Лазерная резак своими руками
Резка металла с помощью лазера – самая передовая и современная технология, но и самая дорогостоящая. Ее основное преимущество – это луч, с неограниченными возможностями. Лазерная резка металла своими руками дает возможность резать заготовки в любых направлениях, при этом кромки реза будут аккуратными, и им не требуется дальнейшая обработка. К тому же лазерный луч монохромен, то есть, у него четкая и строгая длина волны (она фиксированная) и постоянная частота. Это дает возможность легко его сфокусировать даже обычными линзами.
Итак, оборудования для лазерной резки по металлу – вещь недоступная многим, слишком дорогое это удовольствие. Поэтому домашние умельцы выходят из положения, используя различные уже почти ненужные предметы, из которых и изготавливают самодельный прибор. Вариантов изготовления лазерных резаков своими руками много, один из них основан на использовании лазерной указки, о нем и пойдет речь.
Изготовления самодельного лазерного резака
Для сборки резака понадобятся:
- лазерная указка;
- фонарик;
- CD/DVD-RW – не обязательно новый, главное, чтобы у него работал лазер с приводом;
- инструменты: паяльник и отвертки.


Обратите внимание, что для сборки аппарата лазерной резки требуется пишущий DVD. Его необходимо разобрать и найти каретку с лазером, который пишет и считывает информация с компактного диска. Рядом с кареткой должен находиться красный диод. Его также надо демонтировать при помощи паяльника, потому что он припаян к схеме в плато. Кстати, с диодом надо обращаться аккуратно, встряхивать его, ронять, ударять и так далее нельзя.
Теперь вот какой момент – лазерный резак (он же диод) потребляет больше тока, чем диод лазерной линейки. Поэтому необходимо позаботиться о том, чтобы этого тока было больше. Здесь несколько вариантов, но так как был приготовлен фонарик, то будут для питания диода использоваться его батарейки. Батарейка в лазерной указке меньше, и она одна.
Теперь можно переходить к сборке лазерного резака.
- Разбирается лазерная указка.
- Из нее извлекается свой диод, а на его место устанавливается диод, демонтированный из DVD.
- Теперь необходимо провести подключение к новому более мощному источнику питания. Для этого переднюю часть указки устанавливают в фонарик, сняв с него предварительно линзу. Она закрепляется на приборе при помощи прижимной гайки, накручиваемой по резьбе.
- Диод подключается проводами от клемм, которые соединяются с батарейками. Здесь важно не перепутать полярность подключения.
- В принципе, все готово. Лазерный миниатюрный резак можно использовать.
 Для этого переднюю часть указки устанавливают в фонарик, сняв с него предварительно линзу. Она закрепляется на приборе при помощи прижимной гайки, накручиваемой по резьбе.
Для этого переднюю часть указки устанавливают в фонарик, сняв с него предварительно линзу. Она закрепляется на приборе при помощи прижимной гайки, накручиваемой по резьбе.Конечно, им резать металл не получится, а вот бумага, полимерные пленки м прожигаются. Даже спички таким приспособлением можно поджигать.
Лазер для резки металла
Добавив несколько приборов к выше используемым, можно изготовить более мощный прибор, почти в 500 раз мощнее. Добавляются:
- оптически коллиматор – это устройство, с помощью которого создается световой поток из параллельных пучков;
- конденсаторы 100пФ и 100мФ;
- один резистор сопротивлением 2-5 Ом.
Из радиодеталей вместе с диодом собирается драйвер, который будет выводить резак на необходимую мощность. Оптический коллиматор снабжен местом, куда можно установить диод, и это его большое преимущество. То есть, вместо лазерной указки в этой установке используется коллиматор. К тому же указка изготавливается из пластика, и в процессе резки ее корпус будет сильно нагреваться. Это приведет к ее короблению, да и охлаждаться сама установка будет плохо.
Оптический коллиматор снабжен местом, куда можно установить диод, и это его большое преимущество. То есть, вместо лазерной указки в этой установке используется коллиматор. К тому же указка изготавливается из пластика, и в процессе резки ее корпус будет сильно нагреваться. Это приведет к ее короблению, да и охлаждаться сама установка будет плохо.
Вся остальная сборочная технология точно такая же, как и в предыдущем случае. Необходимо отметить, что диод – элемент очень чувствительный, поэтому необходимо с него перед использованием снять статическое электричество. Это можно сделать с помощью антистатического браслета. Если в наличии браслета нет, то можно на диод намотать тонкую проволочку, которая и будет отводить от детали статику.
Полезные советы
Изготовление лазера своими руками для резки металла требует определенных действий, которые отражаться на его качественной дееспособности. В первую очередь нужно протестировать собранный драйвер. Для этого придется найти еще один точно такой же диод. Его присоединяют к устройству и тестируют мультиметром. 300-350 мА – это норма для многих самодельных аппаратов. Но если есть необходимость поднять мощность всего агрегата, то лучше, если мультиметр покажет 500 мА. Правда, для такого резака придется собирать другой драйвер, поддерживающий данную величину тока.
Его присоединяют к устройству и тестируют мультиметром. 300-350 мА – это норма для многих самодельных аппаратов. Но если есть необходимость поднять мощность всего агрегата, то лучше, если мультиметр покажет 500 мА. Правда, для такого резака придется собирать другой драйвер, поддерживающий данную величину тока.
Не забываем и об эстетической стороне вопроса. Вариантов корпуса можно придумать разные. К примеру, светодиодный маленький фонарик. Рекомендуется готовый прибор хранить в специальном чехле, чтобы линза оптического коллиматора не покрылась пылью. Кстати, такой резак может вызвать у соответствующих правоохранительных органов много вопросов, поэтому не стоит его носить с собой в кармане.
Необходимо отметить, что мощность диода зависит от тока, а не от напряжения. При повышении последнего превышается норма яркости свечения диода, а это приводит к разрушению резонатора в конструкции диода. То есть, источник света перестает нагревать, что необходимо ля лазерного резака. Он просто светится, как обычная лампочка. Температуры также влияют на работоспособность диода. При низких температурах его производительность возрастает, при высоких выходит из строя резонатор.
Он просто светится, как обычная лампочка. Температуры также влияют на работоспособность диода. При низких температурах его производительность возрастает, при высоких выходит из строя резонатор.
Конечно, говорить о том, что этот лазерный резак будет в домашних условиях резать толстые заготовки, не приходиться. Но тонкую жесть или алюминиевую фольгу он резать будет точно. Такие установки пригодятся дизайнерам, которые из различных ненужных предметов делают разные дизайнерские аксессуары. К примеру, из алюминиевой банки из-под пива можно сделать необычный светильник.
Поделись с друзьями
2
0
1
1
Станки лазерной резки металла: с ЧПУ, видео, фото
С самого момента появления металл является одним из самых используемых материалов на планете. Данная особенность обуславливает то, что на протяжении всего времени человек пытается улучшить процедуру его обработки.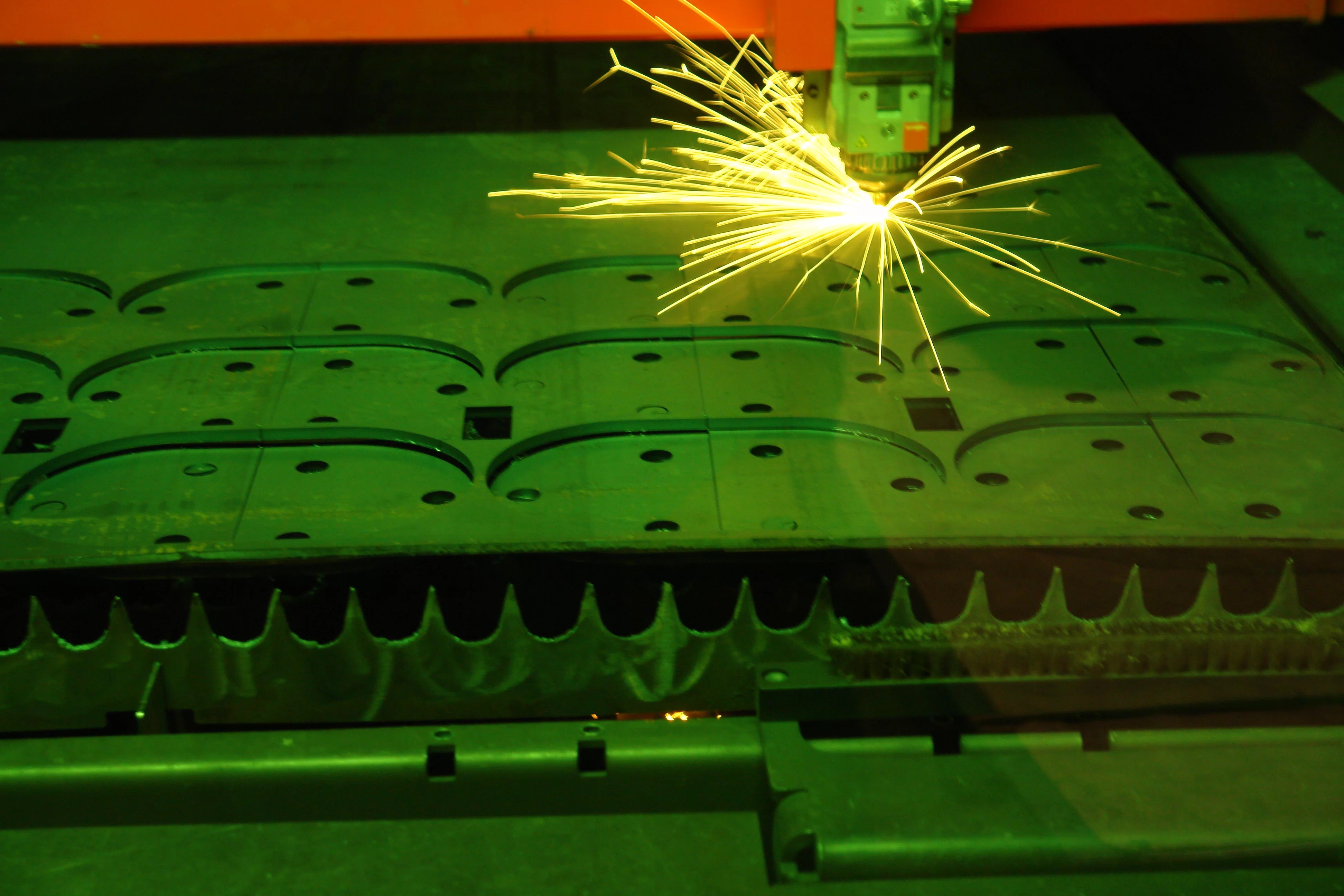 Оборудование для лазерной резки – один из современных подходов к организации процесса производства деталей из металла. Своими руками создать лазерный луч в бытовых условиях невозможно. Лидером в производстве промышленных станков для лазерной резки можно назвать Китай.
Оборудование для лазерной резки – один из современных подходов к организации процесса производства деталей из металла. Своими руками создать лазерный луч в бытовых условиях невозможно. Лидером в производстве промышленных станков для лазерной резки можно назвать Китай.
Принцип работы
Если рассматривать лазерные установки, которые имеют домашний узкоспециализированный круг применения, работа основана на создании сфокусированной энергии. Для того чтобы ее было достаточно специальный аппарат проводит фокусировку энергии в один луч. Для управления исполнительного органа во время гравировки настольный или другой тип станка по металлу оснащают системой ЧПУ, своими руками переместить исполнительный орган при помощи блока ручного управления зачастую нельзя. Стоит отметить, что без внедрения ЧПУ процесс производства высокоточных деталей был бы невозможен.
Различают два основных типа лазера:
- твердый;
- газовый.
Есть и другие варианты исполнения, но их высокая цена и сложность конструкции определяют невысокую популярность. Только настольный вариант, который проводит обработку неметалла, может иметь установку невысокой мощности.
Только настольный вариант, который проводит обработку неметалла, может иметь установку невысокой мощности.
Наиболее популярными стали станки по металлу, которые имеют газовый портативный генератор энергии, когда применяется углекислый газ в качестве тела луча. Из-за отсутствия механического воздействия и при наличии ЧПУ, возможности сделать меньшую мощность излучения, использовать станки стало возможно для обработки хрупких заготовок, неметалла.
Производство при резке по металлу или при выполнении гравировки осуществляется за счет воздействия высокой температуры, которая возникает на момент контакта с фокусированным лучом и поверхности заготовки. В результате резка по металлу происходит за счет его разогрева.
Достоинства станков лазерной резки
Портативный или промышленный станок по металлу, российского или зарубежного производства, к примеру, Китай, обладает следующими достоинствами:
- Высокая точность и производительность. Использование системы ЧПУ определяет полную автоматизацию гравировки и других процессов. Сделать обработку быстрее стало возможно из-за значительно увеличения мощности квантового генератора.
- Раскроечный процесс происходит с максимальной экономичностью.
- Исключена необходимость включения этапа доработки торцов или их гравировки с перебазированием, использованием другого оборудования.
- Станки по металлу с лазерной установкой применимы при необходимости выполнения гравировки или другого типа обработки на момент штучного, мелкосерийного или крупносерийного производства. Система ЧПУ позволяет их внедрять в различные автоматические линии обработки, настольный или мини вариант исполнения применим при штучном изготовлении деталей.
- Станки по металлу с лазерной установкой применяют для гравировки и другой обработки в случае, когда не допускается возникновение механического напряжения. Также отсутствие механического напряжения определяет возможность проведения гравировки или резки по твердому металлу.
- Есть возможность нанесения мини технологической разметки для последующей сборки по ней.
- Интегрированная система ЧПУ и особенности исполнительного органа определяют, что даже настольный или мини станок по металлу может использоваться для создания нестандартных изделий, которые имеют профиль различной геометрии и уровня сложности.
- Минимальный период от этапа разработки проекта до его реализации определяет то, что сделать детали можно с меньшими затратами, а это уменьшает окончательную стоимость продукта.
 Сделать обработку быстрее стало возможно из-за значительно увеличения мощности квантового генератора.
Сделать обработку быстрее стало возможно из-за значительно увеличения мощности квантового генератора.
Подобные качества присущи как мини станкам, так и промышленным вариантом исполнения, которые выпускает Китай или Россия, в том случае, если оборудование подобрано правильно.
Виды лазерной резки
Основным элементом мини или промышленного лазерного станка является именно сама установка, которая проводит создание и скопление в луч определенной энергии. Комплектующее для лазерных станков может выглядеть по-разному, но зачастую состоит из:
- Особого источника энергии, портативный вид системы накачки.
- Рабочего тела, который отличается вынужденным эффектом излучения. Позиционирование этого элемента происходит при помощи системы ЧПУ.
- Резонатора оптического типа, который состоит из набора зеркал или других элементов.
 Позиционирование этого элемента происходит при помощи системы ЧПУ.
Позиционирование этого элемента происходит при помощи системы ЧПУ.
Сделать своими руками даже мини вариант лазерной установки практически невозможно из-за сложности конструкции.
Ситуация, при которой использовать портативный генератор лазерного излучения, зависит от необходимой мощности воздействия и вида лазера. Можно сделать следующего рода классификацию по применению лазерного оборудования:
- Твердотельный имеет мощность не более 6 кВт. Своими руками сделать его нельзя, но конструкция все же не очень сложная. Применяется зачастую именно в производственных целях. Рабочее тело, которое имеет портативный элемент лазерного станка, представлено рубином или стеклом с примесью неодима. Именно поэтому цена станка довольно велика, а своими руками сделать систему практически невозможно. Основным преимуществом мини варианта исполнения твердотельного лазера можно назвать способность создания мощного заряда энергии за несколько миллисекунд. Вариант твердотельного лазера используют в промышленности, мини станки – для гравировки или мелкосерийного производства.
- Газовые имеют мощность до 20 кВт. Российского производства станки с газовым типом лазера применяют преимущественно в научных экспериментах. Своими руками сделать даже портативный вариант установки невозможно. Активное тело представлено азотом в газообразном виде, гелем или углекислым газом. Атомы подобных веществ способны приобретать направленное движение при воздействии электричества.
- Газодиномичные установки имеют мощность от 100 кВт, страна производитель зачастую Китай. Своими руками в этом случае нельзя провести даже замену элементов системы. Система очень сложная и редкая. Рабочим телом выступает углекислый газ, который подается в портативный нагреватель. Сначала газ нагревают, затем его пропускают через очень узкий канал и охлаждают. Портативный элемент системы подобным образом создает пучок энергии, который используется для лазерной резки. Своими руками в этом случае позволяется только составить план обработки. Подобные установки, которые зачастую поставляет Китай, имеют изолированную среду обработки и способны проводить резание любого металла. Есть возможность поместить источник луча на любом расстоянии от обрабатываемой поверхности без потери мощности и качества обработки.
 Основным преимуществом мини варианта исполнения твердотельного лазера можно назвать способность создания мощного заряда энергии за несколько миллисекунд. Вариант твердотельного лазера используют в промышленности, мини станки – для гравировки или мелкосерийного производства.
Основным преимуществом мини варианта исполнения твердотельного лазера можно назвать способность создания мощного заряда энергии за несколько миллисекунд. Вариант твердотельного лазера используют в промышленности, мини станки – для гравировки или мелкосерийного производства. Портативный элемент системы подобным образом создает пучок энергии, который используется для лазерной резки. Своими руками в этом случае позволяется только составить план обработки. Подобные установки, которые зачастую поставляет Китай, имеют изолированную среду обработки и способны проводить резание любого металла. Есть возможность поместить источник луча на любом расстоянии от обрабатываемой поверхности без потери мощности и качества обработки.
Портативный элемент системы подобным образом создает пучок энергии, который используется для лазерной резки. Своими руками в этом случае позволяется только составить план обработки. Подобные установки, которые зачастую поставляет Китай, имеют изолированную среду обработки и способны проводить резание любого металла. Есть возможность поместить источник луча на любом расстоянии от обрабатываемой поверхности без потери мощности и качества обработки.
Зачастую именно Китай является поставщиком рассматриваемого оборудования, но есть варианты российского производства.
Резка металла лазером как одна из наиболее передовых технологий в сфере обработки металлов
Вопросы, рассмотренные в материале:
- Что собой представляет лазерная резка металла
- В чем преимущества и недостатки резки металла лазером
- Какое оборудование используется для резки металла лазером
- Каковы особенности лазерной резки в зависимости от вида металла
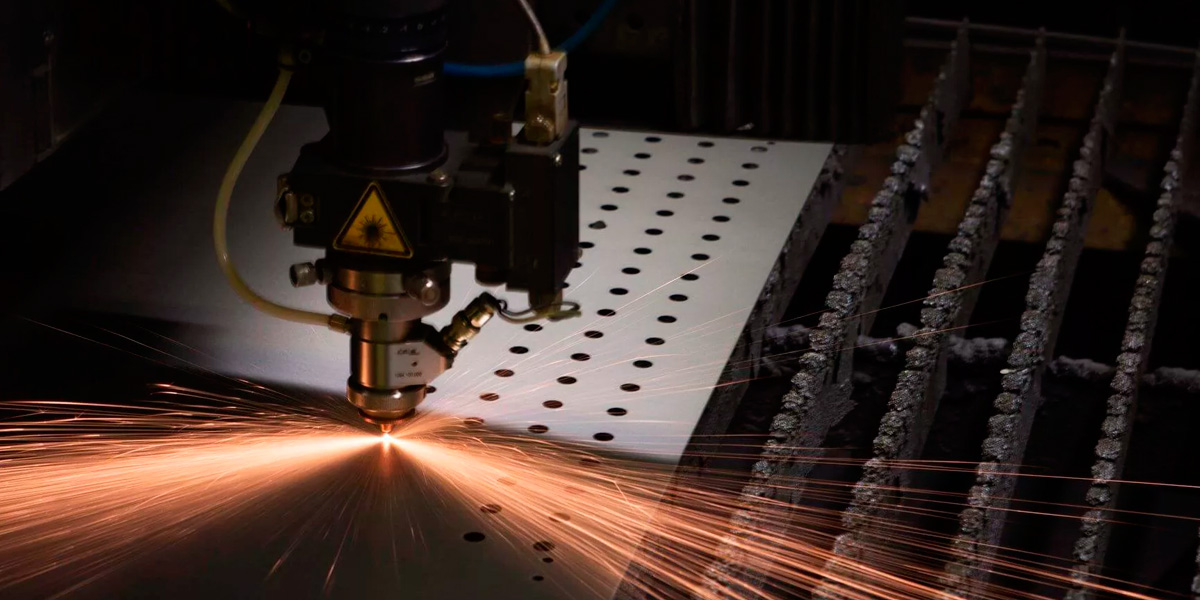
Описываемый метод предполагает раскрой материала с помощью высокомощного лазерного луча. Во время подобной обработки на лист металла воздействуют высокие температуры, за счет чего удается быстро получить аккуратный результат. Резка металла лазером позволяет создавать оригинальные, необычные формы, которых не так просто добиться за счет механического воздействия. Данная технология является одной из самых современных и передовых в сфере обработки металлов.
