на каких оборотах сверлить металл ~ AUTOTEXNIKA.RU
На каких оборотах сверлить металл
Сверление металла
Сверление металла является одной из часто встречающихся слесарных операций. Разборные и неразборные соединения — заклепочные, винтообразные, болтовые, шпилечные — требуют наличия отверстий. Для сверления металла довольно иметь дрель, сверло соответственного поперечника и кернер с молотком для наметки отверстия.
Подбор сверл
Если отверстия в металле сверлятся под резьбу, то по ГОСТу 24705-81, для более нередко применяемых размеров резьбы (для стандартных больших шагов): М4, М5, М6, М8, М10 и М12 — поперечник сверл будет равен соответственно 3,3; 4,2; 5; 6,7; 8,4; 10,2 мм. Полностью допустимо, если сверление под резьбу будет осуществляться сверлом, поперечник которого незначительно (на 0,1 мм) отличается от гостовских размеров в ту либо иную сторону.
Приобретая сверла, необходимо подразумевать, что обыденные сверла, сделанные из быстрорежущей инструментальной стали (к примеру, Р6М5) созданы для сверления металлов, не владеющих высочайшей твердостью. Чтоб просверлить металл завышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть вполне из твердого сплава либо иметь только твердосплавный наконечник.
Время от времени до сверления непонятно, какой твердости металл предстоит сверлить. Потому, лицезрев в 1-ый момент сверления, что сверло не внедряется в металл, необходимо немедля закончите сверление, по другому сверло будет невозвратно выведено из строя, перегревшись и утратив твердость. Свидетельством этому будет возникновение на нем синей расцветки. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему ратфилем. Если последний не оставляет на металле следов, означает материал обладает завышенной твердостью.
Как сверлить металл
Хорошими для сверления большинства металлов являются малые и средние обороты — 500-1000 об/мин. Высочайшие обороты стремительно нагревают сверло, вследствие чего может произойти его отжиг и разупрочнение. При сверлении не стоит очень очень давить на сверло, подача должна быть неспешной и плавной.
При сверлении металла очень принципиальна острота сверла, при всем этом сверло тупится очень стремительно. Скорость затупления сверла зависит а именно от оборотов, силы подачи, остывания и других причин, но как ни старайся, если сверлится не дюралевый сплав, время работы сверла до неудовлетворительной работоспособности измеряется минутками.
Перед сверлением нужно разметить отверстие, накернив его. Для этого необходимо установить острие кернера (либо дюбеля) в предполагаемый центр отверстия и стукнуть по нему молотком. Кернение нужно для исключения скольжения сверла в 1-ый момент сверления. Если след от керна не довольно большой для удержания сверла огромного поперечника, то сначала следует расширить углубление сверлом малеханького поперечника.
Для сотворения наилучших критерий сверления лучше обмакнуть кончик сверла в машинное масло либо капнуть им в место кернения. Масло в зоне сверления содействует наилучшему остыванию сверла и упрощает резание металла. Сверло, которым сверлят с внедрением масла, меньше тупится, просит более редчайших заточек и подольше служит. В качестве охлаждающей воды употребляют также специальную эмульсию, мыльную воду, керосин. По утверждению неких мастеров, неплохим смазывающим и охлаждающим средством является свиное сало. Перед сверлением крутящееся сверло погружают в кусочек сала, которое при сверлении растапливается и оказывает смазывающее и охлаждающее действие. Но все таки самым обычным и комфортным средством, является мыльная вода. Она не марает, а мыло есть в каждом доме. Её довольно один раза капнуть сначала сверления и в процессе. Можно временами обмакивать сверло в мыльный раствор.
При сквозном сверлении с большой подачей, на выходе отверстия появляется заусенец (грат), за который сверло цепляется своим боковыми резцами. В итоге может произойти резкая блокировка сверла и его перелом либо откол резца, и ещё в этот момент сверло в особенности активно тупится. Негативно сказываются такие остановки и на состоянии дрели. Чтоб избежать образования грата, необходимо заканчивать сверление отверстий в металле с малой подачей. Лучше также под просверливаемую деталь подсунуть деревянный брусок, который препятствует образованию заусенца. Брусок и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта, можно подкладывать не деревянный брусок, а пластинку из того же либо наименее твердого металла, которая должна быть плотно прижата к месту выхода сверла.
