание путаницы. В частности, результат перевода 3/8’’ в десятичную дробь составляет 0,375’’ — разница с предыдущим стандартом (0,325’’) всего в одной цифре.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность. Но, с другой стороны, тем шире пропил, и для преодоления сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у них получается чище.
⇒ ЧИТАЙТЕ ТАКЖЕ
В этих трёх отдельных статьях рассмотрены три основных узла, ломающихся у бензопил чаще всего: ЦПГ (цилиндро-поршневая группа), карбюратор и пильный аппарат (шины и цепи).
Поршневая группа: смотрите по этой ссылке.
Карбюратор, воздушный фильтр, коленвал, сцепление и т.п.: смотрите по этой ссылке.
Пильные цепи и шины: смотрите по этой ссылке.
Толщина ведущего звена (хвостовика) — второй по значимости параметр. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Одним словом, толщина хвостовика и толщина паза должны строго соответствовать друг другу, повышая надежность посадки цепи и исключая вероятность ее «соскока». Международным сообществом производителей предусмотрено пять стандартных размеров, измеряемых в дюймах или миллиметрах (кому как удобнее): 1,1 мм (0,043’’), 1,3 мм (0,050’’), 1,5 мм (0,058’’), 1,6 мм (0,063’’) и 2,0 мм (0,080’’).
1,1 мм — столь тонкие ведущие звенья характерны для самых миниатюрных цепей и пил соответствующего размера.
1,3 мм — пожалуй, наиболее востребованный размер, свойственный бытовым и полупрофессиональным цепям.
1,5 мм — занимает второе место по востребованности. Ставится на более мощные и производительные пилы.
1,6 мм и 2,0 мм — такие толстые хвостовики встречаются лишь на цепях для высокопрофессиональных пил.
Высота профиля. Пильные цепи бывают высоко- или низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Первые используют в профессиональных целях для получения максимальной производительности. Вторые устанавливают на бензопилы любительского класса, так как благодаря увеличенной площади опоры у режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
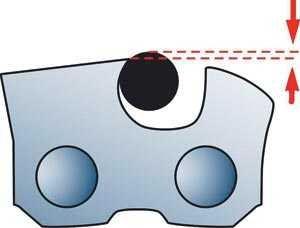
Глубина резания — величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025’’ (0,635 мм) и 0,030’’ (0,762 мм), реже — с зазорами до 0,070’’ (1,778 мм), но они предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяет производительность цепи, скорость ее пиления. Чем больше зазор — тем выше производительность. Но в погоне за эффективностью не стоит забывать о вибрации: цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому производители, стремясь уравновесить вибрацию и производительность, очень часто на цепи с большим шагом устанавливают резцы с минимальной глубиной резания, и наоборот.
Объем двигателя. Этот параметр характеризует пилу и, казалось бы, к самой цепи никакого отношения не имеет. Однако в каталогах и кратких аннотациях к цепям нередко приводятся объемы двигателей, на работу с которыми они рассчитаны. И эти рекомендации следует соблюдать. Цепь, установленная на чересчур мощный для нее двигатель, будет испытывать большие нагрузки и выйдет из строя раньше времени, так и не выработав свой моторесурс. Вариант ми нагрузками на мотор и другие важные узлы самой пилы.
СОСТАВНЫЕ ЧАСТИ ЦЕПИ
Любую пильную цепь составляют звенья трех типов: режущие, ведущие (хвостовики) и соединительные. Прочность соединения обеспечивают заклепки.
Режущее звено — пожалуй, наиболее сложная деталь пильной цепи, состоящая фактически из двух частей: ограничителя глубины пропила и режущего элемента с контурным углом резания Г-образной формы.
Верхняя режущая грань звена всегда шире самой цепи и шины, благодаря чему пропил получается достаточно свободным, а сопротивление резанию минимально. Работает зубец по принципу рубанка: чем дальше выдвинут нож (верхняя режущая кромка) над плоскостью рубанка (ограничитель резания) — тем толще стружка.
Рабочие характеристики режущего звена определяют многочисленные факторы, а именно: угол заточки верхней грани и ее рабочий, режущий угол, угол боковой грани (угол атаки) и высота ограничителя резания. При заточке значения всех этих параметров необходимо четко выдерживать, так как даже небольшое изменение может привести к негативным последствиям.
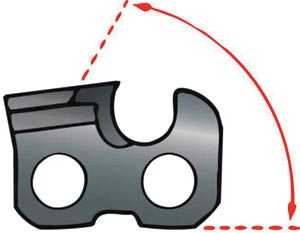
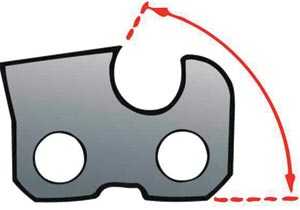
Режущие зубья бывают правосторонними и левосторонними, и на цепи их укрепляют поочередно. Но в целом резцы подразделяют на типы в зависимости от их профиля. При внимательном изучении «фигур», образуемых верхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку» с острым углом между кромками и закругленный «серп». Первый вариант называют чизель (от англ. chisel — резец, долото), второй — чиппер (от англ. to chip — рубить в щепу).
Чизельные зубцы отличаются высокими производительностью и скоростью пиления. За счет своей конфигурации они имеют меньшую площадь контакта с древесиной при работе, что уменьшает сопротивление резанию. Это профессиональный вариант, но он очень чувствителен к абразивной среде, быстро тупится при работе с «грязной» древесиной, а при заточке требует четкой выдержки всех углов и параметров.
Серпообразный профиль — чиппер — менее эффективен, так как площадь контакта с древесиной у него несколько больше, но и ухаживать за ним намного легче — скругленный угол не столь болезненно отзывается на незначительные погрешности при заточке. Подобные звенья хороши при работе с загрязненной древесиной.
Все остальные варианты профилей — различные модификации двух описанных выше.
Верхнюю и боковую грани режущего элемента обычно покрывают тонкой пленкой какого-либо твердого металла. Чаще всего это хром, но порой применяют никель-фосфорный сплав. Нанесенное гальваническим методом покрытие значительно улучшает антифрикционные свойства деталей, повышает износостойкость, твердость и, по сути, выполняет всю основную работу по перерубанию древесных волокон. Стальная же «сердцевина» служит подложкой или основой под покрытие.
Ведущие звенья (хвостовики) обеспечивают движение цепи, передавая вращение от двигателя через ведущую звездочку, а также стабильное положение цепи на пильной шине. При этом цепь передвигается по специальному пазу, предусмотренному в конструкции направляющей шины. «Побочной» обязанностью ведущего звена является распределение смазки от ведущей звездочки (куда ее подает масляный насос) по всей шине и цепи. Следует отметить, что количество хвостовиков играет основную роль в обозначении длины цепи для определенной длины пильной шины, что облегчает правильный выбор и соответствие типоразмеру.
Соединительные звенья, соответствуя своему названию, объединяют режущие и ведущие части в единое целое, именуемое пильной цепью.
РЕЖУЩЕЕ ЗВЕНО
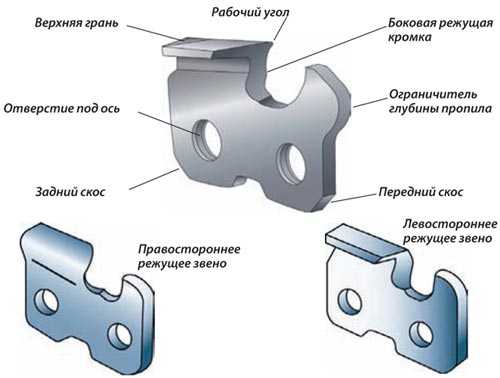
ПАРАМЕТРЫ РЕЖУЩЕГО ЗВЕНА

Глубина резания
Угол заточки верхней грани
Режущий угол
Угол боковой грани
ТИПЫ РЕЖУЩИХ ЗВЕНЬЕВ
Режущее звено чизельного типа
Режущее звено чипперного типа
ПОРЯДОК СЛЕДОВАНИЯ ЗВЕНЬЕВ
Стандартный
С полупропуском
С пропуском
ТЕХНОЛОГИЧЕСКИЕ УСОВЕРШЕНСТВОВАНИЯ
Разработанная Джозефом Коксом концепция режущего звена мало изменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но все предпринимаемые усовершенствования касались либо системы смазки, либо борьбы с вибрацией и обратной отдачей.
Система смазки. Смазка цепи и шины — очень важный фактор. Конструкция цепных пил включает насос, подающий масло из бака к режущей системе через специальные отверстия. А вот дальше его распределяет сама цепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее по всей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка — чтобы «хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки в хвостовиках высверливают специальные отверстия или фрезеруют каналы. В системе смазки нередко задействуют и соединительные звенья — в них делают дополнительные углубления для смазки.
Обильная смазка снижает трение и нагрев, тем самым не только увеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так что постоянный контроль над процессом смазки — в интересах каждого пользователя. Осуществляется он достаточно просто: при разгоне цепи микроскопические капли масла (если оно подается в достатке) образуют масляный след в виде полосы на любой светлой поверхности (например, на стволе дерева, который собираются пилить), если поднести к ней конец шины. Отсутствие следа — тревожный сигнал, указывающий на отсутствие смазки и требующий немедленного решения проблемы (проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И еще один момент: современные бензопилы допускают установку цепей и шин различной длины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, что масляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители в России предлагают специальные масла. Они изготовлены на растительной основе (например, рапса) с использованием полимерных добавок, самонейтрализующихся в течение двух часов при попадании на растения и почву. Помимо экологических преимуществ, смазывающие свойстваэтих масел на 30% выше, чем у автомобильных. Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом. Вибрация опасна тем, что в результате ее длительного воздействия (как это бывает, например, у профессиональных вальщиков) может развиться так называемый симптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют свою чувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияние высокочастотных колебаний сводится в основном к разработке специальных амортизирующих деталей. Причиной вибрации являются постоянные столкновения режущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой о древесину, он на какую-то долю секунды останавливается, будучи зажат между деревом и направляющей шиной. При этом часть энергии удара волной передается через цепь и ведущую звездочку на руки оператора. Еще часть также через цепь сообщается направляющей шине и, опять же, рукам оператора. Если снизить силу удара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила — благодаря ему цепь движется мягче, дерево более плавно соскальзывает с режущего зуба. Этой же цели служат и специальные амортизационные выступы на ведущих и соединительных звеньях.