Во время подобной обработки на лист металла воздействуют высокие температуры, за счет чего удается быстро получить аккуратный результат. Резка металла лазером позволяет создавать оригинальные, необычные формы, которых не так просто добиться за счет механического воздействия. Данная технология является одной из самых современных и передовых в сфере обработки металлов.
Что собой представляет резка металла лазером
Лазер относят к самым ярким и ключевым изобретениям XX века. Интересно, что достаточно долго для него не могли найти практического применения и даже называли устройством, которое само ищет задачи для решения. С другой стороны, машиностроительные компании уже давно применяют резку металла лазером. Первыми в этом деле стали судостроительные верфи, авиационные заводы и крупные автомобильные концерны, которые стремились повысить производительность труда. Рост конкуренции привел к тому, что были созданы инновационные обрабатывающие центры с совершенно новыми системами воздействия на процесс работы.
Первый лазер появился в 1960 году, его основным элементом был рубин, а сам аппарат работал в инфракрасном диапазоне. Развитие прикладной квантовой науки шло по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов, а основной целью было получение мощного и при этом управляемого луча. Ученые искали новые рабочие среды, создавали лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Каждый знает из школьного курса физики о том, что сфокусированный свет способен оказывать мощное тепловое воздействие. Знакомый каждому с детства трюк с лупой показывает, каким сильным может быть простой преломленный солнечный луч. Принцип действия лазера проще понять, если перевести его название с английского: «усиление света вынужденным излучением». Иными словами, речь идет о световом излучении, вызванном атакой фотонов на рабочую среду с усилением посредством ответной реакции. Если максимально упростить определение, то данную разновидность резки можно назвать процессом, при котором зона реза нагревается, после чего материал разрушается.
Благодаря системе оптических призм и зеркал световой поток превращается в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера определяет активатор и сложность резонирующих систем. Первичное активное вещество может находиться в любом агрегатном состоянии: твердом, газообразном, жидком или в виде плазмы.
Для накачки первичных световых атомов используют разные способы: может применяться сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Основной характеристикой хорошего прибора считается стабильность светового луча и его точная фокусировка.
Для резки металла лазером используют два способа:
- плавление;
- испарение обрабатываемого металла.
Второй подход требует использования оборудования с более высокой мощностью, что вызывает немалые затраты энергии. Такие расходы не во всех случаях оказываются экономически оправданы. Кроме того, метод испарения подходит только для резки деталей небольшой толщины.
Кроме того, метод испарения подходит только для резки деталей небольшой толщины.
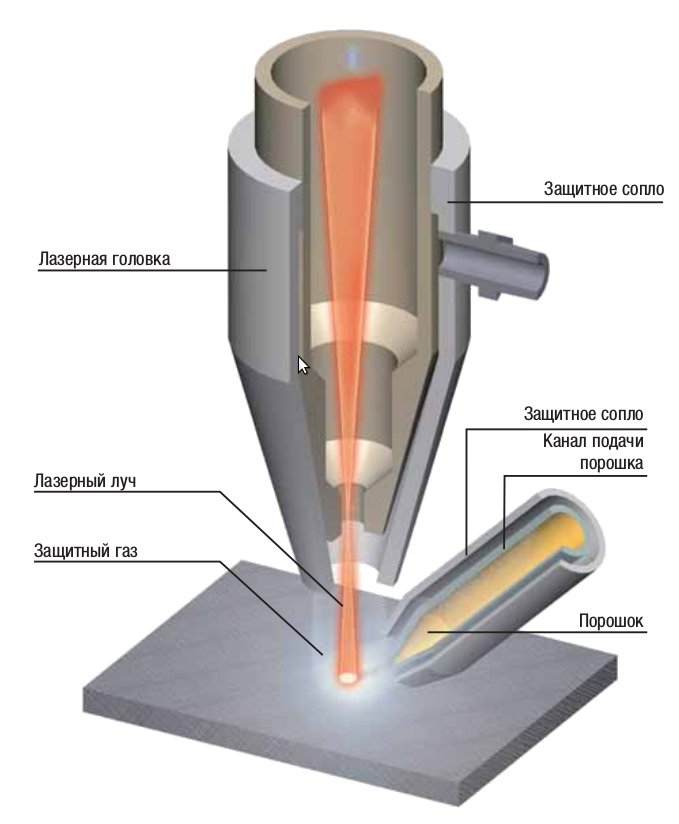
Большое количество ограничений, существующих для второго способа, привело к тому, что наибольшую популярность завоевала резка металла лазером с помощью плавления. Сейчас данную технологию стараются сочетать с использованием инертных газов, а также кислорода, азота, воздуха. Для этого применяют специальные установки, направляющие газ в рабочую зону.
Рекомендовано к прочтению
Таким образом, значительно снижается потребление энергии, ускоряется процесс резки, удается снизить мощность используемого оборудования при обработке даже толстых материалов. Однако данную технологию сложно назвать просто лазерной резкой, тут речь идет, скорее, о газолазерном методе.
Плюсы и минусы резки металла лазером
Самые разные сферы промышленности сегодня включают лазеры в свой процесс производства. Данная технология позволяет добиться высокой точности раскроя и создавать наиболее сложные контуры, поэтому в разы превосходит механическую обработку фрезами, ножовочными полотнами, ленточными пилами.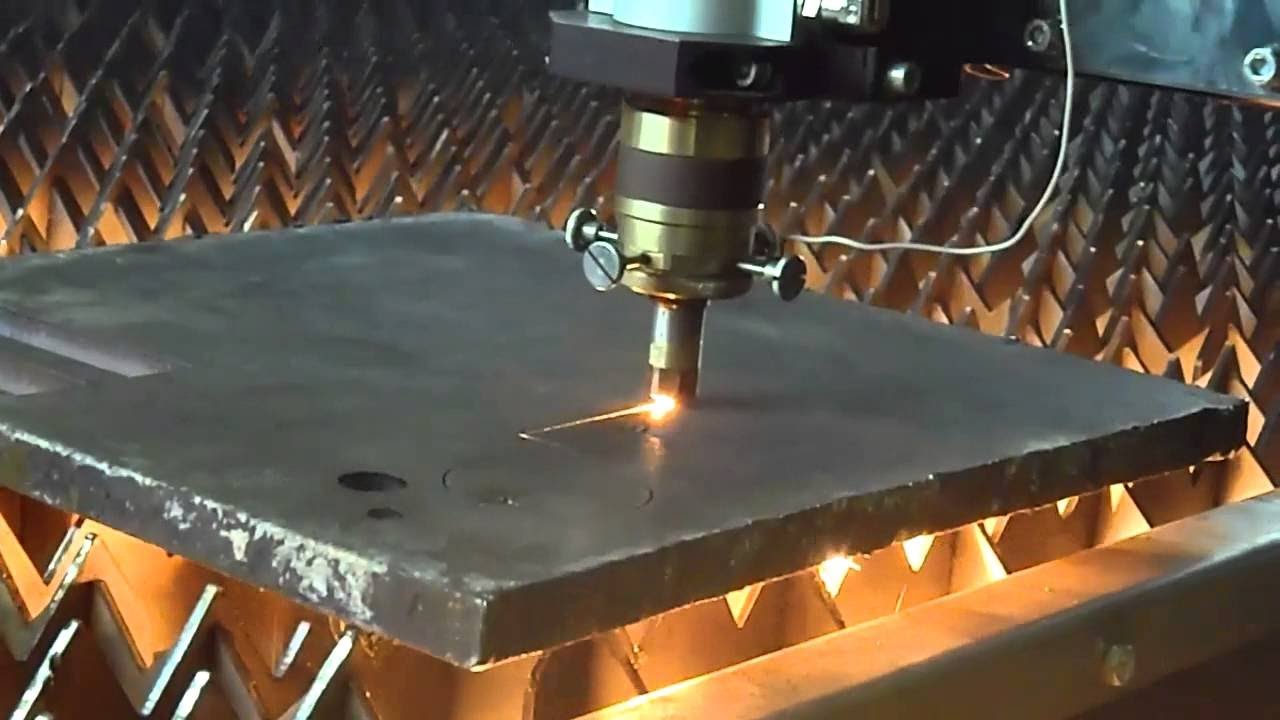 Немаловажно, что резка металла лазером упрощает производство и его разработку.
Немаловажно, что резка металла лазером упрощает производство и его разработку.
Достоинства данной технологии:
- высокая точность;
- резка без нагрева изделий;
- простота в управлении;
- высокое качество реза;
- отличное качество продукции;
- отсутствие деформации листа материала в процессе резки;
- обработка без механического контакта с изделием;
- бесконтактный раскрой;
- возможность резки металлов с высокой теплопроводностью;
- производство достаточно сложных и хрупких изделий;
- автоматизированный раскрой;
- отсутствие пыли;
- возможность резки дерева, пластика, ткани, картона, кожи;
- обработка легко деформируемых материалов;
- невозможность перегрева материала;
- короткие сроки изготовления деталей;
- малая зона теплового воздействия;
- изготовление сложных и объемных конструкций.

Если вы хотите купить лазер для резки металла, нужно понимать, что у данной технологии обработки есть и минусы:
- отсутствие возможности использования при резке листов большой толщины;
- относительно высокая цена;
- привязанность большинства параметров, в том числе эффективности, непосредственно к типу лазера;
- ограничения по толщине;
- отсутствие возможности пуклевки, вытяжных работ, жалюзовки;
- непостоянная скорость производства;
- ограничение по габаритам – допускается резка листов не более 1500х3000 мм;
- порча материала при неправильной эксплуатации.
Безусловно, рано сбрасывать со счетов традиционные методы резки, ведь у них немало достоинств, в том числе низкая стоимость. Однако существующие недостатки не помешали лазерной резке приобрести большую популярность на производствах. Дело в том, что в этом случае достигается наиболее высокое качество заготовки.
Режимы лазерной резки металла
Резка лазером осуществляется в трех режимах, каждый из которых является наиболее выигрышным в определенной ситуации.
- Испарение. Данный режим предполагает высокую интенсивность излучения, при которой потери тепла от теплопроводности близки к минимуму. Резка такого типа производится при помощи твердотельных лазеров для резки металла в пульсирующем режиме. На самом деле данный метод металлообработки используется нечасто.
- Плавление. В этом случае обрабатываемый материал не горит, а расплав выносится из зоны реза при помощи струи технологического газа (N, Ar, пр.). Такая технология используется для резки меди, алюминия, их сплавов, поскольку при взаимодействии с кислородом они образуют тугоплавкие окислы. Отметим, что с этими металлами справляется лишь луч высокой мощности.
- Сгорание и интенсивное окисление. За счет окисления излучение поглощается, уменьшается зона обработки, равномерно удаляются образующиеся в процессе резки отходы. Всего здесь существует два режима обработки: управляемый и автогенный или, как его еще называют, неуправляемый:
 Всего здесь существует два режима обработки: управляемый и автогенный или, как его еще называют, неуправляемый:
Всего здесь существует два режима обработки: управляемый и автогенный или, как его еще называют, неуправляемый:- При автогенном режиме горение металла протекает во всей зоне воздействия кислорода за счет тепла реакции. Таким образом, формируется рваная и неаккуратная кромка заготовки.
- Управляемый режим предполагает, что горение идет без внешнего воздействия и не охватывает всю площадь соприкосновения кислорода с поверхностью заготовки, оставаясь исключительно в области реза. Иными словами, ширина реза пропорциональна диаметру пятна лазерного луча, а в результате подобной резки получаются ровные края.
На самом деле несложно перевести автогенный режим резки в управляемый, для этого всего лишь нужно повысить скорость движения детали и луча относительно друг друга.
Оборудование для резки металла лазером
Все используемое при данной технологии оборудование можно разделить на три типа:
- Газовые установки.
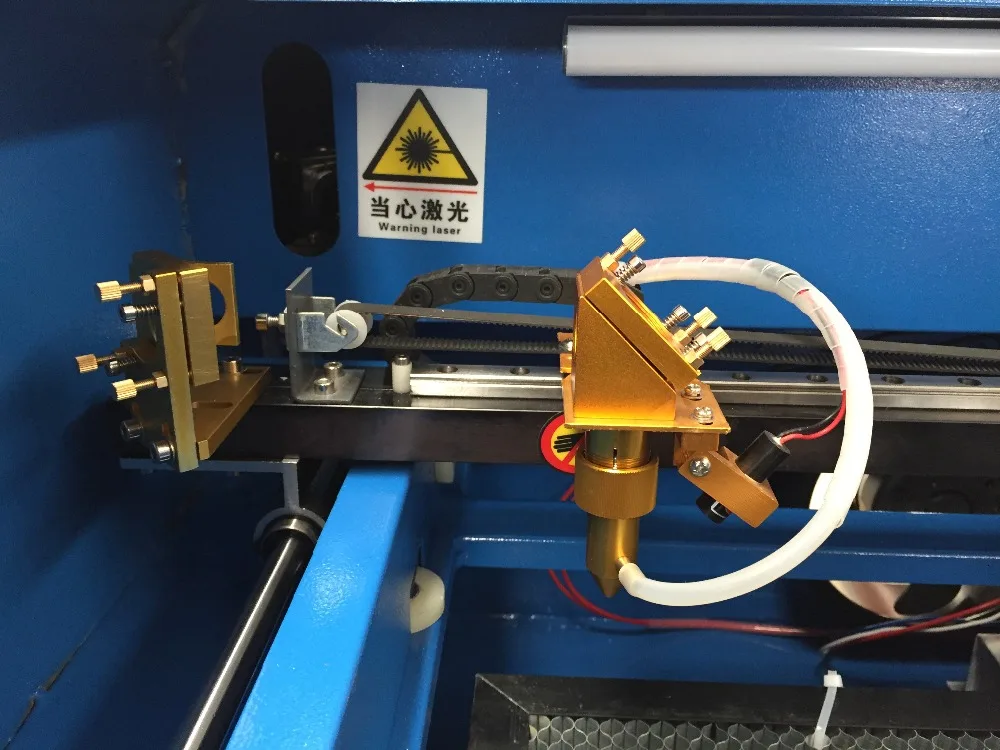
Газы играют роль рабочего тела, могут прокачиваться по продольной или поперечной схеме. В подобных лазерах происходит возбуждение атомов газа при помощи электрического разряда, в результате частицы начинают излучать монохроматический свет. Сегодня в промышленности наиболее активно используются щелевидные установки, работающие на углекислом газе. Они имеют относительно небольшие размеры, однако отличаются высокой мощностью и простотой в работе. В Сети можно найти немало роликов, объясняющих их принцип действия.
- Установки твердотельного типа.
В данную конструкцию входят два основных элемента: лампа накачки и рабочее тело. В качестве последнего обычно выбирают стержень из искусственного рубина. Кроме того, в него включен неодим иттриевого граната. Лампа накачки позволяет передать необходимое излучение на рабочее тело. Обычно резка металла лазером при помощи таких установок осуществляется в импульсном режиме, но можно встретить модели, чья работа идет непрерывно.
- Газодинамическое оборудование.
Рабочий газ нагревается до +2 000–3 000 °С, после чего он на высокой скорости, превышающей скорость звука, проходит через специальное сопло и охлаждается. Такие установки используются редко, так как их стоимость очень высока, это же относится и к процессу образования лазерного луча.
Вне зависимости от типа в любое оборудование для резки листового металла лазером входят такие составляющие:
- Система, отвечающая за передачу и образование газа и излучения. Она состоит из сопла, устройства для подачи газа, юстировочного лазера, поворотных зеркал, оптических элементов, пр.
- Излучатель с зеркалами резонатора, содержащий в себе активную среду, устройства для накачки и обеспечения модуляции, если это требуется.
- Система управления оборудованием и контроля соблюдения всех установленных параметров.
- Узел, отвечающий за движение заготовки и лазерного луча.

Преимущества новейших станков для резки металла лазером
Развитие станочной индустрии не стоит на месте, предлагая потребителям все новое оборудование. Энергия лазера зависит от специфики производства и финансовых затрат на работу конкретного устройства. Современные прецессионные разделывающие станки с ЧПУ способны обрабатывать материалы с точностью до 0,005 мм. Немаловажно, что у некоторых моделей лазерных установок метраж обработки увеличен до многих квадратных метров.
Серьезным преимуществом этой техники стала автоматизация промышленного процесса, за счет чего удалось сократить вероятность человеческой ошибки. Все необходимые характеристики задаются в макропрограммный блок, отвечающий за управление лазером и трудовым столом с болванкой. Системы настройки фокуса устанавливают, на каком расстоянии будет проводиться резка, чтобы процесс шел наиболее эффективно.
Специфические теплообменники регулируют температуру лазерного агрегата, информируя оператора об актуальном состоянии инструмента. Система снабжается клапанами, которые позволяют подключать газобаллонное снабжение – с их помощью налаживается подача запасных газов в рабочую зону. Также лазер оснащается системой дымоулавливания, за счет которой снижаются расходы на вытяжку, то есть последняя включается непосредственно в процесс обработки. Немаловажным остается защита персонала, поэтому зона резки полностью перекрывается предохранительным кожухом.
Система снабжается клапанами, которые позволяют подключать газобаллонное снабжение – с их помощью налаживается подача запасных газов в рабочую зону. Также лазер оснащается системой дымоулавливания, за счет которой снижаются расходы на вытяжку, то есть последняя включается непосредственно в процесс обработки. Немаловажным остается защита персонала, поэтому зона резки полностью перекрывается предохранительным кожухом.
В современных условиях резка листового металла сильно упрощается, оператору остается только задать числовые характеристики и получить готовое изделие. Продуктивность в этом случае зависит от двух компонентов: характеристик станочного комплекса и опыта оператора, задающего программный код. Методика резки железа полностью соответствует концепции роботизированной работы, призванной избавить человека от тяжелого труда.
Во время подготовки к лазерной резке на станке с ЧПУ все значения из чертежей вносятся в программу, после чего оборудование действует автоматически.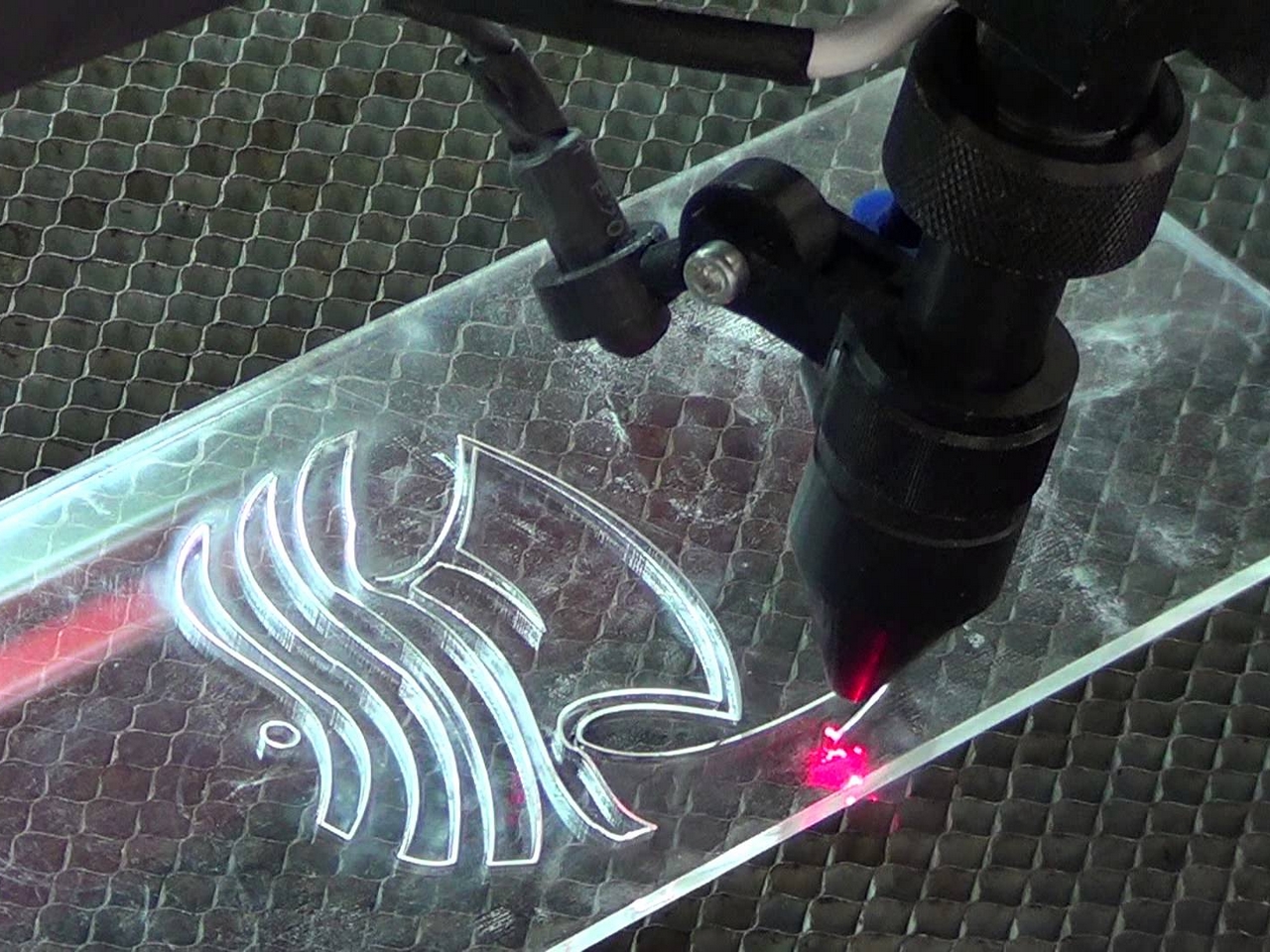 Высокая точность достигается в том числе и за счет исключения человека из процесса обработки.
