для присадочного и токарного, магнитного и других сверлильных станков, корончатые сверла по металлу и другие виды
Маркировка сверл по металлу
Маркировка сверл по металлу определяется их диаметром, а также тем, где они были изготовлены. Можно отметить такие правила и особенности:
- Сверла сечением до 2 мм — маркировки не имеют.
- Сверла диаметром в 2-3 мм — на них вы найдете обозначения марки стали и сечения.
- От 3 мм — наносятся такие данные, как сечение, марка металла, включая дополнительные вещества в сплаве, оттиск компании-изготовителя.
Отечественные производители ограничиваются только этими правилами маркировки. Если вы решите купить сверла по металлу импортных брендов, на качественных изделиях вы найдете более развернутую информацию:
- название страны-изготовителя;
- торговый знак компании;
- марку стали или сплава;
- сечение и размер сверла;
- рекомендации по применению — металл, который можно обрабатывать тем или иным сверлом;
- класс точности.


Сплавы, маркировка, назначение сверл по металлу
Разобраться с тем, какое именно вам нужно сверло, вы сможете самостоятельно, если будете знать, какой именно металл вам нужно просверлить. Рекомендации производителей сводятся к следующему:
- HSS-R и HSS-G. Сверла по металлу с такой маркировкой предназначены для обработки:
- стали — литой, литой под давлением, легированной, углеродистой, с прочностью до 900 Н/мм²;
- металлических сплавов — алюминия, мельхиора, графита, бронзы, латуни;
- чугуна — серого и ковкого.
- HSS-G Co 5. Если на сверлах стоит такая маркировка, показатель прочности в этом случае ограничивается 1100 Н/мм². Их уместно использовать для стали:
- нержавеющей;
- углеродистой;
- термически улучшенной;
- кислото- и жаростойкой;
- легированной;
- нетеплостойкой.
- HSS-G TiAN / TiN. Для изготовления инструментов из этого типа металла используют титаново-алюминиево-нитридное напыление. В результате поверхность становится устойчивой к коррозии, отлично режет металл и долго может сохраняться в изначальном виде. Они пригодны для обработки сплавов различного происхождения с прочностью до 1100 Н / мм². Перечень рекомендованных металлов включает:
- чугун — серый, со сфероидальными выделениями стали, графита, ковкий;
- сплавы — мельхиор, латунь, бронзу;
- сталь — литую, в том числе под давлением.
 В результате поверхность становится устойчивой к коррозии, отлично режет металл и долго может сохраняться в изначальном виде. Они пригодны для обработки сплавов различного происхождения с прочностью до 1100 Н / мм². Перечень рекомендованных металлов включает:
В результате поверхность становится устойчивой к коррозии, отлично режет металл и долго может сохраняться в изначальном виде. Они пригодны для обработки сплавов различного происхождения с прочностью до 1100 Н / мм². Перечень рекомендованных металлов включает:Помимо этих марок стали, используют и другие металлы для производства сверл:
Кобальт. За счет включения этого элемента в сплав инструмент приобретает высокие характеристики прочности, стойкости к деформации при механическом и термическом воздействии. Поэтому они подходят даже для сверления отверстий в твердосплавных металлах, для вязких сплавов и цветных металлов. Кобальтовые сверла по металлу стоят дороже, чем обычные, но найти их сегодня несложно — многие производители строительных инструментов выпускают целые серии таких моделей.
- Твердосплавные сверла по металлу. Эта группа товаров присутствует отдельной линией, причем состав сырья для изготовления таких сверл может отличаться у разных производителей. Основные преимущества такого инструмента заключаются в возможности обработки металла большой толщины, из максимально крепких и твердых сплавов, имеет очень острый, односторонний угол заточки, что очень упрощает ход работы.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.

Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
 Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.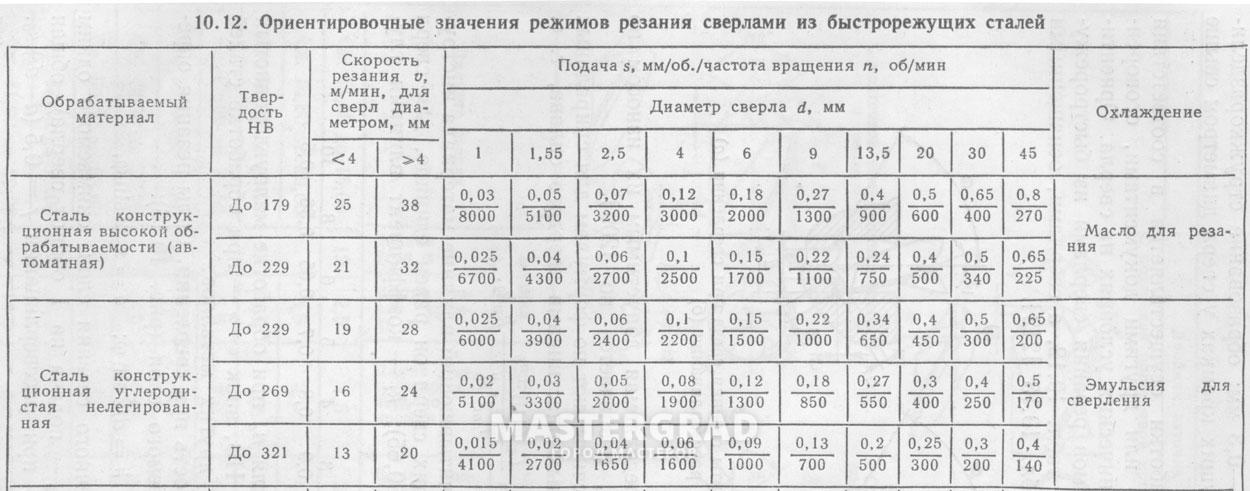 Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
 Для выполнения глухих отверстий придется применять другой режущий инструмент.
Для выполнения глухих отверстий придется применять другой режущий инструмент.Особенности
Сверла для станков относятся к режущим инструментам. Их используют для сверления новых отверстий и увеличения диаметра уже существующих. Сверла для станков изготавливаются согласно нормативным актам и документам по определенной технологии.
Данный инструмент обладает целым рядом особенностей, среди которых:
- высокий коэффициент прочности и надежности;
- высокий уровень сопротивления;
- коррозийная стойкость;
- изготавливаются из качественных материалов, среди которых много различных сплавов и, конечно же, сталь, которую называют «быстрорежущей», однако сталь подходит не любая, а именно марок Р18, Р9, Р9К15.

Чтобы повысить срок эксплуатации сверла, в процессе изготовления его покрывают специальными составами.
- Оксидная пленка. Данное покрытие увеличивает коэффициент устойчивости изделия к нагреву в процессе трения.
- Алмазное покрытие. Одно из самых прочных, им обрабатывают изделия, предназначенные для сверления твердых и очень прочных материалов, например камня или керамогранита.
- Титановое покрытие.
Сверла для станков отличаются не только техническими параметрами, но и цветом, который указывает на способ обработки изделия.
- Серый. Указывает на то, что изделие не поддавалось никакой обработке. Оно не обладает хорошими техническими параметрами и длительным сроком эксплуатации.
- Черный. На конечном этапе изделие обрабатывалось перегретым паром.
- Желтый. Была специальная обработка, основной целью которой является снятие внутреннего напряжения. Очень прочное, качественное и долговечное изделие.
- Золотистый. Говорит о том, что в составе сплава, из которого производили изделие, есть титан и нитрид, прошло несколько этапов обработки. Такие сверла самые прочные и устойчивые.

Особенности сверления коронками с твердосплавными зубьями
Сверлильные коронки с твердосплавными зубьями можно применять на портативных и стационарных станках. Они превосходно сверлят хромникелевую сталь и обычную сталь. Твердосплавные сверлильные коронки устойчивы к перегревам, они разработаны специально для высокоскоростного сверления.
