Модели токарно-винторезных станков
Конструктивно все токарные станки похожи друг на друга, несмотря на то, что их функциональность может и отличаться. В промышленности используется десяток разновидностей такого токарного оборудования, но при этом несколько выделяется среди них только токарно-винторезный станок, поскольку вариантов его оснастки производители предлагают существенно больше. Универсальность разных моделей токарно-винтовых станков обеспечивается за счет наличия на подвижной его части места, где могут размещаться сверла и другой инструмент, предназначенный для осуществления обработки внутренних частей детали.
Использовать токарно-винторезные станки можно для выполнения самых разных работ. С помощью такого оборудования можно обрабатывать заготовки как изнутри, так и снаружи. Расстояние между станиной и осью определяет размер возможных для обработки деталей. Массогабаритные показатели являются основным в определении точности станка. Вибраций во время работы будет тем меньше, чем больше вес оборудования. Длина салазок суппорта также имеет значение, нужно заранее продумать условия эксплуатации станка и действия, которые будут на нем выполняться, чтобы подобрать подходящий вариант оборудования. Станки такого типа могут резать любые металлы и их сплавы. Их можно использовать также для нарезания резьбы и других видов обработки отверстий. Зенкера позволяют создавать резьбу на внутренних поверхностях заготовки, плашки – на наружных.
Максимально точную обработку деталей обеспечивают специализированные модели токарно-винторезные станки, в которых направляющие каретки суппорта имеют большую длину. В таких станках шпиндели и коробка скоростей разделяются друг от друга. Токарно-винторезные станки без блока ЧПУ применяются в основном в штучном производстве, когда требуется доработать или отремонтировать какие-либо детали, сделать единичные экземпляры. Серийное производство подразумевает использование станков с числовым программным обеспечением.
30.01.16
Назад в раздел
Токарные станки с чпу модели и типы
Существуют токарные станки с чпу модели которых, классифицируются следующим образом: токарно винторезный станок с чпу, токарно карусельный станок с чпу, токарно револьверный станок чпу и токарно расточной станок чпу. Вообще, токарные станки с чпу модели и типы которых отличаются, на сегодняшний день занимают доминирующую часть среди металлообрабатывающего оборудования. При помощи таких станков обрабатываются детали цилиндрической формы, а также формы конического вида. Главным свойством токарного станка, определяющим скорость резания, является вращение шпинделя и при этом режущий инструмент передвигается совместно с салазками суппорта при помощи ходового винта. Применение на токарных станках устройств специального назначения существенно увеличивает технологические возможности станка, для проведения следующих видов работ: шлифование, фрезерование, сверление отверстий и дополнительных типов обработки металла.
Токарно карусельные станки имеют характеристики которые позволяют использовать их для выполнения обработки деталей с большой массой и диаметром, но относительно небольшой высоты. При помощи инструмента обрабатывают внутреннюю и наружную поверхности. Помимо обработки, токарно карусельный станок может производить долбление, шлифование и фрезеровку. Подобный станок можно увидеть только на больших заводах и компаниях, основное направление деятельности которх обработкой металла. Пдобные станки бывают двухстоечными и одностоечными. Технические характеристики станков тоже зависят от модели и производителя.
Токарно расточной станок в отличии от токарно винторезного станка где крутится шпиндель с заготовкой, у расточных станков заготовка закрепляется на станине, а в шпиндель устанавливается режущий инструмент. Используются для обработки крупногабаритных деталей в массовом и мелкосерийном производстве.
Токарно винторезный станок составляют доминирующую долю всего металлообрабатывающего оборудования. Основное назначение токарно винторезного станка – для обработки заготовок цилиндрической формы, изготовленных из стали и других материалов, снимая лишний слой токарным инструментом. При этом деталь устанавливается в трехкулачковый патрон. В основном, такое оборудование применяется на больших и малых предприятиях, связанных с промышленностью. Винторезный станок, помимо обычной обработки заготовок цилиндрической формы, выполняет нарезку резьбы, левой и правой: модульная резьба, дюймовая резьба, метрическая резьба. Характеристики винторезного станка зависят от комплектации и модели станка.
Работа токарно револьверного станка похожа на работу токарно винторезного станка, он может выполнять ту же самую работу с одним отличием, если в токарно винторезном станке устанавливается 4 резца на держателе резцов, то в токарно-револьверном 16 резцов, так как держатель резцов имеет форму револьвера. Также, станки могут отличаться по модулю и модификациям. В итоге, существующие токарные станки с чпу, модели и типы которых предназначены для разных видов обработки, позволят быстро и с наименьшими усилиями изготавливать нужную деталь и нужную форму.
:: Теоретические положения :: Токарная обработка заготовок :: Токарно-винторезный станок модели 1К62
Механизм главного движенияДвижение на коробку скоростей передается от электродвигателя мощностью 10 кВт с частотой вращения 1450 об/мин (через клиноременную передачу со шкивами 142 и 254 мм). На валу I коробки скоростей свободно сидит двойной блок зубчатых колес 56-51 и зубчатое колесо 50, которые могут поочередно соединяться с валом I при помощи муфты MI.
Для передачи шпинделю прямого вращения с валом I соединяется блок 56-51, при этом вал II получает две частоты вращения через зубчатые колеса 51-39 или 56-34. На валу III находится подвижной блок из трех зубчатых колес, при помощи которого валу III передается шесть частот вращения через зубчатые колеса 29-47, 21-55, 38-38. На валу IУ находятся два подвижных блока зубчатых колес 88-45 и 22-45, связанные одним рычагом. Число зубьев колес этих блоков таково, что они передают от вала III к валу У не 24 частоты вращения, а 18, так как из четырех передаточных отношений от III до У вала два передаточных отношения имеют одинаковые значения.
На валу III находится подвижной блок из трех зубчатых колес, при помощи которого валу III передается шесть частот вращения через зубчатые колеса 29-47, 21-55, 38-38. На валу IУ находятся два подвижных блока зубчатых колес 88-45 и 22-45, связанные одним рычагом. Число зубьев колес этих блоков таково, что они передают от вала III к валу У не 24 частоты вращения, а 18, так как из четырех передаточных отношений от III до У вала два передаточных отношения имеют одинаковые значения.
С вала У через зубчатые колеса 27-54 получает вращение шпиндель, при этом зубчатый скользящий блок 43-54 передвигается в правое положение. Так, осуществляется замедленное вращение шпинделя.
Непосредственно от вала III шпинделю передается (через зубчатые колеса 65-43) еще шесть частот вращения, из которых одна частота повторяется с ранее имевшейся. Таким образом, шпиндель УI может получить 23 различных частоты вращения.
Для передачи шпинделю обратного вращения с валом I соединяется (через муфту MI) зубчатое колесо 50 и движение на вал II передается через колеса 50-38. С вала II движение шпинделю будет передаваться по тем же направлениям, что и при прямом вращении; в этом случае шпиндель получит 12 различных частот вращения.
Максимальную частоту вращения шпинделя можно определить по следующему уравнению:
об/мин.
Механизм подач
Вал IX коробки подач получает вращение от шпинделя через зубчатые колеса 60-60, реверсивный механизм (зубчатые колеса 42-42 или 35-28-35) и сменные колеса гитары 42-96-50.
Блоки зубчатых колес гитары 64-42 и 97-50 могут быть установлены двояко:
1. Движение передается через зубчатые колеса 42-50, что соответствует настройке станка для нарезания метрических и дюймовых резьб.
2. Движение передается через зубчатые колеса 64-95-97, что соответствует настройке станка для нарезания модульных и питчевых резьб.
Коробка подач передает движение ходовому валику ХУI и ходовому винту ХУ, которые через механизмы фартука осуществляют перемещение суппорта.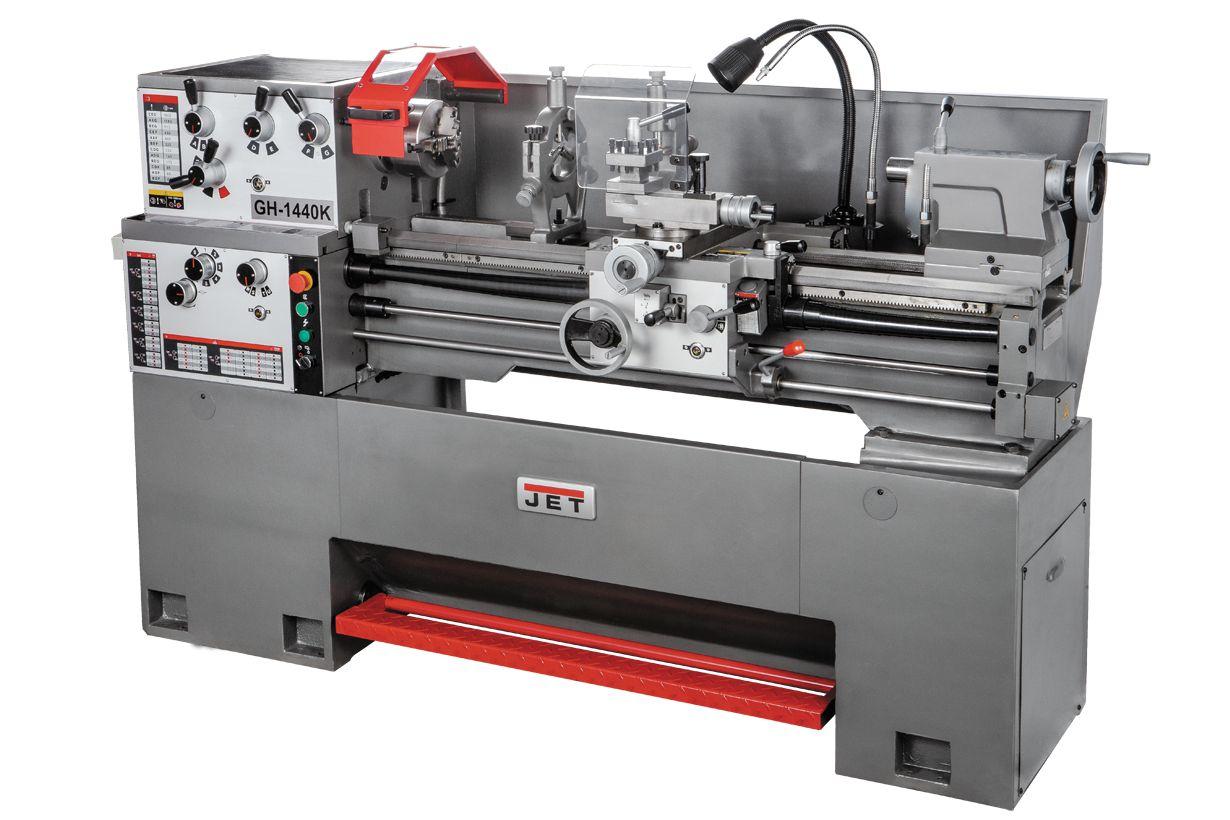
В фартуке находится блокировочный механизм, который предусматривает включение только ходового валика или только ходового винта. При сверлильных работах задняя бабка соединяется специальным замком с суппортом и получает таким образом механическую подачу.
