Можно ли варить алюминий в углекислоте
Не так давно я заинтересовался сваркой алюминия, как же все таки его можно сварить надёжно и качественно. Почитал литературы и решил описать все как есть чтоб вам было проще в будущем.
Первая мысль которая пришла мне в голову это: можно ли произвести сварку обычным полуавтоматом с применением углекислоты, так как в наличии имеется полуавтомат с углекислотой.
Варил я этим аппаратом только как правило обычную сталь, профильные трубы и прочие мелочи, а вот сталкиваться с цветными металлами не приходилось. И так начал я выяснять варят все же или нет с применением углекислого газа алюминий, как еще привыкли говорить углекислотная сварка.
Ответ могу дать прямо сейчас, но все же не буду торопить события и расскажу так как есть, по порядку. При сварке алюминия проблема всегда заключается в том что она покрыта невидимым слоем защиты Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Слово оксидная образовалось от слова окисление или оксид . Например ржавчина на металле образуется в процессе окисления, а у алюминия образуется не ржавчина, а просто невидимая пленка.
Оксидная пленка образуется сразу как только будет контакт с кислородом, а в углекислоте есть кислород так что сварить не получится. Пленка эта будет мешать постоянно. Еще нужно учесть то что алюминий такой материал который при воздействии температурой из твердого состояния сразу переходит в жидкий. Даже если купить проволоку алюминевую для полуавтомата все равно углекислотой варить не получится. Углекислый газ состоит из одной части углерода и двух частей кислорода, отсюда и формула которую пишут на баллонах co2. c – это углерод , o – это кислород. 2 – говорит о том что кислорода две части.
Еще углекислота, диоксид углерода, двуокись углерода, это все одно и тоже.
А как вы понимаете при контакте с кислородом алюминий моментально пытаясь защититься образует оксидную невидимую пленку. Из за того что алюминий реагирует с этим газом его называют активным отсюда и название маг(mag) . Слышали говорят “маг миг”(mag/mig) сварка?! Так вот “маг” с английского переводится как ” метал актив газ ” проще говоря сварка металла в активном газе. А “миг”: металл инерт газ – сварка металлов в инертном газе. Инертный газ не реагируют с алюминием и не содержит кислорода тем самым защищает сварочную ванну.
И тут назревает вопрос, а что если баллон с углекислотой заменить на аргоновый и купить проволоку алюминевую. Да об этом можно почитать на данном форуме по ссылке: http://www.chipmaker.ru/topic/46424/
Можно ли приварить алюминий к нержавеющей стали?
Статьи о сварке
Можно ли приварить алюминий к нержавеющей стали?
К нам очень часто обращаются клиенты с вопросом – «можно ли приварить нержавейку к алюминию». Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод – для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Простыми видами сварки- покрытым электродом, аргонодуговой сваркой, полуавтоматом произвести эту технологическую операцию не получится. Так как при приварке к алюминию таких металлов как сталь, медь, магний, титан образуются очень хрупкие интерметаллические связи. И данное соединение не будет качественно работать ни на герметичность, ни на механические нагрузки. Следовательно качественной сваркой это назвать нельзя. При высокой необходимости для сварки алюминия с другим металлом используют биметаллические переходные заготовки, но их производство очень тяжелый технологический процесс и стоимость такого соединения очень дорогое удовольствие. Поэтому делаем вывод – для простых смертных технология сварки алюминия с другими металлами находится в недосягаемости.
