Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст.12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%.
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».
Способы пайки алюминия и сплавов
Это устаревший, но еще практичный, материал по книге К.К.Хренов «Сварка, резка и пайка металлов» Машгиз, Киев-Москва ,1952[2]. Рекомендуем ознакомиться с современными способами пайки алюминия
Пайка алюминия и его сплавов представляет большие затруднения вследствие лёгкой окисляемости алюминия с образованием прочной окисной плёнки, а также вследствие часто наблюдающейся слабой сопротивляемости коррозии мест пайки. До настоящего времени задача качественной пайки алюминия не вполне разрешена. Для облегчения процесса пайки иногда применяется предварительное покрытие алюминия медью или никелем, осаждаемыми гальваническим способом. Места пайки в этом случае очищаются травлением серной кислотой, десятипроцентным раствором едкого натра, с последующей промывкой в проточной воде, после чего подвергаются никелированию или омеднению гальваническим способом. Поверхности, покрытые тонким слоем никеля или меди, паяются обычными способами мягкими припоями.
| Номер припоя | Sn | Zn | Cd | Al | Si | Си | Примечание |
| 1 | 55 | 25 | 20 | — | — | — | Мягкие припои |
| 2 | 40 | 25 | 20 | 15 | — | — | |
| 3 | 63 | 36 | — | 1 | — | — | |
| 4 | 45 | 50 | — | 5 | — | — | |
| 5 | Остальное | 20÷25 | 2÷6 | — | — | — | |
| 6 | — | — | — | Остальное | 5,2÷6,5 | 25÷29 | Твёрдый припой, Тпл =525°; предложен С. Н. Лоцмановым Н. Лоцмановым |
В качестве флюсов применяют органические вещества, например канифоль, стеарин, сахарную пудру. Предварительно поверхности облуживаются растиранием припоя щёткой или скребком. Иногда для нахлёсточных соединений применяется оригинальный способ пайки алюминиевых сплавов с использованием в качестве припоя порошкообразного хлористого цинка. На зачищенные поверхности места пайки насыпают порошок безводного хлористого цинка и подогревают детали. При подогреве порошок плавится с выделением густого едкого дыма, освобождая расплавленный цинк. Происходит обменная реакция: алюминий соединяется с хлором и улетучивается, а освобождающийся цинк сплавляется с алюминием и дифундирует на некоторую глубину в основной металл. Процесс происходит по уравнению
3ZnCl3+2Al = 3Zn+2A1Cl2
Происходит, таким образом, процесс облуживания поверхности алюминия цинком; поверхность детали оказывается покрытой сплавом цинка с алюминием.
При нагреве собранных внахлёстку и надёжно скреплённых облуженных деталей происходит прочная их спайка. Полученное соединение отличается прочностью и сравнительной устойчивостью против коррозии. Более прочная пайка требует применения более тугоплавких припоев и специальных флюсов. В нашей промышленности применяется, например, специальный припой для алюминия, имеющий следующий состав: медь — 25—30%, кремний — 4,7%, алюминий — остальное. Температура плавления припоя 525°C. Припой применяется совместно с флюсом следующего состава: хлористый литий LiCl 25—30%; фтористый калий KF 8—12%; хлористый цинк ZnCl2 8—15%; хлористый калий KCI — остальное. Температура плавления этого флюса около 450°C. Применение указанных припоя и флюса даёт весьма удовлетворительную и прочную пайку алюминия.
Пайка под давлением при литье алюминия под давлением (Конференция)
Пайка под давлением при литье алюминия под давлением (Конференция) | ОСТИ.GOVперейти к основному содержанию
- Другие родственные исследования
Два типа испытаний, испытания погружением и испытания покрытия погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
- Авторов:
- Хан, Кью; Кеник, ЕА; Вишванатан, С.


- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Ок-Ридж. (ORNL), Ок-Ридж, Теннесси (США)
- Организация-спонсор:
- Департамент науки Министерства сельского хозяйства США (США)
- Идентификатор ОСТИ:
- 755660
- Номер(а) отчета:
- ОРНЛ/СР-106473
РНН: Ah300034%%89
- Номер контракта с Министерством энергетики:
- АК05-00ОР22725
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Конференция: Конференция TMS 2000, место не указано, 15. 03.2000; Другая информация: PBD: 15 марта 2000 г. .
 03.2000; Другая информация: PBD: 15 марта 2000 г.
03.2000; Другая информация: PBD: 15 марта 2000 г.- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; АЛЮМИНИЙ; АЛЮМИНИЕВЫЕ СПЛАВЫ; КАСТИНГ; ПАЯКА; ЭТАПНЫЕ ИССЛЕДОВАНИЯ; УМИРАЕТ; МОРФОЛОГИЯ; ЗАТВЕРЖДЕНИЕ; СТАЛИ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Хан, К., Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . США: Н. П., 2000.
