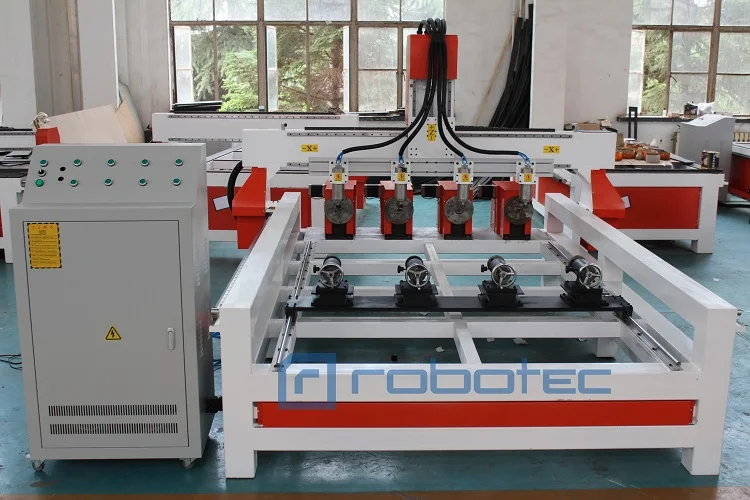
Многошпиндельный станок INDEX MS40-8 – INDEX TRAUB
Сконструирован точно по требованиям пользователя
Основные характеристики станка
Ваши преимущества
- Высокодинамичные суппорты с направляющей скольжения (ось Х)
- Износостойкая ось Z благодаря пинолям с гидростатическими подшипниками
- Свободный доступ к рабочей зоне и к тому же очень удобный при наладке
- Обработка деталей из штучной заготовки с загрузкой и выгрузкой роботом
- Направленный отвод деталей линейным манипулятором
- Чрезвычайно быстрые поворотные синхронные шпиндели с осью C для обработки задней стороны
- В положении обработки поворотная рука блокируется трехкомпонентным хиртовым зацеплением, что обеспечивает максимальную жесткость
MS40-8 в фокусе
Компактный шпиндельный барабан обеспечивает наивысшую точность в каждом положении благодаря трехкомпонентному хиртовому зацеплению.
Основа состоит из 8 моторшпинелей с водяным охлаждением встроенных в шпиндельный барабан.
Бесступенчатое регулирование частоты вращения, (высокая динамика) компактная конструкция, удобство тех. обслуживания и современная синхронная техника как гарант высокоточных деталей.
Во время обработки для каждого положения шпинделя и каждой режущей кромки инструмента всегда возможно программирование оптимальной частоты вращения, которая может дополнительно варьироваться даже во время резания.
Результатом являются оптимальное стружкообразование, высшее качество поверхности, короткое штучное время и стойкость инструмента.
Также можно обрабатывать высокопрочные материалы, которые до сих пор плохо поддавались обработке на многошпиндельных станках.
Возможны изменения частоты вращения во время переключения барабанов, благодаря чему не образуется дополнительное вспомогательное время.
Конфигурация станка
- 14 инструментальных суппортов с 1, 2 или 3 осями перемещения
- Суппорт для задней обработки с макс.
 7 инструментами, из которых макс. 4 с приводом для обработки отрезной стороны
7 инструментами, из которых макс. 4 с приводом для обработки отрезной стороны - Возможна многопозиционная оснастка суппортов
- Только держатели инструмента определяют направление обработки (внутренняя или наружная)
- Поперечная и торцовая обработка инструментами с приводом
 7 инструментами, из которых макс. 4 с приводом для обработки отрезной стороны
7 инструментами, из которых макс. 4 с приводом для обработки отрезной стороныВаше преимущество: Сокращение штучного времени благодаря 8 рабочим шпинделям
- 2 x 4 шпинделя для одновременного производства 2 деталей
- На одну деталь приходится: 6 салазок X/Z, 1 синхронный шпиндель, 1 отрезной суппорт с инструментами задней обработки, 1 суппорт обработки задней стороны X-NC, 1 суппорт обработки задней стороны X/Z-NC
- Барабанное переключение: 3 x 90°= 270°(2 «станка»)
- Возможна многопозиционная оснастка суппортов
Ваше преимущество: Сокращение штучного времени благодаря параллельному производству
“Универсальность – преимущество многошпиндельного автомата с ЧПУ MS40-8.