Что касается услуг по сварке алюминия – вы всегда можете обратиться в компанию Аргон66 в Екатеринбурге по адресу Космонавтов 258/3. тел. +7 343 2020023
http://argon66.ru
Про сварку разных металлов можно выделить интересную статью от компании ESAB, размещенную у них на сайте в разделе “ЦЕНТР ЗНАНИЙ ЭСАБ”
Цитата:
“Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка.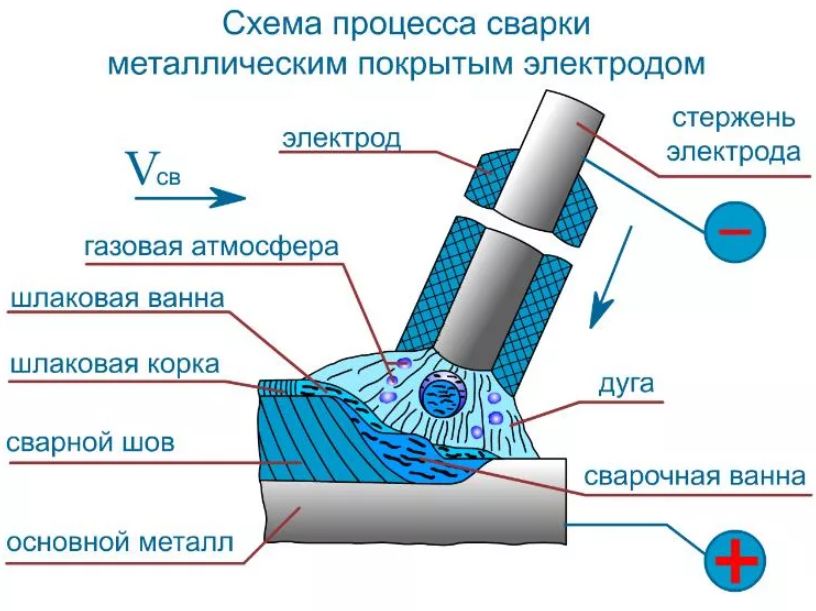

Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения.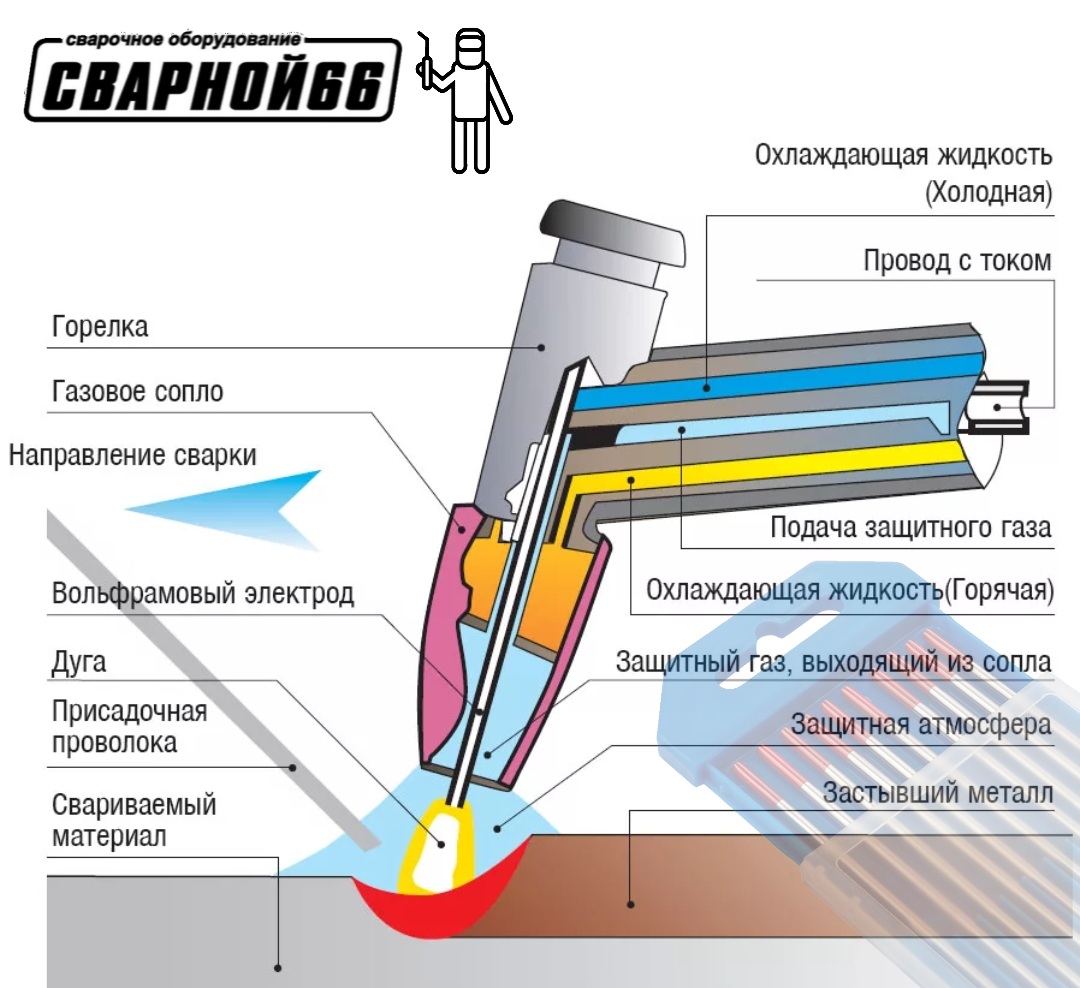
источник – http://www.esab.ru/ru/ru/education/blog/can-i-weld-aluminum-to-steel.cfm
Опасности сварки алюминия
Перейти к содержимому13 января 2023 г.