Суппорт имеет быстрое (холостое) движение, которое передается от отдельного электродвигателя через ременную передачу, ходовой вал и далее через механизм фартука. Наличие в коробке подач специальной муфты обгона МО позволяет сообщить суппорту быстрые перемещения без выключения рабочей подачи.
Механизм фартука
Преобразование вращательного движения в поступательное происходит или в паре винт-гайка или в реечном зацеплении.
При вращении ходового винта ХУ и включении разъемной гайки происходит перемещение суппорта при нарезании резьб. Использование винта для других работ на токарном станке нецелесообразно, так как приводит к быстрому износу винта и гайки, потере точности. Движение от валика ХУI передается обычно через шестерню 27, сидящую на скользящей шпонке (чтобы иметь возможность перемещаться вместе с суппортом вдоль вала), по цепи 27-20-28 на предохранительную муфту МП, через червячную пару с передаточным отношением , на шестерню 40 и далее через одну из муфт поперечной подачи (M5 или M6) или через муфты продольной подачи (M7 или M8).
Для осуществления механической поперечной подачи включают M6. Тогда включается цепь 40-37-40-61-20. Для изменения направления поперечной подачи включают M5, и тогда движение на шестерню 37 передается через паразитную шестерню 45 по цепи 40-45-37-40-61-20. При механической продольной подаче включают муфту M8 (40-37-14-66-10) или муфту M7, (40-45-37-14-66-10). Тогда движение суппорта обеспечивается качением реечной шестерни 10 по рейке, прикрепленной к станине станка. Блокировка препятствует одновременному включению подачи от винта и от вала или поперечной и продольной подачи одновременно.
При сверлильных работах задняя бабка соединяется специальным замком с суппортом и получает таким образом механическую подачу.
Токарно винторезный станок – устройство популярных моделей
СодержаниеТокарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.
Токарно-винторезный станок
В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
Назначение, особенности конструкции
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Читайте также: обзор видов резьбонарезных станков для нарезки резьбы.
Данное оборудование имеет сравнительно большие размеры и вес, поэтому в частных мастерских оно встречается достаточно редко (за исключением станций СТО, где станки используются для обточки автомобильных деталей). Основными сферами эксплуатации таких механизмов является мелкосерийное и единичное производство, однако токарно-винторезный станок с ЧПУ нередко используется в условиях массового производства.
Основные узлы станка
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
- станина;
- передняя и задняя бабка;
- шпиндель;
- суппорт;
- коробка подач.
Рассмотрим устройство токарно-винторезного станка более детально.
Читайте также: устройство и технические характеристики школьного токарного станка.
к меню ↑
Станина
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.
Устройство станины
Передняя бабка фиксируется на левом конце станины, на правом — задняя, положение которой можно регулировать перемещая ее вдоль станины. По наружным направляющим конструкции перемещается каретка. Параллельность направляющих непосредственно влияет на точность обработки деталей.
к меню ↑
Передняя и задняя бабка
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром. Последним вариантом комплектуются современные станки для скоростного нарезания, тогда как агрегаты для тяжелых работ оснащаются стандартными бабками.
Схема задней бабки
Корпус бабок обеих типов располагается на опорной плите, смонтированной на станине. В переднем конце бабки находится пиноль с посадочным гнездом для установки центра либо рабочего инструмента. Корпус бабки можно регулировать в поперечной плоскости, что позволяет обрабатывать пологие конуса.
к меню ↑
Шпиндель
Наиболее важным рабочим узлом любого токарно-винторезного оборудование является шпиндель. Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
Устройство шпинделя
Шпиндель в стандартных станках смонтирован на подшипники скольжения, однако в высокоскоростном оборудовании применяются более жесткие подшипники качения. Крайне важным условием правильной работы станка является отсутствие люфта при вращении шпинделя, поскольку при его наличии колебания будут передаваться на деталь, что снизить точность ее обработки. Именно от качества и надежности используемых подшипников зависит эксплуатационная выносливость данного узла.
к меню ↑
Коробка подач
Коробка подач, сообщающая вращение от шпинделя к суппорту, имеет следующие основные узлы:
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
- гитара;
- ходовой винт;
- ходовой вал;
- трензель;
- гитара.
Устройство коробки подач
Назначение трензеля — регулировка направления подачи, гитары — получение требуемой частоты хода. В фартуке располагаются механизмы, которые преобразуют вращение ходового вала в поступательное перемещение рабочего инструмента. Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
к меню ↑
Суппорт
Назначение суппорта — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях. Суппорт является одним из наиболее габаритных узлов станка, он состоит из нижней плиты, на которой установлены продольные салазки (каретка). Сверху салазок смонтированы поперечные направляющие, на них располагается поворотная часть суппорта.
Универсальный токарно-винторезный станок в процессе эксплуатации теряет точность регулировки суппорта, причиной этого является появления зазора на боковых поверхностях направляющих суппорта. Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.
Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.
Устройство суппорта
Тип устанавливаемого на суппорт резцедержателя непосредственно зависит от класса токарного станка. В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
к меню ↑
Обзор конструкции токарно-винторезных станков (видео)
к меню ↑
Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.
16К40
Читайте также: токарные станки серии ДИП — назначение и сфера применения.
16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.


Кинематическая схема 16К40
Эл схема 16К40
Паспорт 16К40
Смотрите также: станок 16К20 Электрическая схема Кинематическая схема Паспорт
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
| Модель | Диаметр обработки (мм) | Длина деталей (мм) | Масса деталей (тонн) | Обороты шпинделя (об/мин) | Мощность привода (Вт) | Вес станка (тонн) |
| Токарно винторезный станок 163 Кинемат схема Эл схема Паспорт | 630 | 1400 | 2 | 10-1250 | 13000 | 3,8 |
| Токарно винторезный станок 16В20 | 445 | 1500 | 1,6 | 10-1400 | 7500 | 2.45 |
| Токарно винторезный станок 1И611П | 250 | 500 | 0,5 | 20-2000 | 3000 | 1.12 |
| Токарно винторезный станок б16Д25 | 500 | 1000 | 1.5 | 125-2000 | 10000 | 2,3 |
| Токарно винторезный станок 1В625м | 500 | 1900 | 1,8 | 10-1400 | 7500 | 2.43 |
| Токарно винторезный станок 16Р25П | 400 | 2000 | 1,3 | 16-2000 | 11000 | 3 |
| Токарно винторезный станок МК6056 | 500 | 2000 | 1,3 | 16-2000 | 11000 | 3,1 |
BD-9G
Широко востребованным является настольный токарно-винторезный станок для индивидуальной эксплуатации, такие модели представлены в ассортименте как отечественных, так и зарубежных производителей. Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
Токарно-винторезный станок – устройство и характеристики
Токарно-винторезный станок (ТВС) до того, как стать тем, чем он является в наши дни, прошел долгий путь эволюции. С каждым этапом развития данный вид техники изменялся в размерах, росла мощность агрегатов, расширялись функциональные возможности, улучшались параметры точности, эргономичности и масса других показателей.
Что интересно, принцип работы данной техники с момента ее изобретения фактически не поменялся. Устройство токарно-винторезного станка неизменно в глобальном смысле слова, равно как и его фундаментальные узлы. Сохранились и базисные принципы работы на этой технике.
Рассмотрим подробнее, что собой представляет это оборудование, без которого невозможно представить не то что отдельные промышленные структуры, а и целые отрасли экономики.
Суть работы ТВС достаточно проста и логична. Зафиксированная деталь совершает вращение по продольной оси. Этот процесс носит название главного движения. В свою очередь инструмент подводится к детали и совершает поперечный и поступательный ход. Подобные манипуляции позволяют удалять часть заготовки в нужных местах для получения готовой детали.
Главной отличительной особенностью токарно-винторезного станка от обычного токарного агрегата считается то, что его конструкцией предусмотрено наличие особого ходового винта, который дает возможность очень точно создавать новую резьбу с внешней стороны заготовки.
