Сварка со сталью алюминия, чугуна и меди
- Процесс соединения алюминия со сталью
- Соединение чугуна и стали
- Свариваемость меди со сталью
В процессе сварки однородных деталей взаимная диффузия и растворение материалов, а также образование жидких и твердых растворов происходит без каких-либо ограничений и сложностей. Однако совсем иначе дело обстоит со сваркой разнородных металлов. В данном случае приходится сталкиваться с металлургической несовместимостью деталей, которые имеют принципиальные отличия в характеристиках кристаллической решетки, а также разные температуры плавления и показатели теплопроводности. Именно поэтому прежде чем начнется работа и осуществится, например, сварка алюминия со сталью, необходимо рассмотреть совместимость используемых металлов и учесть трудности, которые могут возникнуть в процессе их соединения.
Практически невозможно сварить металлы, неспособные взаимно раствориться между собой в расплавленном состоянии: железо и свинец, железо и магний, свинец и алюминий. Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
На данный момент самыми востребованными являются конструкции, получаемые путем сплава стали с алюминием, чугуном или медью. Сварка этих металлов широко используется в авиационном строении, радиоэлектронике, производстве бытовых приборов. Оптимальные свойства некоторых конструкций возможны только благодаря применению деталей из комбинированных материалов, ведь именно в этом случае изделие будет совмещать в себе преимущества сразу двух металлов. Однако приступая к работе с разнородными металлами, важно учитывать особенности их взаимодействия.
Процесс соединения алюминия со сталью
Сварка алюминия и стали сопряжена с серьезными трудностями, которые возникают в связи с большой разницей температур плавления металлов и различиями в уровне их теплопроводности. На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
Покрытия для улучшения свариваемости
Проблемы, которые возникают при сварке плавлением алюминия и стали, вполне удачно решаются с помощью применения специальных покрытий. На сталь гальваническим или горячим погружением наносится металл, который обладает хорошей совместимостью со сталью. Чаще всего для этих целей используется слой цинка, который улучшает растекание алюминия. Кроме того, для сварки алюминия и стали применяется переходная вставка из тех же материалов, которая получается с помощью другого метода соединения, например, путем холодной ковки.
