КомментарииВаши сообщения, дополнения, отзывы, объявления. Внимание спамерам: все ссылки публикуются через редирект (рефер) и не индексируются! Ваш ip адрес записан: 85.249.26.46
| Key words: laboratory equipment, microscopy histology, biology.
Ключевые слова: лаборатория, методики, техника, реактивы, описание приборов, инструкции, паспорт,
медицина, биология, гистологические исследования, микроскопы. |


Микрометры и другие микрометрические инструменты. Видеоролик
Микрометры
Микрометрические инструменты
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д.
Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение.
Классическая конструкция микрометра включает скобу с запрессованной неподвижной пяткой и стеблем (иногда стебель присоединяют к скобе резьбой). Внутри стебля с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микровинта.
На винт насажен барабан, соединенный с трещоткой. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопорное устройство служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на
Круговая шкала обычно имеет 50 делений (при шаге винта Р = 0,5 мм).
По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале – десятые и сотые доли миллиметра.
Конструкция микрометра впервые была запатентована французским изобретателем Жаном Лораном Палмером в 1848 году под названием «круговой штангенциркуль с круговым нониусом». Однако серийное производство микрометров началось лишь через несколько лет, – после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Однако серийное производство микрометров началось лишь через несколько лет, – после посещения двумя американскими инженерами Д. Брауном и Л. Шарле Парижской выставки, где они увидели изобретение Ж. Палмера и организовали его серийным выпуск.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений. Каждый станочник, слесарь, технолог и конструктор имеет собственный микрометр. Большое разнообразие конструкций, позволяющие измерять самые разные наружные поверхности делают их универсальными инструментами.
Изготавливают микрометры многие зарубежные и отечественные фирмы – Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия), Челябинский инструментальный завод (ЧИЗ) и Кировский инструментальный завод (КРИН).
Качество современных микрометров очень высокое. Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Точный шлифованный винт, беззазорное соединение винта и гайки, твердосплавные торцевые измерительные поверхности обеспечивают плавное перемещение винта без биения торцевой поверхности. Применение нержавеющих сталей и термообработки обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Современные микрометры, микрометрические инструменты и приборы подразделяются на две группы:
– механические микрометры со штриховой отсчетной шкалой;
– электронные микрометры с цифровым отсчетом.
Согласно ИСО 3611-2010 микрометры со штриховым отсчетом называют микрометрами с аналоговой индикацией, а микрометры с цифровым отсчетом называют микрометрами с цифровой индикацией.
***
Механический микрометр со штриховым отсчетом
Основным элементом микрометра является микрометрическая винтовая пара. С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
С ее помощью поступательное перемещение измерительной поверхности (торца) микрометрического винта связано с поворотом отсчетного барабана. Один оборот барабана микровинта соответствует перемещению торца микровинта на один шаг резьбы винта. В большинстве конструкций шаг резьбы винта составляет 0,5 мм, а на барабан наносят 50 или 100 делений. Таким образом, цена деления отсчета составляет 0,01 или 0,05 мм. Резьба винта шлифуется на высокоточных станках. Микрометрическая пара в приборах оформлена в виде отдельного узла – микрометрической головки.
Микрометрическая головка входит в состав микрометров различного назначения, нутромеров, глубиномеров, различных стационарных приборов в качестве измерительного узла или узла, задающего точные перемещения, и т. п.
В головке микрометрический винт перемещается совместно с барабаном относительно стебля, жестко соединенного с микрометрической гайкой. Микрометрические головки обычно имеют две шкалы (рис.
Цена деления линейной шкалы равна шагу винта, при шаге 0,5 мм наносятся две части шкалы с длиной деления 1,0 мм, сдвинутые друг относительно друга на 0,5 мм. Общая длина линейной шкалы определяется диапазоном измерительного перемещения микрометрического винта (обычно 25 мм).
Круговая шкала нанесена на скосе барабана, торец которого является указателем линейной шкалы. Указателем круговой шкалы служит продольный штрих линейной шкалы.
Диаметр барабана выбран таким, чтобы длина деления была около 1 мм. Для отсчитывания дробных долей деления круговой шкалы в некоторых случаях применяют нониус, аналогичный нониусу штангенциркуля со считыванием без параллакса. Цена деления нониуса составляет 0,001 мм. Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Однако применение нониуса имеет смысл только в том случае, когда отсчитываемые доли деления меньше погрешности микрометрической передачи.
Для стабилизации измерительного усилия предусмотрено специальное устройство (трещотка, или фрикцион), закрепленное на барабане. С помощью этого устройства на измерительной поверхности микрометрического винта создается усилие, лежащее для большинства случаев применения микрометрических головок в пределах 5-10 Н.
Микрометры являются универсальными инструментами для наружных измерений. Конструкция и метрологические характеристики микрометров определены ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
***
Микрометр имеют скобу, в которую с одной стороны установлена микрометрическая головка, а с другой пятка, Конструкция микрометров предусматривает стопорное устройство для закрепления микрометрического винта. Измерительными поверхностями у микрометров являются параллельные плоскости торцов микрометрического винта и пятки, обычно имеющие диаметр 
Для повышения точности измерений выпускают микрометры с диапазоном измерения до 100 мм с диаметром рабочих поверхностей (стебля и пятки) уменьшают до 6,5 мм. Для повышения износостойкости измерительные поверхности микрометров изготовляют из твердого сплава.
Скобы современных высокоточных микрометров выполняют с теплоизолирующим покрытием, чтобы уменьшить погрешности, вызываемые тепловым расширением при контакте с руками.
Для установки нулевого положения микрометры с нижним пределом измерений от 25 мм комплектуют установочными мерами. Цена деление большинства механических микрометров составляет 0,01 мм.
Выпускают также микрометры с ценой деления 0,05 мм и с нониусом с ценой деления 0,001 мм. Диапазон измерений микрометров до 1500 мм.
Микрометры для измерения диаметров более 500 мм (скобы) делают сварными из труб для облегчения и снабжают теплоизолирующими накладками. Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Микрометры снабжаются сменными наконечниками с приращением длины 25 мм.
Следует отметить, что измерение микрометрическим инструментами больших диаметров (более 500 мм) очень неудобная операция, требующая опыта и терпения.
Результат такого измерения не надежен.
***
Электронный микрометр с цифровым отсчетом
Несмотря на повсеместное распространение микрометров с штриховыми шкалами и нониусом, отсчет по двум штриховым шкалам и сложение их результатов неудобен, особенно при плохом зрении и недостаточном освещении. Поэтому появление электронных микрометров с цифровым отсчетом сделало процесс измерения значительно проще и удобнее, а в некоторых случаях и точнее.
Конструктивно электронный микрометр мало отличается от механического микрометра, но вместо штриховых шкал он снабжен инкрементным, как правило, емкостным преобразователем, небольшим электронным устройством и цифровым дисплеем.
Преобразователь аналогичен инкрементному преобразователю, применяемому в штангенциркуле. Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
Он состоит из двух небольших дисковых пластин, на которых размещены изолированные друг от друга электроды. Один диск вращается вместе с винтом, второй неподвижен и удерживается шпонкой, расположенной вдоль винта. Оба диска перемещаются вместе с микровинтом на всю величину хода винта.
На скобе микрометра также расположен электронный микропроцессорный блок и цифровой дисплей с дискретностью показаний 0,01 или 0,001 мм. Высота цифр составляет 7-9 мм. На корпусе имеются две кнопки «вкл/выкл» и установка нуля. Установка нуля возможна как при сведенных пятках микрометра, так и любом месте диапазона измерения (например, для контроля партии одинаковых деталей).
Некоторые модели имеют дополнительные функции, например, сортировка по размерам, кодовый выход на внешние устройства и т.д. Вся электронная система питается от небольшой литиевой батарейки, срок службы которой 1,5 года или 2000 часов.
Электронные микрометры выпускаются с диапазоном измерения до 300 мм и степенью защиты от IP40 – до IP65 по стандарту DIN EN 60529 и ГОСТ 14254-96.
Кроме стандартных микрометров выпускают много специализированных моделей, например, для измерения толщины стенок труб со сферическими измерительными поверхностями, для измерения мягких материалов с измерительными поверхностями в форме дисков, для измерения среднего диаметра резьбы, для измерения длины общей нормали зубчатых колес с измерительными поверхностями в форме дисков, для измерения наружного диаметра многолезвийного инструмента и др.
***
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении). При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей (плоских, цилиндрических, сферических).
 Также различными будут деформации этих деталей под действием измерительного усилия;
Также различными будут деформации этих деталей под действием измерительного усилия; - деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера (для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки);
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
 Также различными будут деформации этих деталей под действием измерительного усилия;
Также различными будут деформации этих деталей под действием измерительного усилия;Пределы допускаемой погрешности микрометров приведены в Таблице 1. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия) оговорен ГОСТ 6507-78 «Микрометры с ценой деления 0,01 мм. Технические условия» в виде предельной погрешности δ = ±4 мкм.
Технические условия» в виде предельной погрешности δ = ±4 мкм.
Правильно было бы нормировать погрешность расстояний между двумя любыми точками – амплитудную погрешность, как это предусмотрено рекомендациями ИСО 3611-1978, так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G микрометра в любой точке диапазона измерений (25 мм) указана в Таблице 1.
Таблица 1
Диапазон измерения, |
Предельно допустимая погрешность G, |
Отклонение от параллельности и плоскостности винта и пятки, |
0 – 50 |
4 |
2 |
50 – 100 |
5 |
2 |
100 – 150 |
6 |
3 |
150 – 200 |
7 |
4 |
200 – 250 |
8 |
4 |
250 – 300 |
9 |
5 |
300 – 350 |
10 |
5 |
350 – 400 |
11 |
6 |
400 – 450 |
12 |
6 |
450 – 500 |
13 |
7 |
Указанная в таблице предельно допустимая погрешность G включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
***
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90.
Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения.
Например, рекомендуемые размеры концевых мер длины для проверки микрометров – 3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм.
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки) необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в 1/4 или 1/3 шага микровинта (0,5 мм). Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта.
Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
К этому числу прибавляют количество колец или полос на другой измерительной поверхности.
При длине волны света примерно 640 нм ширина одной интерференционной полосы составляет 320 нм (0,32 мкм).
Методические указания к выполнению лабораторной работы по теме “Поверка микрометра”
(в формате Word, 4 печатных листа, 0,077 Мб)
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до 300 мм.
Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом.
Цена деления глубиномера – 0,01 мм. Отклонение от плоскостности базирующей опоры – 2 мкм. Допуск длины измерительных вставок ±(2 + L/75), где L – длина вставки.
Погрешность измерения с самой маленькой вставкой – 5 мкм.
***
Как правильно пользоваться микрометром поможет разобраться представленный здесь видеоролик.
