| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 0-30.0 мм
0-30.0 мм 2 мм REXANT
2 мм REXANT 0-32.0 мм
0-32.0 мм в блистере) DIN 338 REXANT
в блистере) DIN 338 REXANT 0 мм в блистере
0 мм в блистере ru (корзину).
ru (корзину).Новые свёрла для труднообрабатываемых материалов от Sandvik Coromant
Компания Sandvik Coromant, эксперт в области режущего инструмента и инструментальных систем, представил два новых цельнотвердосплавных сверла, призванных повысить стабильность и производительность сверления отверстий в деталях самолётов из труднообрабатываемых материалов, таких как жаропрочные сплавы (HRSA), сплавы на основе титана и композиционные материалы.
У сверления такого рода материалов существуют свои особенности. К примеру, сочетание усталостной стойкости, твёрдости и прочности жаропрочных сплавов при высоких температурах создаёт несколько типов износа свёрл. Кроме того, у композиционных материалов при механическом напряжении, возникающем во время сверления, зачастую происходит расслоение. Для решения подобных задач компания Sandvik Coromant разработала свёрла CoroDrill 860 с геометрией –SM и CoroDrill 863 с геометрией –O.
Так, новое цельнотвердосплавное сверло CoroDrill 860 с геометрией -SM обеспечивает повышенную надёжность процесса обработки, высокое качество поверхности отверстий и необходимый уровень стойкости инструмента, что делает его оптимальным выбором для сверления отверстий в материалах ISO S, таких как жаропрочные сплавы, куда относятся инконель, васпаллой, хастеллой и Udimet.
Для
цельнотвердосплавного сверла CoroDrill 860 с геометрией -SM предлагается новый
сплав 1210, значительно снижающий износ по задней поверхности, по сравнению с
ранее существовавшими решениями.
В совокупности все это позволяет достичь однородной и надёжной режущей кромки, которая обеспечивает высокую размерную точность и соблюдение более жёстких допусков на готовое отверстие. Новое сверло можно использовать для автоматизированного производства без участия операторов, и в данном случае пользователи могут ожидать значительного сокращения процента бракованной продукции, а также снижения себестоимости изготовления отверстия.
В аэрокосмической промышленности ключевые области применения новинки – обработка бобышек и гребневых/фланцевых элементов на корпусных деталях, а также других элементов на блисках и дисках турбин низкого и высокого давления.
Ассортимент включает в себя инструменты с глубиной сверления от 2xD до 5xD, диаметром от 3 до 16 мм, в том числе с внутренним подводом СОЖ.
Второй новинкой компании стало цельнотвердосплавное сверло CoroDrill 863 с геометрией -O, оптимизированное для сверления деталей самолётов из композиционных материалов.
Основа на базе
нового сплава O1AD обеспечивает сверлу повышенную износостойкость и высокое
качество отверстий, а большой осевой передний угол уменьшает расслаивание
пластика, армированного однонаправленным углеродным волокном (углепластика).
При использовании CoroDrill 863 с геометрией -O значительно повышается стойкость инструмента, выраженная в длине резания, и, как следствие, реже требуется смена инструмента. В числе наиболее распространенных деталей из композиционных материалов, в которых этим сверлом изготавливаются отверстия, — рамы самолётов, гнёзда под крылья, секции фюзеляжа, стабилизаторы, балки пола и закрылки.
На сегодняшний день ассортимент включает в себя свёрла с глубиной сверления от 4xD до 5xD, диаметром от 3 до 10 мм.
«Мы стремимся обеспечить заказчикам максимальный уровень производительности и надёжности процесса обработки. Адаптированные к специфическим потребностям труднообрабатываемых материалов, новые свёрла CoroDrill® обеспечивают общее повышение работоспособности и стойкости инструмента», — подчёркивает Симон Куплен, директор по продажам Sandvik Coromant Россия Запад.