Теплофизические свойства материалов значительно затрудняют процесс сварки, при этом даже использование специальных покрытий и вставок не решает всех возможных проблем.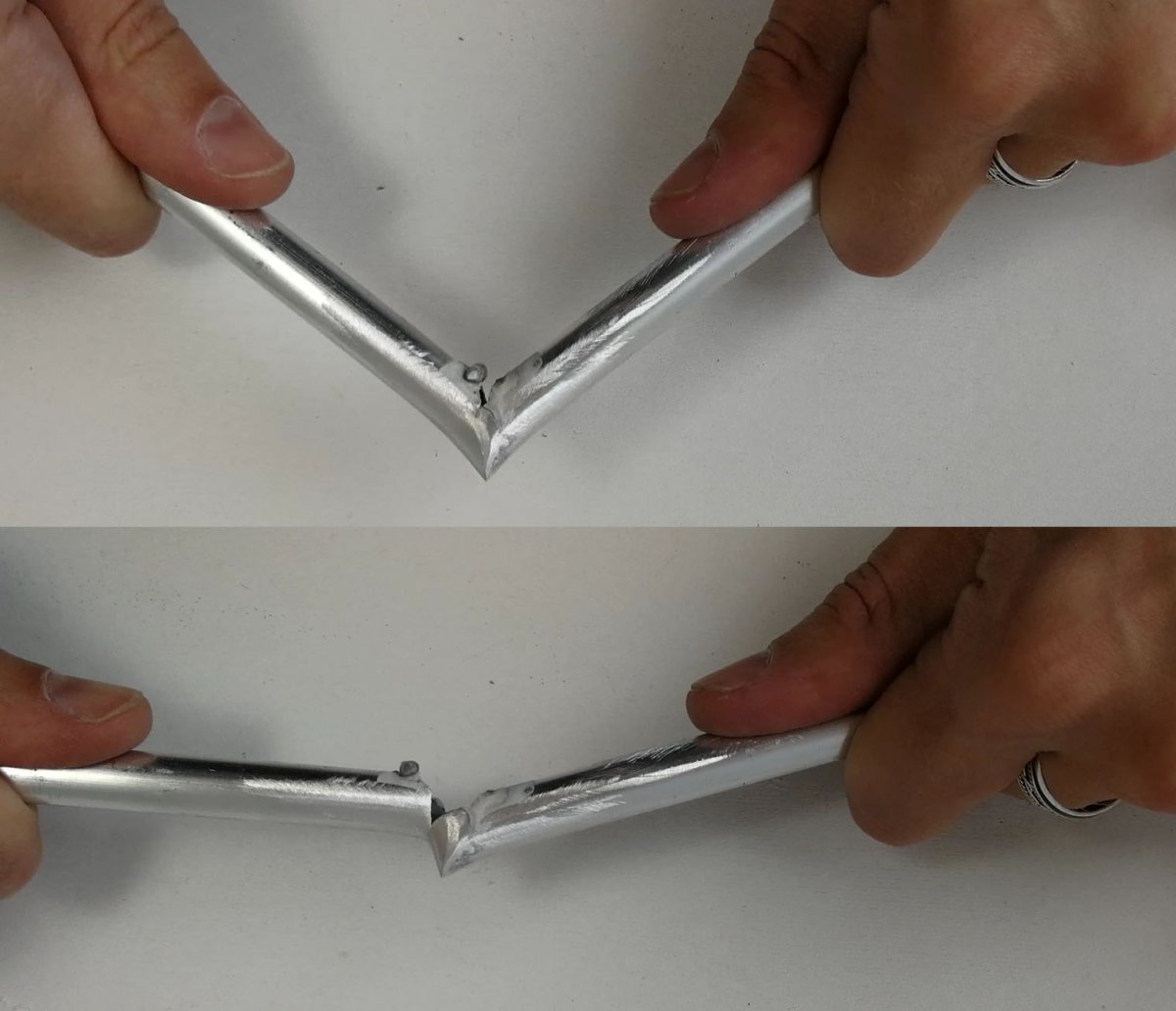 Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Свариваемость чугуна и стали
Несмотря на то, что чугун и сталь обладают схожестью химического состава, процесс сварки этих металлов также характеризуется определенными трудностями. Дело в том, что чугун содержит большое количество углерода, а потому достаточно плохо поддается плавлению. Чтобы сварить эти разнородные материалы, используются специальные электроды. Для получения надежного и прочного шва перед обработкой детали следует тщательно зачистить, особенно это касается заготовки из чугуна, который легко впитывает различные технические жидкости.
Подогрев изделия в процессе работы
Чтобы соединить чугун и сталь, как правило, используется сварочный ток обратной полярности. Однако обратите внимание, что в случае применения аппаратов с высоким током холостого хода, необходимо использовать переменный ток. В процессе работы детали необходимо прогреть до 600 градусов по Цельсию. Такая температура позволит избежать чрезмерного расширения металла, которое нередко приводит к необратимой деформации материала. В результате сварочных работ, проведенных по описанной технологии, прочный герметичный шов образуется всего за один проход.
В случае, если подогрев заготовок невозможен, сварка чугуна со сталью производится несколько иначе. Когда необходимо соединить слишком большие детали или металл имеет легкоплавкие вкрапления, процесс сварки осуществляется с помощью коротких валиков, каждый из которых необходимо охлаждать перед использованием следующего. Стоит отметить, что данный метод сварки не обеспечивает должную прочность шва, поэтому для соединения чугуна и стали более предпочтителен метод, предусматривающий предварительный подогрев деталей.
