Вольфрамовые электроды для аргонодуговой сварки: типы, маркировка
- Разбираемся в характеристиках вольфрамовых электродов
- Сферы использования вольфрамовых электродов различных марок
- Критерии выбора электрода из вольфрама
- Особенности и способы заточки
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены. Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации.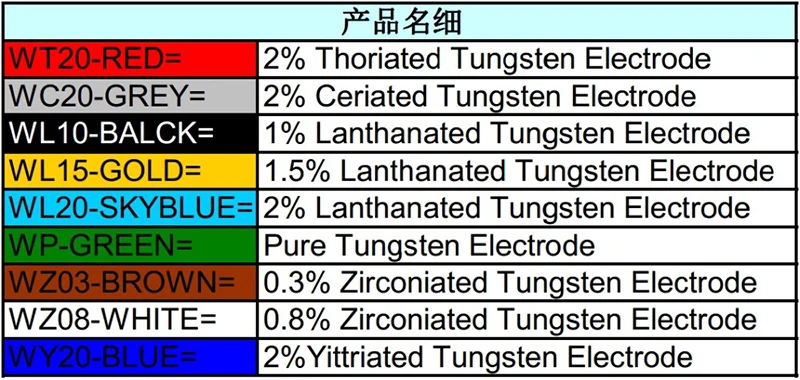
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека.
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.

Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75. В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
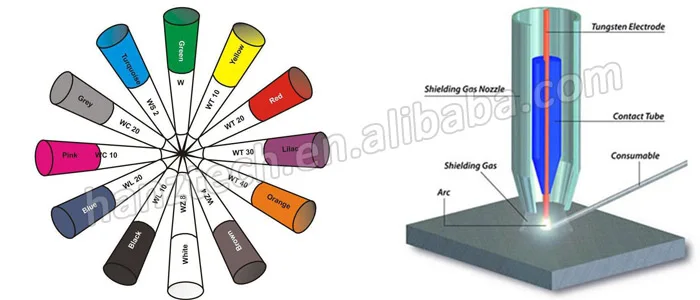
Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами.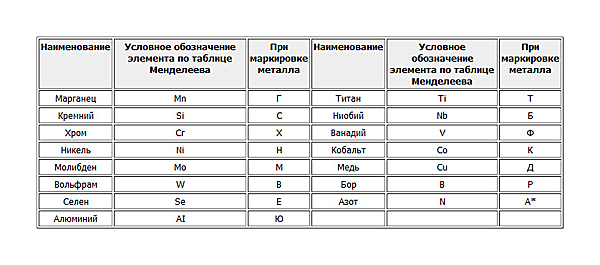 Такие метки могут быть нанесены одним из следующих цветов:
Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Цветовая маркировка вольфрамовых электродов
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.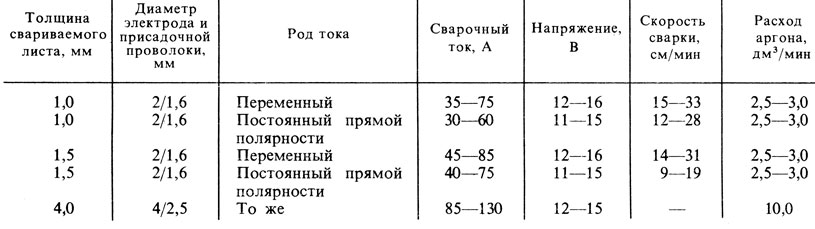 WP – зеленый наконечник
WP – зеленый наконечникЭлектроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др. ), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечникЭлектроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.


Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечникЭлектроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.

Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
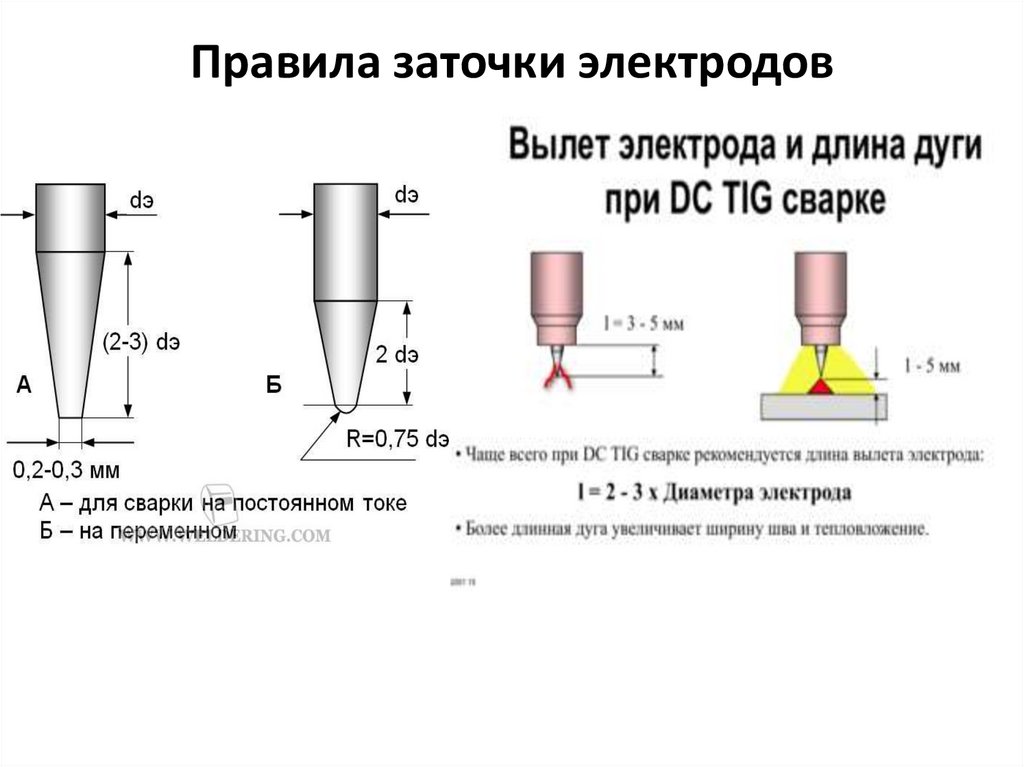
Особенности и способы заточки
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.

Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Машинка для заточки вольфрамовых электродов
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи:
- такого приспособления, как машинка для заточки вольфрамовых электродов;
- настольного точильного станка;
- автоматизированного станка;
- химических средств.
На видео, демонстрирующем приемы заточки вольфрамовых прутков, можно также увидеть, как от ее типа меняются формы и размеры шва.
Особенности вольфрамовых электродов
Вольфрамовые электроды – широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.
Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства. Европейские страны выпускают электроды только после приобретения металла в Китае.
Читайте также:
Как производится сварка полипропиленовых труб.
Особенности термитной сварки.
Об ультразвуковой сварке читайте здесь.
Сварочный материал подразделяется на три типа, в число которых входят:
Формы заточки вольфрамового электрода.
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:

- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Характеристики вольфрамовых электродов.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.

Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
Цветная маркировка вольфрамовых электродов.
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
 Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
Процесс аргонодуговой сварки.
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.
 К ней подается проволока для присадки.
К ней подается проволока для присадки.Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
Схема аппарата TIG для аргонодуговой сварки.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
Вернуться к оглавлению
Правила аргонодуговой сварки
Для осуществления правильной сварки необходимо соблюдать следующие правила:
- Используйте в работе с тонкими металлическими листами специальные сборочно-сварочные приспособления. Они помогут в точности соединить кромку, и вы получите тонкий и прочный сварочный шов.
- Электроды должны быть идеально чистыми на концах, чтобы получить качественный шов.
- Перед сваркой необходимо по всем правилам и соблюдая все требования определиться с силой тока. Это обеспечит небольшой расход материала и продолжительность формы заточки.
- Постарайтесь не впускать в зону сварки воздух, в противном случае вы рискуете получить некачественный шов.