При использовании сверлильных коронок с твердосплавными зубьями выполняйте следующие рекомендации:
- Не используются при включенной механической подаче при сверлении на стационарных станках.
- Не используются с включенной функцией удара при сверлении перфораторами SDS+.
- Нельзя наклонять коронку по отношению к материалу в процессе сверления
- Всегда используйте смазочно-охлаждающие жидкости
- Работайте только в защитных очках
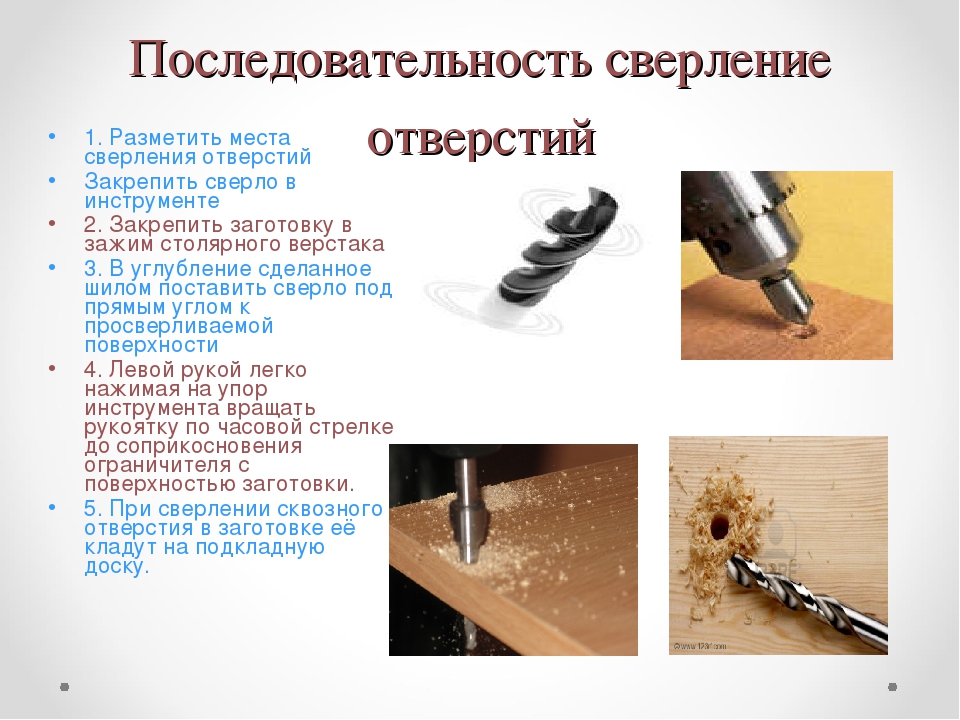
Инструкция по применению
Накерните точку будущего отверстия. Установите центровочное сверло в отмеченную точку сверления.
Установите центровочное сверло в отмеченную точку сверления.
В течение процесса сверления используйте небольшое давление пока центрирующее сверло не пройдет насквозь. Не давите слишком сильно чтобы избежать повреждений (когда центрирующее сверло пройдет насквозь). Не наклоняйте коронку
Советы
Наденьте пластиковую или металлическу трубочку на центрирующее сверло; насадка должна быть длиннее сверлильной коронки.
Когда сверло пройдет насквозь, трубочка упрется в поверхность и зубья не ударятся о материал.
Далее Вы можете сверлить без насадки.
Когда вы сверлите листовое железо: оставьте свободное место под листом металла так, чтобы коронка могла пройти насквозь.
Когда вы сверлите трубы: сверлите только хорошо закрепленную трубу.
Стандартные значения скорости
Для маломощных станков с сильным снижением скорости значения должны быть увеличены приблизительно на 30% (или уменьшите нагрузку). Если нет постоянного контакта зубьев коронки с высверливаемым материалом (например при сверлении труб или профлиста), скорость сверления может быть увеличена относительно стандартных значений. После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
После того как все зубья коронки будут касаться плоскости сверления, скорость снова должна быть уменьшена.