Алюминий является предпочтительным материалом для многих изделий, от велосипедных рам до компонентов аэрокосмической техники. Но сварка алюминия сопряжена с определенными опасностями для здоровья, о которых следует знать сварщикам. Вот что нужно знать и как сварщики могут защитить себя от риска вдыхания при сварке алюминия.
Для чего используется алюминий?
Алюминий (алюминий для наших британских друзей) является одним из самых распространенных металлов на планете и уступает только железу по использованию в металлообработке. Он исключительно легкий, прочный и устойчивый к коррозии. Он также обладает высокой проводимостью, относительно мягок и очень удобен в обработке по сравнению со многими металлами. Эти свойства делают алюминий и алюминиевые сплавы очень ценными для многих различных применений в промышленности, строительстве и потребительских товарах. Некоторые из наиболее распространенных применений алюминия включают:
Эти свойства делают алюминий и алюминиевые сплавы очень ценными для многих различных применений в промышленности, строительстве и потребительских товарах. Некоторые из наиболее распространенных применений алюминия включают:
- Инфраструктура, включая линии электропередач и возобновляемые источники энергии
- Автомобильная и аэрокосмическая промышленность
- Приборы (бытовые и промышленные)
- Бытовая электроника
- Строительство и строительство
- Судостроение
- Высокоскоростной рельс
- Медицинское оборудование и устройства
Как сваривают алюминий?
Алюминий чаще всего сваривают с использованием вольфрамового инертного газа (TIG/GTAW) или металлического инертного газа (MIG/GMAW). Сварка TIG переменным током (AC) с использованием стержня из чистого вольфрама и 100% аргона в качестве защитного газа является одним из самых популярных методов сварки алюминия. Сварка MIG также очень распространена для алюминия.
Независимо от метода сварки очень важно предварительно очистить оксидный слой, образующийся на поверхности металла. Алюминий легко окисляется, образуя на поверхности твердый слой оксида алюминия. Этот слой защищает металл от коррозии, создавая одно из его самых желанных свойств. Он также имеет гораздо более высокую температуру плавления, чем алюминий под ним. По этой причине его необходимо очистить перед сваркой. Обычно это делается с помощью механического истирания.
Чем опасен дым от сварки алюминия?
При сварке алюминия выделяются опасные пары, которые создают значительный риск для здоровья сварщика. При сварке алюминия образуются крошечные (субмикронные) частицы алюминия, оксида алюминия и других металлов, содержащихся в алюминиевых сплавах, чаще всего меди, цинка, магния, кремния, марганца и лития. Эти мелкие частицы могут проникать глубоко в легкие и проникать в кровоток, откуда они могут перемещаться по всему телу. Субмикронные частицы алюминия также могут преодолевать гематоэнцефалический барьер.
Алюминий является известным нейротоксином; хотя причинно-следственные связи не установлены, накопление алюминия в мозге связывают с болезнью Альцгеймера и другими неврологическими проблемами. Другие потенциальные опасности воздействия дыма при сварке алюминия включают:
- Раздражение кожи, носа, горла и дыхательных путей.
- Металлическая лихорадка, гриппоподобное заболевание, которое может возникнуть в результате острого воздействия.
- Заболевания легких, включая хронический бронхит.
- Алюминоз (алюминиевая пыль в легких), тип легочного фиброза (рубцевание легких) с симптомами кашля и одышки.