Высокая точность достигается в том числе и за счет исключения человека из процесса обработки.
При резке металла лазером ошибка может возникнуть лишь при условии, что был недостаточно точно произведен замер, а значит, неверно составлен чертеж. Погрешностей в работе самого оборудования быть не может.
Компании-производители предлагают два типа лазерных станков: многоцелевые и специальные. Первые дороже, зато позволяют осуществлять разные операции, а также производить фигурную резку металла лазером более трудных форм.
Специалисты машиностроительных компаний понимают возможности данной технологии в области производства точных деталей с оптимальной шероховатостью. Существует множество сфер использования такой техники, начиная от резки листового проката до создания сложных кузовных деталей автомобилей.
Если вы собираетесь приобрести промышленный лазер для резки металла, стоит оценить его окупаемость и объем рабочих расходов. Не так давно подобные станки были доступны лишь крупным компаниям с немалым производственным циклом. Однако стоимость оборудования и энергозатраты на его работу постепенно снижаются, все это приводит к тому, что сегодня заказы на резку металла лазером могут выполнять даже небольшие фирмы.
Однако стоимость оборудования и энергозатраты на его работу постепенно снижаются, все это приводит к тому, что сегодня заказы на резку металла лазером могут выполнять даже небольшие фирмы.
Как происходит резка металла лазером, смотрите видео:
Особенности лазерной резки в зависимости от вида металла
Резка лазером используется при работе с самыми разными металлами, далее расскажем об особенностях обработки некоторых из них:
Ее раскрой представляет собой сложный процесс, поскольку нержавейка отличается повышенной устойчивостью к внешним воздействиям и разрушению. Чтобы упростить и ускорить процесс работы, стараются использовать лазер. Назовем основные достоинства резки по данной технологии:
- обработка происходит бесконтактным способом, поэтому поверхность материала, исключая место реза, не подвержена деформации;
- компьютерное оборудование делает возможным производство даже сложных деталей;
- максимальное расхождение составляет 0,08 мм, иными словами, обеспечивается очень высокая точность резки;
- значительно сокращается риск деформации кромки, образования обслоев и заусенец;
- резка не требует много времени, за счет чего цена оказывается более низкой, чем при других видах обработки;
- мощный луч лазера справляется с металлом любой толщины;
- не изменяются физические свойства материала, в том числе, не сокращается срок эксплуатации изделий.
Однако во время резки поверхность нержавейки нужно защитить от окислительных процессов. Обычно для этого используют азотную кислоту, которая предотвращает возгорание металла.
Обязательным условием при подаче газа в рабочую зону является сохранение давления в 20 атмосфер. Если речь идет о резке больших листов металла, лазер уходит вглубь материала, в результате чего увеличивается размер сечения, при этом должен повышаться объем подаваемого азота.
Особенности резки меди лазером связаны с характеристиками этого вещества, например, высокой теплопроводностью. Поэтому все работы производят на низкой скорости, а также устанавливается максимальная мощность лазера для резки металла. Если не соблюсти данные нормы, раскрой будет неровным, кромка и находящаяся вдоль нее поверхность – деформированными.
Пользоваться данной методикой для резки толстых листов меди очень сложно, а так как обработка должна проходить при высокой мощности, стоимость работ значительно возрастает. Если речь идет о работе с толстым листом металла, придется отказаться от сложных форм, допускается только простой раскрой.
Если речь идет о работе с толстым листом металла, придется отказаться от сложных форм, допускается только простой раскрой.
Лучше всего осуществлять лазерную резку меди твердотельными лучами, иначе можно деформировать изделия. При работе с толстыми листами на срезе нужна плазма – она нагревает металл до определенной температуры и плавит его.
Резка лазером данного металла часто используется при производстве больших партий изделий, а также маленьких заказов с большой долей ручного труда. Обработка латуни, как и стали, не сложна, все необходимые для работы параметры можно задать самостоятельно.
Чистый титан хорошо режется лазерным лучом, а благодаря добавлению в зону реза кислорода удается ускорить работу. Однако нужно понимать, что при этом образуется большой оксидный слой вдоль линии реза, который можно снять струей кислорода.
Алюминий поддается резке только под высокомощным лазерным излучением, поскольку обладает высокой теплопроводностью и способностью поглощать луч.
Нужную мощность установки для резки алюминия подбирают, опираясь на информацию об изготавливаемых деталях, в том числе их габаритах. Специалисты рекомендуют обрабатывать этот металл на небольших скоростях, потому что таким образом удается избежать деформирования листа. Кроме того, в результате вы получите аккуратную поверхность без заусениц.
Высокое качество резки алюминия достигается за счет отсутствия соприкосновения режущей головки и листа, так как деталь прожигается в необходимых местах с некоторого расстояния. В лазерном станке есть продувная зона, благодаря которой предприятия могут производить изделия с идеально ровными очертаниями.
Если у вас установлен аппарат лазерной резки, вы можете изготавливать детали своими руками, не обращаясь за помощью на крупные предприятия. Такая обработка как нельзя лучше подходит для выполнения небольших по объему заказов.
Как рассчитывается стоимость резки металла лазером
Существуют разные подходы для расчета стоимости лазерной резки. Нередко это делают, как говорится, «на глазок». Такой способ значительно выигрывает по сравнению с остальными с точки зрения скорости, однако иногда непросто сходу определить стоимость заказа. Обычно именно так устанавливают цену новички либо когда речь идет о маленьких объемах продукции. Вряд ли такой подход понравится клиентам, умеющим считать деньги. Постепенно набираясь опыта, предприниматели пересматривают свой подход к определению стоимости лазерной резки.
Нередко это делают, как говорится, «на глазок». Такой способ значительно выигрывает по сравнению с остальными с точки зрения скорости, однако иногда непросто сходу определить стоимость заказа. Обычно именно так устанавливают цену новички либо когда речь идет о маленьких объемах продукции. Вряд ли такой подход понравится клиентам, умеющим считать деньги. Постепенно набираясь опыта, предприниматели пересматривают свой подход к определению стоимости лазерной резки.
Второй способ – посчитать стоимость, отталкиваясь от времени, затрачиваемого на резку металла лазером на заказ. Этот метод неплохой, если речь идет о только что открытом предприятии. Проблема лишь в том, что стоимость изделия удастся установить только после его изготовления, в противном случае мы возвращаемся к первому методу. Для многих заказчиков такой подход неприемлем, поскольку им важно заранее знать, какую сумму придется потратить на ваши услуги.
Многие собственники и мастера раскроечного оборудования в результате приходят к следующей формуле: стоимость резки + стоимость гравировки + стоимость материала. Именно такой расчет и является наиболее разумным.
Именно такой расчет и является наиболее разумным.
Данная формула понятна и бизнесмену, и заказчику. Остается только установить цену за метр резки лазером металла, других материалов, причем сделать это для всех толщин. Тогда прайс будет зависеть преимущественно от сложности и общего объема работ.
5 мифов о лазерной резке металла, не имеющих ничего общего с реальностью
Многие знающие и адекватные производственники неверно оценивают возможности данного метода по вине следующих заблуждений:
1. Речь идет о новой и пока недостаточно изученной технологии.
Дарт Вейдер появился на наших экранах не просто так – лазерные мечи вошли в кинематограф, как только стало ясно, на что действительно способен лазер.
Впервые лазер использовался на производствах в 1960-е годы, а в научных лабораториях он появился еще раньше. После этого около двадцати лет к данной технологии резки относились как к чему-то невероятному. Но в 1980-х годах прогресс шагнул еще дальше, предложив производственникам более современные и необычные устройства. А лазерная резка прочно укрепилась в промышленности и стала достаточно распространенной.
А лазерная резка прочно укрепилась в промышленности и стала достаточно распространенной.
Это привело к тому, что станки стали проще и доступнее. В 1980-е годы лазерная резка использовалась лишь в работах, где была необходима предельная точность. Например, для изготовления простых корпусов электроники данная технология оставалась слишком дорогостоящей. Сегодня же лазеры изготавливают развертки деталей для массовых приборов.
2. С таким оборудованием может справиться только высококвалифицированный персонал.
От человека требуется задать программу и подать материал, чтобы станок лазерной резки выполнил всю работу. Иными словами, все отверстия, резы делаются именно роботом, за счет чего и достигается такая точность. То есть из процесса полностью исключен человеческий фактор: дрожащие руки, уставшие глаза, пр.
Так как все автоматизировано, обработка металла может производиться и без высококвалифицированного персонала: человеку нужно только положить заготовку в станок и забрать изделие. Кстати, за час работы такому сотруднику придется заплатить значительно меньше, чем, например, сварщику с высоким разрядом.
Кстати, за час работы такому сотруднику придется заплатить значительно меньше, чем, например, сварщику с высоким разрядом.
Конечно, станок не будет работать, если его доверить непрофессионалам. Чтобы нарезать детали, нужно подготовить программу, а хороший конструктор, который составит ее без малейших ошибок, – это дорогой специалист. Но когда программа готова, резка может осуществляться и без его участия, сколько бы партий изделия не пришлось изготовить.
3. Лазер выжигает материал в месте реза.
Обработка лазером требует использования огромной температуры, однако она прикладывается точечно. За счет чего материал, попавший в зону реза, плавится, не успев загореться. Чтобы удалить расплав, в зону резки направляется струя сжатого воздуха – она выдувает все лишнее, оставляя чистую кромку. А находящийся рядом с резом материал не успевает достаточно разогреться, чтобы воспламениться или деформироваться. По этой причине металлические и пластиковые изделия, произведенные при помощи лазера, не имеют на себе следов горения. Исключение составляет дерево – оно немного обугливается по торцам реза, не начиная полноценно гореть.
Исключение составляет дерево – оно немного обугливается по торцам реза, не начиная полноценно гореть.
4. Лазер справляется с металлом вне зависимости от его толщины.
Так бывает только в кино, любая реальная лазерная установка имеет свой предел. Чем толще обрабатываемый металл, тем более мощной она должна быть. Это вызывает повышенные энергозатраты, которые влекут за собой высокую цену обработки.
Если толщина листа более 20 мм, возникает вопрос о целесообразности его резки лазером. Вероятно, дешевле будет использовать резку плазмой. Если же лист толще 40 мм, плазма автоматически становится самым оптимальным методом обработки.
5. Технологии лазерной и плазменной резки конкурируют между собой.
Эти две технологии используются для решения совершенно разных задач. Безусловно, они применяются при раскрое металла, но нужно понимать, что при этом обрабатывается материал разной толщины, реализуются разные цели.
Лазерная резка позволяет добиться невероятной точности и высокого качества при выполнении отверстий. Резка тонкого металла лазером не требует больших финансовых затрат, но при увеличении толщины листа ее цена повышается. Данный метод обработки подходит для изготовления корпусов и деталей различного оборудования толщиной не более 20 мм.
Резка тонкого металла лазером не требует больших финансовых затрат, но при увеличении толщины листа ее цена повышается. Данный метод обработки подходит для изготовления корпусов и деталей различного оборудования толщиной не более 20 мм.
Плазменная резка не может похвастаться такой точностью, она не позволяет добиться идеальных отверстий. Ее цена тоже повышается при увеличении толщины материала, однако это происходит не так быстро. По этой причине плазма может применяться при резке стали толщиной до 150 мм. Ее стараются использовать в тех ситуациях, когда лазерная резка представляется экономически невыгодной, а детали не должны идеально соответствовать проектным требованиям.
В некоторых ситуациях лазерная резка обладает немалым количеством достоинств по сравнению с иными способами металлообработки. По этой причине многие предприятия останавливают свой выбор именно на этой технологии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям.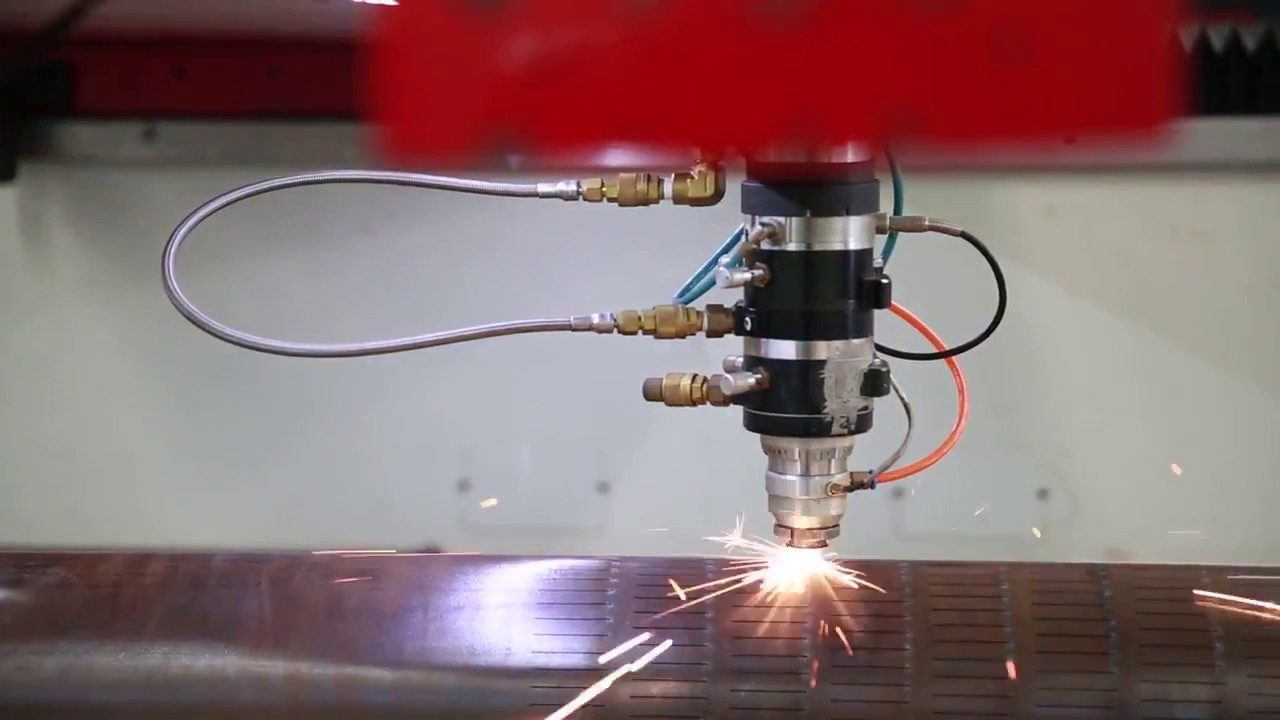 При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Станок лазерной резки и гравировки своими руками на основе «Arduino»
Главная страница » Станок лазерной резки и гравировки своими руками на основе «Arduino»
Технология цифрового управления полезна для работы различных машин. Список оборудования включает, к примеру, портативные лазерные режущие и гравировальные станки. Такие аппараты позволяют выполнять резку (https://3dprintspb.com/lazernaya-rezka-materialov/) на различной поверхности, в зависимости от мощности лазерного диода. Рассмотрим тему — как собрать станок лазерной резки и гравировки, управляемый посредством контроллера «Arduino», непосредственно своими руками. Популярный конструктор делает доступным сборку эффективного инструмента для малого бизнеса. Модель гравировального аппарата компактна, проста в эксплуатации, недорогая по стоимости производства.
Популярный конструктор делает доступным сборку эффективного инструмента для малого бизнеса. Модель гравировального аппарата компактна, проста в эксплуатации, недорогая по стоимости производства.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Особенности лазерного света гравировальных станков
Усечённый лазер следует рассматривать как «усиление света посредством индуцированного излучения». Этот момент подразумевает исход лазера от источника (резонатора), которым генерируется (передаётся) излучение, поэтапными наплывами и неразличимыми:
- повторением,
- стадией,
- поляризацией.
Лазерный свет, по сути, представлен формой узкой длиной волны. Существуют лазеры, воспроизводящие широкий спектр света или постоянно пропускающие световые волны различной длины.
Технология под станок лазерной резки широко используется как часть подготовки металла и неметаллического материала. Подход значительно сокращает время и стоимость обработки, улучшает характер обрабатываемой детали.
Современный лазерный гравировальный режущий инструмент — это своего рода «фантастический меч», способный рассекать железо, словно жевательную резинку.
Технология лазерной резки как инновация в малом бизнесе
Лазерная резка — инновация, где используется технология резки материалов на базе современной электронной сборки и генерации. Лазерная резка работает путём стабильной координации выхода мощного луча лазера через оптику. Лазерная оптика наряду с программированием контроллера используются для координации материала или рабочей лазерной стойки.
ЛАЗЕРНЫЙ
Нечто подобное и вполне работоспособное допустимо собрать на базе популярного контроллера «Arduino». Гравировальная машина домашнего производства – как инструмент малого бизнесаМеханические лазерные нарезные станки могут успешно применяться для обработки нарезкой на листовом материале. Лазерная нарезка является эффективным инструментом в плане использования мощной энергии задействованного лазера. Под управлением ПК формируется лазерный тактовый импульс нужной частоты и ширины.
После прохождения и серийного отражения в рамках оптического пути установки с помощью центрирующего сбора фокальных точек, ударный лазерный луч превращается в незаметную и высокоэффективную вспышку. Эта вспышка образуется на максимальном сближении с обрабатываемой поверхностью, моментально расплавляя материал.
Каждое мощное лазерное излучение способно за короткое время создать тончайший технологический нарезной проход. Под управлением ПК лазерная головка движется умеренно, в точном соответствии с графиком линий, очерчивающих желанную форму гравировки или резки. В отличие от традиционных технологий обработки резанием, лазерная нарезка отличается:
- Высоким качеством исполнения реза.
- Скоростью производства.
- Технологичностью исполнения.
- Широким спектром применения.
Экспериментальное изготовление портативного лазерного станка
Портативный лазерный режущий гравировальный станок, относительно простой в изготовлении, можно сказать — мечта малых предприятий, осваивающих бизнес гравировки или аналогичный. Это своего рода революция современных технологий, связанных с производством, благодаря простоте в обращении и универсальности.
Это своего рода революция современных технологий, связанных с производством, благодаря простоте в обращении и универсальности.
ЛАЗЕР-МАШИНА
Структурная схема машины лазерной гравировки: 1 – шаговый моторы; 2 – блок питания 12 вольт; 3 – кнопки-ограничители осевого перемещения; 4 – регулятор напряжения; 5 – лазерный диод; 6 – драйверы электродвигателей; 7 – контроллер «Arduino»; 8 – реле 5 вольт; 9 – кнопки контроля и управленияДля изготовления оборудования с последующей работой, направленной на резку и гравировку изделий, потребуется обзавестись программным обеспечением и основными модульными деталями. Перечень необходимых модулей с кратким описанием представлен ниже.