Соблюдая все правила и имея необходимые знания для осуществления сварочных работ, вы сможете сделать качественный шов и обеспечить себя десятилетиями спокойной жизни. Вам не предстоит латать дыры, потому как безукоризненно выполненная работа способна сохранять свои первоначальные качества на протяжении долгих лет.
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это редкий металлический элемент, используемый для изготовления электродов TIG (или GTAW). Процесс TIG основан на твердости вольфрама и стойкости к высоким температурам для подачи сварочного тока на дугу, поскольку он имеет самую высокую температуру плавления среди всех металлов (3410°C).
Эти нерасходуемые электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из смеси вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для процесса TIG зависит от типа и толщины основного материала, а также от того, свариваете ли вы на переменном или постоянном токе.
В этой статье описываются варианты вольфрама, как выбрать лучший для вашего применения и правильная подготовка вольфрама.
Чистый вольфрам (цветовой код: зеленый)
Примечание. Каждый электрод имеет «цветовую маркировку», чтобы исключить путаницу с его типом. Цвет появляется на кончике каждого электрода.
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50 % вольфрама, имеют самый высокий расход из всех электродов и, как правило, дешевле, чем «легированные» аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают хорошую стабильность дуги при сварке на переменном токе со сбалансированной формой волны.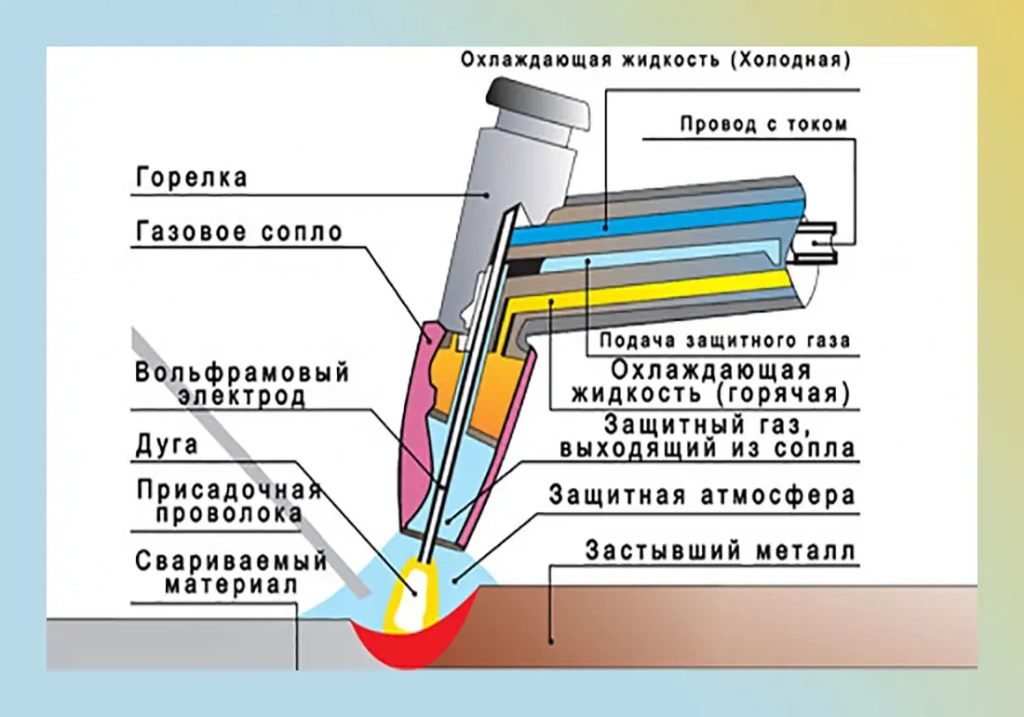 Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно алюминия и магния, но не используется для сварки постоянным током (он не обеспечивает такого сильного зажигания дуги, как торированные или цериевые электроды).
2%-торированные вольфрамовые электроды (цветовой код: красный)
2%-торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество электронной эмиссии электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и сводит к минимуму блуждание дуги для большей стабильности. Он также отличается более низким уровнем загрязнения сварного шва, чем другие электроды.