Веб. Копировать в буфер обмена
Хан, К., Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . Соединенные Штаты.  Соединенные Штаты.
Соединенные Штаты. Копировать в буфер обмена
Хан, К., Кеник, Э.А., и Вишванатан, С. 2000.
«Пайка под давлением при литье алюминия под давлением». Соединенные Штаты. https://www.osti.gov/servlets/purl/755660. Копировать в буфер обмена
@статья{osti_755660,
title = {Пайка под давлением при литье алюминия под давлением},
автор = {Хан, Q и Кеник, EA и Вишванатан, S},
abstractNote = {Два типа испытаний: испытания погружением и испытания погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
дои = {},
URL = {https://www.osti.gov/biblio/755660},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2000},
месяц = {3}
}  Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.}, Копировать в буфер обмена
Просмотр конференции (0,81 МБ)
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
Экспорт метаданных Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Какой припой можно использовать для алюминия?
При пайке алюминия вам потребуется специальный тип припоя, специально разработанный для алюминия. Этот тип припоя обычно называют «припоем, безопасным для алюминия», и обычно он состоит из легкоплавкого сплава олова, цинка и небольшого количества свинца.
Этот тип припоя обычно называют «припоем, безопасным для алюминия», и обычно он состоит из легкоплавкого сплава олова, цинка и небольшого количества свинца.
Как добавить музыку в Bonus BeReal?
Пожалуйста, включите JavaScript
Как добавить музыку в Bonus BeReal?При пайке алюминия важно использовать специальный флюс, который также предназначен для работы с алюминием, так как обычные флюсы на кислотной основе не работают с алюминием. Флюс, безопасный для алюминия, обычно состоит из флюса на основе канифоли и нагревается, чтобы активировать и помочь алюминиевому припою.
Важно знать, что пайка алюминия может быть сложной задачей и требует больше тепла, чем при пайке других материалов. Лучшим инструментом для пайки алюминия является паяльник мощностью от 40 до 50 Вт с жалом, специально предназначенным для пайки алюминия.
Вам нужен специальный припой для алюминия?
Да, вам нужен специальный припой для алюминия. Это связано с тем, что, в отличие от других металлов, алюминий имеет очень низкую температуру плавления, которая обычно составляет около 800°F или 425°C. Это означает, что любой неспециализированный паяльник не сможет достичь высокой температуры, необходимой для успешного наплавления припоя на алюминий.
Это означает, что любой неспециализированный паяльник не сможет достичь высокой температуры, необходимой для успешного наплавления припоя на алюминий.
Кроме того, из-за низкой температуры плавления многие стандартные припои плохо прилипают к алюминию, поэтому необходим специальный припой с более высокой температурой плавления. Этот специализированный припой обычно называется «припой из алюминиевого сплава», и его можно найти в большинстве местных хозяйственных магазинов и в Интернете.
Кроме того, важно убедиться, что вы используете припой с флюсовой сердцевиной, так как флюс помогает припою лучше прилипать к алюминию.
Прилипает ли припой к алюминию?
Да, припой крепится к алюминию, если вы предпримете правильные шаги. Наиболее важным шагом для обеспечения успешного паяного соединения на алюминии является предварительная обработка рабочей поверхности, например, путем шлифования или химического травления.
Этот процесс позволяет разрушить слой оксида алюминия на металле, чтобы припой мог прилипнуть к поверхности металла. Как только поверхность будет предварительно обработана и очищена, вы можете использовать паяльную проволоку с флюсовым сердечником и любой стандартный паяльник, чтобы прикрепить припой к алюминию.
Как только поверхность будет предварительно обработана и очищена, вы можете использовать паяльную проволоку с флюсовым сердечником и любой стандартный паяльник, чтобы прикрепить припой к алюминию.
Также важно использовать паяльник с достаточным уровнем нагрева для нагрева алюминия и припоя, чтобы они расплавились и образовали надежное соединение. Возможно, вам придется поэкспериментировать с различными уровнями нагрева, чтобы добиться наилучших результатов.
Как соединить алюминий без сварки?
Вы можете соединить алюминий без сварки несколькими способами в зависимости от конкретного применения, которое вы имеете в виду. Вообще говоря, вы можете соединить алюминий, скрепив его заклепками, обжимом или болтами. В зависимости от величины нагрузки, которую должен будет выдержать сустав, некоторые методы будут работать лучше, чем другие.
Вообще говоря, вы можете соединить алюминий, скрепив его заклепками, обжимом или болтами. В зависимости от величины нагрузки, которую должен будет выдержать сустав, некоторые методы будут работать лучше, чем другие.
