Микрометр – Измерения
Микрометр
Категория:
Измерения
Микрометр
Этот контрольно-измерительный инструмент предназначен для измерения с точностью 0,01 мм длины, ширины, толщины и наружных диаметров обрабатываемых изделий.
Микрометр состоит из следующих основных частей: скобы со вставленной в нее пяткой, стебля, микрометрического винта со шпинделем, барабана, трещотки и стопорного кольца.
Пятка представляет собой неподвижный цилиндрический стержень с полированной мерительной плоской поверхностью 10 в торцовой части.
Стебель сделан в виде трубки, на внешней поверхности которой вдоль оси нанесены черта и миллиметровые и полумиллиметровые деления. Внутри стебля закреплена гайка (трубка с резьбой), в которую ввертывается микрометрический винт.
Микрометрический винт представляет собой стержень, у которого различают так называемый шпиндель—гладкую левую часть с полированной мерительной плоской поверхностью 10 с торца.
При нулевом показании микрометра (когда мерительные поверхности сомкнуты) нулевое деление барабана должно точно совпадать с продольной чертой на стебле, а скошенный край барабана должен совпадать с нулевым делением на стебле.
Чтобы при зажиме детали не испортить или не смять измеряемую деталь чрезмерным зажимом винта, на конце барабана помещается специальное приспособление, называемое трещоткой. Трещотка представляет собой головку, при помощи которой вращают барабан, и, выдвигая шпиндель микрометрического винта, прижимают им измеряемую деталь. Когда зажим детали достигнет необходимой силы, трещотка перестает вращать винт и вращается вхолостую (проскальзывает), издавая при этом характерный треск.
Для закрепления микрометрического винта в установленном положении имеется стопорное приспособление. Закрепление осуществляется поворотом кольца. При вращении кольца в одну сторону шпиндель заклинивается, а при вращении в другую — освобождается.
При измерении микрометром измеряемую деталь помещают между мерительными поверхностями инструмента (пятки и шпинделя) и, вращая трещотку, прижимают деталь шпинделем к пятке. После того как трещотка начнет провертываться и издавать треск, производят отсчет показаний микрометра.
Барабан микрометра совершает два совместных движения: одно вокруг своей оси, другое — вдоль оси. Скошенная часть барабана разделена на 50 равных делений, шаг резьбы микрометрического винта равен 0,5 мм. Следовательно, при повороте микрометрического винта на одно деление барабан перемещается в продольном направлении на расстояние, равное 0.5:50=0,01 мм. При одном полном обороте микрометрического винта барабан переместится на 0,5 мм, при двух оборотах винта на 1 мм, при трех оборотах на 1,5 мм и т.
Отсчет показаний микрометра производится так. Целые миллиметры и полумиллиметры отсчитываются по числу делений на стебле. Сотые доли миллиметра определяются по делению на скошенной части барабана, приходящемуся против продольной черты стебля. Чтобы найти целые миллиметры и их половины, достаточно сосчитать число делений на стебле от нуля до скошенного края барабана. Для отсчета сотых долей миллиметра смотрят, какое деление барабана совпадает с продольной чертой, нанесенной вдоль стебля.
Предположим далее, что на стебле скошенным краем барабана открыто 5,5 делений, а с продольной чертой совпадает 21-е деление барабана.
В любом микрометре перемещение микрометрического винта ограничено длиной 25 мм, поэтому изготовляют микрометры на размеры от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и т. д.
Рис. 1. Измерение микрометром: а — установке микрометра на размер вращением грещотки, б — закрепление шпинделя микрометра зажимным кольцом, в — производство отсчета
Ниже приводятся примеры для упражнений по отсчету результатов измерения микрометром.
Микрометры используют так же, как проверочные скобы.
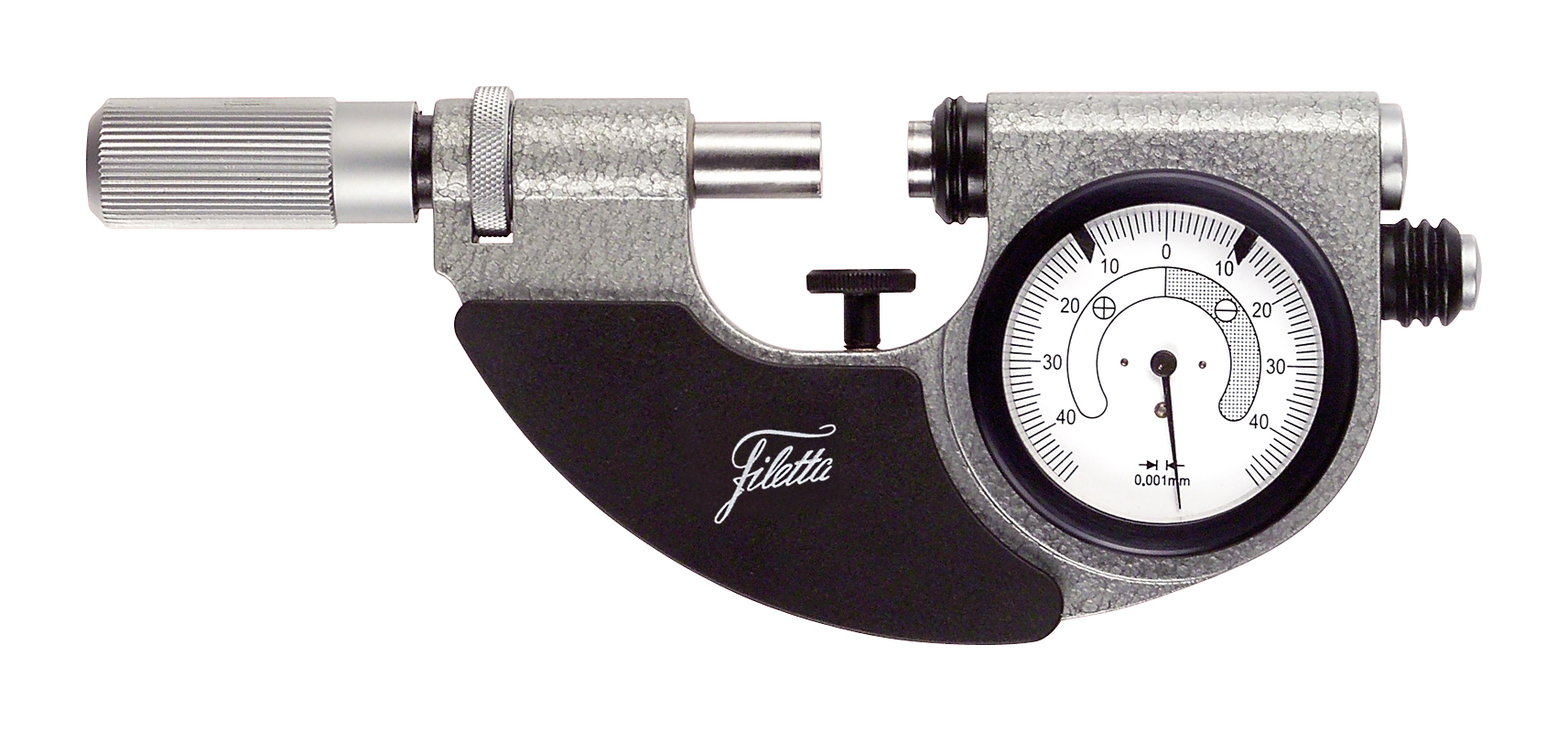
Для измерения среднего диаметра резьбовых изделий применяются резьбовые микрометры, отличающиеся от обычных тем, что в шпинделе микрометрического винта и пятке имеются отверстия для сменных вставок. Коническую вставку помещают в отверстие шпинделя, а вильчатую — в отверстие пятки.
Рис. 2. Измерение резьбы резьбовым микрометром: а — прием измерения, б — положение наконечника микрометра при измерении резьбы
Реклама:
Читать далее:
Микрометрический штихмас
Статьи по теме:
Как правильно пользоваться микрометром:видео,технология измерений
На рынке сейчас встречается множество типов и моделей данного устройства, но принцип их действия и правила пользования микрометром почти всегда остаются одинаковыми, так как исключение составляют лишь электронные модели. Механические же делаются по одному и тому же принципу, но с различными особенностями, в зависимости от измеряемых предметов.
Устройство микрометра
Прежде чем разобраться, как мерить микрометром, нужно узнать устройство данного прибора. Стандартные модели состоят из таких составляющих как:
фото:устройство микрометра
- Скоба – эта деталь должна быть достаточно жесткой, так как даже небольшая деформация может привести к большим ошибкам измерения и, соответственно, прибор можно будет считать сломанным из-за погнутой скобы;
- Пятка – зачастую она запрессована в сам корпус, но встречаются и модели со сменной пяткой. Такие варианты встречаются у микрометров, диапазон измерения которых составляет от 500 до 800 мм;
- Винт микрометрический – его вращение происходит путем перемещения вращающейся трещотки;
- Стопорное устройство – данный элемент выполняется в виде зажима винтового. Его используется для фиксации винта микрометрического, когда происходит снятие показаний или очередная настройка прибора;
- Стебель – на этом элементе имеются две шкалы: основная и дополнительная.
 На основной показано количество целых миллиметров измеряемой детали. На дополнительной показывается количество половин миллиметров;
На основной показано количество целых миллиметров измеряемой детали. На дополнительной показывается количество половин миллиметров; - Барабан – эта деталь показывает отсчет десятых и сотых долей миллиметра. Для шкалы стебля барабан является указателем;
- Трещотка – с ее помощью происходит вращение винта микрометрического, а также регулируется усилие, которое прикладывается к измерительной поверхности микрометра;
- Эталон – эта деталь находится вне самого устройства, но является его неотъемлемой частью, так как она служит для поверки, перед тем как производить измерение микрометром.
 На основной показано количество целых миллиметров измеряемой детали. На дополнительной показывается количество половин миллиметров;
На основной показано количество целых миллиметров измеряемой детали. На дополнительной показывается количество половин миллиметров;Технология использования микрометра
Зная устройство прибора, можно более подробно узнать, как пользоваться микрометром. Схема действий здесь весьма проста, но нужно правильно придерживаться порядка выполнения операций. Для этого требуется:
- Первым делом нужно установить измеряемый предмет между такими частями как пятка и микрометрический винт. При этом нужно вращать барабан, чтобы шпиндель был максимально близко к измеряемому предмету. Держать инструмент требуется левой рукой за изолированную часть дуги. В ином случае, она может нагреться от тепла тела, так что показания будут неверными;
- Шпиндель понемногу следует приблизить вплоть до соприкосновения с поверхностью измеряемого предмета. Если смотреть с торца, где сделана нарезка, то крутить нужно против часовой стрелки. Это нужно делать, пока деталь не зайдет в зазор торцов. После этого можно продолжать вращение до упора о часовой стрелке. При закручивании следует держаться за нарезку на конце барабана. Когда концы упрутся в поверхность, во время вращения будет идти звук, как от трещотки;
- Точный размер замеряется при помощи шкалы нониуса на барабане. Когда вы снимите данные, то нужно перевести микрометры в миллиметры;
- После снятия точных размеров можно вращать все в обратном направлении, чтобы освободить деталь из зажимов.
 При этом нужно вращать барабан, чтобы шпиндель был максимально близко к измеряемому предмету. Держать инструмент требуется левой рукой за изолированную часть дуги. В ином случае, она может нагреться от тепла тела, так что показания будут неверными;
При этом нужно вращать барабан, чтобы шпиндель был максимально близко к измеряемому предмету. Держать инструмент требуется левой рукой за изолированную часть дуги. В ином случае, она может нагреться от тепла тела, так что показания будут неверными;Определение показаний прибора
Наличие нескольких шкал на одном устройстве создает трудности для тех, кто не знает, как пользоваться микрометром.