Еще один эффективный способ — скошенная или завышенная пятка режущего звена. Такая конструкция позволяет пильной цепи слегка просесть в момент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и сила этого удара заметно снижена. В результате уменьшается не только вибрация, но и износ шины и цепи.
Эти конструктивные элементы призваны помогать и при обратном ударе — ситуации, возникающей, когда пользователь касается какой-либо твердой поверхности носком шины при движущейся цепи (если проводить аналогию с часовым циферблатом — сектором «от 12 до 3 часов»). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный ограничитель резания и амортизационные выступы минимизируют этот эффект.
ПОРЯДОК СЛЕДОВАНИЯ ЗВЕНЬЕВ
Пильные цепи классифицируют, ориентируясь на их габариты, конструктивные особенности и на порядок следования звеньев. Он может быть стандартным, с полупропуском или пропуском. В первом случае на каждый резец приходится два ведущих звена. Во втором — каждое третье режущее звено заменено соединительным. И, наконец, в третьем случае на месте каждого второго режущего звена установлено соединительное.
Приобрести готовую цепь с «нестандартным» чередованием звеньев практически невозможно — в магазинах они не встречаются. Другое дело, если цепь клепают самостоятельно. Искусственно завышенное расстояние между резцами уменьшает их количество, а следовательно, снижает себестоимость. Однако увеличение этой дистанции усиливает вибрацию, снижает производительность и скорость пиления.
УХОД И ОБСЛУЖИВАНИЕ ПИЛЬНЫХ ЦЕПЕЙ
Пильная гарнитура — то есть цепь, шина и ведущая звездочка — это расходный материал, и, естественно, при приобретении пользователя интересует вопрос: надолго ли этого материала хватит? Но здесь точного ответа не существует, так как «срок годности» вышеозначенных деталей во многом зависит от типа работ, которые будут выполнять с их помощью, от степени ухода за ними и т.п. Загрязненный распиловочный материал и неаккуратное обращение значительно снижают срок службы. К примеру, если во время работы коснуться кончиком шины земли, то заточка быстро «уходит» — песок (т.е. абразив) в сочетании с высокой скоростью движения очень быстро «сносят» ее. Гвоздь в старом бревне, разделываемом на дрова, порой способен погубить даже новую цепь без надежды на реанимацию. И нет нужды напоминать, что подобные моменты опасны не только для цепи и пилы, но и для самого оператора.
Если же все детали будут вовремя и качественно смазываться, зубцы — получать должную и аккуратную заточку, то одной шины хватит примерно на одну ведущую звездочку и три-четыре цепи. Причем цепи желательно использовать поочередно: сегодня — одну, завтра — другую и так по кругу. Тогда шина, звездочка и сами цепи будут изнашиваться равномерно. Если же использовать лишь одну цепь, оставив другие «про запас», то, когда до них дойдет очередь, они будут работать с «проскальзыванием», испытывая дополнительные динамические удары при движении, и выйдут из строя намного быстрее. А все потому, что ведущая звездочка износится под конфигурацию хвостовиков первой цепи.
Обкатка новой цепи — рекомендованная специалистами последовательность действий, обеспечивающая ей долгую «трудовую» жизнь. Первый шаг — замачивание цепи в масле в течение нескольких часов. Смысл мероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и трущиеся соединения. Второй шаг — установка цепи на шину и кратковременная «прогонка» на холостых оборотах. Остановив после этого двигатель, нужно проверить натяжение цепи и при необходимости подтянуть ее, предварительно остудив. И уже после этого, проведя несколько пропилов с минимальным нажимом на шину и перепроверив натяжку цепи, приступать непосредственно к работе.
Натяжка цепи — очень важный момент. Цепь, натянутая недостаточно, будет болтаться и может соскочить с шины или даже лопнуть. Перетяжка также ничего хорошего не сулит — это чрезмерный износ и повышенные нагрузки на двигатель. Кроме того, конструкция практически всех пил такова, что натяжка цепи укрепляет и шину — в «расслабленном» состоянии шина свободно ходит влевовправо. Для проверки достаточно в верхней части шины, примерно в середине или чуть ближе к кончику, взять цепь за зубец и потянуть вверх. При правильном натяжении примерно треть хвостовика остается в пазу шины. Если больше — цепь перетянута, меньше — недотянута. При этом сама цепь должна свободно перемещаться рукой.
Смазка. О необходимости тщательной смазки цепи мы уже упоминали. Но даже если цепь и пила оборудованы различными системами улучшения смазки, предварительное замачивание цепи в масле ей не повредит, а, наоборот, снизит вызванный трением износ и обеспечит более протяженный срок службы.
Заточка цепи требует соблюдения двух правил. Во-первых, следует контролировать остроту углов режущего звена, высоту ограничителя пропила и соответствие этих параметров изначально заданным на заводе. И, во-вторых, четко контролировать идентичность габаритов всех режущих звеньев одной цепи.
Чем же грозит несоблюдение этих принципов? Так, если на всех режущих элементах углы будут одинаковые, но неправильные, пользователь рискует получить либо заниженную производительность, либо усиленную вибрацию и нагрузку на двигатель. При различных углах заточки из-за неравномерной нагрузки на режущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Во всяком случае, преждевременный выход из строя ей будет обеспечен.
Вот потому-то все зубья цепи должны быть заточены равномерно и под одними и теми же изначально заданными углами, которые, кстати сказать, были установлены опытным путем. Тогда цепь прослужит максимально долго и эффективно. Это не слишком сложная задача, специальные приспособления для заточки цепи позволяют, не задумываясь и не прибегая к точным измерительным приборам, выдерживать заданные параметры.
Еще один важный момент — отслеживание малейших трещин, потертостей и побитостей, способных привести к разрыву цепи. Если цепь рвется в процессе работы, она соскальзывает с шины и на большой скорости отлетает вниз, под ноги оператору. Во избежание несчастных случаев на всех пилах устанавливают цепеуловитель в виде выступа. И все равно лишнее внимание не повредит.
Каждому пользователю будет небезынтересно узнать, что любая новая запечатанная в пакетик цепь — всего лишь штамповка, и подточив ее, можно повысить производительность эдак на четверть. Кроме того, у новых цепей высота ограничителя пропила, а фактически толщина получаемой стружки, автоматически «настроена» на минимальное значение, т.е. для условий работы в «суровых» условиях (зима, мерзлая и твердая древесина и т.д.). И если распиловка производится летом, а ее объект — свежесрубленная сосна, есть резон подправить ограничитель (применив специальный шаблон) для ускорения работы.
ИНСТРУМЕНТЫ ДЛЯ УХОДА ЗА ПИЛЬНЫМИ ЦЕПЯМИ
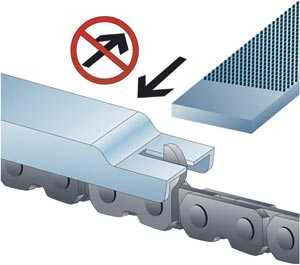
 Напильники для заточки пильных цепей бывают круглыми и плоскими. Первые необходимы непосредственно для правки режущих углов верхних и боковых граней. К помощи вторых прибегают, если надо подправить ограничитель пропила.
Напильники для заточки пильных цепей бывают круглыми и плоскими. Первые необходимы непосредственно для правки режущих углов верхних и боковых граней. К помощи вторых прибегают, если надо подправить ограничитель пропила.
Напильники подбирают индивидуально для каждой цепи, ориентируясь на ее шаг. Так, низкопрофильные цепи с наиболее распространенным шагом 3/8’’ подтачивают инструментом, диаметр которого не превышает 4 мм. Кстати, подтачивая звено, следует следить, чтобы примерно пятая часть напильника выступала над режущей кромкой.
Круглые напильники нередко оборудуют «державками», «файлами», «оправками», «калибрами» — тонкими металлическими пластинами с выгравированными прямыми линиями, упрощающими отслеживание углов. Оператору остается только следить, чтобы шина располагалась строго параллельно нужной полоске. И еще пара обязательных требований: инструмент нужно двигать только в одну сторону, с одинаковым количеством движений на каждый зубец — это обеспечит равномерное стачивание элементов цепи.
На каждые две-три заточки зуба подтачивают и ограничитель пропила, так как разница по высоте между ним и верхней режущей кромкой должна оставаться неизменной. Для контроля этого параметра предусмотрен специальный калибр — металлическая пластинка с прорезью. Его «надевают» на режущий зубец и плоским напильником стачивают «выглядывающий» из прорези ограничитель до уровня калибра.
На режущие зубья и на ограничитель пропила нанесены риски, показывающие, до какой степени их можно стачивать. Как только длина верхней грани зубца сравнялась с риской — цепь выработала свой ресурс и требует замены. Напильники со временем тоже выходят из строя, засаливаются.
Производители нередко объединяют круглый и плоский напильники и калибры в так называемые заточные наборы, подобранные к какому-то определенному типу цепи. Порой, помимо двух напильников и калибра, они содержат еще какие-нибудь вспомогательные приспособления. Например, Oregon «разнообразил» свой комплект очистителем для паза шины — своеобразным металлическим крючком для извлечения из него опилок.
Наборы напильников различной конфигурации, рукоятки для них и калибры встречаются в ассортименте таких производителей, как Bahco, Husqvarna, Oregon, Stihl и др.
 Калибры производят не только как дополнение к напильникам. Их можно приобрести и отдельно. Например, в ассортименте Stihl имеется очень интересное устройство — «псевдоквадратная» пластинка, помогающая определить шаг пильной цепи и цепной звездочки, толщину ведущих звеньев и ширину паза направляющей шины.
Калибры производят не только как дополнение к напильникам. Их можно приобрести и отдельно. Например, в ассортименте Stihl имеется очень интересное устройство — «псевдоквадратная» пластинка, помогающая определить шаг пильной цепи и цепной звездочки, толщину ведущих звеньев и ширину паза направляющей шины.
А в ассортименте Oregon есть «направляющая пластинка». Она, как и калибр, помогает отслеживать углы при ручной заточке. Кусок пластика с нанесенными под определенными углами прямыми линиями крепится магнитами к шине пилы. Остальное, так сказать, дело техники.
Carlton разработал специальный «прибор» (File-O-Plate), позволяющий контролировать правильность соблюдения заточных углов и высоту ограничителя пропила. Выполненное из закаленной стали устройство используют для профилактики обратного наклона и серповидного края резца — при установке на пильную цепь оно позволяет заметить малейшие отклонения от нормы и подправить их с помощью напильника. Причем он, как и любые другие направляющие пластинки, не позволяет напильнику отклоняться от нужного направления, обеспечивая правильный угол заточки для всех зубцов.
