Вольфрамовые электроды для аргонодуговой сварки. По цветам
Время чтения: 5 минут
Вольфрамовые электроды широко применяются при сварке самых разнообразных металлов. Они изготавливаются из вольфрама — тугоплавкого материала, обеспечивающего стабильное горение дуги. Вольфрамовые электроды относятся к классу неплавящихся, поскольку они плавятся при крайне высоких температурах. При обычных условиях сварки такие температуры практически не используются. Поэтому расход у вольфрамовых электродов крайне невелик.
Все электроды для сварки имеют свою маркировку. На каких-то она указана в виде буквенных или числовых отметок. А в случае с вольфрамовыми стержнями марка указывается с помощью цвета. Конец электрода окрашивается в тот или иной цвет, в котором зашифрована марка. В этой статье мы подробно расскажем, что скрывается за каждым из цветов и как читать буквенные обозначения.
Содержание
Классификация вольфрамовых электродов по цветовому индикатору принята в большинстве стран мира. Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Она позволяет гораздо быстрее и проще подбирать нужный тип электрода для конкретных сварочных работ, чем при отсутствии индикации. Далее мы подробно расскажем, как читать вольфрамовые электроды для аргонодуговой сварки по цветам.
Маркировка по цветам
Итак, мы теперь знаем, что такое цветовая индикация и зачем она нужна. Теперь пора узнать, что обозначает каждый цвет по отдельности. Но сначала разберемся, какая именно информация таится за цветовой индикацией.
За каждым цветом зашифрован размер сварочного стержня, его химический состав и основные характеристики. Если вы запомните всю информацию, зашифрованную в цветах, то сможете за секунды определять, какой электрод вам необходим.
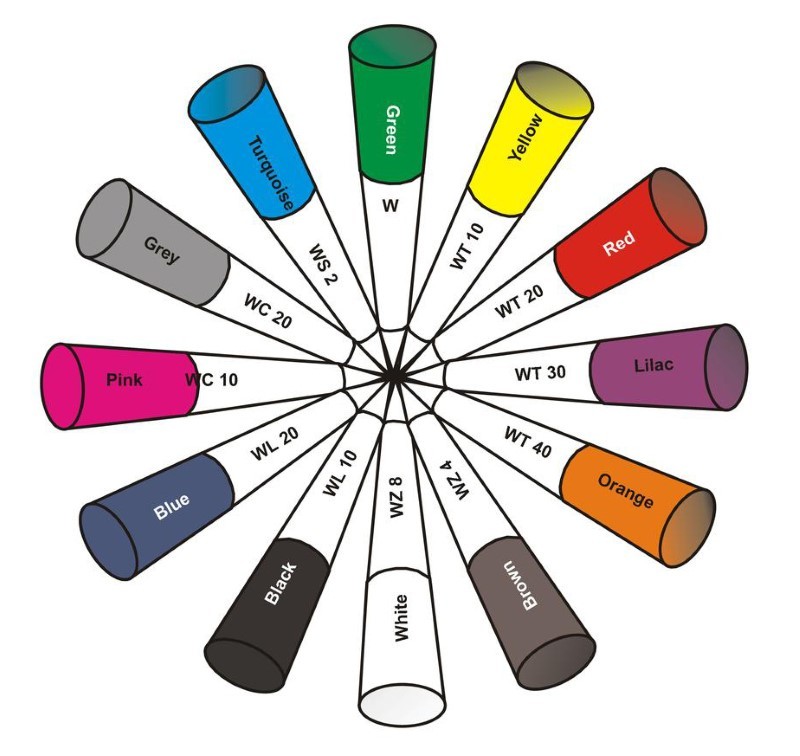
Ниже таблица с кратким перечнем цветов. Из нее вы узнаете, что значат электроды зеленого цвета, синие электроды, красные и т.д.
В таблице видно, что у каждого цвета есть буквенная и числовая расшифровка. Вне зависимости от цвета маркировка всегда начинается с буквы W. Следующая буква обозначает, какой еще металл есть в составе, помимо вольфрама.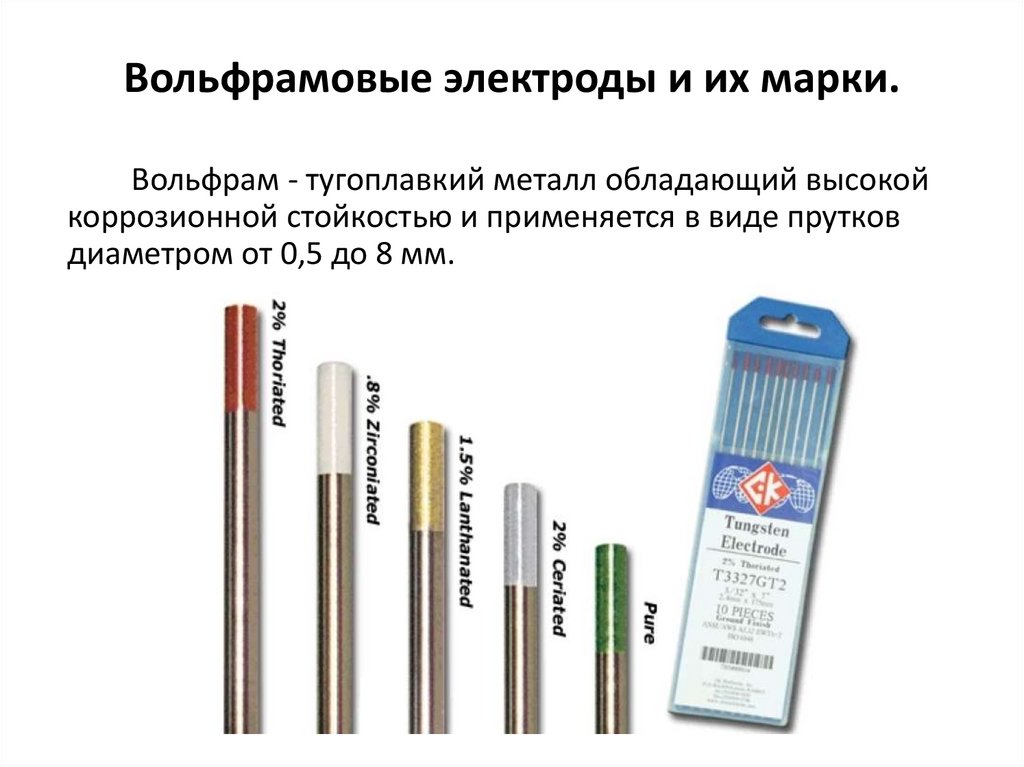 Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
Цифры, следующие за буквами, обозначают, сколько процентов примесей есть в составе электрода. При этом следует двухзначные числа воспринимать как однозначные. Например, 15 обозначает 1,5% примесей помимо вольфрама.