В большинстве случаев приходится производить сверление стали, но часто приходится сверлить и другие металлы, которые имеют свои особенности сверления. Алюминий, к примеру, оплетает сверло, затрудняя его проникновение вглубь и расширяя получаемое отверстие. Если требуется сверлить в алюминии четкое отверстие (к примеру, под резьбу), необходимо непременно использовать и чаще извлекать сверло из отверстия для его чистки. Обыденный сероватый чугун сверлится относительно просто и не просит охлаждающей и смазывающей воды. Но сверление чугуна может преподнести сюрпризы. Бывают прочные сероватые чугуны, которые нужно сверлить сверлом из твердосплавного материала. Белоснежный чугун, основной структурной составляющей которого является цементит, очень тверд, он просит прочного сверла.
Отверстия огромного поперечника следует сверлить поэтапно. Поначалу необходимо просверлить деталь узким сверлом, потом рассверлить отверстие до большего поперечника. К примеру, отверстие поперечником 12 мм лучше сверлить в два либо три приема — поочередно сверлами 5, 10 и 12 мм.
Читайте так же
Затупившиеся сверла необходимо вовремя затачивать. Лучше делать это при помощи приспособления для заточки, но возможно обойтись и без него. При всем этом необходимо уделять свое внимание на симметричность кончика сверла. Если заточенные кромки будут сходиться не строго по центру, отверстие, просверленное таким сверлом, будет иметь больший поперечник, так как одна режущая кромка будет длиннее другой. Стандартный угол при верхушке (угол меж режущими кромками) составляет 118°. Для сверления алюминия хорошим считается угол 130-140°, мягенькой бронзы и красноватой меди 125-130°. Но все эти металлы можно просверлить и сверлом со стандартным углом. Подробнее про заточку сверла читайте тут
Как правильно сверлить металл, кафель, бетон, дерево
Правила сверления разных материалов: кафеля, бетона, металла, дерева. На каких оборотах необходимо сверлить.
Сверление для чайников или как правильно сверлить
Сверление для чайников или как правильно сверлить.
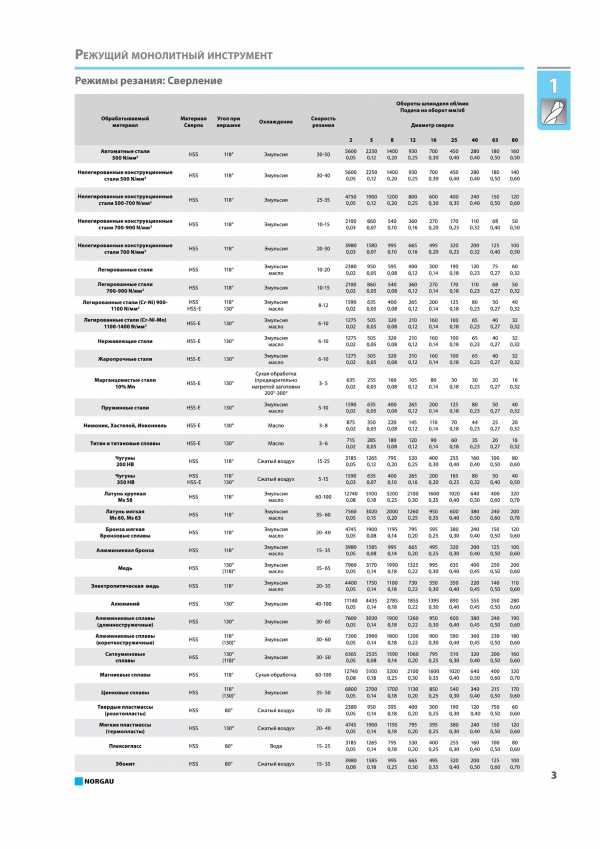
При сверлении нужно выдерживать вертикальность сверла относительно поверхности металла (если не требуется сверлить наклонное отверстие). При выполнении отверстий в тонких листах это требование не так актуально, как для толстостенных или полых деталей. Сверление труб, например, нередко приводит к тому, что входное и выходное отверстия оказываются смещенными друг относительно друга — тем больше, чем больше диаметр трубы. Выдержать на глаз перпендикулярность сверла довольно трудно, поэтому можно пользоваться самодельными или покупными кондукторами для сверления или направляющими устройствами, которые обеспечивают перпендикулярность сверла.