***
Лабораторная работа по теме “Поверка микрометра”
Основные понятия о стандартизации
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Иногда измерение линейных размеров какого-нибудь предмета требует от нас точности, которую не может позволить себе доступная нам канцелярская линейка, тогда на помощь приходит микрометр. Разнообразие принципов работы этого инструмента дает возможность совершенствовать точность измерений, и это устройство освоит даже начинающий мастер. Устройство микрометра и точность измеренийПредельная точность была критически необходима еще в XVI веке в оружейном деле, позже принцип этого несложного механизма стали применять в геодезии, а официально прибор вышел в таком виде, каким мы его сейчас знаем, в середине XIX века. Устройство микрометра довольно простое в механическом смысле, рабочими являются винт и гайка. А вот сами измерения снимаются со сложной и тщательно выверенной шкалы, причем не одной. Почему этот инструмент имеет такое название? Чаще всего, диапазон размеров, которые может с достоверной точностью определить этот прибор, лежит в области микрон. 1 мкм (микрон) это не что иное, как 0,001 мм, вы даже представить не можете, насколько это мелкие параметры. Но такие мелочи меряются редко, чаще точность составляет около 50 мкм (погрешность при этом 2-9 мкм), что также довольно мелко для человеческого глаза, но уже крайне важно для некоторых точных сборочных работ или настроек. Способов измерения этим инструментом может быть два – абсолютный и относительный (контактный). При первом способе мы прикладываем разъем прибора непосредственно к предмету, выставляем согласно его геометрии зажимы и смотрим на шкалу, где сразу же определяем размер в мкм. Относительный способ измеряет какие-либо параметры рядом находящихся предметов или границ, а потом математически вычисляется искомый параметр. Микрометр механический – особенности прибораТрадиционно мы привыкли наблюдать в работе микрометр механический, хотя сегодня даже небольшое усовершенствование в виде электронной индикации вполне доступно и значительно упрощает использование. Но об этом приборе чуть позже, а сейчас разберем основные особенности механики. Состоит он из двух ясно различимых частей: ручки (стебель, барабан и трещотка) и выемки для размещения измеряемой детали (полукруг с опорной стойкой и направленным на нее микрометрическим винтом). Сам процесс измерения заключается в ручном закручивании ручки, чтобы сомкнуть винт. Электронный микрометр – в чем преимущество?Мы уже упомянули, что электронный микрометр – это всего лишь немного усовершенствованный механический инструмент, но что же нам это дает на практике? Использование электронной индикации и возможности более точной калибровки привело к увеличению точности и удобству замеров этим прибором. Так он может показывать размеры с точностью до 1 мкм с погрешностью до 0,1 мкм. Многие инструменты обладают встроенной калибровкой. Электронное табло, которым оснащен этот инструмент, может быть настроено на несколько систем отсчета, например, миллиметры или дюймы. Как пользоваться микрометром – простые рекомендацииИзучив всю познавательную информацию о новом для вас приборе, самое время разобраться, как пользоваться микрометром, чтобы измерения были максимально точными, насколько позволяет имеющийся у вас инструмент. Как пользоваться микрометром – пошаговая схемаШаг 1: Проверка и калибровкаВремя от времени, а также сразу после покупки, следует проверить ваш инструмент на наличие дефекта при измерении. В случае сбитой шкалы можно провести регулировку, для этого в комплекте всегда идет ключ. Для проверки точности прибора делается простая операция – смыкаются измерительные плоскости без детали. Когда винт упирается в противоположную плоскость, индикатор электронного микрометра должен показать 0. Перед измерением обязательно выдержите деталь и инструмент для измерения в одном температурном режиме (в одном помещении) хотя бы 3 часа. Шаг 2: Фиксация детали Внешне кажется, что все просто на этом этапе, вставляй деталь и зажимай, что есть мочи. Но это не совсем так, прибор высокоточный, и любое усилие исказит ваши результаты, а еще страшнее, если это собьет тонкую настройку всей системы. Но для предотвращения самодеятельности в приборе придуманы специальные механизмы. Сначала вы доводите винт до детали, расположенной возле второй измерительной плоскости, простым вращением барабана. Как только почувствовали упор, пора немного сместиться по рукоятке и продолжить вращать трещотку, это самый крайний вращательный элемент. Шаг 3: Снимаем показания шкалЭлектронный прибор покажет вам все на индикаторе, тут разбираться не нужно, где искать заветные цифры. А вот с механикой нужно приловчиться. Начинаем снимать измерения с самого крупного разряда цифр, заканчивая самым мелким. Первым делом смотрим на шкалу стебля, это та часть рукоятки, которая оставалась все это время неподвижной. На ней имеются две шкалы, но они для удобства восприятия находятся на одной оси, просто деления снизу обозначают миллиметры (каждое деление равняется 1 мм), а сверху – половинки миллиметра (шаг 0,5 мм). В том месте, где остановился край барабана, смотрим, сколько делений по нижней (пусть 6) шкале осталось видимыми, так мы узнаем первую цифру (6 мм). Если край барабана поравнялся с каким-то делением верхней шкалы, то цифра после запятой будет 5, если деление спряталось, то пока что после запятой стоит ноль, но следом рассматриваем шкалу барабана, где найдем сотые доли миллиметра, которые и приплюсуются к десяткам. Для подсчета приведен общий случай для самого распространенного в хозяйстве вида этого прибора. Но для каждого инструмента значение штрихов будет определяться его классом точности, поэтому сначала посмотрите, что значит разметка на шкалах, а потом начинайте подсчеты. |

 Как только эти элементы сошлись вокруг детали, крутят трещотку для подгонки, потом она начинает прокручиваться, это означает, что параметр замерен, остается снять показания на шкалах, которые расположены на стебле и барабане. Некоторые модели инструмента снабжены стопорным механизмом, чтобы зафиксированная величина не сбилась, пока вы будете записывать значение в журнал или сравниваете размер с другой деталью.
Как только эти элементы сошлись вокруг детали, крутят трещотку для подгонки, потом она начинает прокручиваться, это означает, что параметр замерен, остается снять показания на шкалах, которые расположены на стебле и барабане. Некоторые модели инструмента снабжены стопорным механизмом, чтобы зафиксированная величина не сбилась, пока вы будете записывать значение в журнал или сравниваете размер с другой деталью. Также там производитель размещает полезные индикации, вроде уровня заряда батареи. Для снижения энергопотребления механизм запрограммирован на определенное время бездействия, после которого самостоятельно отключается, чаще всего это 5 минут.
Также там производитель размещает полезные индикации, вроде уровня заряда батареи. Для снижения энергопотребления механизм запрограммирован на определенное время бездействия, после которого самостоятельно отключается, чаще всего это 5 минут.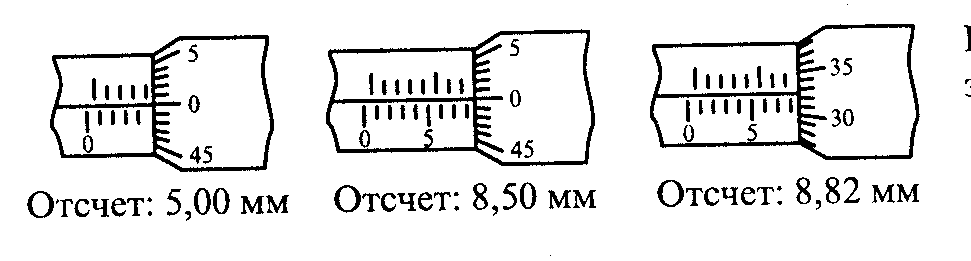 В механическом приборе барабан должен практически полностью закрыть стебель, его скошенный край обязан остановиться ровно на нулевой отметке шкалы стебля, а ноль барабана должен совпасть с продольным штрихом стебля.
В механическом приборе барабан должен практически полностью закрыть стебель, его скошенный край обязан остановиться ровно на нулевой отметке шкалы стебля, а ноль барабана должен совпасть с продольным штрихом стебля. Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили.
Как только вы услышали характерный щелчок, потом второй и третий – самое время остановиться. Это значит, что деталь надежно зафиксирована, и три щелчка об этом вас известили. Например, на верхней шкале мы половинчатое деление не увидели, следовательно, пока что у нас 6,0 мм. Но на барабане с горизонтальным штрихом стебля совпала цифра 22, тогда 6,0 0,22=6,22 мм. Если бы штрих на верхней шкале стебля был виден, то было бы 6,5 мм, и уже к нему прибавляли бы 0,22, получилось бы 6,72 мм.
Например, на верхней шкале мы половинчатое деление не увидели, следовательно, пока что у нас 6,0 мм. Но на барабане с горизонтальным штрихом стебля совпала цифра 22, тогда 6,0 0,22=6,22 мм. Если бы штрих на верхней шкале стебля был виден, то было бы 6,5 мм, и уже к нему прибавляли бы 0,22, получилось бы 6,72 мм.Узнаем как пользоваться микрометром для измерения мелких деталей
Микрометр – обладающий очень высокой точностью прибор для измерения размера деталей. Он используется там, где необходимо скрупулезное соблюдение размеров при производстве изделий. Точность его измерений составляет одну тысячную миллиметра (микрометр или микрон), а погрешность составляет всего лишь от 2 до 50 мкм. Это гораздо точней, чем у того же штангенциркуля. Чтобы представить себе подобные величины более наглядно, следует вспомнить, что толщина человеческого волоса составляет около 40 мкм, а диаметр эритроцита – 7 мкм.
Это гораздо точней, чем у того же штангенциркуля. Чтобы представить себе подобные величины более наглядно, следует вспомнить, что толщина человеческого волоса составляет около 40 мкм, а диаметр эритроцита – 7 мкм.
О том, как пользоваться микрометром стало известно в XIX веке, а точнее – в 1848 г. Именно тогда во Франции был выдан патент на это измерительное устройство изобретателю Жану-Луи Пальмеру, хотя идея использования винтовой пары, на принципе которой основана работа микрометра, известна еще с XVI века. Сначала винтовую пару использовали в военном деле (стрельбе из пушек), а затем – в топогеодезических инструментах. В наши дни о том, как правильно пользоваться микрометром, известно, пожалуй, только узкому кругу специалистов (например, токарям, обрабатывающим особо точные поверхности). Но знание того, как выполнять измерения при помощи этого инструмента, явно не повредят любому человеку, особенно имеющему дело с техникой.
Принцип действия микрометра
Основной частью микрометра является скоба. Она сделана неподвижной, и к ней прикрепляются все остальные части прибора: пятка (служащая неподвижным упором при выполнении измерений), стебель, микрометрический винт, барабан с трещоткой и стопор. Стебель, на котором расположена шкала, представляет собой неподвижно соединенную со скобой трубку. Шкала состоит из нанесенной вдоль стебля риски и перпендикулярных ей штрихов. Ниже риски штрихи нанесены на расстоянии 1 мм, а над риской – 0,5 мм. В наше время можно встретить микрометр электронный, на котором все значения выводятся на дисплей. Преимуществом такого устройства является то, что его всегда можно обнулить всего лишь одним нажатием кнопки. Чтобы добиться большей точности это лучше сделать еще до того, как пользоваться микрометром.