А теперь давайте более подробно разберем, что значит каждая буква.
Буквенные обозначенияЦветовая маркировка вольфрамовых электродов не обходится без правильной расшифровки. Недостаточно просто запомнить цвет. Важно понимать, какая марка кроется за цветовой индикацией.
Итак, буквы WP в марке обозначают, что электрод состоит из чистого вольфрама и не содержит примесей. По факту примеси все же могут быть, но их количество не превышает 0.5%. Такие электроды используются крайне редко. Поскольку чистый вольфрам обладает довольно специфичными свойствами и часто нуждается в разбавлении своего состава иными металлами.
Далее идут буквы, обозначающие металлы, подмешанные к вольфраму.
Буква С обозначает, что в составе есть примеси церия. Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Такие электроды используются чаще всего и обозначаются серым цветом. Ими можно варить с применением разного сварочного оборудования.
Буквой Т обозначается наличие диоксида тория в составе. Для маркировки данного типа электродов применяется красный цвет. Электроды WT так же часто используются. Их применяют для сварки цветных металлов и различных сталей, в том числе нержавеющих. Но не зря эти электроды обозначаются ярко-красным цветом, чтобы привлечь ваше внимание. Ведь диоксид тория в их составе обладает выраженными радиоактивными свойствами. Так что соблюдайте технику безопасности при работе с WT.
Буквой Z обозначают наличие циркония в составе электрода. Электроды маркируются белым цветом. Стержни WZ используются преимущественно для сварки меди или алюминия. Данные металлы довольно трудно варить, то электроды WZ упрощают эту задачу. При их использовании отмечается очень стабильное горение дуги.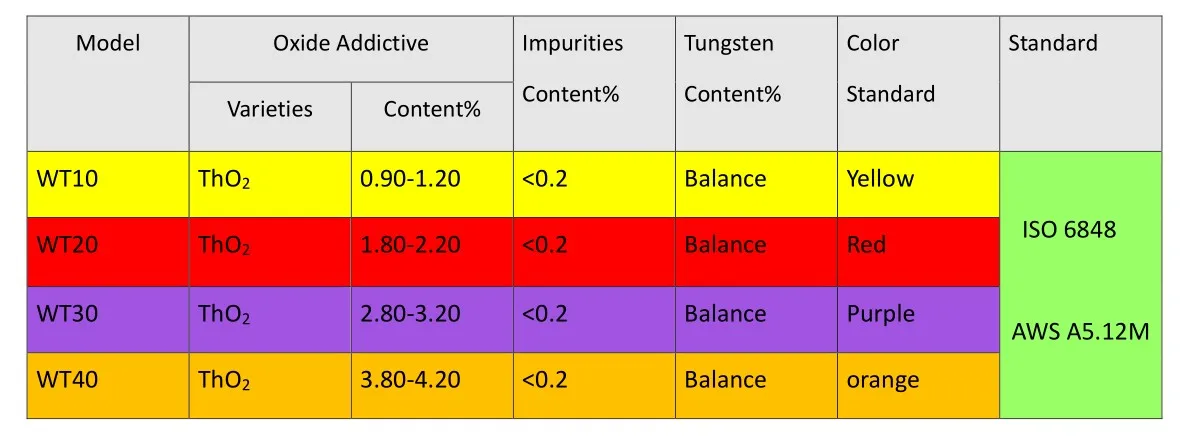
Читайте также: Все, что вы хотели знать о вольфрамовых электродах
Буква Y обозначает, что в составе присутствует иттрий. Для маркировки используется темно-синий цвет. Это узкоспециализированные электроды. Они предназначены для сварки сложных металлоконструкций, которые должны выдерживать высокие нагрузки. Подходят для работы с медью, титаном и некоторыми типами стали.