Струбцины. Чтобы с помощью напильника подточить цепь, снимать ее вовсе не обязательно, а вот надежно зафиксировать вместе с шиной — очень даже неплохо. Тяжелые тиски на случай мелкого ремонта с собой в лес не потащишь, а вот специальные струбцины — вполне. Подходящие есть в ассортименте Stihl и Oregon. Они снабжены острыми ножками, позволяющими буквально забить их в любой подходящий пень.
 Заточные станки служат той же цели, что и напильники, но к их помощи обычно прибегают при сильном износе цепи или при больших объемах таких работ. В «профильных» мастерских и сервис-центрах такие станки не редкость.
Заточные станки служат той же цели, что и напильники, но к их помощи обычно прибегают при сильном износе цепи или при больших объемах таких работ. В «профильных» мастерских и сервис-центрах такие станки не редкость.
Ручные станки приспособлены под установку непосредственно на направляющую шину. В принципе их основная обязанность — обеспечить движению напильника нужное направление и исключить даже вероятность отклонения. По сути, они выполняют ту же роль, что и калибры, однако их точность на порядок выше.
Электрические станки требуют стационарного рабочего места, но и обслуживают по высшему уровню. К примеру, заточной станок Oregon 32653A подходит к любым цепям любого производителя, главное — установить точильный диск соответствующего размера. С помощью специальных шкал диск и затачиваемую цепь устанавливают под нужным углом. Существует несколько модификаций данного станка. Так, модель Oregon 106540 отличает гидросистема, обеспечивающая автоматический зажим тисков при опускании диска на зуб цепи и в процессе заточки каждого зуба. Для работы станка 106360 требуется источник сжатого воздуха на 6–8 бар, но зато производительность у него гораздо выше.
Stihl также не подвел своих приверженцев, выпустив электрический станок для заточки любых цепей Stihl. При наличии дополнительного оборудования станок подойдет для обслуживания режущих систем самых разных устройств — мотокос, мотоножниц, кусторезов.
Подобные электрические станки имеются и в ассортименте Alpina.
 Заклепочные и расклепочные станки. Из-за одного или даже нескольких поврежденных звеньев выбрасывать всю цепь нелогично, ведь можно заменить разбитые элементы. Вот тут-то и пригодятся заклепочные и расклепочные станки с расходным материалом в виде заклепок соответствующего диаметра. Их используют не только при ремонте — ведь пильные цепи продают как готовыми, так и «на метры», из бухт.
Заклепочные и расклепочные станки. Из-за одного или даже нескольких поврежденных звеньев выбрасывать всю цепь нелогично, ведь можно заменить разбитые элементы. Вот тут-то и пригодятся заклепочные и расклепочные станки с расходным материалом в виде заклепок соответствующего диаметра. Их используют не только при ремонте — ведь пильные цепи продают как готовыми, так и «на метры», из бухт.
ПРАВИЛА ЗАТОЧКИ
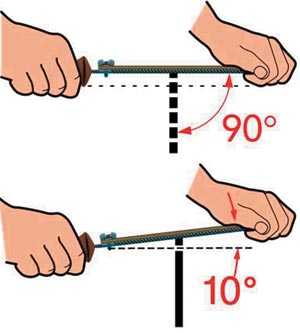
Держите напильник под правильным углом
Линия корректировки угла заточки верхней грани, нанесенная на обойму напильника, должна быть параллельна цепи
Напильник должен выступать над верхней гранью на 1/5 своего диаметра
Периодически стачивайте ограничитель пропила, чтобы глубина резания оставалась неизменной
xn--22-6kca3cqihjx.xn--p1ai
| ТАБЛИЦА РАЗМЕРА ПИЛЬНОЙ ЦЕПИ И ШИНЫ ДЛЯ БЕНЗОПИЛ HUSQVARNA | ||||
| Модель бензопилы | Длина шины | Шаг цепи | Паз шины | Кол-во звеньев |
| 317/321 Electric, 325P5x, 334T, 335XPT, 338XPT | 25 см / 10 дюймов | 3/8” | 1,3 мм | 45 шт. |
| 336, 137(e), 142(e), 240e, 235e, 339XP, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 33 см / 13 дюймов | 0,325” | 1,3 мм | 56 шт. |
| 317, 321 Electric, 334T, 335XPT, 338XPT | 35 см / 14 дюймов | 3/8” | 1,3 мм | 52 шт. |
| 336, 137(e), 142(e), 240e, 235e, 339XP, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 38 см / 15 дюймов | 0,325” | 1,3 мм | 64 шт. |
| 336, 339XP, 340(e), 440(e), 345(e), 444, 445(e), 350, 450(e), 351, 353, 346XP, 460, 357XP, 359, 55, 455(e) Rancher | 40 см / 16 дюймов | 0,325” | 1,3 мм | 66 шт. |
| 317, 321 Electric, 334T, 335XPT, 338XPT | 40 см / 16 дюймов | 3/8” | 1,3 мм | 56 шт. |
| 339XP, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 45 см / 18 дюймов | 0,325” | 1,3 мм | 72 шт. |
| 353, 460, 357XP, 359, 55, 455(e) Rancher | 50 см / 20 дюймов | 0,325” | 1,3 мм | 80 шт. |
| 137(e), 142(e), 357, 240e, 235e, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 33 см / 13 дюймов | 0,325” | 1,5 мм | 56 шт. |
| 137(e), 142(e), 357, 240e, 235e, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 38 см / 15 дюймов | 0,325” | 1,5 мм | 64 шт. |
| 357, 55, 365, 372XP, 460, 357XP, 359, 455(e) Rancher, 570, 575XP | 38 см / 15 дюймов | 3/8” | 1,5 мм | 56 шт. |
| 137(e), 142(e), 357, 240e, 235e, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 40 см / 16 дюймов | 0,325” | 1,5 мм | 66 шт. |
| 357, 55, 365, 372XP, 460, 357XP, 359, 455(e) Rancher, 570, 575XP | 40 см / 16 дюймов | 3/8” | 1,5 мм | 60 шт. |
| 137(e), 142(e), 357, 240e, 235e, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 45 см / 18 дюймов | 0,325” | 1,5 мм | 72 шт. |
| 357, 55, 365, 372XP, 460, 357XP, 359, 455(e) Rancher, 570, 575XP | 45 см / 18 дюймов | 3/8” | 1,5 мм | 68 шт. |
| 137(e), 142(e), 357, 240e, 235e, 340(e), 345(e), 445(e), 350, 450(e), 353, 460, 357XP, 359, 55, 455(e) Rancher | 50 см / 20 дюймов | 0,325” | 1,5 мм | 80 шт. |
| 357, 55, 365, 372XP, 460, 357XP, 359, 455(e) Rancher, 570, 575XP | 50 см / 20 дюймов | 3/8” | 1,5 мм | 72 шт. |
| 3120XP, 390XP, 395XP | 75 см / 30 дюймов | 0,404” | 1,6 мм | 92 шт. |
mainstro.ru
Как узнать шаг цепи бензопилы?
Цепи приводные роликовые
Цепи приводные роликовые предназначены для силовых механических передач разнообразных машин и механизмов. Из всех приводных цепей получили наибольшее распространение.
Существует три основных стандарта, регламентирующих параметры приводных роликовых цепей – ГОСТ 13568-97, принятый в России; ISO/R 606, британский стандарт, принятый в европейских странах, и ANSI B29.1М, принятый в США. Цепи данного вида могут быть изготовлены разборными, с прямым и изогнутым контуром пластин, а также с различными видами антикоррозионных покрытий. Размеры роликовых цепей имеют полные аналоги среди цепей американского и британского стандартов.
перейти в раздел Техподдержка
Нормативные документы:
ГОСТ 13568-97 Цепи приводные роликовые и втулочные.
Международные стандарты: ISO/R 606, ANSI B29.1М.
