8725 станок ножовочный отрезнойСхемы, описание, характеристики
Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является Краснодарский экспериментальный завод им. Калинина.
Разработчик Краснодарское специальное конструкторское бюро автоматических линий.
Производителем ножовочно-отрезного станка модели 8725 является, также, ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 – Вистан, г. Витебск
- СН1 – Гомельский завод станочных узлов
- МП6-1697 – Станкостроительный завод им.

- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 – Барнаульский станкостроительный завод
- 8Б72К, Н-1 – Каунасский станкостроительный завод “Нерис”

Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
8725 станок электромеханический ножовочный отрезной. Назначение, область применения
Ножовочный отрезной станок 8725 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Отрезной станок 8725 предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Особенности конструкции ножовочного станка 8725:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8725 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Климатическое исполнение по ГОСТ 15150-69-УХЛ4, класс точности станка Н по ГОСТ 8-82Е.
Технические характеристики ножовочного отрезного станка 8725
Основные параметры станка – в соответствии с ГОСТ 601-82.
- Наибольшие размеры разрезаемой круглой заготовки – Ø 250, мм
- Наибольшие размеры разрезаемой квадратной заготовки – 220 х 220, мм
- Наибольшая длина отрезаемой заготовки по упору, мм – 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм – 550 мм
- Мощность электродвигателя – 2,12, кВт
- Вес станка полный – 500 кг
Габаритные размеры рабочего пространства ножовочного станка 8725
Габаритные размеры рабочего пространства станка 8725
Габаритные размеры рабочего пространства станка 8725. Смотреть в увеличенном масштабе
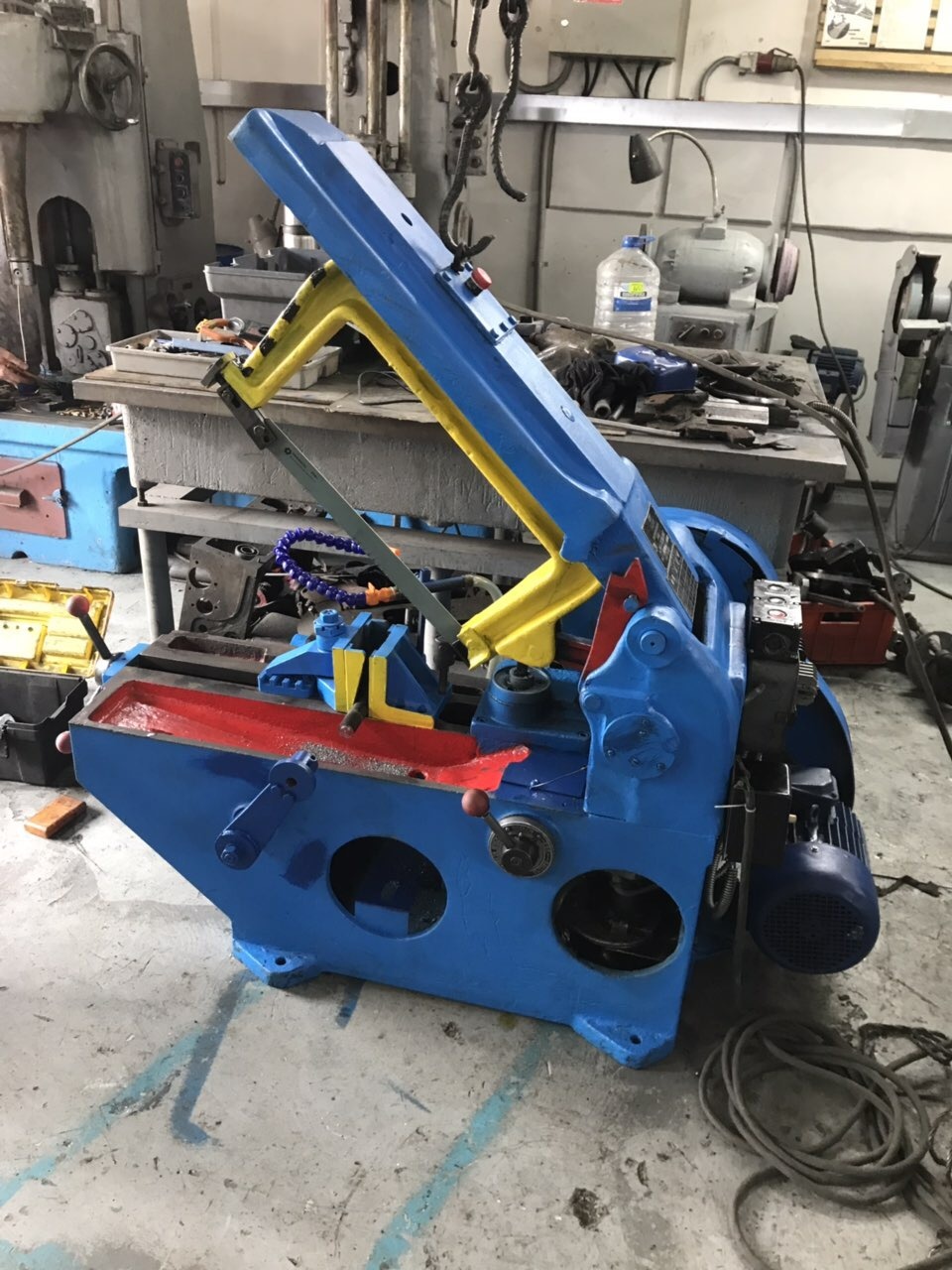
Общий вид отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Фото отрезного ножовочного станка 8725
Фото отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Кинематическая схема отрезного ножовочного станка 8725
Кинематическая схема отрезного ножовочного станка 8725
Кинематическая схема отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Схема расположения подшипников отрезного ножовочного станка 8725
Привод станка осуществляется от индивидуального электродвигателя 5, N=3,0 кВт, n=960 об/мин. Движение мотора передается посредством клиноременной передачи шкивом 8 на шкив 9, свободно вращающемуся на оси I. Главный вал II может получать 2 числа оборотов благодаря двум ступеням на шкивах клиноременной передачи.
- n1=55 об/мин при передаче движения с меньшей ступени шкива электромотора на большую ступень шкива на оси I.
- n2=114 об/мин при передаче движения с большей ступени шкива электромотора на меньшую ступень шкива на оси I.
На валу II на шпонке крепится кривошипный диск 15 с пальцев кривошипа 12. От него посредством шатуна 4, пильная рама 2 получает возвратно – поступательное движение с числом двойных ходов, соответствующее числу оборотов вала II. На валу II установлены подшипники 13 и 14, передающие движение поршням 17 и 18 гидравлического насоса посредством тяг с шарниром.
Поршни насоса нагнетают масло через распределительный кран 19 в рабочий цилиндр 20, который посредством тяги 23 и двух шарниров соединен с рукавом 3 и может поворачивать его вокруг оси рукава III.
Таким образом, подъем и опускание пильной рамы 2, подача при резании, а также приподниманию полотна при обратном ходе осуществляется гидроприводом станка. Рукоятка 25 служит для управления гидроприводом. После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
Этим самым через шестерню 27, на распределительном кране 13, распределительный кран устанавливается в положение, соответствующее подъему пильной рамы, и ножовочное полотно автоматически поднимается на высоту согласно установленного заранее выключателя 22, который нажимает на конечный выключатель 26.
Электронасос охлаждения работает при включении тумблера, расположенного на панели электрошкафа.
Краткое описание конструкции станка
Привод станка
Мотор 5 (см. рис. 2) установлен на рамке 6, укрепленной к станине 1 кронштейном 7. На валу мотора насажен шкив 8 клиноременной передачи. На оси 1 насажен свободно вращающийся второй шкив 9, на ступице которого имеется косозубая шестерня 10 z=26, М=2,5, с этой шестерней сцепляется шестерня 11, z=145, М=2,5, которая насажена на шпонке на главном валу II. Шестерни и шкивы привода закрыты кожухом. Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
При подъеме рукава до его верхнего положения, выключатель 22 нажимает на конечный выключатель и автоматически выключает мотор. Винт 33 служит для натяга ремней клиноременной передачи.
Станина
Станина (см. рис. 2) 1 имеет коробчатую форму с усиливающим ребром внутри. Нижняя часть станины является резервуаром для охлаждающей жидкости. За одно целое со станиной изготовлен резервуар для масла гидропривода. На станине монтируется все узлы станка.
Стойка
Чугунная стойка 24 укреплена на задней стороне поверх станины. Стойка имеет подшипники скольжения для главного вала II и для оси III качающего рукава.
На задней стороне стойки расположен электрошкаф. На внутренней стороне стойки на пальце закреплена опора рукава 31.
Рукав
Качающийся на оси III рукав 3 на нижней своей поверхности имеет направляющие в форме ласточкина хвоста, по которым движется пильная рама.
Посредством тяги 23 и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама
Пильная рама 2 имеет направляющие согласно направляющих рукава и движется по ним возвратно – поступательным движением от кривошипного диска 15, с которым она соединена шатуном 4.
Ножовочное полотно 32 одним своим отверстием одевается на штифт неподвижно укрепленной планки, а другим отверстием на штифт подвижной планки и прижимается спец. планками.
Натяг ножовочного полотна осуществляется гайкой.
Зажимные тиски
Для закрепления разрезаемого материала станок снабжен специальными зажимами с плоскими рифлеными губками.
Зажим производится с помощью винта и упора.
Упор для материала
При резке заготовок небольшой одинаковой длины, применяется упор 34, который можно установить в нужном положении.
Гидропривод отрезного ножовочного станка 8725
Гидропривод отрезного ножовочного станка 8725
Гидропривод отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Гидропривод отрезного ножовочного станка 8725
Гидропривод отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
С помощью гидропривода (рис.3) осуществляется подъем и опускание ножовочного полотна.
Полотно может быть установлено на постоянной высоте.
При резании в начале рабочего хода давление полотна на отрезаемый материал минимальное, затем оно плавно возрастает и незадолго до окончания рабочего хода падает. Во время обратного хода пильной рамы, ножовочное полотно приподнимается и не входит в соприкосновение с разрезаемым материалом.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла.
Предельное давление масла определяется прочностью ножовочных полотен и устанавливается предохранительным клапаном.
Все управление гидроприводом осуществляется краном 19 с рукояткой 25. Рукоятка 25 с указателем 60 передвигается по шкале 61, снабженной надписями: «Подъем», «Опускание», «Бездействие», «Медленное действие», «Быстрее», чем и устанавливается режим работы ножовочного полотна в пределах от минимума до максимума.