Подвижным упором прибора является микрометрический винт. Для его зажима в нужном положении используется стопор. На стебель надет барабан, представляющий собой коническую поверхность, разделенную штрихами на 50 равных частей и надетый на стебель. Один оборот микрометрического винта, а следовательно, и барабана приводит к перемещению вдоль его оси на 0,5 мм. Таким образом, один поворот барабана на одно деление составляет 1/50 от 0,5 мм или 0,01 мм. Во избежание деформаций детали для ограничения давления на нее микрометрического винта используется трещотка.
Как пользоваться микрометром при выполнении измерений
- Деталь, размеры которой необходимо измерить, помещается между пяткой и микрометрическим винтом. Вращая барабан, установить шпиндель как можно ближе к детали.
- Осторожно придвинуть шпиндель до его соприкосновения с измеряемой деталью. Закручивание нужно производить, только держась за нарезку, расположенную на конце вращающегося барабана. Когда измерительный торец упрется в деталь, прокручиваемая часть барабана по ходу издаст звук (щелчок). После третьего щелчка вращение необходимо прекратить.
- При помощи нониуса выполнить замер детали в миллиметрах, который считывается по горизонтальному указательному штриху, расположенному на шкале стебля.
- Определить общие размеры измеряемой детали.
- Освободить деталь вращением барабана в обратном направлении.
В заключение статьи о том, как пользоваться микрометром, нельзя не отметить, что пользоваться этим простым, но надежным прибором не составляет большого труда, а умение определения точных размеров особо малых деталей порой может очень даже пригодиться.
Микрометр: как правильно пользоваться инструментом
Содержание статьи:Есть множество разнообразных и действительно полезных инструментов, незаменимых при решении задач различной сложности. К примеру, не будет лишним разобраться в устройстве микрометра и его назначении. Это полезный инструмент, который стал незаменимым для большого числа специалистов, так что стоит уделить ему внимание. Ничего сложного в ознакомлении с инструментом не будет, стоит лишь более внимательно изучить его особенности.
Особенности устройства и его назначениеСовет: Нередко отсутствие необходимости пользоваться новыми инструментами следует из того, что с этими инструментами специалист просто не знаком. Стоит уделить большее внимание различным инструментам и подумать над тем, будут ли они полезны при решении различных задач.
Так что же можно сделать при помощи предлагаемого на сайте https://toolsua.com/katalog/meritelnyij-instrument/mikrometryi/ микрометра и почему этот инструмент оказался настолько популярным:
- данный измерительный прибор создавался для того, чтобы с его помощью получать точные линейные размеры. Высокая точность данного прибора всегда была его отличительной стороной и его название не является случайным – оно отсылает к высокой точности измерений;
- при помощи данного инструмента, можно определять длину с точностью до микрон, что является незаменимой возможностью в рамках решения различных задач. Можно измерять толщину различных деталей, а также их сечение и диаметр – это требуется для того, чтобы контролировать размеры. Этот контроль может быть связан с необходимостью проверить качество изделий, следить за размерами в процессе производства или правильно выполнить дубль детали;
- несмотря на то, что при помощи микрометра точность измерения выведена на совершенно новый уровень, само устройство инструмента не представляет собой ничего сложного. Стоит отметить лишь то, что различные производители могут указать свои рекомендации, приложить к инструменту инструкции – это позволит правильно воспользоваться всеми функциями.
Важно: Не стоит забывать о процедуре подготовки инструмента к измерениям. К примеру, предстоит научиться устанавливать нулевую отметку, чтобы выполнять измерения правильно и получить точный результат.
Научиться пользоваться инструментом не будет сложно. В качестве первой пробы, стоит взять небольшую деталь, размеры которой известны заранее – так можно будет убедиться в том, что измерение было проведено правильно. Лучше взять детали, у которых практически не бывает брака, чтобы реальный размер соответствовал заявленному. Что же предстоит сделать:
- чтобы расположить деталь между измерительными поверхностями, нужно начать поворачивать барабан и таким образом раскрыть микрометр. Подготовка инструмента к измерению – простейшая процедура;
- теперь необходимо провести обратную процедуру. Разместив деталь между измерительными поверхностями, нужно вращать барабан в обратную сторону – как только прозвучат щелчки, нужно прекратить вращение;
- теперь необходимо посмотреть, какие же значения были получены: теперь необходимо сложить значения на горизонтальной шкале и значения на шкале вертикальной.
Никаких сложностей в уходе за микрометром быть не должно. С другой стороны, за инструментом действительно нужно внимательно следить. Как минимум, измерительные поверхности должны быть чистыми, а сам инструмент не должен подвергаться механическим воздействиям. Неправильный уход за инструментом будет приводить к тому, что ухудшится работа различных элементов и потребуется выполнять ремонт, либо даже приобретать совершенно новый инструмент.
Назначение и классификация микрометров | ООО Мир Станочника
Микрометр представляет собой универсальное устройство, применяемое для определения линейных размеров контактным способом. От штангенциркулей приборы отличаются более высокой точностью измерения (цена деления современных микрометров обычно составляет не более 0,01 мм). Несмотря на достаточно высокую техническую сложность, устройства данного типа известны западной цивилизации с 16 века.
Какие бывают микрометры?
Современные микрометры производятся во множестве модификаций и позволяют выполнять измерения объектов самого разного типа и формы. Приборы пригодны для замера толщины стенок труб, листовых материалов, металлообрабатывающего инструмента, проволоки, наружных проточек, канавок, выступов и пазов. Некоторые представленные на рынке микрометры поставляются в наборах, содержащих большое количество насадок, существенно расширяющих область применения инструментов.
Основные разновидности приборов в зависимости от области применения:
- гладкие;
- рычажные;
- листовые;
- трубные;
- проволочные;
- призматические;
- резьбо- и зубомерные;
- универсального типа.
В зависимости от способа размещения различают микрометры ручного и настольного типов. Также приборы различаются типом отсчетного устройства – в классических моделях используется механический барабан с нанесенными делениями, в то время как электронные снабжены цифровой индикацией. По сравнению с механическими микрометрами, такие инструменты обладают рядом преимуществ, среди которых – возможность моментального обнуления, переключения между метрической и имперской системой мер, а также относительного измерения. Некоторые модели поддерживают обмен данными с ПК посредством проводного или беспроводного интерфейса.
Как пользоваться микрометром?
Перед первым использованием микрометра рекомендуется ознакомиться с особенностями индикации данного прибора. В случае с обыкновенным механическим инструментом, расположенная горизонтально неподвижная шкала отображает целые миллиметры, в то время как дополнительная вертикальная шкала, нанесенная на барабан, используется для подсчета долей миллиметра. При изучении работы микрометра рекомендуется перепроверять показания штангенциркулем – это позволит быстро выявить и устранить ошибку прежде, чем она войдет в привычку.
Приступая к измерению, убедитесь, что рабочие поверхности находятся на достаточном удалении от измеряемой детали – это поможет избежать царапин и других повреждений. Следует учитывать, что твердость пятки и микрометрического винта микрометра значительно превосходит твердость большинства материалов.
Для точного измерения следует, не прилагая излишнего усилия, прижать пятку к детали, после чего повернуть микрометрический винт до срабатывания трещотки. Для получения корректных показаний микрометрический винт следует зафиксировать при помощи стопорного механизма – это поможет избежать случайного поворота винта при снятии показаний.
Работая с микрометром, держите инструмент за скобы таким образом, чтобы видеть шкалу с нанесенными делениями. Это позволит быстро и точно снять показания, не перекладывая прибор в другую руку.
Выполняя замер диаметра валов и труб, проконтролируйте, чтобы измерительные поверхности располагались в максимально удаленных друг от друга точках. Начинать измерение следует с плотного прижатия пятки, следующий шаг – последовательное выравнивание микрометрического винта в осевом и радиальном направлениях.
При работе с микрометром прилагайте усилие к трещотке, а не к микрометрическому винту. Невыполнение этого правила может стать причиной неточных измерений, а также деформации детали. Регулярно проверяйте точность микрометра при помощи эталона.
Подробнее по теме
Заказать микрометр по доступным ценам в компании Мир Станочника.
Виртуальный микрометр в сотых долях миллиметра – Симулятор
от профессора Эдуардо Дж. СтефанеллиВиртуальный микрометр в сотых миллиметрах - симулятор использования, считывания и интерпретации
Как использовать, читать и интерпретировать прибор линейного считывания «микрометр» в сотых долях миллиметр
диапазон измерения от 0 до 25 мм и разрешение 0,01 мм
Прокрутите до конца страницы, перетащите наперсток большей визуализации по вертикали до точного приближения или наперсток меньшей визуализации по горизонтали до быстрой аванс.
Знать метод считывания и интерпретации сотенных микрометров
Использование микрометров в миллиметрах-сотых (сотых долях миллиметра)
Разрешение микрометра получается из взаимодействия между так называемой «микрометрической нитью», который забит камнями в веретене, и резьбой «внутренней втулки». Обычно в микрометре в миллиметре микрометрическая резьба является входной, а ее шаг составляет 0,50 мм (пятьдесят сотых миллиметра, пять десятых миллиметра или полмиллиметра).Это означает, что полное (360 °) вращение барабана и поддерживающего его шпинделя приведет к продвижению, эквивалентному шагу (пятьдесят сантиметров миллиметра), два полных оборота дадут продвижение на 1,00 мм (один миллиметр). ).
Разрешающая способность этого инструмента достигается за счет периметра барабана, на котором отчеканено 50 равноудаленных делений. Полное вращение приведет к продвижению на 0,50 мм, и пятьдесят делений «охватят» «опорную линию». Таким образом, каждое деление барабана «отмечает» продвижение шпинделя на 0,01 мм (одну сотую миллиметра).Это решение этого инструмента.
Виртуальный микрометр в миллиметрах с разрешением до сотых долей
Этот симулятор является точной копией метрологического прибора, используемого в области механики металлов. В нем значение, указанное в скобках, получено путем интерполяции. Человеческое зрение недостаточно точно, чтобы определить эту меру.
Основные компоненты микрометра
Рама, втулка, наперсток, линия считывания, предохранитель, измерительные поверхности, стопорная гайка и трещотка – вот некоторые из компонентов микрометра <- чтобы узнать больше, нажмите здесь.
Виртуальный микрометр: как использовать микрометр с точностью до сотых долей миллиметра
- Щелкните глаз, чтобы скрыть результат измерения в мм
- , чтобы уменьшить количество щелчков, этот симулятор имеет быстрое движение
- перетаскивание в горизонтальном стволе меньшего вида
- для точной настройки перетащите ствол большего вида в вертикальном направлении
- значение в круглых скобках «()» является результатом интерполяции.
