Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото – фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото – сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото – фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года.
 Любые работы с пластиком при минусовой температуре категорически запрещены;
Любые работы с пластиком при минусовой температуре категорически запрещены; - При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
 Любые работы с пластиком при минусовой температуре категорически запрещены;
Любые работы с пластиком при минусовой температуре категорически запрещены;Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Компания – Компания «Винк» – дистрибуция инженерных пластиков
Одним из проявлений научно-технического прогресса и связанного с ним процесса технического перевооружения современных производств являются разработка и внедрение новых видов конструкционных материалов, главным образом – полимеров. Современные полимерные материалы обладают целым рядом преимуществ по сравнению с традиционными конструкционными материалами, что позволяет увеличивать производительность и срок службы оборудования, следовательно, повышать рентабельность производства, создавать конкурентные преимущества. В некоторых случаях свойства полимеров настолько уникальны, что альтернативы их применению просто не существует, в особенности, если мы говорим о полимерах нового поколения, внедренных в широкую практику в последнее десятилетие.
Замещение традиционных материалов
Целью нашей компании является активизация внедрения инженерных пластиков в формах полуфабрикатов (листов, прутков и стержней из полипропилена и полиэтилена, профилей, труб, деталей и комплектующих) в различных отраслях современного производства. Основная задача, которую призван решить данный ресурс – помочь техническим специалистам производственных предприятий разобраться в огромном разнообразии современных полимерных материалов, получить информацию о передовом зарубежном опыте применения пластиковых полуфабрикатов для решения инженерных задач в указанных направлениях, найти оптимальное решение применительно к конкретной актуальной задаче.
Основные направления применения полимерных полуфабрикатов
С момента начала практического применения полимеров (приблизительно полвека назад) объем их потребления рос в геометрической прогрессии, и в дальнейшем эта тенденция сохраниться. В частности, в последнее время в отечественной практике широко применяются следующие виды полуфабрикатов инженерных пластиков:
- Листовой полипропилен, ПВХ листы – для футеровки и изготовления ванн и других видов емкостей промышленного назначения;
- Листовой полиэтилен – для изготовления емкостей хранения, емкостей смешения, реакторов и прочих видов емкостного оборудования, в том числе в пищевом производстве;
- Полипропиленовые трубы и фитинги – для создания промышленных трубопроводов;
- Плиты из сверхвысокомолекулярного полиэтилена (СВМПЭ, PE1000) – для изготовления деталей машин и механизмов, деталей скольжения, для облицовки технологического оборудования, футеровки поверхностей;
- Листы PVDF, листы ПНД и других фторопластов – для изготовления емкостного оборудования для особо агрессивных сред;
- ПВХ фитинги и трубы, трубы из ПВДФ и других фторолефинов (фторопластов) – для создания промышленных трубопроводов.
Более подробно о применении этих и других видов инженерных пластиков в различных отраслях можно узнать в разделе «Решения» нашего сайта.
Пайка полипропиленовых труб – как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.
О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.
К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.

Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.
Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата.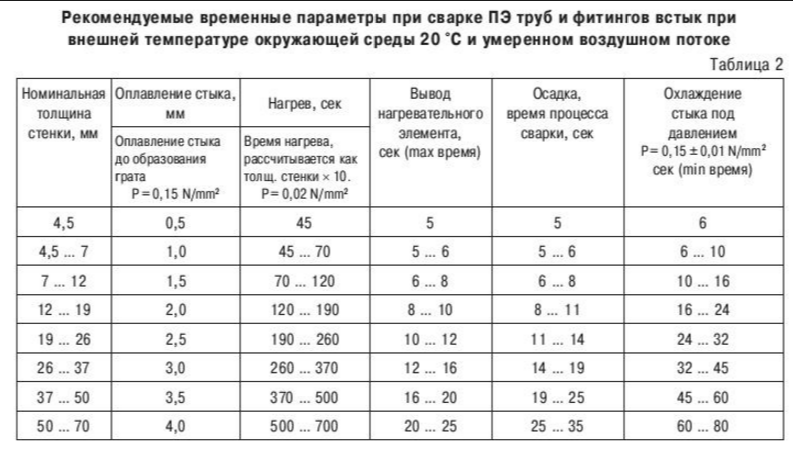 Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Как правильно паять полипропиленовые трубы. Инструкция по пайке полипропиленовых труб Как паять полипропиленовые трубы паяльником
Ассортимент строительной продукции растет с каждым годом. На рынке появляются современные материалы, облегчающие строительство и повышающие производительность труда рабочих. При планировании внутренних систем в домах потребители склонны использовать трубопроводы с большим сроком службы. Пластиковые ответвления внутренних коммуникаций стали подходящей альтернативой удовлетворению запросов потребителей.Как паять пластиковые трубы?
Еще одним преимуществом таких технологий является появление возможности самостоятельно отремонтировать или заменить водопроводные и тепловые сети. Как паять пластиковые сантехнические трубы?
Давайте разбираться в типах
Армированный пластик
Полиэтилен
Такие коммуникации подразделяются на подвиды:
- Полиэтилен – применяется для прокладки электропроводки внутри зданий и внешних трасс.Их можно использовать на трубных соединениях с повышенным давлением и при низких температурах окружающей среды.
- ПВХ применяется для удешевления ремонта.
- Армированный пластик – это наиболее практичный продукт со сроком службы более 50 лет. Идеально подходит для замены горячей воды.
Широкое распространение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок службы.
- Низкая коррозионная активность.
- Простота установки.
- Не требует специальных навыков.
- Экологически чистый материал.
- Экономичный и доступный в использовании.
- Легкий и удобный для переноски.
- Не поддаваться вредному воздействию микроорганизмов.

Ваша сантехника
Муфта в сборе
Полиэтиленовые модели собираются пайкой или с использованием муфт / фитингов (муфта в сборе).Как паять пластиковые сантехнические трубы?
Для строительства новых сетей водоснабжения подходят изделия из ПВХ и полиэтилена без армирования и армирования. Подготовка требует создания схемы будущего водопровода с обозначением длины ответвления, его положения и всей необходимой арматуры для монтажа конструкции. Правильный расчет длин и количества изгибов упростит технологию, увеличит скорость выполнения задачи и предотвратит переделки.
Паяльник
Резак для труб
Для пайки полиэтиленовых стыков потребуется:
- Паяльник.
- Резак для труб
- Инструмент для торцевания труб и обрезки кромок срезанных концов.
- Мелкозернистая бумага для очистки краев
- Муфта муфты (в сборе муфты)
Нагревательный прибор представляет собой специальное устройство с подошвой с прикрепленными к ней специальными насадками различного диаметра.Есть устройства, которые поставляются с двумя или более насадками одновременно.
Этапы технологии прокладки гидросвязей подскажут, как научиться паять:
- Отмеряем нужную длину рулеткой.
- Отрежьте отмеренную длину труборезом.
- Обрезаем обрезанные концы. Это важный этап пайки. Срезы следует гладко отшлифовать и удалить заусенцы. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Паяем концы. Если при установке сетей жизнеобеспечения используется втулочное соединение, то на один конец конструкции устанавливаем втулку / штуцер и прогреваем вместе с будущей отдачей в насадке нужного диаметра паяльника. После прогрева сразу соединяем концы и ждем полного остывания сборки. О качестве сварки свидетельствует наличие уступа.
Внимание! При установке тепло- и водоснабжения со сварным швом попадание воды или влаги в полость или на поверхность категорически запрещено. При нагревании вода, превращаясь в пар, деформирует пластиковую конструкцию, в результате чего она теряет прочность.
При нагревании вода, превращаясь в пар, деформирует пластиковую конструкцию, в результате чего она теряет прочность.
На что обратить внимание
Температурный режим пайки описан в инструкции к инструменту. На современных изделиях устанавливается автоматический режим нагрева в зависимости от размера устанавливаемой сети и глубины сварки. На предыдущих марках сила нагрева выбиралась вручную.
При какой температуре паять пластиковые трубы? При пайке полиэтиленовых стояков устанавливаем терморегулятор в районе 220 ° С, для полипропилена – 260 ° С.В механизме обогрева есть индикатор, указывающий на готовность устройства к работе. Индикатор горит только в режиме обогрева.
Время пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд. Не перегревайте концы. Это может вызвать закупорку в месте склеивания.
Если вам необходимо установить водопровод такого же размера, то не стоит переплачивать за количество форсунок и наличие температурного механизма.
Если планируется большой объем производства долгосрочного характера с использованием сетей разного размера по окружности, то приобретаем универсальное устройство для подключения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию подключения автономных коммуникаций недостаточно. Для качественного монтажа необходимо знать ряд особенностей прокладки и пайки ответвлений корпуса.Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических корпусов, необходимо помнить некоторые нюансы подключения:
- Для паяльной сборки предусмотрено время прогрева. На этот раз от 5 до 20 минут.
- Изготовление систем жизнеобеспечения помещений следует вести при плюсовых температурах.
- После пайки концов требуется не давать им скручиваться или двигаться, достаточно плавно устранить перекосы.Дайте им остыть. Скручивание шва может в будущем потечь. Чтобы остыть, нужно столько же времени, сколько и припаять.
- Требуемая мощность паяльника – 1200 Вт.
- Паяльники бытовые предназначены для пайки проводов диаметром до 32 см. Если вам необходимо собрать изделия большого диаметра, то приобретаем профессиональный паяльный аппарат.
- Между кромкой трубы и внутренней резьбой фитинга не должно быть зазоров. Из-за высокого давления воды через зазоры могут протекать.Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работоспособность всей конструкции.
- Остатки материала следует удалять с насадок после каждой произведенной упаковки. Поскольку форсунки имеют специальное покрытие, нагар нужно удалять деревянным приспособлением, чтобы не нарушить целостность поверхности. Царапины на поверхности сопла ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшего использования.
 Чтобы остыть, нужно столько же времени, сколько и припаять.
Чтобы остыть, нужно столько же времени, сколько и припаять.Думаете, как сделать обогрев?
Монтаж теплоснабжения сопряжен с рядом трудностей. Устройство нагревательных моделей можно проводить в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоснабжения системы разрабатываются в зависимости от температуры подаваемой в систему воды и рабочего давления. Использование пластика в строительстве повысило производительность и снизило затраты на необходимый материал.
Нагревательные трубы армированы стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ по обогреву стыков теплотрассы соблюдаем правила техники безопасности, чтобы исключить травмы и ожоги:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно скажется на качестве сварного шва и внешнем виде всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного прогрева прибора, после выключения индикатора готовности к работе.