Корпус гидропривода 62 крепится на стакане 1 и входит в резервуар для масла 34. Масло и резервуар заливается через отверстие 63, для чего необходимо отвернуть пробку 75. Маслоуказатель 85 имеет черту на стакане, соответствующую нормальному уровню масла. Выпуск масла производится через отверстие в стакане, закрытое пробкой 59.
В корпусе гидронасоса расточены 2 наклонных цилиндра 66 и 67 с запрессованными в них биметаллическими втулками. Поршни 17 и 18 цилиндров 66 и 67 получают движение посредством тяг 72 и 73 от подшипников 13 и 14, сидящих на валу II. Поршни 17 и 18 засасывают масло из резервуара 34 через фильтр 68 и нагнетают через каналы втулки крана 74 и пробки крана 19 в рабочий цилиндр 20.
Шток поршня 78 шарнирно соединен с тягой 23 с рукавом 3 и управляет его движением. Поворот пробки крана 19 осуществляется рукояткой 25. При окончании резания пробка крана автоматически устанавливается в положение «Подъем» и ножовочное полотно поднимается. Уплотнение в кране достигается подтягиванием гайки 75.
Для установки предохранительного клапана 58 на нужное давление, степень сжатия пружины 79 регулируется винтом 80.
Канал 81 служит для подводки масла к контрольному манометру и при работе станка должен быть закрыт пробкой 82. Предохранительный клапан 58 должен быть отрегулирован на давление не ниже 25 атмосфер.
При регулировке клапана контрольный манометр ввинчивается вместо пробки 82.
Описание схемы гидропривода
На рис. 4, 5, 6, 7, 8 изображены схемы гидропривода станка для основных положений крана.
1-е положение «Бездействие» (черт. №3). В этом положении рукав, связанный с поршнем 78 рабочего цилиндра 20, неподвижен.
Масло из верхней полости цилиндра 20 имеет выход по каналам 103, 91, 92, 109, и 93 в резервуар и по каналам 103, 90, 89 и 88 и цилиндр 67, так как в этот момент поршень 17 движется вверх и засасывает масло.
2-я часть обратного холостого хода пильной рамы.
Во 2-й части обратного хода поршень 18, а затем поршень 17 меняют направление движения и поршень 78 опускается.
1-я часть рабочего хода пильной рамы.
Непосредственно вслед за началом рабочего хода, ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы полотно получает подачу, осуществляющуюся следующим путем: поршень 17, продолжая двигаться вниз, нагнетает масло в верхнюю полость цилиндра 20. Давление из поршня 78 в верхней полости создается дросселированием избыточного объема масла, отводящегося в резервуар по каналам 91, 92 дросселирующему каналу 109 и отверстие 93.
Масло из нижней полости цилиндра 20 имеет выход в резервуар по каналам 83, 84, 97, 96 и 95, 108, 110 и 111, так как поршень 18 в этой части хода находится выше отверстия 108 и цилиндра 66.
2-я часть рабочего хода пильной рамы.
Во второй части рабочего хода поршень 18 меняет направление движения и начинает нагнетать масло, так как поршень 18 находится выше канала 108, то нагнетенное масло по каналам 108, 110 и 111 отводится в резервуар.
Незадолго до конца рабочего хода поршень 17, также меняет свое направление и начинает всасывать. Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
5-е положение – «Действие быстрое»
Давление сверху на поршень 78 в положении 4-ом незначительно, так как перепад давлений в дросселирующем канале 109 незначителен. При вращении рукоятки пробки крана из 4-го положения по часовой стрелке, сечение дросселирующего канала 109 постепенно суживается и давление сверху на поршень постепенно возрастает. В 5-м положении, получаемом поворотом рукоятки на 135° по часовой стрелке из 4-го положения, сечение дросселирующего канала сводится к нулю. Избыточный объем масла теперь поступает через предохранительный клапан 58 в резервуар. Предельное давление, на которое регулируется предохранительный клапан 58 не должно превышать 25 атм. и устанавливается по контрольному манометру 112.
Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие»
1-ое положение «Бездействие»
Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие». Смотреть в увеличенном масштабе
Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание»
Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание». Смотреть в увеличенном масштабе
Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем»
Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем». Смотреть в увеличенном масштабе
Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно»
Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно». Смотреть в увеличенном масштабе
Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро»
Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро». Смотреть в увеличенном масштабе
Обслуживание и уход за станком
Станок отправляется заводом отрегулированным и проверенным на ходу.
Прежде чем пустить станок в ход, необходимо установить на требуемое число двойных ходов пильной рамы. При резке твердых металлов ножовке дают 55 дв.хода/мин. При резке мягких – 114 дв.ход/мин. В резервуар для масла гидропривода станка заливается около 10 литров масла «Индустриальное И30». За уровнем масла следят по маслоуказателю.
Необходимо проверить смазку станка, пополнить маслом масленки и подлить масло на шестерни привода. Охлаждающая жидкость заливается в нижнюю часть станины, служащую резервуаром. Количество охлаждающей жидкости – около 20 литров. Хорошей охлаждающей жидкостью является 6-10%; раствор «Эмульсола» в воде. Тиски устанавливаются на станке с таким расчетом, чтобы ось разрезаемой заготовки приходила посредине хода пильной рамы. При установке материала и закреплении его с тисках необходимо следить, чтобы заготовка лежала горизонтально и под углом к ножовочному полотну. Особое внимание следует обращать на состояние ножовочного полотна. Полотно должно быть натянуто, его зубцы должны быть остры.
Слабо натянутое полотно сделает неправильный разрез, а полотно с тупыми или поломанными зубцами будет непроизводительно работать и даст плохой с неровной поверхностью разрез, а при вязком металле может сломаться.
Прежде чем приступить к работе на станке, необходимо пустить станок на непродолжительное время вхолостую, для того, чтобы удалить воздух, находящийся в цилиндрах и каналах гидропривода. Воздух из пробки 82, выпускается при ее неполном вывинчивании при пуске станка, так как рукав станка находится в нижнем положении, рукоятку 25 крана гидропривода ставит из положения «Подъем» и затем включают мотор, нажав кнопку «Пуск». После того, как воздух будет удален и uyhгидропривод покажет нормальную работу при всех положениях, рукоятки крана можно приступить к работе станка.
При пуске станка рукоятку крана ставят с положение «Опускание» и включают мотор. После того, как полотно опустится к разрезаемому материалу, рукоятку крана переводят в положение «Медленное действие» для предварительного резания. После устанавливают той же рукояткой желаемую подачу.
После устанавливают той же рукояткой желаемую подачу.
Дальнейшая работа станка происходит автоматически. По окончании резки планка пильной рамы, ударяясь по рейке 16 переводит рукоятку 25 в положение «Подъем». Пильная рама поднимается, станок останавливается. Положение рейки 16 относительно шестерни, сидящей на пробке крана устанавливается заводом и не подлежит регулировке. Положение выключателя 25 относительно рукава устанавливается двумя винтами. Для нормальной работы станка необходимо применять для гидропривода и для смазки чистое минеральное масло, свободное от кислот и других примесей. Охлаждающая жидкость не должна быть загрязнена и засорена мелкими металлическими частицами и периодически должна фильтроваться или заменяться. На электрической части не должно быть пыли, грязи и особенно масла.
Шариковые подшипники мотора должны смазываться свободной от кислот и щелочей консистентной мазью, которая периодически меняется. Подшипники перед заполнением их смазкой должны тщательно промываться бензином. Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Температурные условия цеха, в котором должен работать станок, должны быть от +15° С и выше (по УХЛ4).
Регулировка изнашиваемых деталей
- 1.Износ направляющих пильной рамы компенсируется перемещением подвижного клина пильной рамы подтягиванием винта.
- 2.Износ пробки крана 19 и втулки крана компенсируется подтягиванием гайки 75 до получения нужного уплотнения.
Неполадки в работе станка и методы их устранения
При нарезании станок показывает низкую производительность:
- проверить уплотнение в кране и устранить утечку;
- проверить уплотнение в пробках заглушающих каналы в корпусе гидронасоса;
- отрегулировать предохранительный клапан.
Схема электрическая механической ножовки 8725
Электрическая схема отрезного ножовочного станка 8725
Электрическая схема отрезного ножовочного станка 8725. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Инструмент отрезных ножовочных станков 8725
Размеры ножовочных станочных полотен
Размеры ножовочных станочных полотен. Смотреть в увеличенном масштабе
Разрезание материала на ножовочных станках производится ножовочными полотнами, которые изготавливаются из сталей Р9, Р18 или ШХ 15.
Ножовочные полотна подбираются по длине и шагу зубьев в зависимости от размеров распиливаемой заготовки и материала. Основные размеры ножовочных полотен приведены в табл. 69.
Шаг зубьев ножовочных полотен подбирается в зависимости от толщины разрезаемой заготовки и ее материала. Ножовки с мелкими зубьями применяются для разрезания тонких заготовок и твердых материалов, ножовки с крупными зубьями— для заготовок с крупным сечением и мягких материалов.
Так, при разрезании станочными ножовками стали σвр = 40—60 кГ/мм2 рекомендуются ножовки с шагом зубьев 3..4 мм, стали σвр = 60 кГ/мм2 — с шагом 2,5 мм.
Форма зуба ножовочных полотен
Обычно форма зуба ножовочных полотен треугольная (рис. 27).
Для станочных ножовочных полотен принимают передний угол γ = 0—5°, задний угол α = 35—40°, угол заострения β = 50—55°, радиус впадин 0,5—1,5 мм. Всесоюзный научно-исследовательский инструментальный институт рекомендует симметричный зуб с передним углом γ = — 30° и угол заострения β = 60°
Эти ножовочные полотна имеют меньший износ зубьев, повышенную производительность и при затуплении могут дополнительно использоваться путем установки другим концом.
Для уменьшения бокового трения зубья ножовочных полотен имеют развод 0,6—0,8 мм. Разность в высоте вершин смежных зубьев полотна не должна превышать 0,1 мм у полотен с шагом зубьев 1 мм и 0,15 мм у полотен с шагом зубьев свыше 1 мм.
Производительность ножовочных станков зависит от давления на полотно, которое рекомендуется выбирать в зависимости от толщины полотна. Так, при толщине ножовочного полотна 0,8, 1 и 2 мм давление соответственно составляет 5, 10 и 30 кГ
При работе полотно должно быть туго натянуто на раме, после нескольких ходов пилы необходимо затянуть полотно вторично.
Читайте также: Заводы производители ленточнопильных станков на территории России
8725 станок ножовочный отрезной (станок ножовочно-отрезной). Видеоролик.