фото:как правильно пользоваться микрометром
Указатель для шкалы «2» на стебле является торец барабана. Для круговой шкалы «3» указателем является продольный штрих «1». Шкала с цифрами показывает количество миллиметров. Ее верхняя часть без цифр – половины. Для снятия показаний отмечается последний полный штрих нижней шкалы прибора (на рисунке – черта зеленого цвета). Он указывает на целое число миллиметров.
Далее следует глянуть, есть ли справа от него на верхней шкале еще одна черта (на рисунке отмечена синим цветом). Если такова имеется, то добавляется еще 0,5 мм к имеющемуся значению. Когда идет подсчет показаний круговой шкалы «3», то в расчет берут то значение, которое совпадает с продольным штрихом на шкале «1». Чтобы более детально понять, как пользоваться микрометром видеоурок поможет получить более полное представление о данном процессе.
Таким образом, если вы поняли, как правильно пользоваться микрометром, то можно легко подсчитать сумму на втором рисунке. 17 мм на нижней шкале + 0,5 мм на верхней + 0,25 мм на барабане. Таким же образом можно понять, сколько микрометров в миллиметре, так как шкала показывает сотые доли. Итого: на нижнем рисунке микрометр показывает 17,75 мм.
17 мм на нижней шкале + 0,5 мм на верхней + 0,25 мм на барабане. Таким же образом можно понять, сколько микрометров в миллиметре, так как шкала показывает сотые доли. Итого: на нижнем рисунке микрометр показывает 17,75 мм.
Проверка точности и калибровка
Естественно, что все снятия показаний производятся при помощи поверенного устройства, показывающего точные данные. Для проверки точности используют эталоны, которые идут в комплекте. Дело в том, что для каждого предела измерений и соответствующей модели применяются свои детали. Таким образом, эталон имеет определенную длину, которая вписывается в заданный предел. Если при измерении микрометр показал нужные данные, то им можно пользоваться в дальнейшем. Но желательно делать поверку перед каждым использованием.
Учитывая все правила и предписания, здесь точно узнаете, как пользоваться микрометром, вне зависимости от его модели и диапазона измерений.
Интересует аренда склада Одесса? Заходите на knin. com.ua и выбирайте помещение. Очень низкие цены!
com.ua и выбирайте помещение. Очень низкие цены!
Микрометры являются удобным и весьма точным инструментом для наружных измерений. В продаже имеется много типов их для измерений вплоть до 600 мм. Деления, нанесенные на втулке винта микрометра и на обхватывающей ее гильзе, дают показания до 0,01 мм. На глаз можно оценивать промежуточные значения (между делениями), так что при небольшом навыке проводить измерения с точностью до 0,005 мм при изготовлении самоделок не представит никакого труда.
Главные части микрометра: дуга или скобка F, в которой укреплен неподвижный стерженек („наковаленка”) A и втулка H, снабженная внутри винтовой резьбой. Половина подвижного стержня S, скрытая внутри втулки и конец стержня неподвижно закреплен в заднем конце гильзы Т. Таким образом, при вращении гильзы Т, винт будет вращаться вместе с нею и, следовательно, будет перемещаться внутри неподвижной втулки H.
В взятом примере оно составляет: 1,5 + 0,24 = 1,74 мм.
|
 Шаг винтовой нарезки составляет обычно 0,5 мм, то есть при одном полном обороте гильзы вправо или влево стержень S приближается к упорному стерженьку А или удаляется от него на 0,5мм. Вдоль втулки, параллельно оси стержня S, нанесена линия с делениями на целые миллиметры и 0,5 мм.
Шаг винтовой нарезки составляет обычно 0,5 мм, то есть при одном полном обороте гильзы вправо или влево стержень S приближается к упорному стерженьку А или удаляется от него на 0,5мм. Вдоль втулки, параллельно оси стержня S, нанесена линия с делениями на целые миллиметры и 0,5 мм. Повернем гильзу еще немного, напр., так, что штрих будет совпадать с 24-ым делением скошенного края гильзы. Так как при полном обороте гильзы стержень микрометра подается на 0,5 мм, то при повороте на одно деление, иначе говоря, 1/50 полного оборота, перемещение стержня будет составлять 1/50 х 0,5 мм или 0,01 мм. При повороте же на 24 деления подвижной стержень передвинется на 24 X 0,01 мм или 0,24 мм. Следовательно, отсчет по микрометру производится следующим образом:
Повернем гильзу еще немного, напр., так, что штрих будет совпадать с 24-ым делением скошенного края гильзы. Так как при полном обороте гильзы стержень микрометра подается на 0,5 мм, то при повороте на одно деление, иначе говоря, 1/50 полного оборота, перемещение стержня будет составлять 1/50 х 0,5 мм или 0,01 мм. При повороте же на 24 деления подвижной стержень передвинется на 24 X 0,01 мм или 0,24 мм. Следовательно, отсчет по микрометру производится следующим образом:
 Подобная ошибка так же непростительна, как арифметическая ошибка при сложении 5 и 25. Когда пользуетесь микрометром, держите его должным образом, тщательно устанавливайте, снимая размер, и правильно читайте показание.