 Возможно всё: от комплексных деталей до различных производственных способов!”
Возможно всё: от комплексных деталей до различных производственных способов!”Примеры применения
Многошпиндельный токарный автомат с ЧПУ производства INDEX с приводными инструментами открывает совершенно новые возможности, например, внецентровое сверление и нарезание резьбы, наклонное сверление, поперечное сверление, фрезерование контура, фрезерование червячной фрезой (зубчатые зацепления) и токарная обработка многогранников.
Автоматизация деталей
Очень быстрый, позиционно-ориентированный отвод посредством линейного и вращательного движения. Передача детали осуществляется сначала от синхронного шпинделя к вспомогательному грейферу. Затем деталь посредством линейного манипулятора передается из вспомогательного грейфера внешней системе автоматизации. Этот процесс происходит в вспомогательное время.
Аксиально направленный отвод деталей способом грейфера и линейного цилиндра происходит из синхронного шпинделя в положении 8 или 7 и 8 к внутреннему ленточному конвейеру для деталей, которые нельзя выталкивать.
Загрузка-разгрузка деталей из патрона и заготовок из прутка может использоваться для 8-шпиндельной обработки с синхронным шпинделем и без него, а также для двойной 4-шпиндельной обработки. Также возможен вариант 4x OP10 (первая сторона) и 4x OP20 (вторая сторона) с внешней поворотной позицией.
Бездефектная и позиционно-ориентированная пoдача деталей из синхронного шпинделя в позиции 8 или 7, а также в позицию 8 к внешней системе автоматизаци на фронтальной стороне станка. Все 3 оси интегрированной в станок системы автоматизации имеют ЧПУ.
Технические данные
Рабочие шпиндели
Макс. количество
Наибольший диаметр прутка
мм
Макс. скорость
об/мин
об/мин
Мощность при 100% / 25%
кВт
13 / 24
Крутящий момент при 100% / 25%
Н·м
31 / 57
Синхронный шпиндель
Макс. количество
количество
Наибольший диаметр прутка
мм
Макс. скорость
об/мин
об/мин
Мощность при 100% / 40%
кВт
10 / 14
Крутящий момент при 100% / 40%
Н·м
16 / 22
Перемещение суппорта Z
мм
Количество инструментов для обработки заднего торца
7 / 14
Инструментальный суппорт
Макс. количество
Перемещение суппорта X
мм
Перемещение суппорта Y
мм
Перемещение суппорта Z
мм
Инструментальный суппорт, суппорт отрезной и обратного растачивания
Макс. количество
Перемещение суппорта X
мм
Количество инструментов для обработки заднего торца (управляемый)
Габариты, масса, мощность подключаемого питания
Масса
кг
10.300
Мощность подключаемого питания
кВт
66 – 104
Длина x ширина x высота
мм
4. 010 x 2.142 x 3.216
010 x 2.142 x 3.216
Система управления
Siemens
S840D sl
Мультисенсорный экран
Запросите предложение прямо сейчас!
Вы получите предложение со стандартной конфигурацией
Материалы для скачивания
Брошюра
GermanEnglishFrenchItalian
INDEX MS40-8
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Baixar
pdf3 MB
Baixar
Возможно Вас также заинтересуют следующие многошпиндельные станки
Высокопризводительные и перспективные, прецизионные и динамичные
INDEX-Werke GmbH & Co.