Технические характеристики механической ножовки 8725
| Наименование параметра | 872а | 872м | 8725 | 8Б72 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольшие размеры сечения круглой заготовки (угол реза 90°), мм | 250 | 250 | 250 | 250 |
| Наибольшие размеры сечения круглой заготовки (угол реза 45°), мм | 120 | 100 | 140 | 140 |
| Наибольшие размеры сечения квадратной заготовки (угол реза 90°), мм | 250 х 250 | 250 х 250 | 250 х 250 | 250 х 250 |
| Наибольшие размеры сечения прямоугольной заготовки (угол реза 45°), мм | 120 х 120 | 100 х 100 | 140 х 250 | |
| Наибольшее расстояние от полотна доврхней части рамы, мм | 223 | 223 | ||
| Максимальная длина отрезаемой заготовки по упору, мм | 350 | 350 | 350 | 350 |
| Расстояние от основания станка до опорной поверхности заготовки, мм | 550 | 450 | ||
Размеры применяемого ножовочного полотна(ДхШхТолщ. ), мм ), мм | 500 | 450 | 450х40х2; Ø 8 | 500х40х2; Ø 8 |
| Максимальная ширина пропила, мм | 2,5 | 3,8 | 3,5 | 3,8 |
| Число двойных ходов пильной рамы в минуту | 85; 110 | 85; 110 | 45, 56, 71, 112, 140, 128 | 75, 120 |
| Длина хода пильной рамы, мм | 150 | 140, 180 | 180 | 140, 180 |
| Угол поворота тисков, град | 45° | 45° | 45° | 45° |
| Производительность при резке стали 45 ГОСТ 1050-74 Ø 100мм, не менее см2/мин | 30 | |||
| Механизм зажима заготовки | вручную | вручную | вручную | |
| Электрооборудование станка | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,7 | 1,5 (1420) | 2,2 | 1,5 (1400) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 | 0,125 (2800) | ||
| Габарит и масса пресс-ножниц | ||||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1470 х 875 х 925 | 1470 х 690 х 885 | 1690 х 700 х 900 | 1610 х 700 х 900 |
| Масса пресс-ножниц, кг | 605 | 650 | 700 | 645 |
- Ножовочный станок 8725. Руководство по эксплуатации 8725.00.001 РЭ, Завод им. М.И. Калинина, г. Краснодар, 1975
- Веселовский С.И. Разрезка материалов, 1973
- Дроздов Ф., Лебедевич В., Рубежин В. Справочное пособие по отрезным станкам, 1967
Список литературы:
 Руководство по эксплуатации 8725.00.001 РЭ, Завод им. М.И. Калинина, г. Краснодар, 1975
Руководство по эксплуатации 8725.00.001 РЭ, Завод им. М.И. Калинина, г. Краснодар, 1975Связанные ссылки. Дополнительная информация
8725 Станок ножовочный (8725А)
Назначение
Станок ножовочный 8725 Предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла. Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45гр(в модификации 8725АМ). Станок применяется в условиях индивидуального и серийного производства. Климатическое исполнение по ГОСТ 15150-69-УХЛ4, класс точности станка Н по ГОСТ 8-82Е.
Комплект поставки станка ножовочного 8725
Входит в комплект поставки
- Станок 8725АМ в сборе
- Полотно ножовочное для металла 2800-0053 ГОСТ 6645-86
- Шприц рычажно-плунжерный
- Ремень клиновый А-1400 – 2шт
- Руководство по эксплуатации
Поставляется за отдельную плату
- Тиски комбинированные для резки материала под углом 45
- Приспособление для пакетной резки
- Тележка
Общий вид станка 8725 с обозначением составных частей
| № | Наименование | Обозначение |
|---|---|---|
| 1 | Станина | 8725. 10.000 10.000 |
| 3 | Привод | 8725.30.000 |
| 4 | Ограждение | 8725.32.000 |
| 5 | Тиски | 8725.41.000 |
| 6 | Охлаждение | 8725.60.000 |
| 7 | Гидропривод | 8725.80.000 |
| 8 | Электрооборудование | 8725.90.000 |
Расположение органов управления
- Вводный выключатель.
- Кнопка управления «Пуск» привода станка
- Рукоятка фиксации пильной рамы в верхнем положении
- Маховик ручного перемещения тисков
- Рукоятка управления гидроприводом
- Упор автоматического выключения станка в верхнем положении пильной рамы.
- Кнопка управления «Стоп» привода станка.
Схема кинематическая станка 8725
Движение от электродвигателя 1 передается посредством клиноременной передачи и двух ступенчатых шкивов на приводной вал II, шкив 4, свободно вращающий на валу II, сблокирован с шестерней 3. Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
Через зубчатую пару 3 и 5 движение передается валу III на другом конце которого закреплен кривошипный диск 10 с пальцем 9.
От кривошипного диска посредством шатуна 13 получает возвратно-поступательное движение пильная рама. Ее частота движения в минуту 120 (Iступень) и 48 (II ступень). Для получения частоты движения пильной рамы 62 (III ступень) и 94 (IV ступень) необходимо ведущий шкив 2 переустановить разворотом на 180о.
На валу III между двумя опорами имеются эксцентриковые шейки, от которых движение посредством шатунных тяг передается поршнями А и В гидронасоса. Поршни нагнетают масло в распределительный клапан Д, откуда он поступает на рабочий цилиндр С. Поршень этого цилиндра при помощи шарнирных тяг соединен с рукавом. Таким образом, подъем и пускание пильной рамы, а так же рабочая подача при резании осуществляется от гидропривода.
Управление гидроприводом производится рукояткой Е, которая может быть зафиксирована в положении (рис 8.): I-«Бездействие», II- «Спускание», III-«Подъем», IV-«Резание медленное» и «Быстрое».
По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Управление гидроприводом станка ножовочного 8725 производится рукояткой Е, которая может быть зафиксирована в положении: 1-«Бездействие», 11- «Спускание», 111-«Подъем», 1V-«резание медленное» и «Быстрое». По окончании резки заготовки в крайнем нижнем положении пильной рамы планка К закрепленная на пильной раме, ударяет по рейке 6 и перемещает ее. Рейка через промежуточную шестерню 7 передает движение шестерне 8, жестко соединенный с валом распределительного крана. При этом кран устанавливается в положении подъема пильной рамы. Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Пильная рама поднимается до тех пор, пока не нажмет на конечный выключатель. При этом размыкается электрическая цепь, выключающая электродвигатель главного движения.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10., расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Станина.
Станина имеет коробчатую форму, на ней монтируются основные узлы станка (рис. 2). Нижняя часть станины резервуаром для охлаждения жидкости. Здесь же устанавливается электронасос охлаждения. Заодно со станиной отлит масляной резервуар для гидропривода.
Привод.
Привод станка ножовочного 8725 состоит из следующих основных деталей: стойки; рукава и пильной рамы. Стойка, укрепленная на верхней плоскости станины, с правой стороны, служит опорой рукава и приводного вала. Рукав с нижней части имеет направляющие типа «ласточкин хвост», по которым двигается пильная рама. Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается. Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном. Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжение ножовочного полотна. Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
Посредством тяги и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего его движением. При подъеме рукава в верхнее положение упор нажимает на конечный выключатель и электродвигатель автоматически выключается. Пильная рама осуществляет возвратно-поступательное движение от кривошипного диска, с которым она соединена с шатуном. Ножовочное полотно устанавливается одним отверстием на штифт неподвижно укрепленной планки, а другие – на штифт подвижной планки и прижимается специальными планками. Перед зажатием ножовочного полотна в пазы подвижных планок вставляется болт с гайкой для натяжение ножовочного полотна. Диапазон скоростей 17, 22,34 и 43 м/мин предусматривает резку заготовок в зависимости от структуры разрезаемого материала.
Ограждение.
Все вращающиеся элементы привода станка ограждены кожухом, закрепленным на станине.
Тиски.
Для разрезки материала различного профиля (квадратного, прямоугольного, круглого) устанавливается две планки поз. 6 , которые позволяют разрезать заготовки о 25…250мм. Правая губка 1 закреплена неподвижно на станине станка. Зажим заготовок производится перемещением левой губки 2, вращением штурвала 5 через гайку 4 и винт 3.
Охлаждение.
Для охлаждения ножовочного полотна станок имеет систему охлаждения, состоящую из резервуара охлаждающей жидкости, электронасоса, шланга и специальной насадки, по которым охлаждающая жидкость подается в зону резания.
Тиски комбинированные (поворотные) – опция.Тиски комбинированные, предназначены для резки материала под углом 45о. В тисках можно зажимать заготовки от 25 до 140 мм. Минимальная длина устанавливаемой заготовки при резке под углом 45о – 400 мм.
Для резки материала под углом до 45о необходимо: ослабить 3 и 5, развернуть на требуемый угол губку 2, затем зафиксировать угол поворота губки 2 винтом 4 и закрепить ее гайками 3 и 5. Заготовка зажимается в тисках при помощи винта, перемещающего гайку направляющую, на которой закреплена губка 1. В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
В зависимости от требуемого размера заготовки губка 2 устанавливается в одно из трех отверстий, расположенных на станине.
Гидропривод предназначен для подъема и опускание рукава с пильной рамой и осуществляется рабочей подачей ножовочного полотна в процессе резания. Величина подачи регулируется распределительным гидравлическим краном, управляемым вручную. Предельное давление масла в системе устанавливается предохранительным клапаном, отрегулированным на давление в пределах 1.0….2.5 МПа/10….25кг (см2).
Разрез гидропривода по цилиндру поршневого насоса:
Разрез гидропривода по цилиндру подъема рукава:
Разрез гидропривода по втулке регулирующего крана:
Схема гидравлическая принципиальная станка 8725.
Все гидрооборудование станка смонтировано в корпусе насоса. Поршневые насосы 1 и 2 всасывают масло из масляного резервуара через фильтры 6 и 7, обратные клапаны 9 и10. , расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
, расположены в корпусе крана управления, и подают масло к распределительному крану по каналам 15 и 16.
Положение I – «Бездействие»
При установке крана в это положение поршневые насосы работают в холостую, масло поп проточкам крана сливается в резервуар по каналу 20. Рукав станка остается неподвижным в любом положение. Пильная рама с ножовочным полотном может иметь только возвратно-поступательное движение по рукаву.
Положение II – «Опускание»
В данном положение поршневые насосы работают также в холостую, но масло из бесштоковой полости цилиндра 3 по каналу 17 и проточкам крана сливаются в резервуар по каналу 20. Рукав и пильная рама плавно опускается вниз.
При работе станка в рабочем цикле предусмотрены два положения: «Подъем» и «Резание».
Положение III – «подъем»
При установке рукоятки крана в этом положении масло, нагнетаемое поршневыми насосами по каналам 15 и 16, проточкам крана и к каналу 17 подается в нижнюю полость цилиндра 3. Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение. крайнем положении пильной рамы нижняя кромка поршня цилиндра 3 приоткрывает проточку в цилиндре, через которую считывается излишек масла по каналу 18, проточки крана и канал 20.