Подобная ошибка так же непростительна, как арифметическая ошибка при сложении 5 и 25. Когда пользуетесь микрометром, держите его должным образом, тщательно устанавливайте, снимая размер, и правильно читайте показание.| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system ISCAR | Каталог ISCAR 2008 Токарный инструмент (Всего 680 стр.) | ||||||||
595 Каталог ISCAR 2008 Металлорежущий токарный инструмент Резцы Державки Пластины Стр.G152 | ||||||||
Измерение и регулирование диаметра головки диаметр сверла можно измерить, приложив микрометр к кромке наружной пластины с одного края головки Измерение и регулирование диаметра головки диаметр сверла можно измерить, приложив микрометр к кромке наружной пластины с одного края головки _ и к направляющей с другого края. | ||||||||
См.также / See also : | ||||||||
Соотношение твердостей Таблица / Hardness equivalent table | Аналоги марок стали / Workpiece material conversion table | |||||||
Отклонение размера детали / Fit tolerance table | Перевод оборотов в скорость / Surface speed to RPM conversion | |||||||
Диаметр под резьбу / Tap drill sizes | Виды резьбы в машиностроении / Thread types and applications | |||||||
Дюймы в мм Таблица / Inches to mm Conversion table | Современные инструментальные материалы / Cutting tool materials | |||||||
| ISCAR | ||||||||
| | ||||||||
Каталог ISCAR 2017 Вращающийся режущий инструмент и оснастка (англ.  яз. / ENG) яз. / ENG)(1076 страниц) | Каталог ISCAR 2017 Токарный металлорежущий инструмент и оснастка (англ.яз. / ENG) (628 страниц) | Каталог ISCAR 2016 Новый режущий инструмент и оснастка (англ.яз. / ENG) (304 страницы) | Каталог ISCAR 2015 Новая продукция для металлообработки (324 страницы) | Каталог ISCAR 2012 Токарный канавочный инструмент (418 страниц) | Каталог ISCAR 2012 Точение и нарезание резьбы (470 страниц) | |||
Каталог ISCAR 2012 Фрезерный инструмент со сменными пластинами (583 страницы) | Каталог ISCAR 2012 Фрезерный монолитный инструмент (184 страницы) | Каталог ISCAR 2012 Режущий инструмент для обработки отверстий (448 страниц) | Каталог ISCAR 2012 Инструментальная оснастка (342 страницы) | Каталог ISCAR 2010 Новый инструмент для металлообработки (272 страницы) | Каталог ISCAR 2008 Токарный инструмент (680 страниц) | |||
Каталог ISCAR 2008 Вращающийся инструмент (1049 страниц) | Каталог ISCAR 2005 Металлорежущий инструмент и оснастка (1166 страниц) | Руководство ISCAR 2011 Инструмент для производства штампов (168 страниц) | ||||||
Каталоги инструмента и оснастки для металлообработки на станках / | ||||||||
Каталог ISCAR 2008 Токарный инструмент (Всего 680 стр. ) ) | ||||||||
| | ||||||||
| 592 | 593 | 594 | 596 | 597 | 598 | |||
— — | ||||||||
 При необходимости, направляющую можно сдвинуть вперёд для точного измерения диаметра. сверла диаметр сверла можно изменить, сдвинув наружный картридж по радиусу: Ослабить задние крепёжные винты и защёлкнуть картридж на регулировочных винтах. Снова замерить диаметр. При необходимости диаметр можно откорректировать таким же способом. G152 ISCAR ISCARM-DRILL РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Установка кондукторной втулки и относительный допуск заготовки Предварительно рассверленное отверстие Рассверливание отверстия большого диаметра обеспечивает точность и центральное расположение. Допуск отверстия Допуск кондукторной втулки (gg) Допуск головки сверла (h6)
При необходимости, направляющую можно сдвинуть вперёд для точного измерения диаметра. сверла диаметр сверла можно изменить, сдвинув наружный картридж по радиусу: Ослабить задние крепёжные винты и защёлкнуть картридж на регулировочных винтах. Снова замерить диаметр. При необходимости диаметр можно откорректировать таким же способом. G152 ISCAR ISCARM-DRILL РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Установка кондукторной втулки и относительный допуск заготовки Предварительно рассверленное отверстие Рассверливание отверстия большого диаметра обеспечивает точность и центральное расположение. Допуск отверстия Допуск кондукторной втулки (gg) Допуск головки сверла (h6)Микрометр | ТОНКИЙ ИНСТРУМЕНТ
Микрометр (винтовой калибр микрометра) – это прибор для точного измерения малых расстояний. Втулка, которая перемещает шпиндель при вращении, градуирована делениями шкалы, обеспечивающими точность измерения 1/100 (0,01) мм. Один полный оборот шкалы втулки перемещает шпиндель на 0,5 мм.
HOREX Внешний микрометр
Диапазон измерения 0-25 мм
Показание 0,01 мм
Хромированные шкалы
Вольфрамовые наковальни
Фиксирующий рычаг
Стопор с храповым механизмом на конце ручки для ограничения давления на чувствительные поверхности
Поставляется в пластиковом ящике
Внешний микрометр Starrett от 0 до 25 мм
Американский производитель Starrett известен своими точными и тщательно обработанными измерительными инструментами. К счастью, они поставляют многие из этих инструментов также в метрических версиях, так что люди, работающие в метрическом мире, также имеют возможность пользоваться этими высокоточными инструментами.
К счастью, они поставляют многие из этих инструментов также в метрических версиях, так что люди, работающие в метрическом мире, также имеют возможность пользоваться этими высокоточными инструментами.
Этот внешний микрометр элегантного дизайна имеет следующие характеристики:
- Измерительные поверхности из твердого сплава, доведенные до чистовой обработки
- Контргайка с накаткой, расположенная между стальной рамой и шкалой для фиксации шпинделя
- Стопор с храповым механизмом для предотвращения искажения результатов измерения на чувствительных поверхностях (на рисунке справа)
- Гильза и наперсток с матовым хромированием для легкого считывания и защиты от ржавчины
- Специальный ключ для установки нуля (при необходимости вставляется в отверстие рядом с контргайкой)
- Жесткий и прочный цельный шпиндель
- Жесткий стальной каркас, лакированный черный
Диапазон измерения от 0 до 25 мм
0.Показание 01 мм
Диаметр наковальни 6,35 мм
Поставляется в пластиковой коробке
Код Starrett 436. 1MXRL-25
1MXRL-25
Доступно с 22 недели 2022 г.