И последнее обозначение — буква L. Означает, что в составе есть лантан. Такие электроды могут маркироваться любым другим цветом, отличным от описанных выше. Чаще всего используется синий или золотистый оттенок. Можно варить как на переменном, так и на постоянном токе. Такие электроды устойчивы к высокотемпературной сварке и могут применяться во многих сварочных работах.
Это все, что вам нужно знать о маркировке вольфрамовых электродов. Информации немного, поэтому просто выучите ее и постарайтесь применить на практике. Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Так вы быстрее запомните, для каких работ применяется тот или иной цвет.
Вместо заключения
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой. На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Как вам статья?
виды, их параметры и свойства
Главная » Материалы
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама.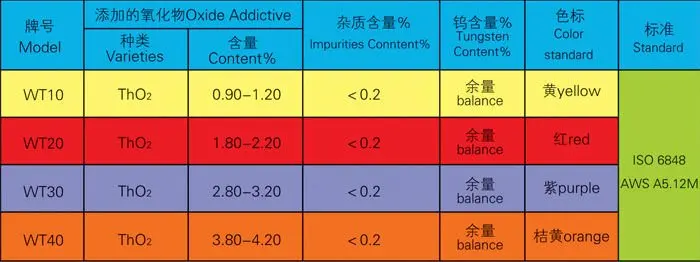 Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Содержание
- 1 Классификация
- 2 Таблица с данными по вольфрамовым электродам
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением).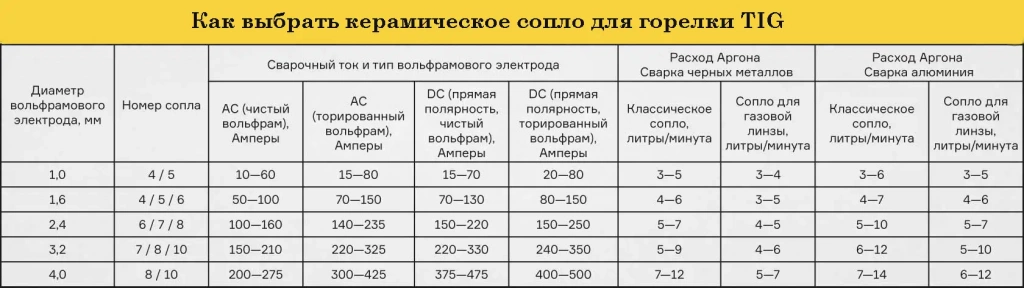 При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
- меньший нагрев;
- лучшая зажигаемость дуги;
- больший ток нагрузки;
- повышенная стойкость.
Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
- WP – выполнен из чистого вольфрама (99,5%).
 Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый. - WZ-8 содержит 0,8% оксида Zr. Применяют для сварки Al, бронзы, Mg Ni и их сплавов. Для сварки переменным током. Могут выдерживать наибольшую токовую нагрузку. Цвет – белый.
- WT-20 содержит 2% оксида Th. Для сварки нержавейки, молибдена, тантала, Ni, Ti и их сплавов. Торированные электроды хорошо работают при большом токе. Но Th является радиоактивным элементом и требует дополнительных мер безопасности. Цвет – красный.
- WC-20 содержит 2% церия. Для сварки высокотемпературных металлов (молибдена, тантала), Ni, Ti и их сплавов. Такие электроды могут работать как на постоянном, так и на переменном токе. Позволяет легко запускать дугу и поддерживать ее даже при малом сварочном токе. Цвет – серый.
- WL-15, WL-20 содержат 1,5 и 2% La соответственно. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
- WY-20 – содержит около 2% диоксида Y. Применяется для сварки ответственных узлов из углеродистой, низколегированной и нержавеющей стали, а также Ti и Cu. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
 Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).Таблица с данными по вольфрамовым электродам
Вольфрамовые электроды по цветам
№#
Тип
Рейтинг
Цвет
AC/DC
1
Электрод WP
Зеленый
Подробнее
2
Электрод WZ-8
Белый
Подробнее
3
Электрод WT-20
Красный
Подробнее
4
Электрод WC-20
Серый
Подробнее
5
Электрод WL-15
Золотой
Подробнее
7
Электрод WY-20
Темно – синий
Подробнее
6
Электрод WL-20
Синий
Подробнее
В таблице приведены цены на 1 электрод длиной 175 мм и диаметром в 2 мм по данным Яндекс. Маркет.
Маркет.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Руководство по вольфрамовым электродам и цветам
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW).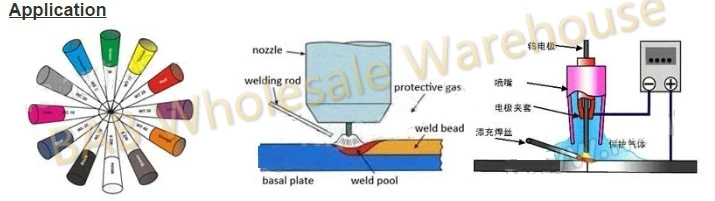
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, щелкните здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC).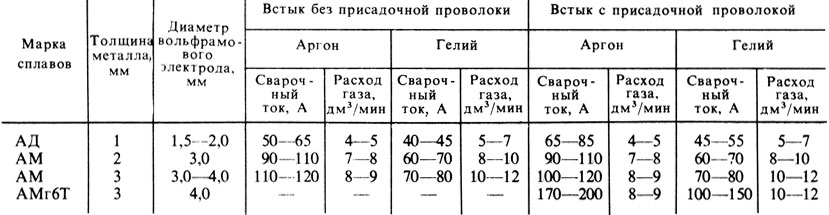
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.