Необходимы кондукторы и для сверления двух или отверстий в сопрягаемых деталях. Лучший способ обеспечения совпадения отверстий — это сверление их в сборе. При сверлении отверстий под заклепки сверление в сборе является обязательным требованием. Просверлив первое отверстие, можно использовать его для соединения деталей болтом, чтобы можно было сверлить остальные отверстия без опасения, что детали сдвинутся друг относительно друга. Если сверлить сопрягаемые детали в сборе невозможно или неудобно, то кондуктор или направляющую нужно использовать обязательно. Следует знать, что как бы точно ни размечались и ни кернились сопрягаемые отверстия, все равно они не будут совпадать абсолютно точно, поскольку при сверлении даже накерненного отверстия сверло будет уходить немного в сторону.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Сверление металла
Стандартные сверла по металлу хорошо подходят для работы с такими мягкими металлами, как медь или алюминий. Для более твердых металлов, таких как нержавеющая сталь, лучше использовать сверла, изготовление из хром-ванадиевого или кобальтового сплава или карбида титана. Метка HSS показывает, что сверло изготовлено из металла повышенной прочности. Стандартные сверла по металлу выпускаются в диапазоне диаметров от 1 до 13 мм.
Компания Skil рекомендует использовать рабочие перчатки, защитные очки, противопылевую маску и средства защиты органов слуха, как указано в руководстве пользователя, при работе с электроинструментами.
Сверло можно легко охладить с помощью медицинской пипетки; можно также воспользоваться небольшим пульверизатором для опрыскивания растений.
Сверла по металлу
Характерной чертой сверл по металлу является их острый конец, который требуется для того, чтобы сверло легко проходило через металл. Диаметр сверл по металлу одинаков по всей длине; на конце сверло затачивается под углом 118 Такие сверла также называются сверлами из быстрорежущей стали (High Speed Steel; HSS). Сверла HSS из кобальтового сплава предназначены для сверления твердых металлов, таких как нержавеющая сталь; они затачиваются под несколько более тупым углом в 135 для облегчения центровки при начале сверления. Такие сверла изготавливаются из быстрорежущей стали с добавкой 5% кобальта; при сверлении их необходимо охлаждать при помощи специального масла.
Образование стружки при сверлении
При сверлении металла образуются опилки или мелкая стружка (при сверлении мягких металлов типа латуни) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь). Для каждого из этих типов металла имеются специальные сверла. Режущая кромка сверла для мягких металлов является плоской (A). Это сделано для того, чтобы такие сверла не закусывались в металле; их также можно использовать и для других мягких материалов, таких как пластик или нейлон. Режущая кромка сверла для твердых металлов остро заточена (B).
Сверление отверстий большого диаметра
Если требуется просверлить в металле отверстие большого диаметра, необходимо сначала пройти такое отверстие с помощью сверла меньшего диаметра. Это позволит более крупному сверлу резать металл более эффективно и уменьшить вероятность перекоса. В случае необходимости, предварительное сверление можно выполнить в несколько проходов, постепенно увеличивая диаметр используемых сверл.
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A). Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
Читайте так же
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A). Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
Скорость сверления
Частой ошибкой при сверлении металла бывает слишком высокая скорость вращения. Чем тверже металл, в котором нужно выполнять сверление, тем ниже должна быть скорость сверления. Например, при сверлении отверстия диаметром 8 мм в латуни скорость вращения дрели нужно установить на 2500 об/мин. В случае нержавеющей стали, которая является значительно более прочным металлом, правильная величина скорости вращения равняется 800 об/мин. Хорошим показателем того, что скорость установлена правильно, является образование красивой длинной стружки.
Сверление тонких металлических листов
Если требуется просверлить тонкий металлический лист, никогда нельзя держать его руками. Когда сверло прорезает металл и выходит на противоположной стороне, возникает опасность, что металлический лист может внезапно зажать сверло и вырваться из рук. Правильное решение состоит в том, чтобы прочно зажать металлический лист между двумя кусками дерева. Это снижает вероятность опасного срыва листа. При этом также уменьшается количество заусениц, что упрощает окончательную отделку заготовки.