Составляющие резательно-гравировального лазерного станка
Функционирование аппаратной части инструмента лазерной гравировки обеспечивает программное обеспечение «Eleksmaker» или подобное, преобразующее графическое изображение в G-код, используемый контроллером.
Требуемое изображение импортируется в формате «Scalable Vector Graphics (SVG)», а посредством ПО «Eleksmaker» конвертируется в G-код, создающий координаты изображения. Программным обеспечением «Eleksmaker» управляются шаговые двигатели, контролируется мощность лазера.
Программным обеспечением «Eleksmaker» управляются шаговые двигатели, контролируется мощность лазера.
Электронным аппаратным средством проекта выступает конструктор «Arduino nano» — электронное устройство на основе макетных плат. Это фактически готовая управляющая база портативного станка лазерной резки и гравировки. Контроллер на основе «Arduino nano» поддерживает:
- регулировку мощности лазера,
- функцию редуцированного света,
- изоляцию оптической муфты,
- защиту от помех.
Системой «Arduino» также управляются шаговые двигатели, доступно выполнение прошивки контроллера при необходимости.
Лазерный диодный модуль самодельного гравера
Модули лазерных диодов доступны в широком ассортименте длин волн, выходных мощностей или форм пиллерсов в зависимости от применения. Зелёные лазеры дают более заметную дифференциацию на материалах.
ЛАЗЕР-ДИОД
Лазерный диод, помещённый внутри массивной алюминиевой оболочки для обеспечения изоляции и эффективного охлаждения.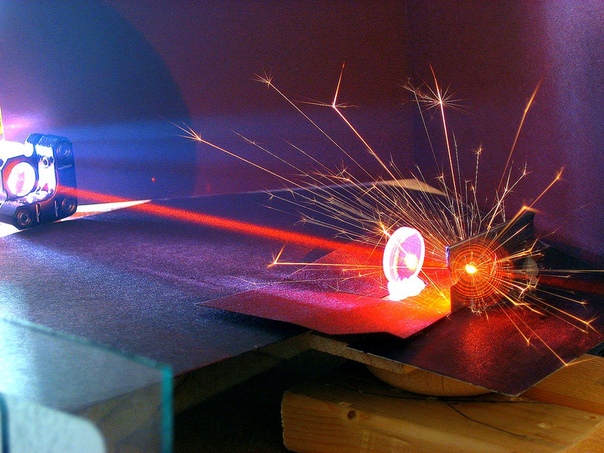 Такого рода компонент используется в самодельной конструкции
Такого рода компонент используется в самодельной конструкцииДля применения в составе описываемой конструкции гравера используется лазерный модуль мощностью 500 МВт, при длине волны 450 нм. Удачно подходят для воспроизводства проекта конструкторы с лазерными диодными модулями, представленные ниже в таблице:
| Продукт | Напряжение питания, В | Мощность, мВт | Программное обеспечение |
| SLB Works | 12 | 500 | BenBox |
| Zeta USB DIY | 12 | 500 | Eleksmaker |
| NEJE DK-8 | 12 | 500 | Eleksmaker |
Возможная конструкция рамы резательно-гравировального станка
Опоры шарнирно-винтовой передачи и опоры вала можно установить на полых алюминиевых стойках. Такие элементы используются для всех основных конструктивных частей машины. Толщина алюминия составляет около 2 мм.
Алюминиевые стойки относительно легко режутся и сверлятся, при этом материал хорошо держит форму и достаточно высокие механические нагрузки.
Кроме того, учитывая квадратную форму, алюминиевые стойки обеспечивают точные параметры параллельности / перпендикулярности опорных поверхностей.
КОНСТРУКТИВ
Примерно такой выглядит часть конструкции шасси, на котором закрепляются осевые направляющие перемещения шаговых электродвигателей самодельной лазерной гравировальной установкиМонтажные отверстия на алюминии просто высверлить с помощью аккумуляторной дрели, а обрезка стоек по размеру выполняется торцовочной пилой (или обычной ножовкой).
Винты и гайки M5 применяются в конструкции рамы для скрепления большинства деталей между собой. Применение винтовых скреплений обеспечивает лёгкую разборку и модификацию рамы.
Внедрение шаговых электродвигателей в станок лазерной резки
Как показала практика экспериментов, практично использовать в качестве шаговых приводов электродвигатели серии «NEMA 23» или аналогичные с высоким крутящим моментом.
Мощные шаговые двигатели, однако, требуют мощных драйверов для получения максимальной отдачи.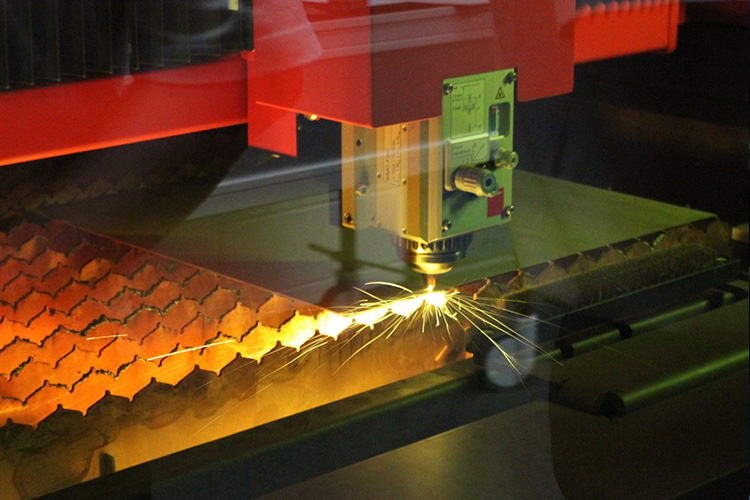 В результате оптимальным решением видится использование индивидуального шагового драйвера для каждого двигателя.
В результате оптимальным решением видится использование индивидуального шагового драйвера для каждого двигателя.
Подборка получается следующей:
- количество шаговых двигателей 2,
- тип моторов – «NEMA 23»,
- удерживающий момент — 1,8 Нм,
- 200 шагов / оборот (угол шага 1,8 градуса),
- потребляемый ток не более 3.0 А,
- вес не более 1 кг,
- тип соединения биполярное 4-х проводное,
- драйверы шаговых двигателей – 2,
- цифровой шаговый драйвер,
- функция микро-шага,
- выходной ток 0,5 — 5,6 А,
- функция ограничителя выходного тока,
- частота импульсного входа до 200 кГц,
- напряжение питания 20 — 50 вольт постоянного тока.
Для каждой оси двигатель приводится в движение шариковым винтом через соединитель двигателя.
ШАГОВЫЙ
Внешний вид электродвигателя и электронного драйвера управления таким мотором, которые могут использоваться в самостоятельно собираемой конструкции гравировальной лазерной машиныДвигатели крепятся к раме с помощью двух алюминиевых углов и алюминиевой пластины. Алюминиевые углы и пластина имеют толщину 3 мм и достаточно прочны, чтобы выдержать вес двигателя без прогиба.
Алюминиевые углы и пластина имеют толщину 3 мм и достаточно прочны, чтобы выдержать вес двигателя без прогиба.
Электронная схема управления лазерным гравировальным станком
Схема станка лазерной резки требует питания не менее 10 вольт постоянного тока и простой входной сигнал включения / выключения, который обеспечивается модулем «Arduino».
Схемой используется микросхема LM317T, представляющая линейный регулятор (стабилизатор) напряжения и тока. Через потенциометр, включенный в цепь, осуществляется регулировка заданной токовой величины.
В целом гравировальная машина имеет два отдельных источника питания по причине различных требований к рабочим напряжениям. Так, драйверам шагового двигателя требуется питание напряжением 20-50 вольт постоянного тока. Каждый шаговый двигатель потребляет максимальный ток 3,0 ампера.
Когда двигатели работают непрерывно, потребление тока не превышает значения 1 ампер. Когда же меняется скорость шаговых моторов, потребление возрастает до 2А на каждый мотор.
Когда же меняется скорость шаговых моторов, потребление возрастает до 2А на каждый мотор.
Соответственно, требуется блок питания шаговых драйверов мощностью не менее 100 Вт с выходным напряжением 36 вольт при токе 3 А.
Драйверу лазера требуется напряжение питания не менее 10 вольт при токе не менее 1,25 ампер. Здесь вполне достаточно блока питания, например, от компьютеров типа ATX PC, с напряжением на выходе 12 вольт.
Станок лазерной резки — скетч обработки интерпретатором «Arduino»
Скетч объекта обработки контроллер «Arduino» интерпретирует блоком инструкций. Существует ряд символов инструкции:
- быстрое перемещение вправо на один пиксель (пустой пиксель),
- медленное перемещение вправо на один пиксель (прожжённый пиксель),
- быстрое перемещение влево на один пиксель (пустой пиксель),
- медленное перемещение влево на один пиксель (прожжённый пиксель),
- быстрое перемещение вверх на один пиксель (пустой пиксель),
- медленное перемещение вверх на один пиксель (прожжённый пиксель),
- быстрое перемещение вниз на один пиксель (пустой пиксель),
- медленное перемещение вниз на один пиксель (прожжённый пиксель),
- включение лазера,
- отключение лазера,
- возврат осей в исходное положение.

С каждым символом контроллером «Arduino» запускается соответствующая функция для формирования сигнала на выходных выводах.
Функционал «Arduino» контролирует скорость двигателя посредством задержек между шаговыми импульсами. В идеале машина работает с одинаково высокой скоростью, будь то гравировка пикселя или пропускание пустого пикселя.
Однако по причине ограниченной мощности лазерного диода, работу машины следует несколько замедлять в процессе прожигании пикселя. Поэтому используются две скорости для каждого направления в списке символов инструкций, что обозначены выше.
Скетч «Arduino» также управляет масштабированием изображения объекта. Драйверы с шаговым двигателем настроены на половину шага. То есть, на драйверы требуется 400 шаговых импульсов на один оборот двигателя (400 шаговых импульсов / 5 мм линейного движения).
Без какого-либо масштабирования гравированные картинки получаются малоразмерными настолько, что объект трудно различить невооружённым глазом.
Заключительный момент на станок лазерной резки
Одним словом – есть заманчивая идея для реализации своими руками. Эту идею вполне допустимо осуществить в реальный бизнес-проект. Здесь представлены некоторые соображения умельцев, уже сумевших смонтировать работающее вполне эффективно оборудование.
Почему бы не повторить полезное дело. Однако повторяя проект, не следует забывать о безопасности. Работа с лазером требует применения определённых защитных функций. Как минимум, конструкторам нужны специальные очки для защиты органов зрения.
При помощи информации: Instructables
Лазер для резки металла своими руками
Современную человеческую жизнь достаточно трудно представить себе без наличия металлов. Разумеется, эта отрасль промышленности достигла немалых успехов, однако вопрос всегда остается достаточно открытым, как можно резать это твердое изделие. На практике для этого предусматривается множество соответствующих методов, однако в данном случае предстоит рассмотреть, что представляет собой технология лазерной резки прочного металла, а кроме того возможность изготовления подобного оборудования самостоятельно из подручных материалов.
Принцип работы
Виды и принципы работы лазерной резки
Перед тем как рассматривать, возможна ли лазерная резка металла из подручных элементов своими руками, предстоит выделить основные виды подобного приспособления в работе с таким материалом, а именно:
- Твердотельная разновидность, где присутствует специальная осветительная камера для последующей процедуры.
- Газовые варианты, где предусматривается использование смеси газов для работы соответствующей установки.
- Газодинамические установки, где процесс осуществляется за счет сильного разогрева присутствующих частиц газа.
Сам по себе принцип работы подобного оборудования заключается в том, что изначально обрабатываемый металл подвергается сильному разогреву до температуры плавления, после чего при последующем нагреве осуществляется испарение остатков элемента из-за кипения вследствие сильного разогрева.
Важно. Сама по себе работа происходит при высоких температурных показателях, из-за чего предстоит внимательно следить за снаряжением, чтобы не получить определенные повреждения в процессе.
Преимущества и недостатки лазерной резки
В современной жизни при обработке металлов подобная процедура используется достаточно часто, однако не все так положительно с этим процессом. Рассмотрим более детально, все присутствующие положительные и отрицательные моменты:
- отсутствует прямой контакт с поверхностью, из-за чего можно работать практически с любым вариантом материала;
- предусматривается резка любого по толщине металла, при этом максимальный показатель может доходить до 30 миллиметров;
- наличие такого прибора позволяет легко изготавливать элементы любой геометрической формы, в том числе и сложные изделия;
- предусматривается достаточно высокая скорость разделения отдельных частей металлической детали;
- если осуществляется работа с листами, то можно свести к минимуму количество отходов, а кроме того максимально задействовать площадь;
- все процессы выполняются с достаточно высокой точностью, где погрешность не превышает 0,1 миллиметра.

Несмотря на целую массу преимуществ, предусматриваются в такой ситуации и некоторые недостатки. Среди них следует выделить высокое потребление энергии, из-за чего лазер редко используют для толстых деталей. Кроме того подобное оборудование достаточно дорогое и сложное в обслуживании.
Пример работы
Самодельный бытовой лазер
Для того чтобы выполнить подобную установку самостоятельно, предстоит подготовить все необходимое, а кроме того определиться с типом изготавливаемой конструкции. На практике проще всего воспроизвести газовые варианты. Для этого потребуется следующее:
- предварительно потребуется подготовить камеру, в которой будет взаимодействовать углекислый газ с иным компонентом;
- также потребуется энергетическая установка, а кроме того установка с насадкой под лазер;
- дополнительно требуется наличие отражающих и полупрозрачных зеркал, чтобы выполнялась прорезка металлической поверхности;
- кроме всего прочего необходимо нужное количество газов в соответствующих баллонах для последующего использования.
Следует понимать, что в сети интернет присутствует все необходимое для правильного выполнения резки своими руками, с использованием небольшого набора компонентов, однако исходя из отсутствия доступа к высоким мощностям, установка, которая будет разрезать металлы в промышленных масштабах, не получится.
Процесс изготовления лазерного резака
Рассмотрев все достоинства и преимущества лазерной резки, многие захотят изготовить подобное оборудование самостоятельно. Для процесса выполнения приспособления предстоит ряд последовательных действий. Предварительно освобождается место для прибора. Впоследствии подготавливается все необходимое, чтобы можно было собрать эту установку самостоятельно. Далее выполняется процесс сборки, с соблюдением последовательности, которая присутствует в схеме аппарата. Также при необходимости можно приобрести все в разборном виде, предназначенное для последующего выполнения полноценного прибора.
Компактный резак
Сборка лазерного резака
Для того чтобы выполнить сборку этого технического оснащения, предстоит изготавливать конструкцию в соответствии с инструкцией по сборке. Здесь предусматривается предварительная сборка каркаса. Впоследствии осуществляется установка всего навесного оборудования, а кроме того подключение установок в единую систему. На завершающем этапе остается только проверить техническое оснащение на исправность и работоспособность.
Здесь предусматривается предварительная сборка каркаса. Впоследствии осуществляется установка всего навесного оборудования, а кроме того подключение установок в единую систему. На завершающем этапе остается только проверить техническое оснащение на исправность и работоспособность.
Важно. Требуется учитывать тот факт, что любая подобная система потребляет большое количество энергии, из-за чего предстоит должным образом позаботиться о подключении к сети, чтобы не вызвать перегруз.
Технология лазерной резки металла – В помощь хозяину
Лазерная резка металла
Почему лазерная резка металла хоть и является дорогостоящей операцией, все равно очень востребована сегодня. Все дело в качестве реза и высокой скорости процесса. При этом резка металлов лазером практически проводится без отходов, потому что толщина среза очень тонкая. К достоинствам можно добавить ровные кромки, которые практически не требуют механической доработки, разрезаемые металлические заготовки не подвергаются деформации (только незначительно нагреваются участки, прилегающие к зоне реза). По сути, с помощью лазерной резки получается уже готовое изделия, которое можно использовать в дальнейшем по прямому его назначению.
К достоинствам можно добавить ровные кромки, которые практически не требуют механической доработки, разрезаемые металлические заготовки не подвергаются деформации (только незначительно нагреваются участки, прилегающие к зоне реза). По сути, с помощью лазерной резки получается уже готовое изделия, которое можно использовать в дальнейшем по прямому его назначению.
Технические характеристики проводимого процесса:
- скорость резки металлов: 0,167-12,5 м/с;
- отклонение деталей он нормативных размеров: 0,05-0,2 мм;
- ширина среза сталей толщиною 0,5-5 мм: 0,1-0,3 мм;
- может на кромках оставаться небольшой слой срезанного металла, который легко отделяется.
Лазерной резкой металлов можно резать любые металлические профили: листы, трубы, уголки и прочее. К тому же резке подвергаются металлические изделия, изготовленные по разным технологиям: литье, штамповка, прокат и так далее. От толщины заготовки зависит мощность используемого лазера. К примеру, чтобы разрезать деталь толщиною 12-15 мм, необходим лазер мощностью 1,5 кВт. Для резки заготовки толщиною 4-5 мм требуется лазер мощностью 0,5 кВт. При этом нет необходимости зачищать металлические заготовки, то есть подготавливать их к процессу. Единственное – это удаление антикоррозионной смазки, которую наносят в заводских условиях на некоторые профили.
Для резки заготовки толщиною 4-5 мм требуется лазер мощностью 0,5 кВт. При этом нет необходимости зачищать металлические заготовки, то есть подготавливать их к процессу. Единственное – это удаление антикоррозионной смазки, которую наносят в заводских условиях на некоторые профили.
Технология лазерной резки металлов
Процедура резки достаточно проста. Лазер – это тонкий луч, который на металлической заготовке образует точку. Металл на этой точке быстро нагревается до температуры плавления и начинает закипать, а затем испаряться. Если режется тонкий металлический элемент, то это происходит именно так. С толстыми деталями немного сложнее, потому что большое количество металла не может испаряться. Поэтому в технологию добавляют газ, который выдувает расплавленный металл из зоны реза. В качестве газа можно использовать кислород, азот, любой инертный газ или обычный воздух.
Виды лазерной резки
В основе технологического процесса лежат несколько элементов, которые и определяют процесс резки металлов лазером. А именно:
А именно:
- источник энергии;
- рабочий элемент, который и образует лазерный поток;
- блок, в состав которого входят специальные зеркала, такой прибор называется оптический резонатор.
Именно рабочий элемент и создает классификацию лазерных установок, в которых сам режущий инструмент разделяется по мощности.
- Мощностью не больше 6 кВт – называются твердотельными.
- 6-20 кВт – это газовые.
- 20-100 кВт – газодинамические.
К первой позиции относятся технологии, в которых используется твердое тело: рубин или специальное стекло с добавками флюорита кальция. Такие лазеры могут создать мощный импульс буквально за несколько долей секунд, к тому же они работают как в импульсном режиме реза, так и в непрерывном.
Вторая позиция – это лазер на основе газовой смеси, которая нагревается электрическим током. Электроэнергия придает направленному потоку газов монохромность и направленность. В состав смеси входят углекислый газ, азот и гелий.
Третья позиция – это также газовый лазер на основе углекислого газа. Газ нагревают и пропускают через узкий проход, где он остывает и расширяется одновременно. При этом выделяется огромная тепловая энергия, которая и режет металл большой толщины. Точность реза высокая, потому что данный вид лазера обладает большой мощностью. При этом расход энергии луча небольшой.
Режимы резки
Параметров, которые влияют на резку, достаточно много. Это и скорость проводимого процесса, и мощность лазера, его плотность, фокусное расстояние, диаметр луча, состав излучения, вид и марка разрезаемого металла. К примеру, низкоуглеродистые стали режутся быстрее, чем нержавейка, почти на 30%. Если кислород заменить обычным воздухом, то скорость реза снижается почти в два раза. Скорость резки алюминия лазером мощностью 1 кВт составляет в среднем 12 м/с, титана – 9 м/с. Эти показатели соответствуют технологии, в которой применяется кислород.
Выбирая определенный режим резки, необходимо понимать, что от выбранных параметров будет напрямую зависеть и качество реза. Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Для примера можно привести показатели качества лазерного процесса, который производился при мощности 1 кВт, с использованием кислорода, газ подавался в зону резки под давлением 0,5 МПа. При этом диаметр сфокусированной точки составлял 0,2 мм.
Есть еще один параметр резки металлов при помощи лазера – это точность. Определяется она в процентном соотношении и зависит от качества самого технологического процесса. Требования к данному параметру основываются на толщине разрезаемой детали и на том, для каких нужд данная заготовка будет использована. Что касается толщины, то погрешность может составлять 0,1-0,5 мм, если лазером разрезается металлический профиль толщиною до 10 мм.