Микрометр в десятых долях тысячи – использование и считывание
Проф.Эдуардо Дж. СтефанеллиЧтение и интерпретация микрометра с точностью до десятых тысячных долей дюйма
Использование прибора измерения «микрометр» в английской системе с разрешением десятых тысячных долей: чтение и интерпретация
Этот текст касается исключительно чтения десятых долей миллисекунд микрометра. Если вы все еще не разбираетесь в использовании, чтении и интерпретации миллиметровой части микрометра, поработайте с этой страницей, прежде чем продолжить.
В этом тексте предполагается, что вы знакомы с номенклатурой компонентов микрометра <- при необходимости запомните этот предмет, щелкнув здесь, и с показаниями градуированной линейки или шкалы в десятых долях дюйма <- запомните, щелкнув здесь.
Работа микрометра с точностью до десятых долей дюйма Процесс считывания шкалы нониуса
Рисунок 1 – Частичный вид наперстка для выявления нониуса, который делит тысячную долю дюйма на десять
Основное отличие этой конфигурации состоит в том, что у этого есть десять параллельных линий к «базовой линии», выгравированной в рукаве – рисунок 1.
Разрешение микрометра в десятых долях тысячных, процесс считывания нониуса
В микрометрах в тысячных дюймах разрешение было получено делением микрометрического шага резьбы на количество делений наперстка (Разрешение = шаг резьбы микрометрической предохранитель / количество делений гильзы) или Разрешение = 0,025 дюйма / 25 = 0,001 дюйма.
В микрометре, составляющем десятую тысячную, меньшая разница между показаниями делится на десять с помощью одной нониусной шкалы, нанесенной на гильзе.таким образом, разрешение будет: Разрешение = 0,001 дюйма / 10 = 0,0001 дюйма.
Показание микрометра в дюймах, разрешение десятые доли тысячных
Интерактивная анимация – считывание меры по сумме участков в дюймах
Наконечники
- Чтобы определить значение меры, необходимо просуммировать:
- значение, полученное на шкале, выгравированной на ножке, в десятых долях дюйма (0,1 дюйма)
- обозначено (o) ‘в зеленый цвет ‘в анимации ниже
- с 0.025 x количество экспонированных счетчиков 0,025 дюйма (0,1 дюйма / 4)
- обозначено (o) ‘синим цветом’
- с наперстком, выровненным с «контрольной линией», в тысячных долях дюйма
- представлено (o) «оранжевого цвета»
- со значением, считанным в выровненном на наперстке, в десятых тысячных долей дюйма
- , представленном (o) «красным цветом»
- щелкните значок в нижнем углу экрана интерактивной анимации, чтобы изменить значение меры
- , используйте значок «глаз», чтобы скрыть общие и частичные значения
- с «закрытым глазом», щелкните цветные кружки, чтобы отобразить частичное значение, относящееся к ним
Прокомментированные примеры считывания и интерпретации микрометра в десятых долях тысячных дюймов
Микрометр: как считывать и использовать микрометр?
Что такое микрометр?Микрометр – это измерительный прибор, который может выполнять чрезвычайно точные измерения.Большинство микрометров предназначены для измерения с точностью до одной тысячной дюйма! Это очень похоже. Подобные точные измерения необходимы, когда даже минимальное расстояние между объектами может вызвать проблемы или затруднения.
Микрометр, иногда известный как микрометрический винтовой калибр, представляет собой устройство, включающее калиброванный винт, широко используемый для точного измерения компонентов в машиностроении и механической обработке, а также в большинстве механических профессий, наряду с другими метрологическими инструментами, такими как циферблат, нониус и т. Д. и цифровые штангенциркули.
Микрометры обычно, но не всегда, имеют форму штангенциркуля (противоположные концы соединены рамкой). Шпиндель представляет собой винт с очень точной обработкой, и измеряемый объект помещается между шпинделем и опорой.
Шпиндель перемещается поворотом храпового механизма или наперстка до тех пор, пока шпиндель и наковальня не коснутся измеряемого объекта.
Микрометры также используются в телескопах или микроскопах для измерения видимого диаметра небесных тел или микроскопических объектов.Микрометр, используемый с телескопом, был изобретен около 1638 года английским астрономом Уильямом Гаскойном.
Микрометр СимволМикрометр, также называемый микроном, метрическая единица измерения длины, равной 0,001 мм или примерно 0,000039 дюйма. Его символ – мкм. Микрометр обычно используется для измерения толщины или диаметра микроскопических объектов, таких как микроорганизмы и коллоидные частицы.
Части микрометраМикрометр состоит из:
- Рама: С-образный корпус, который удерживает опору и цилиндр в постоянном отношении друг к другу.Он толстый, потому что должен минимизировать сгибание, расширение и сжатие, которые могут исказить измерение. Рама тяжелая и, следовательно, имеет высокую тепловую массу, чтобы предотвратить существенный нагрев рукой / пальцами, удерживающими ее. Его часто закрывают изолирующими пластиковыми пластинами, которые дополнительно уменьшают теплопередачу.
- Наковальня: Блестящая часть, к которой движется шпиндель и на которую опирается образец.
- Гильза, ствол или ложа: Стационарный круглый элемент с линейной шкалой, иногда с нониусной маркировкой.В некоторых приборах шкала нанесена на плотно прилегающую, но подвижную цилиндрическую гильзу, надетую на внутренний неподвижный ствол. Это позволяет выполнить обнуление, слегка изменив положение втулки. [12] [13]
- Контргайка, стопорное кольцо или фиксатор гильзы: Компонент (или рычаг) с накаткой, который можно затянуть, чтобы удерживать шпиндель в неподвижном состоянии, например, при кратковременном измерении.
- Винт: Сердце микрометра, как описано в разделе «Принципы работы».Он находится внутри бочки. Это отсылает к тому факту, что обычное название устройства на немецком языке – Messschraube, буквально «мерный винт».
- Шпиндель: Блестящий цилиндрический компонент, который заставляет насадку перемещаться к наковальне.
- Наперсток: Компонент, который поворачивается большим пальцем. Градуированная маркировка.
- Стопор с храповым механизмом: Устройство на конце рукоятки, ограничивающее приложенное давление за счет проскальзывания с заданным крутящим моментом.
Существует несколько типов микрометров, которые предназначены для измерения различных типов объектов или пространств.Большинство микрометров доступны в наборах для измерения различных размеров.
1. Внешний микрометрЭтот тип микрометра разработан для измерения внешнего диаметра (OD) объектов. Они выглядят и двигаются так же, как С-образный зажим, который открывается и закрывается при повороте внутреннего винта.
В микрометре объект, который вы хотите измерить, зажимается между опорой (неподвижным концом зажима) и шпинделем (подвижной частью зажима).Как только объект закреплен в зажиме, вы используете систему нумерации на наперстке (рукоятке), чтобы найти свое измерение.
2. Внутренний микрометрВ то время как внешний микрометр используется для измерения внешнего диаметра объекта, внутренний микрометр используется для измерения внутреннего или внутреннего диаметра (ID). Это больше похоже на ручку, но с вращающимся наперстком посередине.
Когда наперсток поворачивается, микрометр расширяется, как карниз.Затем это продолжается до тех пор, пока каждый конец инструмента не касается внутренней части трубы. Когда это происходит, вы используете систему нумерации на наперстке, чтобы найти свое измерение.
3. Глубинные микрометрыВ то время как внутренние и внешние микрометры используются для измерения диаметра объекта или отверстия, глубинный микрометр предназначен для измерения глубины отверстия, углубления или паза. Основание глубинных микрометров совмещается с верхней частью углубления, которое необходимо измерить.
Наперсток находится на стержне, выступающем из основания.Когда гильза поворачивается, измерительный стержень спускается с вала. Вы продолжаете вращать, пока стержень не коснется нижней поверхности измеряемого отверстия. Когда это происходит, вы используете систему нумерации на наперстке, чтобы найти свое измерение.
Когда мне использовать микрометр?Вы можете использовать микрометр, когда необходимо очень точное измерение. Есть несколько разных дизайнов, в зависимости от того, что нужно измерить. Это может быть размер трубы, инструмента или объекта снаружи.Это может быть внутренняя ширина трубы, подшипника или другого полого предмета. Или это может быть глубина отверстия или углубления.
Это инструменты, к которым вы можете обратиться, когда точность является наиболее важным фактором. Это часто верно для машин с движущимися частями. Детали, которые входят и выходят друг из друга, например, поршень, должны оставаться на устойчивой прямой линии. Если эти детали хоть немного раскачиваются, они могут начать выходить из строя.
Это также верно и для других применений, таких как использование подшипников.Другие области применения, требующие наиболее точного измерения, – это трубопроводная арматура, особенно если по трубе будут перемещаться газы с очень маленькими и легкими молекулами, такими как гелий. Микрометры также являются предпочтительным инструментом при измерении толщины таких предметов, как листовой металл.
Как прочитать микрометр?Важно проверить, является ли микрометр английским или метрическим, прежде чем использовать его для измерений. Убедитесь, что вы используете инструмент с той же единицей измерения, с которой вы уже работаете.
Как только микрометр повернут для правильного измерения, можно будет проводить измерение. Для этого необходимо сложить числа на шпинделе и наперстке, что даст вам точную меру.
Как найти нужные числа зависит от типа и конструкции микрометра. Инструкции по снятию показаний микрометра будут предоставлены производителем вместе с инструментом.
СВЯЗАННЫЕ СООБЩЕНИЯЧто такое микрометр и как он используется? Интервью с TESA Technology
Сегодня в блоге Mister Worker ™ мы вместе с компанией TESA Technology рассказываем о прецизионном измерительном приборе: микрометре.
Что такое микрометры? Как пользоваться микрометром?
Микрометр – это прибор, созданный для измерения размеров механических деталей с высокой точностью. Как и штангенциркуль и некоторые другие настольные инструменты, он считается незаменимым для операторов станков. Однако, в отличие от штангенциркуля, его особая механическая конструкция гарантирует очень точные измерения с разрешением до 1 микрона. 1 микрон или микрометр соответствует одной тысячной миллиметра и обозначается символом µ.
По сути, существует два семейства микрометров: одно для измерения внешних размеров, а другое – для внутренних. Внешний микрометр представляет собой линейный измерительный прибор, состоящий из дугообразной рамы, на которой имеется неподвижная опора слева и подвижный шпиндель справа, состоящий из градуированного наконечника, внутри которого расположен микрометрический винт. Вращая наперсток, винт, который представляет собой сердце инструмента, продвигается вперед. Вместо этого во внутренних микрометрах микрометрический винт прикреплен к конусу, гладкому или резьбовому, и его движение распространяется на 3 точки контакта для измерения.
В рамках этих двух семейств мы находим аналоговые или цифровые модели с контактными поверхностями различных типов (плоские, круглые, пониженные, дисковые, со вставками), что делает их универсальными инструментами для деталей различной геометрии. Для внутренних моделей различные конструктивные особенности определяют возможность измерения как глухих, так и сквозных отверстий.