Код 306330 Цена ∗ € 65,10Внешний микрометр Starrett от 25 до 50 мм
Конструкция такая же, как и выше, но с диапазоном измерения от 25 до 50 мм и с мерным блоком 25 мм
Диапазон измерения от 25 до 50 мм
Показание 0,01 мм
Диаметр опоры 6,35 мм
Поставляется в пластиковой коробке
Код Старретта 436.1MXRL-50
Примеры измерений лазерным сканирующим микрометром
Лазерные сканирующие микрометры обеспечивают высокую точность бесконтактных измерений. Микрометры с лазерным сканированием могут использоваться для различных целей, включая измерение линз сетчатки, проводов, толщины пленки, цилиндров и многих других. Ниже приведены некоторые примеры приложений для измерения лазерного сканирующего микрометра.
Измерение диаметра стекловолокна или проволоки на линии
Существует несколько микрометров с лазерным сканированием, которые были созданы специально для измерения диаметра стекловолокна или проволоки:
Лазерный сканирующий микрометр с тонкой проволокой LSM-501S – идеально подходит для волокон или проводов 0. Диаметр 05 мм – 10 мм.
Диаметр 05 мм – 10 мм.LSM-500S ультратонкий проволочный лазерный сканирующий микрометр – идеально подходит для очень тонких волокон или проволоки диаметром от 0,005 до 2 мм.
Измерение внешнего диаметра цилиндров
Для измерения внешнего диаметра цилиндров можно использовать несколько лазерных сканирующих микрометров:
LSM-503S Стандартный лазерный сканирующий микрометр – идеально подходит для цилиндров диаметром от 0,3 до 30 мм.
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – предназначен для измерительных цилиндров диаметром от 1 до 60 мм.
LSM-512S сверхширокополосный лазерный сканирующий микрометр – предназначен для измерения цилиндров диаметром 1–120 мм.
LSM-516S сверхширокодиапазонный лазерный сканирующий микрометр – разработан для больших цилиндров диаметром от 1 до 160 мм.
LSM-9506 Настольный лазерный сканирующий микрометр с дисплеем – встроенный измерительный дисплей для цилиндров 0,5–60 мм. Измерьте в дюймах или мм.
Измерение круглости цилиндров
В зависимости от размера цилиндров существует несколько вариантов лазерных сканирующих микрометров:
LSM-503S Стандартный лазерный сканирующий микрометр – диапазон измерения 0.Диаметр 3 – 30 мм.
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – диапазон измерения от 1 до 60 мм в диаметре.
LSM-512S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений от 1 до 120 мм в диаметре.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений от 1 до 160 мм в диаметре.
LSM-9506 Настольный лазерный сканирующий микрометр с дисплеем – встроенный измерительный дисплей для диапазона измерений 0,5–60 мм. Измерьте в дюймах или мм.
Измерение осей X и Y электрических кабелей и волокон
Электрические кабели и волокна можно измерить несколькими лазерными сканирующими микрометрами:
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 60 мм.
LSM-512S сверхширокий лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 120 мм.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 160 мм.
Измерение толщины пленки / листа с помощью нескольких лазерных сканирующих микрометров
Толщина пленки и листов может быть измерена с помощью лазерных сканирующих микрометров:
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 60 мм.
LSM-512S сверхширокий лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 120 мм.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – обеспечивает диапазон измерения от 1 до 160 мм.
Измерение расстояния между выводами микросхемы ИС
LSM-501S Лазерный сканирующий микрометр с тонкой проволокой – диапазон измерения 0,05 – 10 мм.
LSM-500S ультратонкий проволочный лазерный сканирующий микрометр – диапазон измерения 0,005 – 2 мм.
LSM-503S стандартный лазерный сканирующий микрометр – диапазон измерения 0.3-30 мм.
Настольный лазерный сканирующий микрометр LSM-9506 с дисплеем – размер 0,002–2,36 дюйма (размеры в дюймах или мм).
Измерение толщины листа пленки
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – обеспечивает измерение в широком диапазоне от 1 до 60 мм (0,04 – 2,36 дюйма).
LSM-512S сверхширокополосный лазерный сканирующий микрометр – обеспечивает сверхширокий диапазон измерений от 1 до 120 мм (0,04 – 4,72 дюйма).
Лазерный диск и измерение движения головки магнитного лазерного диска
Стандартный лазерный сканирующий микрометрLSM-503S – диапазон измерения 0.3-30 мм.
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – диапазон измерения от 1 до 60 мм.
LSM-512S сверхширокополосный лазерный сканирующий микрометр – диапазон измерения от 1 до 120 мм.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений 1–160 мм.
LSM-9506 Настольный лазерный сканирующий микрометр с дисплеем – встроенный измерительный дисплей для диапазона измерений 0,5–60 мм. Измерьте в дюймах или мм.
Измерение зазора между роликами
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – диапазон измерений от 1 до 60 мм.
LSM-512S сверхширокий лазерный сканирующий микрометр – диапазон измерения от 1 до 120 мм.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений 1–160 мм.
Измерение формы
LSM-503S Стандартный лазерный сканирующий микрометр – диапазон измерений от 0,3 до 30 мм.
LSM-506S Широкодиапазонный лазерный сканирующий микрометр – диапазон измерения от 1 до 60 мм в диаметре.