Ключевые узлы агрегата
Токарно-винторезные станки состоят из нескольких крупных узлов. Станина является фундаментальной деталью станка, где фиксируются все остальные его составные части. Станина изготавливается из очень прочного чугуна. Тяжелое основание с несколькими направляющими, расположенными вверху, – конструкция, хорошо зарекомендовавшая себя еще много лет назад. Именно поэтому производители токарно-винторезных агрегатов не изменяют этому проверенному временем формату. По направляющим осуществляется перемещение задней бабки и суппорта.
Станина является фундаментальной деталью станка, где фиксируются все остальные его составные части. Станина изготавливается из очень прочного чугуна. Тяжелое основание с несколькими направляющими, расположенными вверху, – конструкция, хорошо зарекомендовавшая себя еще много лет назад. Именно поэтому производители токарно-винторезных агрегатов не изменяют этому проверенному временем формату. По направляющим осуществляется перемещение задней бабки и суппорта.
Еще один важный узел в конструкции – передняя бабка, где располагается шпиндель, оснащенный патроном для фиксации обрабатываемой детали. Также на передней бабке предусмотрена коробка передач, сообщающая вращение от электрического двигателя шпинделю.
Суппорт – это важный элемент для подачи режущего инструмента. Конструкция включает специальную каретку, резцедержатель и фартук. Резцедержатель нужен для фиксации инструмента. Каретка перемещает инструмент по направляющим.
Конструкция фартука включает механизмы контроля суппорта и специальные салазки, которые перемещаются непосредственно по фартуку в продольном и поперечном направлениях. Привод на фартук сообщает коробка подач. Встроенная в коробку гитара дает возможность настроить шаг резьбы. Задняя бабка выполняет функцию держателя детали нестандартных размеров. Кроме того, на ней располагается инструмент, будь то сверла, развертки или зенкеры.
Нужно отметить, что данная конструкция токарно-винторезного станка считается стандартной комплектацией этого типа оборудования. Это не исключает наличия опциональных узлов. В последние годы многие производители оснащают технику копирующими механизмами и особыми насадками для фрезеровки, что заметно расширяет функционал традиционного агрегата.
Более того, серьезную конкуренцию стандартным моделям составляют токарно-винторезные станки с ЧПУ. К слову, последние отличаются повышенной производительностью, точностью и удобством в эксплуатации.
В зависимости от устройства токарно-винторезного станка есть возможность классифицировать это оборудование по ряду признаков. Это может быть степень автоматизации процессов обработки заготовки, конструктивные особенности агрегата и целевое назначение конкретной модели.
Это может быть степень автоматизации процессов обработки заготовки, конструктивные особенности агрегата и целевое назначение конкретной модели.
Сегодня грубым разделением данной техники может служить классификация ее на автоматическую и полуавтоматическую. Также токарно-винторезные станки бывают горизонтального и вертикального типа. Это зависит от того, где располагается шпиндель. Агрегаты вертикального типа используются в том случае, когда есть необходимость обрабатывать короткие детали большого веса.
Один из важнейших параметров, на который нужно обращать внимание мастеру при выборе станка – это уровень нагрузки на подвижные элементы конструкции. Чем слабее каждая отдельная деталь станка, там выше вероятность того, что техника будет часто выходить из строя и простаивать. Это особенно актуально для тех, кто использует не новую технику.
Даже спустя годы активной эксплуатации жесткость станины должна оставаться на первоначальном уровне, а каждый узел должен выполнять свою функцию безукоризненно. Только в этом случае можно говорить о высокой производительности агрегата на пределе своих возможностей.
В наши дни токарно-винторезные станки порадуют высокой точностью, несравнимой с агрегатами, выпущенными в середине прошлого века. Инструменты, которыми комплектуется эта техника, производятся из высококачественных твердых сплавов отменной прочности. Практически все современные станки являют собой эталон точности и производительности. Все это ещё раз подтверждает то, что, хотя данная техника внешне изменилась не так уж существенно, ее эксплуатационные характеристики прогрессируют с каждым годом.
Выводы
Токарно-винторезные станки – оборудование, пользующееся стабильным спросом в России. Сегодня мастеру доступен огромный выбор новых и б/у агрегатов. Отечественные производители подобной техники в полной мере удовлетворяют потребности в ней. При этом у них есть и серьезные конкуренты, особенно среди азиатских и европейских брендов.
Как бы то ни было, у российских компаний-производителей есть все для создания высококачественного конкурентоспособного оборудования. Доступные цены, высокое качество комплектующих и эффективные инженерные наработки делают эту технику очень востребованной на постсоветском пространстве.
Рекомендуем почитать
История
В 1876 году в Самаре, на пустыре против городского парка, был открыт механический чугунно-медно-литейный завод, основанный заезжим механиком Г. Бенке. Завод брал на себя: “… устройство новых, а также ремонт старых пароходов, крупчатых мельниц, маслобоен, паровых машин от 3 до 50 сил, земледельческих орудий, а также всякое чугунное и медное литье”.
В декабре 1923 года ряд ремонтных и механических мастерских Самары вошел в состав завода, и он стал именоваться механическим.
В конце января 1926 года на заводе впервые началось производство металлорежущих станков. Первенцем был токарно-винторезный станок модели ТВ-155.
1934 год. На заводе создан оригинальный токарно-винторезный станок модели СП-162. Число скоростей – 8, число оборотов шпинделя в минуту – от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
1937 год. Завод окончательно перешел на выпуск станков и по решению Правительственной комиссии официально введен в число действующих станкостроительных предприятий. В том же году завод вышел победителем всесоюзного соревнования по отрасли.
В первые же месяцы Великой Отечественной войны завод освоил выпуск модификации станка СП-162ВУ для нужд фронта.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В октябре 1943 года Указом Президиума Верховного Совета СССР Средневолжский станкостроительный завод награжден
орденом Трудового Красного знамени.
В 1948 году была завершена организация поточного производства станка 1615. Для производства каждой из 18 подгрупп деталей (всего 428) была создана поточная линия. Так было положено начало поточному производству станков на заводе.
1949 год. Начат серийный выпуск токарно-винторезного станка 1616. Количество скоростей – 12, число оборотов в минуту – до 1980,
мощность двигателя – 4,5 квт.
С 1958 года ведется серийный выпуск гаммы шлицефрезерных полуавтоматов моделей 5350, 5350А, 5350Б, 5350В.
1957 год. Начат серийный выпуск токарно-винторезного станка модели 1А616. Выпущена самая крупная по сравнению с другими серия этих станков.
В 1958 году завод изготовил наибольшее число опытных образцов новых моделей станков – 13.
В 1960 году на заводе был освоен выпуск первого в стране токарно-винторезного станка особо высокой точности модели 1В616. Этому станку одному из первых в стране присвоен государственный Знак качества. Это было первое изделие в Куйбышевской области, удостоенное такой высокой оценки.
В октябре 1964 года на заводе был изготовлен 100-тысячный станок. Им оказался токарно-винторезный станок модели 1А616. Он установлен в инструментальном цехе завода.
Средневолжский станкостроительный завод – постоянный участник Выставки достижений народного хозяйства СССР. За создание высокопроизводительных станков, отвечающих современным требованиям науки и техники, завод десять раз награждался почетными дипломами, а многие его работники – золотыми, серебряными и бронзовыми медалями ВДНХ.
В 1951 году завод впервые начал выпускать станки для экспорта. В 1956 году было отправлено в различные зарубежные страны 439 станков. А в 1969 году число станков на экспорт удвоилось.
В 1956 году было отправлено в различные зарубежные страны 439 станков. А в 1969 году число станков на экспорт удвоилось.
В 1969 году на заводе впервые начат серийный выпуск токарного станка с числовым программным управлением модели 1А616Ф3, предназначенного для токарной обработки всевозможных тел вращения по замкнутому автоматическому циклу.
С 1970 года серийно выпускается токарно-винторезный станок особо высокой точности модели 16Б16А, предназначенный для финишных операций токарной обработки.
В 1973 году одновременно начат серийный выпуск токарного станка с числовым программным управлением модели 16Б16Ф3 и токарного патронного полуавтомата с числовым программным управлением модели 1П717Ф3.
1976 год. За большой вклад в создание нового высокоэффективного оборудования, за достигнутые трудовые успехи в выполнении плановых заданий и социалистических обязательств и в связи со 100-летием завод награжден орденом Октябрьской Революции.
В настоящее время Средневолжский станкозавод является единственным в России производителем токарных станков прецизионных классов точности. Станки различных моделей и модификаций выпускаются под торговой маркой Samat. Завод обладает всеми необходимыми технологическими компетенциями, продолжает развивать свою производственную базу и выпускаемую продукцию.
Производители Винторезного станка из России
Продукция крупнейших заводов по изготовлению Винторезного станка: сравнение цены, предпочтительных стран экспорта.