Торированные электроды (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория и называются 2-процентными торированными электродами. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2-процентным церием. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат не менее 97,80 % вольфрама и от 1,30 до 1,70 % лантана, или лантана, и известны как 1,5 % лантана. Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
, и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рисунок 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0006 Рисунок 1 ), и на конце электрода образуется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
| Рисунок 2 Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. Рисунок 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на слабом токе тонкого материала (от 0,005 до 0,040 дюйма) вольфрам лучше всего заточить до острия. Заостренный наконечник позволяет сварочному току передаваться в виде сфокусированной дуги и помогает предотвратить деформацию тонких металлов, таких как алюминий. Не рекомендуется использовать заостренный вольфрам для приложений с более высоким током, поскольку более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.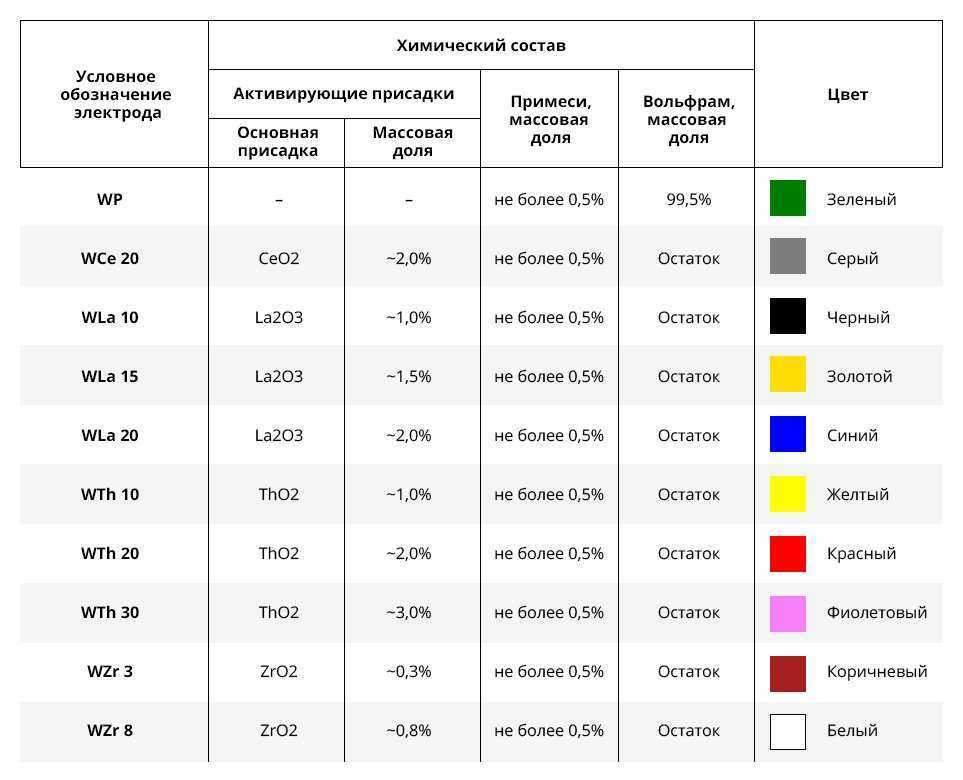
Для сильноточных приложений лучше всего зашлифовать усеченный наконечник. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу. Это также предотвращает образование шара.
Майк Сэммонс — менеджер по продажам и маркетингу Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
Таблица вольфрамовых электродов Electronics Hub
Outline
Введение
Как и сварка MIG, сварка TIG также является популярным методом сварки, который в настоящее время используется для широкого спектра применений в различных отраслях промышленности. Некоторые могут даже назвать это просто изменением сварки MIG, поскольку в этих двух технологиях различаются лишь несколько параметров, что делает общую процедуру несколько похожей.
Когда дело доходит до сварки TIG, многие параметры, которые могут повлиять на конечный результат, связаны с выбором вольфрамовых электродов. Поэтому важно подобрать правильный тип вольфрамового электрода для работы, если вы хотите получить наилучшие результаты. А поскольку это также приводит к более чистой сварке, вы можете сэкономить много времени и усилий, которые потребуются, если для работы используется неподходящий вольфрамовый электрод.
Сегодня мы узнаем о различиях между различными типами вольфрамовых электродов и о том, как выбрать лучший для ваших нужд. Но прежде чем мы углубимся в детали, у нас есть несколько удобных диаграмм, включенных в это руководство, которые помогут вам сразу выбрать лучший вариант. Взгляните на таблицу ниже, где мы сравним различные типы вольфрамовых электродов, которые обычно необходимы для работы.
