INOX машинно-ручные ( ручные) комплектные метчики
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G – трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Сравнение накатных и режущих метчиков
Автор: Давлетбаева Регина Ренатовна
Рубрика: Технические науки
Опубликовано в
Молодой учёный
№16 (120) август-2 2016 г.
Дата публикации: 16.08.2016 2016-08-16
Статья просмотрена: 3204 раза
Скачать электронную версию
Скачать Часть 1 (pdf)
Библиографическое описание:Давлетбаева, Р. Р. Сравнение накатных и режущих метчиков / Р. Р. Давлетбаева. — Текст : непосредственный // Молодой ученый. — 2016. — № 16 (120). — С. 79-82. — URL: https://moluch.ru/archive/120/33229/ (дата обращения: 26.01.2023).
Целью данной статьи является выявление отрицательных и положительных качеств инструментов: накатных и режущих метчиков.
Ключевые слова: накатный метчик, режущий метчик, резьба
Значительные темпы развития мирового и российского машиностроения непрерывно связаны с внедрением в производство новых прогрессивных методов обработки металлов. Одним из таких внедрений прогрессивной технологии машиностроения является переход на обработку металлов давлением в холодном состоянии вместо обработки резанием. Применение этого метода обработки приводит к высокому повышению производительности труда, повышению точности, улучшению механических свойств и чистоты поверхности обрабатываемых деталей и создает предпосылки для комплексной автоматизации.
Одним из таких внедрений прогрессивной технологии машиностроения является переход на обработку металлов давлением в холодном состоянии вместо обработки резанием. Применение этого метода обработки приводит к высокому повышению производительности труда, повышению точности, улучшению механических свойств и чистоты поверхности обрабатываемых деталей и создает предпосылки для комплексной автоматизации.
Наиболее эффективной является обработка по методу холодной пластической деформации — накатыванием.
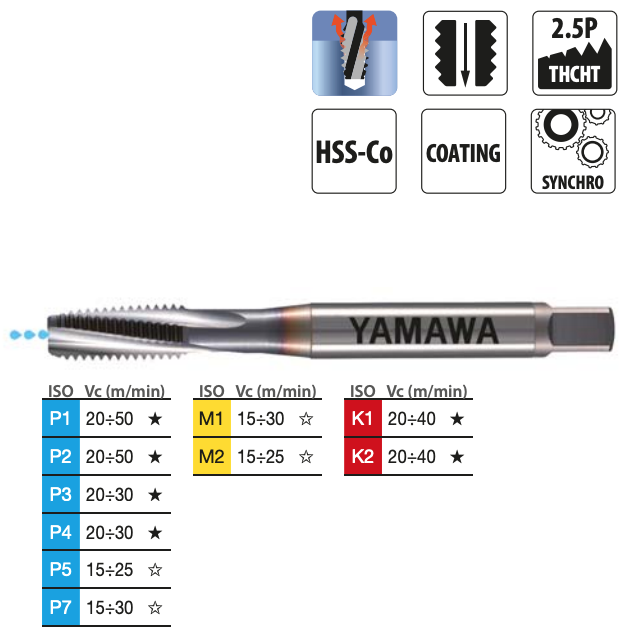
Накатывание как альтернатива нарезанию резьбы (Рис. 1) — метод хотя и не новый, но до сих пор относительно не освоенный. Его отличает ряд преимуществ по сравнению с традиционными методами. Из множества способов формирования резьбы самым распространенным является резание заготовки при помощи метчика (внутренняя резьба) или плашки (наружная резьба).