Sandvik Coromant
Sandvik Coromant –
подразделение международной промышленной группы Sandvik – является ведущим глобальным производителем
инструмента и разработчиком инновационных решений для металлообрабатывающей
отрасли. Масштабные инвестиции в исследования и разработки, формирование новых
стандартов и партнерские отношения с заказчиками обеспечивают создание новых
технологий обработки и развития производства. Sandvik Coromant владеет
более чем 3100 патентами по всему миру, компания насчитывает более 7900
сотрудников и представлена в 150 странах.
Масштабные инвестиции в исследования и разработки, формирование новых
стандартов и партнерские отношения с заказчиками обеспечивают создание новых
технологий обработки и развития производства. Sandvik Coromant владеет
более чем 3100 патентами по всему миру, компания насчитывает более 7900
сотрудников и представлена в 150 странах.
Более подробную информацию см. на сайте www.sandvik.coromant.com.
Сверление твердого материала
Инструменты должны иметь покрытие для физического осаждения из паровой фазы, которое действует как барьер между карбидом и разрезаемым материалом.
Сверление является основным и экономичным способом создания отверстий в заготовке, и у производителей есть множество вариантов инструментов на выбор.
Сверла из быстрорежущей стали (HSS), твердосплавные, со сменными пластинами, CBN, с алмазными наконечниками и со сменными головками — все они используются в производстве. Выбор правильного инструмента для работы зависит от нескольких факторов, но, как правило, решающим фактором является материал заготовки.
Как и любая другая операция по зачистке стружки, для успешного сверления отверстий требуется стабильный станок с креплением инструмента, зажимом и подачей СОЖ, которые играют главную роль.
Однако, когда обрабатываемый материал превышает 50 HRC, тепло — общий враг всех операций по изготовлению микросхем — становится еще более гнетущим.
«Достижение продолжительного срока службы инструмента является основной проблемой при резке твердых материалов из-за большого количества выделяемого тепла», — объясняет Дэвид Ветречин, менеджер по продукции вращающихся инструментов компании Iscar Tools Canada.
Когда тепло остается в дрели, сам инструмент начинает разрушаться. В твердосплавных сверлах, обычном инструменте для сверления твердых материалов, на режущих кромках могут образовываться микротрещины, что в конечном итоге приведет к выходу сверла из строя. Усиленная подготовка кромок становится необходимой для борьбы с создаваемыми напряжениями.
«Твердый материал по своей природе является твердым на режущей кромке, поэтому подготовка кромки имеет решающее значение», — сказал Ветречин. «Сверла, которые вы бы использовали, например, для обработки низкоуглеродистой стали, нельзя использовать, потому что их подготовка кромки неправильная. При резке твердых материалов обычно на режущую кромку накладывается усиление, такое как Т-образная кромка, поэтому она не так легко скалывается».
«Сверла, которые вы бы использовали, например, для обработки низкоуглеродистой стали, нельзя использовать, потому что их подготовка кромки неправильная. При резке твердых материалов обычно на режущую кромку накладывается усиление, такое как Т-образная кромка, поэтому она не так легко скалывается».
В дополнение к усилению режущей кромки цельнотвердосплавные сверла, предназначенные для твердых материалов, часто имеют прямые канавки, что придает инструменту некоторую жесткость. Также используется более твердый сорт карбида.
Поскольку выделяется большое количество тепла, правильным выбором будет инструмент с покрытием.
«Наши инструменты имеют титано-алюминиевое покрытие PVD [физическое осаждение из паровой фазы], которое действует как барьер между карбидом и разрезаемым материалом, по сути, действуя как экран, предотвращающий попадание тепла в инструмент», — сказал Ветречин. . «Если вы можете контролировать нагрев, вы можете контролировать срок службы инструмента».
Сменная сверлильная головка ICM была разработана для резки нержавеющей стали, но хорошо работает с твердыми материалами, поскольку имеет Т-образную кромку на режущей кромке.
Условия резания
При сверлении отверстий в твердых материалах необходимо учитывать такие условия резания, как скорость и подача.