Смазывание сверла
При сверлении железа или стали рекомендуется прикладывать как можно меньшее усилие. Пусть работает сверло! Для смазывания и охлаждения сверла можно использоваться смазочное масло. Если толща металла пройдена почти полностью, нельзя допускать слишком быстрого выхода сверла на противоположной стороне заготовки. Это позволит свести к минимуму образование заусенцев при выходе сверла.
Сверление металлических труб
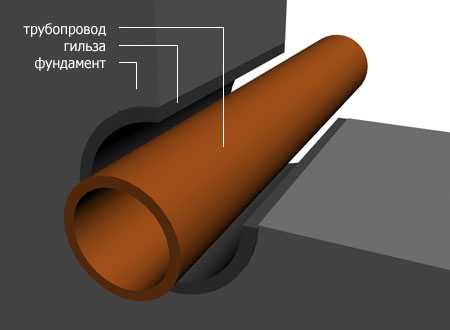
Перед сверлением металлической трубы необходимо убедиться, что она прочно зажата. Для сверления лучше всего использовать сверлильную стойку и тиски. Для того чтобы предотвратить деформацию трубы – в результате давления со стороны дрели – поместите внутрь трубы кусочек дерева такой же формы и размера, что и труба. В следует руководствоваться тем же советом: пусть работает дрель; не прикладывайте слишком большого усилия.
Обороты сверления в зависимости от диаметра сверла
Обороты сверления в зависимости от диаметра сверла
полезная таблица получилась, правдоподобная. но надо еще учитывать, что станки сверлильные разные бывают. многие на станках типа 2м112 редко ремень перекидывают, и свярлят на минимальных оборотах, никуда не торопясь. а на приборных станочках или шпинделях скоростных, да твердосплаными сверлами 0,1-2мм до 90000 об иногда нужно покрутить. вообще тут опыт — сын ошибок трудных помогает. горят сверла — смажь и обороты снизь, садятся быстро — заточку проверь, биения в пиноли устрани, а не то и другое сверло пробуй. по личным наблюдениям, особо сверловщики-слесаря не замарачиваются. у них руки помнят.
 Устюжанин Виталий
Устюжанин Виталий Отправлено 14 February 2012 — 12:48
Обороты сверления в зависимости от диаметра сверла
Всем доброго времени суток
Искал для себя таблицу выбора оборотов шпинделя в зависимости от диаметра сверла и материала. Наткнулся на данную тему. Решил сделать таблицу своего варианта. Получилась следующая:
Таблица по сравнению с таблицей ТС менее загружена (меньше вспомогательных линий), поиск более удобен (есть подписи данных).
Скорости резания принял вот такие:
Алюминий — 60 м/c
Читайте так же
Буду рад услышать советы по корректировке данных (скорости резания) на основе личного опыта и оформления самой таблицы (может что добавить хочется). Как будет готово — выложу нормальный печатный вариант.
Сообщение отредактировал Kompozit: 01 June 2014 — 11:33
 kuwalda1968
kuwalda1968 Отправлено 01 June 2014 — 12:01
01 June 2014 — 12:01
Обороты сверления в зависимости от диаметра сверла
таблица эта-очень приблизительный ориентир.
никогда не получишь идеальный вариант-соответствия диаметра от оборотов.все закончится-снижением оборотов.
так что оставьте как есть и не надо ничего добавлять и редактировать.
 Kompozit
Kompozit Отправлено 01 June 2014 — 12:09
01 June 2014 — 12:09
Обороты сверления в зависимости от диаметра сверла
никогда не получишь идеальный вариант-соответствия диаметра от оборотов.все закончится-снижением оборотов.
Зато будешь знать, от каких оборотов отталкиваться.
Читайте так же
autotexnika.ru
 |

 Смазывающе-охлаждающая жидкость Mecutoil Производитель: Karnasch (Германия) Профессиональная СОЖ для сверления и резки металла.