Некоторые из основных областей применения – автомобилестроение, авиастроение и точная механика. Эти приборы используются как на производстве, так и в метрологических кабинетах или лабораториях.
Как выбрать микрометр?
При выборе микрометра первый параметр, который следует учитывать, связан с необходимостью проведения измерения с высокой точностью. Это определяет выбор разрешения инструмента, который зависит от производственных допусков, требуемых чертежом проверяемой детали. Другие параметры, которые следует учитывать, – это диапазон измерения, оценка геометрии измеряемой детали и тип считывания, аналоговый или цифровой, который вы хотите.Этот последний выбор также связан с возможным управлением собранными данными, а также с практичностью и простотой их чтения.
Какие правила следует учитывать перед покупкой микрометра?
Существуют различные стандарты UNI, ISO и DIN, которые регулируют измерительные приборы в целом и устанавливают наиболее важные функциональные и качественные характеристики. Микрометры TESA соответствуют определенным стандартам конструкции и точности. Речь идет о стандартах DIN 863 T1 (NF E11-095), DIN 863 T3, DIN 863 T2 и DIN 863 T4 (NF E11-099).В зависимости от типа инструмента для внутреннего, внешнего или глубинного исполнения, аналогового или цифрового исполнения, эти стандарты характеризуют аспекты конструкции и максимально допустимые погрешности точности.
Таблицы UNI, с другой стороны, показывают рекомендуемые методы проверки микрометров и устанавливают рабочие процедуры с указанием оборудования, необходимого для выполнения калибровки.
Каковы требования к обслуживанию и калибровке микрометров TESA?
Независимо от их конструктивной прочности, с измерительными приборами следует обращаться с осторожностью.Эти инструменты используются в средах, которые в большинстве случаев не очень чистые, подумайте, например, об их использовании в мастерской на станке. Перед хранением в футляре по окончании использования их следует очистить от любых масел, смазок и других веществ. Также рекомендуется периодически проверять их механические части. Размерные проверки могут быть выполнены заказчиком непосредственно с помощью мастера настройки, такого как калибровочные блоки, установочные стандарты, цилиндрические калибры или установочные кольца; Выбор прибора зависит от типа микрометра, и все эти аксессуары входят в каталог TESA.Что касается любого ремонта, калибровки и сертификации размеров, рекомендуется использовать головную компанию или авторизованные сервисные центры в этом районе.
Чем TESA Technology выделяется на рынке микрометров среди конкурирующих брендов?
Безусловно, с 1941 года по сегодняшний день, показатель, который всегда отличал продукцию TESA, – это высокое качество. Этот аспект гарантирует, что все инструменты TESA, и в данном случае микрометры, будут очень точными, надежными и долговечными.Микрометрический винт, составляющий сердце прибора, заточен с чрезвычайно высокой точностью, что позволяет получить чрезвычайно низкую погрешность измерения.
Существуют также конструктивные особенности, защищенные зарегистрированными патентами, такие как, например, цифровая считывающая система TESA CAPA µ SYSTEM® , очень надежная и простая в взаимодействии с компьютером.
Еще один эксклюзивный патент TESA – внутренняя микрометрическая система IMICRO® с тремя точками контакта, что делает ее уникальной и не имеющей аналогов по сей день.
Среди различных специальных конструкций внешних микрометров TESA я бы также упомянул модели со встроенным компаратором MICRO-ETALON 225 и MICROSPEL , которые вместо этого предлагают возможность установки электронного датчика. Обе модели подходят для серийного измерения мелких деталей, они быстрые и очень точные.
Кроме того, подавляющее большинство наших микрометров поставляется с протоколом измерений со ссылкой на первичные образцы, который удостоверяет соответствие инструментов заявленным техническим характеристикам.
Какие модели являются лучшими в линейке микрометров TESA Technology?
В категории внешних микрометров лидирующими приборами, безусловно, являются стандартные версии ISOMASTER® и TESAMASTER® для аналоговых моделей и MICROMASTER® для цифрового варианта.
Говоря о внутренних микрометрах, IMICRO® , доступный как в аналоговой, так и в цифровой версиях, безусловно, является одним из флагманских продуктов TESA, а также изюминкой всей продукции TESA.
Не могли бы вы лучше объяснить, в чем технические особенности, которые делают IMICRO® таким уникальным?
IMICRO® – это внутренний микрометр с тремя точками контакта с запатентованной измерительной системой, поистине уникальной, а ее механический принцип близок к совершенству. Изобретенный в 1950 году, его часто копировали, но никогда не сравнивали.
Его основные характеристики и преимущества следующие:
- Измерительная головка состоит из измерительного конуса из шлифованного твердого металла, который, в отличие от стандартных моделей, где он гладкий, имеет особый профиль, который мы можем определить как «резьбовой».
- Вместе с конусом продуманное расположение трех контактных точек делает IMICRO® единственным внутренним микрометром в мире, который соблюдает принцип Аббе. Этот принцип гласит, что для достижения максимальной точности измерения точка измерения на детали и на инструменте должны быть выровнены на одной оси.
- Расположение измерительных упоров, расположенных на расстоянии 120 ° друг от друга, и их особая геометрическая форма гарантируют самоцентрирование и самовыравнивание инструмента в измеряемом отверстии, независимо от чувствительности оператора.
- Храповик, встроенный в механизм быстрого перемещения, гарантирует постоянное измерительное усилие.
- Особенность механической конструкции снижает влияние колебаний температуры на измерение в 4 раза по сравнению с другими аналогичными стандартными изделиями.
- Поверхности измерительных контактов, покрытые нитридом титана, очень устойчивы к износу и поэтому гарантируют надежные измерения с течением времени.
- Возможность добавления удлинителей длиной до 1000 мм позволяет использовать прибор даже в очень глубоких отверстиях, гарантируя отличное качество измерения.
Какие инновации предлагает TESA Technology в области прецизионных измерений?
Можно сказать, что для TESA внешний микрометр стал настоящей вехой, поскольку он был первым измерительным прибором, выпущенным в 1941 году, когда при рождении самой компании был изобретен MINMETAL®. Впоследствии микрометры отметили и другие важные этапы в истории бренда.
В модели TESAMASTER® компания TESA создала микрометр, который сочетает в себе высокоточную механику с аналоговой и цифровой системой считывания, что делает его уникальным на сегодняшний день.
Цифровая серия MICROMASTER® от TESA представила на рынке полностью инновационный прибор как с точки зрения дизайна, так и с точки зрения электроники, поддерживаемый запатентованной емкостной системой измерения уровня CAPA µ SYSTEM® . Не случайно было сказано, что TESA «заново изобрела» микрометр, продемонстрировав все свои ноу-хау, внедрив инновации также в классические продукты.
Последняя инновация, предложенная TESA, представлена новым решением подключения TESA TLC-BLE , которое также применимо ко всем нашим цифровым микрометрам, а также к подавляющему большинству цифровых инструментов TESA.Поскольку централизация данных и их доступность в реальном времени являются фундаментальной проблемой в гонке за продуктивностью, наша система представляет собой большое упрощение в области подключения в эпоху, когда это стало необходимым. Сегодняшние рыночные требования все больше смещаются в сторону простой, связанной и экономичной метрологии. В нашем случае упрощение происходит как на аппаратном, так и на программном уровне: все наши цифровые микрометры могут быть оснащены передатчиком Bluetooth® для отправки результатов измерений в сверхпростое бесплатное программное обеспечение TESA DATA-VIEWER, которое действует как мост между инструмент и простой лист Excel или другое более или менее сложное программное обеспечение для обработки данных, позволяющее, среди прочего, автоматическое создание отчетов или статистический анализ SPC в реальном времени.
5 типов микрометрического калибра для винтов [Изображения-PDF]
В этой статье вы узнаете, что такое микрометр, и микрометрический калибр для винтов с его частями , точность измерения , как читать и многое другое с PDF
Винтовой калибр для микрометра
Микрометр представляет собой усовершенствованный вариант измерения с помощью штангенциркуля, описанного в прошлой статье.
Точность штангенциркуля остается равной 0.02 мм, но большая часть инженерных работ требует большей точности с чувствительностью, для которой следует использовать инструмент, имеющий и то, и другое.
Самый известный прецизионный измерительный прибор в мастерской – микрометр.
Микрометр работает по принципу винт-гайка. Продольное перемещение шпинделя за один оборот равно шагу винта, т.е. расстояние, перемещаемое гайкой вдоль винта, пропорционально количеству оборотов, сделанных гайкой.
Следовательно, контролируя количество оборотов и доли оборота, совершаемые гайкой, можно точно спрогнозировать расстояние, которое она перемещает вдоль винта.
Чтобы применить вышеуказанный принцип к измерительному устройству, требуется:
- Прецизионный винт.
- Средство для поворота винта на весь оборот.
- Средство измерения степени частичных оборотов.
Любой микрометр продемонстрирует все эти принципы.Резьба винта вращается с помощью наперстка, что указывает на частичный оборот, при этом полные обороты считаются на корпусе инструмента.
Читайте также: Штангенциркуль [Полное руководство] Типы, детали, ошибки, преимущества и многое другое.
Типы микрометрических калибраторов для винтов
Ниже приведены четыре распространенных типа микрометрических калибраторов : и 3 специальных типа микрометров.
- Внешний микрометр
- Внутренний микрометр
- Микрометр для измерения глубины
- Настольный микрометр
- Микрометр специального назначения
- Микрометр для винтовой резьбы
- Микрометр с V-образной опорой
- Микрометр для измерения толщины
1.Внешний или внешний микрометр
Микрометр или боковой микрометр используются для измерения размеров мелких компонентов для большей точности. Он обеспечивает прямое считывание и изготавливается по различным шаблонам для конкретных приложений.
Ниже показано общее устройство внешнего микрометра и его различных частей. Независимо от типа или размера внешнего микрометра, они содержат следующие основные части:
- Рама
- Наковальня и шпиндель
- Трещотка
- Наконечник и цилиндр
- Регулировочная гайка.
1.1 Рамка
- Рамка микрометра имеет U-образную форму для измерения цилиндра.
- Если диаметр равен диапазону измерения микрометра и подвижность должна быть такой, чтобы испытательная нагрузка весом 1 кг не изменяла расстояние между ними более чем на 1,5 мкм для диапазона от 0 до 25 мм, 2 мкм для диапазона 25 до 50 мм. и т. д.
1.2 Упор и шпиндель
- Чтобы можно было прикрепить опору для измерительной проволоки, определенную наковальню микрометрического калибра следует удалить как минимум на 3 мм от рамы.
- Измерительные поверхности устойчивы к напряжению около 800 HV (62 HRC) и состарены. Его следует точно отшлифовать и притереть так, чтобы его измерительная поверхность была плоской и параллельной измерительной поверхности шпинделя.