| Тип вольфрамового электрода | Основной оксид | Масса оксида | Подходящий текущий режим |
| Чистый вольфрам | Н/Д | Н/Д | Переменный ток |
| Торированный | Тория диоксид | Варьируется от 0,8% до 2,2% | Постоянный ток |
| Сериатед | Оксид церия(IV) | Варьируется от 1,8% до 2,2% | Постоянный или переменный/постоянный ток |
| Лантанат | Оксид лантана | Варьируется от 0,8% до 2,2% | Постоянный или переменный/постоянный ток |
| Цирконированный | Диоксид циркония | Варьируется от 0,15% до 0,9% | Переменный ток |
| Другие типы | ЭРГ | Зависит от производителя | Постоянный или переменный/постоянный ток |
Хотя это одни из наиболее часто используемых вольфрамовых электродов для работы, вы также должны знать, как идентифицировать электроды, прежде чем брать комплект.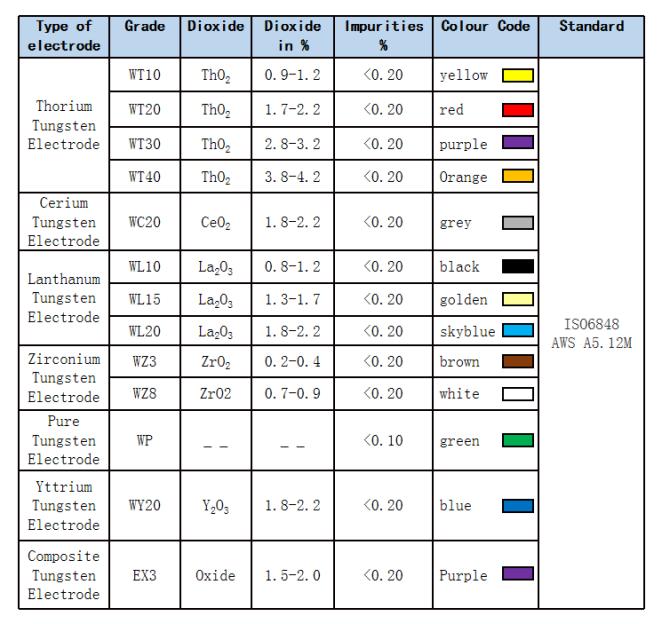 К счастью, это довольно легко сделать, поскольку производители окрашивают электроды в зависимости от их типа. Вот как вы можете легко идентифицировать электроды по их типам и даже подтипам.
К счастью, это довольно легко сделать, поскольку производители окрашивают электроды в зависимости от их типа. Вот как вы можете легко идентифицировать электроды по их типам и даже подтипам.
| Тип вольфрамового электрода | Цвет |
| Электрод из чистого вольфрама | Зеленый |
| Сериат (2%) | Серый |
| Лантансодержащие (1%) | Черный |
| Лантанат (1,5%) | Золото |
| Лантансодержащие (2%) | Синий |
| Торированный (1%) | Желтый |
| Торированный (2%) | Красный |
| Цирконированный (1%) | Белый |
| Смесь редкоземельных элементов | Любой цвет, кроме тех, которые используются в кодах сварки | .
Хотя информация, представленная выше, позволит вам выбрать правильный тип вольфрамового электрода для работы, прежде чем вы сможете использовать электроды, нужно сделать еще кое-что.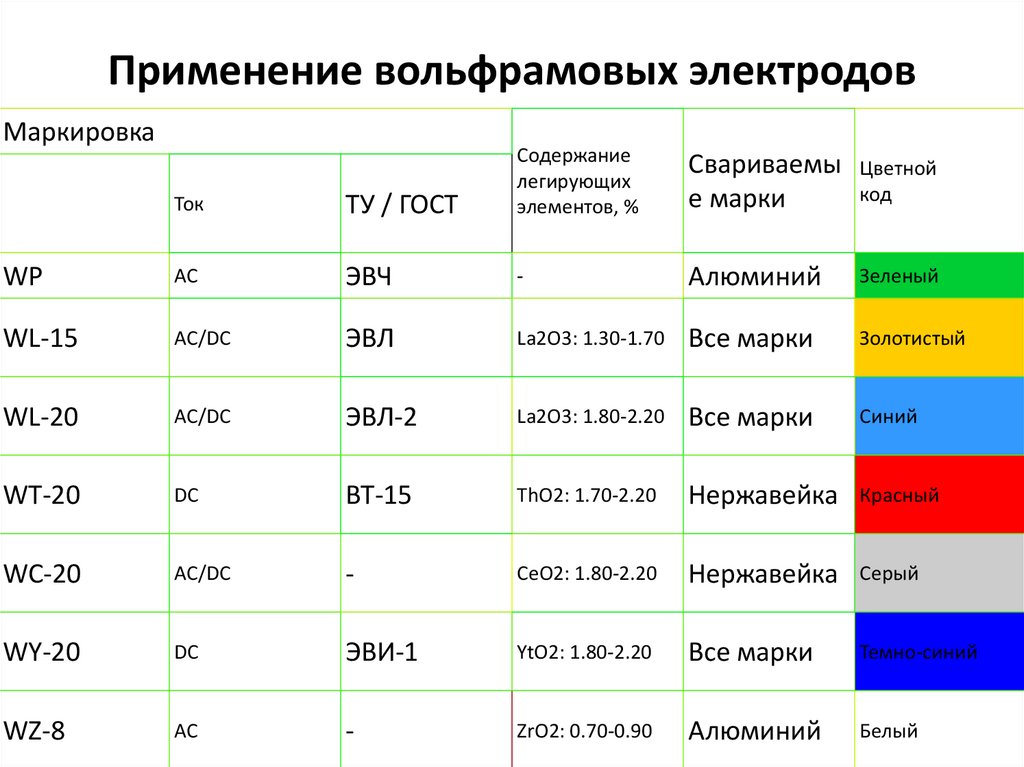
Наряду с этим вы также должны знать подходящую силу тока, необходимую для работы, исходя из размера электрода, а также типа тока, который вы используете для работы. Проще говоря, подходящие уровни силы тока различаются для отрицательных, симметричных и несимметричных волн постоянного тока.