Клепка — самый простой способ соединения алюминия. Для этого не требуется ни тепла, ни специальной техники. Вместо этого вы используете заклепочный пистолет, чтобы вставить предварительно сформированные заклепки в отверстия, которые вы просверлили в двух компонентах, которые вы хотите соединить.
Заклепки создают невероятно прочное соединение, поэтому отлично подходят для приложений, которые должны выдерживать большие нагрузки.
Обжим аналогичен клепке, но вместо того, чтобы вставлять предварительно сформированную заклепку, вы используете обжимные клещи, чтобы соединить две детали вместе, используя предварительно изготовленные куски алюминия. Это более настраиваемый метод, поскольку при необходимости вы можете создавать более сложные формы.
Опрессовка не подходит для больших, тяжелых нагрузок и не рекомендуется для наружного применения из-за риска коррозии.
Болтовое крепление — отличный способ соединения двух алюминиевых деталей без сварки и наиболее распространенный метод, используемый в крупносерийном производстве. Чтобы скрепить две детали вместе, вы просверливаете и нарезаете резьбу в отверстии в детали, которую хотите соединить, а затем используете болт для соединения двух частей — с использованием гайки или без нее.
Для более тяжелых несущих конструкций можно использовать более толстые и прочные болты.
В зависимости от конкретной области применения эти три метода соединения алюминия без сварки могут обеспечить надежные и надежные соединения. Если вам нужна дополнительная информация о лучших способах соединения алюминия без сварки, обратитесь к опытному инженеру или специалисту по материалам.
Какой металл нельзя паять?
Цветные металлы, такие как алюминий, латунь, медь и нержавеющая сталь, нельзя паять без флюса. Для пайки требуется высокая температура, а температура плавления этих металлов слишком высока для соединения с припоем.
Для пайки требуется высокая температура, а температура плавления этих металлов слишком высока для соединения с припоем.
Чтобы соединить эти металлы, их необходимо спаять или сварить.
Какой тип флюса используется для алюминия?
Для сварки алюминия обычно используется порошковая проволока, состоящая из металлического сплава и флюсовой сердцевины. Флюсовая сердцевина содержит ингредиенты, которые обеспечивают необходимую защиту во время сварки и способствуют хорошей свариваемости.
Компоненты флюса также способствуют течению расплавленного алюминия, уменьшают пористость сварного шва и улучшают целостность сварного шва. Обычные ингредиенты флюса, используемые при сварке алюминия, включают алюминиевый порошок, фторид кальция, диоксид кремния и оксид магния.
Многие из этих ингредиентов очищают зону соединения, уменьшают окисление и способствуют хорошему проплавлению сварного шва. Кроме того, некоторые флюсы содержат фосфор, который помогает уменьшить разбрызгивание и улучшить качество поверхности сварного шва.
Как паять алюминий паяльником?
Пайка алюминия паяльником требует терпения и практики, но это возможно при наличии правильных инструментов и методов. Во-первых, убедитесь, что вы выбрали правильные инструменты. Обязательно используйте паяльник с минимальной мощностью 40 Вт, предназначенный для работы с алюминием.
Кроме того, важно использовать припой, специально разработанный для работы с алюминием, так как другие неалюминиевые припои не будут достаточно прочными.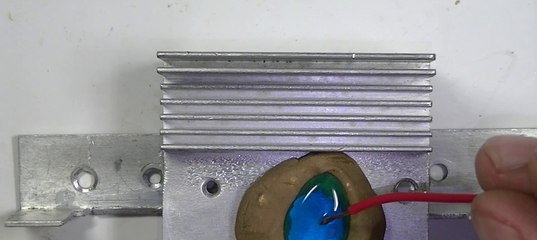
Перед началом пайки необходимо очистить алюминий от грязи, жира и других загрязнений, поскольку они могут повлиять на прочность и качество припоя. Очистку можно выполнить с помощью проволочной щетки, наждачной бумаги или стальной мочалки.
Кроме того, важно отшлифовать поверхности алюминия, подлежащие пайке, чтобы создать лучшую поверхность для сцепления припоя.
Когда алюминий подготовлен и нужные инструменты приобретены, пора начинать пайку. Обязательно сначала нагрейте соединяемые детали, а затем добавьте припой. Работайте медленно и методично, чтобы обеспечить прочную и длительную связь.
После добавления припоя важно тщательно очистить соединение и убедиться, что все загрязнения удалены. Это обеспечит надежность и долговечность соединения.
Паять алюминий паяльником — непростая задача, но при наличии правильных инструментов и методов ее можно успешно выполнить. Помните об этих советах для достижения успешных результатов каждый раз.
Как соединить два куска алюминия вместе?