LSM-512S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений от 1 до 120 мм в диаметре.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений от 1 до 160 мм в диаметре.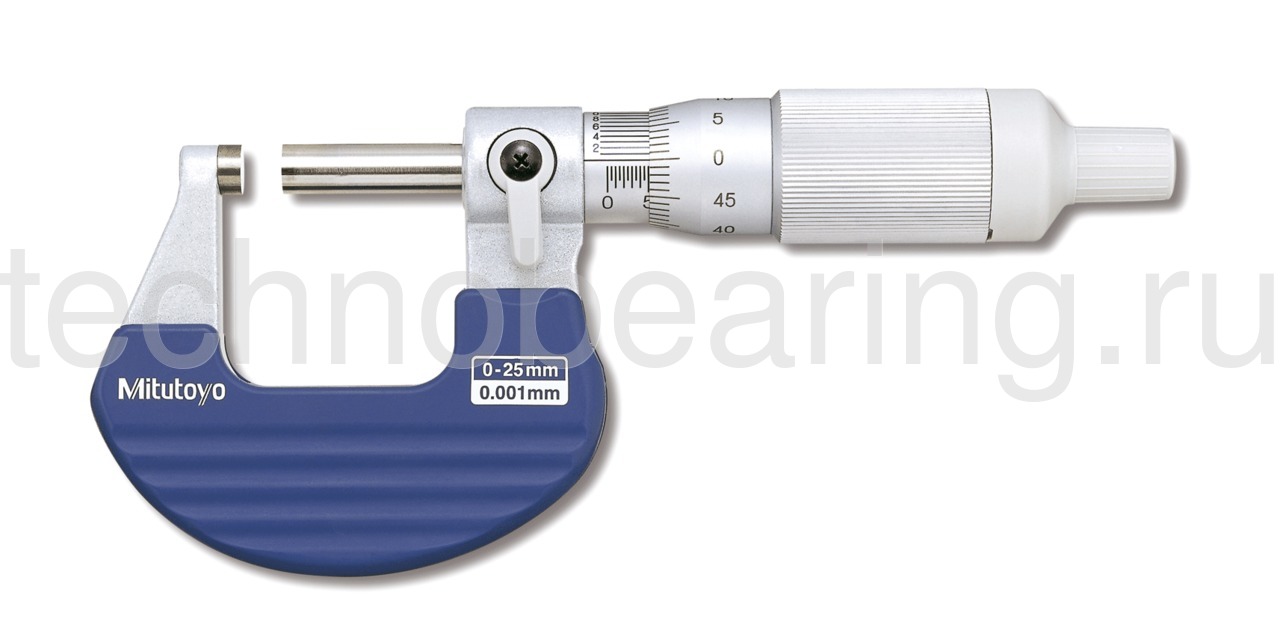
LSM-9506 Настольный лазерный сканирующий микрометр с дисплеем – встроенный измерительный дисплей для диапазона измерений 0,5–60 мм. Измерьте в дюймах или мм.
Измерение ширины ленты
Лазерный сканирующий микрометрLSM-503S – этот лазерный сканирующий микрометр идеально подходит для измерения ширины ленты в диапазоне от 0,3 мм до 30 мм.
Измерение внешнего диаметра
LSM-512S сверхширокий лазерный сканирующий микрометр – диапазон измерения от 1 до 120 мм в диаметре.
LSM-516S сверхширокополосный лазерный сканирующий микрометр – диапазон измерений от 1 до 160 мм в диаметре.
Настольный лазерный сканирующий микрометр LSM-9506 с дисплеем – встроенный измерительный дисплей для диапазона измерений от 0,5 до 60 мм. Измерьте в дюймах или мм.
Если вы не уверены, какой лазерный сканирующий микрометр лучше всего соответствует вашим потребностям, обратитесь в Microscope World.
Лазерный микрометр MARPOSS для измерения диаметра в реальном времени
Аэрокосмическая промышленность
Калибры станочные и стендовые
Гибкое / бесконтактное измерение
Ручной манометр, измерительный элемент, SPC
Проверка на герметичность и сборка
Измерительные машины и специальные приложения
ND ТЕСТ
Мониторинг на станках
Полное тепловизионное зрение
Применение на станках
Программное обеспечение для контроля качества
Другой
Микрометр
МикрометрНАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ
МИКРОМЕТР
В. Райан
2004 – 2021 гг.
Райан
2004 – 2021 гг.
Микрометр – прецизионный измерительный прибор, используется инженерами. Каждый оборот храповика перемещает поверхность шпинделя. 0,5 мм к поверхности наковальни. Объект измерения помещается между поверхностью наковальни и поверхностью шпинделя. Храповик повернут по часовой стрелке, пока объект не окажется между этими двумя поверхностями и трещотка издает щелкающий звук.Это означает, что храповик не может затяните больше, и можно будет прочитать измерение. | |
ПРИМЕР ИЗМЕРЕНИЙ | |
| Используя первый пример, показанный ниже: 1. 2. Еще читаю шкала на рукаве, еще одна Размер в мм (0,5) можно увидеть в нижней половине шкалы. В теперь измерение составляет 12,5 мм. 3. Наконец, шкала наперстка показывает 16 полных делений (это сотые доли миллиметра). Окончательное измерение – 12.5 мм + 0,16 мм = 12,66 | |
| ПРИМЕРЫ ДВУХ ОСНОВНЫХ ТИПОВ МИКРОМЕТРА | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ МИКРОМЕТРА ГЛУБИНЫ | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ИНДЕКС ПРОЦЕССОВ | |
 Прочтите шкалу на рукаве. На примере четко видно деление по 12 мм.
Прочтите шкалу на рукаве. На примере четко видно деление по 12 мм.Taber – Оптический микрометр – Taber Industries
Оптический микрометр может выполнять бесконтактные измерения на любой поверхности, изогнутой или плоской. Этот инструмент полезен для измерения глубины царапин, трещин, трещин, встроенных пустот и толщины прозрачных материалов (например, стекла, акрила). Он также может измерять царапины, трещины, коррозию, ямки, дефекты, небольшие вмятины и другие дефекты. Используя дополнительный окуляр сетки нитей на модели 966A, можно измерять ширину до 0,040 дюйма. Этот портативный прибор идеально подходит для полевых работ, таких как лобовые стекла, передние кромки, планеры, обшивка фюзеляжа, лопасти воздушного винта, лопасти несущего винта, лопасти турбины, поверхности с покрытием и многое другое.