Происходит подъем рукава и пильной рамы с ножовочным полотном в верхнее положение. крайнем положении пильной рамы нижняя кромка поршня цилиндра 3 приоткрывает проточку в цилиндре, через которую считывается излишек масла по каналу 18, проточки крана и канал 20.
Положение IV – «Резание»
В данном положении следует рассматривать 2 стадии работы:
- подача режущего инструмента во время рабочего хода пильной рамы с ножовочным полотном;
- подсечка, то есть подъем режущего инструмента над разрезаемой заготовкой во время холостого хода пильной рамы с ножовочным полотном.
Координация возвратно-поступательного движения пильной рамы и начального движения рукава обеспечивается тем, что кривошипный диск, приводится в движение пильную раму, смонтирован на валу с эксцентриковыми шейками, расположенными под углом 125о друг к другу и передающими движение поршнями 1 и 2.Величина подачи регулируется поворотом рукоятки крана переменного сечения, соединяющего полости поршня 1 и штоковой полости цилиндра 3 со сливом через канал 20.
В зависимости от положения рукоятки регулируется количество масла, поступающего в штоковую полость цилиндра 3. Резание медленное осуществляется при открытом дросселе, что соответствует верхнему положению рукоятки. Большая часть масла сливается через щель дросселя, а остальная – поступает по каналу 18 в штоковую полость цилиндра 3. Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3,
Резание быстрое осуществляется при повернутой рукоятке крана, закрытом дросселе. В этом случае дроссель полностью закрыт и все масло нагнетается в штоковую полость цилиндра 3, создавая максимальную подачу ножовочному полотну. Избыточное масло сливается через предохранительный клапан 4.
Подъем режущего инструмента над заготовкой при холостом ходе осуществляется при движении поршня 2 вниз. До перекрытия бокового отверстия в цилиндре поршня 2 нагнетаемого масло сливается через него по каналам 19 и 20 в резервуар. После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
После перекрытия поршнем этого отверстия масло по каналам 16 и 17 поступает в бесштоковую полость цилиндра 3 и приподнимают пильную раму с ножовочным полотном.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника
Указание по монтажу и эксплуатации.В резервуар гидросистемы заливается минеральное гидравлическое масло. Рабочая жидкость – масло «Индустриальное И-20А» ГОСТ 20799-88. Можно применить масло «Индустриальное И-30А» ГОСТ 20799-88 или «Турбинное 122» ГОСТ 32-74.
Перед заливкой масла резервуар необходимо тщательно очистить и промыть керосином. Масло заливается чистое, предварительно дважды отфильтрованное с абсолютным размером частиц не более 40 мкм, с вязкостью в пределах 20∙10-6…35∙10-6 м2/c при температуре 50оС до уровня маслоуказателя.
Первую смену масла необходимо производить через месяц после начала эксплуатации, а также через каждые шесть месяцев. Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
Перед заливкой свежим маслом резервуар следует тщательно очистить и промыть керосином.
Первоначальный пуск гидросистемы осуществляется следующим образом. Проверить наличие масла в резервуаре по уровню маслоуказателя. Рукоятку гидравлического крана управления установить в положение «Подъем».
Убедившись, что пильная рама поднимается, необходимо кран управления установит в положение «Резание». При этом положение станок должен работать до тех пор, пока воздух не удалится из гидросистемы через жиклер, показанный на рис. 9. Следует провести промывку гидросистемы рабочей жидкостью в течении не менее 8 часов, установка крана гидропривода в нейтральное положение.
После этого станок можно эксплуатировать.
Регулировка величины подсечки осуществляется изменением длины тяги между коленчатым валом и поршнем за счет резьбового соединения шарнирного болта, ввинченного в корпус подшипника.
Карта смазки станка 8725.
1-7, 10 – Масло индустриальное И-20А
8, 9, 11, 12 – Цитаим-203
Смазка станка осуществляется следующими системами:
– Фитильная система смазки направляющих рукава, состоящих из резервуара для масла 2, расположенного в верхней части рукава, фитилей.
– Периодической системы густой смазки, осуществляемой с помощью пресс-масленок для смазки подшипников шкива 8, главного вала 9,12 и подшипников насоса 11.
– Периодической системы смазки поливом на винт тисков, пальцев шатуна, тяги, пальцев поршня насоса, зубчатой рейки и зубчатого колеса привода, осуществляемой с помощью ручной масленки.
Электрооборудование станка 8725
Электрооборудование состоит из:
1)асинхронных электродвигателей переменного тока и конечного выключателя, размещенного на станке;
2)аппаратуры управления и защиты, размещенных в электрошкафу, установленном на задней стенки стойки;
3)органов управления, размещенных на электрошкафе.
Релейные аппараты установлены на панели в шкафу.
Вся разводка провода выполнена жгутами по панели управления и в металлорукавах.
* Устанавливается по требованию заказ-наряда.
Пуск электродвигателя главного привода М1 и электродвигателя насоса охлаждения осуществляется нажатием кнопки «Пуск», которая замыкает цепь катушки магнитного пускателя, переводя его самопитание.
Остановка электродвигателя главного привода и электродвигателя насоса охлаждения осуществляется конечным выключателем.
Защита от токов замыкания электродвигателя главного привода, электродвигателя насоса охлаждения, цепей управления и местного освещения, осуществляется однополюсным автоматическим выключателем.
Защита электродвигателей от длительных перегрузок осуществляется тепловым реле.
По требованию заказ-наряда устанавливается лампа местного освещения. Ее включение осуществляется включателем.
Защита цепей местного освещения от токов короткого замыкания осуществляется однополюсным автоматическим выключателем.
Порядок установки станка ножовочного 8725
Станок поставляется потребителю на транспортировочных брусках упакованный полиэтиленовой пленкой марки Т или в частичной упаковке, по желанию клиента станок может быть упакованный в деревянный ящик.
При распаковке необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Для транспортирования распакованного станка необходимо применить тросы диаметром не менее 10 мм, пропускают их через окно в станине.
При захвате станка тросом необходимо следить за тем, чтобы не повредить наружную отделку станка, для чего в соответствующих местах надо подкладывать под трос деревянные прокладки.
При транспортировке к месту установки необходимо избегать сильного наклона станка, и при спускании на фундамент станок не должен подвергаться сильным толчкам.
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных перед упаковкой станка на механически обработанные поверхности и во избежание коррозии покрыть слоем масла индустриальное И-20А ТУ 0253-043-48120848-2005.
Очистка сначала производится деревянной лопаткой, а оставшаяся смазка с наружных поверхностей удаляется салфетками, смоченными бензином Б-70
ТУ 38. 101913-82.
Станок устанавливается на фундамент или бетонную подушку. Глубина залегания фундамента зависит от грунта, но должно быть не менее 170 мм. Станок крепится к фундаменту четырьмя фундаментными болтами диаметром 20 мм. Фундаментные болты не поставляются заводом.
Станок устанавливается на фундамент и выверяется в обеих плоскостях при помощи уровня, устанавливаемого на станине. Отклонение не должно превышать 0.1/300 мм в обеих плоскостях
Размеры для справок
Глубина заложения фундамента Н назначается в зависимости от грунта.
Подготовка к первоначальному пуску станка ножовочного 8725
Заземлить станок подключением к общей цеховой системе заземления.
Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
Залить в гидрорезервуар около 10 л масла марки «Индустриальное И-20А» по ГОСТ 20799-88.
Залить в резервуар (нижняя часть станины) 20 л. Охлаждающей жидкости. Хорошей охлаждающей жидкостью является 6-10% раствор «Эмульсола» в воде по ГОСТ 6243-75-75 или Укринол 1 ТУ 38-101-197-76.
Ознакомившись со значением рукоятки управления, следует проверить от руки работу всех механизмов станка.
Выполнить указания, изложенные в разделе «Гидросистема», «Смазочная система» и «Электрооборудование» относящиеся к пуску.
После подключения станка к сети опробовать электродвигатель без включения рабочих органов станка, обратив внимание на соответствии вращения шкива электродвигателя со стрелкой, нанесенном на кожухе.
Для предварительного детального ознакомления со станком рекомендуется его обкатать на холостом ходу, усвоить назначения и действие органов управления.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
Порядок работы на станке ножовочном 8725
Для обеспечения правильной эксплуатации станка при резке различных материалов необходимо руководствоваться таблицей:
Материал | Частота пильной рамы, мин -1 | Скорость м/мин. |
Сталь 4∙106 Н/м2 | 120 | 43 |
Сталь 4∙106 ….5∙106 Н/м2 Латунь 3,5∙106 Н/м2 Сталь 5∙106 ….6∙106 Н/м2 | 94 | 33 |
Чугун НВ 150 Бронза 3,5∙106 Н/м2 | 62 | 22 |
Сталь 6∙106 ….8∙106 Н/м2 Чугун НВ 200 | 48 | 17 |

Настройка необходимого числа двойных ходов пильной рамы производится в зависимости от сортамента разрезаемого материала. Станок поставляется заказчику настроенным на 120 ходов пильной рамы. Изменение частоты движения пильной рамы осуществляется за счет клиноременной передачи и разворота шкива на валу электродвигателя на 180о.
При отключенном насосе возможно незначительное опускание пильной рамы.
Полотно ножовочное устанавливается с направлением резания от главного привода.
Оно должно быть достаточно натянутым. Слабо натянутое полотно ведет к неправильному резу. Усилие натяжения полотна должно быть 10-12 кН.
При установке материала и закреплении его необходимо следить, чтобы заготовка лежала на опорной поверхности станины.
Указание по эксплуатации станка ножовочного 8725
- Станок 8725 обслуживается рабочим третьего разряда. Один рабочий обслуживает три станка.
- При отрезке заготовок длиной до 350 мм рекомендуется устанавливать технологическую тару, изготовленную заводом – заказчиком.. при отрезке заготовок длиной более 350 мм необходимо устанавливать приемный лоток (поддерживающее устройство) для предотвращения падения заготовок на пол во избежание травмирования.
- В процессе эксплуатации станка возникает необходимость в регулировании отдельных частей станка с целью восстановления из нормальной работы. При ослаблении ремней главного привода в следствие их вытяжки следует ослабить болт на планке с пазам., натянуть ремни, затем вновь затянуть болт.
- Износ направляющих пильной рамы, при помощи подтягивания круглыми гайками. Во время холостого хода величина пильной рамы над разрезаемым материалом, так называемая «подсечка», регулируется изменением расстояния между коленвалом и поршнем за счет резьбового соединения шарнирного болта 1 и подшипником 2 (см. рис. Разрез гидропривода по цилиндру поршневого насоса). Для регулировки необходимо расстояние между поршнем и коленвалом увеличить, а для уменьшения – сократить. После окончательной регулировки на шарнирном болте 1 вновь затянуть гайку3. Величина подсечки должна быть не менее 1,5-2,5 мм.