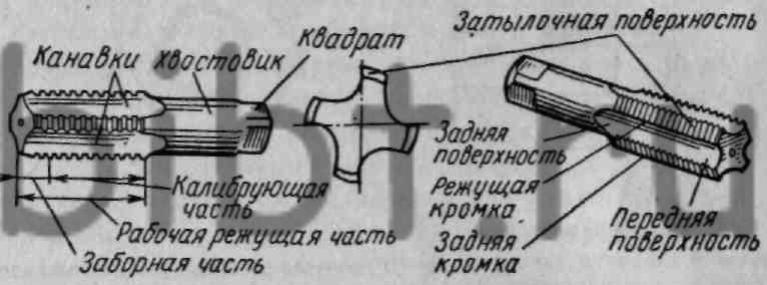
Метчики служат для изготовления резьбы в отверстиях. Метчик как инструмент получается из винта путем прорезания в нем стружечных канавок, образования заборного конуса и затылования зубьев для создания положительного заднего угла. Канавки образуют переднюю поверхность, режущие кромки и пространство для размещения и удаления стружки. Исходный винт должен быть изготовлен из инструментальной стали и после указанных операций пройти соответствующую термическую обработку. Метчики работают в очень трудных условиях, так как они образуют сложную винтовую поверхность резьбы в отверстиях. Эти трудности связаны с условиями деформации металла, удаления стружки, подвода СОЖ в зону резания, ограниченной прочности инструмента.
Канавки образуют переднюю поверхность, режущие кромки и пространство для размещения и удаления стружки. Исходный винт должен быть изготовлен из инструментальной стали и после указанных операций пройти соответствующую термическую обработку. Метчики работают в очень трудных условиях, так как они образуют сложную винтовую поверхность резьбы в отверстиях. Эти трудности связаны с условиями деформации металла, удаления стружки, подвода СОЖ в зону резания, ограниченной прочности инструмента.
Рис. 1. Обработка накатным метчиком
Накатные метчики (Рис. 3) — используются для накатки внутренней резьбы глубиной до четырёх диаметров самого инструмента. Накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки, но твёрдость заготовки при такой обработке ограничивается 40 HRC. Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Прочность накатанного винтового профиля при статических нагрузках выше прочности профиля, обработанного резанием, примерно на 10 % при испытании на растяжении и на 20–35 % при испытании витков на срез.
Накатные метчики обычно имеют диаметр от 0.5 до 19 мм. Инструменты большего размера создают и большее трение, поэтому требуются, чтобы станок имел большую мощность.
Режущие метчики (Рис. 2): при использовании обычных метчиков происходит резание материала с образованием стружки.
Разница между накатным и режущим метчиком состоит в том, что режущий метчик ликвидирует избыток металла из отверстия, нарезая отдельные витки резьбы, а накатный метчик, называемый резьбонакатной головкой, создает витки резьбы путем пластичного деформирования металла и перемещения пластифицированных слоев.
Рис. 2. Режущий метчик
Рис. 3. Накатный метчик
Одним из ключевых отличий накатывания от нарезания резьбы является отсутствие стружки.
Рис. 4.
Рис. 5.
Следовательно, не нужно периодически отводить метчик для ее уборки, чтобы избежать скопления стружки и возможной поломки инструмента, влекущей за собой дорогостоящие простои оборудования и восстановление поврежденной при извлечении метчика заготовки — зачастую с использованием электроэрозионного станка.
Испытания показали, что в процессе накатывания повышается не только предел прочности резьбы, но и качество ее поверхности, твердость и износостойкость. Таким образом, для раскатников рекомендуются более высокие скорости, чем для соответствующих режущих метчиков из аналогичного материала.
Чтобы производители могли в полной мере использовать преимущества резьбонакатывания, компания Dormer разработала обширную линейку бесстружечных метчиков. Изготовленные из быстрорежущей кобальтовой стали (HSS-E) высокого качества, все эти инструменты предназначены для производительного формирования резьбы в заготовках из различных материалов. Кроме того, они могут оснащаться канавкой для подачи СОЖ на режущую кромку.
Кроме того, они могут оснащаться канавкой для подачи СОЖ на режущую кромку.
Важнейшей рекомендацией при бесстружечном накатывании резьбы является использование или добавление в смазочно-охлаждающую жидкость противозадирных присадок. Смазочные вещества поддерживают гладкость, столь необходимую в подобных процессах. Недостаток смазки при накатывании резьбы может вызвать сухое трение металла по металлу и, как следствие, стать возможной причиной поломки инструмента.
При использовании режущего метчика просверленное отверстие имеет размер, соответствующий вершине готовой резьбы, а инструмент удаляет материал между вершинами, создавая профиль резьбы. Однако при накатывании удаления исходного материала не происходит, поэтому диаметр просверленного отверстия для эквивалентной резьбы должен быть несколько больше. Таким образом, профиль резьбы образуется за счет «выдавливания» метчиком материала заготовки.