Если скорость слишком низкая, плавность вращения уменьшается, это может привести к поломке зубьев.
Удаление стружки
Легким поднятием и быстрым вращением сверлильной коронки удаляйте стружку из высверливаемого отверстия. Это обеспечивает лучшую подачу смазочно–охлаждающих веществ, что продлевает срок жизни инструмента
Это очень важно особенно когда вы сверлите толстые материалы (до 20 мм) сверхпрочными сверлильными коронками, например Карнаш арт. 20.1130
Инструкция по применению на ручной дрели
Чем больше диаметр сверлильной коронки, тем больше вероятность несчастного случая. Мы рекомендуем использовать для ручной дрели коронки диаметром не больше 35 мм. Для сверления больших диаметров используйте стационарные станки.
Лазерная маркировка механических инструментов и перовых сверл
Лазерная маркировка механических инструментов и перовых сверлЛазерные технологии всё больше внедряются в нашу жизнь. Лазерная маркировка незаменима для бесконтактного нанесения информации на площадь малых размеров с любым покрытием. Это могут быть перовые сверла, и даже ювелирные изделия. Также лазер применяется там, где недопустимо химическое или физическое воздействие, например, в изготовлении механических инструментов.
Лазерная маркировка незаменима для бесконтактного нанесения информации на площадь малых размеров с любым покрытием. Это могут быть перовые сверла, и даже ювелирные изделия. Также лазер применяется там, где недопустимо химическое или физическое воздействие, например, в изготовлении механических инструментов.
Сегодня технология лазерной маркировки весьма популярна и востребована. Современные лазерные технологии, в частности лазерные маркеры, стремительно внедряют в промышленное производство как крупные компании, таки маленькие фирмы, тем самым вытесняя традиционные способы маркировки различных материалов.
Плюсы маркировки инструментов и сверл на лазерном маркере Rabbit
Лазерная маркировка просто идеальное решение для предприятий, изготавливающих продукцию, где требуется высокий уровень точности, например – перовых сверлах. Также маркировка лазером успешно применяется там, где в производстве недопустимо химическое или физическое воздействие на продукцию, к примеру, при изготовлении механических инструментов. Стоит отметить еще и то, что для маркировки в труднодоступных местах и местах подверженных влиянию агрессивной среды отлично справится только лазер, поэтому в производственной линии лазерная маркировка – незаменима.
Стоит отметить еще и то, что для маркировки в труднодоступных местах и местах подверженных влиянию агрессивной среды отлично справится только лазер, поэтому в производственной линии лазерная маркировка – незаменима.
Сфокусированный регулированной мощности лазерный луч в настоящее время является великолепным «рабочим инструментом» для нанесения маркировки на механический инструмент и перовые сверла с любым покрытием. Лазерный маркер как инструмент для нанесения нестираемой маркировки работает быстро и эффективно, достаточно экономичен, не изнашивается и обладает высокой точностью передачи информации на продукцию. Лазерные маркеры, как правило, легко поддаются контролю в управлении, так как это лазерное оборудование полностью компьютеризировано.
Отличительные особенности лазерного маркера и лазерной маркировки:
- при нанесении лазерной маркировки на перовые сверла или механический инструмент совершенно нет никакого механического/физического воздействия, так как такая маркировка осуществляется бесконтактным методом;
- высокая скорость нанесения буквенно-цифрового кода, ГОСТа, штрих-кода, изображения и другой идентифицирующей информации;
- высокоточное и высококонтрастное позиционирование изображения;
- высокое разрешение и долговечность самой маркировки;
- низкое энергопотребление;
- высокая энергия импульса;
- большое поле маркировки;
- внушительный выбор дополнительного оборудования;
- компактные размеры маркеров;
- управление лазерным маркером осуществляется компьютером станка;
- легкость в обучении и простота в работе, так как лазерные маркеры оборудованы достаточно удобным и простым интерфейсом;
- возможность внедрения в уже функционирующие автоматизированные производственные линии механического инструмента или перовых сверл;
- точная идентификация и отслеживаемость продукции на всех этапах производства: от заготовки и до погрузки в транспорт покупателя уже готовой продукции;
- отсутствие расходных материалов;
- отсутствие сложного технического обслуживания.