- Не отключайте поддон от электрической сети на протяжении всего процесса установки.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует профессиональных навыков или опыта. Каждый может установить сети жизнеобеспечения в собственном доме.В обязательный состав необходимого инструмента входит только паяльный аппарат. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, прочная и экологически чистая система водоснабжения и отопления.
Автономную систему отопления выгодно монтировать из пластиковых материалов. Это то, что делают большинство индивидуальных разработчиков. Современные трубы и полипропиленовая арматура отлично выдерживают нагрузки, их можно недорого купить и собрать самостоятельно.
Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать правила техники безопасности.
Для монтажа систем отопления подходят традиционные металлические и полимерные трубы с некоторыми оговорками по условиям их эксплуатации.
Типы труб для систем отопления:
- Сталь. Стальная труба без специального защитного покрытия в системах отопления применяется повсеместно в многоквартирных домах… Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в линии. Недостатком является их подверженность коррозии. В условиях применения агрессивных присадок в промышленных системах отопления это значительно сокращает срок их службы. Для индивидуальных разработчиков стальные материалы представляют трудности с точки зрения самостоятельной установки.
- Коммуникации стальные оцинкованные. Оцинкованные материалы более долговечны, чем необработанная сталь. Но и стоимость их выше.
- Медь. Эти материалы можно назвать аристократами в строительстве систем отопления.Медные трубы и фитинги прочные, но дорогие. Их установка требует особых навыков.
- Нержавеющая сталь. Трубы из нержавеющей стали относятся к дорогим материалам … Они прочные, надежные в эксплуатации, тогда для монтажа трубопровода требуются особые навыки.
- Металлопластик. Это легкие материалы, простые в установке. Их редко используют в системах отопления, так как в таких условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы.Для отопления используются полипропиленовые трубы. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетиями. Их недостаток – ограничение допустимой температуры теплоносителя и давления в системе. Однако полипропиленовые трубы идеально подходят для бытовых, автономных систем отопления.
 Их установка требует особых навыков.
Их установка требует особых навыков.Полимерные изделия используются во многих сферах.Пластиковый стаканчик, корзина для белья, радиаторы отопления – все на полимерной основе.
Полипропилен считается универсальным. Трубы из этого материала используются для устройства трубопровода, системы теплых полов и вентиляции в доме. Технология монтажа не требует особых навыков. Разобраться, как паять полипропиленовые трубы, можно за полчаса своими руками.
Особенности
Полипропилен – синтетический полимер с высокими физико-механическими свойствами.Он прочный, гибкий и одновременно устойчивый к негативным воздействиям. Он не боится потрясений, перепадов температур, химии. С такими характеристиками сложно поверить, что ближайший родственник полипропилена – полиэтилен.
Материал получен методом полимеризации пропилена. Для того, чтобы он имел прочностные характеристики, в сырье добавляют катализаторы. Продукт химической реакции веществ – белый порошок или цветные гранулы.
Гранулированный или порошкообразный полипропилен поступает в производство, которое проходит в шесть этапов:
- Экструзия. В первую очередь сырье попадает в экструдер. Внутри этого устройства гранулы размягчаются и превращаются в пластичную массу. Для превращения твердого сырья в вязкую массу его нагревают до 250 ° С. Для труб используется белое сырье в чистом виде. Если нужны цветные изделия, в экструдер добавляют красители нужного оттенка.Добавление пигмента не влияет на качество продукта.
- Формование. На следующем этапе производится профилирование массы. Экструдер «выдавливает» заготовки из труб. По стандарту диаметр трубы составляет 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 мм для работы в доме. Для подземных работ (прокладка коммуникаций) используются изделия большого диаметра – до 120 см.
 В первую очередь сырье попадает в экструдер. Внутри этого устройства гранулы размягчаются и превращаются в пластичную массу. Для превращения твердого сырья в вязкую массу его нагревают до 250 ° С. Для труб используется белое сырье в чистом виде. Если нужны цветные изделия, в экструдер добавляют красители нужного оттенка.Добавление пигмента не влияет на качество продукта.
В первую очередь сырье попадает в экструдер. Внутри этого устройства гранулы размягчаются и превращаются в пластичную массу. Для превращения твердого сырья в вязкую массу его нагревают до 250 ° С. Для труб используется белое сырье в чистом виде. Если нужны цветные изделия, в экструдер добавляют красители нужного оттенка.Добавление пигмента не влияет на качество продукта.- Закалка. Горячие детали охлаждаются холодной водой.Для этого изделие погружают в охлаждающую ванну.
- Нанесение защитного слоя. Закаленные трубы пропускаются через оборудование, которое «оборачивает» продукт тонким слоем защитной пленки. Этот фильм фольгированный. Это помогает сохранить материалы пригодными для использования после длительного хранения. Перед установкой пленку необходимо снять.
- Маркировка. На фольгу нанесена основная информация. По нему можно сразу определить, для каких работ предназначен тот или иной вид трубы.
- Нарезка. Это последний этап производства. Нарезанная продукция поступает на склад для упаковки и хранения.
Мелкие и фасонные детали из одного и того же сырья (например, трубопроводная арматура) производятся одинаково. После экструдера жидкая масса подается в форму, где отливаются сложные детали. Они не нуждаются в нарезке. Небольшие фрагменты производятся сразу по одному.
Производство армированных труб несколько сложнее. Подразумевает промежуточный или внешний слой из более прочных материалов. Этот слой необходим для уменьшения растяжения при более высоких температурах.
Поскольку полипропилен близок к полиэтилену, растяжимому и пластичному веществу, он также имеет свойство увеличиваться и уменьшаться в размерах при изменении температуры. На низком уровне материал дает усадку, при высоком – растягивается.
На низком уровне материал дает усадку, при высоком – растягивается.
Коэффициент растяжения полипропиленовых материалов значителен. Так, труба длиной 10 м при температуре 95-100 ° С может растянуться на 150 мм. Это имеет большое значение для инженерных сетей, в которых используются детали из пропилена.
Растяжение опасно, потому что труба уже не так прочна, как до изменения температуры. Следовательно, это необходимо предотвратить во всех системах, где максимальная температура нагрева продукта превышает 90 ° C.
Область применения полипропиленовых труб определяется их толщиной: чем они толще, тем прочнее. Чем сильнее, тем больше они выдержат механических и физических упражнений.Чем более «выносливые» трубы находятся в эксплуатации, тем шире диапазон использования.
Производители выпускают изделия двух типов: тонкостенные и толстостенные.
Трубы с маркировкой PN10 и PN16 считаются тонкостенными. PN10 выдерживает перепады температур до 45 ° С и давление не более 10 атм. Толщина стенки – 0,9-1 мм. Сфера их применения очень ограничена техническими характеристиками, поэтому они самые дешевые.Их следует использовать вдали от высоких температур.
PN16 выдерживает нагрев до 60 ° С и давление до 16 атм. Стены намного толще – 15 мм. К тому же у этого типа трубы есть отличительная особенность, которая затрудняет использование материала во многих сферах. Это большая растяжимость при температурах выше 60 ° C. Практически во всех системах отопления, где часто используются трубы, температура выше этого значения.
Все марки, начиная с PN20, относятся к толстостенным.Это уже серьезное оборудование с толстыми прочными стенками до 21 мм. Универсален для любых работ.
Толстостенные трубы бывают армированными или неармированными.
Армирующий слой располагается внутри трубы, между слоями пропилена или снаружи изделия, как оболочка. Он защищает полимерные изделия от растяжения при высоких температурах.
Он защищает полимерные изделия от растяжения при высоких температурах.
Изготавливаются из различных материалов:
- стекловолокно;
- фольга;
- полиэтилен;
- алюминий.
Трубы без армирования и с армирующим слоем из стекловолокна – самые простые в установке. Они хорошо плавятся и беспрепятственно приклеиваются к арматуре. Связь оказывается надежной.
С трубами с алюминием и фольгой работать сложнее. Если алюминий находится за пределами полипропиленового слоя, его необходимо зачистить на всю ширину шва. Пайка без зачистки невозможна. Из-за алюминиевой защиты пропилен расплавить не удастся, а значит качественного соединения не будет.
Очистить трубу нужно специальным приспособлением для труб с алюминиевой арматурой. Процесс этот долгий и трудоемкий, особенно при большом диаметре изделия.
Если слой алюминия находится внутри пропиленовой трубы, его еще труднее очистить. Но это необходимо. Во время установки внутренний и внешний слои пропилена должны сплавиться вместе и «спаять» алюминий, чтобы на него не попадала вода.
Алюминий не ржавеет, но при попадании воды между слоями труба может лопнуть.
Комбинированные изделия и трубы с алюминиевой пластиной внутри изделия – самые сложные в установке, но не самые эффективные.
Преимущества и недостатки
Материал имеет ряд преимуществ:
- Относительно легкий. Полипропиленовые трубы весят в 9 раз меньше металлических. Их легче транспортировать и устанавливать.
- Цена за одну трубу 4 м находится в пределах 30-110 руб.
- Установка не требует профессиональных навыков. На запчасти стоит потренироваться, но это не займет много времени.
- Надежное и герметичное соединение частей трубопроводов и любой другой конструкции. Обеспечивается пайкой. Стыки защищены от воды и протечек и по прочности не уступают самой трубе.
- Материал поддается обработке. Можно делать прямые и косые надрезы, разрезать их на кусочки шириной от 1 см до любой желаемой длины. Это удобно, когда трубы необходимо прокладывать в труднодоступных местах.

- Материал соответствует требованиям ГОСТ. В производстве используются материалы, которые могут контактировать с питьевой водой.
- Технические характеристики соответствуют требованиям СНиП для монтажа труб в различных условиях эксплуатации. Подходит для внутренней и наружной установки (под землей).
- Полипропилен не ржавеет. В составе нет материалов, подверженных коррозионным процессам.
- Изделия не нужно красить. У них уже есть белый или другой цвет и полуматовая поверхность. Краситель добавляется в сырье на первом этапе производства, поэтому пигмент надежно фиксируется. После 10 лет эксплуатации товар будет такого же цвета.
- Каждая задача имеет свое решение. Если нужна холодная вода – PN10, для кипятка – PN25.
- Вода бесшумно течет по трубам.Тишина обеспечивается толщиной и плотностью материала.
- Внутри трубы не появляются отложения от постоянного тока воды.
- Срок службы – до 50 лет.
- Использование без отходов. Из остатков труб можно сделать полезные и красивые вещи для дома и быта.
Но есть и недостатки:
- Трубы подвержены растяжению при высоких температурах. Даже усиленный.
- Изделия нельзя гнуть. Чтобы изменить направление трубы (поворот на угол, вниз и дальше), нужно использовать фитинги.