Вот краткое руководство по выбору правильной силы тока для работы.
| Размер вольфрама | DC-отрицательная волна | Симметричные волны переменного тока | Несимметричные волны переменного тока |
| 1 мм | от 15 до 80 А | от 10 до 80 А | от 20 до 80 А |
| 1,6 мм | от 70 до 150 А | от 70 до 150 А | от 60 до 120 А |
| 2,4 мм | от 150 до 250 А | от 140 до 225 А | от 100 до 180 А |
| 3,2 мм | от 250 до 400 А | от 225 до 325 А | от 160 до 250 А |
| 4 мм | от 400 до 500 А | от 300 до 400 А | от 200 до 320 А |
| 6 мм | от 750 до 1000 А | от 500 до 630 А | от 340 до 525 ампер |
Типы вольфрамовых электродов
Мы надеемся, что представленная выше информация поможет вам быстро определить правильный тип вольфрамового электрода, который вам нужен для работы, и получить чистый и устойчивый шов с помощью технологии сварки TIG.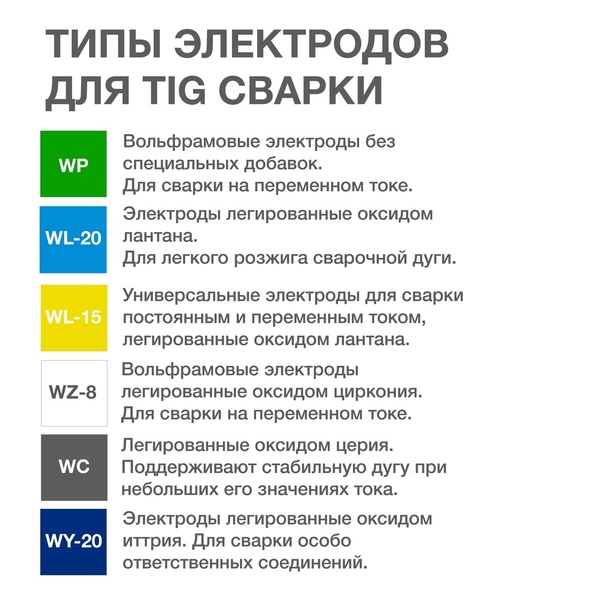 Но прежде чем вы сможете это сделать, вам нужно знать, как выбрать идеальный тип электрода в зависимости от работы.
Но прежде чем вы сможете это сделать, вам нужно знать, как выбрать идеальный тип электрода в зависимости от работы.
Электроды в первую очередь классифицируются на основе их химических свойств или состава соединений, используемых для изготовления этих электродов. При этом наиболее важной частью является основной оксид и его процентное содержание в составе. Хотя электроды имеют определенный цветовой код, чтобы облегчить выбор, он не скажет вам, какой тип опции подходит для работы. Это вам придется решить, прежде чем искать электроды.
Вот все, что вам нужно знать о различных типах вольфрамовых электродов и о том, чем они отличаются друг от друга.
1. Электроды из чистого вольфрама (зеленые)
Электроды из чистого вольфрама обеспечивают наилучшую стабильность при использовании переменного тока. Как следует из названия, он не содержит основных оксидов. Аргон или гелий в основном используются в качестве защитного газа при работе с электродами из чистого вольфрама. Еще одним преимуществом этих электродов является то, что они сравнительно дешевле, поскольку себестоимость их производства не так высока. Однако это также означает, что токонесущая способность этих электродов относительно ниже, а также их стойкость к сварочным загрязнениям и сварочным дефектам.
Еще одним преимуществом этих электродов является то, что они сравнительно дешевле, поскольку себестоимость их производства не так высока. Однако это также означает, что токонесущая способность этих электродов относительно ниже, а также их стойкость к сварочным загрязнениям и сварочным дефектам.
2. Торированные
Торированные вольфрамовые электроды содержат диоксид тория, процентное содержание которого может варьироваться от 0,8 до 2,2 процента. Добавленный диоксид тория увеличивает ожидаемый срок службы электрода и обеспечивает высокую эмиссию электронов во время сварки. Это также обеспечивает гораздо лучший контроль дуги и снижает вероятность сварочного загрязнения. Но вы должны быть осторожны, когда работаете с торированными электродами, так как они состоят из радиоактивного материала, тория.
а. Торированные (желтые)
В зависимости от процентного содержания диоксида тория существует 2 подтипа ториевых электродов. Желтые имеют содержание основного оксида от 0,8 до 1,2% и лучше всего подходят для приложений постоянного тока. А с острым концом он также становится идеальным кандидатом для сварки углеродистой стали. Тем не менее, вам может быть трудно поддерживать закругленный валик сварного шва, когда вы работаете с переменным током.
А с острым концом он также становится идеальным кандидатом для сварки углеродистой стали. Тем не менее, вам может быть трудно поддерживать закругленный валик сварного шва, когда вы работаете с переменным током.
б. Торированные (красные)
С другой стороны, красные торированные электроды содержат от 1,7 до 2,2% диоксида тория. При повышенном процентном содержании основного оксида желаемые характеристики электродов также повышаются по сравнению с желтыми электродами. Красные торированные электроды имеют относительно более высокую температуру плавления, что играет на пользу сварщику. Это также означает, что расход электрода намного ниже по сравнению с другими. Что касается применения, красные торированные электроды используются для титановых сплавов и стальных сплавов.