Алюминий не имеет известных канцерогенных или репродуктивных эффектов, но другие элементы, содержащиеся в алюминиевых сплавах или расходных материалах, могут. Некоторые другие проблемы с воздействием при сварке алюминия включают:
- Манганизм, неврологическое заболевание, связанное с воздействием марганца.
- Воздействие вольфрама на вольфрамовые стержни, используемые при сварке ВИГ; вольфрам связан с легочным фиброзом; раздражение глаз, кожи, носа и дыхательных путей; тошнота; и репродуктивные эффекты.


При сварке алюминия методом TIG и MIG также образуется озон. Озон классифицируется как токсичный, канцерогенный газ.
Каковы пределы воздействия дыма при сварке алюминия?
В США Ассоциация по охране труда и технике безопасности (OSHA) устанавливает допустимые пределы воздействия (PEL) для определенных веществ, включая алюминий. PEL OSHA для алюминия и оксида алюминия одинаковы: 5 мг/м3 (в виде вдыхаемой пыли) и 15 мг/м3 (в виде общей пыли) в среднем за 8-часовую смену .
Национальный институт безопасности и гигиены труда (NIOSH) и Американский совет государственных специалистов по промышленной гигиене (ACGIH) установили рекомендации по воздействию на рабочем месте на основе последних научных данных. Эти рекомендации не имеют силы закона, но считаются передовой отраслевой практикой и часто используются в качестве основы для будущего регулирования. И NIOSH, и ACGIH установили рекомендуемые пределы воздействия алюминия ниже, чем OSHA PEL.
- NIOSH REL: 10 мг/м³ (общая пыль), 5 мг/м³ (вдыхаемая фракция)
- ACGIH TLV: 1 мг/м³ (вдыхаемые твердые частицы)
Являются ли дымы от сварки алюминия горючими?
Помимо опасности для здоровья пары алюминия, образующиеся при сварке, могут быть горючими. Алюминиевая пыль легко воспламеняется; он может вызвать очень сильный взрыв, когда он взвешен в воздухе в правильных концентрациях в присутствии источника воспламенения. Большинство предприятий, работающих с алюминием, также проводят резку, шлифовку и чистовую обработку, создавая легковоспламеняющуюся смесь пыли и дыма.
Сварочный дым содержит смесь окисленных и неокисленных металлов. Хотя полностью окисленные частицы не являются горючими, неокисленная часть может быть горючей. Риск воспламенения дыма от сварки алюминия зависит от общей концентрации дыма, неокисленной части и других переменных. Читайте также: Горючи ли сварочные дымы?
Риск возгорания на объекте зависит от конкретных характеристик пыли, создаваемой всеми процессами, включая сварку, резку, шлифовку и чистовую обработку. Чтобы определить, являются ли ваши конкретные выбросы горючими, настоятельно рекомендуется провести лабораторные испытания при работе с алюминиевой пылью и сварочным дымом. Лабораторные испытания проводятся для определения взрывоопасности пыли, измеряемой показателями взрываемости (т. е. K ST и P Макс. значения ). Из-за потенциально взрывоопасной природы алюминиевой пыли и паров важно иметь конкретные значения для принятия решений о выборе пылесборника и конструкции системы сбора пыли.
Чтобы определить, являются ли ваши конкретные выбросы горючими, настоятельно рекомендуется провести лабораторные испытания при работе с алюминиевой пылью и сварочным дымом. Лабораторные испытания проводятся для определения взрывоопасности пыли, измеряемой показателями взрываемости (т. е. K ST и P Макс. значения ). Из-за потенциально взрывоопасной природы алюминиевой пыли и паров важно иметь конкретные значения для принятия решений о выборе пылесборника и конструкции системы сбора пыли.
Какие меры предосторожности следует соблюдать при работе с дымом при сварке алюминия?
Сварщики не должны вдыхать пары, выделяющиеся при сварке алюминия. При сварке алюминия следует соблюдать меры предосторожности, как и при любой другой форме сварки.
- Для снижения концентрации сварочного дыма в зоне дыхания сварщика ниже требуемого PEL необходимо использовать средства контроля окружающей среды (т. е. улавливание источника или сбор пыли из окружающей среды). Предприятия могут стремиться к более низким предельным значениям воздействия алюминия NIOSH или ACGIH при разработке стратегии сбора сварочного дыма.