Смазывающе-охлаждающая жидкость Mecutoil Производитель: Karnasch (Германия) Профессиональная СОЖ для сверления и резки металла. Паста Fein для сверления и резки металла Производитель: Fein (Германия) Паста в аэрозольном баллончике объёмом 300 мл, применяемая при резке и пилении листового металла. 1 357 р.Подробнее >>>
Паста Fein для сверления и резки металла Производитель: Fein (Германия) Паста в аэрозольном баллончике объёмом 300 мл, применяемая при резке и пилении листового металла. 1 357 р.Подробнее >>>vi-pole.ru
Сверление отверстий в металле: способы и технологии обработки
Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
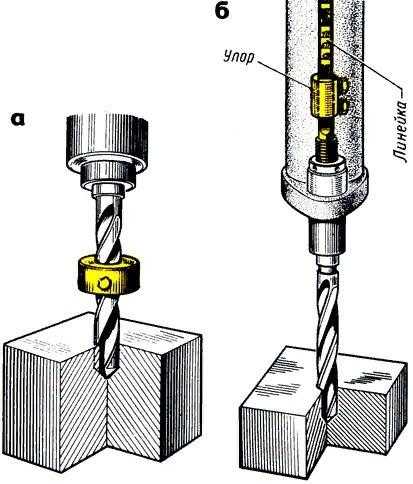
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.

- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Правильно подобранный инструмент и соблюдение технологии позволяют качественно просверлить заготовку даже из толстого металла. Если глубина прохода превышает диаметр сверла в 5 и более раз, рекомендуют смазывать движущиеся элементы для отвода тепла из зоны обработки.
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
В первую очередь мастер должен узнать, как вставлять сверло в шуруповерт, электродрель, перфоратор или другой ручной инструмент.
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Разметка отверстия – важный этап сверления. Для этого используют кернер. Им отмечают место соприкосновения сверла с поверхностью заготовки. Также можно использовать обычный маркер, однако в процессе сверления нужно будет следить, чтобы инструмент находился в заданной точке. Ударом молотка по кернеру создают небольшое углубление, которое отлично подходит для острия сверла.
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.
Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Скорость сверления и подачи инструмента зависит от используемых сверл и их диаметра. С увеличением размера уменьшается число оборотов. Кроме того, следует обращать внимание на прочность материала. Например, для сверления латуни толщиной 8 мм оптимальная скорость вращения составляет 2500 об/мин. Для нержавеющей стали с теми же габаритами этот показатель находится на уровне 8000 об/мин. Это связано с тем, что нержавейка является более прочным материалом.
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью.
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Данная процедура особо востребована на станциях технического обслуживания транспорта, где выполняют кузовной ремонт автомобилей.
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Примечательно, что независимо от типа режущего инструмента его изготавливают из одного сорта стали – быстрорежущей Р 18. Для производства бюджетных моделей применяют сплав 45Х.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
wikimetall.ru
Сверление отверстий в металле: технология, инструменты
Закрепить металлический лист или деталь можно с помощью разнообразных крепёжных элементов. Однако для них нужно сделать дырки. Сверление отверстий в металле требует от человека использования специальных инструментов. Чтобы провести работу без затруднений, нужно уметь выбирать оборудование и работать с заготовками разного размера.

Сверление отверстий в металле
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.

Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Если охлаждающей смазки нет, вместо неё можно использовать машинное масло. Охлаждающая жидкость сохраняет инструмент от перегрева, уменьшает трение.
Как правильно сверлить металл?
При включении инструмента сверло может соскальзывать в сторону, что мешает сделать дырку в выбранном месте. Справиться с этой проблемой можно с помощью керна. Это металлический цилиндр, один конец которого имеет острую часть. Необходимо приложить острое окончание к разметке и ударить по тыльной стороне керна молотком. На металле останется насечка, по которой сверлится дырка.
Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.

Сверление металла дрелью
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов. Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость. Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
metalloy.ru
Дрель по металлу – Оснастка и инструменты
Предлагаю скидывать сюда свой опыт работы электродрелями при сверлении металла.
Поискал по форуму, нашёл только древнюю тему про “супердрели”, и те советские, поэтому открыл новую.
Со всякими там метабами, милуоками и хилтями всё понятно – но и цена… Вопрос – как бы купить что-то по-бюджетнее, и чтобы потом не было мучительно больно за бесцельно выброшенные деньги.