3. Церированные (серые)
Электроды с церием разработаны с введением оксида церия в качестве основного оксида в состав. Этот оксид происходит от элемента под названием Ceria, и он смешивается с композицией для повышения стабильности дуги и облегчения зажигания дуги. В отличие от Тория, Церий не является радиоактивным элементом. Таким образом, эти электроды хорошо работают как с переменным, так и с постоянным током. Еще одно преимущество электродов Ceriated заключается в том, что они обеспечивают более длительный срок службы и низкую скорость эрозии. Наиболее распространенными сферами применения электродов Ceriated являются алюминиевые, магниевые, титановые и медные сплавы.
В отличие от Тория, Церий не является радиоактивным элементом. Таким образом, эти электроды хорошо работают как с переменным, так и с постоянным током. Еще одно преимущество электродов Ceriated заключается в том, что они обеспечивают более длительный срок службы и низкую скорость эрозии. Наиболее распространенными сферами применения электродов Ceriated являются алюминиевые, магниевые, титановые и медные сплавы.
4. Лантанированные
Лантанированные вольфрамовые электроды имеют довольно общий набор характеристик по сравнению с цериевыми электродами. Эти электроды также отличаются длительным сроком службы и низкой скоростью эрозии, что делает процесс сварки более эффективным и снижает эксплуатационные расходы. Для получения этих качеств в состав вмешивается оксид лантана. В зависимости от процентного содержания оксида лантана лантановые электроды подразделяются на 2 подтипа.
а. Lanthanated (черный)
Для черных лантанированных электродов процентное содержание оксида варьируется от 0,8 до 1,2%.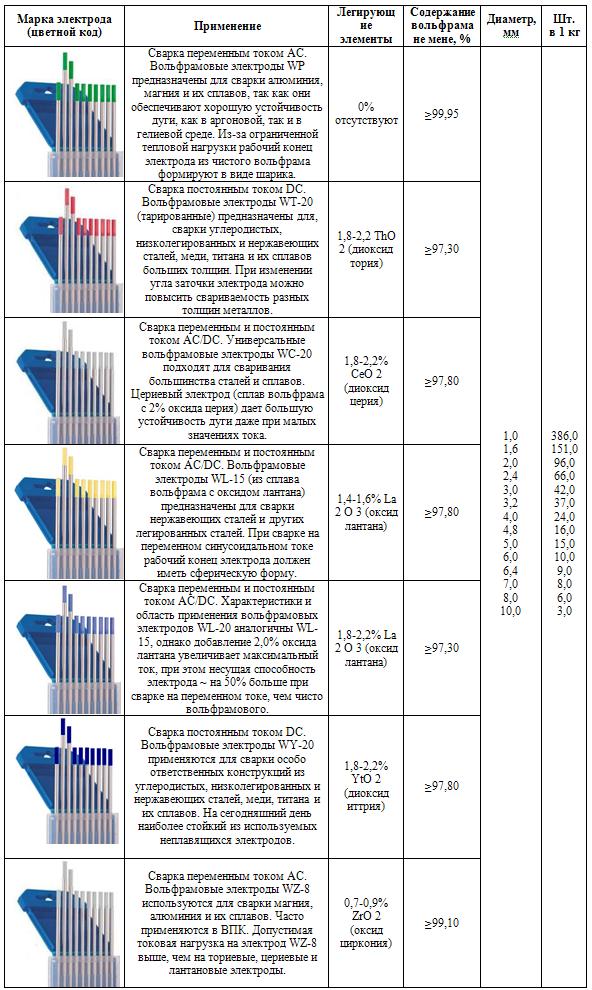 В этом случае процент оксида поддерживается на минимальном уровне, чтобы представить его в качестве альтернативы электродам из чистого вольфрама или электродам с церием для снижения затрат.
В этом случае процент оксида поддерживается на минимальном уровне, чтобы представить его в качестве альтернативы электродам из чистого вольфрама или электродам с церием для снижения затрат.
б. Lanthanated (Gold)
Золотые электроды с Lanthanated, с другой стороны, имеют повышенный процент оксида лантана, варьирующийся от 1,3 до 1,7%. Это лучшая альтернатива торированным электродам, если вы хотите избежать вредного воздействия радиоактивного оксида. Еще одним преимуществом электродов с золотым лантанатом является дополнительный подходящий диапазон силы тока.
с. Lanthanated (синий)
Синие лантанированные электроды имеют самый высокий процент оксида лантана, начиная с 1,8% и заканчивая 2,2%. Поэтому он имеет значительно лучшие характеристики, такие как стабильность дуги и диапазон силы тока. По этой причине электроды с голубым лантанатом популярны для сварки переменным током и DCEN.