- где производят Винторезный станок
- ⚓ Доставка в порт (CIF/FOB)
Страны куда осуществлялись поставки из России
- 🇩🇪 ГЕРМАНИЯ (111)
- 🇨🇦 КАНАДА (102)
- 🇰🇿 КАЗАХСТАН (90)
- 🇺🇦 УКРАИНА (65)
- 🇺🇸 СОЕДИНЕННЫЕ ШТАТЫ (61)
- 🇳🇴 НОРВЕГИЯ (46)
- 🇮🇹 ИТАЛИЯ (45)
- 🇫🇷 ФРАНЦИЯ (43)
- 🇬🇧 СОЕДИНЕННОЕ КОРОЛЕВСТВО (32)
- 🇺🇿 УЗБЕКИСТАН (23)
- 🇦🇺 АВСТРАЛИЯ (22)
- 🇨🇳 КИТАЙ (22)
- 🇫🇮 ФИНЛЯНДИЯ (19)
- 🇮🇷 ИРАН, ИСЛАМСКАЯ РЕСПУБЛИКА (18)
- 🇳🇱 НИДЕРЛАНДЫ (16)
Выбрать Винторезный станок: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний.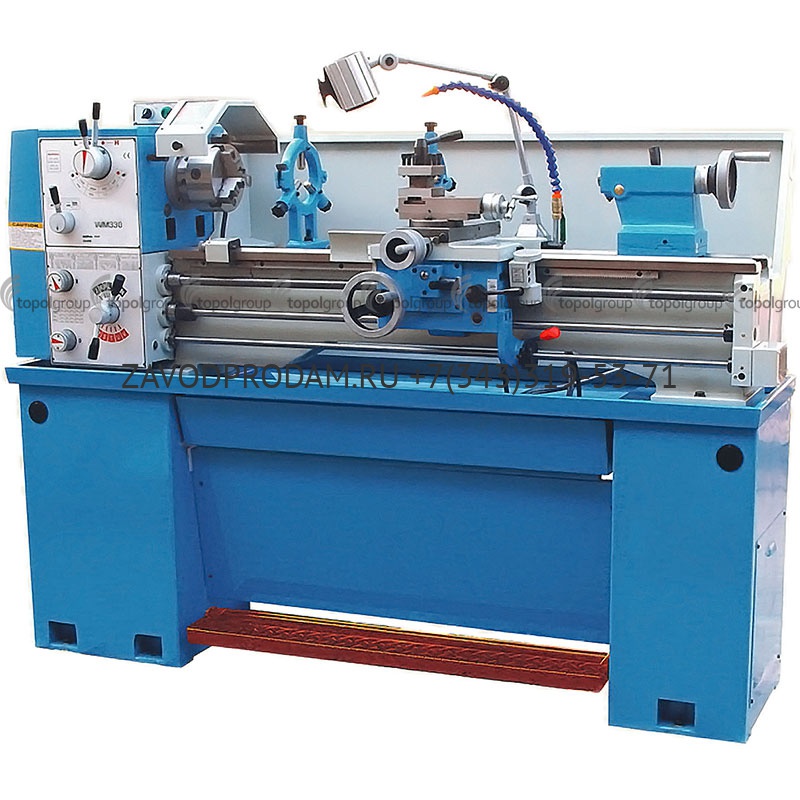 Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Винторезный станок.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
Винторезный станок.
🔥 Внимание: на сайте находятся все крупнейшие производители Винторезного станка
Поставки Винторезный станок оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы – кто можете изготовить Винторезный станок
станки токарные
Изготовитель Валы
Поставщики –
Крупнейшие производители Винты
Экспортеры приспособления для крепления обрабатываемых деталей для токарных станков
Компании производители части и принадлежности к станкам товарной позиций
Насосы объемные роторные
Электромагнитные сцепления
Таблички с указателями
резисторы переменные проволочные
Подшипники с цилиндрическими роликами
Центральные смазывающие системы
Подшипники роликовые конические
станки токарные металлорежущие горизонтальные
АлексейПродажа товара: Азия, ЕС, Африка, Америка СНГ
Экспорт за рубеж, подбор надежных поставщиков
Почта: [email protected] WhatsApp
эксперт по ВЭД
Таможенное оформление, сертификация продукции
Почта: [email protected]
Доставка Винторезного станка за границу
Часть портов, куда наиболее часто осуществляется импорт Винторезного станка из России. Вы можете получить цену FOB/CIF в портах ниже. Или прислать наиболее подходящий порт для Вас. Продажа будет осуществляться напрямую между заводом изготовителем и покупателем
- La Pallice (France)
- Becancour (Canada)
- Izmail (Ukraine)
- Bautino (Kazakhstan)
- Moss (Norway)
- Workum (Netherlands)
- Dalsbruk (Finland)
- Guanghai (China)
- Berndshof (Germany)
Заполнить контактные данные
Отправить
страница не найдена.
 Библиотека изображений “Наука и общество”
Библиотека изображений “Наука и общество”- регистр
- войти
Все PhotographersAEA технологии LtdAngela BaileyAnnette KennyBabak Амин TafreshiBletchley Парк TrustBoard попечителей Королевского ботанического GBrian BousfieldBritish AerospaceBritish Почтовый музей и ArchiveBritish Транспорт Фильмы StillsCERNCharlie StewartChris MontgomeryClifford Роу CollectionColin FrewinColin GiffordDaily Herald / TACDaily Herald ArchiveElisa VendraminEmily ChurchillErik SimonsenEsther Bubley CollectionEuropean Space AgencyFlorilegiusGetty ImagesGlenn HillGNS ScienceHealth AgencyHoward развития и Джейн Рахит CollectionHugh GledhillHunterian CollectionIan Аллен ArchiveIan BeesleyIllustrated Лондон NewsInterfotoITR TassJamie CooperJean FishJerry RendellJohn DrysdaleJohn EverestKaren NeillKarl BartleyKevin JohnsonKevin ParrishKodak CollectionL R WilsonLewis Morley ArchiveLibrary Из CongressLucy WaittMaggie HarteManchester Аэропорт ArchivesManchester Ежедневно ExpressMaurice Брумфилд с / о Lafayette FilmMercury PressMette PerregaardMichael MartinMichael RhodesMilk Ма Совет по маркетингу Ltd. Гэвин e Благотворительность Часовщика / Кларисса Брюс The Cuneo EstateНациональные архивыТони Рэй-ДжонсТони СпенсерTop Gear MagazineUniversal Images Group LtdUniversal Images Group LtdВальтер НюрнбергФотографии со всего мираZoltan Glass
- в пределах результатов
результатов / страница: 481216202432406080120160200
- ориентация: горизонтальный вертикальный квадрат
- оттенок: цвет ч / б
Последние 20 поисков…
Универсальная нарезка резьбы на мини-токарном станке
Рано или поздно всем моделистам придется нарезать резьбу на токарном станке. Либо резьба слишком велика для метчика или штампа, ее размер неудобен, либо требуется степень точности, которая не может быть достигнута другими методами в домашней мастерской.
На токарных станках нарезание винтов обычно достигается за счет зацепления оправки с ходовым винтом. Если зацепление 1: 1, нарезка резьбы будет такого же шага, что и ходовой винт (хотя и не обязательно такой же формы или диаметра).Изменяя передаточное число шестерен с помощью коробки передач или набора шестерен, можно легко и точно нарезать винты с различным шагом. Этот метод производства шнеков был изобретен Генри Модсли около 200 лет назад. После стандартизации винтовой резьбы сэром Джозефом Уитвортом эта техника нарезания винтов сыграла решающую роль в появлении массового производства в девятнадцатом веке.
Если зацепление 1: 1, нарезка резьбы будет такого же шага, что и ходовой винт (хотя и не обязательно такой же формы или диаметра).Изменяя передаточное число шестерен с помощью коробки передач или набора шестерен, можно легко и точно нарезать винты с различным шагом. Этот метод производства шнеков был изобретен Генри Модсли около 200 лет назад. После стандартизации винтовой резьбы сэром Джозефом Уитвортом эта техника нарезания винтов сыграла решающую роль в появлении массового производства в девятнадцатом веке.
Если нам нужно создать потоки, которые будут сцепляться только с другими, которые мы сделали, стандартизация не является проблемой, и мы можем использовать любой удобный шаг для текущей работы.Однако во многих случаях мы захотим использовать купленные фиксаторы или сопрягаемые детали с резьбой, нарезанной с использованием стандартных метчиков или штампов. В этом случае нам нужно нарезать резьбу до стандартных размеров.
«Мини-токарные станки», доступные из нескольких источников в Великобритании, обычно доступны в версиях «метрических» или «имперских» с ходовыми винтами. Поставляемые сменные колеса позволяют нарезать большую часть обычно встречающейся резьбы метрической серии с помощью ходового винта с шагом 2 мм. Точно так же британские размеры легко режутся с помощью ходового винта 16tpi.В каждом случае различные размеры являются простыми соотношениями с ходовым винтом, а необходимые сменные колеса указаны в таблицах на станке и в руководстве.
Что, если мы хотим нарезать метрическую резьбу на британском станке или наоборот? Можно заменить ходовой винт, но это требует времени, так как фартук необходимо снять, а также заменить и отрегулировать зажимные гайки. Есть способ попроще?
Один дюйм равен ровно 25,4 миллиметра – хотя в недалеком прошлом преобразование было не таким аккуратным! Если мы добавим в нашу установку сменное колесо с 254 зубьями, то теперь мы сможем точно переключаться между двумя системами.Но есть проблема: 1-модульная шестерня с 254 зубьями имеет диаметр 254 мм! Можно использовать 127 зубчатую шестерню, так как она составляет ровно половину от 254, но все равно будет около 5 дюймов в поперечнике. Вы можете приспособить такую шестерню, сделав новое монтажное банджо, но вам также может потребоваться добавить дополнительные промежуточные шестерни. Вся установка была бы довольно неуклюжей.
Вы можете приспособить такую шестерню, сделав новое монтажное банджо, но вам также может потребоваться добавить дополнительные промежуточные шестерни. Вся установка была бы довольно неуклюжей.
Ответ – шестерня с 63 зубьями. Может показаться, что 63 «достаточно близко» к половине из 127 для выполнения работы, но это не так – это приведет к ошибкам около 2%, приемлемым для некоторых целей, но не для многих других.Зубчатая передача с 63 зубьями возникла в результате еще одной случайной математики.