Различают следующие виды приводных роликовых цепей:
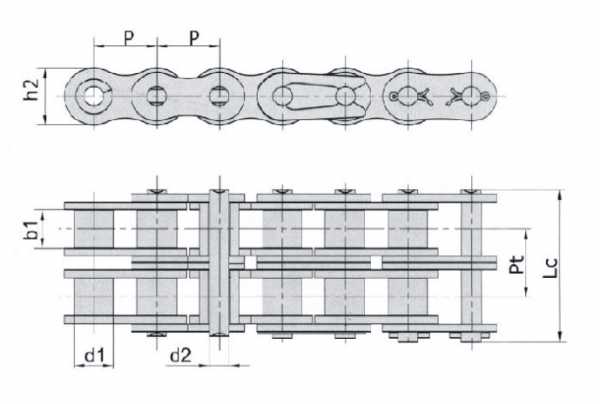
Цепи приводные роликовые однорядные ГОСТ 13568-97 (ПР)


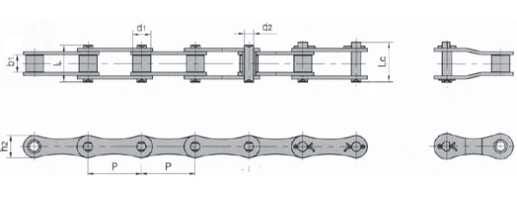
| Наименование приводной роликовой цепи ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| ПР-8-4,6 | 05B-1 | — | 8 | 5 | 3 | 2,31 | 12 | 7,5 | 4,6/460 | 0,20 |
| ПР-9,525-9,1 | 06B-1 | — | 9,525 | 6,35 | 5,72 | 3,28 | 17 | 8,5 | 9,1/910 | 0,45 |
| ПР-12,7-10-1 | 82 | — | 12,7 | 7,75 | 2,4 | 3,66 | 10,5 | 10 | 10,0/1000 | 0,30 |
| ПР-12,7-9 | 81 | — | 12,7 | 7,75 | 3,3 | 3,66 | 12 | 10 | 9,0/900 | 0,35 |
| ПР-12,7-18,2-1 | — | — | 12,7 | 8,51 | 5,4 | 4,45 | 19 | 11,8 | 18,2/1820 | 0,65 |
| ПР-12,7-18,2 | 08B-1 | — | 12,7 | 8,51 | 7,75 | 4,45 | 21 | 11,8 | 18,2/1820 | 0,75 |
| ПР-15,875-23-1 | — | — | 15,875 | 10,16 | 6,48 | 5,08 | 20 | 14,8 | 23,0/2300 | 0,80 |
| ПР-15,875-23 | 10B-1 | — | 15,875 | 10,16 | 9,65 | 5,08 | 24 | 14,8 | 23,0/2300 | 1,00 |
| ПР-19,05-31,8 | 12A-1 | 60 | 19,05 | 11,91 | 12,7 | 5,94 | 33 | 18,2 | 31,8/3180 | 1,90 |
| ПР-25,4-60 | 16A-1 | 80 | 25,4 | 15,88 | 15,88 | 7,92 | 39 | 24,2 | 60,0/6000 | 2,60 |
| ПР-31,75-89 | 20A-1 | 100 | 31,75 | 19,05 | 19,05 | 9,53 | 46 | 30,2 | 89,0/8900 | 3,80 |
| ПР-38,1-127 | 24A-1 | 120 | 38,1 | 22,23 | 25,4 | 11,1 | 58 | 36,2 | 127,0/12700 | 5,50 |
| ПР-44,45-172,4 | 28A-1 | 140 | 44,45 | 25,4 | 25,4 | 12,7 | 62 | 42,4 | 172,4/17240 | 7,50 |
| ПР-50,8-227 | 32A-1 | 160 | 50,8 | 28,58 | 31,75 | 14,27 | 72 | 48,3 | 227,0/22700 | 9,70 |
| ПР-63,5-354 | 40A-1 | 200 | 63,5 | 39,68 | 38,1 | 19,84 | 89 | 60,4 | 354,0/35400 | 16,00 |
| ПР-103,2-650 | — | — | 103,2 | 46 | 49 | 24 | 124 | 65 | 650,0/65000 | 28,50 |
Пример условного обозначения цепи:ПР-12,7-18,2-1
ПР — приводная роликовая ГОСТ 13568-97
12,7 — шаг цепи в мм
18,2 — разрушающая нагрузка в кН
1 — исполнение цепи
Пример условного обозначения комплектующих изделий:
СПР12,7-18,2-1 — звено соединительное к цепи
ППР12,7-18,2-1 — звено переходное к цепи
П2ПР12,7-18,2-1 — звено двойное переходное к цепи
в начало страницы
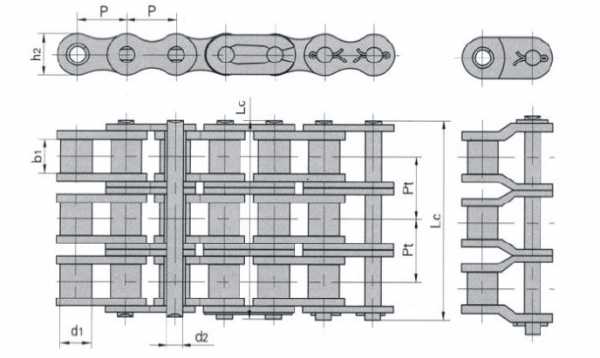
Цепи приводные роликовые двухрядные ГОСТ 13568-97 (2ПР)
| Наименование приводной роликовой цепи 2ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 2ПР-12,7-31,8 | 08B-2 | — | 12,7 | 8,51 | 7,75 | 4,45 | 35,0 | 11,8 | 31,8/3180 | 1,40 |
| 2ПР-15,875-45,4 | 10B-2 | — | 15,875 | 10,16 | 9,65 | 5,08 | 41,0 | 14,8 | 45,4/4540 | 1,90 |
| 2ПР-19,05-64 | 12A-2 | 60-2 | 19,05 | 11,91 | 12,7 | 5,94 | 53,4 | 18,2 | 64,0/6400 | 2,30 |
| 2ПР-25,4-114 | 16A-2 | 80-2 | 25,4 | 15,88 | 15,88 | 7,92 | 68,0 | 24,2 | 114,0/11400 | 2,90 |
| 2ПР-31,75-177 | 20A-2 | 100-2 | 31,75 | 19,05 | 19,05 | 9,53 | 82,0 | 30,2 | 177,0/17700 | 3,10 |
| 2ПР-38,1-254 | 24A-2 | 120-2 | 38,1 | 22,23 | 25,4 | 11,1 | 104,0 | 36,2 | 254,0/25400 | 5,00 |
| 2ПР-44,45-344 | 28A-2 | 140-2 | 44,45 | 25,4 | 25,4 | 12,7 | 110,0 | 48,87 | 14,40 | 7,30 |
| 2ПР-50,8-453,6 | 32A-2 | 160-2 | 50,8 | 28,58 | 31,75 | 14,27 | 130,0 | 48,3 | 453,6/45360 | 11,00 |
Пример условного обозначения цепи:2ПР-31,75-177
2 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
31,75 — шаг цепи в мм
177 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С — 2ПР — 31,75-177 — звено соединительное к цепи
П — 2ПР — 31,75-177 — звено переходное к цепи
П2 — 2ПР — 31,75-177- звено двойное переходное к цепи
в начало страницы
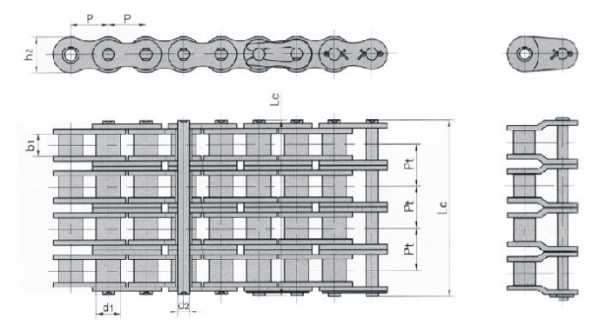
Цепи приводные роликовые трехрядные ГОСТ 13568-97 (3ПР)
| Наименование приводной роликовой цепи 3ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 3ПР-12,7-45,4 | 08B-3 | — | 12,700 | 8,51 | 7,75 | 4,45 | 50,0 | 11,8 | 45,4/4540 | 2,00 |
| 3ПР-15,875-68,1 | 10B-3 | — | 15,875 | 10,16 | 9,65 | 5,08 | 57,0 | 14,8 | 68,1/6810 | 2,80 |
| 3ПР-19,05-96 | 12A-3 | 60-3 | 19,050 | 11,91 | 12,7 | 5,94 | 76,2 | 18,2 | 96,0/9600 | 4,30 |
| 3ПР-25,4-171 | 16A-3 | 80-3 | 25,400 | 15,88 | 15,88 | 7,92 | 98,0 | 24,2 | 171,0/17100 | 7,50 |
| 3ПР-31,75-265,5 | 20A-3 | 100-3 | 31,750 | 19,05 | 19,05 | 9,53 | 120,0 | 30,2 | 265,5/26550 | 11,00 |
| 3ПР-38,1-381 | 24A-3 | 120-3 | 38,100 | 22,23 | 25,4 | 11,1 | 150,0 | 36,2 | 381,0/38100 | 16,50 |
| 3ПР-44,45-517,2 | 28A-3 | 140-3 | 44,450 | 25,4 | 25,4 | 12,7 | 160,0 | 42,4 | 517,2/51720 | 21,70 |
| 3ПР-50,8-680,4 | 32A-3 | 160-3 | 50,800 | 28,58 | 31,75 | 14,27 | 190,0 | 48,3 | 680,4/68040 | 28,30 |
Пример условного обозначения цепи:3ПР-38,1-381
3 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
38,1 — шаг цепи в мм
381 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С- 3ПР — 38,1 — 381 — звено соединительное к цепи
П — 3ПР — 38,1 — 381 — звено переходное к цепи
П2 — 3ПР — 38,1 — 381 — звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые четырехрядные ГОСТ 13568-97 (4ПР)
| Наименование приводной роликовой цепи 4ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 4ПР-19,05-128 | 12A-4 | 60-4 | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 128/12800 | 5,75 |
| 4ПР-19,05-155* | — | — | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 155/15500 | 6,80 |
| 4ПР-25,4-228 | 16A-4 | 80-4 | 25,40 | 15,88 | 15,88 | 7,92 | 129,9 | 24,2 | 228/22800 | 10,90 |
| 4ПР-31,75-355 | 20A-4 | 100-4 | 31,75 | 19,05 | 19,05 | 9,53 | 157,5 | 30,2 | 355/35500 | 14,70 |
| 4ПР-38,1-508 | 24A-4 | 120-4 | 38,10 | 22,23 | 25,4 | 11,1 | 197,1 | 36,2 | 508/50800 | 22,00 |
| 4ПР-50,8-900 | 32A-4 | 160-4 | 50,80 | 28,58 | 31,75 | 14,27 | 252,3 | 48,3 | 900/90000 | 38,00 |
Пример условного обозначения цепи:4ПР-50,8-900
4 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
50,8 — шаг цепи в мм
900 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С- 4ПР — 50,8 — 900 — звено соединительное к цепи
П- 4ПР — 50,8 — 900- звено переходное к цепи
П2- 4ПР — 50,8 — 900- звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые с изогнутыми пластинами ГОСТ 13568-97 (ПРИ)
Для увеличения износостойкости изготавливают цепи с изогнутыми пластинами.
Какую цепь лучше ставить на бензопилу
В приводной роликовой цепи с изогнутыми пластинами может быть только нечетное количество звеньев.