 KG
KGHahn & Tessky
Plochinger Straße 92
73730 Esslingen
Germany
Tel. +49 (0) 711 3191-0
[email protected]
www.index-werke.de
© 2022 INDEX-Werke GmbH & Co. KG Hahn & Tessky
Многошпиндельный токарный станок: назначение и характеристики
Главная / ЧПУ станок / Токарный станок / Многошпиндельный токарный станок: назначение и характеристики
Многошпиндельный токарный станок последовательного действия это металлообрабатывающее оборудование, в котором каждый шпиндель с заготовкой в автоматическом режиме последовательно подается во все имеющиеся на станке позиции.
В конструкции многошпиндельных токарных станков автоматического действия могут быть предусмотрены две загрузочные позиции, чаще всего противоположные; в этом случае заготовка проходит лишь половину имеющихся позиций и за это время полностью обрабатывается, т. е. за один оборот шпиндельного блока одновременно завершается обработка двух заготовок.
Рис. 1. Расположение позиций в автоматических многошпиндельных токарных станках последовательного действия.
В линейке отечественных металлорежущих станков многошпиндельные патронные токарные станки отнесены к числу полуавтоматов, хотя в конструкции более поздних моделей предусмотрена возможность магазинной загрузки, т. е. превращение такого станка в автомат. Это объясняется тем, что магазинное устройство не может быть широкоуниверсальным, т. е. пригодным для всех размеров и форм заготовок, обрабатываемых на станке. По конструкции эти полуавтоматы мало отличаются от автоматов, различие заключается в том, что в полуавтоматах штучные заготовки загружаются вручную и в загрузочной позиции отсутствует поперечный, отрезной, суппорт.
Основным размером многошпиндельных горизонтальных прутковых автоматов является наибольший размер обрабатываемого прутка, у патронных полуавтоматов это диаметр патрона.
Краткие технические характеристики отечественных автоматических и полуавтоматических многошпиндельных токарных станков приведены ниже. Примеры типовых деталей, изготовляемых на многошпиндельных автоматах, даны на рис. 2.
Рис. 2. Примеры типовых деталей, изготовляемых на многошпиндельных токарных автоматах
Многошпиндельный токарный станок 1А225
- Количество шпинделей 6 шт
- Максимальный диаметр обрабатываемого прутка 25 мм
- Диапазон скоростей главного движения 229 – 2560/3250 об/мин
- Мощность электродвигателя привода станка 14 кВт
- Масса 57 кН
Многошпиндельный токарный станок 1232
- Количество шпинделей 4 шт
- Максимальный диаметр обрабатываемого прутка 32 мм
- Диапазон скоростей главного движения 229 – 2560/3250 об/мин
- Мощность электродвигателя привода станка 14 кВт
- Масса 57 кН
Многошпиндельный токарный станок 1240-6
- Количество шпинделей 6 шт
- Максимальный диаметр обрабатываемого прутка 40 мм
- Диапазон скоростей главного движения 158 – 2170 об/мин
- Мощность электродвигателя привода станка 20 кВт
- Масса 85 кН
Многошпиндельный токарный станок 1262М (это станок выпускался также с патроном)