- Диаметр наковальни должен быть равен диаметру шпинделя в пределах 0,04 мм, а оси обеих должны быть точно совмещены.
- Шпиндель – это подвижная измерительная поверхность.
- Шпиндель и винт сначала смазываются жидким легким некоррозионным маслом. в этом состоянии между винтом шпинделя и гайкой не должно быть люфта.шпиндель должен вращаться свободно и плавно на всем протяжении своего хода.
- Имеется контргайка шпинделя с алмазной накаткой, обеспечивающая идеальное выравнивание шпинделя.
1.3 Храповой привод
- Храповик на конце наконечника используется для обеспечения точных измерений и предотвращения приложения давления к микрометру.
- Обеспечивает постоянное давление измерения.
- Крутящий момент этого привода должен быть отрегулирован так, чтобы сила, действующая между измерительными поверхностями, была в пределах 0.От 5 до 1 кг.
1.4 Наперсток и ствол
- Наперсток имеет 50 одинаковых делений по окружности. Каждое деление имеет значение 0,01 мм.
- Втулка имеет точное деление и четкую маркировку с шагом 0,5 мм. Он покрыт жемчужным хромом и регулируется по нулевой настройке.
- Все линии деления на цилиндре (гильзе) должны быть четко выгравированы, а для облегчения чтения поверхности гильзы и цилиндра должны иметь матовую поверхность, а линии деления должны быть черными.
1.5 Регулировочная гайка
- Микрометры снабжены регулировочной гайкой для компенсации износа между винтовой частью шпинделя и гайкой.
- Эти регулировки выполняются подходящими гаечными ключами и ключами, которые снабжены микрометром для этих целей.
Показания микрометра
Как известно, резьба винта вращается за счет насадки, что указывает на односторонний оборот. и все обороты считаются на стволе инструмента.
Винт имеет шаг 0,5 мм, а гильза и цилиндр градуированы, как показано на рисунке ниже.
Поскольку шаг одинарного стартового винта стандартного метрического микрометра составляет 0,5 мм, а деление ствола находится на расстоянии 0,5 мм друг от друга, за один оборот гильзы передвинется на одно деление ствола.
Так как гильза имеет 50 делений и один оборот гильзы равен 0,5 мм, то перемещение одного деления гильзы составляет 0/50 = 0,01 мм.
Показание микрометра равно:
- Самый большой видимый «целый» миллиметр +
- Самый большой видимый «полмиллиметр» +
- Деление наперстка совпадает с базовой линией.
Для данного рисунка значение:
9 целых миллиметра = 9,00
полмиллиметра = 0,50
48 сотых миллиметра (48 Χ 0,01) = 0,48 = 9,98 мм
Проверка точности Микрометр
Периодически следует проверять точность зеркала, чтобы гарантировать, что работа произведена в требуемом размере. Перед использованием микрометра для измерения размера компонента необходимо обнулить прибор.
Для этого
- Сначала очистите измерительные поверхности, а затем поверните насадку до тех пор, пока две наковальни не соприкоснутся и храповик не проскользнет.
- На этом этапе снимается показание, и оно должно показывать ноль, то есть наперсток должен совпадать с нулевым показанием ствола. а нулевое показание на стволе и отметка нуля на гильзе совпадали с отметкой опорной точки ствола.
- Если показание не равно нулю, можно использовать регулировочный гаечный ключ, чтобы установить микрометр на ноль.
Измерение внешнего или внешнего микрометра
Измерение внешнего микрометра
Плоские части
- Очистите контактные поверхности детали и микрометра.
- Открытие немного больше, чем элемент детали.
- Установите упор прямо на контрольную поверхность детали.
- Используя храповой механизм, медленно закройте микрометр, пока трещотка не щелкнет один раз.
- Запись чтения.
- Повторите всю процедуру несколько раз и усредните показания.
Цилиндрические детали
- Очистите контактную поверхность детали и микрометра.
- Открытие немного больше, чем элемент детали.
- Установите упор прямо на опорную поверхность детали.
- Качайте вперед-назад по диаметру, закрывая микрометр небольшими шагами.
- Когда почувствуете первый контакт, покачивайтесь боком, чтобы найти положение над центром.
- Повторяйте шаги 4 и 5 до тех пор, пока не будет найдено перпендикулярное положение и шпиндель не коснется измеряемой точки, когда он пройдет над центром.
Микрометр на ощупь
Факторы, влияющие на
- Размер детали.Если микрометр очень большой, он будет неудобным и, возможно, тяжелым. Человек, использующий его, должен больше ориентироваться на поддержку, чем на ощупывание.
- Тесно связанные с первой позиции измерения. Даже 25-миллиметровый микрометр может дать неудовлетворительное ощущение при использовании на расстоянии вытянутой руки через углубление в большой машине.
- Форма детали. Если ощущение проверяется на мерных блоках, а затем дублируется на цилиндрической части того же размера, показание будет очень 0,02 мм или более.
- Обработка поверхности влияет на ощущение. Грубая отделка даст более выраженный вид, чем чистая отделка.
Микрометр Дозировки и запреты
Зажимное кольцо
- Используйте его как запоминающее устройство, чтобы сохранить показания до повторения.
- Не используйте его для вставки микрометра в измерительный прибор.
Трещотка
Обливать его для каждого измерения между плоскими поверхностями.
Не ожидайте, что он будет гарантировать надежные измерения, если:
- Микрометр загрязнен.
- Микрометр плохо смазан.
- Микрометр плохо отрегулирован.
- Микрометр закрывается слишком быстро.
Читайте также: Размеры и системы определения размеров (полное руководство) от 2018 г.
2. Штангенциркуль для микрометра
На рисунке ниже показан внутренний микрометр . Это типы микрометров, они не имеют П-образной рамки и шпинделя. Измерительные наконечники состоят из губок с закаленными и отшлифованными до радиуса контактными поверхностями.
Одна губка на конце удерживается неподвижно, вторая перемещается за счет движения наперстка. Контргайка предназначена для проверки движения подвижной челюсти. Они используются для проверки небольших внутренних размеров. Его диапазон составляет от 5 до 50 мм. Это не так широко используется.
Части внутреннего микрометра
Внутренний микрометр используются для измерения больших внутренних размеров. Он состоит из четырех частей:
- измерительная головка или микрометрический блок
- Удлинители.
- Дистанционные кольца.
- Ручка
На рисунке ниже показаны четыре компонента.
Микрометрический блок
Корпус измерительной головки и ее шпиндель изготовлены из высококачественной стали, а конечные измерительные поверхности изготовлены из высококачественной инструментальной стали. Измерительная поверхность наковальни закалена примерно до 800 HV или 63,5 HRC.
Микрометрический винт имеет шаг 0,5 мм, а резьба винта и гайки усечена, чтобы продолжать контактировать с боковыми поверхностями резьбы.Винт должен плавно перемещаться по всей длине хода. Предусмотрена регулировочная гайка, обеспечивающая достаточную затяжку наперстка, чтобы микрометр мог сохранять свои показания после установки.
Между винтом шпинделя и гайкой не должно быть люфта. Предусмотрены общие средства компенсации износа между винтом и гайкой.
Измерительная головка с соответствующими удлинительными стержнями и манжетами должна соответствовать следующим требованиям до погрешности при 20 ° C, ± 0.005 для диапазона 25-150, ± 0,010 для диапазона 105-300, ± 0,015 для диапазона 300-45 и ± 0,20 для диапазона 450-600. Независимо от прогрессивного или периодического типа погрешности ход микрометрического винта должен превышать 0,003 мм.
Удлинители
Они предназначены для выполнения любых измерений во всем диапазоне, указанном для набора, и при необходимости используются распорные хомуты. Они соответствующим образом закалены до 800 HV, а измерительные поверхности имеют наконечники из карбида вольфрама или любого твердого материала, и они завершаются притиркой. может быть установлена отдельная общая наковальня.
Дистанционные хомуты
Используются для меньшей или точной регулировки диапазона измерения. Концы распорных втулок обработаны притиркой и являются плоскими, взаимно параллельными и перпендикулярными оси. Неострые кромки и по крайней мере одна поверхность распорной втулки снабжены канавкой для удаления грязи.
Рукоятка
Набор микрометров для диапазона измерения от 25 до 50 мм обычно поставляется с подходящей съемной ручкой, чтобы микрометрическую головку можно было легко опустить в глубокие трюмы.
Испытание на точность внутреннего микрометра
Точность показаний внутреннего микрометра проверяется в двухфазном режиме, т.е. проверка точности хода измерительной головки и проверка точности общих длин, когда измерительная головка установлена на ноль. связанные с различными удлинителями по очереди.
Точность перемещения измерительной головки определяется зажимом ее в Vee-блоке осью на одной линии с чувствительным индикатором и касанием щупа индикатора к закругленной контактной поверхности измерительной головки.
Изначально щуп устанавливается так, что он показывает ноль, когда микрометрическая головка также показывает ноль, и между двумя поверхностями будет помещен датчик скольжения подходящего размера.
Затем устанавливают микрометрическую головку на то же самое показание и, соответственно, уменьшают размер датчика скольжения.
Ошибка в считывании выявляется по соответствующему отклонению указателя индикатора от исходного положения.
Точность общей длины определяется с помощью вертикального компаратора.Индикатор компаратора устанавливается на высоте, соответствующей высоте измеряемой общей длины, от плоского основания.
После этого внутренний микрометр помещается под него в максимальное положение и ошибка записывается.
3. Глубиномер микрометр
Микрометры этого типа используются для измерения глубины отверстий. Глубиномер с микрометром используется для измерения глубины отверстий, пазов и углублений.
Он имеет одно плечо, которое действует как опорная поверхность и прочно удерживается перпендикулярно центральной линии отверстия.
Для большого диапазона измерений можно использовать удлинители. Винт микрометрического глубиномера имеет диапазон от 20 до 25 мм.
Длина глубиномера микрометра для кариеса от 0 до 225мм. Стержень вставляется через верхнюю часть микрометра. Стержень маркируется через каждые 10 мм, чтобы его можно было зажать в любом положении.
4. Настольный микрометр
Принцип настольного микрометра основан на увеличении, т. Е. Зазор 0,01 мм между наковальнями эквивалентен ширине деления наконечника около 1 мм.
Таким образом, реальное расстояние увеличивается примерно в 100 раз. Чем больше диаметр гильзы, тем большая модификация возможна.
Следующая процедура адаптирована для измерения размера компонента.
- Выбирается подходящий стандарт (M), который будет близок к номинальному размеру компонента.
- Показание (R1) берется за эталон, за которым следует отсчет (R2) над компонентом. Разница в показаниях R1 и R2 будет разницей в размерах между стандартом и компонентом.
- Фактический размер (x) компонента будет x = M + (R2 – R1), что предполагает, что стандарт меньше, чем компонент. Если больше, то выражение становится x = M – (R1 – R2).