с шагом 1 мм составляет 25,4 резьбы на дюйм. Чтобы резать 25,4 т / д на ходовом винте 16 т / д, нам нужно соотношение 16: 25,4, получается 0,62992: 1, или почти точно 63: 100. Если мы введем передаточное число 63: 100 в нашу зубчатую передачу, то ходовой винт 16 tpi нарежет резьбу с шагом 1 мм – фактически шаг 1,00125 мм – в пределах допуска любого другого аспекта процесса. Чтобы преобразовать это в стандартные сменные колеса, мы можем использовать:
63/100 = 63/50 * 1/2 = 63/50 x 30/60
Это означает шестерню с 63 зубьями на неподвижном штифте, приводящую в движение 50 зубьев, соединенных с 30 зубцами на промежуточной паре, и, наконец, 60 зубьев на самом ходовом винте.
И наоборот, соотношение 100: 63 позволяет ходовому винту с метрической резьбой 1 мм нарезать резьбу 16 т / дюйм с той же точностью. Фактически, стандартный метрический ходовой винт для мини-токарных станков имеет шаг 1,5 мм, поэтому соотношение 100: 63 будет вырезать 16 x 1,5 = 24 tpi, но это решается путем установки соотношений 2/3 и 100: 63 дюйма. серии. Чтобы получить стандартные сменные колеса:
100/63 x 2/3 = 50/63 x 4/3 = 50/63 x 4/3 = 50/63 x 40/30
Для ясности, это шестерня с 50 зубьями на фиксированной шпильке, приводящая в движение 63 зубьев, соединенных с 40 зубцами на промежуточной паре, и, наконец, 30 зубьев на самом ходовом винте.
Из этих основных соотношений можно вывести соотношение для любой другой метрической или британской резьбы. Благодаря колесу с 63 зубьями и правильным передаточным числам можно нарезать практически любую стандартную метрическую или британскую резьбу.
Благодаря колесу с 63 зубьями и правильным передаточным числам можно нарезать практически любую стандартную метрическую или британскую резьбу.
С помощью электронной таблицы я составил таблицы, в которых показаны рекомендуемые комбинации сменных колес для трех общих семейств резьбы как для метрических, так и для дюймовых ходовых винтов. Ради собственного здравомыслия я исключил многие «круглые» питчи, которые достижимы, но вместо этого сосредоточился на «стандартных» нитях.В таблицах используются только сменные колеса, поставляемые с токарным станком, и шестерня с 63 зубьями. Владельцы метрических токарных станков могут обнаружить, что у них нет такого большого выбора шестерен, что ограничивает диапазон резьбы, которую можно нарезать. Можно приобрести шестерни в качестве запасных частей или даже приобрести полный «имперский» набор металлических шестерен.
Столы для смены колес для мини-токарных станков
Из-за ограничений в доступных переключателях не все преобразования могут быть абсолютно точными, особенно для серии BA.Также есть несколько проблем с “нечетными” британскими размерами и наименьшей метрической резьбой. Тем не менее, в худшем случае указанные соотношения должны позволять вам нарезать резьбу, которая будет сопрягаться со стандартной резьбой. В некоторых случаях лучшие результаты могут быть достигнуты за счет удвоения передач, не дублированных в стандартном наборе передач.
Метрические таблицы охватывают все предпочтительные значения с шагом от 0,2 до 6 мм. 63-зубчатая шестерня позволяет имперскому станку производить любую резьбу с погрешностью не более 0.8%. Таблица в английских единицах измерения охватывает все стандартные шаги BSW, BSF, BSP, UNF, UNC и Model Engineer. С шестерней с 63 зубьями метрический станок может производить всю эту резьбу с точностью до 4TPI с погрешностью менее 0,1% и до 2,5TPI с погрешностью менее 1%. Зубчатая передача с 63 зубьями позволяет достичь на имперской машине показателя в 3,25 TPI. Зубчатая передача с 63 зубьями также позволяет станкам как с метрической, так и с дюймовой шкалой производить всю резьбу Британской ассоциации от 0BA до 16BA с точностью до 1%.
Не пытайтесь нарезать резьбу более крупной, чем примерно 8 tpi, – нагрузка на шестерни с таким сильно завинченным ходовым винтом может привести к катастрофе.Такая резьба может быть получена путем нарезания резьбы, заворачивания оправки поворотом ходового винта. Однако вам нужно будет произвести простую модификацию установки рукоятки ходового винта.
Все, что вам сейчас нужно, это сменное колесо с 63 зубьями, 1 модуль, угол наклона 20º, толщина 5/16 дюйма и расточка 12 мм со шпоночным пазом 1/8 дюйма. Я объясню, как можно сделать такую шестеренку. Если вы предпочитаете купить подходящую шестерню, 63 зуба не являются стандартным производственным номером, обычно они дороги и также должны быть адаптированы для токарного станка.К счастью, Arc Euro Trade планирует иметь партию подходящих зубчатых колес, готовых к установке на мини-токарные станки.
Я сделал свое снаряжение за несколько часов, но у меня было преимущество в виде фрезерного станка и поворотного стола. Можно изготавливать шестерню только на токарном мини-станке, но в этом случае вам понадобится приспособление для деления поперечных салазок и немного изобретательности.
Поставляемые шестерни переключения сделаны из пластмассы (нейлон или ацеталь), за исключением шестерен с 20 зубьями, которые являются стальными. Я решил сделать шестерню из алюминиевого сплава отчасти потому, что у меня был материал подходящего размера, но также потому, что он был совместим со всеми существующими шестернями.Большинство алюминиевых сплавов также являются легкими в обработке материалами, что является преимуществом при использовании одноточечного фрезерного станка. Я вставляю бланк толщиной 8 мм и вставляю его в четырехкулачковый патрон, просверливаю точное 12-миллиметровое отверстие посередине и слегка облегчил поверхность для внешнего вида. Затем я установил заготовку на оправку. Он был получен из короткого отрезка шестигранного стержня, удерживаемого в трехкулачковом патроне. Затем я просверлил конец заглушки M6 и нарезал резьбу кончиком метчика. Наконец, я разрезал заглушку и зачистил края прорези.С помощью заготовки на оправке и плотно закрученного винта он открыл ее ровно настолько, чтобы надежно удерживать заготовку. В качестве альтернативы вы можете нарезать резьбу M8 на конец оправки и использовать гайку, чтобы все это надежно закрепить.
Наконец, я разрезал заглушку и зачистил края прорези.С помощью заготовки на оправке и плотно закрученного винта он открыл ее ровно настолько, чтобы надежно удерживать заготовку. В качестве альтернативы вы можете нарезать резьбу M8 на конец оправки и использовать гайку, чтобы все это надежно закрепить.
Я установил бланк и повернул его до размера 65 мм. На самом деле он был немного маленьким – 64,98 миллиметра. Это означало, что мне пришлось уменьшить подачу фрезы на 0,01 мм.
Теперь мне потребовалась 1-модульная фреза №2 с углом прижима 20º для 63-зубчатой передачи.Купленные фрезы дорогие, но самодельные фрезы могут дать хорошие результаты. Есть много способов изготовления зуборезных инструментов. Я сделал фрезы, используя метод «пуговицы», описанный в книге Ивана Лоу «Зубчатые колеса и зуборезка » (серия практических занятий № o. 17), в которой подробно и ясно описаны все аспекты процесса. Поскольку я планировал изготовить только одну шестерню из довольно мягкого материала, я решил, что сложный резак не нужен. Тубал Каин заявил, что единственный раз, когда он сделал мухорезку для изготовления зубчатого колеса, он запилил ее, используя шестеренку аналогичного размера в качестве шаблона, поэтому я сделал то же самое.В качестве шаблона я использовал кусок 1/8-дюймовой пластины размером 1/2 на 3/4 дюйма и сменное колесо с 65 зубьями. Я начал с наклона конца, чтобы создать рельеф, затем придал форму клина гладкой пилкой.
Полукруглый напильник позволяет легко продырявить края резака. Калибровочная пластина довольно прочная и обрабатывается медленно, поэтому постепенно придать точную форму можно легко. После того, как я подошел, я просверлил пластину, чтобы ее можно было прикрепить к держателю. Мой держатель резака представляет собой оправку MT2 с двумя отверстиями M6 в ней – одно для фиксирующего винта и одно для второго винта в качестве упора.