В зависимости от обстоятельств и типа применения. Наиболее распространенными способами соединения алюминия являются сварка, болтовое соединение, клепка и пайка. Сварка считается наиболее прочным соединением и часто используется в тех случаях, когда требуется прочность и долговечность.
Наиболее распространенными способами соединения алюминия являются сварка, болтовое соединение, клепка и пайка. Сварка считается наиболее прочным соединением и часто используется в тех случаях, когда требуется прочность и долговечность.
Сварка может выполняться с использованием установки для кислородно-топливной или дуговой сварки. Болтовое соединение — это способ соединения алюминиевых деталей с помощью болтов и гаек. Это относительно простой процесс, и его можно использовать в зонах, где сварка невозможна.
Клепка — это процесс соединения двух кусков алюминия путем вставки заклепки в предварительно просверленные отверстия. Пайка — это процесс соединения, который требует использования присадочного металла и часто используется для соединения алюминиевых сплавов.
Этот метод является экономичным и часто используется в тонких проектах.
Фиксирует ли JB Weld алюминий?
Да, JB Weld можно использовать для фиксации алюминия. Эпоксидные материалы JB Weld предназначены для работы с различными поверхностями, включая алюминий. Двухкомпонентная эпоксидная смола способна создавать прочную связь с алюминием и другими металлами, пластмассами, керамикой и другими поверхностями.
Двухкомпонентная эпоксидная смола способна создавать прочную связь с алюминием и другими металлами, пластмассами, керамикой и другими поверхностями.
При использовании JB Weld на алюминии важно правильно подготовить поверхность, очистив ее металлической щеткой и затем нанеся эпоксидную смесь. Смесь можно формовать, шлифовать и шлифовать, когда она высохнет, что делает ее отличным вариантом для ремонта алюминиевых поверхностей.
Кроме того, его можно использовать для заполнения зазоров или пустот в алюминиевых поверхностях. Однако при нанесении JB Weld на алюминий важно помнить, что не все типы алюминия можно ремонтировать с помощью JB Weld, и его следует использовать только на алюминии в хорошем состоянии.
Как починить сломанный алюминий?
Если ваш алюминий сломан, его часто можно починить с помощью некоторых базовых навыков пайки, эпоксидной смолы и/или сварки.
Для начала вам необходимо определить тип разрыва. Если металл раскололся на несколько частей, вам нужно будет сварить их вместе, используя либо кислородно-ацетиленовую сварку, либо сварку MIG. Если сварка невозможна, вы можете использовать прочную эпоксидную смолу, чтобы снова склеить металл и надежно удерживать его.
Если сварка невозможна, вы можете использовать прочную эпоксидную смолу, чтобы снова склеить металл и надежно удерживать его.
Перед началом ремонта убедитесь, что поверхность чистая и на ней нет грязи, пыли или мусора, протерев ее тканью. Для сварки вам также понадобится металлическая щетка, чтобы удалить окисление.
При подготовке к пайке металла используйте флюсовую пасту для покрытия припаиваемой области. Убедитесь, что вы используете правильный калибр припоя и горелку для алюминия, и нагревайте область, пока припой не расплавится.
Дайте припою заполнить зазор, затем удалите излишки влажной тканью.
Если вы используете эпоксидную смолу, обязательно наденьте перчатки и маску для лица при нанесении эпоксидной смолы непосредственно на участок, чтобы обеспечить надежное соединение. Возможно, вам придется сжать или удерживать детали вместе, пока эпоксидная смола сохнет.
После полного высыхания алюминий должен быть прочно отремонтирован.
В общем, сломанный алюминий можно починить при наличии некоторых знаний и некоторых основных материалов, таких как пайка, эпоксидная смола или сварка. Убедитесь, что вы выбрали правильную технику поломки и используете правильные материалы, чтобы обеспечить прочный и надежный ремонт.
Убедитесь, что вы выбрали правильную технику поломки и используете правильные материалы, чтобы обеспечить прочный и надежный ремонт.
Пайка труб станет незаконной?
Нет, пайка труб не запрещена. Однако в некоторых районах могут существовать местные постановления или кодексы, регулирующие установку определенных типов труб или установку труб в определенных местах.
Как правило, пайка труб должна выполняться профессионалом с соответствующей подготовкой и сертификатами. В зависимости от того, где вы находитесь, для определенных проектов по прокладке труб могут потребоваться лицензии и/или разрешения.
Прежде чем приступать к пайке труб, важно ознакомиться с действующими местными нормами.
Что такое клей для алюминия к алюминию?
Лучшим клеем для склеивания алюминия с алюминием является двухкомпонентная эпоксидная смола. Он самый прочный и специально разработан для соединения двух одинаковых металлов. Двухкомпонентные эпоксидные смолы состоят из эпоксидной смолы и отвердителя.