Деформируемый в процессе накатывания материал становится прочнее, а образуемая поверхность — ровнее, что означает увеличение срока службы резьбы. Наконец, это предоставляет инженерам-конструкторам возможность оценить использование креплений меньшего диаметра.
Наконец, это предоставляет инженерам-конструкторам возможность оценить использование креплений меньшего диаметра.
Но у накатных метчиков также имеются недостатки.
Недостаток накатных метчиков заключается в том, что они требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. Кроме того, накатный метчик дорогостоящий инструмент, поэтому его лучше применять при массовом производстве.
Ещё одним ограничением является то, что отверстие должно быть просверлено более точно, чем таковое отверстие при нарезании резьбы.
Литература:
- Инструмент для образования резьбы. [Электронный ресурс]-Режим доступа — URL: http://studopedia.ru/3_79299_instrument-dlya-obrazovaniya-rezbi.html (Дата обращения: 04.06.16)
- Накатывание резьбы на деталях машин. [Электронный ресурс]-Режим доступа — URL: http://metizi.com/about.phtml?a=191 (Дата обращения: 29.07.16)
- Технические советы.
 [Электронный ресурс]-Режим доступа — URL: http://ru.filtron.eu/index.php/site/menu?cat=50 (Дата обращения: 29.07.16)
[Электронный ресурс]-Режим доступа — URL: http://ru.filtron.eu/index.php/site/menu?cat=50 (Дата обращения: 29.07.16) - Твердый сплав. [Электронный ресурс]-Режим доступа — URL: http://tverdysplav.ru/nakatyvanie-rezby-sokrashhaet-dorogostoyashhie-prostoi/ (Дата обращения: 29.07.16)
 [Электронный ресурс]-Режим доступа — URL: http://ru.filtron.eu/index.php/site/menu?cat=50 (Дата обращения: 29.07.16)
[Электронный ресурс]-Режим доступа — URL: http://ru.filtron.eu/index.php/site/menu?cat=50 (Дата обращения: 29.07.16)Основные термины (генерируются автоматически): метчик, накатный метчик, режущий метчик, нарезание резьбы, HRC, HSS-E, внутренняя резьба, накатывание резьбы, пластическая деформация, СОЖ.
Ключевые слова
накатный метчик, режущий метчик, резьбанакатный метчик, режущий метчик, резьба
Похожие статьи
Резьба по гипсу — проще простого | Статья в журнале. ..
..Традиции резьбы по ганчу зародились в Среднеазиатских странах (Таджикистан, Узбекистан) в начале нашей эры.
Покройте плоскость стола и внутренние поверхности рамки какой-либо смазкой и приступайте к непосредственно формовке.
Применение
режущих инструментов из синтетических… | «Молодой– возможность нарезания резьбы в закаленных сталях
– закаленная сталь > 50 HRC (цементированная сталь, плазменная и индукционная закалка)
– быстрорежущие стали (HSS)
Использование в технологическом процессе эффективности метод…
…и поверхностным пластическим деформированием накатным роликом горячего
Режущая часть фрезы имеет следующие геометрические параметры: главный угол в плане 720
Рабочая поверхность его обработано до 10-го класса шероховатости и закалена до твердости HRC 65.
Технологическое приспособление для поверхностного…
Во многих случаях целесообразно применять накатывание, алмазное выглаживание, виброударную
Наружные и внутренние сферические детали, профильные типа кулачков, фасонные детали, а также поверхности галтелей и радиусных переходов, поверхности резьб…
Проектирование, изображение и визуализация
резьбовых…К геометрическим параметрам резьбы относят [3]:средний, наружный, внутренний диаметры резьбы; шаг, ход резьбы; угол
обработку резаньем, абразивную обработку, накатывание, выдавливание прессованием, литье, электрофизическую и электрохимическую обработку [8].
Проектирование технологии изготовления корпуса насоса
Наименование икраткое содержание операции. Модель станка. Режущий инструмент, размеры, марка инструментального материала.
Модель станка. Режущий инструмент, размеры, марка инструментального материала.
Фреза дисковая. ГОСТ 2679–93. Метчик для нарезания резьбы.