5. Циркониевый
Последний тип вольфрамового электрода – это циркониевый электрод, созданный с использованием оксида циркония.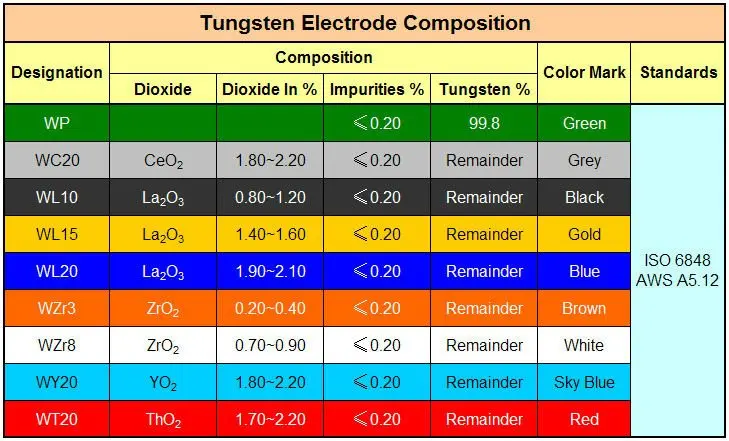 Оксид циркония получают из элемента, называемого цирконием, который придает электродам несколько важных характеристик. В большинстве случаев этот электрод вводится для минимизации сварочного загрязнения. Но при этом у него также есть ограничение совместимости только с переменным током.
Оксид циркония получают из элемента, называемого цирконием, который придает электродам несколько важных характеристик. В большинстве случаев этот электрод вводится для минимизации сварочного загрязнения. Но при этом у него также есть ограничение совместимости только с переменным током.
а. Циркониевый (коричневый)
Коричневые циркониевые электроды имеют маркировку, если процентное содержание оксида циркония остается в пределах от 0,15 до 0,5% в составе. Помимо минимизации загрязнения вольфрамом, он также поддерживает стабильную дугу, что, безусловно, помогает создать равномерный валик сварного шва. Токопроводящая способность коричневых циркониевых электродов также намного лучше, чем у конкурентов.
б. Цирконированные (белые)
Есть еще один вариант циркониевых электродов, который маркируется белым цветом. Эти электроды имеют немного больший процент оксида циркония, который составляет от 0,7 до 0,9.%. Он не так популярен, как другие варианты, и используется только для получения качественных результатов сварки алюминиевых или магниевых заготовок.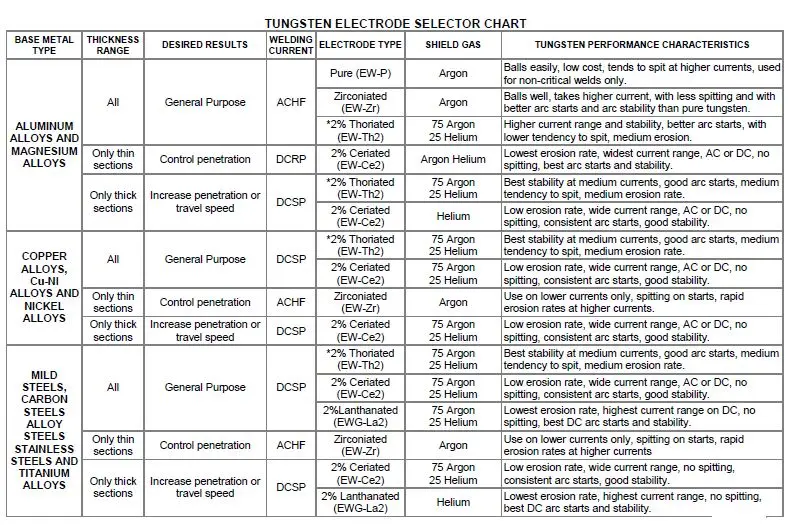
6. Редкоземельная смесь EWG
Наиболее распространенным типом электродов, которые создают проблемы при идентификации, являются вольфрамовые электроды из смеси редкоземельных элементов. На эти электроды не распространяется какой-либо набор стандартных правил, а тип и состав основного оксида определяются производителем на основе желаемых свойств. Как правило, оксиды, используемые для изготовления электродов из смеси редкоземельных элементов, состоят из оксидов редкоземельных элементов, тогда как состав зависит от массы электрода.
Поскольку тип основного оксида непостоянен, трудно определить качество или химические характеристики электродов из смеси редкоземельных элементов. Поэтому важно ознакомиться со спецификациями, предлагаемыми производителем, прежде чем выбирать эти электроды для своей работы. Кроме того, цветовая маркировка этих электродов не является постоянной, и они могут быть доступны в любом цвете, кроме тех, которые используются для стандартных типов. Тем не менее, наиболее часто используемый цвет для электродов из смеси редкоземельных элементов — фиолетовый.
Тем не менее, наиболее часто используемый цвет для электродов из смеси редкоземельных элементов — фиолетовый.
Заключение
В отличие от сварки МИГ, сварка ВИГ имеет довольно сложную кривую обучения, и на нее сильно влияет множество важных параметров, в первую очередь тип вольфрамового электрода, который вы используете для работы. Если вы выберете неправильный электрод для работы, результаты не будут хорошими, несмотря на навыки или знания сварщика. Но это также означает, что вы можете легко улучшить качество сварки, просто выбрав правильный электрод для работы.
Именно для этого мы подготовили для вас это полезное руководство по вольфрамовым электродам. В этом руководстве вы найдете всю необходимую информацию о вольфрамовых электродах, их типах, цветовых кодах и подходящих областях применения. Таким образом, вы можете легко выбрать идеальный вольфрамовый электрод для работы, следуя этому руководству. Если вы не уверены в каком-либо аспекте, упомянутом в руководстве, обязательно сообщите нам об этом через раздел комментариев.