Преимущества и недостатки лазерной технологии
Лазерная резка металла имеет ряд весомых преимуществ перед другими видами резки. Вот несколько ее достоинств.
- С помощью лазера можно резать достаточно широкий диапазон толщины металлических изделий: медных – 0,2-15 мм, алюминиевых, 0,2-20 мм, стальных — 0,2-20 мм, из нержавеющей стали – до 50 мм.
- Полное отсутствие контакта режущего инструмента с разрезаемым металлом. А это открывает возможности работать с хрупкими и легко деформирующими заготовками.
- Просто получаются изделия с замысловатыми формами. Особенно, если резка производится на станке с компьютерным обеспечением. Нужно просто в блок управления загрузить чертеж будущей детали, и оборудование само разрежет его с большой точностью.
- Высокая скорость процесса.
- Если необходимо изготовить металлическую деталь небольшой партией, то именно лазерная резка может заменить такие сложные технологические процессы, как штамповка и литье.
- Минимум отходов и чистота среза – это снижение себестоимости производимых металлических деталей, что влияет на снижение конечной цены изделия.
- Универсальность самой лазерной технологии, с помощью которой можно решать достаточно сложные поставленные задачи.

Если говорить о недостатках лазерной резки, то их не так много. Главный недостаток – это высокое энергопотребление, поэтому данный процесс самый дорогостоящий на сегодняшний день. Хотя если сравнивать со штамповкой, которая также отличается минимальными отходами и высокой точность и качеством конечного продукта, то, учитывая изготовление оснастки, можно сказать, что лазер будет-то дешевле. И второй недостаток – ограничения резки по толщине. Все-таки 20 мм – это низкий предел.
Оборудование
Установки лазерной резки (см. фото) с твердотельным элементом состоят из лампы накачки и рабочего тела. Первая необходима для того, чтобы аккумулировать световой поток и передать на искусственный рубин излучение требуемых параметров.
Газовые установки – это более сложная конструкция, в которой газы проходят через электрическое поле. Здесь они заражаются и начинают излучать свет монохроматического типа (постоянная длина и частота световой волны).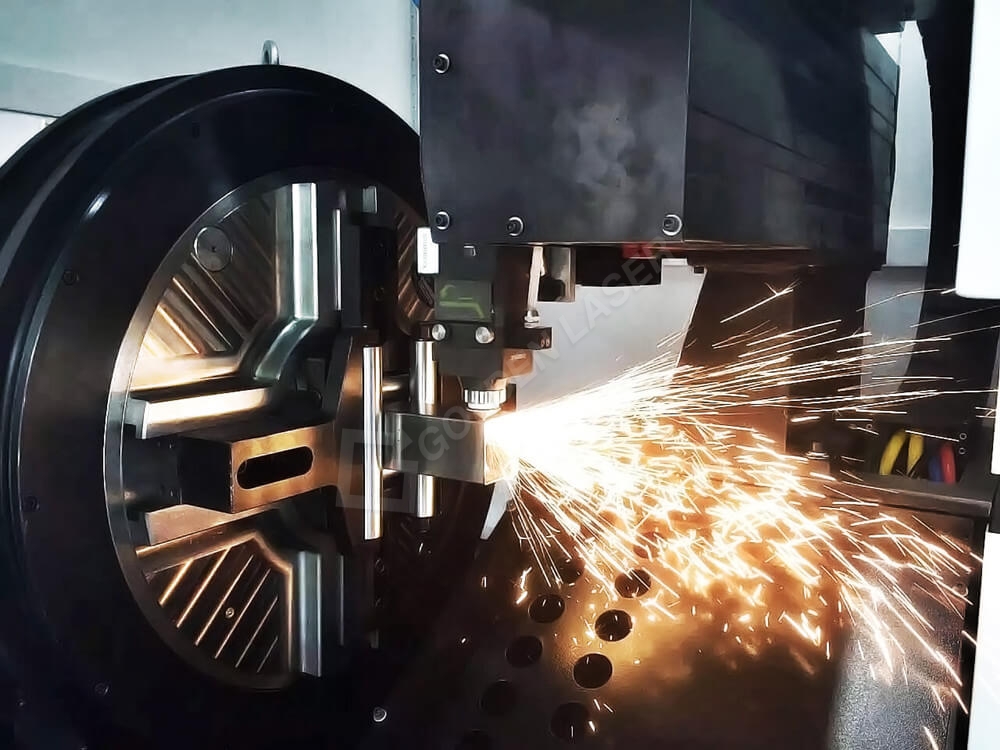 Прокачка газов может производиться в установках продольно или поперечно. Большое распространение сегодня получили щелевидные модели, которые обладают большой мощностью. При этом они очень компактны и просты в эксплуатации.
Прокачка газов может производиться в установках продольно или поперечно. Большое распространение сегодня получили щелевидные модели, которые обладают большой мощностью. При этом они очень компактны и просты в эксплуатации.
Газодинамические установки – самые дорогие. В них и процесс образования лазера сложен. Сначала газы нагреваются до температуры 2000-3000С. После чего их прогоняют с огромной скоростью через сопло, где газовый поток сужается и уплотняется. Далее, его остужают. Такой лазер обладает большой мощностью.
Если посмотреть видео, как работает каждая из вышеописанных установок, то сказать, к какому виду она относится, практически невозможно. Необходимо знать чисто конструктивные особенности аппаратов. Но все виды лазерного оборудования обязательно в своем составе имеют одинаковые элементы. А именно:
- Система, с помощью которой получается лазерное излучение. В него входят зеркала, оптические элементы, сопло для сужения потока газов, механизм, подающий газы в установку.
- Излучатель, резонатор.
- Система контроля над процессом образования лазера и настройки параметров.
- Блок перемещения режущего инструмента и заготовки.

Как уже было сказано выше, оптимальные условия использования лазерного оборудование – это производство металлических изделий небольшими партиями. При этом специалисты говорят о том, что резать лазером лучше заготовки толщиною не больше 6 мм. Потому что срез получается высокого качества при большой скорости процесса. На кромках не образуется окалины, что позволяет передавать изделия на следующий этап изготовления без предварительной обработки.
Область реза (кромки) у заготовок толщиною до 4 мм получается ровной, прямолинейной и гладкой. У более толстых заготовок кромки могут иметь погрешность в размере. Необходимо отметить, что, делая отверстие в металлической детали, нужно понимать, что внешний диаметр будет немного меньше внутреннего.
Обязательно ознакомьтесь с видео, размещенном на этой странице сайта, где показан процесс лазерной резки.
Принцип лазерной резки
Вопросы, рассмотренные в материале:
- Каковы принципы лазерной резки
- Какие лазеры работают по принципу лазерной резки
- На что обратить внимание при выборе оборудования для лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.
Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.
Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).
Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.

Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.
п.
Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным.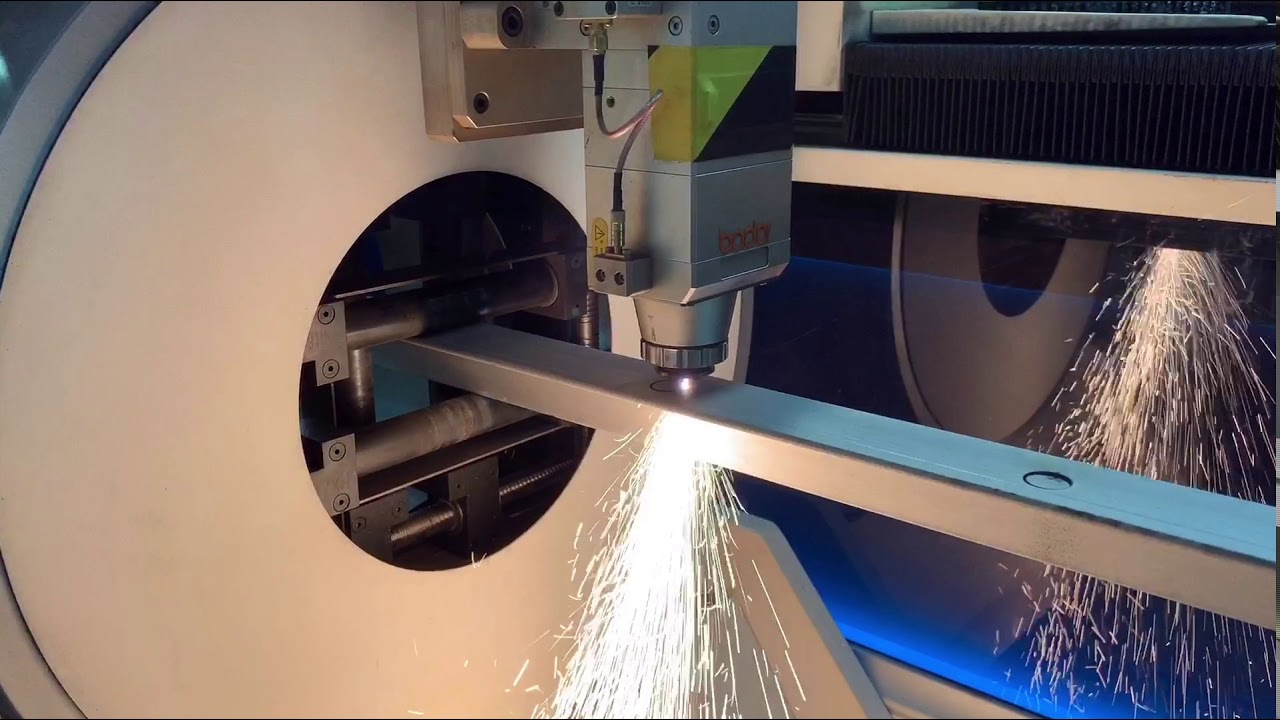 Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендовано к прочтению
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
- Газодинамические.
Газодинамические лазеры относятся к самым мощным установкам. В качестве активной среды в них выступает углекислый газ, температура которого варьируется от 1 000 до 3 000 К (+726…+2726 °С). Для возбуждения используют вспомогательный маломощный лазер. Проходя со сверхзвуковой скоростью сквозь сопло Лаваля (канал с сильным сужением посередине), газ подвергается резкому расширению и охлаждению. Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.
Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Технология лазерной резки металла
Благодаря лазерной резке металла сегодня значительно модернизирована работа на производствах. Лазерная резка металла – наиболее современная технология, которую используют как в массовом производстве, так и в частных мастерских.
Лазерная резка металла бывает фигурная, художественная, а не только обычная, что позволяет создавать детали интересной формы.
Этот способ обработки подходит для практически всех видов металла, однако имеет свои нюансы в зависимости от материала, который подвергается обработке.
При работе это нужно учитывать, чтобы получить детали правильной формы и исключить брак.
Также нужно разбираться в особенностях технологии лазерной резки и представлять, как работает оборудование, чтобы добиться эффективного результата и получить качественные детали.
Из статьи вы узнаете, как происходит обработка разных типов металла с помощью лазера, какие инструменты для этого нужны, и как сделать это своими руками, а также почему сегодня так популярна лазерная резка и гравировка.
Видео поможет вам в работе и сделает весь процесс проще и нагляднее.
Как происходит процедура резки алюминия
Подобный способ резки считается самой эффективной и современной методикой обработки металлических объектов – с ее помощью можно создавать детали нужных вам форм и размеров.
Работает система по чертежам с помощью программы, то есть минимизирует необходимость привлечение специалистов, и делает ее наиболее экономичным и эффективным способом резки.
Разделение объектов происходит за счет воздействия на металл луча лазера большой мощности.
Благодаря большому количеству энергии, лазер делает доступным создание деталей из любых материалов, но чаще всего применяется для работы с деревом или металлом.
Фигурная обработка металла с помощью лазера с ЧПУ вызывает окисление металлической поверхности, за счет увеличения поглощения энергии и доведения температуры до уровня, когда становится возможным плавление материала.
Наиболее высокая температура создается в той области, куда направлено наибольшее скопление лучей, благодаря этому происходит ровное разделение деталей, поверхность, куда луч не попадает, не плавится и не деформируется, а просто нагревается.
Лазерная резка листового металла происходит не только за счет воздействия на материал лазера, но и с помощью активного газа, который поступает на поверхность в то же самое время, что и луч лазера.
Благодаря этому скорость работы возрастает, а продукты горения сразу же удаляются из рабочей области.
Алюминий отличается особыми свойствами, например, он имеет высокую теплопроводность и хорошо поглощает лазерный луч.
Все это делает процедуру резки листов алюминия возможной только с использованием высокомощного лазерного излучения.
Лазерная резка алюминия, так же, как и другие варианты этого вида обработки металла, происходит с помощью программы, которая задает параметры резки деталей, а само изготовление требует наличия специального оборудования, работать с которым можно как на производстве, так и своими руками.
Мощность установки для резки алюминия зависит от размера и состава деталей.
Лучше всего резать металл на небольших скоростях, т.к. это препятствует образованию на покрытии деформаций и позволяет создать полностью ровную поверхность.
Лазерная резка алюминия отличается высоким качеством за счет того, что технология лазерной резки не допускает контакта режущей головки инструмента с поверхностью: луч воздействует сверху и просто прожигает металлическую поверхность.
Благодаря тому, что устройство оборудовано продувной зоной, разрез получается с абсолютно ровным контуром, что очень важно для последующей сварки деталей.
Изготовление деталей из алюминия путем лазерной резки с ЧПУ имеет широкие возможности: благодаря сфокусированному воздействию луча, можно вырезать даже очень сложные конструкции, главное, правильно выставлять значения по чертежам.
При лазерной резке по чертежам с ЧПУ необходимость работы своими руками сведена к минимуму, поскольку все значения задаются в программе по чертежам и после этого выполняются устройством автоматически.
При таком способе резки металла погрешность в работе минимальна благодаря тому, что человеческий фактор в работе исключается, ведь все делает ЧПУ по заранее заданным чертежам.
Единственная возможность ошибки – если вы проведете неправильные замеры своими руками, тогда все указания по чертежам будут неверны. В самой же работе устройства возможность ошибки практически отсутствует.
После разрезания материала место среза шероховато на ощупь. Все процессы обработки алюминия с помощью лазерной резки вы можете увидеть на видео.
Все процессы обработки алюминия с помощью лазерной резки вы можете увидеть на видео.
Поскольку для лазерной резки с ЧПУ не требуется делать никаких специальных форм, затраты на ее реализацию значительно ниже, по сравнению с другими видами обработки деталей.
Способ лазерной резки прекрасно подходит для обработки металла своими руками, а не на крупном производстве, поскольку рассчитана, в первую очередь, на обработку малых партий материала.
Еще один плюс, чем хороша лазерная резка алюминия – удобство. Изготовление детали из заготовки из алюминия, не требует ее прикрепления к оборудованию.
За счет этого точность работы повышается, поскольку возможность статического влияния на материал со стороны оборудования отсутствует.
Обработка (раскройка) листов также происходит автоматически – ручной труд в этой резке практически отсутствует, поэтому, даже если вы заказываете резку алюминия, а не производите ее своими руками, цена на эту услугу будет вполне демократичной.
Резка других металлов
Сложная фигурная художественная резка, а также простая раскройка металлических деталей с помощью лазерной резки с ЧПУ доступна не только для алюминиевых заготовок.
Широко используются также лазерная резка нержавейки, лазерная резка латуни, лазерная резка стали и прочих металлов.
Все эти процедуры, хоть и похожи между собой, но имеют ряд особенностей в зависимости от типа материала.
Нарезание нержавейки
Лазерная резка нержавеющей стали является одной из наиболее сложных, поскольку этот материал очень устойчив к внешнему воздействию и разрушению, в отличие от любых других металлов.
Из-за этих особенностей изготовление деталей и раскройка этого металла другими способами малоэффективна, и наиболее часто для резки нержавейки используют именно лазерный способ, поскольку лазерная резка нержавеющей стали имеет наиболее высокую мощность.
Подобное изготовление имеет ряд плюсов.
Во-первых, обработка нержавейки лазером выполняется бесконтактным способом, что защищает поверхность от деформации, исключая то место, которое непосредственно подвергается резке.
Поскольку для всей работы используется специальное компьютерное оборудование, есть возможность изготовления даже сложных фигурных деталей.
При работе системы погрешность практически отсутствует – максимально возможный ее показатель – не более 0.08 мм.
Обработка нержавейки с помощью лазерной резки минимизирует возможность появления обслоев и заусенец на поверхности металла, а также создания деформированной кромки.
Поскольку время обработки лазерной резкой с ЧПУ значительно ниже, чем у других способов обработки, цена на нее также ниже.
При этом разрезать своими руками или на производстве можно лист нержавейки любой толщины – мощность луча очень большая и может справиться даже с самой толстой деталью.
Один из самых больших плюсов лазерной резки нержавейки в том, что такая обработка никак не влияет на физические свойства металла и не уменьшает срок ее дальнейшей эксплуатации.
Самое важное во время работы с нержавейкой – защитить поверхность металла от окислительных процессов, которым она подвержена во время работы.
Сделать это можно с помощью азотной кислоты, которая защищает металл от возгорания.
Во время работы газ должен подаваться в рабочую зону под определенным давлением – до 20 атмосфер.
Если работа происходит с большими листами нержавейки, то лазер работает с заглублением в поверхность, за счет чего сечение входного отверстия становится больше.
Следовательно, подача азота в рабочую зону также должна быть увеличена.
Проследить весь процесс воздействия лазерного луча на нержавейку вы можете с помощью представленного видео.
Резка меди
Лазерная резка меди так же, как и нержавейки, имеет свои особенности.
Самое важное отличие в том, что медь имеет большую теплопроводность, поэтому раскройка изделий может происходить только на небольшой скорости, при этом мощность луча должна быть максимальной.
Очень важно правильно выставить эти значения, чтобы обработка листа меди была эффективной.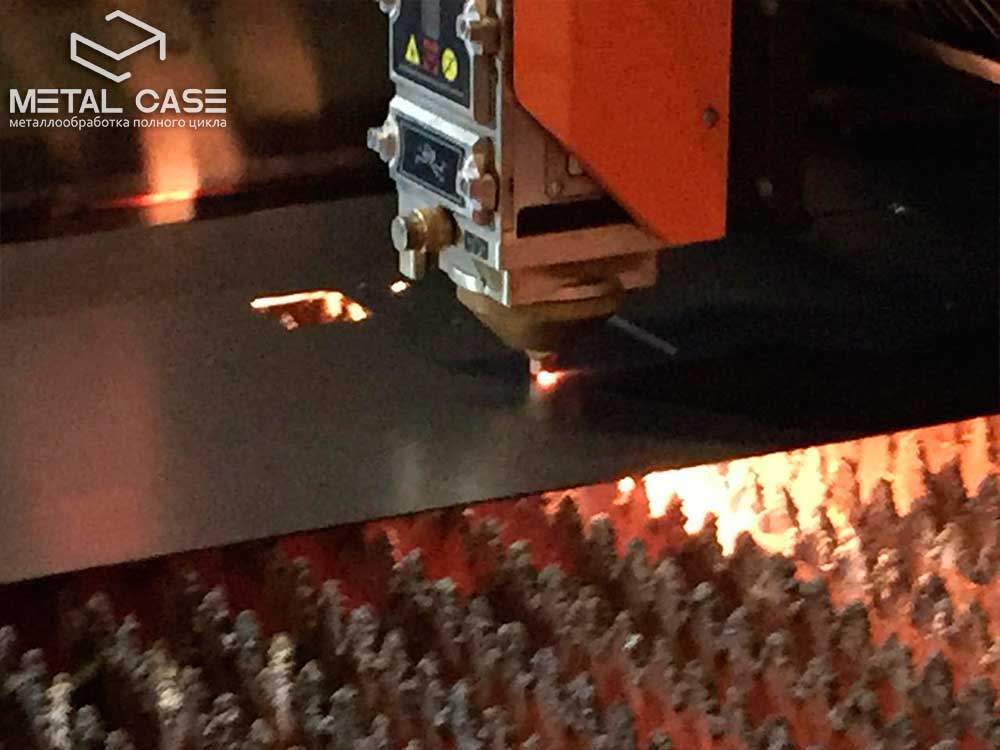
Если этим правилом пренебречь, то ровно раскроить изделие не получится, плюс можно деформировать кромку и близлежащую поверхность металла.
Этот способ обработки для меди большой толщины малоэффективен, поскольку мощность оборудования должна быть очень большой, следовательно, и цена за работу будет немаленькой.
При этом фигурная и художественная резки будут невозможны, в случае обработки материала с большой толщиной, доступно только самое простое раскраивание.