Эти электроды можно использовать для сварки на переменном токе, и они являются исключительными для электродов с отрицательным электродом на постоянном токе (прямая полярность) при сварке углеродистой и нержавеющей стали, никеля и титана.
При изготовлении торий равномерно распределяется по всему электроду. Эта ровность позволяет электроду сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали. Однако заточку кончика электрода следует выполнять с большой осторожностью. Торированный вольфрам содержит низкий уровень радиоактивности. Поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
2% церия (цветовой код: оранжевый)
2% церия вольфрамовые электроды (классификация AWS EWCe-2) содержат не менее 97,30% вольфрама и от 1,80 до 2,20% церия. Эти электроды лучше всего работают при сварке постоянным током, но могут успешно использоваться в процессах переменного или постоянного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярным в таких областях, как производство орбитальных труб и труб, обработка тонкого листового металла или работы, при которых свариваются мелкие и хрупкие детали. Как и торий, его лучше всего использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой электродам с 2%-ным содержанием тория. Электрические характеристики цериевого вольфрама немного отличаются от электрических характеристик тория, но большинство операторов не смогут заметить разницу.
Новые методы сварки алюминия на переменном токе включают использование заостренного вольфрама с церием. Этот вольфрам, если его заострить, заводится очень хорошо, обеспечивая на 30-40% большую пропускную способность по току, чем чистый вольфрам того же диаметра, и не содержит никаких радиоактивных материалов
1,5% лантансодержащие (цветовой код: золото)
1,5% лантансодержащие вольфрамовые электроды ( Классификация AWS EWLa-1. 5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
5) содержат не менее 97,80% вольфрама и от 1,30 до 1,70% лантана или лантана. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Электроды с 1,5%-м содержанием лантана также очень близки по характеристикам проводимости к 2%-ному торированному вольфраму, а это означает, что в некоторых случаях они могут заменить 2%-ное содержание лантана без внесения значительных изменений в программу сварки.
[цитата]
Вольфрамовые электроды с содержанием лантана 1,5% идеальны, если вы хотите оптимизировать свои сварочные возможности. Лантансодержащие электроды хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скруглить для использования с источниками питания синусоидальной волны переменного тока. Лантана равномерно распределяется по всей длине электрода во время изготовления. Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Он также хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
Эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях переменного тока. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную несущую способность примерно на 50% для электрода данного размера.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10 % вольфрама и от 0,15 до 0,40 % циркония. Цирконированный вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, так как сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токовая несущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельный металл (цветовой код: серый)
Рис. 1: Типичные диапазоны тока для электродов с аргоновой защитой. |
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. В зависимости от добавок желаемые результаты могут включать: стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать вольфрам меньшего диаметра для той же работы, использование более высокого тока для вольфрама аналогичного размера и меньше вольфрамового плевка.
Заготовка из вольфрама – круглая, заостренная или усеченная?
Скругленный наконечник обычно используется на электроде из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Чтобы правильно скруглить конец вольфрама, просто примените силу переменного тока, рекомендуемую для данного диаметра электрода (см. рис. 1), и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера. электрод может снизить стабильность дуги и/или упасть и загрязнить сварной шов.
Рис. 2: Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с источниками питания с волнообразователем. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения), а также круг из боразона или алмаза (для сопротивления твердости вольфрама). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете адекватную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете адекватную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Зашлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. рис. 2), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/ 16 дюймов в длину). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке с меньшим током более тонких материалов (от 0,005 до 0,040 дюйма) вольфрам лучше всего отшлифовать до острия. Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Заостренный вольфрам позволяет сварочному току передаваться по сфокусированной дуге и помогает предотвратить деформацию более тонких металлов, таких как алюминий. Следует отметить, что использование заостренных вольфрамовых электродов для приложений с более высоким током не рекомендуется, так как более высокий ток может сдуть кончик вольфрамового электрода и вызвать загрязнение сварочной ванны.
Вместо этого, для приложений с более высоким током, лучше всего отшлифовать вольфрам до усеченного наконечника. Чтобы получить эту форму, сначала отшлифуйте вольфрам до конуса, как описано выше, затем отшлифуйте до 0,010–0,030 дюйма. плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама через дугу и/или слипание.