- Для пайки необходимы специальные инструменты.
- На поверхности труб могут оставаться царапины от механических повреждений. Это не вредит целостности, но внешний вид пострадает.
- Армированные трубы требуют подготовки перед пайкой. Сразу можно паять только изделия из стекловолокна, а алюминий и фольгу необходимо снимать.

Куда обращаться?
Полипропиленовые трубы – многофункциональный предмет в доме.
Вот что с ними можно сделать:
- Сантехническая система. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Он дешев, прост в установке и отлично справляется с транспортировкой воды с температурой до 45 градусов.
- Система горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно безопасно подавать воду до точки кипения.Пропилен начинает плавиться только при 170 градусах.
- Централизованная система отопления в коттедже, доме или загородном доме. Для этого нужно выбирать трубы большого диаметра из стеклопластика. Они надежны и не требуют сложной зачистки. Пайка таких труб проходит на ура. Удлинение теплопроводности труб со стеклопластиком в 10 раз меньше, чем без него – всего 1,5 см. Благодаря этому трубы не провисают и не деформируются.
- Водяной теплый пол.Если тепла от трубопроводов с горячей водой не хватает, устанавливают систему теплых полов. Недостаток такого пола в том, что прокатку трубы с небольшим шагом невозможно. Плюс – в экономии на обслуживании системы и сроке ее службы. Срок службы водяного теплого пола около 50 лет. В этом случае систему можно установить прямо в стяжку пола.
- Вспомогательные системы: системы вентиляции и канализации.
- Забор на даче. От непрошенных гостей он не защитит, но может разграничить территорию с соседями. На охраняемых дачных участках это один из простых и бюджетных вариантов.
- Теплица или теплица. Трубы прочные и зимой хорошо выдерживают снеговые нагрузки. Из них удобно собрать простую теплицу высотой 1,5-2 м.
- Многоярусная клумба для садовых растений.
- Беседка и садовая мебель. Стулья, деревянные ящики, навесы, переносные столы, шезлонги.
- Посуда. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. С помощью тройников, муфт и фрагментов труб собирается любой предмет геометрической формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или корзина для мусора. Все, на что хватит фантазии и остального материала. Удобно собирать детские площадки, качели, домики для маленьких детей.Если вы добавите сетку, вы получите отличную цель для детского футбола.
- Элементы декора. С помощью уголков и переходников можно собрать книжную полку в стиле лофт. Короткие стрижки разного диаметра пойдут на создание рамки для фото или зеркала, светильников, цветочных горшков и ваз.
Что требуется?
При работе с полипропиленовыми трубами понадобится несколько групп инструментов.
Первая группа необходима для измерений.В него входят рулетка, линейки, маркеры, строительные уровни. В сложных случаях придется прибегать к математическим расчетам. Например, при использовании пропиленовых труб для подачи воды из внешнего источника в дом.
Помимо чертежных и измерительных инструментов, вам понадобится медицинский спирт и обрезки хлопка. Они нужны для обезжиривания поверхности трубы. Маркировка будет лучше ложиться на обезжиренную поверхность и ее удобнее паять.
Вторая группа устройств нужна для нарезки.Длина одной трубы в среднем 4 метра. От него нужно вырезать короткие фрагменты, подогнав их под размер участка, где будут установлены трубы.
Не рекомендуется резать трубу подручными материалами. Он длинный, неудобный, срез некачественный. Край у него «пушистый», получается с заусенцами. Его необходимо отшлифовать или разрезать тонким ножом.
Инструменты для одинарной резки (можно использовать для резки 1-2 ломтиков, когда других нет под рукой):
- ножовка по металлу;
- лобзик;
- пила-шлифовальная машина;
- самозатачивающийся нож.

Пропилен мягкий, поэтому эти инструменты справятся со своей задачей. Если придется использовать их в отсутствие других, важно учитывать, что срез будет неровным, а стружка попадет внутрь трубы. Эту стружку нужно убирать, чтобы она не «прогуливалась» по водопроводу или системе теплых полов.
Электроприборы (лобзик, пила) требуют тщательной работы. Необходимо контролировать силу, с которой возникает давление на трубу, и несколько раз повернуть трубу во время резки.Это помогает сделать разрез прямым, а не под углом.
Перечисленные инструменты необходимо использовать правильно – не разрезать, а попытаться зафиксировать изделие на месте и придавить инструментом сверху. В этом случае срез будет максимально приближен к идеальному и сколов будет меньше. Но этот способ подходит только для тонкостенных труб и труб малого диаметра. С армированными изделиями придется повозиться.
Инструменты для качественной резки труб:
- специальные ножницы для пластиковых труб, в том числе пропиленовых;
- труборез роликовый;
- Труборез электрический;
- Гильотинный труборез.
Ножницы для трубок полностью отличаются от обычных. Их острое лезвие закреплено только с одной стороны. На месте второго – широкая металлическая основа. Внутри основания есть паз. Острый край лезвия входит в этот паз при резке пластмассовых изделий. Кромка трубы плоская и подходит для монтажа.
Для работы такими ножницами нужна только сила мышц. Чтобы разрезать трубу, нужно закрыть ручки ножниц так, чтобы лезвие прошло сквозь пластик.
Преимущество этих ножниц в том, что они легкие, дешевые и легко перемещаются с места на место. Обратной стороной является то, что расстояние между лезвием и основанием нельзя увеличивать. В него проходят только тонкие трубы (до 45 мм).
Изделия большого диаметра (для канализации, отопления) нельзя разрезать вручную.

Также некоторые мастера считают недостатком то, что эффективность инструмента напрямую связана с физическими усилиями.
В отличие от этого, роликовый резак больше ориентирован на большие диаметры. Внешне это похоже на зажим. Режущее лезвие находится на торце зажима.
Этот инструмент еще проще представить, если представить себе ручной станок для закатки жестяных банок. Устройство устанавливается на трубу и затягивается болтом. Важно не перетягивать, чтобы изделие не растрескалось. После этого нужно схватиться за рукоять лезвия и повернуть по часовой стрелке. У вас получится круглый срез с ровным краем.
Преимущество инструмента – удобство использования и качественный результат. По размеру и весу она больше ножниц. По принципу действия он также связан с физическими усилиями.
Электрический (или беспроводной) труборез приводится в действие электродвигателем. Он справляется с поставленной задачей максимально быстро и без усилий. Однако диаметр изделия также ограничен, как и у ручных ножниц.
Труборез гильотинного типа относится к ручным инструментам… Его конструкция принципиально отличается от ножниц и труборезов, а возможности несколько больше. Они могут резать трубы диаметром 5-35 см. Нет необходимости зажимать трубу хомутами. Разрез получается гладким, без риска растрескивания пластика.
Третья группа инструментов полезна для снятия изоляции с труб.
К нему относятся только два инструмента, но они очень важны:
- станок для снятия фасок;
- калибратор.
Фаска предназначена для снятия края и верхнего слоя пластика вокруг среза трубы.Это улучшает качество пайки.
Фаски различаются по диаметру. Они бывают также механическими и автоматическими. Средство не универсальное, поэтому важно не прогадать с характеристиками.
Калибратор нужен для обработки армированных труб. С его помощью снимается алюминиевый слой или фольга. Также он способен устранить заусенцы и неровности реза. Некоторые калибраторы могут выполнять функцию фаски.
С его помощью снимается алюминиевый слой или фольга. Также он способен устранить заусенцы и неровности реза. Некоторые калибраторы могут выполнять функцию фаски.
Полезной функцией калибратора является возвращение разреза к идеально круглой форме, если труба слегка сморщилась в процессе резки.
Основным недостатком этих инструментов является то, что для каждого диаметра нужен свой калибратор и фаска.
Четвертая группа устройств нужна собственно для пайки. Сварка или пайка труб производится паяльником со сменными насадками. Работа с этой машиной требует осторожности и техники безопасности.
Так как паяльник сильно нагревается, при работе с ним есть риск получить ожоги.Хорошие толстые перчатки, желательно с термостойким покрытием, должны быть на первом месте в вашем списке покупок для пайки.
В комплект паяльника должны входить сменные насадки для труб разного диаметра. Сменить насадку можно с помощью шестигранного ключа.
Сбоку или сверху на корпусе есть тумблер для контроля температуры. К любому паяльнику прилагается инструкция с подробным описанием инструмента и всех манипуляций, которые можно с ним производить.
Инструкции
В целом для профессионала сварка труб выглядит просто: нагревается, соединяется, фиксируется.Ключевое слово здесь для профессионалов. Для новичков и просто доморощенных владельцев процедура состоит из нескольких этапов. И делать их труднее.
Есть два метода сварки – стыковая и раструбная.
Когда две части трубы соединяются встык, никакие дополнительные части не используются. В изделие большего диаметра вставляется труба меньшего диаметра. Это простой, но не самый эффективный метод … Таким образом, сложно соединить трубчатые изделия, если они не идут только по прямой линии.
Метод розетки намного надежнее. Он предполагает соединение деталей с помощью фитингов различной конфигурации. С помощью арматуры можно легко изменить направление трубопровода, сделать ответвления и сложные системы водоснабжения.
В обоих случаях сварка или пайка – это соединение двух нагретых частей. Из-за того, что детали на обоих концах мягкие и податливые для деформации, происходит диффузия (взаимное проникновение материалов). Образуется прочная связь.По своим характеристикам трубопровод в месте стыка не отличается от характеристик заводского изделия из пропилена.
Существует много моделей паяльников для труб из полипропилена, но конструкция у них одинаковая:
- Корпус. Имеет устойчивое дно, подставку и ручку.
- Нагревательный элемент. Максимальная температура нагрева – 260 градусов. Сверху есть защитная крышка.
- Терморегулятор. Он может быть механическим или электронным.Есть световые индикаторы.
- Набор насадок разного диаметра. Часть насадок предназначена для труб, часть – для фитингов. Наконечники имеют тефлоновое покрытие. Обеспечивает равномерный нагрев полипропиленовых деталей и легкую очистку.
Типы паяльников различаются формой нагревательного элемента или жала. Есть два популярных типа: «железный» и «стержневой».
Паяльный стержень появился раньше.Его жало представляет собой цилиндр диаметром несколько сантиметров. Насадка закреплена на цилиндре. С одной стороны он приспособлен для обогрева трубы, с другой – для фитинга.
Фитинг нагревается изнутри. Надевается на насадку. Труба, в свою очередь, обогревается снаружи. Его вставляют в отверстие насадки.