Список преимуществ и достоинств лазерной маркировки может быть бесконечным, потому как просто нереально перечислить все возможности лазерной системы для маркировки.
При нанесении лазерной маркировки на изделие структура его материала меняет свои геометрические, химические и оптические свойства именно в том месте, где непосредственно происходит воздействие лазерного луча. Благодаря чему нанесенные информационные данные сливаются с материалом и становятся одним целым, в результате получается стойкая, контрастная и нестираемая маркировка изделия.
Стоит отметить, что способ лазерной маркировки, несомненно, обладает целым рядом преимуществ, которые способствуют широкому применению лазерного оборудования для нанесения маркировки в самых разных сферах промышленности, например:
- Маркировка механического инструмента и перовых сверл.
- Машиностроение – маркировка станков и комплектующих деталей.
- Авиационная и космическая промышленность.
- Автомобильная промышленность – оформление приборных панелей, защитная маркировка мельчайших деталей.
- Медицина – маркировка приборов и медицинского инструмента, где недопустимо другое воздействие на данную продукцию.
- Электроника – маркировка процессоров, микросхем, печатных плат.
- Маркировка рекламно-сувенирной продукции.
- Ювелирная промышленность и много-много других сфер промышленного производства.

Промышленная маркировка – это качественное нанесение на продукцию идентификационных данных и другой информации (логотип компании производителя или рекламное изображение). Во многих случаях для нанесения маркировки подходит исключительно лазерное оборудование, и именно лазерный метод нанесения маркировки является самым целесообразным как по многим технологическим соображениям, так и с эстетической стороны ввиду привлекательности и ее восприятия, что очень важно при сбыте такой продукции как перовые сверла и механический инструмент.
В связи повышения контроля над качеством продукции, идентификации и учета движения изделий в процессе производства и в период их эксплуатирования, лазерный метод нанесения маркировки неограничен в своих возможностях в достижении заданной цели. К тому же лазерная маркировка – это самый современный, надежный, гарантированный и эффективный способ защиты такой продукции как перовые сверла и механический инструмент от подделки, что особо важно как для производителя, так и для потенциального покупателя данного товара.
Новости
Статьи
Инструменты для лазерной маркировки | Trotec Laser
- Trotec Laser
- Применение
- Инструменты для обработки
 org/ListItem”> Производство
org/ListItem”> ПроизводствоИнструменты для лазерной маркировки для технологии обработки.
Технология механической обработки
Лазерная маркировка сверл, пил и фрезерных инструментов в инструментальном производстве.
Как лазерная технология используется для обработки инструментов?
Прецизионные инструменты в технологии обработки подвергаются интенсивному использованию. Маркировка на токарных, фрезерных или сверлильных инструментах также должна выдерживать эти нагрузки. Здесь лазерная маркировка предлагает некоторые решающие преимущества по сравнению с другими методами, такими как травление или тиснение. Лазерная маркировка на металлических инструментах отличается долговечностью и невероятной гибкостью. Лазерная маркировка может быть нанесена очень точно на инструмент с различной геометрией, даже с самыми маленькими размерами шрифта. Это не меняет свойств заготовки, потому что лазерная обработка бесконтактна и не содержит химикатов. Благодаря экологически чистой обработке отсутствуют дополнительные затраты на очистку.
Это не меняет свойств заготовки, потому что лазерная обработка бесконтактна и не содержит химикатов. Благодаря экологически чистой обработке отсутствуют дополнительные затраты на очистку.
Вам нужна дополнительная информация о лазерной маркировке в инструментальном производстве?
Свяжитесь с нами бесплатно и без обязательств.
Свяжитесь с нами
Примеры применения лазерного станка в технологии обработки.
Как сэкономить с помощью лазерной маркировки.