При разрезании меди, лучше всего использовать твердотельные лазеры, поскольку обычное оборудование при работе с материалом большой толщины может не справиться и приведет к деформации будущих деталей.
При работе с толстыми листами в месте среза должна создаваться плазма, нагревающая, а затем и расплавляющая материал, когда она доходит до требуемой температуры.
Подробнее о том, как происходит резка меди с помощью лазера с ЧПУ, вы можете узнать из видео.
Резка латуни лазером
Лазерная резка латуни также популярна и часто используется.
Такой способ резки может быть использован как для больших партий изделий, если речь идет об обработке похожих изделий, так и для мелкого частного производства, где большая часть работы производится своими руками.
Изготовление деталей из стали и латуни с помощью лазерной резки не требуют сложной настройки оборудования: значения легко выставить своими руками, чтобы резка соответствовала нужной форме деталей.
Современные лазерные станки с ЧПУ способны осуществлять эффективную резку практически любых металлических изделий, при этом со станком просто работать своими руками, а цена на услугу резки небольших партий стоит совсем недорого, поэтому часто заказать резку эффективнее, чем заниматься этим самому.
Лазерная резка и гравировка на данный момент – это наиболее эффективный способ работы с металлическими заготовками, она эффективно справляется со своей задачей, при этом расход металла и время работы минимальны.
Лазерная резка: как она работает
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом.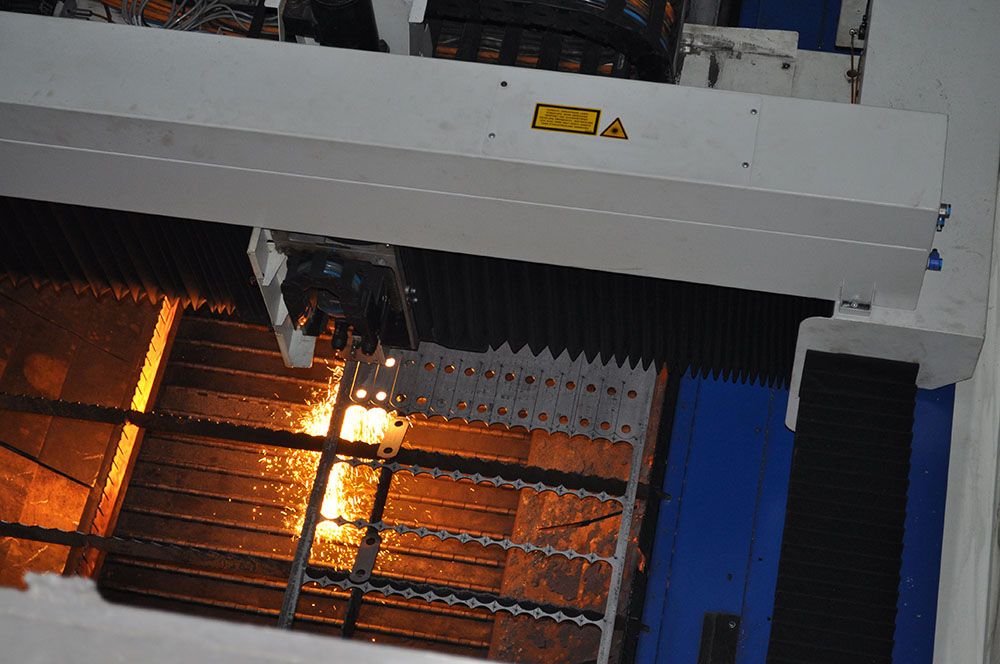 Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.

Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.

Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.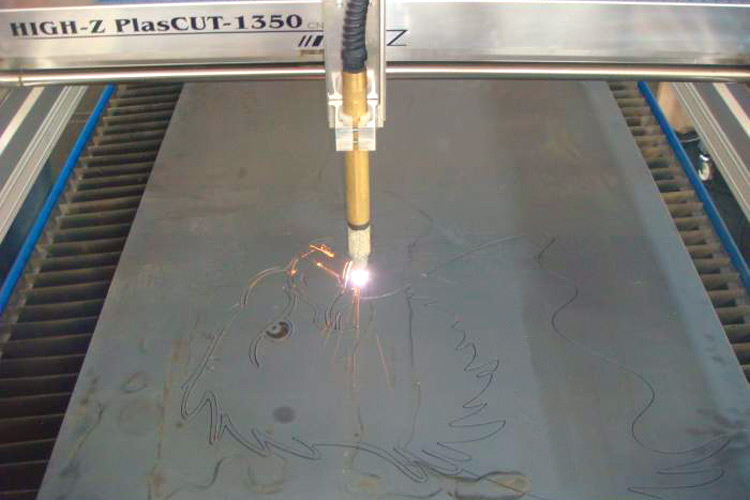
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Как сделать тонкий луч лазера
как сделать тонкий луч AixiZ | LASERS.ORG.RU
Ответы Mail.ru: как сфокусировать свет в один тонкий …
Мощный лазер своими руками за один вечер / Хабр
Ответы Mail.ru: как сфокусировать свет в один тонкий …
Все о Лазерах / Хабр
Лазер для резки металла своими руками
Карманный лазер бьёт опасным лучом на 193 километра
Самодельная лазерная установка «Lightsaber»: как это было . ..
..
Как сделать луч лазера видимым /How to make the laser beam visible
Волоконный лазер своими руками – steelfactoryrus.com
Обзор трех популярных лазерных уровней
фокусировка в тонкий луч | LASERS.ORG.RU
Самодельная лазерная установка «Lightsaber» \u2014 как это было …
Карманный лазер бьёт опасным лучом на 193 километра
Лазер \u2014 Википедия
Как получить из точечного луча лазера видимую линию
Зеленая лазерная указка «GREEN-300mW» (яркий луч на 20 км.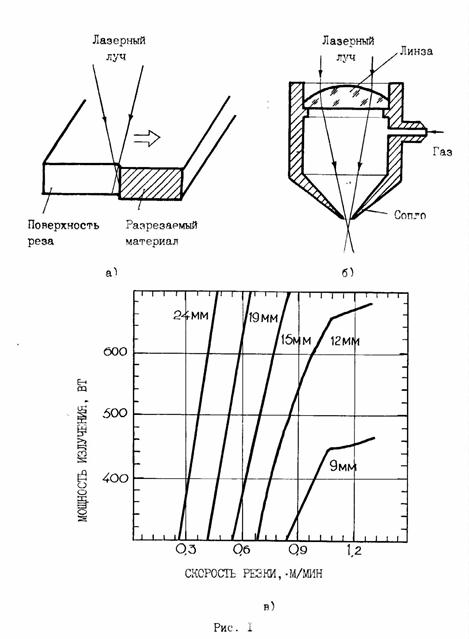 ) купить со скидкой!
) купить со скидкой!
Как с помощью фонаря сфокусировать тонкий луч света …
Лазерная указка для игры с собакой – секреты домашнего груминга
Мощный лазер своими руками за один вечер / Хабр
Мощный лазер своими руками за один вечер / Хабр
Мощный лазер своими руками за один вечер / Хабр
Физики из России создали новый тип \
Лазеры: руководство по эксплуатации | Muzmart 8-800-200-2678
Карманный лазер бьёт опасным лучом на 193 километра
Физики из России создали новый тип \
Новая система лазерной связи поможет крошечным спутникам .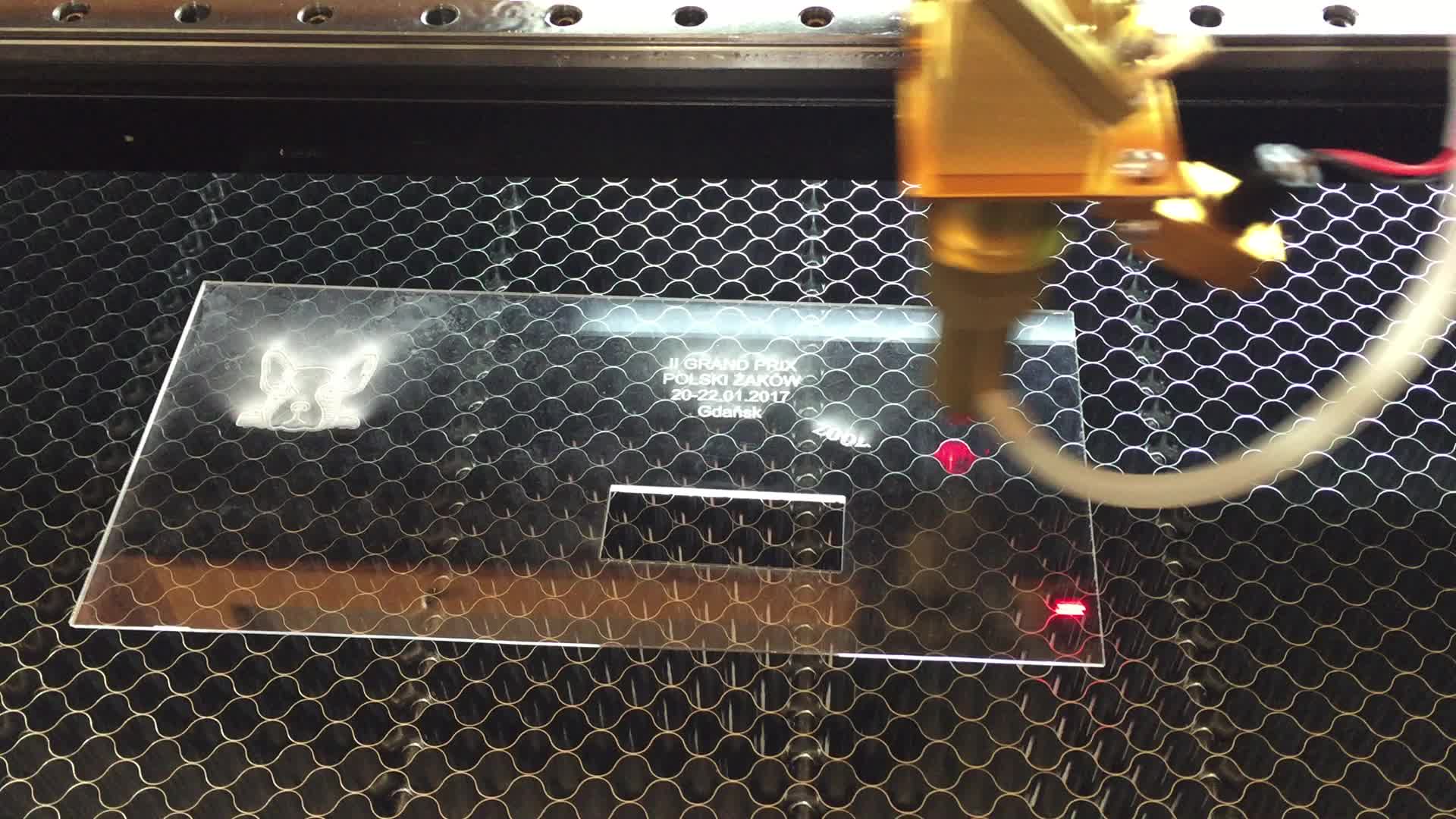 ..
..
Лазер \u2014 Википедия
Все о Лазерах / Хабр
Laser Maze \u2013 Купить Laser Maze недорого из Китая на AliExpress
Лазеры: руководство по эксплуатации | Muzmart 8-800-200-2678
Архив: Зеленый луч. Лазерный уровень нивелир 3*360: 4 300 …
Лучи жизни широкого действия | Телеграф | Вокруг Света
Мощный лазер для резки металла своими руками
Подробнее Обратная связь Вопросы о 532nm зеленый лазерный …
Ну наконец-то! Созданы контактные линзы, «стреляющие . ..
..
Лазеры для дискотек, Лазерный проектор
Архив: Зеленый луч. Лазерный уровень нивелир 3*360: 4 300 …
Ремонт лазерной указки | Chip О\u0027К!
Самый «острый и точный» лазер в мире, который не с чем …
О лазерах подробно « Статьи « Лазерное оборудование для …
Волоконно-оптические лазеры высокой мощности: Волоконный …
Лазерная резка и гравировка
Мощный лазер своими руками за один вечер / Хабр
Лазерные диоды. Виды и подключение. Устройство и работа
Противостоять свету: защита от лазерного оружия. Часть 5 …
Часть 5 …
Как выбрать лазерную указку? на примере красного лазера …
Технология лазерной резки металла
Лазерная гравировка на металле в Калининграде ❖ Низкие цены
Лазерная резка и гравировка \u2013 изучаем технологию и …
Самодельная лазерная цветомузыка: как сделать
Лазерная сварка металла
Исследование: делают ли лазеры «пиу-пиу»? / Stereo.ru
Что будет, если лазерный луч попадет в глаз? Безопасность …
Лазерный нивелир уровень LSP LX 3 D MAX LASER OSRAM гарантия . ..
..
Определение длины волны излучения газового лазера с
Лазерные диоды. Виды и подключение. Устройство и работа
FAQ :: Вопросы по лазерным станкам | VIRAND
Глава XXIV. ЛАЗЕРНОЕ ИЗЛУЧЕНИЕ: БИОЛОГИЧЕСКОЕ ДЕЙСТВИЕ И …
Лазерный диод \u2014 Википедия
Самый яркий лазерный луч. Сравнение лазерных уровней (нивелиров) по яркости.
Противостоять свету: защита от лазерного оружия. Часть 5 …
Лазерный модуль 1500mW 405nm для гравера или 3D принтера
Физики впервые получили спиновый ток при помощи лазера …
XEAST 3D 12 линий лазерный уровень 360 вертикальный и …
Из лазера сделать мощный лазер. Самодельный мощный лазер
Лазер для резки металла своими руками
Какой недорогой китайский лазерный станок гравер купить …
Лазерный пилинг лица: что это такое, как часто делается …
Лазерный модуль 1500mW 405nm для гравера или 3D принтера
Проблемы и перспективные возможности боевого лазерного …
Как из лазерной точки сделать линию
Лазеры: руководство по эксплуатации | Muzmart 8-800-200-2678
Неактивно
Как получить из точечного луча лазера видимую линию …
Как выбрать лазерную указку? на примере красного лазера …
Тонкая красная линия: зачем военным боевые лазеры \u2014 Daily Storm
Главы | Лазер \u2014 ПостНаука
Цена, купить недорогой лазерный гравировальный станок по …
Дурацкий вопрос, который мучает меня уже давно. Есть …
Делаем недорогой лазерный 3D-сканер своими руками / Мастерская
Как бороться с факелом при резке фанеры на лазерном станке …
Лазер \u2014 Википедия
Может ли лазерная указка сбить самолёт, ослепив пилота …
Лазер для резки металла своими руками
Ремонт лазерной указки | Chip О\u0027К!
Драйвер питания лазерного диода. Собираем карманный лазер …
Лазерная гравировка на металле в Калининграде ❖ Низкие цены
Лазер своими руками из ДВД привода \u2013 экономим на покупке …
Лазерный уровень Instrumax ELEMENT 2D GREEN IM0119
Лазерный нивелир Firecore 3D (премиум версия) ЗЕЛЕНЫЙ ЛУЧ—\u003e50м+ КРОНШТЕЙН В ПОДАРОК: продажа, цена в Запорожье. лазерные нивелиры, уровни от \
Лазерный уровень и нивелир отличия. Как выбрать …
Плюсы и минусы боевых лазеров США » Военное обозрение
Подробнее Обратная связь Вопросы о XEAST XE 61A 12 линий …
Луч лазера \u2013 Лазер \u2014 Википедия
Лазер и его предвестники План
Как бороться с факелом при резке фанеры на лазерном станке …
Принцип работы лазерного принтера от заряда до закрепления
Станки и системы для лазерной резки
Станки для лазерной резки от Laser PhotonicsЛазерная резка – это бесконтактная субтрактивная производственная технология, в которой используется лазер для резки материалов, которые в основном используются для промышленных производственных приложений. Лазерная резка работает, направляя выход мощного сфокусированного лазерного луча, плавящего материал, оставляя кромку с высококачественной обработкой поверхности. Непревзойденные технологические преимущества определяют семейство промышленных станков для лазерной резки Laser Photonics.Флагманским преимуществом Laser Photonics в производительности является технология Direct Drive Motion System (DDMS), необслуживаемая платформа движения на магнитной основе, которая превосходит любую другую механическую систему движения просто потому, что ее сопротивление на порядок ниже. Станки для лазерной резки от Laser Photonics разработаны, чтобы превзойти технологии любых конкурентов.
- Чем меньше сопротивление, тем выше скорость и ускорение, что приводит к превосходной точности лазерной установки, резке сложных шаблонов и наименьшему диаметру резки сквозных отверстий.
- Чем меньше сопротивление, тем меньше двигатель, необходимый для транспортировки лазера по режущей поверхности, что приводит к самым низким эксплуатационным расходам системы благодаря значительно более низким ежемесячным потребностям в коммунальных услугах и технологиям, не требующим обслуживания.
Еще одним значительным преимуществом является использование полностью герметичных кодировщиков, которые навсегда исключают условия для ошибок размещения лазера и несчастных случаев, связанных с заклиниванием материала, связанными с оптическими кодировщиками, которые иногда нарушают или теряют точность определения местоположения из-за накопившегося мусора, затрудняющего работу оптических функций определения местоположения.Использование легкого алюминиевого моста существенно снижает общий вес, приходящийся на платформу системы движения, и дополнительно снижает потребление энергии по сравнению с более тяжелыми материалами мостов, используемых сегодня.
Представляем серию станков для лазерной резки Titan, Cobra и SBM4 продукта Станок для лазерной резки металла может производить
Лазеры для резки металла – невероятно полезные инструменты для производственной группы Marlin – в основном потому, что они могут производить резы с точностью до микрометра в листовом металле различной толщины без чрезмерной деформации в месте разреза.
Сравните это с пуансонами с ЧПУ, которые используют физическую силу для срезания металла от места разреза. Даже при очень остром и сильном прессе напряжение при резке листового металла любой заметной толщины приведет к некоторой механической деформации заготовки – чем толще разрезаемый металл, тем сильнее будет искажение.
Поскольку для лазерной резки не требуется физическая сила, он может разделять металл без образования рваных или неровных краев. Это позволяет делать разрезы в листовом металле близко друг к другу, что означает возможность изготавливать больше деталей на каждый кусок листового металла, который разрезается.
Кроме того, хотя режущая кромка пуансона с ЧПУ может изнашиваться, у станка для лазерной резки нет лезвия, которое можно повредить.
Итак, какие изделия из листового металла может производить это бесконтактное производственное оборудование?
Бирки из листового металлаОдним из распространенных способов использования оборудования для лазерной резки является создание вырезанных лазером ярлыков из листового металла, которые многие производители используют для дифференциации аналогичных корзин для обработки / мытья деталей. С помощью этих дополнительных тегов становится намного проще визуально идентифицировать корзины, которые имеют похожий внешний вид, но разные назначения.
Листовой металл с гравировкойПри более низких настройках мощности можно использовать станок для лазерной резки, чтобы только частично прорезать кусок листового металла, оставив гладкую регулярную канавку на поверхности. Лазерная гравировка позволяет производителям оставлять на своих изделиях из листового металла тонкий, но отличительный знак. Один заказчик использовал эту функцию для создания гравировки для серии лицевых панелей печи для пиццы, которые будут использоваться в специальных печах, которые будут использоваться в ресторанах по всему миру.
Корзины из листового металлаОбычно корзины из проволочной сетки – это идеальное решение для мытья деталей и других производственных процессов, для успешного завершения которых во многом зависит от потока воздуха / жидкости. Однако в некоторых случаях может быть лучше использовать более толстый и прочный лист с прорезанными в нем отверстиями, чем десятки отдельных стальных проволок.
Вырезанные лазером корзины из листового металла могут иметь невероятно замысловатые формы, вырезанные в них для удовлетворения конкретных потребностей. Однако преимущество этих металлических корзин в прочности максимизируется, когда имеется меньше отверстий, разнесенных дальше друг от друга, а не много отверстий, расположенных близко друг к другу.
Вырезанные деталиЛазерная резка также часто используется для вырезания небольших вырезов из более крупного куска листового металла. Эти вырезы затем используются в качестве небольших плоских деталей для других продуктов.
Например, небольшие вырезы можно сделать в креплениях для компьютерных приводов или миниатюрных лопастях вентилятора с дополнительной обработкой с помощью листогибочного пресса с ЧПУ или другого оборудования для обработки металлов давлением.