- Если меры по охране окружающей среды не могут удерживать воздействие ниже требуемого PEL, следует предоставить СИЗ в виде одобренного NIOSH респиратора с отрицательным давлением, очищающего воздух и фильтром твердых частиц с N, R или P9.5 фильтр.
- Для определения профессионального воздействия и проверки эффективности системы сбора пыли может потребоваться тестирование окружающей среды. Это может быть проверка загрязнения воздуха в помещении с использованием мониторов твердых частиц в окружающей среде или проверка экспозиции с использованием устройств, которые носят сотрудники во время своей обычной сменной деятельности.
- Если работники подвергались воздействию паров алюминия или оксида алюминия выше ПДК, может потребоваться медицинское наблюдение, которое может включать рентген легких или другие анализы.
- Системы сбора пыли должны соответствовать рекомендациям NFPA по сбору горючей пыли, чтобы свести к минимуму риск опасного возгорания.
 Предприятия могут стремиться к более низким предельным значениям воздействия алюминия NIOSH или ACGIH при разработке стратегии сбора сварочного дыма.
Предприятия могут стремиться к более низким предельным значениям воздействия алюминия NIOSH или ACGIH при разработке стратегии сбора сварочного дыма.
Какая система сбора дыма рекомендуется для сварки алюминия?
При проектировании системы сбора пыли для сварки алюминия необходимо учитывать несколько важных соображений, в том числе:
- Какой тип пылесборника следует использовать (например, картриджный, мокрый, рукавный фильтр)?
- Какой подход следует использовать для сбора: исходный захват или окружающий?
Для сварки алюминия обычно предпочтительна система улавливания источника с использованием пылесборника картриджного типа. Картриджные пылеуловители бывают различных размеров и вариантов фильтров и могут поддерживать высокоэффективную фильтрацию для сбора субмикронных частиц, образующихся при сварке. Они также могут быть оснащены соответствующими элементами пожаровзрывобезопасности для сбора взрывоопасной алюминиевой пыли. Однако в случаях, когда риск взрыва очень высок из-за характера пыли или других опасностей на объекте, может быть рекомендован мокрый сбор с использованием пылесборника типа скруббера. Вот почему так важно проводить испытания пыли для определения ее взрывоопасных свойств.
Вот почему так важно проводить испытания пыли для определения ее взрывоопасных свойств.
Решение для улавливания источника должно быть предназначено для удаления сварочного дыма из зоны дыхания сварщика. Для максимальной эффективности собирайте сварочный дым как можно ближе к источнику.
- Дымы, образующиеся при ручной сварке, можно улавливать с помощью вытяжного рукава, стола с обратной тягой или камеры статического давления. Для сварки MIG альтернативой также может быть вытяжной пистолет.
- Сварочные роботы должны по возможности находиться в колпаке или ограждении.
Если улавливание источника нецелесообразно или невозможно, можно использовать систему окружающей среды для очистки воздуха во всем помещении. Фильтрация окружающего воздуха работает путем циркуляции воздуха для удаления загрязняющих веществ и подачи свежего, чистого воздуха, разбавляя загрязняющие вещества ниже PEL. Подробнее: Source Capture vs. Ambient Collection.
Какой пылесборник рекомендуется для дыма от сварки алюминия?
Независимо от метода улавливания важно правильно выбрать пылеуловитель для фильтрации дыма от сварки алюминия. Для удаления сварочного дыма обычно рекомендуется картриджный пылеуловитель, такой как RoboVent Senturion. В этих коллекторах используется гофрированный картридж фильтра для очистки воздуха от загрязняющих веществ. Переносной коллектор дыма или сварочный стол со встроенным пылесборником можно использовать для отдельных станций ручной сварки. Есть несколько соображений при выборе пылеуловителя и конструкции системы для удаления дыма от сварки алюминия.
Для удаления сварочного дыма обычно рекомендуется картриджный пылеуловитель, такой как RoboVent Senturion. В этих коллекторах используется гофрированный картридж фильтра для очистки воздуха от загрязняющих веществ. Переносной коллектор дыма или сварочный стол со встроенным пылесборником можно использовать для отдельных станций ручной сварки. Есть несколько соображений при выборе пылеуловителя и конструкции системы для удаления дыма от сварки алюминия.