Прямая лазерная маркировка при изготовлении инструмента может значительно снизить затраты. Эти примеры показывают экономию за одну маркировку или за период инвестирования. Стоимость лазера включает инвестиционные затраты и эксплуатационные расходы.
Давайте посчитаем вместе.Наши опытные специалисты по производству будут рады проконсультировать вас.

Запросите встречу сейчас.
Свяжитесь с нами
Какой лазерный станок нужен для маркировки обрабатывающих инструментов.
Лазерные маркировочные машины SpeedMarker обеспечивают перманентную, бесконтактную и прямую лазерную маркировку динамических данных по минимально возможной цене. Отдельные компоненты, а также большие партии могут быть маркированы гальво-лазерной системой класса лазера 2 для полной прослеживаемости, сообщения бренда или функциональной маркировки.
Откройте для себя машины для лазерной маркировки
Что говорят наши клиенты.
«Качество машин Trotec в сочетании с их сетью поддержки сделали нас полностью уверенными в нашей покупке. С двумя машинами у нас теперь больше возможностей для производства и прототипирования, что экономит время и деньги на аутсорсинге».
Дэвид Хоскинс
Инженер-технолог, Abb Ltd.
Читать историю клиента
«Мы используем SpeedMarker 700 для маркировки бренда и логотипа на наших двигателях вместе со всеми его спецификациями и сертификатами. Система полностью интегрирована с нашей ERP, когда мы сканируем заказ на работу, вся информация автоматически извлекается. Trotec предлагает безупречную поддержку, особенно на ранних этапах программирования и калибровки. SpeedMarker 700 обеспечивает высочайшее качество маркировки изделий из нержавеющей и низкоуглеродистой стали».
Система полностью интегрирована с нашей ERP, когда мы сканируем заказ на работу, вся информация автоматически извлекается. Trotec предлагает безупречную поддержку, особенно на ранних этапах программирования и калибровки. SpeedMarker 700 обеспечивает высочайшее качество маркировки изделий из нержавеющей и низкоуглеродистой стали».
Джордж Барбук
Руководитель проекта – Ван дер Грааф
Читать историю клиента
«У нас есть предыдущий опыт работы с другими производителями лазерных систем в производстве, напр. для маркировки корпусов или печатных плат. Однако они не предлагают подходящего решения для наших требований. Компания Trotec Laser, напротив, смогла предоставить нам оптимальное производственное решение с использованием крупноформатного лазерного станка SP1500».
Штефан Байхтер
Разработчик производственного процесса – Технология производства, Pilz GmbH & Co. KG
Читать историю клиента
Каковы наилучшие решения для лазерной маркировки обрабатывающих инструментов?
+
Как пометить обрабатывающие инструменты навсегда?
+
Как можно нанести лазерную маркировку на обрабатывающие инструменты серийными номерами?
+
Для чего используются лазерные станки при изготовлении пресс-форм?
+
Хотите использовать лазерный станок для изготовления инструментов и форм?Мы будем рады проконсультировать вас бесплатно и без обязательств.
Мы будем рады проконсультировать вас с самого начала.
Свяжитесь с нами сейчас.
Свяжитесь с нами
Распознавание маркировки, правила и политика в отношении электроинструментов с двойной изоляцией
Требования OSHA устанавливаются законом, стандартами и правилами. Наши пояснительные письма объясняют эти требования и то, как они применяются к конкретным обстоятельствам, но они не могут создавать дополнительные обязательства работодателя. Это письмо представляет собой интерпретацию OSHA обсуждаемых требований. Обратите внимание, что на наше руководство по правоприменению могут повлиять изменения в правилах OSHA. Кроме того, время от времени мы обновляем наше руководство в ответ на новую информацию. Чтобы быть в курсе таких событий, вы можете посетить веб-сайт OSHA по адресу https://www.osha.gov.
8 ноября 1985 г.