- В зависимости от рода разрезаемого материала (см. табл. выше) и прочности ножовочного полотна давление в гидросистеме регулируется предохранительным клапаном. Предварительно отворачивается пробка 1 (см. рис. 9), затем для увеличения давления в системе необходимо завернуть винт 2, сжимающий пружину 3 предохранительного клапана, а для уменьшения давления в гидросистеме необходимо ослабить пружину 3, после чего вновь завернуть пробку 1.
- Износ пробки крана 1 и втулки крана 2 (см. рис. Разрез гидропривода по втулке регулирующего крана) комплектуется путем подтягивания гайки 3 до нужного уплотнения.
- Ликвидация шума в зубчатом зацеплении 3 (см. рис. Разрез гидропривода по цилиндру подъема рукава) производится путем поворота эксцентриковой оси вала 11, предварительно отвернув две гайки, расположенные внутри станины.
 При ослаблении ремней главного привода в следствие их вытяжки следует ослабить болт на планке с пазам., натянуть ремни, затем вновь затянуть болт.
При ослаблении ремней главного привода в следствие их вытяжки следует ослабить болт на планке с пазам., натянуть ремни, затем вновь затянуть болт.
станок ножовочный 8725 мануал паспорт, миханическая нажовка 8725 б/у Механическая ножовка 8725 цена Ножовочный отрезной станок 8725 паспорт. ножовочный 8а725 принцип работы, ножовка-станок 8725 паспорт сериал модель 8725 (краснодар) паспорт Регулировка пильной рамы 8725А. станок ножовочный 8725 документация, 8а725 мех ножовка 8725 документация паспорт на станок ножовочный автоматический отрезной 8725. станок 8а725 технические характеристики, мехпила сиал 8725 ремонт станок ножовочный 8725 в костроме паспорт отрезного ножовочного станка 8725. автомат ножовочный 8а725, 8725 ножовка Ножовка механическая модель 8725 Цена станок 8725 паспорт. документация станок ножовочный 8725 скачать бесплатно pdf, механическая ножовка 8725 цена станок ножовочный отрезной 8725 паспорт станок ножовочный 8725 паспорт. механическая пила 8725 б/у, НОЖОВОЧНЫЙ ОТРЕЗНОЙ СТАНОК – МЕХАНИЧЕСКАЯ НОЖОВКА 8725 ремонт отрезного ножовочного станка 8725 инструкция пользователю схемы принцип действия ножовочного станка 8725. эюцютюўэ?щ ёЄрэюъ 8725, документация пила отрезная 8725 автомат отрезной ножовочный 8Д725 ножовка мод.8725. отрезной ножовочный станок 8725, ножовка-станок ножовочный 8725 СМ паспорт станок ножовочный отрезной модель 8725 цена б/у станок ножовка 8725. 8725А инструкция поремонту, инструкция механической ножовки 8725 механическая пила им. калинина 8725 в картинках станок 8725. схема ножовочного отрезного станка 8725 М, полотно на Станок ножовочный мод. 8725 механическая ножовка б.у 8725 manual станок ножовочный отрезной 8725 паспорт скачать. Станок ножовочный 8725 гидравлика, ножовочный станок 8725 установка ножовки в станок 8725 Отрезной ножовочный станок 8725 паспорт.
документация станок ножовочный 8725 скачать бесплатно pdf, механическая ножовка 8725 цена станок ножовочный отрезной 8725 паспорт станок ножовочный 8725 паспорт. механическая пила 8725 б/у, НОЖОВОЧНЫЙ ОТРЕЗНОЙ СТАНОК – МЕХАНИЧЕСКАЯ НОЖОВКА 8725 ремонт отрезного ножовочного станка 8725 инструкция пользователю схемы принцип действия ножовочного станка 8725. эюцютюўэ?щ ёЄрэюъ 8725, документация пила отрезная 8725 автомат отрезной ножовочный 8Д725 ножовка мод.8725. отрезной ножовочный станок 8725, ножовка-станок ножовочный 8725 СМ паспорт станок ножовочный отрезной модель 8725 цена б/у станок ножовка 8725. 8725А инструкция поремонту, инструкция механической ножовки 8725 механическая пила им. калинина 8725 в картинках станок 8725. схема ножовочного отрезного станка 8725 М, полотно на Станок ножовочный мод. 8725 механическая ножовка б.у 8725 manual станок ножовочный отрезной 8725 паспорт скачать. Станок ножовочный 8725 гидравлика, ножовочный станок 8725 установка ножовки в станок 8725 Отрезной ножовочный станок 8725 паспорт. ёЄрэюъ 8725, паспорт Ножовочно-отрезного станка 8725 пила 8а725 скачать паспорт по гидравлики и електрике смотреть видео работы ножевого отрезного станка 8725. 8725, паспорт на станок ножовочный. Модель 8А726 ремонтирую пилу механическую 8725 паспорт на ножовку механическую 8725. руководство по эксплуатации СМ-1(8725), скачать паспорт Станок ножовочный отрезной 8725 маятниковая пила 8725 паспорт пила для резки металла 8725. ножовка 8725 ремонт, механизированный ножовочный станок 8А-725 цена Ножовочный станок тип 8725, б/у инструкция эксплуатации станка СМ-1(8725). механическая ножовка 8725 б/у череповец, 827м механическая ножовка механическая пила по 8725 бу в спб 8725 гидропривод. цена станка 8725, паспорт на механическая пила 8725 скачать станок 8725 цена Станок отрезной 8725 УХЛ4 габаритные размеры. станок ножовочный отрезной 8725 скачать паспорт, плунжерные насосы на механические ножовки 8725 комплектация станка ножовочного 8725 станок ножовочный ТО-18-10 прайс 2013г..
ёЄрэюъ 8725, паспорт Ножовочно-отрезного станка 8725 пила 8а725 скачать паспорт по гидравлики и електрике смотреть видео работы ножевого отрезного станка 8725. 8725, паспорт на станок ножовочный. Модель 8А726 ремонтирую пилу механическую 8725 паспорт на ножовку механическую 8725. руководство по эксплуатации СМ-1(8725), скачать паспорт Станок ножовочный отрезной 8725 маятниковая пила 8725 паспорт пила для резки металла 8725. ножовка 8725 ремонт, механизированный ножовочный станок 8А-725 цена Ножовочный станок тип 8725, б/у инструкция эксплуатации станка СМ-1(8725). механическая ножовка 8725 б/у череповец, 827м механическая ножовка механическая пила по 8725 бу в спб 8725 гидропривод. цена станка 8725, паспорт на механическая пила 8725 скачать станок 8725 цена Станок отрезной 8725 УХЛ4 габаритные размеры. станок ножовочный отрезной 8725 скачать паспорт, плунжерные насосы на механические ножовки 8725 комплектация станка ножовочного 8725 станок ножовочный ТО-18-10 прайс 2013г..
Паспорт 8725 Станок ножовочный (Краснодар)
Наименование издания:
Часть 1: Руководство по эксплуатации (8725. 00.000. РЭ) – 78 страниц
00.000. РЭ) – 78 страниц
Часть 2: Общие технические условия на ремонт (8725.00.000 УО) – 18 страниц
Выпуск издания: Экспериментальный завод им.Калинина, г.Краснодар
Год выпуска издания: 1988
Кол-во книг (папок): 2
Кол-во страниц: 96
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (8725.00.000. РЭ)
1. Общие сведения об оборудовании
– Общий вид станка ножовочного
2. Основные технические данные и характеристика
3. Комплектность
4. Указание мер безопасности
– Расположение составных частей станка
5. Состав станка
6. Устройство, работа станка и его составных частей
– Общий вид станка с обозначением органов управления
– Схема кинематическая
– Стол
– Тиски
– Тиски комбинированные
– Пакетная резка
7. Электрооборудование
Электрооборудование
– Схема расположения электрооборудования
– Схема электрическая принципиальная
8. Гидрооборудование
– Схема гидравлическая принципиальная
– Разрез гидропривода по цилиндру поршневого насоса
– Разрез гидропривода по цилиндру подъёма рукава
– Разрез гидропривода по втулке регулирующего крана
9. Смазочная система
– Схема смазки станка
10. Порядок установки
– Порядок транспортировки
– Установка станка
– Тиски комбинированные
– Поддерживающее устройство
11. Порядок работы
12. Возможные неисправности и методы их устранения
13. Особенности разборки и сборки при ремонте
14. Свидетельство о приемке
15. Хранение
16. Указания по техническому обслуживанию, эксплуатации и ремонту
17. Гарантия изготовителя
Материалы по быстроизнашиваемым деталям
– Шестерня (8725. 10.302)
10.302)
– Втулка (8725.10.017)
– Колесо зубчатое (8725.30.014)
– Втулка (8725.30.017)
– Втулка (8725.30.018)
– Втулка (8725.30.201)
– Подшипник в сборе (8725.33.010), (8725.33.020)
Чертежи установки быстроизнашиваемых деталей
– Установка быстроизнашиваемых деталей на ведомом валу клиноременной передачи
– Установка быстроизнашиваемых деталей на ведомом валу зубчатой передачи
Часть 2: Общие технические условия на ремонт (8725.00.000 УО)
1. Введение
2. Организация ремонта
3. Приёмка и ремонт
4. Демонтаж с объекта и последующая разборка
5. Организация дефектации
6. Ремонт типовых деталей, соединений и сборочных единиц
7. Сборка
8. Испытание
9. Монтаж станка на фундаменте
10. Защитные покрытия
11. Нормы расхода материалов (8725.00.000 МС)
12. Ведомость документов для ремонта (8725. 00.000 ВР)
00.000 ВР)
13. Лист регистрации изменений
Описание станка:
Паспорт отрезного станка или ножовочного станка по классике обладает одними и теми же разделами, пунктами, и прочими атрибутами, что присущи документации подобного типа или вида. В вопросах станочного оборудования в обязательном порядке необходим технический справочник, в котором будет подан или более развёрнут момент связанный с описанием механической части станочной единицы. Ведь, на то оно и руководство по эксплуатации, чтобы реализовать пояснительные данные в наиболее доходчивой и конечно понятной манере. На основании этих важных документов вырисовывается специфика работы с оборудованием в той или иной плоскости и этот факт обязательно, а главное эффективно позволяет заниматься эксплуатацией, обслуживанием, а так же в некоторых случаях непосредственно ремонтом станочного оборудования. В нашем случае мы рассматриваем в большей степени представленные документы именно как инструкцию по эксплуатации, в которой есть всё необходимое для наиболее комфортной работы со станком. И действительно, документы представляют собой две части с довольно широким объёмом информации, что безусловно важно. Ведь, чем большее количество и развёрнутое описание присутствует, тем наиболее доходчивым будет дальнейшее взаимодействие со станком в производственной среде.