Заключение
В любом случае тип и форма используемого вольфрама помогают определить качество дуги и характеристики сварки, которых вы достигнете. Каждый из шести типов вольфрама, обсуждаемых здесь, имеет свои преимущества и недостатки. Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
Вот почему, независимо от типа материала, который вы свариваете методом TIG или используете процесс переменного или постоянного тока, всегда важно разумно выбирать вольфрам для каждого применения. Это может максимизировать успех сварки TIG и является одним из лучших способов защиты от загрязнения и переделок. Для получения дополнительной информации посетите сайт Weldcraft по адресу www.weldcraft.com.
Какой из них подходит именно вам?
Типы вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от других металлов. Знание различных типов вольфрамовых электродов очень полезно для сварщиков, чтобы выбрать правильный для своей работы.
Кроме того, у него есть еще одна замечательная способность: не быть мягким, когда жарко. Добавление легирующих компонентов (например, тория, циркония и др.) расширяет возможности использования этих продуктов.
При сварке TIG (GTAW) выбор подходящего неплавящегося материала электрода ограничен необходимостью соблюдения некоторых жестких условий сварки. The electrode material chosen must satisfy the following requirements:
The electrode material chosen must satisfy the following requirements:
- high electrical conductivity
- high thermal conductivity
- high melting point
- Хорошая излучательная способность
- Хорошие свойства тепловой усталости
- Limited Erosion 9011
GET THE BEST PRICE FOR 2% THORIATED TUNGSTEN ROD
| Image | Product | Details | Price |
|---|---|---|---|
2% Thoriated Tungsten Electrodes for Сварка TIG 7 дюймов, 10 шт.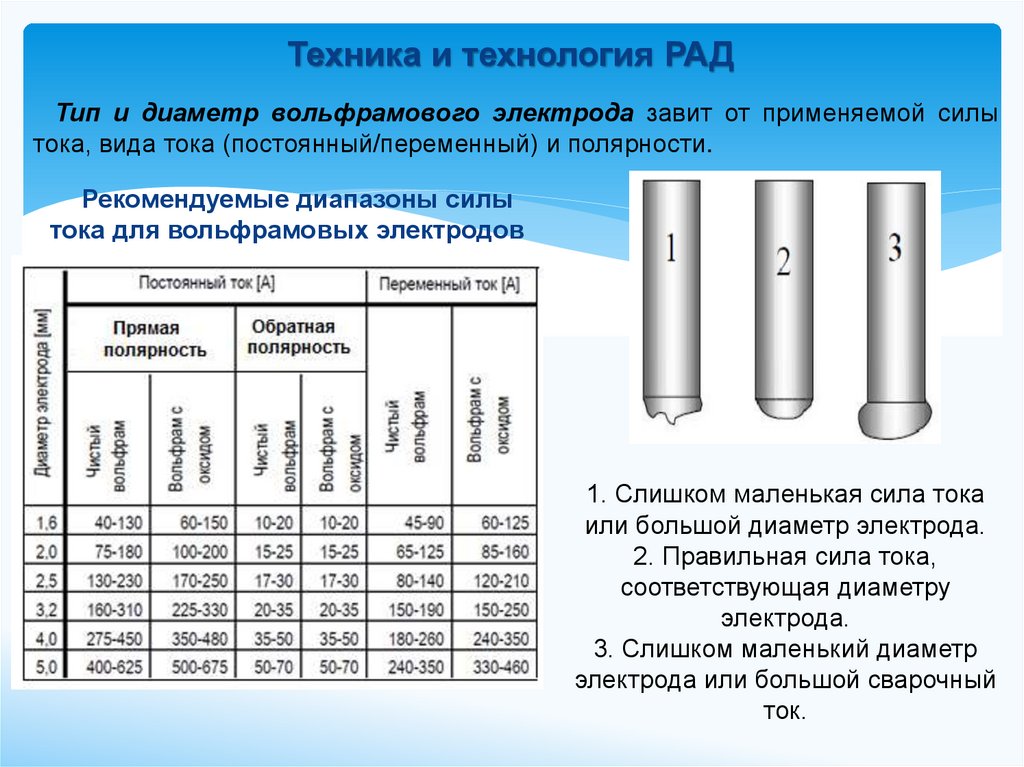 в упаковке в упаковке | Размер: 0,04 дюйма, 1/8 дюйма, 1/16 дюйма, 3/16 дюйма, 3/32 дюйма, 5/32 дюйма Цветовой код: КРАСНЫЙ Высшее качество стержни | Проверить цену | |
| Вольфрамовые электроды, содержащие 2 % лантана, сварка TIG, 7 дюймов, 10 шт. 32 ” Цветовой код: Blue Top Caffice Stods | Проверка цена | ||