Начну.
Год без малого назад покупал дрель, под сверление толстого металла большими диаметрами. Задачу ставил так: “Что недорогое, мощное, в том числе и под чужие руки, и чтобы сразу не умерло”. Знакомый продавец на рынке (который меня пока ни разу не обманул) посоветовал Status D 800. Отдал я за неё тогда 1800 р. Брал с полным пониманием, что это “китайчатина” со всеми вытекающими.
Как ни удивительно, но ошибся. То есть, это “китайчатина”, но на редкость удачная.
Она действительно мощная, свои паспортные 800 ватт выдаёт в реальности. Крутящий момент такой, что пару раз при сверлении толстого металла забывал поставить боковую рукоятку, и при перекосе мне чуть руку не вывернуло. Заявленные 3000 об/мин оказались “приятным обманом” – в реальности примерно вдвое меньше. Так это же отлично для мощного сверления – малые обороты!
Пока максимальное, что сверлил – ф22 обычным (не “перовым”) сверлом с предварительным засверливанием ф4. Спокойно, без перегрева, два десятка отверстий подряд. С перерывом только для отдыха моих рук.
За этот год дрель что только на себе не испытала, кроме сверления металла… даже ужосужос поработала “фрезером” при нарезке канавок на пенобетоне, обломком сверла ф12 (имитация “дикого камня”, на фото). Хоть бы что – никакого радиального люфта. И даже родной патрон всё ещё неплохо зажимает, а новый так вообще зажимал насмерть.
Из минусов – только одно неудобство, а точнее, мне так непривычно. Переключатель реверса кнопочный, как у шуруповёртов – но работает “наоборот”, т.е. в нормальном направлении вращения кнопка торчит справа, а утоплена слева. И мне постоянно, по привычке с шуриками, хочется её воткнуть в другую сторону.
Больше никаких минусов не выявлено.
В общем, рекомендую как недорогую мощную дрель.
www.chipmaker.ru
Как правильно электродрелью сверлить металл толщиной более 10 мм?
Помимо довольно большой глубины, мы больше ни чего не знаем из вопроса.
Самое главное, какой металл? К примеру если это алюминий, то его можно “проковырять пальцем”, если чугун, то проблема причём большая.
Далее надо знать о диаметре отверстия, понятно что для каждой дрели есть ограничения по диаметру сверла, тут уже ни чего не сделаете, надо соотносить желание просверлить и диаметр который осилит Ваша дрель.
Какая дрель, так же надо знать.
Более 10-и мм, это сколько?
Ну а вообще глубокие отверстия сверлятся так:
В начале подготавливаем охлаждающую жидкость, при сверлении металла подойдёт и обычное машинное масло,
хотя в продаже есть и специальные охлаждающие жидкости (есть смысл их купить, если сверлите много часто и глубоко).Дрель устанавливаем на маленькие обороты.
Работаем несколькими свёрлами, от меньшего диаметра к большему.
Под металл подложите любую деревяшку.
Далее, разметка и керним, кернить необходимо, мы тем самым даём направление сверлу, оно не “гульнёт”.
Начинаем сверлить, помните, сверло очень сильно греется, лучше лишний раз достать его из отверстия, чем забыть это сделать.
Дрель держим строго вертикально, это если металл лежит горизонтально на полу, если сверлим металл на вертикальной поверхности, то соответственно дрель держим строго в одном положении по отношению к отверстию.
Очень важно не заламывать сверло.
Далее, стружку придётся удалять остановив сверление (отверстие довольно глубокое), удалить можно просто перевернув изделие.
Если нет возможности “крутить” металл, то удаляйте магнитом, сверло окунайте в масло, на дрель сильно не давите.
Рабочая часть сверла должна быть больше глубины сверления.
Вот это основное, есть конечно и специальные держатели для дрели, но я обычно ими не пользуюсь, если купить нормальные фирменные и дорогие свёрла, то глубина в сантиметр не преграда.
Именно качественные свёрла в паре с охлаждением и малыми оборотами и есть основа успеха при сверлении в металле отверстий глубиной в сантиметр и более.
Конечно есть своя специфика в сверлении разных металлов.
www.remotvet.ru