Зачем нужны детали, вырезанные лазером?Основная причина использования методов лазерной резки состоит в том, чтобы уменьшить механическое напряжение, которое форма листового металла испытывает во время резки.Лазеры не только устраняют ударное напряжение, которое может отрицательно повлиять на изделия из листового металла во время резки, зона нагрева невероятно мала. Это означает, что остальная часть обрабатываемой детали подвергается незначительному нагреву или не подвергается никакому нагреву, что сохраняет свойства обрабатываемого материала.
Кроме того, поскольку лазерные разрезы можно выполнять очень близко друг к другу без отрицательного воздействия на листовой металл, они помогают минимизировать отходы – более близкие разрезы позволяют изготавливать больше деталей на квадратный фут используемого листового металла.
Однако пуансонам с ЧПУ действительно есть место в современном производственном цехе. В некоторых приложениях, таких как изготовление гнутых форм из листового металла, способность штампа с ЧПУ гнуть металл, а не просто резать его, может быть бесценным активом для быстрого производства.
Хотите узнать больше о преимуществах использования лазерной резки в производстве? Посетите нашу страницу лазерной резки! Для получения дополнительной информации о производстве листового металла загрузите наше руководство по ссылке ниже:
Лазерная резка листового металла для повышения точности
Альтернативы лазерной резке
При всей их мощности и скорости можно подумать, что лазеры – единственный выход, но есть и другие сильные конкуренты.
Фрезерование: Использование концевой фрезы для резки кажется чем-то вроде старой школы, но с точностью до 0,0003 дюйма (0,00762 мм) и достаточно быстро. Что лучше всего в нем, так это высококачественные кромочные фрезы, которые создают концевые фрезы, и возможность работы с 3D-носителями. Обратной стороной фрезерования является то, что настройка и программирование требуют времени.
Waterjet: Смешайте воду с абразивным порошком, выпустите его из сопла с невероятно высоким давлением, и вы получите гидроабразивную резку.Это так же точно, как и фрезерование, но качество кромки несколько ухудшается из-за искажения струи воды, когда она прорезает металл.
Wire EDM: При электроэрозионной обработке проволоки (EDM) электричество проходит через тонкий заряженный провод (обычно медный или латунный), что вызывает образование искры между ним и материалом, который вы режете. Схема завершается еще одним проводом на противоположной стороне вашего металла. Искра проникает в металл, точно разрезая его, и второй провод замыкает цепь.Весь процесс находится в диэлектрической воде, типе воды, которая не проводит электричество, поэтому она служит для охлаждения режущей поверхности, ограничивая путь электрического потока между проволокой и металлом. Это медленный процесс, но недостаток скорости компенсируется точностью в пределах 0,0001 дюйма (0,00254 мм). Одно важное ограничение: электроэрозионный электроэрозионный станок требует, чтобы металл, из которого изготовлена деталь, был электропроводным, иначе он не режет его.
Пробивной пресс: Этот процесс делает именно то, что вы думаете.Пресс пробивает металл, придавая ему желаемую форму. Некоторые жертвы в этом процессе – точность и качество кромки. С вашей детали обязательно потребуется удаление заусенцев. Вы также не можете использовать его, если ваши металлы хрупкие или закаленные, поскольку деталь сломается во время пресса. Положительным моментом является то, что настройка и программирование штамповочного пресса требует времени, но после того, как вы его прибили, легко сделать несколько деталей.
Услуги по лазерной резке деталей из листового металла
Аналоговые и цифровые производственные технологии объединились в лазерные / пробивные станки.Они сочетают в себе точную и мощную резку волоконным лазером со стандартными вариантами инструментов и геометрией, которые лучше всего подходят для штамповки. Такие детали, как жалюзи, фланцы и т. Д., Можно быстро создать с помощью лазерной резки кромок без заусенцев, используя один инструмент как для резки, так и для формовки.
Добавление лазеров в производство добавило безопасных, быстрых и точных средств резки листового металла. Мощность лазера в сочетании с его способностью плавно переходить от грубой силы резания по прямым линиям к тонкой точности создания плавных кривых, делает их незаменимым инструментом в ящике для инструментов машиниста и благом для проектировщиков сложных деталей.
В Protolabs наши услуги по изготовлению листового металла разработаны для скорости. В зависимости от геометрии детали и материалов, детали будут вырезаны с помощью пробивного пресса, волоконного лазера или лазера CO 2 . Для более простых деталей пробивной пресс обычно является наиболее эффективным и экономичным решением. Детали из листового металла с более тонкими и сложными деталями будут вырезаны с помощью лазера с ЧПУ. Волоконный лазер используется для резки более тонких и более отражающих материалов, а лазер CO 2 лучше подходит для более толстых материалов, когда требуется большая мощность.
Могут ли лазеры резать металл? | Dremel Digilab
Сравнивая различные лазерные резаки, люди обычно хотят знать, какие материалы совместимы. Популярный вопрос заключается в том, могут ли лазеры резать металл или вместо этого требуется традиционная резка. Промышленные лазеры могут резать и гравировать металл. Фактически, для этой цели обычно используются лазерные и плазменные резаки. Большинство лазеров, способных прорезать даже стальные листы, представляют собой CO2-лазеры с высокой мощностью. Металлы, такие как нержавеющая сталь и алюминий, можно резать лазером при использовании технологии сжатого газа.
Несмотря на то, что Digilab LC40 представляет собой CO2-лазер, резка металла не является одной из функций лазера. Вместо этого 40-ваттный лазер лучше всего использовать на акриловых или деревянных проектах . Однако он также совместим с другими материалами:
- Кожа
- Бумага
- Стекло
- Камень
- Резина
- Войлок
- Хлопок
- Джинсовая ткань
- Фанера
- Орех
- Дуб
- Клен
Лазерный резак может резать, надрезать или гравировать эти материалы; хотя для некоторой древесины может потребоваться два прохода, чтобы полностью пропилить ее.Тип реза зависит от толщины материала. Вы можете обеспечить подходящую древесину для лазерной резки , купив ее непосредственно в магазине Digilab .
LC40 может работать с анодированным алюминием, таким как алюминий, используемый в некоторых ноутбуках. Например, на Macbook можно безопасно гравировать, потому что машине нужно только протравить покрытие, а не сам материал. Однако это далеко не единственный материал, на котором можно гравировать на лазерном резаке !
Универсальность в идеальном размере
Поскольку резак совместим с множеством материалов, пользователь может создавать с ним целые проекты.Проекты, созданные с помощью LC40, включают, среди прочего, скульптуры, предметы искусства в рамах, одежду и аксессуары, игры, канцелярские товары и домашний декор. С помощью этой машины можно настроить даже поверхность скейтборда. Студенты-архитекторы создали модели с помощью лазерных резаков.
Организации также обнаружат, что лазерный резак может выгравировать награды, знаки и подарки. Пока создатели готовы мыслить нестандартно, возможности практически безграничны. Фактически, с помощью LC40 можно создавать и настраивать упаковку.Даже музеи позволяют посетителям в возрасте от пяти лет изучать технологии и творчество с помощью лазерных резаков!
Универсальность лазерных резаков означает, что они не только переносят деревообработку в современную эпоху, но и позволяют использовать лазерные резаки для текстильных изделий и произведений искусства. Это делает лазерный резак полезным инструментом в образовательных учреждениях. Помимо резаков для винила, 3D-принтеров (которые также производит Dremel), пил и электроинструментов, современный учебный класс завершает лазерный резак. Все это в пакете, который аккуратно лежит на рабочем столе.
Хотя LC40 не может резать металл, он был разработан с учетом удобства использования. И преподаватели, и студенты находят оборудование и программное обеспечение простыми в использовании, отчасти благодаря сенсорному экрану на устройстве. Кто хочет иметь дело с подключением к Интернету или даже к другому компьютеру, если программное обеспечение можно встроить прямо в машину? Творчество поражает даже при отсутствии Wi-Fi!
Встроенная камера также позволяет пользователям сканировать свои рисунки в программное обеспечение и идеально согласовывать свои файлы с материалом, даже если материал имеет неправильную форму.Новые пользователи могут быстро научиться пользоваться лазерным резаком.
Не только для преподавателей
Дизайнеры, которым требуются более продвинутые функции, найдут их доступными в Digilab LC40. Помимо образовательных учреждений, любители обнаружили, что Digilab LC40 позволяет им экспериментировать со своим творчеством и создавать функциональные продукты как дома, так и на работе, а также продавать.
Независимо от того, кто использует лазерный резак, безопасность имеет первостепенное значение. Именно поэтому не рекомендуется пробовать резать металл с помощью LC40.Но для других материалов лазерный резак остается безопасным отчасти благодаря интеллектуальным датчикам, которые обнаруживают небезопасные условия эксплуатации.
Независимо от того, являетесь ли вы учителем, который хочет выгравировать бирки с именами учеников на разных материалах, или мастером-мастером, который хочет что-нибудь изобрести, посмотрите, сможет ли Digilab LC40 удовлетворить ваши потребности.
Руководство по поиску подходящего станка для лазерной резки
Рисунок 1
Несмотря на то, что технология волоконной лазерной резки (слева) была впервые представлена на рынке металлообработки в 2008 году, ей удалось стать предпочтительной лазерной технологией для большинства производителей.Технология CO2 (справа), которая доминировала на рынке в течение многих лет, все еще привлекательна для некоторых приложений, но составляет лишь небольшую часть оборудования для лазерной резки, продаваемого сегодня.
Для большинства производителей покупка промышленного станка для лазерной резки – это серьезная инвестиция. Дело не только в начальной цене, которую вы платите, но и в том, что покупка окажет большое влияние на весь производственный процесс. Если выбрано неправильное оборудование, с этим решением придется жить довольно долго.Нет ничего необычного в том, что производители хранят лазер от семи до 10 лет.
Знаете ли вы, как лучше всего купить станок для лазерной резки? Даже если сейчас у вас есть такой, как давно вы его купили и что изменилось с тех пор?
Это руководство должно помочь вам принять решение о капитальных закупках, которое выведет ваши производственные операции на новый уровень.
Что такое приложение?
Возможно, реальный вопрос: «Стоит ли мне покупать станок для лазерной резки?» По многим причинам инвестирование в другую систему резки может иметь больше смысла для производственной деятельности компании.Изучение всех доступных вариантов может свести к минимуму любые возможные сожаления в будущем.
В зависимости от объема детали штамповочный пресс может обеспечить самую низкую стоимость детали. Однако, говоря о штамповке металла на прессе, вы также говорите о необходимости инвестировать в инструмент. Штамповка также дает возможность выполнять несколько задач, таких как формовка и нарезание резьбы, как часть производственного процесса.
Традиционный револьверный пробивной пресс может экономично вырезать отверстия и формы, но, опять же, для этого требуется инструмент.Пробивной станок также не может сравниться со скоростью производства станков для лазерной резки. Как и в случае штамповочного пресса, на штамповочном прессе можно выполнить некоторую формовку.
Система плазменной резки высокой четкости хороша для толстых материалов и для приложений, в которых качество кромки не критично. Абразивная гидроабразивная обработка также хороша для толстых материалов и для применений, в которых металл не может иметь зоны термического влияния, что является проблемой для большинства методов термической резки. Системы плазменной и гидроабразивной резки стоят меньше, чем станки для лазерной резки, но во многих случаях не соответствуют скорости лазерной резки.Конечно, системы плазменной резки и гидроабразивной резки могут повысить производительность за счет использования нескольких головок и возможности резать штабелированные заготовки; очевидно, что приложение повлияет на то, что именно вам нужно.
Действительно ли нам нужно инвестировать в лазерную резку?
Компания, у которой нет станка для лазерной резки, обычно передает работы по субподряду одной или нескольким мастерским, имеющим такую возможность. Этот сценарий не связан с большим риском и может работать, если у вас есть некоторая гибкость в отношении сроков выполнения заказа.
Но настанет время, когда вы должны спросить себя, не пора ли компаниям использовать лазерную резку своими силами. Это необходимо учитывать, даже если деловые отношения с субподрядчиком хорошие.
Как узнать, пора ли покупать лазер? Посмотрите, сколько вы ежемесячно тратите на детали, вырезанные лазером. По словам Генри Форда: «Если вам нужна машина и вы не покупаете ее, то в конечном итоге вы обнаружите, что заплатили за нее, а у вас ее нет.”
Рисунок 2
Если вы думаете, что оператор сможет справиться с ручной загрузкой листов в систему поддонов, питающую волоконный лазер, возможно, вам стоит подумать еще раз. Скорость современных станков для лазерной резки требует, чтобы производители хорошо обдумали, какой тип автоматизации обработки материалов должен сопровождать любое новое лазерное устройство.
Если будет принято решение использовать лазерную резку на собственном предприятии, вы можете оказаться в положении, когда вам нужно будет обосновать, почему необходимо делать инвестиции.Затраты, связанные с субподрядом на лазерную резку, являются лишь отправной точкой для обоснования. Насколько продуктивнее будет производственный процесс при лазерной резке на собственном предприятии? Как это влияет на время выполнения заказа? С точки зрения затрат, у вас есть не только стоимость станка для лазерной резки, но и затраты на рабочую силу и расходные материалы, такие как вспомогательный газ для лазерной резки.
Получение этих ответов даст высшему руководству или даже кредитной организации представление о производственных сбережениях и последующей окупаемости инвестиций после первоначальных инвестиций.
Что значит контролировать процесс лазерной резки?
Помимо денежных вопросов, когда производители предлагают причины, по которым они рассматривают покупку станка для лазерной резки, они упоминают «контроль». Задайте себе эти вопросы, чтобы увидеть, попадаете ли вы в эту категорию:
- Сколько раз мы теряли бизнес из-за поздней доставки?
- Приходилось ли нам отказываться от деталей из-за низкого качества?
- Как бы улучшилось наше изображение, если бы у нас были собственные возможности для лазерной резки?
- У кого купить станок для лазерной резки?
Как производитель, вы можете приобрести станки для лазерной резки из множества источников.Есть дилеры, специализирующиеся на подержанном оборудовании, и производители оригинального оборудования, которые предлагают современное режущее оборудование и даже отремонтированные станки, которые могут не обладать производственным мастерством новых станков, но при этом могут работать намного эффективнее, чем станки аналогичного возраста без каких-либо переделок.
Задавайте OEM-производителям вопросы о доступности услуг. Современные технологии не требуют такого большого обслуживания, но когда машина выходит из строя, вы захотите, чтобы она снова заработала как можно скорее.Также узнайте о наличии и доставке запчастей. Опять же, станок для лазерной резки, который не может резать из-за поврежденной детали, просто не режет ее.
Имейте в виду, что станки для лазерной резки от известных в отрасли производителей оборудования обычно имеют более высокую стоимость при перепродаже.
CO
2 или волоконная технология?Два типа лазеров в настоящее время составляют большую часть промышленного рынка: традиционные газовые лазеры CO 2 и более новые твердотельные волоконные лазеры (см. , рис. 1, ).CO 2 лазеры были рабочими лошадками металлообрабатывающей промышленности в течение предыдущих двух десятилетий. Эти лазеры работают, пропуская электричество через заполненный газом резонатор (который включает CO 2 ) и используют зеркала для фокусировки и доставки луча. В волоконном лазере для создания лазера используются блоки диодов, которые направляются и усиливаются через оптоволоконный кабель, аналогичный тому, что используется в телекоммуникационной отрасли.
Волоконный лазер, дебютировавший примерно в 2008 году, имеет более низкие эксплуатационные расходы и обеспечивает более высокие скорости резки, чем лазер CO 2 .Раньше волоконная технология могла резать с такой более высокой скоростью только тонкие материалы, но с появлением более мощных лазеров волоконные лазеры демонстрируют высокую скорость резки даже для материала толщиной 0,5 дюйма. В результате, волоконные лазеры, как правило, становятся популярным выбором, несмотря на их более высокую цену.
Кроме того, волоконная технология может открыть новые возможности для производителя. Эти машины могут резать отражающие материалы, такие как латунь и медь, в то время как для лазеров CO 2 это сложно.
Некоторые области применения по-прежнему лучше подходят для лазеров CO 2 , например, приложения, требующие хорошего качества кромки на более толстых или специализированных материалах. Кроме того, некоторые производители могут чувствовать себя комфортно с технологией CO 2 , потому что они используют ее в течение нескольких лет, а компания имеет собственный опыт технического обслуживания.
Имейте в виду, что по истечении гарантийного срока вам необходимо будет принять решение о текущем техническом обслуживании. Комфортно ли вам полагаться в первую очередь на OEM в вопросах обслуживания или вам нравится быть самодостаточным, возможно, полагаясь на сторонний источник для любого обслуживания? Поскольку волоконный лазер имеет меньше движущихся частей или зеркал, когда речь идет о генерации лазера, в отличие от обычного резонатора CO 2 , он требует меньшего обслуживания в течение всего срока службы.
Нужна ли транспортировка материалов?
Выбор некоторого уровня автоматического подъемно-транспортного оборудования также является важным фактором. Сегодня это даже более важно, в первую очередь из-за значительно более высоких скоростей резки волоконных лазеров (см. , рис. 2, ).
Вот почему необходимо понимать, как вы будете использовать эту новую возможность лазерной резки. Планируете ли вы использовать лазер только несколько часов в день или в несколько смен? Исходя из типичного времени обработки листа материала, сможет ли ваш оператор справиться с ручной загрузкой и разгрузкой лазера, даже если у него есть второй челночный стол? Насколько важна минимизация затрат на рабочую силу при производстве деталей для получения прибыли и сохранения конкурентоспособности в вашем бизнесе?
Иногда производители металла предпочитают не сразу покупать автоматику для обработки материалов.Если вы выберете этот маршрут, убедитесь, что в будущем можно будет легко добавить системы поддонов или даже автоматизированную башню для хранения и извлечения.
Нам понадобится новое программное обеспечение?
Во многих случаях производители уже используют программный пакет, к которому все привыкли. Будет ли это программное обеспечение эффективно работать с новым станком для лазерной резки или вам лучше приобрести программное обеспечение OEM? Если последнее, то какие новые возможности появятся в новом программном обеспечении?
Поскольку все больше в производственном мире говорят об увеличении взаимосвязи между машинами и программными системами, уместно спросить, может ли новое программное обеспечение работать с другими машинами, уже установленными в цехе.Кроме того, стоит поговорить о том, как лазер может быть интегрирован в сеть компании. Скорость лазерной резки – не единственное, что увеличивается невероятно быстро; Сбор соответствующей производственной информации в мгновение ока приводит к более своевременному и эффективному принятию решений для производителей.
Какова истинная стоимость эксплуатации оборудования?
При таких крупных инвестициях производителю необходимо знать, на каком уровне эффективности работает оборудование.Вам нужно знать больше, чем просто, работает машина или нет. Здесь на помощь приходит мониторинг производительности оборудования.
Для вас важно выяснить, может ли программное обеспечение измерить общую эффективность оборудования (OEE) станка для лазерной резки в режиме реального времени. Если да, можно ли использовать это программное обеспечение для других ваших станков для лазерной резки, если они у вас есть, чтобы вы могли обнаружить «скрытые возможности» там, где, как вы думали, их не было?
При стоимости около 1% от стоимости оборудования программное обеспечение для мониторинга может обеспечить прирост производительности от 10 до 50% при окупаемости менее четырех месяцев.
Как мы будем финансировать покупку?
Хотя некоторые производители платят за лазер наличными, большинство используют тот или иной метод для финансирования покупки. Не думайте, что ваш банк – лучший источник финансирования покупки лазерного оборудования. Посмотрите на другие альтернативы, включая OEM, многие из которых владеют собственными финансовыми подразделениями.
Также не думайте, что вы получите лучший сервис, если выберете вариант финансирования OEM.
Что связано с доставкой и установкой?
Для успешной доставки и установки необходима подготовка.Во-первых, какой тип фундамента потребуется? Во-вторых, станок для лазерной резки должен быть расположен в нужном месте на предприятии, желательно вдали от мест с неблагоприятными условиями окружающей среды. Вы также должны были найти лучшее место для лазера, чтобы он способствовал эффективному потоку вырезанных лазером заготовок для последующих производственных процессов.
Для многих компаний поставка нового основного производственного оборудования – это новый опыт. Компания, поставившая станок для лазерной резки, ответит на ваши вопросы по доставке и оснащению; они делают это все время.
Что можно сделать, чтобы упростить принятие решения о покупке?