| Bestarc Tig Welding Tungsten Electrod /16”, 3/16”, 3/32”, 5/32” Цветовой код: Серый Стержни высшего качества | Узнать цену | ||
| Вольфрамовый электрод для сварки TIG Чистый вольфрам 7″ (зеленый, EWP) 10 шт. YESWELDER | 16”, 3/32”, 5/32” Цветовой код: Зеленый | Проверить цену |
Чистый вольфрам (W) обладает ценными свойствами (например, высокая температура плавления, высокая плотность и простота легирования с другими элементами), что делает его наиболее важным элементом электродов для сварки TIG и плазмы.
Кроме того, при добавлении других легирующих элементов, таких как церий (Ce), торий (Th) и многих других, эти свойства улучшаются до более высокого уровня.
Для сварки TIG (GTAW) углеродистой стали, алюминия, нержавеющей стали и других химически активных металлов вольфрамовые электроды классифицируются в AWS A5.12- Спецификация для вольфрамовых и оксидных вольфрамовых электродов для дуговой сварки и резки.
Электроды вольфрамовые делятся на две группы: для работы на постоянном и переменном токе. Они также классифицируются и маркируются в соответствии с международным стандартом EN 26848.
AWS A 5.12 Tungsten electrode classification systemFollowing are the main type of tungsten rods used in TIG Welding as per the AWS A 5.12 Specification:
- Pure tungsten, (designation as EWP)
- 1% Thorium вольфрам, ( Обозначение как EWTH-1)
- 2% Траймстен Тория, ( Обозначение как 1111111. EWTH-112 111111111111 2) 6 11111111111112 11111111111 11111111110012
- 1/4% до 1/2% вольфрамовый вольфра EWCE-2)
- 1% Lanthanum вольф, ( .0111 designation as EWG)
 EWTH-112 111111111111 2) 6 11111111111112 11111111111 11111111110012
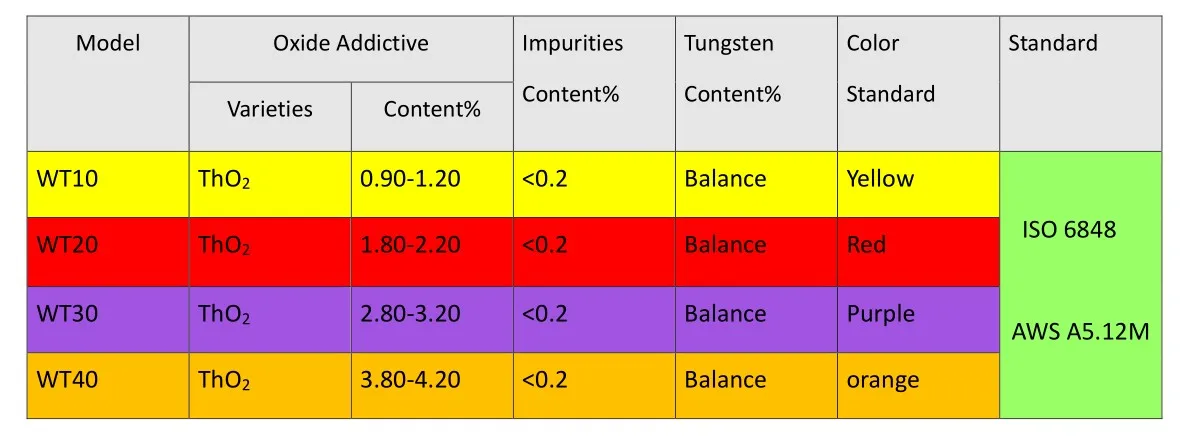
EWTH-112 111111111111 2) 6 11111111111112 11111111111 11111111110012 Types, Color Coding, ISO 6848 & AWSA5.12 Designations of Tungsten electrodes for TIG Welding
Welding symbols- Basic to expert
Please enable JavaScript
Символы сварки — от базового до экспертного
Вольфрамовые электроды для сварки TIG/плазменной сварки классифицируются и обозначаются в соответствии со стандартом AWS A5.12 и ISO 6848.