- Максимальный диаметр обрабатываемого прутка 50 мм
- Диаметр патрона 130 мм;
- Диапазон скоростей главного движения 88 – 1015 об/мин, 140 – 1620 об/мин;
- Мощность электродвигателя привода станка 14 кВт
- Масса 64 кН
Многошпиндельный токарный станок 261М (это станок выпускался также с патроном)
- Количество шпинделей 6 шт
- Максимальный диаметр обрабатываемого прутка 50 мм
- Диаметр патрона 130 мм;
- Диапазон скоростей главного движения 88 – 1015 об/мин, 140 – 1620 об/мин;
- Мощность электродвигателя привода станка 14 кВт
- Масса 68 кН
Многошпиндельный токарный станок 1265 (это станок выпускался также с патроном)
- Количество шпинделей 6 шт
- Максимальный диаметр обрабатываемого прутка 65 мм
- Диаметр патрона 160 мм;
- Диапазон скоростей главного движения 80 – 1600 об/мин;
- Мощность электродвигателя привода станка 20 – 28 кВт
- Масса 132 кН
Многошпиндельный токарный станок 1265-4 (это станок выпускался также с патроном)
- Количество шпинделей 4 шт
- Максимальный диаметр обрабатываемого прутка 80 мм
- Диаметр патрона 200 мм;
- Диапазон скоростей главного движения 58 – 1025 об/мин;
- Мощность электродвигателя привода станка 28 кВт
- Масса 128 кН
Многошпиндельный токарный станок 1290 (это станок выпускался также с патроном)
- Количество шпинделей 4 шт
- Максимальный диаметр обрабатываемого прутка 100 мм
- Диаметр патрона 250 мм;
- Диапазон скоростей главного движения 54 – 759 об/мин;
- Мощность электродвигателя привода станка 28 кВт
- Масса 157 кН
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Многошпиндельные станки— подробный обзор
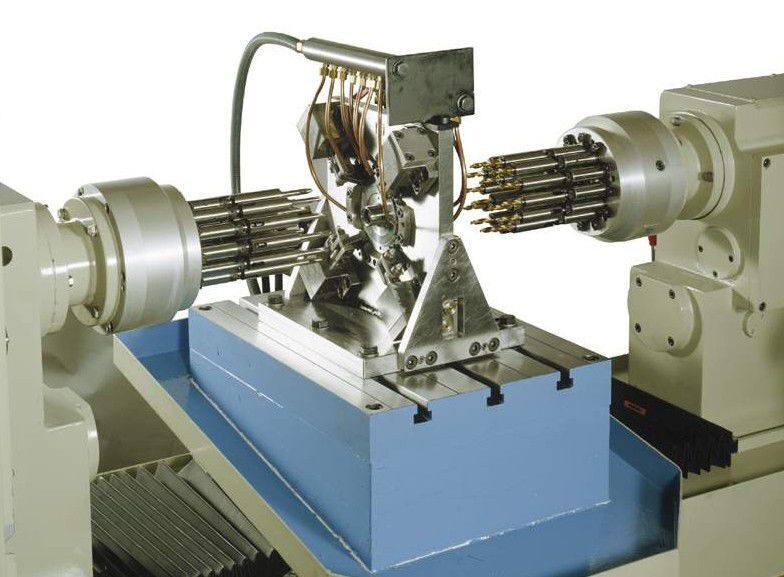
Многошпиндельный станок — это винтовой станок, который сделан таким образом, что он может одновременно резать материалы на мелкие кусочки с помощью нескольких инструментов.
Эта машина оснащена несколькими шпинделями, расположенными на барабане, который вращается горизонтально. Один оборот барабана может выполнить количество операций, которые необходимо выполнить для завершения детали, и барабан делает это за счет разделения необходимой работы между количеством шпинделей в станке.
Это делает эту машину очень эффективной, так как часть операции будет выполняться при каждом обороте барабана. Многошпиндельные станки бывают двух типов: с вертикальным и горизонтальным вращением.
Многошпиндельная сверлильная головка
Буровая головка многошпиндельного станка обычно состоит из нескольких шпинделей, установленных на шарикоподшипниках, приводимых в движение шестернями. Выбор подшипников, которые будут использоваться в буровой головке, зависит от расстояния между шпинделями.
Выбор подшипников, которые будут использоваться в буровой головке, зависит от расстояния между шпинделями.
Например, там, где шпиндели расположены достаточно близко друг к другу, будут использоваться роликовые упорные шарикоподшипники. Асинхронный двигатель используется для привода шпинделей, а скорость, с которой двигатель вращает шпиндели, регулируется частотно-регулируемым приводом.