Свариваемость меди со сталью
Определенные трудности в процессе соединения данных металлов возникают в связи с различием в уровне их теплопроводности, а также из-за низкой температуры плавления меди. Именно поэтому прежде чем приступать к процессу, следует учесть все особенности материалов и подобрать наиболее оптимальный способ сварки. Только в этом случае можно получить качественное соединение, которое будет обладать всеми необходимыми характеристиками.
Применение защитных газов
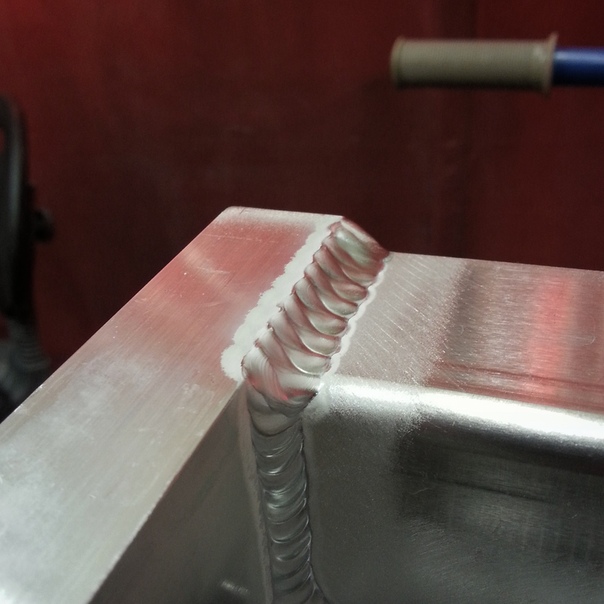
На самом деле медь и все ее сплавы довольно неплохо сваривается со сталью. Пожалуй, самым высоким качеством обладает соединение, которое производится путем аргонодуговой сварки. С ее помощью образуется шов, который характеризуется хорошей герметичностью и прочностью. Аргонодуговая сварка производится с применением вольфрамовых электродов либо плазменной струи и специальной присадочной проволоки. Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Сварка меди и стали также может быть произведена с помощью флюсов в среде защитных газов. В этом случае используют плавящиеся либо неплавящиеся электроды и проволоку. При наплавлении меди на сталь вполне эффективен дуговой метод сварки керамических флюсов, который позволяет добиться требуемой износостойкости и твердости материала. Данный вид работы предполагает использование плоских электродов.
Соблюдение технологии — гарантия качества
Сварка разнородных металлов — достаточно трудоемкий процесс, который осложняется существующими различиями в свойствах материалов. Однако если грамотно подойти к процессу и учесть все рекомендации, связанные с особенностями металлов, можно получить прекрасный результат в виде качественного и надежного соединения, которое будет обладать преимуществами всех его компонентов.
Сварка алюминия аргоном в Санкт-Петербурге
ВНИМАНИЕ! У нас изменился номер телефона в Санкт-Петербурге ! +7 (812) 612-72-73
Самый востребованный металл в современном мире – это алюминий. Его исключительно низкий вес, высокая теплопроводность позволили применить его в самых разнообразных отраслях. Но при всех этих достоинствах, этот металл очень сложно варить. Путем проб и ошибок инженеры достигли в этой области позитивных результатов, и был придуман эффективный способ сваривания деталей из алюминия – сварка аргоном.
Его исключительно низкий вес, высокая теплопроводность позволили применить его в самых разнообразных отраслях. Но при всех этих достоинствах, этот металл очень сложно варить. Путем проб и ошибок инженеры достигли в этой области позитивных результатов, и был придуман эффективный способ сваривания деталей из алюминия – сварка аргоном.
Проблемы при сварке алюминия
Сам алюминий, как и его сплавы – это категория металлов, которые сложно подаются сварке. Чистый алюминий, при попадании на открытый воздух, практически сразу покрывается оксидной пленкой, которая защищает его от дальнейшего окисления. Эта пленка плавится при достижении температуры около 2044 градусов по Цельсию, это притом, что сам алюминий плавится при температуре 660 градусов.