Эффективный метод восстановления изношенных поверхностей…
накатный ролик, HRC, наплавленный металл, деталь, восстановление деталей, торцовая фреза, одновременное фрезерование, механическая обработка, вспомогательная режущая кромка, задний угол.
Статьи по ключевому слову “
резьба” — Молодой учёный“резьба“: Молодой учёный №16 (120) август-2 2016 г. — Давлетбаева Р. Р. Сравнение накатных и режущих метчиков.
Похожие статьи
Резьба по гипсу — проще простого | Статья в журнале…Традиции резьбы по ганчу зародились в Среднеазиатских странах (Таджикистан, Узбекистан) в начале нашей эры.
Покройте плоскость стола и внутренние поверхности рамки какой-либо смазкой и приступайте к непосредственно формовке.
Применение
режущих инструментов из синтетических… | «Молодой– возможность нарезания резьбы в закаленных сталях
– закаленная сталь > 50 HRC (цементированная сталь, плазменная и индукционная закалка)
– быстрорежущие стали (HSS)
Использование в технологическом процессе эффективности метод…
…и поверхностным пластическим деформированием накатным роликом горячего
Режущая часть фрезы имеет следующие геометрические параметры: главный угол в плане 720
Рабочая поверхность его обработано до 10-го класса шероховатости и закалена до твердости HRC 65.
Технологическое приспособление для поверхностного…
Во многих случаях целесообразно применять накатывание, алмазное выглаживание, виброударную
Наружные и внутренние сферические детали, профильные типа кулачков, фасонные детали, а также поверхности галтелей и радиусных переходов, поверхности резьб…
Проектирование, изображение и визуализация
резьбовых…К геометрическим параметрам резьбы относят [3]:средний, наружный, внутренний диаметры резьбы; шаг, ход резьбы; угол
обработку резаньем, абразивную обработку, накатывание, выдавливание прессованием, литье, электрофизическую и электрохимическую обработку [8].
Проектирование технологии изготовления корпуса насоса
Наименование икраткое содержание операции. Модель станка. Режущий инструмент, размеры, марка инструментального материала.
Модель станка. Режущий инструмент, размеры, марка инструментального материала.
Фреза дисковая. ГОСТ 2679–93. Метчик для нарезания резьбы.
Эффективный метод восстановления изношенных поверхностей…
накатный ролик, HRC, наплавленный металл, деталь, восстановление деталей, торцовая фреза, одновременное фрезерование, механическая обработка, вспомогательная режущая кромка, задний угол.
Статьи по ключевому слову “
резьба” — Молодой учёный“резьба“: Молодой учёный №16 (120) август-2 2016 г. — Давлетбаева Р. Р. Сравнение накатных и режущих метчиков.
В чем основные отличия?
Отвод или разветвитель коаксиального кабеля используется для распределения или объединения соединений коаксиального кабеля. Хотя оба они используются для одной и той же функции, правильный выбор оказывает огромное влияние на то, что должно быть достигнуто в вашей сети.
Хотя оба они используются для одной и той же функции, правильный выбор оказывает огромное влияние на то, что должно быть достигнуто в вашей сети.
Что такое ответвитель коаксиального кабеля и коаксиальный разветвитель?
A Ответвитель или разветвитель коаксиального кабеля — это устройства, обеспечивающие множественный доступ к одному и тому же сигналу. Существует огромное разнообразие этих устройств, с разным количеством выходов и разным типом потерь. Например, разветвитель с 2 выходами обычно имеет потери 4,5 дБ на каждом выходе, и если количество выходов увеличивается, потери на выходах также увеличиваются.
Как отличить коаксиальный ответвитель от разветвителя?
Хотя эти устройства очень похожи, основное различие между ними заключается в количестве выходов и в том, как мы определяем это число, в потере выходов и в том, когда мы должны использовать один вместо другого.