Этот инструмент полезен для измерения глубины царапин, трещин, трещин, встроенных пустот и толщины прозрачных материалов (например, стекла, акрила). Он также может измерять царапины, трещины, коррозию, ямки, дефекты, небольшие вмятины и другие дефекты. Используя дополнительный окуляр сетки нитей на модели 966A, можно измерять ширину до 0,040 дюйма. Этот портативный прибор идеально подходит для полевых работ, таких как лобовые стекла, передние кромки, планеры, обшивка фюзеляжа, лопасти воздушного винта, лопасти несущего винта, лопасти турбины, поверхности с покрытием и многое другое.
Описание
Оптический микрометр имеет прочный корпус и легко читаемую шкалу нониуса. Модель 966 обеспечивает 100-кратную мощность, позволяющую измерять глубину до 0,665 дюйма. Модель 966A обеспечивает 200-кратную мощность, позволяющую измерять глубину до 0,260 дюйма. Обе модели поставляются со стандартной подставкой для штатива, которую можно использовать на плоских или простых изогнутых поверхностях.
Для измерения поверхности оператор помещает оптический микрометр над исследуемой областью.После правильной фокусировки оператор снимает показания на самой высокой поверхности в определенной области. Второе показание снимается на самой нижней поверхности, и измерение рассчитывается путем вычисления разницы между двумя показаниями.
Оптический микрометр Характеристики | Модель 966 | Модель 966A |
Увеличение | В 100 раз | 200X |
Рабочее расстояние оптики (измерение глубины) | 0. | 0,2600 |
Рабочее расстояние микрометра | 1,0000 | 1,0000 |
Толщина материала (прозрачный) | 0,9975 | 0,3900 |
Точность | ± 0.0005 | ± 0,0002 |
Область изображения | 0,090 диам. | 0,060 диам. |
Фокальная плоскость изображения | ± 0,0002 | ± 0,0001 |
С окуляром визирной сетки (P / N 966AR) | ||
Ширина | Нет данных | до 0.040 |
Точность | Нет данных | 0,001 |
 6650
6650
Единицы измерения указаны в дюймах
ПРИМЕЧАНИЕ: Модель 966A1 содержит оборудование (спецификации) для обеих моделей выше
дополнительные аксессуары
Доступны шесть сменных монтажных оснований для работы с выпуклыми, вогнутыми или составными поверхностями. Адаптер света для микрометра также может использоваться для освещения образца, что упрощает считывание результатов измерения.
Адаптер света для микрометра также может использоваться для освещения образца, что упрощает считывание результатов измерения.
Основание штатива – обеспечивает максимальную универсальность для плоских, простых и сложных изогнутых поверхностей.
Основание Quadpod – используется для вогнутых / выпуклых изогнутых поверхностей
Смещение основания штатива – позволяет измерять плоские или изогнутые поверхности, прилегающие к выступающим препятствиям, запрещающим использование основания штатива.
Основание сошки Wedge – используется, когда пересечение строганных поверхностей образует углы не менее 80 °.
Полупрозрачное основание V-образного блока – используется для круглых поверхностей, таких как трубы, и внешних углов; обеспечивает плоскую опору для участков с выемками по бокам
Большая база штатива – используется для приложений, требующих большей площади опоры, чем предусмотрено базой штатива; в основном используется для проверки мелких деталей
Все шесть сменных элементов входят в комплект оптического микрометра модели 966A1 вместе с лампой микрометра и регулируемым кронштейном, как показано на изображении выше.
Превосходная точность – как оптическое измерение расстояния с микрометровой точностью становится более надежным
Лазерные датчики расстояния Baumer OM70 с возможностью выбора диапазонов фокусировки для повышения надежностиЛазерные датчики расстояния обеспечивают высокоточное измерение расстояния и положения с разрешением менее одного микрометра. Однако на практике возникают интерференционные эффекты, которые могут снизить воспроизводимость оптических измерений расстояния. Благодаря введению выбираемых диапазонов фокусировки лазерные датчики расстояния Baumer OM70 обеспечивают значительно лучшую локальную повторяемость и, таким образом, обеспечивают более надежные результаты измерений и более высокую надежность процесса для автоматизированных измерительных задач.
Точность повторения для оптически требовательных поверхностей
Разрешение в техническом паспорте лазерного датчика расстояния, часто используемое в качестве шкалы точности, является значением, которое может быть достигнуто только в том случае, если положение точки измерения на объект не меняется. Однако, как только поперечное положение точки измерения изменяется, локальная повторяемость становится решающей для точности результата измерения. Эта повторяемость всегда хуже разрешения.Локальная повторяемость оптической измерительной системы сильно зависит от однородности измеряемой поверхности объекта. Поскольку существуют поверхности с различной структурой, это значение очень сложно определить на практике. Небольшие изменения в цвете отражательной способности или структуре поверхности могут существенно повлиять на результат измерения. Высококонтрастные покрытия, матовые или оцинкованные металлические поверхности, природные материалы со структурой цвета, такие как камень или дерево, изменение цвета в черно-белом или протравленные печатные платы являются примерами таких оптически сложных поверхностей.
Однако, как только поперечное положение точки измерения изменяется, локальная повторяемость становится решающей для точности результата измерения. Эта повторяемость всегда хуже разрешения.Локальная повторяемость оптической измерительной системы сильно зависит от однородности измеряемой поверхности объекта. Поскольку существуют поверхности с различной структурой, это значение очень сложно определить на практике. Небольшие изменения в цвете отражательной способности или структуре поверхности могут существенно повлиять на результат измерения. Высококонтрастные покрытия, матовые или оцинкованные металлические поверхности, природные материалы со структурой цвета, такие как камень или дерево, изменение цвета в черно-белом или протравленные печатные платы являются примерами таких оптически сложных поверхностей.