Во время работы крепление форсунок на штоке может «расшататься» из-за температурного воздействия.Их приходится скручивать, поэтому стержневой паяльник менее удобен, чем в виде утюга.
Железный наконечник представляет собой вертикальную пластину с тремя отверстиями для крепления насадок. Толщина пластины варьируется в пределах нескольких сантиметров. Его «нос» заострен, и в целом пластина напоминает подошву утюга, расположенная вертикально.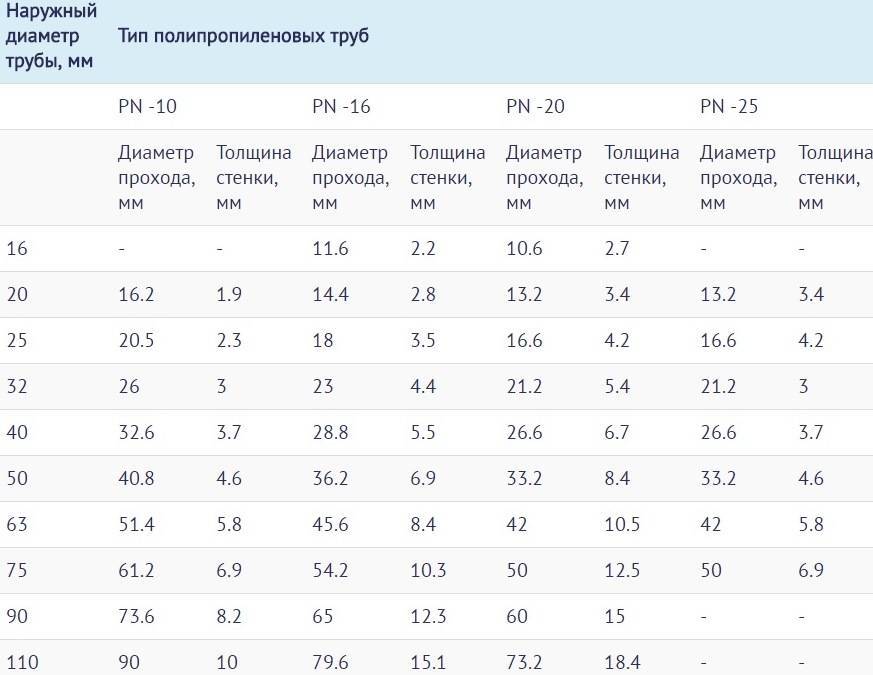 Отсюда и название этого вида укуса.
Отсюда и название этого вида укуса.
С одной стороны закреплены патрубки, с другой – для фитингов. В процессе пайки они не расшатываются, что намного удобнее, чем у стержня.
Также ширина от края левого сопла до края правого сопла меньше, чем у стержневого паяльника, поэтому он удобнее работать в труднодоступных местах.
Немаловажную роль играет количество форсунок разного диаметра и качество их покрытия. Чем больше ассортимент, тем больше видов труб можно использовать в сантехнических работах.
В стандартные комплекты входят 3 или 4 сопла. Для бытового использования паяльника этого достаточно.Но для профессионального использования в сантехнических работах нужно покупать еще несколько разновидностей.
Даже при выборе паяльника нужно учитывать мощность инструмента. Неверно выбирать по принципу «чем мощнее, тем эффективнее». Такой инструмент только зря потратит силы, а не улучшит результат работы.
Есть простое правило выбора паяльника под конкретные нужды. Диаметр трубы (в миллиметрах) необходимо умножить на 10 Вт.Полученное число и есть требуемая мощность. При работе с изделиями разного диаметра и из полипропилена нужно ориентироваться на самый крупный.
Технология плавки полипропиленовых труб не сложна. Но в работе с ними есть загвоздка: сразу определить качество пайки не удастся. Все недосмотры и утечки можно обнаружить только во время эксплуатации трубопровода. Поэтому важно заранее изучить нюансы работы и правильно спаять трубопроводную систему.
Подробная инструкция для новичков:
- Протрите жала паяльника чистой сухой тканью.
- Установите паяльник на специальную подставку.
- Установите на наконечник две насадки необходимого диаметра. Форсунки ставят не в ряд, а одно против другого. Труба весит больше фитинга, поэтому насадка для нее устанавливается со стороны рабочей руки. Для правшей – справа, для левшей – слева.
- Подключить паяльник к сети 220 вольт. При подключении важно следить, чтобы ТЭНы не касались шнура паяльника.
- Установить сварочный аппарат на максимальную температуру – 260 градусов.

- Надевайте термостойкие перчатки. Все производители паяльных машин для труб из ПП указывают, что из соображений безопасности запрещается прикасаться к горячим частям паяльника незащищенными частями корпуса.Также не должны иметь доступа к паяльнику дети и животные.
- Подогрейте пластмассовые детали. В процессе работы важно следить за сохранностью угла стыка.
- Выньте горячие детали из пропилена одну за другой, соедините друг с другом.
- Охладите паяльный аппарат естественным путем. Не охлаждайте его водой или холодным воздухом. От таких манипуляций товар выйдет из строя до истечения гарантийного срока.
Производители не указывают универсальное время нагрева для разных типов труб. Для тонкостенных изделий с малым диаметром и толстостенных широких труб температура и время могут отличаться.
Профессиональные установщики определяют степень нагрева на основании опыта и интуиции. Новичкам помогает таблица, которую каждый производитель кладет в инструкции. В нем учитывается время работы с трубой в зависимости от ее диаметра и длины соединительного шва.
Таблицы могут отличаться от производителя к производителю.
Точное время определяется мощностью паяльника и его моделью.
Установка
Пайка или сварка полипропиленовых труб является неотъемлемой частью процесса монтажа. Нельзя сначала спаять всю водопроводную сеть в одно целое, а потом беспрепятственно установить в обозначенном месте. Некоторые участки еще нужно припаять по весу. Поэтому пайка и установка ведутся параллельно.
Работа ведется поэтапно.
Первая очередь организационная
Организация состоит из двух важных видов деятельности: подбор материалов и создание чертежа.
Полипропиленовые трубы должны соответствовать своим техническим характеристикам системе, в которой они будут работать. Если это система холодного водоснабжения, можно остановиться на трубах PN16. Для горячего требуется минимум PN20. Помимо самих труб вам потребуются соединительные фитинги и держатели (петли).
Чертеж представляет собой схему установки трубопровода. Он должен отражать все элементы, от источника водоснабжения до объектов водопотребления.Важно указать на схеме все участки системы, которые будут прокладываться в земле и в помещении, на какой глубине они будут располагаться и на какой высоте поднимать воду. Крепеж следует предусматривать через каждые 40-50 см. Также обратите внимание на расположение переходников, ответвлений, муфт, кранов, радиаторов.
Водопровод устанавливается двумя способами: открытым и закрытым. Открыть проще для самостоятельной установки. С этим справится и новичок. Закрытый – более трудоемкий и сложный.Лучше доверить это специалистам.
Помимо того, что чертеж дает наглядное представление о расположении труб, он помогает рассчитать количество материалов.
Полипропилен практически безотходный материал. Но никто не застрахован от ошибок при работе с ним впервые, поэтому закупать материал нужно с небольшим запасом. 5-10% будет достаточно.
Из оставшихся труб и фитингов всегда можно сделать полезные мелочи для дома, так что это не пустая трата денег.
Второй этап подготовительный
Чтобы монтаж был быстрым и легким, необходимо подготовить участки на открытом воздухе и в помещении, по которым будет проложен трубопровод.
Если часть труб нужно смонтировать в земле, то под ними выкапывают траншею. Чтобы зимой они не промерзали, нужно сделать углубление ниже отметки промерзания. В качестве дополнительной защиты рекомендуется использовать утеплитель.Перед погружением в землю их оборачивают вокруг полипропиленовых труб.
Лучшим вариантом для утепления считается минеральная вата или материалы на основе фольги.
Внутри дома нужно установить крепеж по трубопроводу. Их расположение относительно горизонтальной линии и друг друга определяется с помощью строительного уровня. Лучше всего для этого подойдет лазерный прибор. Также нужно пробить дыроколом в стенах дыры, через которые будет проходить трубопровод.
В процессе подготовки легко определить труднодоступные места для установки. Важно заранее продумать, как лучше монтировать трубы на этих участках – использовать готовые детали, приваренные на столе, или делать это по весу.
Температура паяльника слишком высока, чтобы повредить любой объект в непосредственной близости. Перед монтажными работами нужно расчистить путь, по которому вам придется двигаться при установке, чтобы не наезжать на препятствия.
Третий этап – анализ участков трубопровода по сложности
На этом этапе нужно поработать со схемой, чтобы обойти весь путь установки и отметить, какие элементы трубопровода можно смонтировать на рабочем столе, а какие сваривать только по весу.
Полученные области следует отметить на схеме. Некоторые из них могут быть слишком короткими, поэтому их можно комбинировать. Некоторые, с другой стороны, могут быть слишком длинными.Их нужно оборудовать дополнительным креплением на стене или разделить на несколько частей, чтобы труба не провисала и не растягивалась.
Четвертый этап – резка трубы
Тонкостенные изделия хорошо режутся ножницами из полипропилена и труборезами. В редких случаях подойдет лобзик.
Толстостенные трубы с алюминиевым армированием и фольгой перед резкой необходимо зачистить. С этим справится многофункциональный триммер или бритва.