«По мере увеличения твердости скорость и подача должны резко снижаться, — сказал Ветречин.
Хотя поиск оптимальной зоны обработки может быть методом проб и ошибок, определение правильных условий резания имеет первостепенное значение. При сверлении закаленной стали часто требуется уменьшить скорость и подачу наполовину или более по сравнению с теми, которые используются для сверления мягкой стали.
«Если у вас есть инструмент с усиленной режущей кромкой и вы используете надлежащие режимы резания, сверление твердых материалов создает меньше проблем, чем многие другие материалы, трудно поддающиеся стружке», — сказал Ветречин.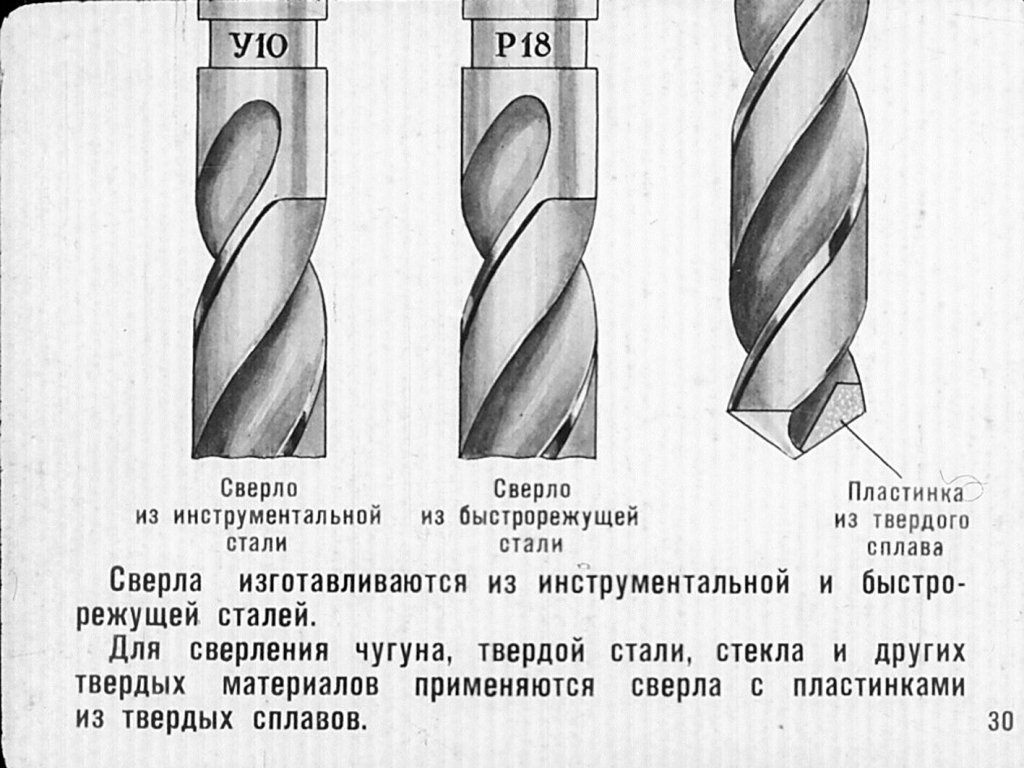
На самом деле эвакуация стружки из отверстий, как правило, не представляет проблемы при обработке закаленных сталей, поскольку образующаяся стружка относительно мала и легко стекает по канавкам. Тем не менее, по-прежнему рекомендуется использовать СОЖ под высоким давлением (1000 фунтов на квадратный дюйм), чтобы разрушить пароизоляцию между режущей кромкой и стружкой.
Переосмысление процесса
Отправка материала на термообработку перед механической обработкой является чуждой для некоторых компаний концепцией, но ее следует изучить.
«Цеха, которые думают немного нестандартно, как правило, готовы попробовать этот тип обработки», — сказал Ветречин.