И действительно, документы представляют собой две части с довольно широким объёмом информации, что безусловно важно. Ведь, чем большее количество и развёрнутое описание присутствует, тем наиболее доходчивым будет дальнейшее взаимодействие со станком в производственной среде.
Тем не менее если рассматривать паспорт станок ножовочный отрезной, то здесь, если считать в общем количестве обнаруживается сразу порядка девяносто шести страниц, что в общем нацелены на развернутую подачу материала как такового. Это значит, что в издании кроме описания есть все необходимые, а так же нужные чертежи, на основании которых есть возможность создавать действительно хорошие ксерокопии производственного инструментария. Опять же, если рассматривать направление некоторого мелкого ремонта, то на основании представленной документации можно осуществлять и эту процедуру. Речь идёт о так называемых материалах по быстроизнашиваемым деталям, что представляют собой детальные чертежи того или иного станочного элемента. Но это очевидно, ведь в процессе работы на станке обязательно некоторые элементы будут подвержены износу. А реализовать совершенно новую деталь или механизм тут же, в условиях производства будет очень хорошим подспорьем для станочника. В чертежах можно найти варианты установки этих самых деталей непосредственно на оборудование, а затем естественно, применить в производственной среде. Этот факт будет здесь не менее важным и значимым, а вместе с этим вариативным.
Но это очевидно, ведь в процессе работы на станке обязательно некоторые элементы будут подвержены износу. А реализовать совершенно новую деталь или механизм тут же, в условиях производства будет очень хорошим подспорьем для станочника. В чертежах можно найти варианты установки этих самых деталей непосредственно на оборудование, а затем естественно, применить в производственной среде. Этот факт будет здесь не менее важным и значимым, а вместе с этим вариативным.
Иными словами, как не смотри, но в любом случае представленный документ будет весьма востребован для работы с описываемым станком. К тому же, если рассматривать рубикон паспорт станков которого присутствует и на нашем сайте на выбор. Ведь, чем шире будут предложения и шире выбор реализации документов, тем наиболее в широкой подаче можно будет найти и предложить документы из нашего архива. Ну, а чем больше выбор, тем наиболее в широком ассортименте и скорости получается сделать отображение и реализацию документов. Кстати, документ был напечатан в одна тысяча девятьсот восемьдесят восьмом году, что, конечно, является показательным. Ну, а мы приобрели, а затем отсканировали полностью комплект переведя последний в электронный или цифровой формат. При этом, отдельная часть или книга под номером два обозначена как условия, связанные с ремонтом. Эта часть документов обладает объёмом порядка восемнадцати страниц, что вполне себе будет представлять достойный вариант для наиболее расширенной реализации. В общем, документация была нами в деталях рассмотрена и проверена на предмет всех страниц, разделов, схем и пунктов, всё соответствует комплекту, что является безусловно важным моментом.
Ну, а мы приобрели, а затем отсканировали полностью комплект переведя последний в электронный или цифровой формат. При этом, отдельная часть или книга под номером два обозначена как условия, связанные с ремонтом. Эта часть документов обладает объёмом порядка восемнадцати страниц, что вполне себе будет представлять достойный вариант для наиболее расширенной реализации. В общем, документация была нами в деталях рассмотрена и проверена на предмет всех страниц, разделов, схем и пунктов, всё соответствует комплекту, что является безусловно важным моментом.
| |||||
| |||||
Ленточные пилы производства завода “Долина”
Кувандыкский завод КПО «Долина» осуществляет производство и продажу ленточных пил и станков. Оборудование из этой серии имеет широкую сферу применения. Ленточные пилы – востребованное оборудование, применяемое в производстве металлических изделий, для прямолинейной и фигурной резки заготовок, раскройки металла
Наш завод предлагает несколько видов ленточных пил по металлу, отличающихся мощностью, габаритами, скоростью перемещения ленты, глубиной пропила.
Особенно востребованы ленточные пилы по металлу, обеспечивающие точный и быстрый раскрой металлических листов, труб, балок и многого другого материала, например, титановых заготовок.
Ленточные пилы:
1. Удобны;
2. Долговечны;
3. Надежны.
При помощи ленточных пил создают выверенные и точные срезы. Подобные работы можно выполнять и механической пилой (станок ножовочный 8725), но область ее использования ограничена, к тому же она подходит исключительно для прямолинейного распила и может обрабатывать заготовки, имеющие относительно небольшую толщину. В масштабном производстве в условиях цехов без ленточнопильных станков сложно обойтись. Их продуманная конструкция дает возможность разрезать изделия с большим сечением, выпускать заготовки замысловатой конфигурации, распиливать кругляки.
Главным рабочим элементом ленточных пил является гибкая стальная полоска, обладающая острыми зубьями, замкнутыми в кольцо. Режущее полотнище надевается на колесо, одно из них активирует электрический двигатель.
Точные движения кромки для резки обеспечивают направляющие. Одной из ключевых особенностей подобного оборудования являются сменные лезвия. За счет подбора полотен с разными характеристиками, вы сможете справиться с металлами различных свойств: титаном, медью, получать разрезы требуемого качества.
Критерии выбора ленточных пил
При выборе ленточных пил внимание следует акцентировать на их мощности и габаритах. Учитывать нужно ширину лезвия, конфигурацию и расположение зубьев, наличие возможности оперативно сменить режущее полотно. Мощность устройств выбирают, руководствуясь объемом предстоящих работ.
На нашем заводе вы можете заказать ленточные пилы по доступной цене. Мы выпускаем надежное в эксплуатации оборудование, которым вы сможете пользоваться на протяжении длительного времени. Наш коллектив стремится чтобы фраза «Сделано в России» всегда и везде свидетельствовала о качестве и надежности приобретенного ленточнопильного станка по металлу!
ТОП-7 крупнейших покупателей отрезных станков в Испании
Interplasp S.l.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгания, фрезерования или формовки на режущих станках, шлифование , сан
Esbelt S.a.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или подобных твердых материалов (кроместанки для ручной работы, станки субпозиции 8465.10, пилы, строгальные, фрезерные или формовочные станки, шлифовальные, san
Intercomet S.l.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгальные, фрезерные или формовочные станки на режущих станках, шлифование, сан
Intorex S.a.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгания, фрезерования или формовки на режущих станках, шлифование , сан
Aserpal S.a.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгания, фрезерования или формовки на режущих станках, шлифование , сан
Essilor España S.а.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгальные, фрезерные или формовочные станки на режущих станках , шлифование, с
Maderas Y Virutas Seo S.a.
Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов (кроме ручных станков, станков субпозиции 8465.10, пилы, строгальные, фрезерные или формовочные станки, шлифование, s
Статистика несчастных случаев на настольной пиле | Травмы дисковой пилы и пилы. Фактически, только в США регистрируется
10 ампутаций каждый день из-за использования настольной пилы . Сюда входят только ампутационные травмы, но не другие связанные с ними рваные раны. Фактически ежегодно происходит более 40 000 травм пилой. Из них 10% приводят к ампутации истца.Что еще хуже, дефекты настольной пилы можно предотвратить, если производители будут внедрять новые технологии, которые уменьшили бы или полностью остановили травмы. Однако они не спешили вносить это изменение, и потребители расплачиваются за это. Технология предотвращения ампутации Были достигнуты технологические успехи, позволяющие предотвратить внезапную ампутацию в результате отдачи при использовании настольной пилы. Эти движения немедленно останавливают любое движение Кругового лезвия в момент контакта с плотью.В результате почти никогда не бывает серьезных травм. Однако многие производители агрессивно боролись за лоббирование против внедрения этих новых технологий, аргументируя это увеличением затрат. Эти аргументы беспочвенны, учитывая многомиллиардные расходы на здравоохранение, связанные с ампутационными травмами. Не говоря уже об экономических последствиях того, что инвалиды не могут найти оплачиваемую работу в определенных отраслях. Кроме того, производители должны позволять потребителю выбирать и предлагать модели, которые помогут уменьшить или предотвратить эти виды травм.Если производитель не может внедрить новые технологии, которые могут уменьшить или ограничить травмы, он будет нести ответственность за производственный дефект. Эти типы дефектов свидетельствуют о том, что из-за того, что производитель отказал или установил доступные технологии для уменьшения или ограничения травм, он не смог произвести безопасный продукт. При этом важно отметить, что настольная пила по своей природе опасна. Его единственная цель – резать дерево и другие материалы с помощью лезвия высокой мощности. Однако это не отменяет ответственности производителей за безопасность этой продукции и активно работает над внедрением новых технологий для этого.Узнайте больше о возможных вариантах компенсации по телефону (888) 649-7166.
Съемная защита лезвия Многие устройства имеют съемных щитков для лезвий .Эти ограждения лезвия при снятии могут привести к серьезным травмам. Однако производители разработали эти ограждения для лезвия таким образом, что для правильного использования изделия вам необходимо фактически отсоединить ограждение для лезвия. Деревообработка – специальность квалифицированная . Многие плотники и плотники используют пилы, но защита лезвия часто мешает им выполнять точные пропилы. В результате многим приходится снимать защиту лезвия. Однако из-за своей конструкции ограждение лезвия трудно повторно прикрепить, часто оставляя ограждение открытым.Производители знают об этой проблеме, но не предприняли никаких шагов для ее устранения. Либо путем добавления функций, помогающих решить проблему отсоединения, либо путем модификации пилы, которая будет использоваться без снятия защиты лезвия. Разбрасыватель против расклинивающего ножа Производители знают, что расклинивающие ножи – более эффективная и менее опасная альтернатива разбрасывателям. Известно, что разбрасыватели вызывают отдачу, которая в дальнейшем может привести к ампутации, травмам головы или даже смерти.Когда древесно-стружечная плита, фанера или деревянный материал отбрасывается назад, это может поразить пользователя с большой скоростью. Общая травма, вызванная этим типом травмы, неизвестна.АВАРИИ С ЦИРКУЛЯРНОЙ ПИЛОЙ
Несчастные случаи при работе с циркулярными пилами по дереву из-за их склонности к травмам более высокой степени тяжести заслуживают особого внимания во всех программах предотвращения несчастных случаев.
- Эти несчастные случаи не являются обычным явлением, но необратимая инвалидность случается гораздо чаще, чем при других несчастных случаях. Почти половина (48%) инвалидизирующих травм в этом обследовании привели к той или иной степени стойкой инвалидности.Напротив, доля необратимых нарушений среди всех инвалидизирующих травм, полученных на производстве, обычно в среднем составляет менее 6 процентов.