Они используются в массовом производстве из-за их высокой эффективности во время работы, а также они экономят много времени, когда необходимо просверлить много отверстий за раз. Они повышают производительность компании и сверлят отверстия на одном и том же оборудовании одинакового размера, что позволяет заменять отверстия.
Многошпиндельные насадки для сверлильной головки Многошпиндельный станок может иметь два типа крепления: фиксированное или регулируемое. В регулируемой сверлильной головке вы можете изменять межцентровое расстояние сверлильного шпинделя в соответствии с вашими требованиями, тогда как в фиксированной сверлильной головке вы не можете изменить межосевое расстояние.
Для обоих этих приспособлений вы получите огромную выгоду, так как они оба повышают производительность ваших операций, время, необходимое для сверления одного отверстия, будет равно времени, необходимому для сверления нескольких отверстий, и такое сверление обеспечивает точность положения отверстия.
Конструкция многошпиндельной буровой головкиМногократная буровая головка состоит из следующих частей: шестерни, регулируемая система передачи, шарикоподшипники, верхние плиты, сверлильный патрон, нижние плиты, сверлильный инструмент, хвостовик, шпонка и вал.
Многошпиндельный токарный станокТокарный станок — это инструмент, который используется для вращения обрабатываемого материала вокруг своей оси, что позволяет выполнять такие операции, как резка, деформация и токарная обработка с использованием инструментов, прикрепленных к заготовке.
Для массового производства предпочтение отдается многошпиндельным токарным станкам, поскольку их производительность в четыре-шесть раз выше по сравнению с тем, что может предложить вам один токарный станок. Их точность также намного выше, и они экономят много времени.
Их точность также намного выше, и они экономят много времени.
Этот тип станка может выполнять различные виды операций, включая растачивание отверстий, токарную обработку, снятие фаски, нарезание резьбы, нарезание канавок, а также сверление, и это выполняется путем перемещения обрабатываемой детали между шестью-восьмью позициями в машина.
Этот инструмент может обеспечить очень короткое время цикла, разделяя один процесс на шесть или восемь раз, что позволяет выполнять процесс быстро и эффективно. Этот станок намного лучше, чем одношпиндельный токарный станок, так как он может производить скорость, в пять раз превышающую скорость, которую может предложить однотокарный станок. Преимущество использования этой машины заключается в том, что вы можете значительно варьировать скорость в соответствии с вашими потребностями для достижения наилучших результатов.
Машина выполняет быстрый цикл следующим образом. Весь выполняемый процесс будет разделен на количество шпинделей в станке. Предположим, что машина, которую вы используете, имеет шесть шпинделей, процесс будет разделен на шесть процессов, которые будут выполняться одновременно.
Весь выполняемый процесс будет разделен на количество шпинделей в станке. Предположим, что машина, которую вы используете, имеет шесть шпинделей, процесс будет разделен на шесть процессов, которые будут выполняться одновременно.
Наибольшее время занимают этапы загрузки и выгрузки обрабатываемого материала. Это длительное время, необходимое для загрузки и выгрузки заготовки, равно общему времени цикла обработки материала.
Это отличается от токарного станка с одним шпинделем, где общая продолжительность, необходимая для обработки материала, является суммой всего периода, в течение которого материал обрабатывается, поскольку процессы не разделены на более мелкие подпроцессы для экономии времени. .
Разница между одношпиндельными и многошпиндельными токарными станками- Производительность: Вы, наверное, слышали о людях, которые хвалят производительность многошпиндельных токарных станков за их высокий КПД. Это связано с тем, что многошпиндельный станок обычно имеет шесть основных шпинделей, тогда как токарные станки с одним шпинделем будут иметь один главный шпиндель, который работает вместе с вспомогательным шпинделем. Это означает, что сложный одиночный токарный станок сможет одновременно выполнять не более четырех операций. Учитывая, что многошпиндельные станки работают по тому же принципу, что и одиночный токарный станок, выполняющий две операции на шпиндель, вы можете себе представить, насколько больше работы вы можете выполнить, используя многошпиндельный станок. Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным.