Я закалил измерительную пластину, нагревая ее до докрасна, а затем окунув ее в подсолнечное масло.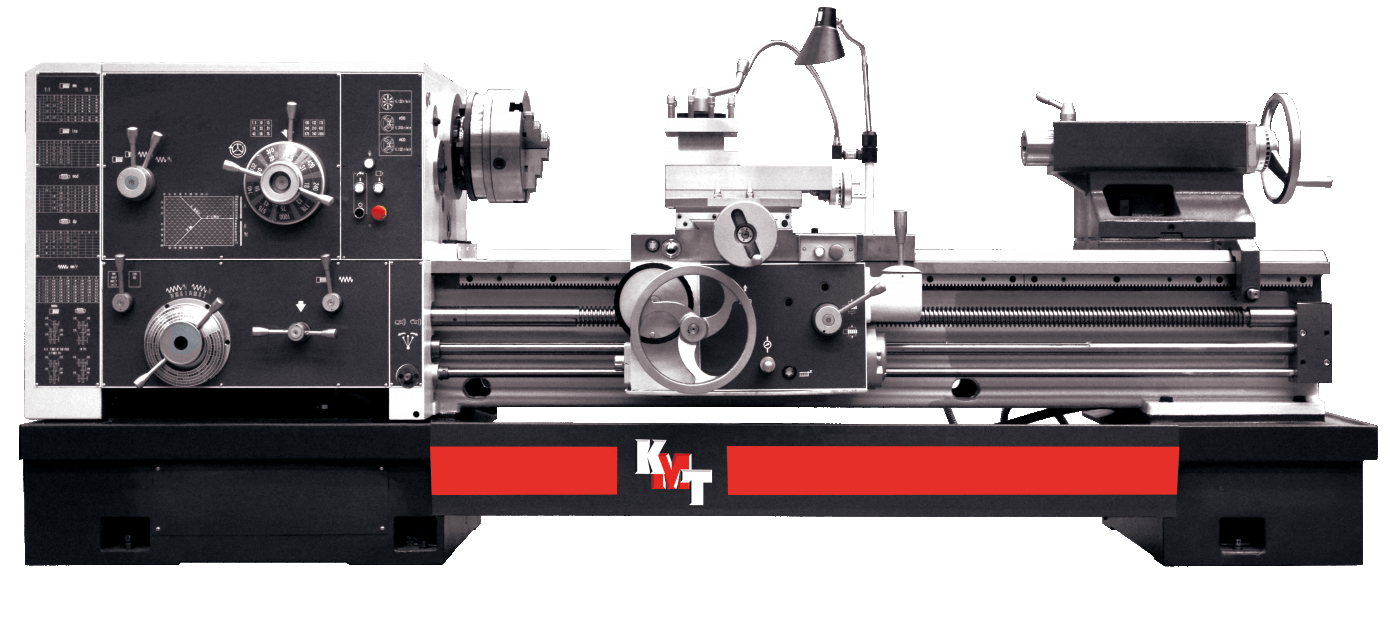 Затем я закалил его при 150º в термостатической фритюрнице. Очевидно, подходящая температура для грибов. После того, как остынет, я использовал алмазную накладку, чтобы отполировать переднюю поверхность резца.
Затем я закалил его при 150º в термостатической фритюрнице. Очевидно, подходящая температура для грибов. После того, как остынет, я использовал алмазную накладку, чтобы отполировать переднюю поверхность резца.
Я перенес заготовку, все еще находящуюся в трехкулачковом патроне, на поворотный стол на моем фрезерном станке (на фото ниже показана режущая шестерня меньшего размера, но установка такая же). Важнейшими проблемами при нарезании любой шестерни являются точное попадание фрезы на ось заготовки и правильная глубина резания для фрезы.Поскольку размер заготовки был меньшего размера, я соответственно уменьшил подачу. На гребне зубов была небольшая «выпуклость» металла. Я снял скимминг с коронки зубов, но все же решил очистить «край» каждого зуба надфилем.
Если у вас нет подходящего делительного устройства, вам нужно будет сделать простой шпиндель какого-либо типа, чтобы поддерживать шестерню и позволять ее индексировать и зажимать для резки каждого зуба. На протяжении многих лет в MEW использовались различные конструкции как простых, так и сложных индексирующих и делительных головок.Если вы установите деревянный диск с бумажной шкалой с соответствующей маркировкой на другом конце, вы можете использовать простой указатель и указатель вручную. Диск диаметром 101 мм почти идеально подходит для бумажных весов с 63 делениями на расстоянии 5 мм друг от друга.
Последней задачей было прорезание паза под шпонку 1/8 дюйма. Я использовал приспособление типа «таран» на стойке для инструментов, как описано Стэном Бреем ( Useful Workshop Tools, Workshop Practice Series N o. 34). Прорезание лёгких сплавов было большим удовольствием по сравнению с использованием плунжера по стали! Чтобы проверить зубчатое колесо и столы, я вырезал образец M6 на моем британском станке, используя рукоятку оправки для поворота токарного станка.Я с гордостью могу сказать, что гайка M6 пошла прямо, без перекоса и затяжки. Теоретически теперь я могу обрезать практически любую нить с хорошей точностью. С тех пор я нарезал различные метрические резьбы, в том числе резьбу M32 с шагом 1,5 мм для гайки цанги ER25, используя эту шестерню.
С тех пор я нарезал различные метрические резьбы, в том числе резьбу M32 с шагом 1,5 мм для гайки цанги ER25, используя эту шестерню.
Прежде чем закончить, я должен сделать несколько предостережений. Нарезать очень тонкие нитки хорошей формы – непростая задача, если не невозможная. Нарезание резьбы BA примерно до 8BA возможно с использованием очень острого инструмента на высоте центра, при этом угол резьбы для BA составляет 47 1/2 °.При использовании резьбы меньшего диаметра сила резания приводит к изгибу изделия.
В другом крайнем случае нарезание резьбы с большим шагом (те, где ходовой винт вращается быстрее оправки) может вызвать повреждение зубчатой передачи. Их следует нарезать резьбовым фрезерованием, используя ходовой винт для поворота оправки при выключенном токарном станке. Для этого потребуются фрезерный шпиндель со стойкой и маховик с ходовым винтом, такой как описанный Аластером Синклером (Мастерская инженера модели , выпуск 91, июль 2003 г.).
Также следует иметь в виду, что вы не сможете использовать циферблатный индикатор ходового винта при нарезании нестандартной резьбы. Есть и другие способы, но самый простой и надежный (хотя и утомительный) способ – удерживать зажимные гайки в зацеплении и наматывать резак между каждым разрезом. Опять же, необходим маховик с ходовым винтом.
Столы для смены колес для мини-токарных станков
Эти таблицы могут оказаться полезными для пользователей других токарных станков. Таблицы с шагом 2 мм подходят для некоторых более крупных токарных станков с метрической системой измерения.ML7, Super 7 и многие другие старые британские токарные станки имеют ходовые винты 8TPI, поэтому можно использовать британские таблицы с простыми модификациями. Удвоив зубья на входной шестерне или уменьшив вдвое зубья на ведомой шестерне, чтобы увеличить общее передаточное отношение на 2: 1, можно нарезать ту же резьбу. В качестве альтернативы просто выберите настройку резьбы с половиной шага от требуемой, например, настройка с шагом 0,5 мм даст 1 мм на Myford.
Существует около 33 000 теоретических комбинаций стандартных сменных колес мини-токарных станков, хотя многие из них являются тривиальными копиями или их невозможно настроить.Я уверен, что в таблицы еще нужно внести несколько улучшений, и хотя используемые формулы должны были устранить существенные ошибки, некоторые передаточные числа могут оказаться трудными для настройки из-за перекрытия шестерен. Я был бы рад услышать мнение любого читателя, который обнаружит какие-либо улучшения или ошибки.
Чтобы узнать больше о нарезании резьбы, посмотрите книгу Брайана Вуда или мою собственную книгу Мини-токарный станок :
Советы по выбору токарного станка – на нем будет резьба | Page 3
Я купил и продал два станка, а теперь купил третий.Я обнаружил, что на токарном станке китайского производства (того же производителя, что и моя мельница) есть продукт под названием CQ6125, который, кажется, появляется в десятке разных мест и называется чем-то похожим (фирменное наименование розничного продавца плюс CQ6125), но часто с другими аксессуарами, инструменты и т. д. Вот спецификации для моего устройства (1300 долларов):
Токарный станок
22 “x10” (550 x 250MM) МЕТАЛЛИЧЕСКИЙ СТАНОК БЫСТРОЙ СМЕНА ПЕРЕДАЧ С ПОДСТАВКОЙ
Станок промышленного качества, идеально подходит для общей обработки в инструментальных цехах и мастерские, ремонтные и производственные цеха, чугунная быстросменная коробка передач упрощает нарезание резьбы, машинная шлифовка, станины из закаленного чугуна и 4-х ходовые стойки для инструментов, автоматическая подача с длинным ходом, шкаф для стойки & # 8232; Спецификация
: & # 8232;
– расстояние между центром: 550 мм (22 дюйма) & # 8232;
– поворот над кроватью: 250 мм (10 дюймов) & # 8232;
– поворот над поперечным суппортом: 156 мм (6 дюймов) & # 8232;
– отверстие шпинделя: 26 мм (1 дюйм) & # 8232;
-конус задней бабки: MT3 & # 8232;
– ход шпинделя задней бабки: 65 мм (2-1 / 2 “) & # 8232;
– количество продольных подач: 9 (0. 063-0,350 мм / об, 0,0025 “-0,013” / об) & # 8232;
063-0,350 мм / об, 0,0025 “-0,013” / об) & # 8232;
– нарезание резьбы: 38 видов (метрические 0,25–3,5 мм и британские 8–72 т / дюйм) & # 8232;
-диапазон скорости шпинделя: 6 (125-2000 об / мин) & # 8232;
-мотор: 750 Вт (1 л.с.) / 240 В / 1 фаза (одна фраза) & # 8232;
-макс. размер инструмента для использования: 10 мм x 10 мм (3/8 дюйма x 3/8 дюйма) & # 8232;
-макс. ход составного размера: 95 мм (3-3 / 4 дюйма) & # 8232;
-макс. ход поперечного размера: 145 мм (5-1 / 2 дюйма) & # 8232;
-подъемник неподвижного покоя: 6,35-50 мм (1/4 “-2”) & # 8232;
– вместимость следующего упора: 6.35-50 мм (1/4 “-2”) & # 8232;
– длина станины: 1050 мм (41-1 / 4 дюйма) & # 8232;
– ширина станины: 155 мм (6 дюймов) & # 8232;
– высота станины: 200 мм (8 дюймов) & # 8232;
* аксессуары включают: шкаф стойки
, брызговик
, поддон для стружки
,
5-дюймовый 3-кулачковый патрон для токарного станка,
6-дюймовый 4-кулачковый токарный патрон,
8-дюймовая лицевая панель,
мертвая точка,
неподвижный люнет,
ходовой люнет,
переключение передач,
инструментальный ящик и т. Д. & # 8232;
* Вес брутто (все вверх): 298 кг
Теперь я распаковал эту новую игрушку, собрал шкаф / подставку, прикрутил токарный станок к подставке и начал готовить его к использованию.