Ответы на эти вопросы и получение ценовых предложений на основе отзывов могут быть использованы для сужения выбора поставщика станка для лазерной резки до двух-трех источников. Оттуда вам нужно найти подходящую модель, задать правильные вопросы во время демонстрации оборудования и работать над приемлемой ценой. Помните, что во время заключительных переговоров нужно обсудить много важных вопросов.
Покупка такого станка может оказаться непосильной задачей.Вот почему имеет смысл вступить в отраслевую ассоциацию, такую как Ассоциация производителей и производителей, чтобы пообщаться с коллегами-производителями, чтобы учиться у них, или даже обратиться за помощью к кому-то, кто прошел или знаком с этим типом промышленных покупка оборудования. Такое усилие, вероятно, окажется стоящим.
Как начать лазерную резку? – Руководство для начинающих
Лазерные резаки – отличные инструменты, дающие возможность создавать самые разные вещи.От простых коробок до гравировки подробной графики на дереве или создания сложных трехмерных объектов.
В этом руководстве для начинающих я объясню основы работы лазерного резака, покажу вам несколько примеров того, что можно сделать с помощью лазера, и как создавать дизайны для лазерной резки или гравировки. Вы также узнаете, какой материал можно использовать и как получить доступ к лазерному резаку.
Что такое лазерный резак?
Лазерный резак – это станок с компьютерным управлением, который использует лазерный луч для точной резки или гравировки материала.Лазер – это в основном просто сильно сфокусированный, сильно усиленный свет. Лазерный луч заставляет материал локально гореть, плавиться или испаряться. Тип материала, который может разрезать лазер, зависит от типа лазера и мощности конкретной машины.
Термин «лазер» является аббревиатурой от «Усиление света за счет вынужденного излучения». Лазерная технология была разработана в 1960-х годах.
Есть разные типы лазерных резаков. В этом руководстве особое внимание уделяется газовым лазерам и, в частности, лазерам CO2, поскольку этот тип чаще всего используется любителями и малым бизнесом.К другим типам относятся, например, волоконные или кристаллические лазеры, которые в основном используются в промышленности.
CO2-лазерные резаки могут резать и гравировать широкий спектр неметаллических материалов, таких как дерево, бумага, акрил, текстиль и кожа. Дополнительные материалы и подробности смотрите здесь.
Как работает лазерный резак?
В станке для лазерной резки CO2 лазерный луч создается в трубке, заполненной газом CO2. Далее с помощью зеркал и линз лазерный луч направляется на лазерную головку и фокусируется на поверхности материала.Двигатели с электронным управлением перемещают лазерную головку, чтобы вырезать или гравировать желаемую форму на материале заготовки. Форма определяется входным файлом, который может быть векторным или растровым изображением.
Когда лазер попадает в материал, очень небольшая область нагревается за очень короткий период времени, в результате чего материал плавится, сгорает или испаряется.
Что можно делать с лазерным резаком?
Как правило, лазерный резак может выполнять три задачи: резка, гравировка и маркировка.
Резка
Когда лазерный луч проходит через материал заготовки, он создает разрез. Лазерная резка обычно очень точная и чистая. Внешний вид обрезанных краев зависит от материала. Например, кромки обрезной древесины обычно имеют более темный коричневый цвет, чем исходная древесина. Края акрила не меняют цвет и имеют красивый глянцевый блеск после лазерной резки.
Прорезь у лазерного резака очень мала.Термин пропил относится к ширине канавки, сделанной во время резки. Это зависит от материала к материалу, а также от конкретных настроек лазера. Для многих материалов пропил составляет от 0,05 мм (0,002 дюйма) до 0,5 мм (0,02 дюйма).
Гравировка
Это называется гравировкой, когда лазерный луч удаляет части верхнего материала, но не прорезает весь материал.
Маркировка
Маркировка – это когда лазер не удаляет материал, а, например, меняет цвет материала.На резчиках с CO2-лазером маркировка в основном используется при работе с металлами.
Маркировочный раствор (например, CerMark или Enduramark) наносится на поверхность заготовки. После высыхания маркировочного раствора выполняется гравировка. Тепло от лазера связывает раствор с металлом, образуя стойкую метку.
Как начать лазерную резку в 4 этапа
Итак, вы хотите вырезать лазером собственный дизайн? Вот пошаговый обзор того, что вам нужно учесть, чтобы это произошло.
1. Получите доступ к лазерному резаку
2. Выберите материал для резки или гравировки
3. Создайте свой дизайн
4. Вырежьте или выгравируйте его
1. Нужно ли мне покупать лазерный резак?
Во многих случаях ответ будет отрицательным – вам не нужно покупать лазерный резак. Есть много других способов получить доступ к лазерному резчику:
Makerspaces
Если вы хотите получить практический опыт работы с лазерным резаком, я рекомендую поискать местный производитель.Makerspaces – иногда также называемые Maker lab или hackerspace – это совместные рабочие места для создания и обучения. Они предлагают разнообразное оборудование, такое как, например, 3D-принтеры, станки с ЧПУ, паяльники и очень часто также лазерные резаки!
Большим преимуществом производственных пространств является то, что другие люди обычно очень полезны и часто также предлагают курсы по работе с их машинами. Существует множество различных типов рабочих мест, некоторые из которых являются некоммерческими, другие работают на основе членства или взимания платы за использование оборудования.Проверьте, нет ли поблизости производственного помещения. Сайт themakermap.com – хорошее место для начала поиска.
Школы, колледжи и университеты
Особенно, если вы студент, школы, колледжи и университеты также являются хорошим местом для поиска лазерного резака.
Услуги лазерной резки
Третий вариант – услуги лазерной резки. Работая со службой лазерной резки, вы просто отправляете им свои файлы, выбираете материал, а затем компания выполняет резку и отправляет вам готовые детали.
Ниже вы можете найти некоторые онлайн-услуги по лазерной резке или просто поищите местный магазин по лазерной резке.
Покупка лазерного резака
Если вы только начинаете с лазерной резки, я рекомендую попробовать один из вышеперечисленных вариантов, прежде чем покупать лазерный резак, чтобы получить некоторый опыт и выяснить, какие функции наиболее важны для вас.
Даже если смотреть только на СО2-лазеры, доступно большое количество различных лазерных устройств, и выбор постоянно растет.Диапазон цен велик: китайские товары начального уровня импортируются от 500 евро за доллар, а машины профессионального уровня стоят от 10 000 евро за доллар.
В этом руководстве я не буду вдаваться в подробности, но я планирую написать обзор различных типов, доступных на рынке, и наиболее важных функций, которые следует учитывать при покупке лазерного резака, в одной из будущих публикаций.
2. Какие материалы можно вырезать или гравировать с помощью лазера?
Лазерные станки с CO2 способны резать и гравировать самые разные материалы.Однако есть и материалы, которые нельзя обрабатывать. Это может быть связано с тем, что лазер не может прорезать материал или могут образовываться токсичные газы. Также нельзя использовать легковоспламеняющиеся материалы.
В зависимости от мощности и других характеристик используемой машины максимальная толщина материала, который можно разрезать, будет варьироваться. Мощность лазерных резаков измеряется в ваттах. Типичные уровни мощности находятся в диапазоне от 30 до 120 Вт. Лазеры с большей мощностью в основном используются только в промышленных приложениях.
| Материал | Резка | Гравировка | Комментарий |
| Дерево | x | x | листов |
| Фанера | фанера904 с наружным клеем. Используйте фанеру с внутренним клеем. | ||
| МДФ | x | x | |
| пробка | x | x | |
| Картон | x | x | 904 904 904 904 904 904 904 904|
| Кожа | x | x | Для наилучших результатов используйте растительное дубление |
| Войлок | x | x | |
| Хлопок | x | x | |
| x | x | ||
| Делрин (ПОМ, ацеталь) | x | x | |
| Полиэтилен высокой плотности (HDPE) | (x) | плохо плавится .Смотрите внимательно – легко загорается. | |
| Полипропилен (ПП) | x | x | Отчасти плавится |
| Гранит | x | ||
| Мрамор | 04 904 904 904 904 904 | ||
| Каменная плитка | x | ||
| Керамика, фарфор | x | ||
| Стекло | x | с маркировкой | |
| 904 904 из нержавеющей стали | |||
| Алюминий | (x) | Можно маркировать |
Материалы, которые нельзя резать или гравировать лазером
Есть материалы, которые никогда не следует обрабатывать лазером, потому что это приведет к образование ядовитых газов или пыли, которые также могут повредить машину.
Эти материалы включают (но не ограничиваются ими):
- Кожа и искусственная кожа, содержащая хром (VI)
- Углеродные волокна (Углерод)
- Поливинилхлорид (ПВХ)
- Поливинилбутирал (ПВБ)
- Политетрафторэтилены (PTFE / Тефлон)
- Оксид бериллия
- Любой материал, содержащий галогены (фтор, хлор, бром, йод и астат), эпоксидные или фенольные смолы
3. Как создать дизайн для лазерной резки или гравировки?
Большинство устройств для лазерной резки с CO2 работают так же, как и обычные струйные принтеры.Лазерный резак поставляется со специальными драйверами, которые преобразуют изображение с компьютера в формат, который может прочитать лазерный резак.
При работе с лазерными резаками важно знать разницу между векторными изображениями и растровыми изображениями. Оба типа файлов изображений можно обрабатывать, но растровые изображения можно использовать только для гравировки, но не для резки.
В векторном изображении все линии и цвета хранятся в виде математических формул. Растровые изображения основаны на пикселях. Это означает, что изображение состоит из множества маленьких квадратов.Векторные изображения можно увеличивать без потери качества, тогда как растровые изображения начинают «пикселизироваться» при определенном увеличении.
Типы векторных файлов: SVG, EPS, PDF, DXF, DWG, CDR (CorelDRAW), AI (Adobe Illustrator)
Типы растровых файлов: JPG, PNG, GIF
Вы можете использовать программное обеспечение вашего выбор, если вы экспортируете файл в подходящем формате. Ниже приведены несколько примеров программного обеспечения для графического дизайна.
2D-дизайн:
3D-дизайн:
Общие настройки
Первое, что следует учитывать, – это размер вашего материала / максимальный размер, который может вместить лазерная кровать.Это определяет максимальный размер вашего дизайна. В общем, рекомендуется установить этот размер рабочей области.
Цветовой режим должен быть установлен на RGB. Для обозначения разных процессов обычно используются разные цвета. Например, красный цвет может использоваться для всех частей, которые будут вырезаны, а черный – для гравировки.
Создание файла для лазерной резки
Как объяснялось ранее, во время операции резки лазер направляет непрерывный луч на материал, чтобы разрезать его.Чтобы знать, где резать, лазерному станку нужен векторный путь в качестве входного файла.
Лазер будет вырезать только векторную графику с минимально возможной толщиной линии (это зависит от используемого программного обеспечения). Любая другая графика, например сплошные фигуры или более толстые линии, не будет вырезана.
При вырезании текста или других сложных фигур следует учитывать, что несвязанные средние части – например, внутренняя часть буквы «О» – выпадут. В зависимости от желаемого дизайна вы можете предотвратить это.Для текста вы можете, например, использовать трафаретный шрифт, в котором все внутренние части букв соединены с внешними частями.
Создание файла для лазерной гравировки
При лазерной гравировке можно различать векторную гравировку и растровую гравировку. Векторная гравировка в основном такая же, как резка, с той лишь разницей, что для гравировки мощность меньше, так что лазер просто удаляет части материала, а не прорезает.
Для растровой гравировки входным файлом может быть векторный файл или растровое изображение.Во время растровой гравировки изображение гравируется лазером линия за линией, пиксель за пикселем. Этот процесс аналогичен способу нанесения чернил в струйном принтере, но вместо нанесения чернил материал удаляется лазерным лучом.
Гравировка подходит как для простых форм, так и для сложных изображений. Для гравировки фотографии необходимо преобразовать в изображения в градациях серого.
4. Как пользоваться лазерным резаком?
Когда ваш дизайн будет готов, настало время для последнего шага – резки на лазере.Лазерные резаки – очень мощные машины. С ними можно создавать великие вещи, но они также потенциально опасны, поэтому сначала небольшое предупреждение.
Перед использованием лазерного резака всегда сначала убедитесь, что вы прочитали и поняли все инструкции по технике безопасности, прилагаемые к нему. Кроме того, имейте в виду, что эта длина волны CO2-лазера находится в инфракрасной части светового спектра, поэтому она невидима для человеческого глаза. Красная точка, которую вы видите на многих станках на поверхности материала, – это всего лишь вспомогательное средство позиционирования, а не лазерный луч, который на самом деле выполняет резку.
Подготовка
Прежде всего, убедитесь, что ваш материал помещается внутри рабочей зоны лазерного резака, и при необходимости отрежьте его по размеру. Кроме того, будьте готовы сделать несколько пробных надрезов или гравюр и принести с собой запасной материал.
Вам не обязательно нужны дополнительные инструменты при работе с лазерным резаком, но, по моему опыту, вам может пригодиться следующий инструмент:
- Универсальный нож : для резки материала, который не был разрезан полностью лазерным резаком или вырезать бумагу и картон по размеру.
- Малярная лента / малярная лента : Используйте ее для маскировки поверхности вашего материала, чтобы предотвратить появление пятен от ожогов, а также для склеивания легких материалов.
- Измерительная лента / штангенциркуль: Для измерения размеров и проверки правильности размеров конечных объектов.
Настройки
Четыре наиболее важных настройки лазерного резака – это мощность, скорость, частота и расстояние фокусировки.
- Мощность: Определяет выходную мощность лазера.Обычно можно установить от 0 до 100% (максимальная мощность). Большая мощность используется для резки толстых материалов, а меньшая мощность используется для гравировки и резки тонких материалов, таких как бумага.
- Speed: Определяет скорость движения лазерной головки. Для гравировки и резки тонкого материала скорость обычно устанавливается (близка) к максимальной.
- Частота (Гц, PPI): Параметр частоты определяет количество лазерных импульсов в секунду. Частота полностью зависит от используемого материала.Например, резка по дереву лучше всего выполняется при частоте от 500 до 1000 Гц, а для акрила рекомендуется от 5000 до 20000 Гц для достижения гладкой кромки.
- Фокус: Как объяснялось ранее, внутри лазерной головки есть фокусирующая линза. Точка фокусировки (где лазерный луч наиболее тонкий) для большинства применений должна находиться на поверхности материала или немного ниже. Для этого материал должен находиться на определенном расстоянии от линзы. Точное расстояние зависит от типа используемой фокусирующей линзы.
Многие лазерные машины имеют моторизованную платформу, которую можно перемещать вверх и вниз для установки расстояния фокусировки. В качестве альтернативы необходимо вручную отрегулировать положение поверхности материала a.
Итак, теперь, когда у вас есть базовое представление о доступных настройках, вы можете спросить себя, как найти правильные настройки для ваших проектов? Хорошей отправной точкой является руководство по эксплуатации лазерного резака. Часто вы найдете предлагаемые настройки для многих материалов. Если вы работаете с совместно используемым лазером в рабочем пространстве, обычно есть списки с доступными рекомендуемыми настройками.
Время сокращать!
Наконец, вы должны быть готовы сделать первые разрезы. Чтобы найти идеальные настройки для вашего материала, может потребоваться несколько попыток.
Всегда изменяйте только один параметр в процессе тестирования. Например, начните с мощности, проверяя разные значения с шагом 5-10%. Когда вы будете довольны своими результатами, не забудьте записать настройки для использования в будущем.
Полезные ресурсы
Понравилось это руководство?
Подпишитесь на рассылку новостей и будьте в курсе аналогичного контента!
Механические станки для резки по сравнению с лазерными фрезерными станками
Как механическая, так и лазерная резка являются обычными производственными процессами, используемыми в современной обрабатывающей промышленности.Каждый метод использует свое собственное оборудование и имеет свои преимущества и недостатки. Предпочтение между ними обычно зависит от ряда факторов, таких как требования к приложению, экономическая эффективность и производственные возможности.
Станки, инструменты и процессы для механической резки
Промышленная лазерная резкаИзображение предоставлено: Shutterstock / Дмитрий Калиновский
Механическая резка, которая включает в себя оснастку и механическую обработку, представляет собой процесс, в котором используется оборудование с механическим приводом для придания формы и формования материала в заданную конструкцию.Некоторые распространенные станки, используемые для механической резки, включают токарные, фрезерные станки и сверлильные станки, которые соответствуют процессам токарной обработки, фрезерования и сверления соответственно.
Токарный станок
Токарный станок – это металлообрабатывающий станок, который вращает материал, обычно с помощью двигателя, управляемого компьютером, в то время как закаленное режущее лезвие удаляет излишки материала для создания желаемой формы. Смазочно-охлаждающую жидкость можно использовать для поддержания контроля температуры, смазки движущихся частей и удаления мусора или «стружки» с заготовки.
Фрезерный станок
Фрезерный станок имеет стационарный режущий инструмент и подвижный стол, на котором закреплена заготовка. В ручном или компьютерном направлении перемещайте стол вокруг вращающегося лезвия, чтобы сделать необходимые разрезы. Фрезерные станки могут создавать сложные или симметричные формы по осям. Четыре основные категории фрезерных станков: ручные, плоско-фрезерные, универсальные и универсальные.
Сверлильный станок
Сверлильный станок – это стационарная дрель, закрепленная на столе или прикрепленная к полу болтами и приводимая в действие асинхронным двигателем.Он состоит из основания, стойки, стола, шпинделя и сверлильной головки. Ручка с тремя зубцами поднимает или опускает сверло для создания цилиндрических отверстий в заготовке. Когда сверло вращается и режет металл, канавка сверла уносит мусор или стружку вверх и наружу из отверстия.
Оборудование и методы лазерной резки
При лазерной резке используется устройство излучения энергии для фокусировки высококонцентрированного потока фотонов на небольшой площади заготовки и вырезания из материала точных рисунков.Лазеры обычно управляются компьютером и могут выполнять высокоточные разрезы с качественной отделкой. Наиболее распространены лазерные резаки для газообразного CO2 или Nd: YAG.
CO2-лазеры
Лазер на диоксиде углерода (CO2) излучает газовый разряд, который служит средой для светового луча. Это один из самых мощных лазеров непрерывного действия, используемых сегодня, во многом благодаря его высокому отношению выходной мощности к мощности накачки. Лучи на основе углекислого газа попадают в инфракрасную часть светового спектра с диапазоном длин волн от 9.4 и 10,6 мкм. Они обычно используются для сварки, резки и гравировки металлов, а также для шлифовки биологических тканей.
Nd: YAG-лазеры
В отличие от CO2-лазеров, иттрий-алюминиевого граната, легированного неодимом, или Nd: YAG, лазеры представляют собой твердотельные устройства, в которых в качестве легкой среды используется кристалл. Они также оснащены лазерными диодами или импульсными лампами, которые оптически накачивают их лучи, излучающие инфракрасные волны с длиной волны 1064 нм. Модели Nd: YAG – одни из наиболее распространенных лазеров, используемых в производстве, для сварки, резки, гравировки, маркировки и травления различных материалов.Кроме того, у этих лазеров есть множество медицинских применений.
Сравнение механической резки и лазерной резки
Поскольку лазерная резка позволяет не только резать материал, но и наносить на изделие отделку, это может быть более рациональный процесс, чем его механические альтернативы, которые часто требуют дополнительной обработки. Кроме того, отсутствует прямой контакт между лазерным устройством и материалом, что снижает вероятность загрязнения или случайной маркировки. Лазеры также создают меньшую зону термического влияния, что снижает риск коробления или деформации материала на участке резки.
Лазерная резка, однако, может быть дорогостоящим и технически сложным методом изготовления, в то время как процессы механической резки сверла с ЧПУ обычно дешевле и проще интегрировать в производственные услуги. Лазерное оборудование обычно требует мощного источника энергии и потребляет энергию в быстром темпе. Обычно для этого требуется, чтобы в магазине содержались аккумуляторные или конденсаторные блоки большого размера в дополнение к стандартным источникам питания. Лазерные устройства часто бывают дорогими, а периферийное оборудование, такое как золотые зеркала или окна и линзы из селенида цинка, может повлечь дополнительные расходы.
При выборе между лазерной и механической резкой может быть полезно помнить, что процессы не исключают друг друга и что многие механические цеха предоставляют комбинацию этих двух услуг резки. Производители, оценивая преимущества одного типа резки по сравнению с другим, по существу балансируют точность и надежность лазерной резки с его затратами и потреблением энергии, а простоту использования и экономическую эффективность механической резки с риском повреждения или деформации данного материала.
Источники
Руководство по фрезерованию с ЧПУ – Pro-Type Industries