- Энергоэффективность : Чем меньшее количество машин, которые вы используете для достижения тех же результатов, которые могут быть получены при использовании ряда машин, тем меньше затраты энергии вы понесете в своей работе. Он будет потреблять меньше энергии по сравнению с количеством отдельных токарных станков, которые вам понадобятся для получения тех же результатов.
- Экономия места : многошпиндельный станок занимает намного меньше места по сравнению с однотокарным станком, и для компании, которой не хватает места, этот тип станка является лучшим вариантом.
 Это связано с тем, что многошпиндельный станок обычно имеет шесть основных шпинделей, тогда как токарные станки с одним шпинделем будут иметь один главный шпиндель, который работает вместе с вспомогательным шпинделем. Это означает, что сложный одиночный токарный станок сможет одновременно выполнять не более четырех операций. Учитывая, что многошпиндельные станки работают по тому же принципу, что и одиночный токарный станок, выполняющий две операции на шпиндель, вы можете себе представить, насколько больше работы вы можете выполнить, используя многошпиндельный станок. Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным.
Это связано с тем, что многошпиндельный станок обычно имеет шесть основных шпинделей, тогда как токарные станки с одним шпинделем будут иметь один главный шпиндель, который работает вместе с вспомогательным шпинделем. Это означает, что сложный одиночный токарный станок сможет одновременно выполнять не более четырех операций. Учитывая, что многошпиндельные станки работают по тому же принципу, что и одиночный токарный станок, выполняющий две операции на шпиндель, вы можете себе представить, насколько больше работы вы можете выполнить, используя многошпиндельный станок. Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным. Он будет потреблять меньше энергии по сравнению с количеством отдельных токарных станков, которые вам понадобятся для получения тех же результатов.
Он будет потреблять меньше энергии по сравнению с количеством отдельных токарных станков, которые вам понадобятся для получения тех же результатов.Многошпиндельный токарный станок не только обеспечивает высокую производительность, но и экономит время и пространство, что делает ваши операции еще более эффективными.
Свяжитесь с Давенпортом
Если у вас есть какие-либо вопросы или вы хотите запросить расценки, свяжитесь с нами напрямую!
Ссылки
- http://www.metramh.com/en/160303/NewsaboutCNCMultiSpindlemachinesтокарно-винторезные автоматы/CNCAUTOMATICLATHESorCNCMULTISPINDLELATHES.htm
- http://www.gewinc.com/single-spindle-multi-spindle-screw-machining-illiniois.html
- http://old. bgk.uni-obuda.hu/ggyt/targyak/seged/baggt23nec/book_05.pdf
- http://www.mmsonline.com/articles/cnc-multispindles-are-they-for-you
- http://todaysmachiningworld.com/magazine/multi-axis-turning-machines-versus-single-spindle-screw-machines/
- https://www.scribd.com/doc/41406332/Single-Multiple-Spindle-Automatic-Lathe
- https://en.wikipedia.org/wiki/Automatic_lathe
- http://www.decomag.ch/pdf/2006/tornos-dmag-200602037-rpv-single-or-multi-spindle-en.pdf
- https://www.tornos.com/en/content/multispindle
- http://www.smd.co.jp/en/multi-spindle.htm
- https://en.wikipedia.org/wiki/Spindle_(tool)
- http://www.sotechcorp.com/MSH/msh.php
- https://www.kingsang.com.tw/eg/product_e1.html
- https://www.unb.ca/fredericton/engineering/depts/mechanical/_resources/pdf/sop/drill-press.pdf
- http://www.ijritcc.org/download/conferences/ICEMTE_2017/Track_3_(MECH)/14526_21-03-2017.pdf
- http://www. ijtrd.com/papers/IJTRD3894.pdf
- http://www.drill-hq.com/2011/09/the-advantage-of-multi-spindle-heads-explained/
- http://www.iosrjournals.org/iosr-jmce/papers/sicete(mech)-volume1/11.pdf
- http://www.productionmachining.com/zones/screw-machines-multi-spindle
 bgk.uni-obuda.hu/ggyt/targyak/seged/baggt23nec/book_05.pdf
bgk.uni-obuda.hu/ggyt/targyak/seged/baggt23nec/book_05.pdf ijtrd.com/papers/IJTRD3894.pdf
ijtrd.com/papers/IJTRD3894.pdfКак работают многошпиндельные винтовые станки
Автор: Машина Давенпорта включена | Оставить комментарий
Многошпиндельные винтовые станки — это токарные станки, в которых используется ряд инструментов, установленных на центральном шпинделе, для одновременной обработки деталей материала. Барабан с прецизионной обработкой несет несколько шпинделей, обычно вращающихся горизонтально. Чтобы выполнить деталь за один полный оборот барабана, станок автоматически делит общее количество операций между шпинделями. Благодаря изготовлению одной детали на индекс барабана многошпиндельные винтовые станки обеспечивают высокоэффективный производственный процесс.
