Сварочные электроды МНЧ-2: область применения и характеристики
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Область применения
- Характеристики
- Режимы
- Интересное видео
Одним из наиболее часто применимых материалов является чугун. Сваривание чугунных изделий сопряжено со многими сложностями, решить которые помогут электроды МНЧ-2, разработанные специально для этого вида работ. Используя МНЧ-2 электроды, можно получить высокое качество шва и прочное соединение изделий из разного вида чугуна.
Область применения
Электроды МНЧ имеют маркировку, по которой можно узнать об их составе и области применения:
- первая буква «М» свидетельствует о том, что в состав электродов входит медь;
- вторая буква «Н» говорит о наличии в нем никеля;
- третья буква «Ч» регламентирует, для каких видов металла может применяться данный вид электродов, а именно чугун;
- цифра «2» – это номер определенной марки электродов.


Электроды МНЧ-2 подойдут для сварки любых видов изделий из чугуна – обычного, серого, ковкого, высокопрочного. Этими электродами также рекомендуется осуществлять проваривание первого слоя шва в изделиях, в которых имеются повышенные требования к их плотности.
Такими электродами можно осуществлять сварку во всех положениях, включая потолочное. Это является значительным плюсом, поскольку такое положение считается одним из самых трудных и проблематичным, и не все электроды могут с этим справиться. При обработке резанием осуществляется получение высокотехнологичного наплавленного металла. Также имеется возможность заваривать полученные при сварке несквозные дефекты шва.
Такой вид электродов имеет несколько производителей, их выпускающих. Несмотря на некоторые отличия, все они осуществляют выпуск продукции высокого качества. Производство электродов осуществляется согласно требованиям ГОСТа 9466-75.
Электроды могут использоваться для восстановления чугунных изделий уже бывших в употреблении.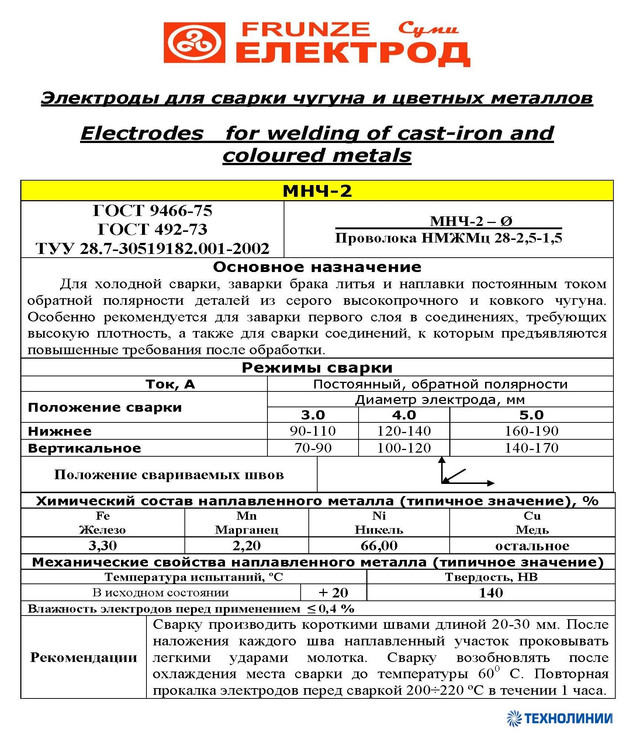
Характеристики
Электроды МНЧ-2 имеют высокие характеристики, которые в частности обеспечивает их покрытие, позволяющее выполнять с их помощью высокотехнологичные работы. К особенностям такого вида электродов относится способность формировать шов, который будет проявлять стойкость к воздействию агрессивным жидких сред и горячих газов.
Стержень электродов в виде проволоки выполнен из сплава никеля с медью. Расход на один килограмм наплавленного металла составляет полтора килограмма металла электродов. Диаметр электродов составляет следующую последовательность: 3,0; 4,0; 5,0 миллиметров. Их длина соответственно равна 350, 350, 450 миллиметров. Высокое значение имеет твердость наплавленного чугуна.
Сварное изделие такими электродами будет иметь высокие прочностные характеристики.
Режимы
Получение качественного шва при работе с чугунными изделиями может быть обеспечено грамотным выставлением режимов сварочного процесса. Рекомендуемыми режимами являются обратная полярность и постоянный ток. Длина дуги должна быть предельно короткой.
Длина дуги должна быть предельно короткой.
Рекомендуемая сила тока в зависимости от диаметра электродов:
| Диаметр, мм | Диапазон значений тока, Ампер |
| 3,0 | 70-110 |
| 4,0 | 100-140 |
| 5,0 | 140-190 |
Перед началом сварки электроды следует подвергать прокаливанию при высокой температуре на протяжении одного часа.