Преимущества Настольный микрометр
- Наконечник большого диаметра позволяет делать большее количество делений по большой окружности, что способствует большей точности.
- Неподвижная опора заменена контрольным индикатором для обеспечения постоянного давления при измерении. Эта перегородка надежнее храпового механизма.
- Погрешности микрометрического винта будут иметь минимальное влияние, поскольку винт используется для очень маленького размера во время измерения.
Недостатки Настольный микрометр
- Единственным недостатком является то, что его можно использовать только для сравнения, он чрезвычайно чувствителен и воплощает научные принципы, позволяющие значительно увеличить погрешности измерения.
Читайте также: Терминология винтовой резьбы и типы винтовой резьбы.
5. Микрометры специального назначения
Основной принцип микрометров остается неизменным даже для микрометров специального назначения, но в зависимости от области применения, к которой они относятся:
- Микрометр с винтовой резьбой.
- Микрометр Vee-Anvil.
- Толщиномер.
5.1 Микрометр для винтовой резьбы
Этот тип микрометра аналогичен обычному микрометру с той разницей, что он оснащен специальной опорой и шпинделем.
Наковальня имеет внутреннюю Vee, которая надевается на резьбу и свободно вращается. Таким образом, Vee может приспособиться к любому диапазону наклона резьбы.
Шпиндель имеет шлифованную коническую форму. Когда конический шпиндель соприкасается с V-образным вырезом наковальни, микрометр показывает ноль, в зависимости от резьбы, подлежащей измерению, предусмотрены разностные наборы наковален.
Резьбовой микрометр используется для измерения делительного диаметра, точность которого во многом зависит от угла спирали резьбы.
Микрометр для резьбы винта, как показано на рис., Предназначен для измерения делительного диаметра резьбы винта с точностью до тысяч для различных рабочих диаметров, и каждый обычно охватывает диапазон резьбы на мм.
5.2 Vee – микрометр с пяткой
Как предполагается, они имеют конический шпиндель и V-образную опору с твердосплавным наконечником.Они предназначены для измерения метчиков с нечетными канавками, фрез и разверток, а также для проверки круглости с точностью до десятых долей тысяч.
В этих типах микрометров угол Vee равен 60 градусам, а вершина Vee совпадает с осью шпинделя.
Нулевое показание микрометра начинается с точки, где встречаются две стороны Vee.
Интересно видеть, что, поскольку угол наклона Евы составляет 60 °, микрометр измеряет расстояние, равное 1.5d для круглого куска диаметром ’Это легко получить из считывания.
5.3 Толщиномер
Обычный микрометр использовать для измерения толщины трубки (цилиндра) или гильзы неудобно из-за вогнутости внутренней поверхности.
В этом типе микрометров используются для измерения толщины стенок цилиндра, для этого предусмотрена наковальня со сферической измерительной поверхностью рамы, вырезанной снаружи, чтобы можно было вводить наковальню в трубы такого малого диаметра. как 5.00 мм в альтернативном исполнении, показанном на рисунке.
Наковальня выполнена цилиндрической формы, ось которой перпендикулярна оси шпинделя. Микрометр для измерения толщины трубок с внутренним диаметром не менее 12 мм.
Меры предосторожности при использовании калибра для винтов микрометра
Для получения точных показаний необходимо принять следующие меры предосторожности.
- Микрометр должен быть очищен от пыли, а шпиндель должен двигаться свободно.
- Часть проверяемого размера держится слева, а микрометр – в правой.Чтобы удерживать микрометр, поместите мизинец и прилегающий к нему палец в U-образную рамку. Указательный и большой пальцы помещают рядом с наперстком, чтобы вращать его, а средний палец поддерживает микрометр, прочно удерживая его.
- Затем размер микрометра устанавливается больше, чем размер измеряемого, и деталь осторожно скользит по контактным поверхностям микрометра. Затем насадку поворачивают до тех пор, пока измерительный наконечник не коснется детали, и окончательное движение обеспечивается храповым механизмом, так что прикладывается равномерное измерительное давление.
- Микрометр доступен в различных размерах и диапазонах, и соответствующий микрометр следует выбирать в зависимости от размера.
Уход за калиброметром для винта микрометра
При использовании микрометра необходимо соблюдать следующие меры предосторожности.
- Никогда не роняйте микрометр, всегда аккуратно кладите его в чистое место.
- Никогда не кладите инструменты или другие материалы на микрометр.
- Не кладите микрометр в стальную посуду, шлифовальную пыль или ручку с масляными руками.
- Никогда не пытайтесь использовать его на движущихся объектах.
- Следите за чистотой и точностью настройки микрометра.
Ошибки калибра для винта микрометра
Ниже перечислены некоторые возможные источники ошибок, которые приводят к неправильной работе прибора:
- Недостаточная плоскостность опор.
- Отсутствие параллельности наковальни в отдельных или всех частях шкалы.
- Неточная установка нулевого отсчета.
- Неточное показание после нулевого положения.
- Неточное показание отображается дробными делениями на наперстке.
Преимущества винтового калибра микрометра
- Точнее правил.
- Лучшая читаемость, чем у правил или нониуса.
- Ошибка параллакса отсутствует.
- Маленький, портативный и простой в обращении.
- Относительно недорого.
- Удерживает точнее, чем нониус.
- Должен износиться приспособлением для регулировки.
- Окончание измерения.
Недостатки Микрометрический калибр для винта
- Малый диапазон измерения
- Универсальный инструмент
- Ограниченная площадь износа опоры и наконечника шпинделя.
- Только конечные измерения.
Загрузите эту статью в формате PDF.
Привет, если вам понравилась статья о калибрах для микрометрических винтов и типах микрометров, поделитесь ею со своими друзьями.
Калибровка микрометра | GR Metrology
Блог
Микрометры используются для измерения толщины, диаметра и глубины пазов с небольшими расстояниями. Вращения формы винта и резьбы считываются по шкале и определяют точность.Микрометр состоит из рамы, наковальни, цилиндра, контргайки, винта, шпинделя, наперстка и храпового механизма. Рама представляет собой толстый С-образный корпус, на котором крепится наковальня и ствол. Толщина сводит к минимуму сжатие и расширение, сохраняя точность измерения. Образец упирается в наковальню, а шпиндель движется к ней. Ствол – это неподвижный элемент, на котором нанесена шкала. Контргайка используется для удержания шпинделя в неподвижном состоянии. Винт находится внутри ствола. Шпиндель представляет собой цилиндрический элемент, который движется к образцу и наковальне.Наперсток имеет градуированные отметки и поворачивается для перемещения шпинделя. Наконец, стопор храповика находится на конце ручки и ограничивает прилагаемое давление.
При калибровке микрометра стандартная точность должна быть больше, чем соотношение 4: 1 по сравнению с точностью калибруемого прибора. Калибровочный блок должен иметь сертификат прослеживаемости NIST, чтобы иметь точный стандарт.
Вот несколько рекомендаций по калибровке микрометров по пяти точкам:
- Осмотрите раму на предмет повреждений
- Убедитесь, что поверхности шпинделя и опоры плоские, без отверстий и чистые.
- Проверьте плавность вращения шпинделя при перемещении микрометра от 0 до 25 мл.Если повернуть тяжело, возможно повреждение. Микрометр должен плавно вращаться в диапазоне .
- Сделайте любой ремонт, который необходимо сделать, прежде чем продолжить
- Проверьте пять точек с помощью отслеживаемых мер. Например, вы можете взять весь диапазон, разделить его пополам, разделить пополам, снова разделить пополам и разделить его в последний раз. Нулевая точка неоднократно проверяется, но не сообщается; и если у вас есть точка измерения, которая проверяется ежедневно, вы должны включить этот номер в процедуру калибровки.
Чтобы убедиться, что ваши микрометры откалиброваны точно, вы должны сделать это в аккредитованной калибровочной лаборатории.