Я проверил уровень станка с помощью нескольких высокоточных уровней, размещенных поперек и вдоль путей, и мне пришлось подкладывать регулировку задней части станка (бетонный пол). Кажется, теперь все в порядке.
Но я бы никогда не запустил свою фабрику, не прикрутив ее болтами: в этом шкафу / стойке токарного станка нет средств, чтобы прикрепить ее к полу. Вы этого ожидали?
Я провёл заднюю бабку до передней бабки, центры в каждой, и две точки встречаются на глаз (и на обратном пути точка центра задней бабки кажется на высоте инструмента (правый нож в держателе инструмента).
Но не слишком ли неточен этот последний процесс (да, но как правильно выполнить эту проверку?).
Какие еще шаги нужно сделать, чтобы получить наилучшую настройку нового небольшого токарного станка?
Кроме того, я могу удобно держать инструменты 13 мм x 13 мм (1/2 дюйма) в держателе инструмента: если я контролирую скорость, глубину резания и скорость резания, используя при необходимости смазочно-охлаждающую жидкость, я действительно глуп, чтобы игнорировать этот предел 10 мм инструментов?
Модель токарно-винторезного станка Индия, Модель токарно-винторезного станка Производители, поставщики и экспортеры в Индии
© 2018 HOVERLABS.Все права защищеныHOVERLABS осуществляет регулярный экспорт в следующие страны: Индия, Афганистан, Албания, Алжир, Андорра, Ангола, Антигуа и Барбуда, Аргентина, Армения, Австралия, Австрия, Азербайджан, Багамы, Бахрейн, Бангладеш, Барбадос, Беларусь, Бельгия, Белиз, Бенин, Бутан, Боливия, Босния и Герцеговина, Ботсвана, Бразилия, Бруней, Болгария, Буркина-Фасо, Бирма / Мьянма, Бурунди, Камбоджа, Камерун, Канада, Кабо-Верде, Центральноафриканская Республика, Чад, Чили, Колумбия, Коморские Острова, Конго, Конго, Коста-Рика, Кот-д’Ивуар / Кот-д’Ивуар, Хорватия, Куба, Кипр, Чешская Республика, Дания, Джибути, Доминика, Доминиканская Республика, Восточный Тимор, Эквадор, Египет, Сальвадор, Экваториальная Гвинея, Эритрея, Эстония, Эфиопия ( Аддис-Абеба), Фиджи, Финляндия, Франция, Габон, Гамбия, Грузия, Германия, Гана, Греция, Гренада, Гватемала, Гвинея, Гвинея-Бисау, Гайана, Гаити, Гондурас, Венгрия, Исландия, Индонезия, Иран, Ирак, Ирландия, Израиль, Италия, Ямайка, Япония, Иордания, Казахстан, Кения (Найроби), Кирибати, Корея, Северная , Корея, Южная, Кувейт, Кыргызстан, Лаос, Латвия, Ливан, Лесото, Либерия, Лихтенштейн, Литва, Люксембург, Македония, Мадагаскар, Малави (Лилонгве), Малайзия (Куала-Лумпур), Мальдивы, Мали, Мальта, Маршалловы Острова, Мавритания , Маврикий, Мексика, Микронезия, Молдова, Монако, Монголия, Черногория, Марокко, Мозамбик, Намибия, Науру, Непал, Нидерланды, Новая Зеландия, Никарагуа, Нигер, Нигерия (Абуджа), Норвегия, Оман, Палау, Панама, Папуа-Новая Гвинея , Парагвай, Перу, Филиппины (Манила), Польша, Португалия, Катар, Румыния, Россия, Руанда (Кигали), Сент-Китс и Невис, Сент-Люсия, Сент-Винсент и Гренадины, Самоа, Сан-Марино, Сан-Томе и Принсипи, Саудовская Аравия Аравия, Сенегал, Сербия, Сейшельские острова, Сьерра-Леоне, Сингапур, Словакия, Словения, Соломоновы Острова, Сомали, Южная Африка, Южный Судан, Испания, Шри-Ланка, Судан, Суринам, Свазиленд, Швеция, Швейцария, Сирия, Таджикистан, Танзания, Таиланд , Того, Тонга, Тринидад и Тобаго, Тунис, Турция, Туркменистан, Тувалу, Уганда (Кампал а), Украина, Объединенные Арабские Эмираты (Дубай), Великобритания (Лондон), США, Уругвай, Узбекистан, Вануату, Венесуэла, Вьетнам, Йемен, Замбия (Лусака), Зимбабве
Logan токарно-винторезные и револьверные станки Модель № 2527 | Распродажа промышленного деревообрабатывающего оборудования Hallmark!
ЭТО ТОЛЬКО ОНЛАЙН-АУКЦИОН, ОБЕСПЕЧЕННЫЙ ВСЕМИ ЗАКОННЫМИ ПРАВАМИ И СРЕДСТВАМИ ЗАЩИТЫ В ГОСУДАРСТВЕ, В КОТОРОЙ ПРОИСХОДИТ АУКЦИОН.

НЕ ПРЕДЛАГАЙТЕ ПРЕДЛОЖЕНИЯ, ЕСЛИ ВЫ НЕ МОЖЕТЕ СОГЛАСИТЬСЯ С УСЛОВИЯМИ ДАННОГО ДОГОВОРА ИЛИ НЕ МОЖЕТЕ ОПЛАТИТЬ И ВЫБРАТЬ СВОИ ПРЕДМЕТЫ В УКАЗАННЫЕ УСЛОВИЯ КАЖДОГО АУКЦИИ.
ДАТА ЗАКРЫТИЯ АУКЦИОНА:
г.Аукцион будет закрыт в соответствии с условиями, указанными в каждом аукционе. Любые положения или условия, перечисленные для конкретного аукциона, заменяют те, которые перечислены в общих условиях в этом соглашении. Наряду с датой и временем закрытия, для этого конкретного аукциона также будут указаны время осмотра, местонахождения и вывоза.
ПОКУПАТЕЛЯМ ПРЕМИУМ / НАЛОГ НА ПРОДАЖУ:
К каждой покупке добавляется пятнадцатипроцентная (15%) надбавка покупателя. Если вы предложите 100 долларов США, при оформлении заказа с вас будет взиматься плата в размере 115 долларов США плюс налог с продаж в зависимости от места проведения аукциона. Если вы освобождены от налогов, свяжитесь с Equip-Bid Auctions, чтобы предоставить форму для освобождения от налогов.
ОПЛАТА:
Счет должен быть оплачен до вывоза предметов. Оплата должна быть произведена до, и при получении должен быть предоставлен счет * оплачен полностью *.Независимо от места получения, все платежи должны быть выполнены в течение 1 рабочего дня после закрытия аукциона. Рабочие дни с понедельника по пятницу. Если к этому времени не будет достигнута договоренность об оплате счета, вы авторизуете свою кредитную карту, чтобы списать общую сумму плюс 25 долларов США за просрочку платежа. Платы за просрочку платежа не будут удалены из счета после их добавления. Вы несете ответственность как покупатель, если вы не получили оплаченный счет по электронной почте в течение 24 часов после отправки платежа, чтобы связаться с Equip-Bid, чтобы проверить получение платежа, чтобы избежать взимания пени за просрочку платежа.Принимаемые формы оплаты включают наличные, сертифицированный чек, денежный перевод, Visa, MasterCard, American Express и Discover. Действующая кредитная карта должна постоянно храниться в Equip-Bid. Equip-Bid имеет право время от времени отправлять авторизацию, чтобы убедиться, что кредитная карта действительна. Если карта станет недействительной, Equip-Bid отключит ваши права на участие в торгах, и они не будут восстановлены до тех пор, пока не будет предоставлена действующая кредитная карта.
Equip-Bid имеет право время от времени отправлять авторизацию, чтобы убедиться, что кредитная карта действительна. Если карта станет недействительной, Equip-Bid отключит ваши права на участие в торгах, и они не будут восстановлены до тех пор, пока не будет предоставлена действующая кредитная карта.
ПОЛИТИКА БЕЗОПАСНОСТИ:
Мы уважаем и обязуемся защищать вашу конфиденциальность.Мы можем собирать личную информацию, когда вы посещаете наш сайт. Мы также автоматически получаем и записываем информацию в журналы нашего сервера из вашего браузера, включая ваш IP-адрес, информацию о файлах cookie и страницы, которые вы посетили. Мы никому не будем продавать вашу личную информацию. Ваша платежная и личная информация всегда в безопасности. Наше программное обеспечение Secure Sockets Layer (SSL) является отраслевым стандартом и одним из лучших программных продуктов, доступных сегодня для безопасных коммерческих транзакций.Он шифрует всю вашу личную информацию, включая номер кредитной карты, имя и адрес, чтобы ее нельзя было прочитать через Интернет.