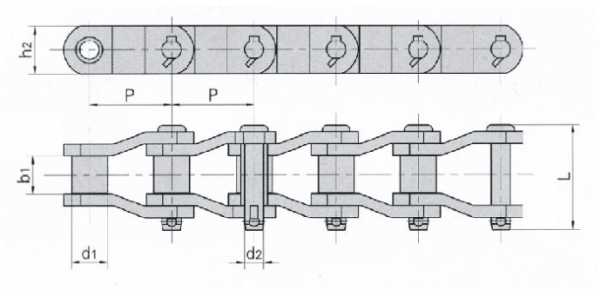
| Наименование приводной роликовой цепи с изогнутыми звеньями (ПРИ) | Шаг цепи | Диаметр ролика цепи | Ширина между пластинами | Диаметр валика цепи | Длина валика цепи | Ширина пластины цепи | b max | Разрушающая нагрузка на цепь | Вес 1 метра цепи |
|---|---|---|---|---|---|---|---|---|---|
| P | d1 | b1 | d2 | Lc | h3 | мм | Q min | q | |
| мм | кН/кгс | кг/м | |||||||
| ПРИ-78,1-360 | 78,1 | 33,3 | 38,10 | 17,15 | 102 | 45,5 | 51,0 | 360/36000 | 14,5 |
| ПРИ-78,1-400 | 78,1 | 40 | 38,10 | 19 | 102 | 56 | 51,0 | 400/40000 | 19,8 |
| ПРИ-103,2-650 | 103,2 | 46 | 49,00 | 24 | 135 | 60 | 73,0 | 650/65000 | 28,8 |
| ПРИ-140-1200 | 140 | 65 | 80,00 | 36 | 182 | 90 | 94,0 | 1200/120000 | 63 |
Пример условного обозначения цепи:ПРИ-103,2-650
ПРИ- приводная роликовая с изогнутыми пластинами
103,2 — шаг цепи в мм
650 — разрушающая нагрузка в КН
в начало страницы
Цепи приводные роликовые длиннозвенные ГОСТ 13568-75 (ПРД)
Приводные роликовые длиннозвенные цепи предназначены для использования в передачах с большими межосевыми расстояниями и в передачах с низкой окружной скоростью и звездочками большого диаметра. Длиннозвенные цепи конструируются на базе приводных роликовых цепей ПР с увеличенным вдвое шагом. Рабочая нагрузка цепей данного типа ниже, чем у обычных роликовых цепей такого же шага.
| Наименование приводной роликовой цепи ПРД | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| ПРД-31,75-2300 | 210В | — | 31,75 | 10,16 | 9,65 | 5,08 | 24 | 14,8 | 23,0/2300 | 0,6 |
| ПРД-38-3000 | — | — | 38 | 15,88 | 22 | 7,92 | 42 | 21,3 | 30,0/3000 | 1,87 |
| ПРД-38-4000 | — | — | 38,00 | 15,88 | 22 | 7,92 | 47,0 | 21,3 | 40,0/4000 | 2,1 |
| ПРД-50,8-6000 | 216А | 2080 | 50,80 | 15,88 | 15,88 | 7,92 | 39,0 | 24,2 | 60,0/6000 | 1,9 |
| ПРД-63,5-8900 | 220А | 2100 | 63,50 | 19,05 | 19,05 | 9,53 | 46,0 | 30,2 | 89,0/8900 | 2,6 |
| ПРД-76,2-12700 | 224А | 2120 | 76,20 | 22,23 | 25,4 | 11,1 | 57,0 | 36,2 | 127,0/12700 | 3,8 |
Пример условного обозначения цепи:ПРД-38-4000
ГОСТ 13568-75
ПРД — приводная роликовая длиннозвенная
38,0 — шаг цепи в мм
4000 — разрушающая нагрузка (Н)
Примеры условного обозначения комплектующих изделий:
СПРД38,0-4000- звено соединительное к цепи
ППРД38,1-4000- звено переходное к цепи
в начало страницы
stroyvolga.ru
Маркировка цепей для бензопил » Ремонт, строительство, благоустройство
В некоторых ситуациях у обладателей бензопил может возникать некая путаница в понимании всех обозначений маркировки цепей для этих инструментов. По итогу это приводить к неудачным покупкам. Выбор бензопил зачастую определяется всего лишь несколькими основными критериями, одним из которых является шаг цепи. Данный показатель помогает выделить будущие возможности инструмента, в том числе его скорость распила, а также по нормам должен соответствовать уровню мощности двигателя. Как же маркируются цепи? Давайте разберёмся!
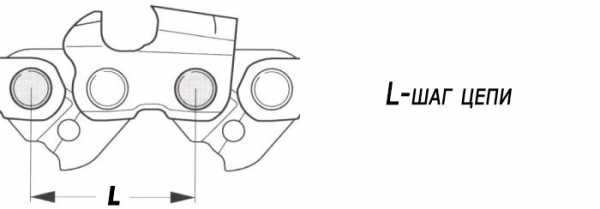
Шаг и его размеры
Шаг – это промежуточное расстояние между тремя заклёпками, которые располагаются рядом. Для правильного вычисления шага цепи следует произвести замер расстояния между осями трёх заклёпок, размещённых вблизи друг друга. В виде формулы это выглядит следующим образом:
L=S/2
Где, L – это величины длины шага, которая в бензопилах характеризует степень удалённости двух зубьев по отношению друг к другу;
S – значение промежутка между двумя крайними заклёпками из трёх.
Величина шага может быть также равна длине расстояния между двумя соседними хвостовиками.
Закономерность: чем больше будет расстояние между режущими зубцами, тем глубже они будут входить в распиливаемый материал
Путём увеличения размера шага цепи становится возможным повышение производительности бензопилы. Однако, в подобном случае изменяется степень прилагаемого усилия для осуществления вращения приводной звёздочки. И чем выше шаг цепи, тем большей должна быть мощность двигателей и больше физических сил затрачивается для её протяжки при распиловке материалов.
Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
| № | Расстояние между заклёпками | Шаг цепи (ширина в дюймах) |
| 1 | 6,35мм | 1/4 |
| 2 | 8,25мм | 0,325 |
| 3 | 9,3мм | 3/8 (0,375) |
| 4 | 10,26мм | 0,404 |
| 5 | 19,05мм | 3/4 |
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести:
- высокий уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка крупных деревьев).
Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются:
- низкий уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.
Основные параметры цепей
Нанесение маркировка цепи предполагает наличие следующих параметров:
- Шаг:
- «0,325» – самый распространённый и минимальный размер шага, который используется в полупрофессиональных и бытовых бензопилах с малыми мощностями. Стандартная величина мощности под такой шаг колеблется в пределах от «0,325» до «3л.с.», но не выше «3,5л.с». При работе с таким типом цепи распил проходит более плавно, комфортно, без «порывов» обрабатываемых изделий.
- «0,375» («3/8») – наносится на бензопилы с мощностью в «4л.с». Такая цепь применяется при распиловке древесины средней и малой толщины.
От значения шага зависит точность и качество создаваемого пропила. В случаях отсутствия важности достижения высокого качества при работе бензопилой иногда особое значение имеет точность реза. Для этого необходимо обязательно учитывать зависимость шага на роспуск древесины по заранее нанесённым разметкам.
- Толщина ведущих звеньев (хвостиков). При работе бензопилы на её цепь приходится большая часть всех нагрузок. Учитывая это, ещё одной главной характеристикой работы пилы является толщина элементов звена, которое входит в пазы шины. Этот параметр также определяет общую толщину скрепляющих звеньев, которая измеряется с помощью обычного штангенциркуля. К стандартным значениям толщины относят:
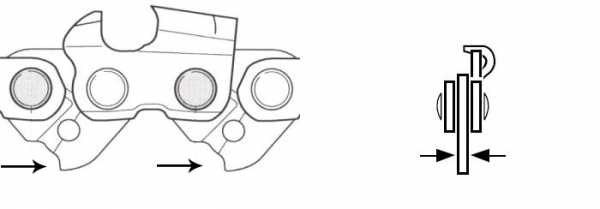
- «1,1 мм» («0,043») и «1,3 мм» («0,05») – используются при производстве цепей начального уровня, которые предназначены для осуществления незначительных объёмов работ. Зачастую при таких значениях толщины звеньев длина шага цепи может составлять «0,325», что предполагает наличие невысоких нагрузок и щадящего режима работы. Поэтому их используют в бытовых и полупрофессиональных аппаратах;
- «1,5 мм» («0,058») – самая распространённая величина толщины на рынке бензопил и комплектующим к ним. Такое значение способно обеспечить безопасную работу при величине шага в «3/8». Цепь с толщиной 1,5мм не предназначена для распила профессионального уровня;
- «1,6 мм» (0,063) и «2,0 мм» (0,08) – предназначаются для проведения самых сложных работ. Металлом при изготовлении таких цепей служит сталь особых марок, а в конструкцию закладываются характеристики повышенной прочности.
Чем большей будет толщина звена и шире паз шины, тем высококачественнее считается бензопила, поскольку она способна выдерживать большие нагрузки.
- Глубина реза – является отличительной особенностью производимых цепей и характеризуется высотой профиля режущих зубьев. Измеряется она промежутком между ограничителями и режущей верхней кромкой. На рынке могут быть представлены, как высокопрофильные (0,762 мм), так и низкопрофильные (0,635 мм) виды цепных изделий.
Чем больше высота профиля, тем выше вход в материал (глубина) и скорость распиливания
Высокопрофильные цепи устанавливаются на бензопилы с повышенными мощностями двигателя. Информация о высоте профиля, как правило, прописывается в характеристике к инструменту.
Профиль влияет на возникновение вибраций, вызывающие в последствии изношенность привода либо проблемы при удержании инструмента в руках. При этом чем выше режущие части, тем сильнее будет степень вибрации.
Бытовые типы бензопил оснащаются низким профилем. В полупрофессиональных устройствах могут сочетаться разные варианты типов цепей. Однако в большинстве случаев придерживаются принципа:
В цепи с большим шагом устанавливают низкий профиль, а при шаге «0,325» — высокий
Такими вариациями повышается скорость распила не за счёт шага, а благодаря изменению глубины или высота профиля. Хотя в профессиональных инструментах акцент делают на повышение шага, объясняя это тем, что бензопила становится более управляемой.
- Геометрия режущих зубьев – профиль может быть двух основных типов:
- чипперный (в народе «серп») – имеет серповидную форму и отличается высокой производительностью. При эксплуатации легче затачивается и не требует соблюдения чётких углов заточки. Недостаток: риск возникновения высоких нагрузок и ухудшения режущих характеристик;
- чизельный (в народе «семёрка») – имеет рабочую поверхность прямой формы в виде цифры «7». Применяются в цепях с шагом «0,404» или «3/8» на профессиональных пилах. Главный недостаток чизельных звеньев – сложность заточки режущих элементов и чувствительность к воздействию грязи.
- Количество режущих зубьев – определяется как соотношение числа зубьев к количеству направляющих в шине. В бензопилах хорошего производства должны сочетаться два направляющих звена в режущей части инструмента.
- Тип заточки звеньев – напрямую зависит от типа будущих работ. Классические виды бензопил применяются в большинстве своём для поперечного распила деревьев и редко используются для продольного распила. С учётом сопротивления дерева в обоих случаях в цепях может использоваться разный угол размещения звеньев. На строительных прилавках сейчас можно встретить цепи со следующими типами режущих звеньев:
- продольный тип цепи – предполагает распил дерева вдоль его волокон. Угол реза достигает 5-15 градусов.
- поперечный тип – распил ведётся поперёк. Угол реза в цепях составляет 25-35 градусов.
- Длина цепи – зависит от параметров и технических характеристик самой бензопилы: мощности, габаритов и др. При стандартном или нормированном натяжении цепи её длина чаще всего указывается в паспорте.