Традиционный метод обработки твердой детали выглядит следующим образом:
Шаг 1 — Выполните стадию черновой обработки.
Шаг 2—Отправьте деталь на термообработку.
Шаг 3 — Выполните заключительный этап.
В этой ситуации производители часто зависят от стороннего предприятия по термообработке и возможных задержек доставки, которые слишком распространены. Это означает, что все больше и больше компаний закаляют материал перед любой механической обработкой.
Это означает, что все больше и больше компаний закаляют материал перед любой механической обработкой.
«Основным преимуществом предварительного затвердевания материала является то, что теперь существует только одна установка», — сказал Ветречин. «Поскольку деталь загружается в машину только один раз, меньше вероятность образования брака из-за слишком большого перемещения детали».
Кроме того, вероятность того, что деталь будет бракована из-за того, что она вернется деформированной, исключена, потому что возможность этого дефекта может быть исправлена во время обработки.
Другие преимущества включают в себя:
- Меньше незавершенных работ.
- Снижение стоимости доставки.
- Снижение расходов на фронт-офис.
Недостатки предварительной закалки могут включать более высокие затраты на инструмент, поскольку для обработки закаленного материала необходимо использовать больше инструментов. Кроме того, если деталь включает токарную или фрезерную операцию, часто используется инструмент из CBN.
«Обычно для обработки детали требуется больше времени, когда материал затвердеет, но вы больше не зависите от поставщика», — сказал Ветречин. «Нужно взвешивать хорошее и плохое».
Другие сверла
Производитель не должен ограничиваться только твердосплавным инструментом. Даже в закаленном материале по мере увеличения размера отверстия следует рассматривать другие варианты. Сверление отверстий большего диаметра (более 1 дюйма) обычно означает использование сменных инструментов.
«Для таких больших диаметров имеет смысл использовать сменный инструмент. Эти инструменты, очевидно, содержат меньше карбида, и это делает их более экономичным выбором, когда необходимо просверлить отверстие большего размера», — сказал Ветречин. «Мы также обнаружили, что сменная буровая головка ICM, которую мы разработали для резки нержавеющей стали, хорошо работает с твердыми материалами, поскольку на ее режущей кромке имеется Т-образная фаска».
Сверление | MITSUBISHI MATERIALS CORPORATION
Сверление “Easy Search”(Интернет-каталог)
Сверление “Список” (Интернет-каталог)
Иконки
| Для стали | |
| Для нержавеющих сталей | |
| Для чугуна | |
| Для цветного металла | |
| Для труднообрабатываемых материалов | |
| Для закаленного материала |
| Для чистовой резки | |
| Для средней резки | |
| Для черновой обработки |
- Цельное твердосплавное сверло для обработки жаропрочных сплавов
- Серия DSA
- Цельные твердосплавные сверла нового поколения
Серия сверл WSTAR - МВЭ / МВС
- Цельное твердосплавное сверло для автоматических и малых токарных станков с ЧПУ швейцарского типа Серия сверл WSTAR
- ДВАЕ
- Цельные твердосплавные сверла TRISTAR серии
- ДВАС
- Твердосплавные сверла с плоским дном
- МФЭ
- Сверло со сменными пластинами
- МВХ
- Сменная твердосплавная пластина Тип сверла Сверла WSTAR серии
- СТАВ / ТАУ
- Цельное твердосплавное сверло для обработки штампов и пресс-форм Сверла WSTAR серии
- МХС
- Сменная головка Твердосплавная дрель
- Сверла со сменными пластинами WSTAR серии TAW
- Цельное твердосплавное сверло для нержавеющей стали Серия сверл WSTAR
- ММС
- Цельное твердосплавное сверло для алюминиевого сплава и чугуна
- МАЕ/МАС
- Твердосплавные микросверла
- Дрель MIRACLE MINI STAR
“Мой список”
Что такое “Мой список”?
- «Мой список» — это функция, которая хранит список страниц этого сайта, которые вы часто просматриваете.