СНЯТИЕ:
По окончании аукциона предметы становятся собственностью победившего участника торгов (покупателя). Покупатель принимает на себя весь риск потери и повреждения имущества с этого момента, в том числе в месте продажи. Дата и время удаления будут опубликованы в условиях каждого отдельного аукциона. ВРЕМЯ УДАЛЕНИЯ ЯВЛЯЕТСЯ АБСОЛЮТНЫМ – ЕСЛИ ВЫ НЕ МОЖЕТЕ УДАЛИТЬ СВОИ ПРЕДМЕТЫ ВО ВРЕМЯ ЗАПЛАНИРОВАННОГО ВРЕМЕНИ ПОЛУЧЕНИЯ, НЕ СТАВКИ! Невыполнение удаления во время запланированной загрузки может привести к конфискации товара. Право собственности на предмет затем переходит к стороне, имеющей основную заинтересованность в предмете, чтобы продать или избавиться от предмета по своему усмотрению. Любые уплаченные средства подлежат конфискации в соответствии с условиями продажи. Покупатель соглашается оплатить все недостатки, юридические сборы, сборы и другие сборы, включая расходы на транспортировку и хранение, связанные с просроченными счетами или брошенными / конфискованными предметами. Премии и сборы остаются в силе.
Премии и сборы остаются в силе.
ДИНАМИЧЕСКОЕ / ПОЕЗДНОЕ ЗАКРЫТИЕ:
Если ставка сделана в течение последних 3 минут, время закрытия для этого предмета будет продлено на пять (5) минут, чтобы максимально точно имитировать живой аукцион.
УВЕДОМЛЕНИЕ О ПОБЕДИТЕЛЯХ:
Уведомление о выигранных товарах будет отправлено вам ТОЛЬКО по электронной почте. Ответственность за проверку вашей электронной почты лежит на покупателе (может потребоваться проверка папки нежелательной почты / спама). Покупатель может проверить свою панель управления в своей учетной записи, чтобы увидеть все неоплаченные счета и выигранные товары. Если вы чувствуете, что выиграли предмет, а он не отображается, свяжитесь с офисом ставок на экипировку до 9:00 следующего утра, чтобы мы проверили его для вас.
ВНИМАНИЕ ДЛЯ УЧАСТНИКА:
В демонстрационных целях можно соединять различные части оборудования.Не думайте, что партия состоит из более чем одного элемента просто потому, что они связаны вместе. Вы делаете ставку на товар, как он описан, а не на товар, изображенный на фотографии. Equip-Bid делает все возможное, чтобы описания были точными, а фотографии также совпадали. Однако в листинге может произойти ошибка, и в этом случае победителем будет описание, а не фотография. Если вы чувствуете несоответствие или ошибку между объявлением и фотографией, свяжитесь с Equip-Bid для разъяснения и уведомления об ошибке.
ГАРАНТИЯ И УСЛОВИЯ ПРОДАННЫХ ТОВАРОВ:
Все товары продаются КАК ЕСТЬ, ГДЕ ЕСТЬ, БЕЗ ГАРАНТИИ , выраженной или подразумеваемой номером партии, прикрепленным к товару. Эта продажа осуществляется бизнес-сообществом в качестве «оборудования и» без каких-либо подразумеваемых или явных гарантий. Описания считаются точными, но это не гарантируется. Если вы не уверены в состоянии или использовании товара, сделайте ставку соответственно.
ВЫБИРАЙТЕ МУДРО:
Мы хотим, чтобы каждый получил выгодную сделку, и большинство ее сделает. Однако, когда вы делаете ставку на неправильный товар или решаете, что товар не подходит для вашего предполагаемого использования, наши клиенты не хотят брать на себя цену вашей ошибки. По окончании торгов предмет по контракту продается тому, кто предложил самую высокую цену, и этот предмет является собственностью покупателя. Если вы сомневаетесь в состоянии, комплектности или пригодности для использования по назначению, сделайте ставку соответственно. Equip-Bid оставляет за собой право добавлять или удалять предметы с аукциона, разделять или объединять лоты, добавлять минимальные ставки или резервные цены, отменять, приостанавливать, продлевать или переносить предмет и / или событие аукциона, а также вносить изменения в закрытие аукциона, время осмотра или удаления.Любые разногласия или претензии, возникающие в связи с настоящим контрактом и / или соглашением, или их нарушение, подлежат разрешению в арбитражном суде в соответствии с Правилами коммерческого арбитража Американской арбитражной ассоциации и решениями на основании решения, вынесенного арбитром (ами). ) может быть подана в любой суд, имеющий такую юрисдикцию.
Однако, когда вы делаете ставку на неправильный товар или решаете, что товар не подходит для вашего предполагаемого использования, наши клиенты не хотят брать на себя цену вашей ошибки. По окончании торгов предмет по контракту продается тому, кто предложил самую высокую цену, и этот предмет является собственностью покупателя. Если вы сомневаетесь в состоянии, комплектности или пригодности для использования по назначению, сделайте ставку соответственно. Equip-Bid оставляет за собой право добавлять или удалять предметы с аукциона, разделять или объединять лоты, добавлять минимальные ставки или резервные цены, отменять, приостанавливать, продлевать или переносить предмет и / или событие аукциона, а также вносить изменения в закрытие аукциона, время осмотра или удаления.Любые разногласия или претензии, возникающие в связи с настоящим контрактом и / или соглашением, или их нарушение, подлежат разрешению в арбитражном суде в соответствии с Правилами коммерческого арбитража Американской арбитражной ассоциации и решениями на основании решения, вынесенного арбитром (ами). ) может быть подана в любой суд, имеющий такую юрисдикцию.
ОТВЕТСТВЕННОСТЬ:
Ответственность Equip-Bid и Продавца ограничивается возмещением покупной цены участника торгов.
ОГРАНИЧЕНИЯ:
Вышеуказанные Условия аукционов Equip-Bid не могут быть изменены, кроме как в письменной форме Equip-Bid.
Нарезание шурупов на токарном станке | Книги по моделям особого интереса
Описание
Одна из наиболее полезных функций современного токарного станка – это его способность нарезать любую форму внешней или внутренней резьбы, любой формы резьбы, шага или диаметра в пределах общей мощности станка. Однако детальную информацию практического характера найти нелегко – ситуация, которую эта книга многое делает для исправления.
Автор был очень опытным инженером, способным преобразовывать фактологический анализ в легко понятные формы. Его собственный опыт и стандарты, по которым он работал, очевидны в его письмах, и, кроме того, он также чувствует себя хорошо как в имперских, так и в метрических единицах измерения, имея значительный опыт в преобразованиях, необходимых при работе в частично метрических областях. Эта книга – не только бесценный трактат по резьбонарезанию на токарных станках, но и полезная демонстрация работы как в имперских, так и в метрических стандартах.
Его собственный опыт и стандарты, по которым он работал, очевидны в его письмах, и, кроме того, он также чувствует себя хорошо как в имперских, так и в метрических единицах измерения, имея значительный опыт в преобразованиях, необходимых при работе в частично метрических областях. Эта книга – не только бесценный трактат по резьбонарезанию на токарных станках, но и полезная демонстрация работы как в имперских, так и в метрических стандартах.
«Мартин Клив» – это псевдоним Кеннета К. Харта, уважаемого автора журнала Model Engineer вот уже тридцать лет.Его кропотливый, перфекционистский подход к высококачественной и точной работе (который так ясно проявляется в этой книге, как и во всех других его произведениях) привел его к разработке и описанию многих оригинальных принадлежностей для токарных станков, которые были изготовлены и регулярно используются сотнями любителей и профессиональные мастерские.
Содержание: Вступительные примечания; Принципы токарно-винторезного станка; Зацепление английского ходового винта для метрической резьбы; токарные станки с метрическими ходовыми винтами; Проблемы и анализ повторного пикапа; Множественные потоки запуска; Одноточечные токарные инструменты для нарезания резьбы; Практические аспекты токарно-винторезного станка; Практическое измерение размера резьбы; Lit of Tables.
Первоначально опубликовано в 1984 г. компанией Argus Books Ltd.
Издание Special Interest Model Books, опубликовано в 2002 г.
Спецификация:
210 x 148 мм
174 страницы
17 черно-белых фотографий
63 масштабных диаграммы
13 таблиц данных
Указатель
Мягкая обложка
Indosaw Акриловые токарно-винторезные станки для механической обработки винтов,
О компании
Год основания 1993
Юридический статус компании с ограниченной ответственностью (Ltd. /Pvt.Ltd.)
/Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников от 101 до 500 человек
IndiaMART Участник с марта 2011 года
GST06AAACO2804K2ZM
В феврале 1993 года возникла компания INDOSAW, которая с тех пор добилась больших успехов в области научного образования. Около 50% наших продаж экспортируется в различные страны Европы, США, Ближнего Востока и некоторых азиатских стран.Компания была основана профессионалами, учеными и инженерами, обладающими глубоким пониманием и пониманием научного оборудования. Чтобы справиться с вызовом глобальной конкуренции, мы начали организованную программу повышения качества. Мы успешно внедрили систему управления качеством согласно ISO 9001: 2000 с 1999 года. Качество, инновации и надежность были основой успеха Indosaw. У нас работает около 300 ученых, инженеров и квалифицированных техников. У нас есть современное производственное оборудование с высокими стандартами, которое включает в себя оборудование CAD (Unigraphics), PRO-E, станки с ЧПУ, цех точных станков, цеха сборки электрических и электронных устройств, цех окраски без пыли и отдельный отдел исследований и разработок.При разработке нашей продукции уделяется внимание безопасности, испытаниям изоляции и утечки на землю в соответствии со стандартами CE. Перед выпуском на рынок все продукты проходят тщательную проверку учителями естественных наук. У нас есть склад площадью около 15000 квадратных футов, где поддерживается минимальный запас различных товаров.Видео компании
.