Шов лучше формировать короткими отрезками. Их длина не должна превышать 2-3 сантиметра. Особенностью является то, что каждый отрезок сразу после сварки следует охлаждать струей воздуха до температуры приблизительно 60 градусов.
После окончания процесса легкими ударами молотка по валику шва осуществляют ковку, что увеличивает его прочность и стойкость к внешним воздействиям. Допускается сварка однослойная и многопроходная.
Интересное видео
Рубрика статьи
Назад
Вперёд
Электроды марки МНЧ-2: характеристики и особенности
Опубликовано: Автор: Екатерина
Время чтения: 2 минуты
Чугун – часто используемый в современной промышленности металл. Из чугуна изготавливается большой ассортимент продукции: от посуды до деталей автомобиля. Сварка чугуна всегда связана с рядом трудностей, из-за которых новички отказываются от работы с этим металлом. Так, например, детали из чугуна склонны к образованию трещин и пор. Но этих проблем можно избежать, если использовать для сварки специальные электроды.
Герои нашей стать — электроды МНЧ-2. Они разработаны специально для сварки чугуна. Их технические характеристики и свойства позволяют добиться достойного качества сварных швов. В этой небольшой статье мы довольно подробно расскажем, что собой представляет марка МНЧ-2, у каких производителей можно ее найти и какие особенности нужно учитывать перед сваркой.
В этой небольшой статье мы довольно подробно расскажем, что собой представляет марка МНЧ-2, у каких производителей можно ее найти и какие особенности нужно учитывать перед сваркой.
Содержание
Электроды марки МНЧ 2 не часто встретишь на прилавке в первом попавшемся магазине. Но это не значит, что данная марка не востребована или плохо себя зарекомендовала. Электроды МНЧ-2 — это хороший выбор для профессиональной и полупрофессиональной сварки чугуна. Это может быть как серый или ковкий, так и высокопрочный чугун. После обработки швы получаются очень эстетичными и качественными. А эти качества по-настоящему ценятся при работе с ответственными проектами.
Читайте также: Электроды для сварки чугуна
Данные электроды можно использовать для сварки вертикальных, нижних и потолочных швов. Последний факт — огромное преимущество, поскольку сварка в потолочном пространственном положении считается одной из самых сложных и не все электроды подходят для таких работ. Рекомендуем варить на постоянном токе и установить обратную полярность.
Рекомендуем варить на постоянном токе и установить обратную полярность.
Производители
Электроды МНЧ производит сразу несколько крупных заводов. Среди них отметим производителей «Спецэлектрод», «СиМ-Электрод», «Северсталь-метиз», «Межгосметиз-Мценск», «НСК-Зеленоградский электродный завод» и «Электрод-Сервис». В ассортименте этих производителей вы без труда найдете марку МНЧ-2.
Качество у каждого завода плюс-минус одинаковое. Поэтому не приходится искать в магазине продукцию одного производителя. Можете смело брать то, что есть в наличии. Если продавец предлагает стержни от «Электрод-Сервис», то можно брать. И не думать, что продукция другого завода могла быть на голову выше.
Особенности
Марка МНЧ-2 обладает некоторыми особенностями, которые нужно учитывать при проведении работ. Так, например, эти электроды способны сформировать шов, устойчивый к агрессивной среде и газам. Но этого можно добиться только при правильно подобранном режиме сварки и при наличии практического опыта.
Мы рекомендуем формировать шов короткими отрезками не более 2-3 см каждый. При этом каждый отрезок нужно сразу охлаждать с помощью воздуха до температуры в 60 градусов. Далее необходимо выполнить ковку. Это простой процесс, понадобится обычный молоток. С его помощью нужно нанести легкие удары по валику шва.
Вместо заключения
Сейчас производители выпускают десятки марок электродов для сварки чугуна. У каждой из них есть свои достоинства и недостатки. Мы рекомендуем перед покупкой внимательно ознакомиться с техническими характеристиками выбранной вами марки и убедиться, что они подходят именно для ваших сварочных работ.
Как вам статья?
Характеристики включений Al2O3, MnS и TiN в процессе переплава подшипниковой стали
Характеристики включений Al 2 O 3 , включений MnS и TiN в процессе переплава подшипниковой сталиСкачать PDF
Скачать PDF
- Опубликовано:
- Лян Ян 1 и
- Го-гуан Чэн 1
299 доступов
23 Цитаты
Сведения о показателях
Abstract
Включения Al 2 O 3 , MnS и TiN в подшипниковой стали ухудшают механические свойства стали.
Скачайте, чтобы прочитать полный текст статьи
Ссылки
А.
Митчелл, Поведение оксидных включений при переплавке плавящегося электрода, Производство чугуна Производство стали, 1 (1974), № 3, с. 172.Google Scholar
Ф.Р. Кармона, Неметаллические включения в слитках электрошлакового рафинирования [Диссертация], Университет Британской Колумбии, Ванкувер, 1983, с. 148.