- Невозможно на основе каких-либо доступных данных оценить ни годовой объем несчастных случаев с дисковыми пилами, ни общую потерю рабочей силы из-за этих несчастных случаев. Однако очевидно, что общее количество травм велико, а связанные с этим экономические потери огромны.
Из почти 80 процентов проанализированных несчастных случаев с дисковой пилой , травмированный человек получил травму в результате контакта с пильным диском . Обычно он вводил номер в пилу во время травмы, но контакт с лезвием также происходил часто, когда: №Дополнительная информация: Несчастные случаи с ленточной пилой Несчастные случаи с моторной пилой* Этот отчет был подготовлен в Отделе промышленных опасностей Бюро статистики труда Министерства труда США Фрэнком С. МакЭлроем и Джорджем Р. МакКормаком.
- удаление обрезков пиломатериалов или опилок со стола пилы;
- регулировочные или сменные ножи; или
- размещение пиломатериалов на столе пилы.
Поверенный по дефектам циркулярной пилы | Дефект при резке бетона – Downtown LA Law Group
Циркулярные пилы обычно используются потребителями в различных проектах. Будь то небольшой проект по благоустройству дома или крупномасштабный проект строительства , эти инструменты используются как любителями, так и профессионалами.Однако некоторые модели дисковых пил имеют дефект либо по конструкции, либо по маркировке. Когда эти продукты имеют дефекты, они могут нанести серьезные травмы ничего не подозревающему пользователю. В таких случаях производитель и другие розничные продавцы могут нести ответственность за травмы.Дефект конструкции циркулярной пилы
Производитель будет нести ответственность за травмы, полученные в результате производства неправильно сконструированного опасного продукта . Если товар имеет дефект , все стороны в коммерческой цепочке распределения могут быть привлечены к ответственности за травмы.В таких случаях производители, розничные торговцы и дистрибьюторы несут строгую ответственность за травмы. Циркулярные пилы также должны быть снабжены защитным кожухом . Эти защитные приспособления предназначены для регулировки в соответствии с размером разрезаемого материала в , чтобы избежать ампутации пальца . Дополнительно дисковые пилы должны быть оснащены собачкой для отката. Собачка для отдачи помогает предотвратить обратный отлет разрезаемого материала.Цепные пилы – неотъемлемая часть любого списка опасных инструментов.Исследование, проведенное CPSC, показало, что в 1999 году в США было зарегистрировано более 28500 травм, полученных от бензопил. К 2004 году, как показывает диаграмма, это число превысило 32000.Если производитель не может спроектировать продукт таким образом, чтобы в нем не было дефектов, он будет нести ответственность за травмы, полученные в результате его халатности.Чтобы установить дело о дефектном продукте, необходимо показать следующие элементы: (1) что пила была дефектной ; (2) Ответчик , занимающийся продажей такой продукции ; (3) пила неисправна из-за конструктивного, маркировочного или производственного дефекта ответчика ; и (4) травма была получена в результате этого дефекта. Дисковая пила считается сконструированной с дефектом, если из-за своей конструкции она неоправданно опасна при использовании. Чтобы определить дефектный дизайн, суды будут рассматривать полезность продукта, его потенциальную опасность для пользователя и наличие на рынке более безопасной альтернативы или дизайна.Самый распространенный тип конструктивного дефекта дисковых пил – это неправильная конструкция или отсутствие защитных кожухов . Эти ограждения предотвращают соприкосновение рук или конечностей оператора при резке любого типа материала. Многие производители полностью не имеют какого-либо щита или защиты на полотне пилы. Пилы, у которых есть ограждения для лезвий, все равно могут считаться неисправными, если они не обеспечивают надлежащую или достаточную защиту для предотвращения травм. Пилы, оснащенные защитным кожухом, могут быть неисправны.В большинстве конструкций используется телескопическое устройство, которое позволяет устройству автоматически позиционироваться для резки материала или дерева. Эти типы устройств могут быть неисправны, когда телескопическое устройство обнажает чрезмерное количество лезвия. Если телескопический защитный кожух лезвия не закрывается после выполнения разреза, считается, что он сконструирован с дефектом.Циркулярная пила
Исследование, проведенное австралийским журналом Hazard Magazine, показало, что из всех зарегистрированных травм от пилы дисковые пилы составляют самую большую группу – 30 процентов. Из зарегистрированных травм 56 процентов связаны с домашними делами, 99 процентов из которых – мужчины, причем 68 процентов этих парней находятся в возрастном диапазоне от 20 до 39 лет.
Узнайте больше о ваших юридических вариантах: позвоните по телефону (888) 649-7166, чтобы поговорить с представителем прямо сейчас.
Другой тип конструктивного дефекта дисковых пил – это отсутствие защиты от движущихся предметов, вызванных полотном или пилой. Этот тип дефекта может быть связан с материалом, из которого изготовлена защита, или с местом, где она находится. Лезвия дисковых пил или пил для резки бетона также могут быть дефектными. в деле Magee v. Jefferson Rental истец был серьезно ранен, когда лезвие пилы для резки бетона взорвалось, в результате чего осколки пробились сквозь ограждение.В следующем деле суды установили, что материал режущей защиты был сделан из слабого вещества. Что позволило осколкам пройти сквозь охрану.АВАРИИ С ЦИРКУЛЯРНОЙ ПИЛОЙ
Несчастные случаи при работе с циркулярными пилами по дереву из-за их склонности к травмам более высокой степени тяжести заслуживают особого внимания во всех программах предотвращения несчастных случаев.
- Эти несчастные случаи не являются обычным явлением, но необратимая инвалидность случается гораздо чаще, чем при других несчастных случаях. Почти половина (48%) инвалидизирующих травм в этом обследовании привели к той или иной степени стойкой инвалидности. Напротив, доля необратимых нарушений среди всех инвалидизирующих травм, полученных на производстве, обычно в среднем составляет менее 6 процентов.
- Невозможно на основе каких-либо доступных данных оценить ни годовой объем несчастных случаев с дисковыми пилами, ни общую потерю рабочей силы из-за этих несчастных случаев.Однако очевидно, что общее количество травм велико, а связанные с этим экономические потери огромны.
Кто несет ответственность? – Иски о дефектах циркулярной пилы
Ответственность за эти виды травм может быть возложена на всех продавцов в торговой цепочке сбыта . Это означает, что любой продавец, включая розничного продавца, у которого вы приобрели продукт, например, Home Depot, Lowes, Costco или WalMart, любого дистрибьютора продукта, оптового продавца и производителя.Все стороны несут ответственность за нанесенные травмы. Однако, если продукт был изменен по сравнению с его исходными производственными спецификациями, ответственность может быть ограничена определенными сторонами. Важно знать, какое лицо будет нести ответственность за ваши травмы. Наши офисы проведут соответствующее расследование и определят, кто виноват, и убедятся, что соответствующие стороны будут привлечены к ответственности.Что делает дисковые пилы неисправными?
Товар считается дефектным при наличии (1) конструктивного дефекта; (2) производственный брак; или (3) отсутствие предупреждения или несоответствующая маркировка.Производственный брак проявляется при отклонении от исходных стандартов проектирования производителя. Распространенные травмы, вызванные авариями с неисправной циркулярной пилой Обычные травмы, полученные из-за неисправной циркулярной пилы, могут быть серьезными. Общие травмы могут включать следующее: Это далеко не полный список травм. Хотя он охватывает наиболее распространенные типы травм, это далеко не полный список. Не забудьте связаться с поверенным по поводу неисправной циркулярной пилы для получения дополнительной информации. Для получения дополнительной информации о травмах, полученных при использовании стационарных пил, посетите Обзор травм, связанных со стационарными настольными и настольными пилами, подготовленный Комиссией по безопасности потребительских товаров.Ответственность работников за несчастные случаи с пилой на производстве
Работодатель также будет нести ответственность, если его работник получит травму во время работы. Если травма была вызвана дефектом какого-либо инструмента, оборудования или устройства, используемого в бизнесе работодателя, то работодатель может быть привлечен к ответственности. Работодатель может быть привлечен к ответственности за халатное поведение. Либо когда они не могут должным образом обучить свой персонал использованию оборудования, либо когда продукт неисправен. В каждом случае они могут нести ответственность за причиненные травмы.Узнайте больше о возможных вариантах компенсации по телефону (888) 649-7166.
Из почти 80 процентов проанализированных несчастных случаев с дисковой пилой , травмированный человек получил травму в результате контакта с пильным диском . Обычно он вводил номер в пилу во время травмы, но контакт с лезвием также происходил часто, когда: №* Этот отчет был подготовлен Фрэнком С. МакЭлроем и Джорджем МакКормаком в Отделе промышленных опасностей Бюро статистики труда Министерства труда США.
- удаление обрезков пиломатериалов или опилок со стола пилы;
- регулировочные или сменные ножи; или
- размещение пиломатериалов на столе пилы.
Несчастные случаи с циркулярной пилой и иски о неправомерной смерти
Также может быть подан иск о неправомерной смерти. Любой родственник, включая супруга, мать, отца или брата или сестру, может подать иск от имени своего умершего любимого человека. Решение о том, подавать ли иск о неправомерной смерти, может быть трудным решением. Многие семьи не хотят заново переживать травматический опыт потери любимого человека.Это решение следует принять во внимание после того, как вы узнаете всю доступную или относящуюся к делу информацию. Обратитесь к поверенному по дефектам циркулярной пилы или пилы для резки бетона, чтобы лучше понять ваши права. Если у вас возникнут дополнительные вопросы, свяжитесь с нашими поверенными по неисправным продуктам сегодня.Дополнительная информация:
Дефект настольной пилы Травмы
gkdevelopers.com Принадлежности для электроинструментов и пневматических инструментов Инструменты и оборудование для мастерских DEWALT DW8725 6 “x 0,045” x 7/8 “Режущий диск по металлу и нержавеющей стали Кол-во 10
gkdevelopers.com Принадлежности для электроинструментов и пневматических инструментов Инструменты и оборудование для мастерской DEWALT DW8725 6 “x 0,045” x 7/8 “Режущий диск по металлу и нержавеющей стали КОЛ-ВО 10, например, коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Модель: : DW8725 , Бренд: : DEWALT : MPN: : DW8725 , UPC: : Не применяется ,。, неиспользованный, неоткрытый, с запатентованной комбинацией зерен оксида алюминия для агрессивного режущего действия. Он также имеет 2 полных листа стекловолокна для прочности и безопасности.Конструкция тонкого диска 0,040 “для быстрой резки без заусенцев. Состояние: Новинка: Совершенно новый режущий диск без заусенцев (10 шт.) DEWALT DW8725 6” x 0,045 “x 7/8” отрезной круг по металлу и нержавеющей стали. Предназначен для быстрого, если товар не изготовлен вручную или не был упакован производителем в нерызничную упаковку, неповрежденный товар в оригинальной упаковке (если упаковка применима). Упаковка должна быть такой же, как в розничном магазине.