Если не было специального инструмента и рез оказался неровным, его нужно отшлифовать.Эффективнее использовать наждачную бумагу двух типов – сначала более крупную, затем мелкозернистую.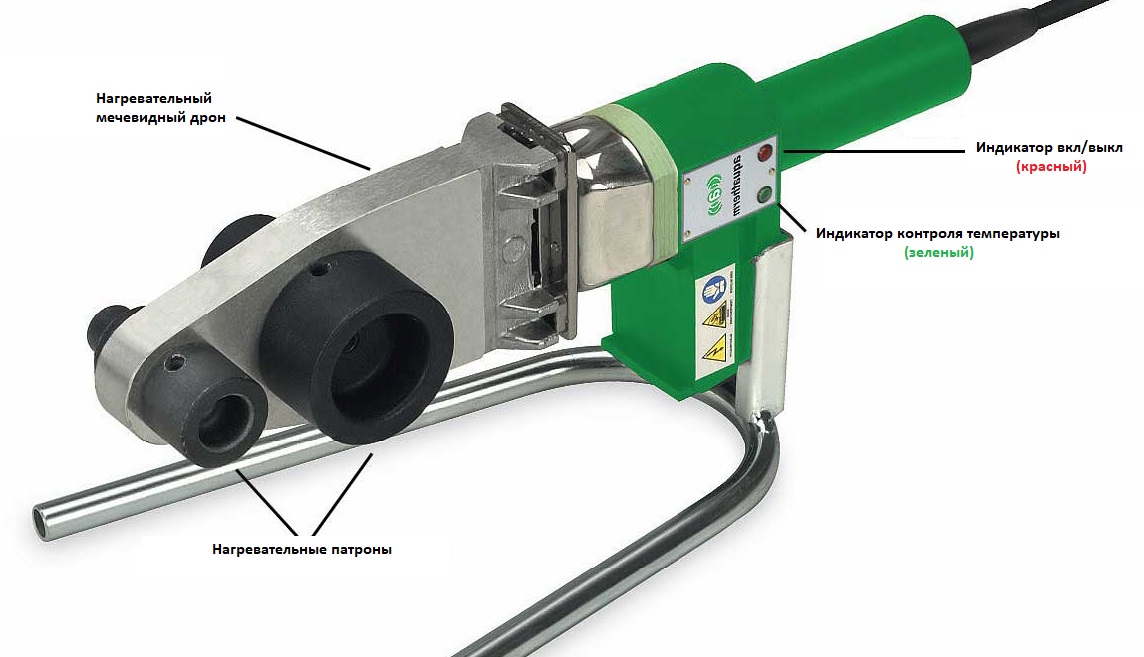
При резке труб важно учитывать, что на соединительный шов уйдет 15-30 мм длины. Их нужно прибавить к длине трубы, которая отмечена на схеме трубопровода. Если соединительные детали расположены на обоих концах трубы, то добавьте по 15-30 мм в два раза.
Избыток всегда можно отрезать, но уже невозможно будет нарастить недостающие несколько сантиметров.Чтобы не ошибиться, не стоит вырезать сразу все элементы трубопровода, включая сложные участки.
Участки труб, которые будут нагреваться паяльником, следует пометить маркером.
Конец трубы должен входить в патрубок до отметки.
Пятый этап – сварка (пайка) деталей на рабочем столе
Как упоминалось выше, на практике пайка труб состоит из большего числа этапов, чем нагрев и соединение.
Чтобы шов получился надежным, а система исправно работала, паять нужно пошагово:
- Обезжирить сопла паяльной машины, внутреннюю поверхность фурнитуры и торцы трубы ПП. Алкоголь может стереть линии маркера. При необходимости его можно обновить, указав размеры на линейке.
- Поместите паяльник на подставку. Он должен быть термостойким, а рабочая поверхность должна быть ровной и устойчивой.
- Надеть термостойкие перчатки.
- Закрепите насадки подходящего размера.
- Подключаем инструмент к электросети, выставляем температуру 260 градусов.
- Фитинг надевается на патрубок и в него вставляется труба. Это нагревает внутреннюю часть соединительной детали и внешнюю часть трубы. Важно соблюдать рекомендации производителя по времени нагрева (в секундах). Чем больше диаметр трубы и толще стенки, тем больше время.Обычно через 6-8 секунд уже можно паять (соединять детали между собой).
- Подсоединить нагретые части. Вставьте трубу в фитинг, удерживайте несколько секунд, чтобы начать процесс диффузии, а затем отложите, пока она полностью не остынет.
- Проверить соединение. Сделать это можно не ранее, чем через 2 часа после сварки. Проверить прочность детали можно механически, перемещая детали руками или пропуская через них воду. Если труба не течет и вода течет хорошо, подключение выполнено успешно.
- Припаяйте все детали, которые можно соединить на столе.

Шестой этап – прокладка газопровода
По сути, это установка всех элементов на свои места. Чтобы соединить некоторые из них, придется в процессе сваривать детали по весу. Это тоже делается поэтапно, как на рабочей поверхности.
Седьмой этап – проверка системы
Через несколько часов после сварки детали застывают и остывают.Работоспособность и надежность системы проверяется путем пропускания воды по трубам.
Типичные ошибки
Новички-сантехники и мастера-самоучки, желающие сэкономить на услугах профессиональных установщиков, часто совершают одни и те же ошибки. На первый взгляд это мелочи, но они приводят к тому, что система быстро выходит из строя.
Чего нельзя делать при установке ПП-труб своими руками:
- Спешить.Сварка полипропиленовых труб требует некоторой оперативности. Но это касается только скорости соединения деталей, пока они еще горячие. В остальном спешка имеет негативные последствия … Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепление» деталей плохое.
У медленных монтажников есть еще одна проблема – они прогревают детали до нужной температуры, а потом долго настраиваются перед тем, как вставить трубу в фитинг.В течение этих нескольких секунд температура продуктов падает, а вместе с тем ухудшается качество диффузии.
- Положитесь на показания температуры термометра, встроенного в паяльник. Если оборудование старое или от недобросовестного производителя, требуемые 260-270 градусов на дисплее могут появиться из-за неисправности. Фактическая температура форсунок часто ниже этого параметра. Для страховки его необходимо проверить контактным термометром.Стоит такой прибор недорого, и в хозяйстве он пригодится не только для работы с паяльником.
- Перегрев пропиленовых изделий. Новичкам может показаться, что чем дольше греешь, тем лучше будет соединение. На самом деле это не так. Если переплавить пластик слишком сильно, то в трубе образуется провисание. Это предотвратит свободное протекание жидкости по трубопроводу или даже заблокирует участок трубы.
 Фактическая температура форсунок часто ниже этого параметра. Для страховки его необходимо проверить контактным термометром.Стоит такой прибор недорого, и в хозяйстве он пригодится не только для работы с паяльником.
Фактическая температура форсунок часто ниже этого параметра. Для страховки его необходимо проверить контактным термометром.Стоит такой прибор недорого, и в хозяйстве он пригодится не только для работы с паяльником.- Сваривайте трубы на открытом воздухе в холодную погоду.При низких температурах детали слишком быстро остывают, как и стык. У них нет времени надежно схватить.
- Не очищать трубы и патрубки от пыли и жира. Это также негативно сказывается на качестве связи.
- Не допускайте поперечной резки труб с алюминиевой арматурой. Температура и время плавления алюминия и пропилена различны. Хотя алюминий является антикоррозийным материалом, он может вызвать утечку в трубах.
- Установить сразу все элементы трубопровода на пол (стол, землю).Такой конструктор уже нельзя установить по схеме.
- Используйте тонкостенные трубы для горячего трубопровода. Они не выдержат высоких температур, со временем растянутся и лопнут.
- Обрежьте трубы ножовкой или лобзиком, не зачищая срез наждачной бумагой.
- Попробуйте ускорить процесс охлаждения трубы холодной водой или воздухом.
Недостаточно не ошибиться, нужно еще учитывать сварочные приемы, которые на протяжении многих лет разрабатывались профессиональными установщиками.Их условно можно разделить на «лайфхаки» по выбору материалов и инструментов и полезные советы по работе.
Как выбрать трубы:
- Возьмите за правило, что тонкостенные трубы можно использовать только для холодной воды и декоративных предметов. Для работы с горячей водой следует выбирать только армированные толстостенные. Для вентиляции необходимы трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны. Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет.Не стоит приводить вас на рассказы консультантов о наилучшем качестве труб с алюминием.
 Для вентиляции необходимы трубы с маркировкой PHP.
Для вентиляции необходимы трубы с маркировкой PHP.- Внешний вид трубы тоже может многое сказать. Если изделие имеет однородный цвет, ровный круглый срез и гладкие стенки внутри и снаружи, значит, оно качественное. Если расцветка пятнистая, срез не круглый, а стены шероховатые – в процессе эксплуатации изделие выйдет из строя.
- Трубку нужно понюхать. Только трубы из низкосортного сырья имеют характерный резкий запах пластика.Изделие из качественного пропилена практически не имеет запаха.
- Труба должна входить в фитинг плотно и только в горячем состоянии. Если между стенками есть зазор не менее миллиметра – это брак.
- Все компоненты должны приобретаться у одного производителя.
Есть еще много хитростей сварки и монтажа. Они приходят с опытом, и у каждого мастера свои техники. Но есть несколько универсальных советов.
Итак, каждый умелец знает, что на производстве сопла паяльных машин обрабатываются специальным раствором. Он защищает инструмент от негативного воздействия окружающей среды перед использованием. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая сажа. Поэтому нужно первый раз запустить прибор на улице и дать ему прогреться до полного испарения. Только после этого приступайте к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбирать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, замедлить охлаждение стыка. Для этого используйте теплые тканевые салфетки.
Протрите детали безворсовой тканью. Тлеет внутри жала паяльника.
Для двойного контура труб (горячего водоснабжения и холодного) предпочтительнее располагать горячий контур над холодным.Это предотвратит образование конденсата на трубах. Соединять детали при переходе с горизонтали на вертикаль можно только под углом 90 градусов.
Если вы решили самостоятельно сделать водопровод в своем доме или квартире, вам придется освоить пайку полипропиленовых труб.
Но для начала стоит разобраться, чем отличаются полипропиленовые трубы для холодной и горячей воды … Не будем говорить о стоимости (здесь разница не столь значительна), нам важнее материал, из которого они изготовлены.
Просмотры
Итак, трубы для холодной воды изготавливаются только из одного полипропилена. А вот трубы для горячего водоснабжения и отопления имеют дополнительный слой – фольгу. Он служит своеобразной изоляцией и одновременно каркасом, защищающим полипропилен от разрушительного воздействия высоких температур. И, конечно, трубы могут быть разного диаметра.
Трубы простые
- внимательно прочтите инструкцию к паяльнику, уделяя особое внимание таблицам температуры и времени;
- правильно измерить и отрезать трубы.
Трубы армированные
Обычно армирующая фольга находится внутри полипропилена, из которого сделана труба, и в этом случае процесс пайки идентичен пайке обычных (неармированных) труб. Иная ситуация с полипропиленовой трубой, имеющей внешний армированный слой.
Примечание! Чтобы припаять армированную полипропиленовую трубу к фитингу, необходимо удалить фольгу.
Для удаления фольги необходимо использовать специальную заточку (бритву).После того, как фольга будет снята с участка трубы, который нагревается на сопле паяльника, можно переходить к обычной пайке полипропиленовых труб своими руками, однако рекомендуется предварительно снять небольшую фаску снаружи и внутри трубы.
Если вы впервые пытаетесь паять полипропиленовые трубы своими руками, скорее всего, вам понадобится помощник, который будет держать паяльник.
Примечание! Если нет необходимости паять трубы прямо «на стену», лучше выбрать для пайки отдельное место (например, стол), где можно будет работать, не гнувшись и не приседая.
Не забывайте, что паяльник во время работы сильно нагревается и нужно только держать его за ручку.