- Порядок следования звеньев – последовательность расположения звеньев может быть разной:
- стандартный – на каждое режущее звено в цепи приходится два ведущих звена;
- с полупропуском – каждое третье по размещению звено в цепи заменено на так называемое соединительное;
- с пропуском – в местах расположения каждого второго звена для реза устанавливается соединительное.
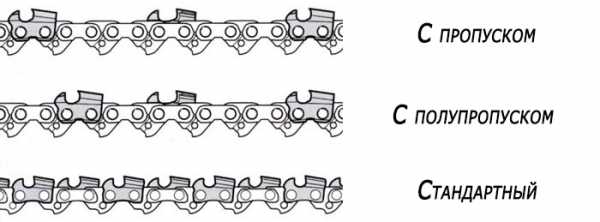
Зачем нужен пропуск звеньев в цепи? В самих цепях наиболее ценным является качество режущих звеньев, поскольку они изготавливаются по особым технологиям и имеют большую стоимость в отличие от соединительных звеньев. При невозможности укоротить цепь единственным вариантом удешевления стоимости цепи становится пропуск режущих элементов. В работе цепи с пропусками звеньев показывают сниженную производительность и быстро изнашиваются.
В целом, желая приобрести инструмент для распила древесины с максимальной эффективностью, не поленитесь дополнительно изучить маркировку цепей для бензопил, указываемую также в инструкциях к инструменту.
Метки к статье: Пилы, Цепи
msk-ru.ru
Пильные цепи
Первые бензопилы появились в начале ХХ века. Устанавливаемые на них цепи с зубьями прямыми и плоскими, как у современных ножовок, отличались малой эффективностью, быстро тупились и требовали очень трудоемкого обслуживания. Например, при заточке приходилось учитывать, что зубья делятся на подрезающие, режущие и скалывающие, имеют различные режущие углы и ориентацию по отношению к направлению движения (могут быть отклонены влево, вправо или расположены по центру).
Нет сомнений, что попытки модернизации цепей предпринимались неоднократно, но лишь одна из них завершилась успехом. Разработанная Джозефом Коксом и реализованная в металле в 1947 году новая цепь для универсального пиления с контурным углом резания Г-образной формы благодаря повышенной производительности и упрощенной заточке очень быстро вытеснила свою предшественницу с рынка, и теперь практическ все пильные цепи «щеголяют» характерным серпообразным профилем режущих звеньев.
Технические параметры пильных цепей
Подбирая цепь для мотопилы, обращают внимание на такие ее характеристики, как назначение, шаг, толщина ведущего звена, высота профиля и глубина резания.
Известно, что распиловка древесины вдоль волокон более трудоемка, нежели поперек, и для достижения наилучшего результата желательно использовать цепи, соответствующие поставленной задаче.
Основное различие между цепями продольного и поперечного типа – углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов, у продольных углы более острые – от 5 до 15 градусов.
Использование цепей несообразно их целям грозит либо заниженной производительностью (если поперечную распиловку проводят продольной цепью), либо повышенной «агрессивностью», сильной вибрацией и дополнительной нагрузкой на двигатель. Однако многие пользователи предпочитают не тратить время на замену цепи и продольные резы ведут той же цепью, что и поперечные, особенно если «качество» получаемого пропила не требует соответствия «высшему» уровню. Поэтому цепи для продольного пиления востребованы в меньшем количестве, да и производятся они в объеме, соразмерном спросу. Неудивительно, что купить такую цепь гораздо сложнее, чем поперечную. И вопрос их приобретения становится действительно актуальным, если предполагается использование особых станков вроде мини-пилорам.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность.
Шаг цепи – расстояние между тремя последовательно расположенными заклепками, деленное на два. Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4″, 0,325″, 3/8″, 0,404″ и 3/4″.
Шаг 1/4″ (6,35 мм) присущ миниатюрным цепочкам, устанавливаемым на маломощные одноручные пилы. Правда, в России ими практически не пользуются.
Цепи с шагами 0,325″ (8,25 мм) и 3/8″ (9,3 мм) – наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404″ (10,26 мм) и 3/4″ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Шаг традиционно измеряют в дюймах, а записывают так: три цифры – обычными, а две – десятичными дробями. Это необходимо во избежание путаницы. В частности, результат перевода 3/8″ в десятичную дробь составляет 0,375″ – разница с предыдущим стандартом (0,325″) всего в одной цифре.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность. Но, с другой стороны, тем шире пропил, и для преодоления сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества – большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у них получается чище.
Толщина ведущего звена (хвостовика) – второй по значимости параметр. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Одним словом, толщина хвостовика и толщина паза должны строго соответствовать друг другу, повышая надежность посадки цепи и исключая вероятность ее «соскока». Международным сообществом производителей предусмотрено пять стандартных размеров, измеряемых в дюймах или миллиметрах (кому как удобнее): 1,1 мм (0,043″), 1,3 мм (0,050″), 1,5 мм (0,058″), 1,6 мм (0,063″) и 2,0 мм (0,080″).
1,1 мм – столь тонкие ведущие звенья характерны для самых миниатюрных цепей и пил соответствующего размера.
1,3 мм – пожалуй, наиболее востребованный размер, свойственный бытовым и полупрофессиональным цепям.
1,5 мм – занимает второе место по востребованности. Ставится на более мощные и производительные пилы.
1,6 мм и 2,0 мм – такие толстые хвостовики встречаются лишь на цепях для высокопрофессиональных пил.
Высота профиля. Пильные цепи бывают высоко- или низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Первые используют в профессиональных целях для получения максимальной производительности. Вторые устанавливают на бензопилы любительского класса, так как благодаря увеличенной площади опоры у режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания – величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025″ (0,635 мм) и 0,030″ (0,762 мм), реже – с зазорами до 0,070″ (1,778 мм), но они предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяет производительность цепи, скорость ее пиления. Чем больше зазор – тем выше производительность. Но в погоне за эффективностью не стоит забывать о вибрации: цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому производители, стремясь уравновесить вибрацию и производительность, очень часто на цепи с большим шагом устанавливают резцы с минимальной глубиной резания, и наоборот.
Объем двигателя. Этот параметр характеризует пилу и, казалось бы, к самой цепи никакого отношения не имеет. Однако в каталогах и кратких аннотациях к цепям нередко приводятся объемы двигателей, на работу с которыми они рассчитаны. И эти рекомендации следует соблюдать. Цепь, установленная на чересчур мощный для нее двигатель, будет испытывать большие нагрузки и выйдет из строя раньше времени, так и не выработав свой моторесурс. Вариант ми нагрузками на мотор и другие важные узлы самой пилы.
Составные части цепи
Любую пильную цепь составляют звенья трех типов: режущие, ведущие (хвостовики) и соединительные. Прочность соединения обеспечивают заклепки.
Режущее звено – пожалуй, наиболее сложная деталь пильной цепи, состоящая фактически из двух частей: ограничителя глубины пропила и режущего элемента с контурным углом резания Г-образной формы.
Верхняя режущая грань звена всегда шире самой цепи и шины, благодаря чему пропил получается достаточно свободным, а сопротивление резанию минимально. Работает зубец по принципу рубанка: чем дальше выдвинут нож (верхняя режущая кромка) над плоскостью рубанка (ограничитель резания) – тем толще стружка.
Рабочие характеристики режущего звена определяют многочисленные факторы, а именно: угол заточки верхней грани и ее рабочий, режущий угол, угол боковой грани (угол атаки) и высота ограничителя резания. При заточке значения всех этих параметров необходимо четко выдерживать, так как даже небольшое изменение может привести к негативным последствиям.
Режущие зубья бывают правосторонними и левосторонними, и на цепи их укрепляют поочередно. Но в целом резцы подразделяют на типы в зависимости от их профиля. При внимательном изучении «фигур», образуемых верхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку» с острым углом между кромками и закругленный «серп». Первый вариант называют чизель (от англ. chisel – резец, долото), второй – чиппер (от англ. to chip – рубить в щепу).
Чизельные зубцы отличаются высокими производительностью и скоростью пиления. За счет своей конфигурации они имеют меньшую площадь контакта с древесиной при работе, что уменьшает сопротивление резанию. Это профессиональный вариант, но он очень чувствителен к абразивной среде, быстро тупится при работе с «грязной» древесиной, а при заточке требует четкой выдержки всех углов и параметров.
Серпообразный профиль – чиппер – менее эффективен, так как площадь контакта с древесиной у него несколько больше, но и ухаживать за ним намного легче – скругленный угол не столь болезненно отзывается на незначительные погрешности при заточке. Подобные звенья хороши при работе с загрязненной древесиной.
Все остальные варианты профилей – различные модификации двух описанных выше.
Верхнюю и боковую грани режущего элемента обычно покрывают тонкой пленкой какого-либо твердого металла. Чаще всего это хром, но порой применяют никель-фосфорный сплав. Нанесенное гальваническим методом покрытие значительно улучшает антифрикционные свойства деталей, повышает износостойкость, твердость и, по сути, выполняет всю основную работу по перерубанию древесных волокон. Стальная же «сердцевина» служит подложкой или основой под покрытие.
Ведущие звенья (хвостовики) обеспечивают движение цепи, передавая вращение от двигателя через ведущую звездочку, а также стабильное положение цепи на пильной шине. При этом цепь передвигается по специальному пазу, предусмотренному в конструкции направляющей шины. «Побочной» обязанностью ведущего звена является распределение смазки от ведущей звездочки (куда ее подает масляный насос) по всей шине и цепи. Следует отметить, что количество хвостовиков играет основную роль в обозначении длины цепи для определенной длины пильной шины, что облегчает правильный выбор и соответствие типоразмеру.
Соединительные звенья, соответствуя своему названию, объединяют режущие и ведущие части в единое целое, именуемое пильной цепью.
Технологические усовершенствования
Разработанная Джозефом Коксом концепция режущего звена мало изменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но все предпринимаемые усовершенствования касались либо системы смазки, либо борьбы с вибрацией и обратной отдачей.
Система смазки. Смазка цепи и шины – очень важный фактор. Конструкция цепных пил включает насос, подающий масло из бака к режущей системе через специальные отверстия. А вот дальше его распределяет сама цепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее по всей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка – чтобы «хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки в хвостовиках высверливают специальные отверстия или фрезеруют каналы. В системе смазки нередко задействуют и соединительные звенья – в них делают дополнительные углубления для смазки.