Если разогреть алюминий обычной горелкой, то при появлении расплавленного метала, тут же будет проявляться тугоплавкая пленка. Пленка не дает возможности для равномерного и качественного сварного шва. Сварка алюминия в этом случае будет некачественной, и шов долго не продержится.
Метод качественной сварки алюминия
Для сваривания алюминия промышленность придумала аппарат аргонно дуговая сварка. Этот аппарат представляет собой гармоничное соединение электрической и газовой сварки. Благодаря такой сложности, можно добиться качественной сварки такого капризного материала как алюминий.
Из-за оксидной пленки сварной шов не может получиться качественным. Наличие пузырьков воздуха и кристаллических отложений ослабляет сварной шов, и со временем или под напряжением он разойдется. Наличие инертного газа во время сваривания двух деталей из алюминия позволяет вытеснить окислитель, в качестве которого выступает обычный воздух. Аргонная сварка в момент соединения двух деталей выпускает струю аргона (инертного газа), дуга плавит металл и соединяет его, а окислительная пленка уже появляется не внутри шва, а на готовом изделии, после того, как процесс сварки завершен.
Преимущества и недостатки сварки аргоном
Несмотря на сложность технологии, она имеет свои преимущества, которые частично компенсирую необходимый опыт сварщика, и в общем, дороговизну сварочного шва. К достоинствам можно отнести:
К достоинствам можно отнести:
– шов защищен на протяжении всего процесса сваривания;
– можно использовать в качестве инертного газа аргон;
– металл нагревается незначительно, а значит, внешний вид деталей после сварки не портится;
– если сварка производится опытным специалистом, то сам процесс достаточно быстрый.
Недостатков всего два: сложное тяжело настраиваемое оборудование и наличие специалиста с высоким разрядом и опытом работы.
Почему сварку алюминия заказывают у нас
Сварка алюминия аргоном может производиться только очень опытными сварщиками, которые провели не одну сотню часов практики. При сваривании деталей из алюминия недостаточно теоретических знаний. Здесь нужна очень тонкая работа одновременно с несколькими составляющими.
Если вам требуется сварка аргоном СПБ, обращайтесь к нам. Наши специалисты имеют самое современное газосварочное оборудование для сварки алюминия, и колоссальный опыт по соединению этого капризного металла.
Звоните прямо сейчас!
8 (812) 612-72-73
карта сайта
Можете ли вы приварить алюминий к нержавеющей стали?
19 января 2023 г. 19 января 2023 г. | 10:53
Если вы сварщик, вам наверняка уже задавали этот вопрос. Можно ли сваривать алюминий с нержавейкой? Ответ положительный, но этот процесс требует некоторых особых соображений. Чтобы обеспечить успешную сварку, необходимо предпринять определенные шаги и методы. Давайте посмотрим, как успешно сварить эти два металла вместе.
Подготовка металлов к сварке
Перед сваркой алюминия и нержавеющей стали необходимо подготовить оба металла к сварке. Это включает в себя очистку поверхностей абразивом, таким как наждачная бумага или проволочная щетка, а затем удаление грязи или масла с поверхности обезжиривающим средством, таким как ацетон или спирт. После того, как персонажи подготовлены и очищены, они должны быть сухими, чтобы во время сварки в зону сварки не попала влага. Также важно убедиться, что оба металла не подвержены коррозии и ржавчине, прежде чем начинать сварку.
После того, как персонажи подготовлены и очищены, они должны быть сухими, чтобы во время сварки в зону сварки не попала влага. Также важно убедиться, что оба металла не подвержены коррозии и ржавчине, прежде чем начинать сварку.
Использование присадочных материалов
При сварке алюминия и нержавеющей стали очень важно использовать соответствующий присадочный материал для достижения хорошего соединения. Вообще говоря, сплавы на основе никеля лучше всего использовать в качестве присадочных материалов, потому что они обладают хорошей прочностью и пластичностью при сварке с алюминием или нержавеющей сталью. Сплавы на основе никеля также обладают хорошей коррозионной стойкостью, что полезно при сварке двух разнородных металлов.