Коаксиальный разветвитель имеет вход, обозначенный как IN , для ввода сигнала, который мы хотим разделить, а другие соединения являются выходами, обычно обозначаемыми как TAP с указанием потерь на каждом выходе.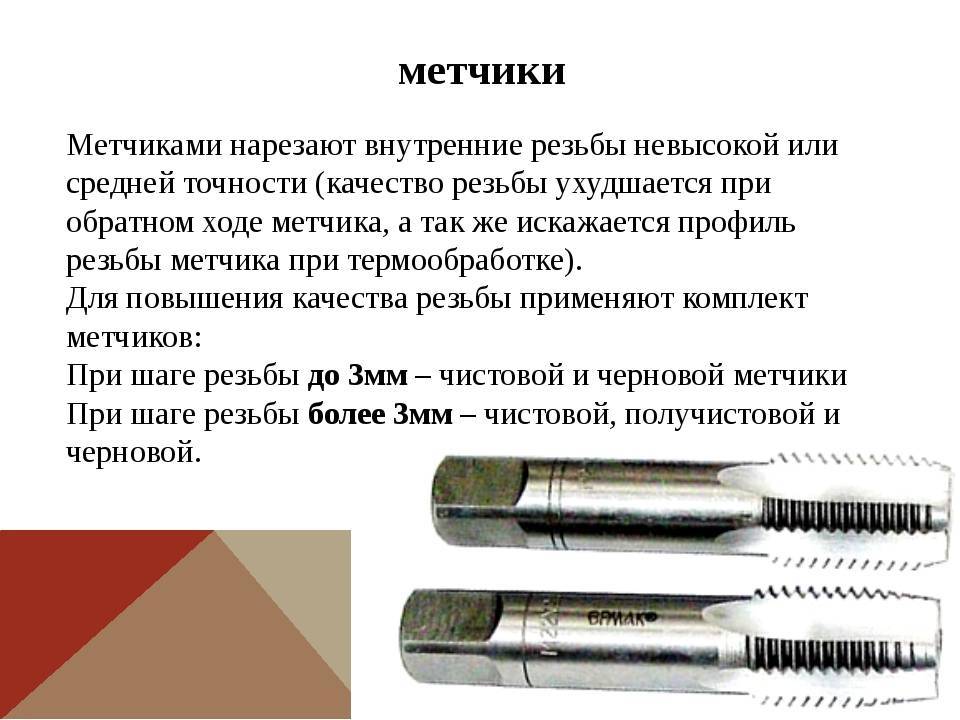
Пример : 2-полосный разветвитель
Ответвитель имеет вход, обозначенный как IN для ввода сигнала, который мы хотим разделить, но в отличие от разветвителя это устройство как 1 выход без потери сигнала , обозначенный как OUT , а остальные выходы обозначены как TAP , которые имеют индикацию каждой потери. Имейте в виду, что это решение как преимущество иметь один выход без потерь, а на другом потери выше, чем у разветвителя для того же количества выходов.
Пример: Односторонний ответвитель
Хотя эти устройства похожи, количество выходов у них разное. Для разветвителя коаксиального кабеля количество выходов является счетным, но для ответвителя коаксиального кабеля счетным числом выходов являются только те, которые имеют потерю сигнала, TAPS . Примеры выше очень похожи, но сплиттер называется 2-way, а TAP — 1-way.
Когда следует использовать Tap вместо Splitter в сети?
Устройство TAP в основном используется в начале сети, потому что при создании нашей коаксиальной сети мы хотели бы терять меньше сигнала.
Из-за требований, которые мы теперь предъявляем к мощности сигнала на каждой розетке в нашем доме, очень важно определить, когда использовать разветвитель или ответвитель.
В начале установки устанавливаемым устройством является кран. Выходы имеют большие потери, чем разветвитель, но поскольку в это время сигнал очень сильный, у нас не будет проблем с этими потерями в нашей сети.
В конце установки необходимо установить сплиттер. Основная причина в том, что нет продолжения сети, и по этой причине лучше выбрать сплиттер.
Эта информация также применима к наружным разветвителям и ответвителям.
Статьи по теме: Коаксиальная сеть и ее преимущества
Корпорация услуг высшего образования штата Нью-Йорк
- Что значит быть «жителем Нью-Йорка» для целей получения этой награды?
- Чтобы стать резидентом штата Нью-Йорк для получения этого вознаграждения, заявители, считающие штат Нью-Йорк своим постоянным домом и являющиеся гражданами США, квалифицированными условно-досрочно освобожденными беженцами или иностранцами, постоянно проживающими в штате Нью-Йорк, должны проживать в штате Нью-Йорк в течение 12 месяцев подряд до срок, на который испрашивается награда.