Диапазон фокусировки увеличивает надежность
Степень, в которой влияние неоднородных поверхностей влияет на результат измерения, зависит от размера лазерного пятна, отраженного от объекта. Чем меньше размер пятна, тем меньше влияние неоднородных поверхностей на результаты измерений. Поскольку свет лазерного диода в датчике должен фокусироваться через линзу, размер пятна изменяется во всем диапазоне измерения. Наименьшее лазерное пятно достигается в точке фокусировки оптической системы.Таким образом, наиболее надежные результаты измерений получаются, когда измеряемый объект измеряется в области вокруг точки фокусировки датчика – в диапазоне фокусировки.
Чем меньше размер пятна, тем меньше влияние неоднородных поверхностей на результаты измерений. Поскольку свет лазерного диода в датчике должен фокусироваться через линзу, размер пятна изменяется во всем диапазоне измерения. Наименьшее лазерное пятно достигается в точке фокусировки оптической системы.Таким образом, наиболее надежные результаты измерений получаются, когда измеряемый объект измеряется в области вокруг точки фокусировки датчика – в диапазоне фокусировки.
Различные приложения – Различные датчики
Чтобы охватить объекты разных размеров, геометрии объектов и возможных ситуаций установки на промышленных предприятиях, важно выбрать датчик, который лучше всего подходит для требуемого расстояния до объекта и размера объекта и что гарантирует требуемую точность измерения.Лазерные датчики расстояния OM70 от Baumer доступны в 6 различных диапазонах измерения от 70 до 1500 мм. Выбираемые диапазоны фокусировки доступны для диапазонов измерения 70, 140, 250, 600 и 1000 мм.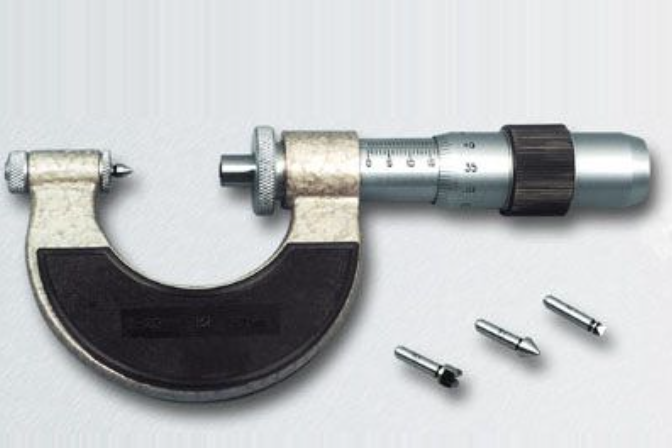 Выбрав датчик, который точно покрывает важное расстояние в приложении с диапазоном фокусировки, надежность результата измерения может быть значительно улучшена даже с оптически очень требовательными поверхностями. Если измеренные значения оцениваются при калибровке во всем диапазоне измерения, следует выбрать вариант датчика с диапазоном фокусировки в конце диапазона измерения.
Выбрав датчик, который точно покрывает важное расстояние в приложении с диапазоном фокусировки, надежность результата измерения может быть значительно улучшена даже с оптически очень требовательными поверхностями. Если измеренные значения оцениваются при калибровке во всем диапазоне измерения, следует выбрать вариант датчика с диапазоном фокусировки в конце диапазона измерения.
OM70 – непревзойденная точность
Высокопроизводительные датчики расстояния OM70 от Baumer сочетают в себе высокоточную технологию измерения и простоту использования в сфере автоматизации. Благодаря разрешающей способности до 0,7 мкм и отклонению от линейности до 0,06% датчики обеспечивают надежное измерение компонентов, а также высокоточное позиционирование объектов или захватов. Датчики гарантируют чрезвычайно высокую стабильность процесса, несмотря на колебания температуры или изменяющиеся условия внешней освещенности, и позволяют измерять расстояния до 1500 мм.
Описание и работа микрометра
Микрометр – это прецизионный измерительный прибор. Ученые мужи также называют его «Майком».
Ученые мужи также называют его «Майком».
Есть много разных стилей и размеров микрометров. Эта информация будет относиться к общему штангенциркуль микрометра.
Он состоит всего из нескольких частей. Рама, наковальня, шпиндель, кулачковый замок, ступица, Наперсток и колпачок с трещоткой.
Измерение производится путем размещения предмета, который вы хотите измерить. между наковальней и веретеном.Затяните колпачок с трещоткой большим и указательным пальцами, пока он не соскользнет. Затем заблокируйте Cam Lock и сдвиньте микрометр.
С выключенным микрометром можно теперь снимаем показания.
Первое чтение – десятые и сотые на Хабе.
На рисунке 1 показано 0,475. Произносится: четыреста семьдесят пять тысячных дюйма. Второе чтение взято из Наперстка.
Цифра 1 почти читается.019,
поэтому мы используем 0,018. Произносится: восемнадцать тысячных дюйма.
Затем добавьте показание концентратора к показанию наперстка. (0,475 + 0,018 = 0,493)
Произносится: восемнадцать тысячных дюйма.
Затем добавьте показание концентратора к показанию наперстка. (0,475 + 0,018 = 0,493)
Произносится: четыреста девяносто три тысячных дюйма.
Для точности в десятитысячные доли дюйма (0,0001) снимите показание с Шкала Нони на концентраторе (рис. 2). Ищите градуировку наперстка, которая выстраивается в линию со шкалой Вернье. Добавьте это число к предыдущему чтению.493. (0,493 + 0,0009 = 0,4939)
Произносится: Четыре тысячи девятьсот тридцать девять десятитысячных дюйма.
.1 = одна десятая
.10 = десятые доли
. 01 = одна сотая
.010 = десятитысячные
.001 = одна тысячная
.0010 = десять десятитысячных
.0001 = одна десятитысячная
. 0,0100 = сто десятитысячных (дюйма)
Очистка:
Вытирайте чистой тряпкой и всегда хорошо смазывайте ее.