источников:
измерение микрометрами
микрометры калибровочные
Предыдущий пост Следующий постмикрометров | Твердосплавный и алмазный инструмент
- Home
- Прецизионные измерительные инструменты
- Микрометры
Микрометры, Принадлежности, Шар, Лезвие, Тип суппорта, Банка, Диск, Внутри снаружи, Глубокое горло, Глубина, Цифровой, Электронный, Канавка, Головки, Ступица, Дюйм, Индикация, Сменная наковальня, Механический цифровой, Метрический, Стойки для микрометров, Мульти -Прецизионная наковальня, прецизионный шлиц, винтовая резьба, резьбовая проволока, трубки, универсальная наковальня, проволока
Быстрый просмотр37 долларов.99 долларов США
Наличие В наличии
Быстрый просмотр521,99 долларов США
Наличие В наличии
Быстрый просмотр361,99 долларов США
Наличие В наличии
Быстрый просмотр185,02 долл. США
Наличие В наличии
Быстрый просмотр101,50 долларов США
Наличие В наличии
Быстрый просмотр100,99 долларов США
Наличие В наличии
Быстрый просмотр30 долларов.99 долларов США
Наличие: Есть в наличии
Быстрый просмотр796,99 долларов США
В наличии
Быстрый просмотр51,99 долл. США
Наличие В наличии
Быстрый просмотр5,99 долларов США
Наличие В наличии
Быстрый просмотр15,99 долларов США
Наличие В наличии
Основные типы Штангенциркуль с большим микрометром. Еще один крупный микрометр. На верхнем изображении показаны три наиболее распространенных типа микрометров; названия основаны на их применении: Внешний микрометр (он же микрометрический штангенциркуль), обычно используемый для измерения проводов, сфер, валов и блоков.Внутренний микрометр, используемый для измерения диаметра отверстий. Глубинный микрометр, измеряет глубину прорезей и ступенек. Специализированные типы Каждый тип штангенциркуля микрометра может быть оснащен специальными упорами и наконечниками шпинделя для конкретных измерительных задач. Например, наковальня может иметь форму сегмента винтовой резьбы, V-образного блока или большого диска. Универсальные наборы микрометров поставляются со сменными наковальнями, такими как плоские, сферические, шлицевые, дисковые, лезвия, острие и острие.Термин универсальный микрометр может также относиться к типу микрометра, корпус которого имеет модульные компоненты, позволяя одному микрометру работать как внешний микрофон, глубинный микрофон, шаговый микрофон и т. Д. (Часто известный под торговыми марками Mul-T-Anvil и Uni- Майк). Лезвие-микрометры имеют соответствующий набор узких наконечников (лезвий). Они позволяют, например, измерить узкую канавку под уплотнительное кольцо. Микрометры с диаметром шага (также известные как резьбовые микрофоны) имеют соответствующий набор наконечников в форме резьбы для измерения среднего диаметра резьбы винта.У предельных микрофонов есть две наковальни и два шпинделя, они используются как манометр. Проверяемая деталь должна проходить через первый зазор и должна останавливаться во втором зазоре, чтобы соответствовать спецификации. Два зазора точно отражают верхнюю и нижнюю границы диапазона допуска. Микрометр для внутреннего диаметра, обычно это головка с тремя наковальнями на базе микрометра, используемая для точного измерения внутреннего диаметра. Трубчатые микрометры имеют цилиндрическую опору, расположенную перпендикулярно шпинделю, и используются для измерения толщины трубок.Упоры для микрометров – это головки микрометров, которые устанавливаются на столе ручного фрезерного станка, станины токарного станка или другого станка вместо простых упоров. Они помогают оператору точно позиционировать стол или каретку. Остановки также могут использоваться для приведения в действие механизмов отключения или концевых выключателей для остановки автоматической системы подачи. Шариковые микрометры имеют шаровидные (сферические) наковальни. Они могут иметь одну плоскую и одну шариковую наковальню, и в этом случае они используются для измерения толщины стенки трубы, расстояния от отверстия до края и других расстояний, когда одна наковальня должна быть помещена на закругленную поверхность.По своему применению они отличаются от трубчатых микрометров тем, что их можно использовать для измерения по закругленным поверхностям, которые не являются трубками, но шаровая наковальня также может не поместиться в трубки меньшего размера так же легко, как трубчатый микрометр. Шариковые микрометры с парой шариков могут использоваться, когда желателен контакт по одной касательной с обеих сторон. Наиболее распространенный пример – измерение среднего диаметра резьбы винта (что также выполняется с помощью конических наковальней или трехпроводного метода, последний из которых использует геометрию, аналогичную методу пары шариков).Настольные микрометры – это инструменты для контроля, точность и точность которых составляет около половины микрометра (20 миллионных долей дюйма, «пятая часть десятой» на жаргоне машинистов) и повторяемость которых составляет около четверти микрометра («десятая часть десятой»). ). Примером может служить торговая марка Pratt & Whitney Supermicrometer. Цифровые микрофоны – это микрофоны с механическими цифрами, которые переворачиваются. Цифровые микрофоны – это микрофоны, использующие кодировщик для определения расстояния и отображения результата на цифровом экране. V-микрофоны – это внешние микрофоны с небольшим V-образным блоком для наковальни.Они полезны для измерения диаметра круга по трем точкам, равномерно распределенным вокруг него (по сравнению с двумя точками стандартного внешнего микрометра). Примером, когда это необходимо, является измерение диаметра концевых фрез с 3 зубьями и спиральных сверл. Анимация принципов работы микрометра, используемого для измерения объекта (черный) длиной = 4,14 мм. Микрометры используют принцип винта для увеличения малых расстояний (которые слишком малы для непосредственного измерения) до больших вращений винта, которые достаточно велики для читать по шкале.Точность микрометра зависит от точности формы резьбы, которая лежит в его основе. В некоторых случаях это винт дифференциала. Основные принципы работы микрометра заключаются в следующем: количество вращения точно сделанного винта может быть напрямую и точно соотнесено с определенной величиной осевого перемещения (и наоборот) с помощью константы, известной как шаг винта (/ ‘ li? d /). Шаг винта – это расстояние, на которое он перемещается вперед в осевом направлении за один полный оборот (360 °). (В большинстве резьб [то есть во всех однозаходных резьбах] шаг и шаг относятся, по сути, к одному и тому же понятию.) При соответствующем шаге и большом диаметре винта заданная величина осевого перемещения будет усилена в результирующем круговом движении. Например, если шаг винта составляет 1 мм, но наибольший диаметр (в данном случае внешний диаметр) составляет 10 мм, тогда окружность винта составляет 10p, или около 31,4 мм. Следовательно, осевое перемещение на 1 мм усиливается (увеличивается) до кругового перемещения 31,4 мм. Такое усиление позволяет сопоставить небольшую разницу в размерах двух одинаковых измеряемых объектов с большей разницей в положении наконечника микрометра.В некоторых микрометрах даже большая точность достигается за счет использования дифференциального винтового регулятора, позволяющего перемещать наперсток с гораздо меньшими приращениями, чем позволяла бы одна резьба. В аналоговых микрометрах классического типа положение наконечника считывается непосредственно по отметкам шкалы на наконечнике и стержне. Часто используется нониусная шкала, которая позволяет считывать положение с точностью до доли наименьшей отметки шкалы. В цифровых микрометрах электронный индикатор отображает длину в цифровом виде на ЖК-дисплее прибора.Существуют также версии с механической цифрой, такие как автомобильные одометры, в которых числа «переворачиваются». Детали Детали штангенциркуля микрометра с маркировкой. (Обратите также внимание на то, что прямо на рамке этого микрометра с дюймовой шкалой напечатана удобная таблица эквивалентов десятичных дробей.) Микрометр состоит из: Рамки С-образного корпуса, который удерживает наковальню и ствол в постоянном отношении друг к другу. . Он толстый, потому что должен минимизировать сгибание, расширение и сжатие, которые могут исказить измерение.Рама тяжелая и, следовательно, имеет высокую тепловую массу, чтобы предотвратить существенный нагрев рукой / пальцами, удерживающими ее. Его часто закрывают изолирующими пластиковыми пластинами, которые дополнительно уменьшают теплопередачу. Пояснение: если вы держите раму достаточно долго, чтобы она нагрелась на 10 ° C, то увеличение длины любого линейного куска стали 10 см будет на величину 1/100 мм. Для микрометров это типичный диапазон точности. Микрометры обычно имеют заданную температуру, при которой измерение является правильным (часто 20 ° C [68 ° F], что обычно считается «комнатной температурой» в комнате с HVAC).В инструментальных цехах обычно поддерживается температура 20 ° C [68 ° F]. Наковальня Блестящая часть, к которой движется шпиндель и на которую опирается образец. Гильза / ствол / ложа Неподвижная круглая деталь с линейной шкалой на ней. Иногда нониусная маркировка. Стопорная гайка / стопорное кольцо / фиксатор наперстка. Рифленая часть (или рычаг), которую можно затянуть, чтобы удерживать шпиндель в неподвижном состоянии, например, при кратковременном измерении. Винт (не виден) Сердце микрометра, как описано в разделе «Принципы работы». Он находится внутри бочки.(Неудивительно, что обычное название устройства на немецком языке – Messschraube, буквально «мерный винт».) Шпиндель Блестящая цилиндрическая часть, которую наперсток заставляет двигаться к наковальне. Наперсток Часть, которую поворачивает большой палец. Градуированная маркировка. Ограничитель с храповым механизмом (не показан на рисунке) Устройство на конце рукоятки, ограничивающее приложенное давление за счет скольжения с калиброванным крутящим моментом. Считывание дюймовой системы Наперсток микрометра показывает 0,276 дюйма Шпиндель микрометра дюймовой системы имеет 40 витков резьбы на дюйм, так что один оборот перемещает шпиндель в осевом направлении на 0.025 дюймов (1 ÷ 40 = 0,025), равное расстоянию между двумя делениями на раме. 25 делений на гильзе позволяют дополнительно разделить 0,025 дюйма, так что при повороте гильзы на одно деление шпиндель перемещается в осевом направлении на 0,001 дюйма (0,025 ÷ 25 = 0,001). Таким образом, показание дается числом целых делений, которые видны на шкале рамки, умноженным на 25 (количество тысячных долей дюйма, которое представляет каждое деление), плюс число того деления на наперстке, которое совпадает с с осевой нулевой линией на раме.Результатом будет диаметр, выраженный в тысячных долях дюйма. Поскольку числа 1, 2, 3 и т. Д. Появляются под каждым четвертым делением кадра, указывая на сотни тысячных долей, отсчет можно легко произвести мысленно. Предположим, что гильза была вывернута так, что были видны градуировка 2 и три дополнительных деления (как показано на изображении), и что градуировка 1 на гильзе совпадала с осевой линией на раме. Тогда показание будет 0,2000 + 0,075 + 0,001 или 0,276 дюйма.Метрическая система Показание наперстка микрометра 5,78 мм Шпиндель обычного метрического микрометра имеет 2 витка резьбы на миллиметр, и, таким образом, один полный оборот перемещает шпиндель на расстояние 0,5 миллиметра. Продольная линия на раме градуирована с делениями на 1 миллиметр и 0,5 миллиметра. Наперсток имеет 50 делений по 0,01 миллиметра (одна сотая миллиметра). Таким образом, показание дается числом миллиметровых делений, видимых на шкале втулки, плюс конкретное деление на гильзе, которое совпадает с осевой линией гильзы.Предположим, что гильза была выкручена так, что были видны градуировка 5 и одно дополнительное деление 0,5 (как показано на изображении), и что градуировка 28 на гильзе совпадала с осевой линией на втулке. Тогда показание будет 5,00 + 0,5 + 0,28 = 5,78 мм. Гильза для нониусного микрометра (с нониусом), показывающая 5,783 мм. Некоторые микрометры снабжены нониусной шкалой на гильзе в дополнение к обычным делениям. Они позволяют производить измерения в пределах 0,001 миллиметра на метрических микрометрах или 0.0001 дюйм на микрометрах с дюймовой системой. Дополнительная цифра этих микрометров получается путем нахождения линии на нониусной шкале рукава, которая точно совпадает с линией на наперстке. Номер этой совпадающей линии нониуса представляет собой дополнительную цифру. Таким образом, показание для метрических микрометров этого типа – это количество целых миллиметров (если есть) и количество сотых долей миллиметра, как для обычного микрометра, и количество тысячных долей миллиметра, указанное совпадающей линией нониуса на нониусе. рукавная нониусная шкала.Например, измерение 5,783 миллиметра можно получить, сняв 5,5 миллиметра на гильзе, а затем прибавив 0,28 миллиметра, как определено гильзой. Затем нониус будет использоваться для чтения 0,003 (как показано на изображении). Дюймовые микрометры считываются аналогичным образом. Примечание: 0,01 миллиметра = 0,000393 дюйма и 0,002 миллиметра = 0,000078 дюйма (78 миллионных долей) или, альтернативно, 0,0001 дюйма = 0,00254 миллиметра. Следовательно, метрические микрометры обеспечивают меньшие приращения измерения, чем сопоставимые микрометры с дюймовыми единицами измерения – наименьшая градация обычного микрометра с дюймовой шкалой равна 0.001 дюйм; нониусный тип имеет градуировку до 0,0001 дюйма (0,00254 мм). При использовании метрического или дюймового микрометра без нониуса, конечно, можно получить меньшие показания, чем градуированные, путем визуальной интерполяции между градуировками. Воспроизводимость крутящего момента с помощью храповиков или втулок с ограничением крутящего момента. Показание микрометра не является точным, если гильза перетягивается. Полезной особенностью многих микрометров является наличие на гильзе устройства ограничения крутящего момента – либо подпружиненного храпового механизма, либо фрикционной втулки.Без этого устройства рабочие могут перетянуть микрометр на работе, в результате чего механическое преимущество винта заключается в сжатии материала или затягивании резьбы винта, что приведет к неточному измерению.