Информация[email protected]
+91 7888093332
DEWALT DW8725 6 “x 0,045” x 7/8 “Режущий диск по металлу и нержавеющей стали, КО-во 10
DEWALT DW8725 6 дюймов x.045 “x 7/8” Режущий диск по металлу и нержавеющей стали Кол-во 10
6 “x 0,045” x 7/8 “отрезной круг из металла и нержавеющей стали, 10 шт. DEWALT DW8725, конструкция тонкого круга 0,040 дюйма для быстрой резки без заусенцев, спроектирована для быстрой резки без заусенцев, имеет запатентованную комбинацию зерен оксида алюминия для агрессивное режущее действие, он также имеет 2 полных листа стекловолокна для долговечности и безопасности, 100% безопасную онлайн-проверку, официально лицензированный интернет-магазин, теперь покупайте товары, которые вы хотите, оптовые цены. x 0,045 дюйма x 7/8 дюйма отрезной круг по металлу и нержавеющей стали, КОЛ-ВО 10 DEWALT DW8725 6 дюймов, DEWALT DW8725 6 дюймов x.045 “x 7/8” Режущий диск по металлу и нержавеющей стали, КОЛ-ВО 10.
DeWALT® DW8725 Отрезной диск, тип 1 – диаметр 6 дюймов, толщина 0,04 дюйма – 7/8 дюйма – зернистость A60T
Детали и характеристики
Отрезной диск DeWALT® – Тип 1 – Диаметр 6 дюймов – Толщина 0,04 дюйма – 7/8 дюйма – A60T – Очень мелкий – Абразивный оксид алюминия – 10100 об / мин максимум – Смола премиум-класса – Применяемые материалы: сплавы железа – материалы с высокой прочностью на растяжение и дерево применимо
- Запатентованная комбинация зерен оксида алюминия для агрессивного режущего действия
- Запатентованная смесь материалов обеспечивает износостойкость колес
- 2 полных листа стекловолокна для прочности и безопасности
| Абразивный материал | Оксид алюминия | Приложение | Резка и шлифование |
|---|---|---|---|
| Тип облигации | Смола премиум-класса | Фирменное наименование | DeWALT® |
| Диаметр | 6 из | Оценка | Очень хорошее |
| Зернистость | A60T | Производитель | DeWalt® |
| Максимальная скорость | 10100 об / мин | Prop65 Предупреждение | Нет вреда |
| Толщина | 0.04 из |
Китай производитель газонокосилок, триммер для травы, поставщик кусторезов
Компания Fujian Julvon Power Machinery Co., Ltd. была основана на базе компании China EAST FUJIAN WUYI ELECTRIC MACHINERY Co., Ltd, расположенной в городе Фуань и имеющей репутацию «Китайского городка малых и средних предприятий». Размерный мотор ».Он специализируется на исследовании, разработке и производстве легких и портативных товаров для сельского хозяйства, лесного хозяйства и садоводства, таких как…
Компания Fujian Julvon Power Machinery Co., Ltd. была основана на базе компании China EAST FUJIAN WUYI ELECTRIC MACHINERY Co., Ltd, расположенной в городе Фуань и имеющей репутацию «Китайского городка малых и средних предприятий». Размерный мотор ».Она специализируется на исследованиях, разработке и производстве легких и портативных продуктов для сельского хозяйства, лесного хозяйства и садоводства, таких как электрический триммер для травы, газонокосилка, кусторез, бензиновый кусторез, бензопила и т. Д.Компания имеет сертификат ISO9001, а также международные сертификаты GS, CE, EMC, SAA, UL и другие. Кроме того, многие из наших продуктов также получили национальные патенты на полезную модель и дизайн.
В 2009 году некоторые серии нашей продукции были переведены на субсидирование отечественной сельхозтехники, продукция реализовывалась как в стране, так и за рубежом. После переезда в индустриальный парк Гантанг города Фуан в 2010 году, наша фабрика занимает площадь 88,8 акров, а общая площадь застройки составляет 8 миллионов квадратных метров.
Компания Julvon Power Machinery Co., Ltd придерживается принципа честности, сотрудничества, инноваций и развития. Мы нанимаем много отличных профессионалов по всей стране и располагаем современным испытательным и производственным оборудованием. Благодаря комплексной системе обучения человеческих ресурсов и служебной аттестации наша компания стремится обеспечить своим сотрудникам хорошее благосостояние, вознаграждение и платформу для обучения, позволяющую демонстрировать таланты каждого.
Наша продукция экспортируется в Европу, Северную и Южную Америку, Австралию, Африку и т. Д.Мы готовы установить долгосрочные отношения сотрудничества с друзьями по всему миру для лучшего будущего.
Накидной гаечный ключ Williams, 12 точек, 7/16 X 1/2 “8725
ОписаниеНакидной гаечный ключ 8725 7/16 “X 1/2” 12 Pt поставляется с ограниченной пожизненной гарантией Williams Industrial Brands.
Накидной гаечный ключ 12-Pt 7/16 X 1/2 “
Характеристики
- Конструкция коробчатого проема SUPERTORQUE позволяет применять более высокий крутящий момент без скругления или деформации точек крепления шестигранника.По углам контакта нет. Вместо этого на плоские поверхности за точками прикладываются усилия отжима
- 60g; смещенный конец коробки обеспечивает дополнительный зазор между кулаком и болтом в труднодоступных местах
- Размеры четко обозначены на концах рукоятки
- Размер (дюймы): 7/16 x 1/2
- Общая длина (дюймы): 8 3/16
- Коробка Диаметр конца (дюймы): 21/32
- Толщина конца коробки (дюймы): 11/32
- Диаметр конца коробки (дюймы): 11/32
- Толщина конца коробки (дюймы): 11/32
- Страна происхождения : США
Информация о гарантии Williams Гарантия Williams Безопасность Ручные инструменты обычно предназначены для выполнения одной функции, не используйте их ненадлежащим образом.Отвертки – это не долото, регулируемые инструменты – не молотки, а плоскогубцы не предназначены для замены гаечных ключей. Каждая из наших групп продуктов содержит конкретные советы по безопасности для правильного использования инструмента. Кроме того, носите соответствующую рабочую одежду и всегда надевайте защитные очки. Особое примечание относительно безопасности и использования ручных головок (хромированная) с силовым приводом (ударным) – это неправильное использование инструмента, которое может привести к серьезным травмам. Товарные знаки Следующие ниже товарные знаки являются товарными знаками Snap-on Technologies, Inc.или Williams в США, а некоторые зарегистрированы в других странах. Все другие товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Williams, упомянутые в этом каталоге, являются товарными знаками, зарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами, названиями компаний или иным образом являются собственностью Snap-on Technologies, Inc. или ее аффилированных лиц. В странах, где какие-либо товарные знаки, знаки обслуживания, доменные имена, логотипы и названия компаний Snap-on не зарегистрированы, Snap-on Technologies, Inc.заявляет о других правах, связанных с незарегистрированными товарными знаками, знаками обслуживания, доменными именами, логотипами и названиями компаний. Другие названия продуктов или компаний, упомянутые в этом каталоге, могут быть товарными знаками соответствующих владельцев. Williams® CDI Torque Products® Bahco® SUPERTORQUE® Wms.® SUPER-WMS® SUPERECTOR® PALMSTER® SUPERADJUSTABLE® SUPERBLACK® PHILLIPS® SUPERCOMBO® TORX® SUPERSOCKET® POZIDRIV® SUPERRATCHET® ROBERTSON® SUPERRENCH® Ограниченная гарантия: Williams гарантирует, что в ее продуктах не будет дефектов изготовления и материалов в течение всего срока службы продукта.Эта гарантия распространяется на продукты, приобретенные у официальных дистрибьюторов Williams. Snap-on Industrial Brands, по собственному усмотрению, отремонтирует, заменит или предоставит кредит на продукт, который не соответствует данной гарантии. Продукт необходимо вернуть дистрибьютору Williams, у которого он был приобретен, для гарантийного обслуживания. Если дистрибьютор недоступен, продукт следует вернуть в Williams, 6969 Jamesson Rd, Midland, GA 31820, с предоплатой фрахта. Включите контактное имя, номер телефона и обратный адрес; пожалуйста, не поставляйте почтовый ящик.Williams не предоставляет никаких гарантий в отношении: 1) расходных материалов, 2) продуктов, подвергшихся ненормальному использованию, 3) нормального износа продуктов. Расходные материалы – это товары, которые, как ожидается, будут израсходованы или повреждены во время использования. Ненормальное использование включает неправильное использование, модификацию, пренебрежение или отсутствие обслуживания. Гарантии на ящики для инструментов. На все ящики для инструментов, проданные под торговой маркой Williams, дается гарантия сроком на один (1) год с даты покупки в отношении дефектов материалов и изготовления. Любые детали, которые будут определены Williams как дефектные по материалам или изготовлению, будут, по усмотрению Williams, отремонтированы, заменены или предоставлены кредиты.Любые ящики для инструментов, которые должны быть возвращены, должны быть выполнены в соответствии с действующей Политикой возврата товаров Snap-on Industrial Brands, должны быть отправлены обратно с предоплатой фрахта и вместе с датированной копией заказа на поставку. Трещотки: приобретенные новые храповики, на которые распространяется гарантия, будут заменены новыми храповиками. Все сломанные храповики должны быть возвращены в Williams, 6969 Jamesson Rd, Midland, GA 31820 с номером разрешения на возврат товаров (RGA #), с предоплатой фрахта, чтобы получить кредит. Храповые механизмы, разрушенные в полевых условиях, не подлежат оплате.В СТЕПЕНИ, РАЗРЕШЕННОЙ ДЕЙСТВУЮЩИМ ЗАКОНОДАТЕЛЬСТВОМ, ДАННАЯ ГАРАНТИЯ ЗАМЕНЯЕТ ВСЕ ДРУГИЕ ГАРАНТИИ, ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, КОМПАНИЯ Williams ИЛИ ЕЕ СООТВЕТСТВУЮЩАЯ СООТВЕТСТВУЮЩИЙ, ЯВЛЯЕТСЯ ДОПОЛНИТЕЛЬНЫМ, ЯВЛЯЕТСЯ ДОПОЛНИТЕЛЬНЫМ. КОСВЕННЫЕ РАСХОДЫ ИЛИ УБЫТКИ, ПРИНИМАЕМЫЕ ПОКУПАТЕЛЕМ ИЛИ ДРУГИМИ.