- Выбор фильтра : Поскольку дым от сварки алюминия очень мелкий (субмикронный), рекомендуется использовать высокоэффективный фильтр с рейтингом MERV 15 или выше (для тканевых или картриджных пылесборников).
- Размер пылесборника : Размер пылесборника для пылесборников/картриджных коллекторов зависит от двух факторов: воздушного потока (куб. фут/мин) и соотношения воздуха и ткани (отношение воздушного потока к площади фильтрующего материала). Требования CFM будут зависеть от общего объема воздуха, который необходимо перемещать, скорости захвата, которую необходимо поддерживать для эффективного захвата, и статического давления в системе. Системный инженер может определить наилучшую конфигурацию системы для конкретного приложения.
- Защита от пожара и взрыва : Все пылесборники должны быть оборудованы соответствующей противопожарной защитой. Для сбора горючей металлической алюминиевой пыли может потребоваться специализированная система пожаротушения для тушения возгорания металлической пыли класса D, например, система с чистящим газом или система сухих химикатов; разбрызгиватели воды не следует использовать при сборе металлической пыли. Если сварочный дым является горючим (согласно анализу опасности пыли), пылесборник также должен быть оснащен системой дефлаграции, соответствующей требованиям NFPA.
 Системный инженер может определить наилучшую конфигурацию системы для конкретного приложения.
Системный инженер может определить наилучшую конфигурацию системы для конкретного приложения.Нужна помощь в сборе дыма при сварке алюминия? RoboVent может помочь вам разработать систему защиты ваших рабочих от опасного дыма при сварке алюминия. Поговорите со специалистом по решениям сегодня.
ПОДПИСАТЬСЯ НА
ОБНОВЛЕНИЯ БЛОГА
Газовая сварка алюминия: руководство для начинающих
Изучение газовой сварки алюминия является ценным набором навыков, используемых во многих отраслях промышленности. Алюминий является одним из самых гибких, легких и коррозионно-стойких металлов в мире, поэтому само собой разумеется, что он используется практически во всех сценариях, где необходимо вязкое поведение при разрушении. Но даже с учетом того, что в современном производстве алюминий используется практически повсеместно, обучение газовой сварке алюминия может потребовать специальных знаний, навыков и инструментов для создания высококачественного соединения.
Алюминий является одним из самых гибких, легких и коррозионно-стойких металлов в мире, поэтому само собой разумеется, что он используется практически во всех сценариях, где необходимо вязкое поведение при разрушении. Но даже с учетом того, что в современном производстве алюминий используется практически повсеместно, обучение газовой сварке алюминия может потребовать специальных знаний, навыков и инструментов для создания высококачественного соединения.
Ниже мы представляем руководство по газовой сварке алюминия вместе с идеальными инструментами и расходными материалами, чтобы гарантировать, что ваш следующий проект газовой сварки будет только успешным.
Этап первый: подготовка
Первым этапом газовой сварки алюминия является растрескивание оксидного слоя. Оксидный слой имеет температуру плавления 3722 ° F (2050 ° C), а алюминий сам по себе плавится около 1221 ° F (660 ° C), поэтому вы должны применять температуру газовой сварки, которая в 3 раза выше, чем может выдержать алюминий. пробить оксидный слой. При использовании многих алюминиевых сварочных стержней этот шаг приводит к риску расплавления алюминия, как только этот слой будет разрушен, из-за высокой температуры плавления сварочного стержня.
пробить оксидный слой. При использовании многих алюминиевых сварочных стержней этот шаг приводит к риску расплавления алюминия, как только этот слой будет разрушен, из-за высокой температуры плавления сварочного стержня.
Чтобы избежать этого риска, очень важно заранее подготовить алюминий. Для этого убедитесь, что в зоне сварки нет жира, масла и грязи (оставленная грязь может гореть). Далее можно приступить к удалению оксидного слоя с помощью кисти или синтетического флиса. Имейте в виду, что алюминий снова окисляется всего за несколько минут, поэтому этот процесс может занять несколько попыток.
Super Alloy 5 полностью исключает необходимость подготовки алюминия. Его порошковый флюс очищает от примесей и окисления, подготавливая алюминий к процессу газовой сварки.
Совет: если вы хотите сваривать алюминий более толстыми листами, рассмотрите возможность предварительного нагрева заготовки, чтобы избежать выделения слишком большого количества тепла в процессе сварки.