Обозначения вольфрамовых электродов, тип оксида и цвет наконечника приведены на рисунке ниже для справки.
Торированный вольфрам, EWTh-1 и EWTh-2
Оксид тория (ThO 2 ) добавляется в торированные вольфрамовые электроды. В электроды добавлено от 1,7 до 2,2% ThO 2 для улучшения пропускной способности по току и эмиссии электронов (это помогает проводить на 20% больше сварочного тока).
Добавление оксида тория (ThO2) также увеличивает срок службы вольфрамового электрода (он может выдерживать высокие температуры и ток) во время сварки по сравнению с чистым вольфрамовым электродом.
Оксид тория (ThO2) очень хорошо работает с прямой полярностью (DCEN) и используется для сварки углеродистой стали, нержавеющей стали, алюминия, медных сплавов и других материалов.
Купить Вольфрамовые электроды для сварки TIG с 2% торированием
Торированные вольфрамовые электроды не подходят для полярности переменного тока (AC).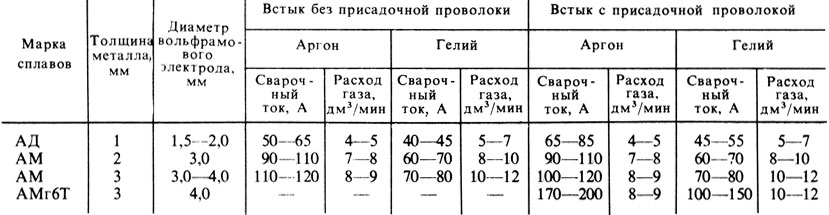 Причина в том, что в случае переменного тока вольфрамовый стержень должен иметь закругленный конец, а в случае с торированием его трудно обслуживать.
Причина в том, что в случае переменного тока вольфрамовый стержень должен иметь закругленный конец, а в случае с торированием его трудно обслуживать.
Чистый вольфрам, сварочный электрод EWP
Электрод для сварки TIG из чистого вольфрама имеет очень низкую термостойкость и свойства эмиссии электронов по сравнению со всеми другими типами вольфрамовых электродов.
Это ограничивает использование электродов из чистого вольфрама только для сварки алюминиевых и магниевых сплавов, где целесообразно удалить твердый оксидный слой путем очистки. Срок службы электродов из чистого вольфрама короткий.
Купить онлайн Вольфрамовый электрод для сварки TIG Чистый вольфрам по лучшей цене
Лантановый вольфрам, EWLa-1.5 и 2
Оксид лантана (La 2 O 3 ) в концентрации около 1%-2% добавляется к вольфрамовым электродам. Оксид вольфрама лантана не радиоактивен и, следовательно, безопасен в использовании в соответствии с требованиями безопасности.
По токопроводящим свойствам аналогичны ториевым вольфрамовым электродам, за исключением того, что они имеют несколько более высокое напряжение дуги, чем ториевые и цериевые вольфрамовые.
Купить онлайн Вольфрамовые электроды для сварки TIG 2% лантана по лучшей цене
Церий-вольфрам, EWCe-2
Добавление оксида церия (CeO2) в количестве 2% к вольфраму увеличивает токонесущую способность аналогично торированному электроду.