Кандидаты, которые имеют право на получение награды в соответствии с законом NYS DREAM Act, должны соответствовать одному из соответствующих критериев гражданства/иммиграции, а также требованиям к средней школе или плате за обучение.
- Почему меня спрашивают о месте жительства?
- Учащийся, подающий заявление в качестве резидента штата Нью-Йорк, должен соответствовать определенным требованиям для получения статуса резидента штата Нью-Йорк. Для получения награды TAP требуется проживание в штате Нью-Йорк, и HESC может запросить у студентов информацию для подтверждения проживания, если в вашем заявлении FAFSA или TAP будет указана какая-либо противоречивая информация.
Чтобы соответствовать требованиям проживания в штате Нью-Йорк для помощи студентам, заявитель должен:
- в настоящее время проживает в штате Нью-Йорк, и
- проживали в штате Нью-Йорк не менее 12 месяцев, непосредственно предшествующих первому сроку, на который испрашивается награда, или
- были резидентами в течение последних двух семестров средней школы, или
- проживали в штате Нью-Йорк на момент поступления в вооруженные силы, Корпус мира или AmeriCorps Vista и восстанавливали вид на жительство в штате Нью-Йорк в течение шести месяцев после увольнения с действительной службы.
- Нужно ли мне заполнять FAFSA, чтобы подать заявку на TAP?
- Если вы имеете право на получение федеральной помощи студентам (также известной как помощь по Разделу IV), вы должны заполнить как заявление FAFSA, так и заявление NYS TAP.
Если вы не имеете права на получение федеральной помощи студентам (также известной как помощь по Разделу IV), вы должны просто заполнить заявление NYS TAP в соответствии с положениями закона NYS DREAM Act.
- Как мне подать заявку на TAP, если я пропустил прямую ссылку в форме FAFSA?
- Если вы являетесь резидентом штата Нью-Йорк и не заполнили заявку NYS TAP после подачи FAFSA, вы получите электронное письмо от HESC (обычно в течение трех-четырех дней после заполнения FAFSA) с инструкциями о том, как заполнить TAP на Веб-приложение, если вы выбрали хотя бы один колледж штата Нью-Йорк в списке FAFSA.
- В прошлом году я получил TAP. Должен ли я снова подавать заявку?
- Да. Получатели TAP, желающие получать постоянные выплаты, должны ежегодно подавать заявку, чтобы убедиться, что они продолжают соответствовать требованиям программы. Получатели TAP, имеющие право на получение федеральной помощи студентам, также должны ежегодно заполнять форму FAFSA.
- На какую сумму TAP я имею право?
- Ваша награда TAP определяется HESC после проверки информации, представленной в заявке, такой как доход.
Чтобы получить представление о вашей потенциальной награде TAP, используйте Оценщик наград TAP.
После того, как ваше заявление TAP будет обработано, HESC уведомит вас по электронной почте, чтобы вы вошли в свою учетную запись HESC, чтобы просмотреть статус вашего вознаграждения TAP.
- Моя школа оценила мою награду TAP в моем письме о награде, и мой счет показывает, что я буду получать меньше. Почему он изменился?
- Оценка вознаграждения TAP в вашем письме о вознаграждении основана на информации, которую вы предоставили во время подачи заявки. HESC определяет вашу фактическую награду TAP на основе проверенной информации, включая ваш доход, подтвержденный Департаментом налогообложения и финансов штата Нью-Йорк. В результате фактическая награда может отличаться от оценки вашего колледжа. Колледж уведомлен о вашей фактической награде.
- Каковы пределы дохода для TAP?
Тип статуса студента Ограничение налогооблагаемого дохода в штате Нью-Йорк Иждивенцы студентов бакалавриата или независимые студенты, состоящие в браке и имеющие налоговых иждивенцев, или независимые студенты, не состоящие в браке и имеющие налоговых иждивенцев, или студенты, которые получили статус сирота, приемный ребенок или подопечный суда в любое время с 13 лет 80 000 долларов Независимые студенты бакалавриата, состоящие в браке и не имеющие других налоговых иждивенцев 40 000 долларов США Незамужние независимые студенты бакалавриата, не имеющие налоговых иждивенцев 10 000 долларов США - Включается ли пенсионный доход в расчет пособия по программе TAP и должен ли он указываться в заявлении на получение TAP?