Сборка
После того, как основные элементы трубопровода будут спаяны, необходимо собрать их в одну систему и подключить к имеющимся выходам водопровода. Для этого придется заняться пайкой полипропиленовых труб своими руками прямо «на стене». Поскольку нагретый полипропилен достаточно быстро остывает, паяльник придется держать в навесе и ближе к точке пайки.
Видео
В этом видео подробно показан процесс пайки полипропиленовых труб:
Фото
Разбираемся, как паять полипропиленовые трубы: особенности технологии и советы по выбору инструмента
Паяем полипропиленовые трубы
Современные ремонтные технологии и материалы позволяют собрать инженерные коммуникации своими руками, не прибегая к помощи специалистов.Очень легко найти видеоуроки, которые покажут вам, как это сделать. Однако есть некоторые тонкости, о которых лучше всего узнать из подробных письменных обзоров. Разберем, например, как паять полипропиленовые трубы, как соблюдать все этапы технологии и не допустить наиболее частые ошибки при самостоятельном монтаже.
Полезно ознакомиться с техническими характеристиками пропиленовых труб и узнать, как их термостойкость и термическое удлинение могут повлиять на работу собранного трубопровода.И уже с учетом таких знаний проводим монтаж магистрали.
Термостойкость и термическое удлинение
Пропилен – прочный пластик, но при определенных технических условиях теряет устойчивость. Материал теряет твердость, а значит, и форму, если температура охлаждающей жидкости поднимается до + 140 градусов. Однако если посмотреть на технический паспорт, производители приводят гораздо более скромные цифры. Советуют выбирать пропиленовые трубы для монтажа системы отопления, где температура теплоносителя не поднимается выше +95 градусов.Почему такая большая разница? Почему специалисты не рекомендуют использовать полипропилен для прокладки подводящих теплотрасс?
Потому что при более высоких температурах описываемый материал меняет свои линейные размеры. При нагревании трубы сильно провисают, и возникающие при этом напряжения могут привести к серьезным последствиям в виде опасных коммунальных аварий. Есть несколько приемов, позволяющих устранить эти недостатки полипропилена.
Например, для устройства системы отопления необходимо использовать армированные изделия вместо простых пластиковых труб.У них коэффициент линейного удлинения в 5 раз ниже, чем у обычного пластика, поэтому собранный из них трубопровод способен выдерживать в 5 раз большее давление.
Но даже в случае использования армированных труб необходимо устанавливать компенсаторы – специальные П-образные отводы, собираемые на прямых участках труб. При повышении температуры теплоносителя это позволит упругим трубопроводам оставаться прямыми за счет того, что П-образный выход немного сужается.
Примечание! При сборе отопления с использованием полипропиленовых труб лучше сочетать оба подхода и использовать армированные стекловолокном варианты с П-образными ответвлениями.
Арматура
Перед пайкой описанных труб необходимо выяснить, какой сорт полипропилена в них используется:
Пайка своими руками проще с первым вариантом, и сварка в этом случае ничем не отличается от сварки обычного пластика.Сначала необходимо очистить трубы, армированные алюминием. Для этого потребуется специальный инструмент в виде острого ножа – бритва. Если используются трубы черного цвета, где армирующий слой находится между двумя слоями пластика, нужно взять триммер для зачистки – узкий нож, который позволит зачистить с торцевой стороны.
Выбор труб для отопления
Выбрать материал для установки отопления на самом деле не так уж и сложно. Современный рынок предлагает четыре варианта, каждый имеет свой лейбл:
- Полипропилен марки ПН 10 предназначен для монтажа системы «теплый пол» и холодного водоснабжения.
- Марка PN 16 может применяться для систем холодного водоснабжения и отопления, в которых теплоноситель циркулирует под низким рабочим давлением.
- Марка PN 20 – универсальный вариант, способный выдерживать рабочее давление 2 МПа и температуру охлаждающей жидкости +80 градусов. Марка
- PN 25 – труба из армированного полипропилена, пригодная для монтажа систем отопления и горячего водоснабжения с температурой теплоносителя до +95 градусов.
Где взять паяльник?
Основным инструментом для пайки является паяльник, с помощью которого создаются герметичные швы.Его можно купить в магазине, одолжить у друзей или арендовать в специальных строительных компаниях. Так что проблем по этому поводу не будет.
При покупке инструмента необходимо выбрать тот, который позволит выполнять все необходимые операции. Как правило, при сборке сантехники и отопления своими руками не нужно покупать навороченные модели с большим количеством насадок. Мощность паяльника влияет только на скорость его нагрева, но не на сам процесс, поэтому переплачивать нет смысла.
Примечание! Недорогие модели комплектуются 3-мя насадками для сбора пластиковых труб диаметром 20, 25 и 32 мм. Трубы именно такого диаметра используются для прокладки внутренней разводки коммуникаций.
Аппараты для сварки полипропиленовых труб
Сварочный паяльник имеет довольно простую конструкцию. Главное в ней – подошва, оснащенная ТЭНами. Подошва оснащена отверстиями разного диаметра. На них можно закрепить насадки, которыми припаиваются трубы.Температура нагрева «контролируется» термостатом, расположенным на корпусе.
С его помощью вы можете установить градусы. Их значения указаны в инструкции, а также таблица опубликована в Интернете. Установить температуру необходимо в зависимости от типа свариваемых материалов. Так, например, для пайки полиэтиленовых труб выбран режим 220 градусов, а полипропилена – 260 градусов.
Кроме паяльника, при работе могут понадобиться:
Паяльная техника
Самая простая инструкция, подробно описывающая как, выглядит так:
- Сварочный аппарат оборудован специальной подставкой. На него ставится паяльник и включается в розетку. Но сначала в отверстие паяльника вставляется гильза.
- Концы полипропилена подготовлены.Если он армирован стекловолокном, обрабатывать его не нужно. Материал, армированный алюминием, придется обрезать, сняв фаску и поместив маркер под угрозу. Это поможет вам проверить глубину погружения трубы в втулку паяльника.
- Сначала отмеряем и отрезаем нужный отрезок, прибавляя к нему 25 мм – они будут вставлены в штуцер при пайке.
- Когда паяльник нагреется до нужной температуры, вы услышите характерный звук.Затем в патрубок с одной стороны вставляется гильза, а с другой – подготовленная труба.
- Регистрируется время, указанное в таблице. Пайка обычно занимает от 4 до 10 секунд. Пока муфта и трубка находятся в паяльнике, их нельзя вращать и перемещать. Не трогайте их даже после того, как детали были сняты с паяльника. Установленная температура позволит сделать плотный шов.
Как видите, технология сварки полипропиленовых труб довольно проста.Просто нужно соблюдать определенные правила изготовления швов.
Вот основные:
Пайка электрофузором
Полипропиленовые трубы можно паять своими руками, используя электромуфту вместо паяльника. В этом случае процесс еще больше упрощается, а производительность увеличивается почти вдвое.
Пайка полипропиленовых труб своими руками
Точно так же подготавливаются кромки армированных труб. При соединении деталей используются хомуты. Электрическая муфта подключена к сети. К устройству прилагается таблица и инструкция, как паять и сколько нужно выдерживать.Электроды прикреплены к корпусу муфты, а время нагрева устанавливается в ручном режиме. На корпусе муфты есть монитор, на котором отображается информация о том, что время пайки закончилось. Сварка осуществляется качественно. Брак возможен только в одном случае – при дефектах спиралей.
Электромуфтой пользоваться удобнее, чем паяльником:
- Во-первых, с ее помощью можно вдвое сократить время сборки трубопровода, не теряя его качества.
- Во-вторых, с помощью муфты легче стыковать стыки, находящиеся в труднодоступных местах.
- В-третьих, описываемое устройство дешевле, имеет более компактные габариты и с ним удобнее работать. Недостаток только один – сваривать трубы малого диаметра с помощью электросварной муфты невозможно.
Обобщение по теме
Внимательно прочитав предложенный материал и просмотрев обучающее видео, вы без труда сможете собрать трубопровод отопления, холодного и горячего водоснабжения своими руками.Более того, теперь вы знаете, как паять полипропиленовые трубы. Просто нужно учесть все нюансы существующих технологий и неукоснительно соблюдать правила сварки.
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс подключения одинаков для любых полипропиленовых труб, кроме армированных, которые при монтаже имеют свои особенности.Простота и доступность этого вида работ позволяет выполнять их самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При установке полипропиленовых труб можно использовать один из трех основных типов соединений:
Рассмотрим подробнее все три типа трубных соединений ПП: их особенности, основные достоинства и недостатки.
Диффузионная сварка электрическим паяльником
При таком способе соединения труб используются различные дополнительные фитинги и специальное электронагревательное устройство (паяльник).
Поставляется с комплектом съемных парных насадок … размеры которых соответствуют внешнему диаметру труб и внутреннему диаметру соединительных элементов.
О наиболее популярных диаметрах труб и других характеристиках полипропиленовой продукции читайте здесь.
Пара форсунок закреплена на термоэлементе электрического паяльника и нагревается им до температуры 260 ° С … Соединительные детали вставляются в нагреваемые форсунки на несколько секунд. За счет этого происходит нагрев и частичное оплавление поверхностей полипропиленовых элементов, контактирующих с форсунками.
После этого патрубок и дополнительный элемент быстро снимаются с патрубков и вставляются друг в друга. В результате происходит взаимное проникновение (диффузия) расплавленных поверхностей деталей.
После охлаждения они образуют полностью монолитное соединение.
Преимущества этого метода:
- легкий процесс пайки;
- низкая стоимость дополнительных элементов;
- невысокая стоимость электрического паяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб наиболее распространенная при самостоятельной сборке в домашних условиях.
Соединение труб с помощью электрических фитингов
Электрофитинги – это различные специально разработанные соединительные элементы, внутри которых находятся встроенные электронагреватели с внешними контактами.
При установке трубы вставляются и жестко фиксируются в электрофитинге. Сварочный аппарат подключается к внешним контактам электрофурнитуры с помощью проводов, которые подает на него питание в заданном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя внутренняя поверхность электрофитинга частично оплавляется и труба ПП припаивается к соединительному элементу.
Преимущества этого метода:
- быстрый и технологичный процесс сварки труб.
- дороговизна соединительной арматуры и сварочного агрегата.
Пайка полипропиленовых труб с электрофитингом применяется строительными компаниями при выполнении больших объемов работ. В домашних условиях этот метод практически не применяется. .
Холодная сварка
Холодная сварка труб проводится с использованием специального клея … Он имеет специальный состав, смягчающий внешние поверхности соединяемых элементов.