Шаг второй: выбор газовой горелки и стержней
Как и в любой другой жизни, у вас есть несколько вариантов, которые вы можете использовать, когда дело доходит до газовой сварки алюминия. Хотя существует несколько процессов, таких как процесс сварки MIG и плазменный, каждый из них требует использования подходящих стержней/оборудования для воплощения ваших целей в реальность. С учетом сказанного, наиболее распространенными стержнями, которые вы можете выбрать, являются пайка или пайка.
Как правило, пайка определяется как использование припоя с температурой ликвидуса выше 842°F (450°C), а при пайке используется припой с температурой ликвидуса 842°F (450°C) или ниже. В общем, выбор правильной газовой горелки и электрода зависит от того, какие задачи вы преследуете при газовой сварке. Например, если вам нужно высокопрочное соединение и/или сопротивление усталости, то припой Super Alloy 5 будет идеальным. Если вам нужно что-то более низкое и легко обратимое, используйте припой Super Alloy 1.
Шаг третий: выбор правильного защитного газа
Следующее, что вам нужно будет сделать, это выбрать защитный газ. В стандартных сценариях в качестве защитного газа при газовой сварке алюминия используется аргон или аргоновые смеси, в зависимости от толщины. Например, чистый аргон используется при толщине листа около 12,5 мм. Если лист более толстый, гелий обычно смешивают с аргоном, чтобы получить более высокую температуру, чтобы процесс сварки прошел гладко. Вообще говоря, смесь гелия может варьироваться от 25% до 75%, в зависимости от ваших обстоятельств и целей.
В заключение, имейте в виду, что вам также следует проверять точку росы вашего защитного газа. Для справки: аргон 4.6 является наиболее распространенным типом для сварки, так как его чистота составляет 99,996 (точка росы -62°C). Да, ваш поставщик аргона, скорее всего, будет соответствовать этим требованиям, но нередко влага попадает в ваш газопровод и повышает точку росы. Поэтому обязательно проявляйте должную осмотрительность и регулярно проверяйте свои газовые трубы.
Шаг четвертый: После газовой сварки алюминия
Наконец, последствия. После того, как вы закончите свой проект по сварке алюминия с помощью газовой сварки, некоторые сплавы, возможно, должны будут пройти процесс закалки, на который вы можете влиять непосредственно в зависимости от выбранного вами сплава. Для большего понимания здесь можно отметить, что сплавы, которые можно упрочнить, включают AlCuMg, AlZnMg, AlMgSi и AlZnMgCu, тогда как AlSiCu, AlMgMn, AlMg, AlMn и AlSi считаются неупрочняемыми алюминиевыми сплавами. В зависимости от того, что вы используете, будет определена температура, которую вы должны ввести в процессе старения, чтобы спровоцировать изменения решетчатой структуры металла вместе с механическими свойствами. Если выбрана неправильная температура, это может привести к растворению элементов сплава (осадки выпадают слишком рано) и не имеют надлежащего контроля распределения.
В чем разница между газовой сваркой и пайкой?
Согласно определению Американского общества сварщиков, газовая сварка представляет собой «группу сварочных процессов, при которых коалесценция производится путем нагревания газовым пламенем или пламенем, с приложением давления или без него, с использованием или без использования наполнителя». металл».
металл».
Пайка определяется как «группа процессов соединения, при которых происходит коалесценция материалов путем нагревания их до температуры пайки в присутствии присадочного металла с температурой ликвидуса выше 840°F (450°C) и ниже солидуса основы. металл. Присадочный металл распределяется между плотно пригнанными сопрягаемыми поверхностями соединения за счет капиллярного действия».
Основное различие между этими двумя процессами заключается в том, что пайка не расплавляет и не сплавляет основной металл с присадочным стержнем.
Резюме
В конце концов, ни для кого не секрет, что для обеспечения успеха вашего проекта газовой сварки алюминия от начала и до конца требуется много ловкости, мощности процесса и базовых условий. С таким количеством движущихся факторов и соображений, которые необходимо расставить по приоритетам, на первый взгляд это может показаться немного ошеломляющим, особенно по сравнению со сваркой стали, которая, как правило, менее сложна.