- Да, пенсионный доход учитывается при расчете пособия по программе TAP и, следовательно, должен быть указан в заявлении на получение TAP. Пенсии штата Нью-Йорк, местных и федеральных органов власти, а также любые частные пенсии и аннуитеты должны быть включены в расчет дохода, используемого для определения права на участие в программе TAP, и должны быть указаны в заявлении TAP.
- Включается ли пенсионный доход, освобожденный от налогообложения штата Нью-Йорк или федерального налога, в расчет вознаграждения TAP и должен ли он указываться в заявлении TAP?
- Да, пенсионный доход, не облагаемый штатом Нью-Йорк или федеральным налогом, включается в расчет пособия TAP и должен быть указан в заявлении TAP.
- Как рассчитывается сумма TAP, если заявитель имеет только пенсионный доход и не обязан подавать налоговую декларацию штата Нью-Йорк?
- HESC рассчитывает компенсацию TAP, используя пенсионный доход, включенный в федеральную налоговую декларацию, указанную в FAFSA, с использованием стандартного вычета и заявленных льгот.
- Я получил электронное уведомление о присуждении награды, в котором говорится, что моя заявка обработана. Какую информацию я должен просмотреть?
- Вы должны убедиться, что вся следующая информация в электронном уведомлении о награде верна:
- Имя, адрес и номер социального страхования
- Номера социального страхования, указанные для вашего супруга и ваших родителей, если применимо
- Код колледжа
- Указан только один код колледжа
- Измените его, если он не для колледжа, в который вы будете поступать
- Ваше семейное положение и семейное положение ваших родителей, если применимо
- Статус подачи подоходного налога для вас и ваших родителей, если применимо
- Возможные варианты: не подавать, подавать декларацию в Нью-Йорк, подавать только на федеральном уровне
- Другие члены семьи, посещающие колледж
- Сколько времени займет обработка моей заявки на TAP после того, как я отправлю всю необходимую документацию?
- Обработка заявки на TAP может занять от трех до пяти недель.
В определенные периоды учебного года время обработки «Запросов на информацию» и «Форм изменения» может варьироваться в зависимости от необходимости дополнительной проверки для подтверждения дохода или проверки места жительства. Ваша награда должна считаться оценочной до тех пор, пока ваш колледж не подтвердит ваше право на получение TAP.
- Я не живу с родителями, и они не помогают мне платить за школу; почему я должен включать их информацию?
- В соответствии с законом учащиеся считаются иждивенцами своих родителей в целях TAP, если они не докажут, что они являются независимыми учащимися. Следующая таблица содержит требования для независимого статуса:
СТАТУС СТУДЕНТА ТРЕБОВАНИЯ ДЛЯ НЕЗАВИСИМОГО СТАТУСА Женат Заявитель должен вступить в брак не позднее 31 декабря календарного года, предшествующего началу учебного года, на который подается заявление. 35 лет и старше Заявитель достиг возраста 35 лет не позднее 30 июня до учебного года, на который подается заявление. 22 года и старше Заявителем является студент бакалавриата, достигший возраста 22 лет не позднее 30 июня до учебного года, на который подается заявление, И который соответствует основным условиям. До 22 лет Заявителем является студент бакалавриата, которому не исполнилось 22 лет на 1 июля учебного года, на который подана заявка, И который удовлетворяет как основным условиям, так и одному из особых условий. Военная служба Заявитель был зачислен на полную действительную военную службу, был с честью уволен с такой службы и не был и не будет заявлен в качестве иждивенца ни одним из родителей для целей федерального подоходного налога или налога штата. Заявитель должен предоставить копию своей формы DD214, подтверждающую увольнение с отличием. - Каким основным условиям должен соответствовать заявитель, чтобы считаться независимым?
- Основные условия:
- не проживал и не будет проживать с родителями более шести недель; и
- не получал и не будет получать от родителей финансовую помощь или поддержку на сумму, превышающую 750 долларов США; и
- не был и не будет заявлен в качестве иждивенца ни одним из родителей для целей федерального подоходного налога или подоходного налога штата.