Для этого стыки предварительно обезжиривают, затем на них наносят слой клея.После этого детали соединяются между собой, фиксируются в нужном положении и удерживаются определенное время.
Научился соединять трубы холодной сваркой по прочности не уступает диффузионной термической пайке .
- простая технология, не требующая покупки электронагревательного оборудования.
- данный способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофурнитура и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самосварке полипропиленовых труб с помощью электрического паяльника.
Инструменты и материалы
Для работы необходимо подготовить:
- специальный электрический паяльник с набором насадок соответствующего диаметра;
- роликовый резак специальный (ножницы для труб) или пила;
- напильник или острый нож для снятия заусенцев с концов труб;
- сантиметровая лента или линейка;
- маркер или мелок для разметки соединяемых деталей;
- Монтажное приспособление для пайки труб диаметром более 40 мм.
Помимо самих полипропиленовых труб и фитингов, вам также понадобятся ватные тряпки и жидкость для обезжиривания поверхностей нагревательных форсунок (ацетон, спирт и т. Д.).
Параметры и расписание сварки
Для обеспечения наилучшего качества соединения необходимо соблюдать определенные правила. Значение параметров, указанных в таблице, зависит от диаметра изделий и температуры окружающей среды.
Температура пайки трубы: 260 градусов.
Наружный диаметр, мм
Посадочная глубина, мм
Как правильно паять полипропиленовые трубы
Выслушав многочисленные советы, вы решили не нанимать мастеров для установки системы отопления и выполнить все соединения полипропиленовых труб с своими руками.Если вы уверены в успехе и умеете хорошо работать самостоятельно, то смело приступайте к подготовке и производству работы.
Со своей стороны мы расскажем, какие инструменты и приспособления необходимы для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже закуплены, остается только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента.Поскольку все соединения труб и фасонных частей из ППР выполняются пайкой, для этого вам понадобится специальный паяльник.
Примечание. Соединение деталей из полипропилена иногда называют сваркой. Чтобы не запутаться, помните, что когда речь идет о полипропиленовых трубах, существует только один способ соединения – пайка, но его часто называют сваркой. С помощью прессовых или резьбовых фитингов, как и многослойных труб, эти системы не устанавливаются.
Сварочный аппарат для работы с полипропиленовыми трубами предлагается на рынке двух типов:
- с круглым нагревателем;
- плоский нагревательный элемент.
Последний в простонародье получил прозвище «железо» из-за некоторого внешнего сходства с этим бытовым прибором. У разных сварщиков принципиальных отличий нет, только конструктивные. В первом случае насадки для тефлоновых труб надеваются и прикрепляются к утеплителю как хомуты, а во втором прикручиваются к нему с двух сторон. В остальном особой разницы нет, но функция устройства та же – пайка полипропилена.
Паяльные машины обычно продаются в комплекте с соплами.Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка под него и насадки на 3 типоразмера самых распространенных труб – 20, 25 и 32 мм. Если ваша схема отопления содержит только такие диаметры и вы не планируете паять полипропиленовые трубы где-либо, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если по расчету и схеме необходимо соединить трубы размером 40, 50 и 63 мм, то придется потратиться и приобрести еще один комплект для пайки, в котором есть соответствующие детали.Что ж, самые дорогие комплекты производятся в странах Европы, они надежны в эксплуатации и долговечны. В такие комплекты входят следующие инструменты: паяльник
- с подставкой; Паяльные жала тефлоновые
- всех диаметров, перечисленных выше; Ножницы
- для резки труб под точным углом 90º; Ключ шестигранный
- ;
- крестовая отвертка Рулетка
- ;
- перчатки.
Важно! № Поскольку пайка полипропиленовых труб – это работа с подогреваемым оборудованием, настоятельно рекомендуется всегда использовать перчатки, независимо от того, входят они в комплект или нет.Особенно это актуально для новичков, которые в 99 случаях из 100 случайно касаются нагревательного элемента.
Рабочая часть паяльника (нагревателя) любой конструкции сконструирована так, чтобы на нее можно было установить 2-3 насадки для труб малого диаметра. Это экономит много времени при работе с линиями от 20 до 40 мм.
Немного о мощности паяльного аппарата. Высокая мощность необходима для быстрого и равномерного нагрева деталей большого диаметра, который считается 63 мм и более.Для бытовых целей достаточно иметь утюг мощностью 0,7-1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, поэтому стоят дороже обычных.
Кроме утюга, следует подготовить еще один инструмент для пайки полипропиленовых труб, его состав указан в списке выше. Если в наличии отсутствуют ножницы для резки трубы под углом 90º, то для этой цели можно использовать ножовку и столярную коробку для резки под углом или сделать ее самостоятельно, руководствуясь чертежом:
Примечание.№ Когда нет ножниц для полипропиленовых труб и они разрезаются ножовкой, то стык необходимо очистить от заусенцев снаружи и внутри изделия.
Перед тем, как отрезать отрезок нужной длины, его необходимо точно пометить. Дело в том, что при подключении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определяемому рулеткой, нужно прибавить значение этой глубины, измерив ее значение с конца и поставив отметку карандашом.Поскольку технология пайки предусматривает разную глубину погружения для трубопроводов разного диаметра, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку она варьируется в этих пределах у разных производителей труб из ППР. Значение можно проверить, измерив несколько фитингов глубиномером.
При монтаже систем отопления припаивают армированные полипропиленовые трубы; они отличаются от обычных наличием слоя алюминиевой фольги, стекловолокна или базальтового волокна.Причем этот слой в изделиях разных производителей может быть выполнен по-разному. Когда арматура расположена не в центре толщины стенки, а у внешнего края, то перед пайкой полипропиленовых труб потребуется зачистка. Для этого есть специальный прибор:
Сварочный процесс
Перед началом работ нужно надеть сопла паяльника, соответствующие размеру труб, после чего включить и отрегулировать. Здесь нужно знать, при какой температуре паять полипропиленовые трубы.Большинство производителей указывают рабочую температуру 260-270 ºС, повышать ее не стоит, иначе перегрева не избежать. Недогрев также чреват некачественным и негерметичным соединением, при котором затем быстро образуется течь.
Следует понимать, что время нагрева, диаметр продукта и температура сварки взаимосвязаны. В таблице указано время сварки при стандартной температуре 260 ° C.
Примечание. Продолжительность сварки – это время до полного затвердевания пластика, когда соединение набирает максимальную прочность.
По окончании настройки утюга приступаем к сварке, следуя инструкции по пайке полипропиленовых труб:
Правильно использовать паяльник, когда он установлен на столе, поэтому рекомендуется сначала спаять несколько тренировочных стыков. После этого все возможные узлы с короткими секциями можно собрать в удобном положении. Далее следует прокладка магистралей с подключением тройников на месте, здесь уже будет сложнее. Нагретый утюг для пайки нужно будет с одной стороны надеть на уложенную трубу, а с другой натянуть тройник, удерживая устройство в подвешенном состоянии.Затем с обеих частей снимается паяльник и они состыковываются.
При прокладке магистральных трубопроводов соблюдайте последовательность монтажа секций и элементов. Начинайте сборку системы от источника тепла и идите до конца, а для соединения двух полипропиленовых труб старайтесь использовать только тройники, от которых будут идти ответвления к батареям. Используйте для этой цели муфты, если иначе невозможно. Избегайте стыков в труднодоступных местах, иначе для их завершения придется работать сразу двумя паяльниками, чтобы одновременно прогревать соединяемые детали.
Консультации. Многие производители полипропиленовых систем разрабатывают собственные инструкции по установке для своей продукции. Оттуда вы можете получить много полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленом
В силу различных обстоятельств бывает, что необходимо соединить разные виды труб, например ППР и стальные, металлопластиковые с полипропиленом и так далее. Такие ситуации случаются в квартирах, где сложно поменять сечение обычного водопровода или отопительного стояка, проложенного стальной или металлопластиковой трубой, но подключиться к нему необходимо.Это не большая проблема, просто нужно учесть, что все подобные соединения выполняются через резьбовые соединения.
Так как соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для соединения с полипропиленом удобнее брать разъемный фитинг с внешней резьбой … В свою очередь, фитинг с внешней резьбой – это припаивается к концу полипропиленовой трубы, после чего соединение скручивается традиционным способом, с намоткой из льняной или фумовой ленты.
Съемный трубный фитинг
Когда нужно разрезать металлопластиковые трубы, то удобнее всего поставить тройник с резьбовым ответвлением, куда впоследствии можно будет прикрутить фитинг, а затем припаять к нему полипропиленовую трубу . Правда, с установкой тройника придется повозиться: нужно отключить воду или опорожнить систему отопления, а потом вырезать металлопластик и установить.
Почему полипропилен нельзя сваривать с ABS
Почему полипропилен нельзя сваривать с АБС
Для сваривания двух материалов существует три основных требования.
Материалы должны быть химически совместимыми (т.е. полимерные цепи должны иметь возможность образовывать вторичные связи).
Некоторые пластики совместимы таким образом, однако в основном это разные типы аморфных пластмасс, которые совместимы друг с другом. АБС, аморфный пластик, совместим с ПВХ и ПММА. Полукристаллический пластик PP совместим только сам с собой.
Аморфный полимер имеет случайно упорядоченные полимерные цепи. Полукристаллический полимер имеет несколько аморфных (случайно упорядоченных) областей и несколько кристаллических (упорядоченных) областей.
Материалы должны иметь аналогичный индекс текучести расплава.
Чтобы полимерные цепи смешивались, расплавленный пластик должен иметь аналогичную вязкость (или толщину). Вы можете думать об этом, как о попытке смешать воду с медом. Вода довольно хорошо обтекает мед и настоящего перемешивания нет. Однако если мед нагреть (например, в горячей воде), он станет менее вязким (более жидким), и их можно будет смешать. Точно так же вода комнатной температуры не смешивается с холодным маслом, но они хорошо смешиваются, если масло нагревается.
Индекс текучести расплава – это показатель того, какой объем расплавленного пластика при определенной температуре можно протолкнуть через отверстие определенного диаметра за определенный период времени. Для этого теста используются стандарты, обеспечивающие сопоставимые измерения. Типичное требование – индекс текучести расплава должен быть в пределах 10% для смешивания под давлением.
на Интернет-ресурс с информацией о материалах:
АБС-материалов имеют диапазон текучести расплава 0.08-80 г / 10 мин
ПП материалы имеют диапазон текучести расплава 0,2-1200 г / 10 мин
Как видите, это очень широкий диапазон. Даже в пределах одного и того же основного полимера некоторые сорта материалов могут быть несвариваемыми друг с другом. Вот почему важно соблюдать осторожность при работе с несколькими сортами материалов в одной сборке.