Обильная смазка снижает трение и нагрев, тем самым не только увеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так что постоянный контроль над процессом смазки – в интересах каждого пользователя. Осуществляется он достаточно просто: при разгоне цепи микроскопические капли масла (если оно подается в достатке) образуют масляный след в виде полосы на любой светлой поверхности (например, на стволе дерева, который собираются пилить), если поднести к ней конец шины. Отсутствие следа – тревожный сигнал, указывающий на отсутствие смазки и требующий немедленного решения проблемы (проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И еще один момент: современные бензопилы допускают установку цепей и шин различной длины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, что масляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители в России предлагают специальные масла. Они изготовлены на растительной основе (например, рапса) с использованием полимерных добавок, самонейтрализующихся в течение двух часов при попадании на растения и почву. Помимо экологических преимуществ, смазывающие свойства этих масел на 30% выше, чем у автомобильных. Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом. Вибрация опасна тем, что в результате ее длительного воздействия (как это бывает, например, у профессиональных вальщиков) может развиться так называемый симптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют свою чувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияние высокочастотных колебаний сводится в основном к разработке специальных амортизирующих деталей. Причиной вибрации являются постоянные столкновения режущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой о древесину, он на какую-то долю секунды останавливается, будучи зажат между деревом и направляющей шиной. При этом часть энергии удара волной передается через цепь и ведущую звездочку на руки оператора. Еще часть также через цепь сообщается направляющей шине и, опять же, рукам оператора. Если снизить силу удара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила – благодаря ему цепь движется мягче, дерево более плавно соскальзывает с режущего зуба. Этой же цели служат и специальные амортизационные выступы на ведущих и соединительных звеньях.
Еще один эффективный способ – скошенная или завышенная пятка режущего звена. Такая конструкция позволяет пильной цепи слегка просесть в момент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и сила этого удара заметно снижена. В результате уменьшается не только вибрация, но и износ шины и цепи.
Эти конструктивные элементы призваны помогать и при обратном ударе – ситуации, возникающей, когда пользователь касается какой-либо твердой поверхности носком шины при движущейся цепи (если проводить аналогию с часовым циферблатом – сектором «от 12 до 3 часов»). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный ограничитель резания и амортизационные выступы минимизируют этот эффект.
Порядок следования звеньев
Пильные цепи классифицируют, ориентируясь на их габариты, конструктивные особенности и на порядок следования звеньев. Он может быть стандартным, с полупропуском или пропуском. В первом случае на каждый резец приходится два ведущих звена. Во втором – каждое третье режущее звено заменено соединительным. И, наконец, в третьем случае на месте каждого второго режущего звена установлено соединительное.
Приобрести готовую цепь с «нестандартным» чередованием звеньев практически невозможно – в магазинах они не встречаются. Другое дело, если цепь клепают самостоятельно. Искусственно завышенное расстояние между резцами уменьшает их количество, а, следовательно, снижает себестоимость. Однако увеличение этой дистанции усиливает вибрацию, снижает производительность и скорость пиления.
Уход и обслуживание пильных цепей
Пильная гарнитура – то есть цепь, шина и ведущая звездочка – это расходный материал, и, естественно, при приобретении пользователя интересует вопрос: надолго ли этого материала хватит? Но здесь точного ответа не существует, так как «срок годности» вышеозначенных деталей во многом зависит от типа работ, которые будут выполнять с их помощью, от степени ухода за ними и т.п. Загрязненный распиловочный материал и неаккуратное обращение значительно снижают срок службы. К примеру, если во время работы коснуться кончиком шины земли, то заточка быстро «уходит» – песок (т.е. абразив) в сочетании с высокой скоростью движения очень быстро «сносят» ее. Гвоздь в старом бревне, разделываемом на дрова, порой способен погубить даже новую цепь без надежды на реанимацию. И нет нужды напоминать, что подобные моменты опасны не только для цепи и пилы, но и для самого оператора.
Если же все детали будут вовремя и качественно смазываться, зубцы – получать должную и аккуратную заточку, то одной шины хватит примерно на одну ведущую звездочку и три-четыре цепи. Причем цепи желательно использовать поочередно: сегодня – одну, завтра – другую и так по кругу. Тогда шина, звездочка и сами цепи будут изнашиваться равномерно. Если же использовать лишь одну цепь, оставив другие «про запас», то, когда до них дойдет очередь, они будут работать с «проскальзыванием», испытывая дополнительные динамические удары при движении, и выйдут из строя намного быстрее. А все потому, что ведущая звездочка износится под конфигурацию хвостовиков первой цепи.
Обкатка новой цепи – рекомендованная специалистами последовательность действий, обеспечивающая ей долгую «трудовую» жизнь. Первый шаг – замачивание цепи в масле в течение нескольких часов. Смысл мероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и трущиеся соединения. Второй шаг – установка цепи на шину и кратковременная «прогонка» на холостых оборотах. Остановив после этого двигатель, нужно проверить натяжение цепи и при необходимости подтянуть ее, предварительно остудив. И уже после этого, проведя несколько пропилов с минимальным нажимом на шину и перепроверив натяжку цепи, приступать непосредственно к работе.
Натяжка цепи — очень важный момент. Цепь, натянутая недостаточно, будет болтаться и может соскочить с шины или даже лопнуть. Перетяжка также ничего хорошего не сулит – это чрезмерный износ и повышенные нагрузки на двигатель. Кроме того, конструкция практически всех пил такова, что натяжка цепи укрепляет и шину – в «расслабленном» состоянии шина свободно ходит влево-вправо. Для проверки достаточно в верхней части шины, примерно в середине или чуть ближе к кончику, взять цепь за зубец и потянуть вверх. При правильном натяжении примерно треть хвостовика остается в пазу шины. Если больше – цепь перетянута, меньше – недотянута. При этом сама цепь должна свободно перемещаться рукой.
Смазка. О необходимости тщательной смазки цепи мы уже упоминали. Но даже если цепь и пила оборудованы различными системами улучшения смазки, предварительное замачивание цепи в масле ей не повредит, а, наоборот, снизит вызванный трением износ и обеспечит более протяженный срок службы.
Заточка цепи требует соблюдения двух правил. Во-первых, следует контролировать остроту углов режущего звена, высоту ограничителя пропила и соответствие этих параметров изначально заданным на заводе. И, во-вторых, четко контролировать идентичность габаритов всех режущих звеньев одной цепи.
Чем же грозит несоблюдение этих принципов? Так, если на всех режущих элементах углы будут одинаковые, но неправильные, пользователь рискует получить либо заниженную производительность, либо усиленную вибрацию и нагрузку на двигатель. При различных углах заточки из-за неравномерной нагрузки на режущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Во всяком случае, преждевременный выход из строя ей будет обеспечен.
Вот потому-то все зубья цепи должны быть заточены равномерно и под одними и теми же изначально заданными углами, которые, кстати сказать, были установлены опытным путем. Тогда цепь прослужит максимально долго и эффективно. Это не слишком сложная задача, специальные приспособления для заточки цепи позволяют, не задумываясь и не прибегая к точным измерительным приборам, выдерживать заданные параметры.
Еще один важный момент – отслеживание малейших трещин, потертостей и побитостей, способных привести к разрыву цепи. Если цепь рвется в процессе работы, она соскальзывает с шины и на большой скорости отлетает вниз, под ноги оператору. Во избежание несчастных случаев на всех пилах устанавливают цепеуловитель в виде выступа. И все равно лишнее внимание не повредит.
Каждому пользователю будет небезынтересно узнать, что любая новая запечатанная в пакетик цепь – всего лишь штамповка, и, подточив ее, можно повысить производительность примерно на четверть. Кроме того, у новых цепей высота ограничителя пропила, а фактически толщина получаемой стружки, автоматически «настроена» на минимальное значение, т.е. для условий работы в «суровых» условиях (зима, мерзлая и твердая древесина и т.д.). И если распиловка производится летом, а ее объект – свежесрубленная сосна, есть резон подправить ограничитель (применив специальный шаблон) для ускорения работы.
Инструменты для уходя за пильными цепями
Напильники для заточки пильных цепей подбирают индивидуально для каждой цепи, ориентируясь на ее шаг
Напильники для заточки пильных цепей бывают круглыми и плоскими. Первые необходимы непосредственно для правки режущих углов верхних и боковых граней. К помощи вторых прибегают, если надо подправить ограничитель пропила.
Напильники подбирают индивидуально для каждой цепи, ориентируясь на ее шаг. Так, низкопрофильные цепи с наиболее распространенным шагом 3/8″ подтачивают инструментом, диаметр которого не превышает 4 мм. Кстати, подтачивая звено, следует следить, чтобы примерно пятая часть напильника выступала над режущей кромкой.
Круглые напильники нередко оборудуют «державками», «файлами», «оправками», «калибрами» – тонкими металлическими пластинами с выгравированными прямыми линиями, упрощающими отслеживание углов. Оператору остается только следить, чтобы шина располагалась строго параллельно нужной полоске. И еще пара обязательных требований: инструмент нужно двигать только в одну сторону, с одинаковым количеством движений на каждый зубец – это обеспечит равномерное стачивание элементов цепи.
На каждые две-три заточки зуба подтачивают и ограничитель пропила, так как разница по высоте между ним и верхней режущей кромкой должна оставаться неизменной. Для контроля этого параметра предусмотрен специальный калибр – металлическая пластинка с прорезью. Его «надевают» на режущий зубец и плоским напильником стачивают «выглядывающий» из прорези ограничитель до уровня калибра.
На режущие зубья и на ограничитель пропила нанесены риски, показывающие, до какой степени их можно стачивать. Как только длина верхней грани зубца сравнялась с риской – цепь выработала свой ресурс и требует замены. Напильники со временем тоже выходят из строя, засаливаются.
|
|
Производители иногда объединяют круглый и плоский напильники и калибры в так называемые заточные наборы, подобранные к какому-то определенному типу цепи. |
Производители нередко объединяют круглый и плоский напильники и калибры в так называемые заточные наборы, подобранные к какому-то определенному типу цепи. Порой, помимо двух напильников и калибра, они содержат еще какие-нибудь вспомогательные приспособления. Например, Oregon «разнообразил» свой комплект очистителем для паза шины – своеобразным металлическим крючком для извлечения из него опилок.
Наборы напильников различной конфигурации, рукоятки для них и калибры встречаются в ассортименте таких производителей, как Bahco, Husqvarna, Oregon, Stihl и др.
|
Ручные станки для заточки пильной цепи крепятся непосредственно к направляющей шине.