г-н Рэймонд Дж. Каллахан
Engineering Services
Robert Bosch Power Tool Corporation
3701 Neuse Boulevard
New Bern, North Carolina 28560-9399
Уважаемый г-н Каллахан! Это ответ на ваше письмо. письмо от 25 сентября, касающееся политики Управления по охране труда и здоровья (OSHA) в отношении распознавания маркировки испытательной лаборатории, а также правил и политики в отношении электроинструментов с двойной изоляцией.
письмо от 25 сентября, касающееся политики Управления по охране труда и здоровья (OSHA) в отношении распознавания маркировки испытательной лаборатории, а также правил и политики в отношении электроинструментов с двойной изоляцией.
Как вам известно, OSHA не утверждает, не сертифицирует и не одобряет какой-либо продукт. OSHA будет считать ваш продукт или любое подобное устройство пригодным для использования по назначению, если он был принят, сертифицирован, внесен в список, маркирован или иным образом признан безопасным признанной на национальном уровне испытательной лабораторией, такой как Underwriters’ Laboratories, Incorporated или Factory Mutual Engineering Corporation. .
Переносные электроинструменты с двойной изоляцией имеют специальную систему изоляции вместо средств заземления и должны соответствовать положениям по безопасности Национального электротехнического кодекса. Такое оборудование идентифицируется по отличительной маркировке. Эта маркировка состоит из символа двойной изоляции (квадрат внутри квадрата) и слов «двойная изоляция» из эквивалентных им слов «двойная изоляция».
Кроме того, на инструмент должен быть нанесен перечень или маркировка признанной на национальном уровне лаборатории, ответственной за оценку безопасности продукта, и вместе с маркировкой «двойная изоляция» дополняют средства идентификации портативных инструментов с двойной изоляцией, которые приемлемы для OSHA. Определения, данные в 1910.399 подраздела S (копия прилагается) для определения пригодности электрического оборудования для использования и степени, в которой такое оборудование приемлемо для помощника министра труда, также применяются к инструментам с двойной изоляцией.
Что касается использования инструментов с двойной изоляцией, используемых с удлинителями на строительных площадках, поскольку они относятся к нашим стандартам защиты от замыканий на землю, предлагается следующая информация.
В стандарте рассматриваются два отдельных метода защиты от замыканий на землю, один из которых должен выбрать работодатель. Если выбран вариант прерывателя цепи замыкания на землю (GFCI), все розетки на 120 вольт, 15 и 20 ампер, которые не являются частью постоянной проводки и которые используются сотрудниками, должны быть сертифицированы для защиты от замыканий на землю. автоматические выключатели обеспечивают защиту персонала независимо от типа подключаемых к ним инструментов. Если выбрана программа гарантированного заземления оборудования, то все наборы шнуров, розетки, которые не являются частью постоянной проводки, и оборудование, подключаемое шнуром и вилкой, которое необходимо заземлить, должны быть охвачены программой. Хотя инструменты, которые не требуется заземлять (например, инструменты с двойной изоляцией), не имеют заземляющего проводника оборудования, подлежащего проверке, визуальный осмотр подключенного шнура и вилки все же необходим. Однако все другие применимые требования программы относятся к удлинителю и должны соблюдаться для защиты незащищенных сотрудников. В частности, эти требования включают следующее:
автоматические выключатели обеспечивают защиту персонала независимо от типа подключаемых к ним инструментов. Если выбрана программа гарантированного заземления оборудования, то все наборы шнуров, розетки, которые не являются частью постоянной проводки, и оборудование, подключаемое шнуром и вилкой, которое необходимо заземлить, должны быть охвачены программой. Хотя инструменты, которые не требуется заземлять (например, инструменты с двойной изоляцией), не имеют заземляющего проводника оборудования, подлежащего проверке, визуальный осмотр подключенного шнура и вилки все же необходим. Однако все другие применимые требования программы относятся к удлинителю и должны соблюдаться для защиты незащищенных сотрудников. В частности, эти требования включают следующее:
а. Работодатель должен иметь письменное описание своей программы;б. Одно или несколько компетентных лиц должны быть назначены для выполнения программы;
в. Запрещается использовать поврежденное или дефектное оборудование;
д.