Методы сварки
Наиболее распространенным методом сварки алюминия с нержавеющей сталью является сварка TIG (инертный вольфрамовый газ); однако сварка MIG (инертный металлический газ) также может использоваться в определенных случаях в зависимости от толщины свариваемых металлов. Сварка MIG может быть более подходящей для более толстых материалов из-за более высокой скорости наплавки, чем сварка TIG. Независимо от того, какой метод вы выберете, важно убедиться, что ваш сварочный аппарат имеет регулируемые настройки, чтобы вы могли регулировать уровни нагрева по мере необходимости при сварке различных материалов. Кроме того, убедитесь, что ваш сварочный аппарат имеет достаточную силу тока для достижения прочной связи между двумя соединяемыми металлами.
Сварка MIG может быть более подходящей для более толстых материалов из-за более высокой скорости наплавки, чем сварка TIG. Независимо от того, какой метод вы выберете, важно убедиться, что ваш сварочный аппарат имеет регулируемые настройки, чтобы вы могли регулировать уровни нагрева по мере необходимости при сварке различных материалов. Кроме того, убедитесь, что ваш сварочный аппарат имеет достаточную силу тока для достижения прочной связи между двумя соединяемыми металлами.
Заключение:
Сварка алюминия и нержавеющей стали требует некоторых особых мер, но ее можно успешно выполнить, если строго следовать этим рекомендациям. Прежде всего, не забудьте подготовить оба металла для достижения оптимальных результатов, тщательно очистив их абразивом, а затем обезжиривая средствами, такими как ацетон или спирт, перед началом сварочных работ. Кроме того, используйте подходящий присадочный материал, например, сплавы на основе никеля, для достижения прочной связи между двумя соединяемыми металлами, выбирая методы сварки TIG или MIG, в зависимости от толщины металла, используемого в вашем проекте. При тщательной подготовке и учете этих шагов при выполнении вашего следующего проекта, связанного с процессами соединения алюминия и нержавеющей стали, успех обязательно придет!
При тщательной подготовке и учете этих шагов при выполнении вашего следующего проекта, связанного с процессами соединения алюминия и нержавеющей стали, успех обязательно придет!
Абхишек Модак
Абхишек — опытный блогер и отраслевой эксперт, который делится своими взглядами и знаниями по различным темам. Своими исследованиями Абхишек предлагает ценные идеи и советы профессионалам и энтузиастам. Подпишитесь на него, чтобы получить экспертные советы о последних тенденциях и разработках в металлургической промышленности.
Какой сварочный аппарат мне нужен для сварки алюминия?
••• Photos.com/Photos.com/Getty Images
Обновлено 24 апреля 2017 г.
Автор Susan Kristoff
Алюминиевые сплавы доставляют больше проблем сварщикам, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем стали, что может привести к прожогам, особенно в более тонких алюминиевых листах. Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (TIG) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с контролем тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожог. Сварка TIG может применяться как для тонкого алюминиевого листа, так и для более толстого алюминиевого листа. Поскольку для сварки TIG требуется отдельный присадочный стержень, сварщик должен выбрать сварочный стержень из сплава, максимально близкого к сплаву заготовок.
Сварка MIG
Сварка металлов в среде инертного газа (MIG) может успешно использоваться для сварки алюминия. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
Газовая сварка
Алюминий можно сваривать газовой горелкой, но этот метод сложнее, чем сварка MIG и TIG. Горелкой труднее контролировать тепло, подаваемое на заготовку, а при использовании горелки более вероятно прогорание. Для сварки алюминия с горелкой требуется ловкий сварщик, который может адекватно управлять горелкой и присадочной проволокой.
Очистка алюминиевых деталей
Независимо от того, какой тип сварочного аппарата используется для сварки алюминиевых деталей, перед началом сварки детали должны быть очень чистыми.