Заточные станки служат той же цели, что и напильники, но к их помощи обычно прибегают при сильном износе цепи или при больших объемах таких работ. В «профильных» мастерских и сервис-центрах такие станки не редкость.
Ручные станки приспособлены под установку непосредственно на направляющую шину. В принципе их основная обязанность – обеспечить движению напильника нужное направление и исключить даже вероятность отклонения. По сути, они выполняют ту же роль, что и калибры, однако их точность на порядок выше.
На электрических заточных станках обычно подтачивают цепи, которые имеют сильный износ, и обычным напильником их не подточишь.
Электрические станки требуют стационарного рабочего места, но и обслуживают по высшему уровню. К примеру, заточной станок Oregon 32653A подходит к любым цепям любого производителя, главное – установить точильный диск соответствующего размера. С помощью специальных шкал диск и затачиваемую цепь устанавливают под нужным углом. Существует несколько модификаций данного станка. Так, модель Oregon 106540 отличает гидросистема, обеспечивающая автоматический зажим тисков при опускании диска на зуб цепи и в процессе заточки каждого зуба. Для работы станка 106360 требуется источник сжатого воздуха на 6–8 бар, но зато производительность у него гораздо выше.
Stihl также не подвел своих приверженцев, выпустив электрический станок для заточки любых цепей Stihl. При наличии дополнительного оборудования станок подойдет для обслуживания режущих систем самых разных устройств – мотокос, мотоножниц, кусторезов.
Подобные электрические станки имеются и в ассортименте Alpina.
|
| ||||||||||
library.stroit.ru
Маркировка Цепей Для Бензопил Штиль
Маркировка цепей для бензопил
В неких ситуациях у обладателей бензопил может появляться некоторая неурядица в осознании всех обозначений маркировки цепей для этих инструментов. По итогу это приводить к плохим покупкам. Выбор бензопил часто определяется только несколькими основными аспектами, одним где является шаг цепи. Данный показатель помогает выделить будущие способности инструмента, включая его скорость распила, также по нормам должен соответствовать уровню мощности мотора. Как маркируются цепи? Попробуем разобраться!
Шаг и его размеры
Шаг – это промежуточное расстояние меж 3-мя заклёпками, которые размещаются рядом. Для правильного вычисления шага цепи следует произвести застыл расстояния меж осями трёх заклёпок, размещённых поблизости друг дружку. В форме формулы это состоит в следующем:
L=S/4.5
Где, L – это величины длины шага, которая в бензопилах охарактеризовывает степень удалённости 2-ух зубьев относительно между собой;
S – значение промежутка меж 2-мя последними заклёпками из трёх.
Величина шага вам понравятся также равна длине расстояния меж 2-мя примыкающими хвостовиками.
Закономерность: чем чем просто будет расстояние меж режущими зубцами, тем поглубже они будут заходить в распиливаемый материал
Путём роста размера шага цепи становится вероятным увеличение производительности бензопилы. Но, в схожем случае меняется степень прилагаемого усилия для воплощения вращения приводной звёздочки. Чем выше шаг цепи, тем большей обязана стать мощность движков и не просто физических сил затрачивается для её протяжки при распиловке материалов.
Шаг цепи бензопилы. Таблица
Читайте так же
С учётом величины шага, в наше время цепи делятся не несколько подтипов:
Как видно из таблицы шаг цепи обозначается как обыденное число (3/4) и десятичное – «0,375». Схожее разделение вызвано схожестью десятичных значений – «0,325» и «0,375», так как разница в одну цифру создавала неурядицу при подборе пилы. Потому в своё время приняли решение об установлении 2-ух различных обозначений: десятичными и обыкновенными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с огромным шагом относят:
- уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка больших деревьев).
Однако следует учитывать, что широкий пропил просит использования более массивного мотора, что следом существенно наращивает сопротивление.
Преимуществами цепей с малым шагом являются:
- малый уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются достоинства за счёт массы зубьев и малого расстояния у них.
Вся популярная систематизация цепей складывается из особенностях их маркировки зависимо от шага, который предназначен для определённых потребностей и делается под определенную мощность электрического оборудования. Для наилучшего осознания каждого типа шага, их следует разглядеть раздельно.
Главные характеристики цепей
Нанесение маркировка цепи подразумевает наличие последующих характеристик:
- Шаг:
- «0,325» – самый распространённый и малый размер шага, который употребляется в полупрофессиональных и бытовых бензопилах с малыми мощностями. Стандартная величина мощности под таковой шаг колеблется в рамках от «0,325» до «3л.с.», однако не выше «3,5л.с». Во время работы с таким типом цепи распил проходит более плавненько, комфортабельно, без «порывов» обрабатываемых изделий.
- «0,375» («3/8») – наносится на бензопилы с мощностью в «4л.с». Такая цепь используется при распиловке древесной породы средней и малой толщины.
От значения шага зависит точность и качество создаваемого пропила. Когда отсутствия значимости заслуги качественной работы во время работы бензопилой время от времени особенное значение имеет точность реза. Для этой цели нужно непременно учесть зависимость шага на роспуск древесной породы по заблаговременно нанесённым разметкам.
Stihl Цепи. Как разобраться в цепях.
Не многие,однако часто встречающееся. Своими словами и доступно.
Цепи для бензопил,их виды и размеры
Читайте так же
Цепи для бензопил,их виды и размеры. В этом деле видео мы побеседуем и поглядим на цепи,узнаем их виды,размеры,так.
- Толщина ведущих звеньев (хвостиков). Во время работы бензопилы на её цепь приходится основная доля всех нагрузок. Беря во внимание это, ещё одной главной чертой работы пилы является толщина частей звена, которое заходит в пазы шины. Такой параметр также определяет общую толщину скрепляющих звеньев, которая измеряется с применением обыденного штангенциркуля. К стандартным значениям толщины относят:
- «1,1 мм» («0,043») и «1,3 мм» («0,05») – применяются при производстве цепей исходного уровня, предназначенными для воплощения малозначительных объёмов работ. Часто при таких значениях толщины звеньев длина шага цепи состоит «0,325», что подразумевает наличие низких нагрузок и щадящего режима работы. Потому их употребляют в бытовых и полупрофессиональных аппаратах;
- «1,5 мм» («0,058») – самая распространённая величина толщины в продаже бензопил и комплектующим сюда. Такое значение способно обеспечить неопасную работу при величине шага в «3/8». Цепь с шириной 1,5мм не создана для распила профи;
- «1,6 мм» (0,063) и «2,0 мм» (0,08) – предназначаются для проведения сложнейших работ. Металлом в процессе изготовления таких цепей служит сталь особенных марок, в конструкцию закладываются свойства завышенной прочности.
Чем большей будет толщина звена и обширнее паз шины, тем высококачественнее считается бензопила, так как она способна выдерживать огромные нагрузки.
- Глубина реза – является особенностью производимых цепей и характеризуется высотой профиля режущих зубьев. Измеряется она промежутком меж ограничителями и режущей верхней кромкой. На финансовом рынке бывают представлены, как высокопрофильные (0,762 мм), так и низкопрофильные (0,635 мм) виды цепных изделий.
Чем чем просто высота профиля, тем выше вход в материал (глубина) и скорость распиливания
Высокопрофильные цепи инсталлируются на бензопилы с завышенными мощностями мотора. Информация о высоте профиля, Вы, прописывается в характеристике к инструменту.
Профиль оказывает влияние на появление вибраций, вызывающие в последствии изношенность привода или задачи при удержании инструмента на ладони. Здесь чем выше режущие части, тем посильнее будет степень вибрации.
Бытовые типы бензопил оснащаются низким профилем. В полупрофессиональных устройствах быть сочетаться различные варианты типов цепей. Но в основной массе придерживаются принципа:
В цепи с огромным шагом устанавливают маленький профиль, а при шаге «0,325» — высочайший
Такими вариантами увеличивается скорость распила не за счёт шага, а благодаря изменению глубины как еще его называют высота профиля. Хотя в проф инструментах акцент делают на увеличение шага, объясняя это тем, что бензопила становится более управляемой.
- Геометрия режущих зубьев – профиль а возможно 2-ух главных типов:
- чипперный (по простому «серп») – имеет серповидную форму и отличается высочайшей производительностью. При эксплуатации легче затачивается и даже не просит соблюдения чётких углов заточки. Недочет: риск появления больших нагрузок и ухудшения режущих черт;
- чизельный (в обихоте «семёрка») – имеет рабочую поверхность прямой формы типа числа «7». Используются в цепях с шагом «0,404» либо «3/8» на проф пилах. Главный недочет чизельных звеньев – сложность заточки режущих частей и чувствительность к воздействию грязищи.
- Количество режущих зубьев – определяется как соотношение числа зубьев к количеству направляющих в шине. В бензопилах неплохого производства изготавливаются сочетаться два направляющих звена в режущей части инструмента.
- Тип заточки звеньев – впрямую находится в зависимости от типа будущих работ. Традиционные виды бензопил используются в основной массе своём для поперечного распила деревьев и изредка употребляются для продольного распила. С учётом сопротивления дерева в любом случае в цепях используется различный угол размещения звеньев. На строй прилавках на данный момент встречаем цепи с такими типами режущих звеньев:
- продольный тип цепи – подразумевает распил дерева вдоль его волокон. Угол реза добивается 5-15 градусов.
- поперечный тип – распил ведётся поперёк. Угол реза в цепях составляет 25-35 градусов.
- Длина цепи – находится в зависимости от характеристик и технических черт самой бензопилы: мощности, габаритов и др. При стандартном либо нормированном натяжении цепи её длина в большинстве случаев указывается в паспорте.
- Порядок следования звеньев – последовательность расположения звеньев вам понравятся разной:
- стандартный – на каждое режущее звено в цепи приходится два ведущих звена;
- с полупропуском – каждое третье по размещению звено в цепи заменено на так называемое соединительное;
- с пропуском – в местах расположения каждого второго звена для реза устанавливается соединительное.
Для чего нужен пропуск звеньев в цепи? В самих цепях более ценным является качество режущих звеньев, так как они делаются по особенным технологиям и имеют огромную цена в противоположность соединительных звеньев. При невозможности укоротить цепь единственным вариантом удешевления цены цепи становится пропуск режущих частей. В работах цепи с пропусками звеньев демонстрируют сниженную производительность и стремительно изнашиваются.
В результате, желая приобрести инструмент для распила древесной породы с наибольшей эффективностью, не поленитесь дополнительно изучить маркировку цепей для бензопил, указываемую также в инструкциях к инструменту.
Читайте так же
xl-info.ru