- Каковы особые условия для того, чтобы претендовать на статус независимого студента, и какие доказательства мне необходимо отправить?
- Состояние: Вы находитесь под опекой суда (без статуса заключенного).
Документация: Копия постановления суда о назначении вас опекой суда или назначении опекуна, кроме ваших родителей.Условие: Вы получаете государственную помощь из собственного бюджета, а не как иждивенец своих родителей.
Документация: Справка о бюджете или другая документация от должностного лица социальной службы, подтверждающая получение государственной помощи, кроме продовольственных талонов или страхования по безработице. ПРИМЕЧАНИЕ. Письмо о жилищной помощи/бюджете должно быть оформлено на имя учащегося.Состояние: Произошло принудительное расторжение вашей семьи, что привело к отказу от ответственности и контроля ваших родителей.
Документация: Подписанное под присягой заявление от лица, не являющегося вами или вашими родителями (например, от духовенства, социального работника, представителя юридической помощи или должностного лица в учреждении или учреждении, которое взяло на себя ответственность за ваш контроль или уход), связанные с вашими семейными обстоятельствами. В заявлении должны быть указаны конкретные причины отказа от родительской ответственности и контроля (например, оставление родителей, психическое и/или физическое насилие со стороны родителей, или родители не являются гражданами или резидентами Соединенных Штатов), ваши отношения с человеком делает заявление, и как это лицо имеет непосредственные сведения о ваших семейных обстоятельствах.


 Получатели TAP, желающие получать постоянные выплаты, должны ежегодно подавать заявку, чтобы убедиться, что они продолжают соответствовать требованиям программы. Получатели TAP, имеющие право на получение федеральной помощи студентам, также должны ежегодно заполнять форму FAFSA.
Получатели TAP, желающие получать постоянные выплаты, должны ежегодно подавать заявку, чтобы убедиться, что они продолжают соответствовать требованиям программы. Получатели TAP, имеющие право на получение федеральной помощи студентам, также должны ежегодно заполнять форму FAFSA. HESC определяет вашу фактическую награду TAP на основе проверенной информации, включая ваш доход, подтвержденный Департаментом налогообложения и финансов штата Нью-Йорк. В результате фактическая награда может отличаться от оценки вашего колледжа. Колледж уведомлен о вашей фактической награде.
HESC определяет вашу фактическую награду TAP на основе проверенной информации, включая ваш доход, подтвержденный Департаментом налогообложения и финансов штата Нью-Йорк. В результате фактическая награда может отличаться от оценки вашего колледжа. Колледж уведомлен о вашей фактической награде.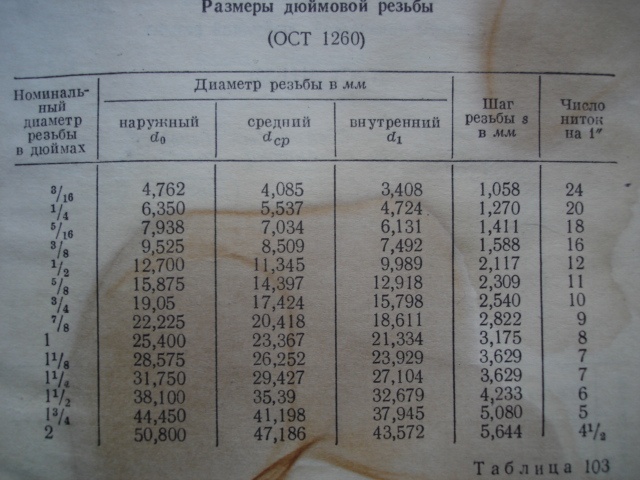 Пенсии штата Нью-Йорк, местных и федеральных органов власти, а также любые частные пенсии и аннуитеты должны быть включены в расчет дохода, используемого для определения права на участие в программе TAP, и должны быть указаны в заявлении TAP.
Пенсии штата Нью-Йорк, местных и федеральных органов власти, а также любые частные пенсии и аннуитеты должны быть включены в расчет дохода, используемого для определения права на участие в программе TAP, и должны быть указаны в заявлении TAP. Какую информацию я должен просмотреть?
Какую информацию я должен просмотреть?