Google Scholar
З.Б. Ли, У.Х. Чжоу и Ю.Д. Ли, Механизм удаления неметаллических включений в процессе ЭШП, Железо Сталь, 15(1980), № 1, с. 20.
Google Scholar
J. Fu, Исследование механизма удаления оксидных включений в процессе ЭШП, Acta Metall. Синица, 15 (1979), № 4, с. 526.
Google Scholar
М. Е. Фрейзер и А. Митчелл, Массоперенос в электрошлаковом процессе: Часть 1.
Модель массообмена, Производство чугуна, производство стали, 3(1976), № 5, с. 279.Google Scholar
З.Б. Ли, Дж.В. Чжан и X.Q. Че, Контроль содержания и состава неметаллических включений в стали ЭШП, J. Iron Steel Res., 9 (1997), № 2, с. 7.
Google Scholar
Дж. Янис, А. Карасев, К. Накадзима и П.Г. Йонссон, Влияние вторичных нитридных частиц на рост зерен в сплаве Fe–20 мас.% Cr, раскисленном Ti и Zr,
Артикул Google Scholar
Дж. Фу, Дж. Чжу, Л. Ди, Ф.С. Тонг, Д.Л. Лю и Ю.Л. Ван, Исследование поведения выделения TiN в микролегированных сталях, Acta Metall. Синица, 36(2000), № 8, с. 801.
Google Scholar
J.
X. Chen, Справочник по таблицам и данным по общему использованию сталеплавильного производства , 2-е изд., Metallurgical Industry Press, Пекин, 2010, с. 510.Google Scholar
Y. Qü, Физико-химический расчет в сталеплавильном производстве , Metallurgical Industry Press, Пекин, 1993, с. 121.
Google Scholar
Х. Гото, К.И. Миядзава, К.И. Ямагучи, С. Огибаяши и К. Танака, Влияние скорости охлаждения на выделение оксидов при затвердевании низкоуглеродистых сталей, стр. 9.0067 ISIJ Int., 34 (1994), № 5, с. 414.
Артикул Google Scholar
Дж.Х. Вей и А. Митчелл, Изменения в составе во время переменного тока СОЭ – I. Теоретическая разработка, Acta Metall. Синица, 20 (1984), № 5, с. Б261.
Google Scholar
Л.
Ян, Г.Г. Ченг, С.Дж. Ли, М. Чжао и Г.П. Фэн, Механизм образования включения TiN для GCr15SiMn в процессе электрошлакового переплава, ISIJ Int., 55(2015), № 9, с. 1901.Артикул Google Scholar
М. Такаши и З. Масафуми, Влияние содержания кремния в стали на образование нитрида титана и структуру затвердевания, Tetsu-to-Hagané, 99 (2013), № 3, с. 191.
Артикул Google Scholar
М. Охта и К. Морита, Взаимодействие между кремнием и титаном в расплавленной стали, ISIJ Int., 43(2003), № 2, с. 256.
Артикул Google Scholar
Д.Дж. Шин и Д.Дж. Мин, Исследование разложения Al 2 O 3 электрохимическим методом, ISIJ Int., 53(2013), № 3, с. 434.
Артикул Google Scholar
 Митчелл, Поведение оксидных включений при переплавке плавящегося электрода, Производство чугуна Производство стали, 1 (1974), № 3, с. 172.
Митчелл, Поведение оксидных включений при переплавке плавящегося электрода, Производство чугуна Производство стали, 1 (1974), № 3, с. 172. Модель массообмена, Производство чугуна, производство стали, 3(1976), № 5, с. 279.
Модель массообмена, Производство чугуна, производство стали, 3(1976), № 5, с. 279. X. Chen, Справочник по таблицам и данным по общему использованию сталеплавильного производства , 2-е изд., Metallurgical Industry Press, Пекин, 2010, с. 510.
X. Chen, Справочник по таблицам и данным по общему использованию сталеплавильного производства , 2-е изд., Metallurgical Industry Press, Пекин, 2010, с. 510. Ян, Г.Г. Ченг, С.Дж. Ли, М. Чжао и Г.П. Фэн, Механизм образования включения TiN для GCr15SiMn в процессе электрошлакового переплава, ISIJ Int., 55(2015), № 9, с. 1901.
Ян, Г.Г. Ченг, С.Дж. Ли, М. Чжао и Г.П. Фэн, Механизм образования включения TiN для GCr15SiMn в процессе электрошлакового переплава, ISIJ Int., 55(2015), № 9, с. 1901.Скачать ссылки
Благодарности
Авторы хотели бы выразить благодарность за полезные советы и редактирование профессора Брайана А.