Вольфрамовые электроды с церием разработаны вместо ториевых электродов в качестве безопасной альтернативы. Они обеспечивают лучшую стабильность дуги и хорошее зажигание дуги.
Срок службы цериевых электродов также больше, чем у торированных вольфрамовых электродов. Эти вольфрамовые электроды можно использовать для полярности DCEP, DCEN и переменного тока.
Циркониевый вольфрам, EWZr-8
Оксид циркония (ZrO 2 ) добавляется к вольфраму для изготовления циркониевого вольфрамового электрода. Оксид циркония (ZrO2) помогает вольфраму свободно испускать электроны.
Оксид циркония (ZrO2) помогает вольфраму свободно испускать электроны.
Оксид циркония (ZrO 2 ) оказывает такое же действие, как и торий, но в меньшей степени. Поскольку циркониевый вольфрам легче плавится, чем ториевый вольфрам, электроды ZrO2 можно использовать как с переменным, так и с постоянным током.
Из-за сложности получения желаемого закругленного конца на ториевом и циркониевольфрамовом электроде цирконированный электрод используется для сварки алюминиевых и магниевых сплавов переменным током.
Купить Вольфрамовые электроды для сварки вольфрамовым электродом в среде инертного газа 0,8%, цирконирование онлайн по лучшей цене
Сплав не указан, EWG
Классификация EWG для вольфрамовых электродов означает, что производитель может изготовить свой собственный электрод с измененным процентным содержанием легирующих элементов.
Вы можете считать их похожими на сварочную проволоку ER70S-G, где производители проволоки могут выбирать химический состав проволоки. Электроды, обозначенные EWG, редко используются при сварке TIG.
Электроды, обозначенные EWG, редко используются при сварке TIG.
Диапазон тока для различных типов вольфрамовых электродов
Допустимая токовая нагрузка вольфрамовых электродов зависит от:
- Типов вольфрамовых электродов.
- Тип защитного газа.
- Тип полярности сварки.
- Тип оборудования.
На приведенном ниже рисунке показаны различные типы вольфрамовых электродов и их допустимая нагрузка по току.
Характеристики вольфрамового электрода и цветовая маркировка вольфрамового электрода
Цветовые коды вольфрамовых электродов показаны на рисунке ниже.
Здесь зеленый цвет для сварки TIG с чистым вольфрамовым электродом, серый для вольфрамового стержня с 2% церия для сварки TIG, красный для сварки TIG с вольфрамовым электродом с 2% тория, золотой и синий для сварки TIG с вольфрамовым электродом с лантанатом, а белый для вольфрамового электрода с цирконием Сварка TIG, как показано ниже.
Применение вольфрамовых сварочных электродов
Знание областей применения определенных типов вольфрамовых электродов, а также их характеристик поможет вам сделать правильный выбор в отношении качественной сварки TIG.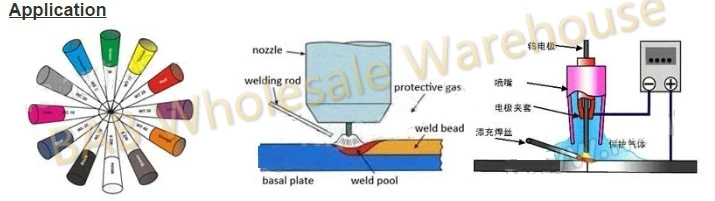
Каждый вид вольфрамовых сварочных электродов создается с определенной целью, определяющей виды производственной сварки, в которых они применяются:
- Электроды без легирования (зеленого цвета) применяются для сварки никеля, алюминия.
- Электроды EWCe-2 (цериированные) используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электроды с маркировкой EWLa-2 (лантанированные) могут использоваться для напыления металла и плазменной сварки обычных и нержавеющих сталей в среде аргона с использованием переменного или постоянного тока прямой полярности.
- Электроды EWZr-8 (цирконированные) могут сваривать никель, алюминий, магний и их сплавы в аргоне.
- Электроды EWTh-2 (торированные) с красным наконечником необходимы для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и длительным сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.