Все многошпиндельные винтовые станки включают в себя точные и жесткие шпиндельные головки. В новых моделях станков вместо бронзовых или игольчатых подшипников используются радиально-упорные радиальные подшипники, что снижает биение шпинделей до менее 0,0005 дюйма.
Возможности многошпиндельного винтового станка Davenport Machine включают:
- Формовка
- Обратная обработка
- Сверление
- Рассверливание
- Протяжка
- Поперечное фрезерование
- Плоское поколение
- Поперечное сверление (сверление нескольких отверстий в разных временных точках)
- Накатка резьбы
- Бритье
- Обжимка
- Штамповка
- Воронение
- Фрезерование шпоночного паза
- Прорези
- Резьбофрезерование
- Зубофрезерный станок
Многошпиндельные винтовые станки состоят из трех основных компонентов: многошпиндельной сверлильной головки, многошпиндельной насадки и одно- или многошпиндельного токарного станка.
Многошпиндельная сверлильная головка
Буровые головки многошпиндельных винтовых станков обычно содержат множество шпинделей, установленных на шарикоподшипниках и приводимых в движение шестернями. Расстояние между шпинделями буровой головки определяет выбор подшипника буровой головки.
Насадки для многошпиндельных сверлильных головок
Многошпиндельные винтовые станки включают в себя фиксированные и регулируемые сверлильные головки.
- Регулируемые сверлильные головки позволяют изменять межосевое расстояние сверлильного шпинделя в соответствии с конкретными требованиями.
- Фиксированные сверлильные головки имеют неизменное межосевое расстояние, что позволяет выполнять более точное сверление.
Многошпиндельный токарный станок
Токарный станок вращает обрабатываемый материал вокруг своей оси для облегчения выполнения операций, включая резку, деформацию и токарную обработку. Он работает, применяя инструменты к обрабатываемому материалу, когда токарный станок вращается.
Массовое производство предпочитает многошпиндельные станки, потому что они повышают производительность в четыре-шесть раз больше, чем одиночный токарный станок.
Многошпиндельный токарный станок
Токарные автоматы для многошпиндельных винтовых станков выполняют ряд операций, в том числе:
- Токарная обработка
- Снятие фаски
- Нарезание резьбы
- Канавка
- Отверстия
- Сверление
Эти процессы осуществляются путем перемещения обрабатываемой детали между шестью-восьмью позициями винтовой машины.
Многошпиндельные винтовые станкиDavenport Machine обеспечивают наиболее эффективный метод производства крупносерийных деталей. Наш выбор элитных винтовых станков включает Davenport HP, Model B и Chucker.
Давенпорт HP
Davenport HP производит как большие, так и малые партии мелких деталей. Мощный программируемый логический контроллер (ПЛК) Davenport HP сокращает время настройки и регулировки для повышения эффективности производства.