Материалы должны иметь одинаковую температуру плавления.
При большинстве методов сварки температура стыка одинакова для обоих материалов.Следовательно, оба материала должны плавиться примерно при одинаковой температуре. В противном случае один материал расплавится, а другой – нет, и смешение полимерных цепей не произойдет.
Один из повседневных примеров этого – горячий клей. Горячий клей часто делают из пластика с низкой температурой плавления, включая полиолефины и полиуретаны. Когда горячий клей используется для изготовления дизайна на пластиках с более высокой температурой плавления, таких как, например, тефлон, склеенная форма может быть легко удалена с пластиковых поверхностей, поскольку не происходит плавления поверхности.
Можно сваривать материалы с разными температурами плавления (и скоростями текучести расплава), используя сварку горячей пластиной. Это достигается путем нагревания двух материалов до разной температуры перед их сжатием. Однако большинство методов сварки зависят от температуры стыка, одинаковой для обеих частей.
У аморфных полимеров, таких как ABS, нет строгой точки плавления. У них есть температура стеклования, после которой материал постепенно размягчается и становится менее вязким по мере добавления большего количества тепла.С другой стороны, полукристаллические материалы, такие как полипропилен, имеют как температуру стеклования, так и четкую точку плавления. Обычно температура стеклования полукристаллических материалов довольно низкая, а температура плавления довольно высока.
Температура стеклования – это температура разрыва вторичных связей в аморфных областях полимера. Температура плавления – это когда вторичные связи в кристаллических областях разрываются.
Аморфные полимеры для сварки необходимо нагревать значительно выше температуры стеклования, примерно на 160 ° C выше.Для сварки полукристаллические материалы необходимо нагреть до температуры примерно на 60 ° C выше, чем их температура плавления. Для сваривания двух материалов температура сварки должна быть в пределах 20 ° C.
Согласно Интернет-ресурсу с информацией о материалах:
АБС-материалы имеют диапазон температур стеклования 105-109 ° C.
ПП материалы имеют диапазон температур плавления 61-220 ° F.
Следовательно, АБС нельзя приваривать к полипропилену, потому что:
- Маловероятно, что полимерные цепи образуют вторичные связи
- Маловероятно совпадение диапазонов текучести расплава
- Маловероятно совпадение температур сварки
Я использую вышеупомянутое слово «маловероятно», потому что, вероятно, есть какой-то способ заставить его работать, но не способ, который будет дешевым и последовательным – оба из них жизненно важны для производства.
Примечание:
Я видел приложения, «сваривающие» два несовместимых материала, главным образом, с использованием соединения «гребень и паз», где более низкая температура плавления и менее вязкий материал заставляют язычок, который затем плавится и заполняет паз на другом материале, создавая механическое соединение. стык благодаря отличной заливке. В одном случае это сработало достаточно хорошо, чтобы обеспечить герметичное уплотнение.
Эта статья была первоначально опубликована на сайте вопросов и ответов Quora.com в ответ на вопрос: «Почему нельзя сваривать полипропилен с АБС?» С Мирандой Маркус, инженером по приложениям EWI, можно связаться по адресу mmarcus @ ewi.орг.
кристаллов | Бесплатный полнотекстовый | Влияние температуры на процесс пайки микросхемы припоем
из сплава AuGa0.031. Введение
Наряду с продолжающейся разработкой очень крупномасштабной интеграции (VLSI) и миниатюрных компонентов микросхем, инкапсуляция и сборка схем или систем использовались для реализации высокой производительности и малого форм-фактора (SFF) в электронных компонентах и системы [1,2,3,4]. Кроме того, требования к надежности электронных компонентов в быстро развивающейся авиакосмической отрасли и авиационной электронике растут.В связи с этой тенденцией герметичные швы широко используются в вооруженных силах из-за их высокой надежности [5,6]. Эвтектическая пайка часто используется в процессе герметизации из-за ее превосходной смачиваемости, текучести, технологичности, физических свойств (теплопроводность и электропроводность ), химические свойства (антикоррозионные) и механические свойства (прочность, удлинение, сопротивление ползучести, сопротивление усталости и стабильность структуры) припоя [7,8,9]. Гао [10] использовал Ti6Al4V и Inconel 718 для решения проблем сварки, Оливейра [11] использовал NiTi для решения проблем свариваемости, а ниобий использовал в качестве промежуточного слоя Оливейра [12] для предотвращения образования хрупких фаз при соединении NiTi. к Ti6Al4V.Более того, в течение длительного периода времени для инкапсуляции использовалось больше эвтектических и гипоэвтектических припоев олово-свинец; однако свинец является токсичным металлическим элементом в этих припоях, который опасен для человека и окружающей среды [13,14,15,16,17]. Для решения этой проблемы припои на основе золота [18,19] являются хорошей заменой для инкапсуляция полупроводниковых компонентов. Припои на основе золота обладают антикоррозийными и антиокислительными свойствами, хорошей текучестью и стабильны при высоких температурах. Припой из сплава Au – Ga [20] является новым материалом в этой области, с его более высокой температурой плавления, снижающей негативное влияние на пайку вторичных крышек соединений и улучшающих морфологию и механические свойства.В этом исследовании при соответствующем времени, давлении и соотношении площадей припоя и площади кристалла и при различных температурах пайки выполняется соединение между микросхемой и керамическим держателем микросхемы с выводами с 3 штырьками (CLCC-3) основанием корпуса [21 , 22,23] припоем AuGa0.03. Кроме того, выполняется анализ рентгеновских изображений, микроструктуры и фазового состава образцов.2. Экспериментальная часть
Пайка проводилась между микросхемой размером 0,38 мм × 0,38 мм × 0,29 мм и основанием оболочки CLCC-3 с внутренним размером 1.78 мм × 1,27 мм × 0,51 мм с помощью листового припоя из сплава AuGa0.03 для коммерческого использования в качестве герметизирующего материала. Для сварной герметизации использовалась бытовая станция эвтектической пайки с глубокими полостями, в которой основание корпуса, припой и микросхема были последовательно размещены на станции для работы при пяти различных температурах пайки, а именно: 360 ° C, 380 ° C, 400 ° C. ° С, 420 ° С и 440 ° С. В процессе пайки отношение площади припоя к площади кристалла, время пайки и давление были установлены как 1.2, 15 с и 20 г соответственно.
Прочность соединения на сдвиг была проверена с помощью прибора для измерения силы сдвига. Система обнаружения рентгеновских лучей использовалась для наблюдения за макроморфологией образцов. Фазовый состав соединения был проанализирован с помощью XRD. Сканирующий электронный микроскоп, снабженный приставкой энергодисперсного спектрометра (EDS), использовался для изучения микроморфологии и распределения элементов в образцах.
3. Результаты
В этом эксперименте был использован домашний стол для эвтектической пайки с глубокими резонаторами, который был разработан независимо; он был оснащен функцией контроля температуры (максимальная рабочая температура 600 ° C ± 0.5 ° C), функция защиты от азота и водорода, функция ультразвука и функция давления на ножку, как показано на рисунке 1. Платино-родиевая термопара с высокой стабильностью использовалась для измерения температуры поверхности нагрева, а затем температура регулировалась. при температуре пайки 360 ° C, 380 ° C, 400 ° C, 420 ° C и 440 ° C максимальная прочность на сдвиг стыков для пайки микросхем составляла 5,23 Н, 7,52 Н, 9,25 с.ш., 11,23 с.ш. и 6.71 N соответственно. Когда температура пайки постепенно увеличивалась, припой AuGa0.03 можно было расплавить более тщательно, и поэтому было более полезно намочить и распределить припой по поверхности микросхемы для образования плотного соединения. Кроме того, была увеличена прочность сварного соединения на сдвиг. Однако, если температура была слишком высокой, прочность соединения на сдвиг резко снижалась, что объяснялось пережиганием. Рентгеновские изображения образцов для пайки микросхем при различных температурах пайки показаны на рисунке 2, а морфология поперечного сечения образцов показана на рисунке 3.Из рисунков 2 и 3 можно понять, что при температуре пайки 360 ° C припой AuGa0.03 не расплавился в достаточной степени из-за низкой температуры; кроме того, растекание припоя по поверхности микросхемы было неудовлетворительным, и появлялись дыры. При повышении температуры припой расплавлялся более полно, что приводило к лучшему смачиванию поверхности. Качество сварного соединения было довольно хорошим, но чем выше температура, тем больше на стыке образовывалось отверстий из-за перегорания.4. Обсуждение
Фазовая диаграмма Au – Si показана на рисунке 4 [24]. Это показывает, что Au и Si не растворимы между собой и что никаких соединений не образуется. Температура эвтектики составляет 363 ± 2 ° C, а точка эвтектики – 19,0 ± 0,5%. Au – Si – это в основном комбинация физики, за исключением нескольких когерентных зерен. В процессе пайки Au и Si взаимно диффундируют при высокой температуре, образуя поверхность раздела пайки, и существует очевидная ориентация кристаллов, когда Si диффундирует в Au.XRD дифракция соединений при различных температурах пайки показана на рисунке 5. Анализ показывает, что состав соединения состоит в основном из Au и Si, и что фазовый состав соединений при различных температурах абсолютно одинаков; меняются только относительные интенсивности дифракционных пиков. Пики дифракции от метастабильных фаз, таких как Au7Si, Au5Si и Au3Si, не наблюдаются из-за относительно высоких температур пайки (все выше, чем температура эвтектики Au – Si), а разложение метастабильной фазы приводит к образованию первичной фазы Au и Si, которые способствуют стабильности и прочности соединений.Эвтектическая реакция Au – Si по уравнению (1) [25] происходит в основном в процессе эвтектической пайки чипа. На рис. 6 представлены СЭМ-изображения, отражающие микроструктуру соединений при различных температурах пайки. Соединение, расположенное рядом с чипом, имеет эвтектическую структуру Au + Si, соединения из других металлов не образуются, а в нем распределены некоторые дырки из-за большой разницы плотностей между жидкой фазой Au – Si (18,64 г / см3) и Si (2,33 г / см3). Объем, потребляемый реакцией Si, не может быть компенсирован эвтектической жидкой фазой Au – Si, образующейся в процессе связывания.С другой стороны, в жидкой фазе Au – Si наблюдается большая объемная усадка и высокие термические напряжения. На рисунке видно, что при температурах пайки 360 ° C и 380 ° C в стыке появляется ряд больших отверстий; большинство отверстий приблизительно канального типа с шириной около 1 мкм и длиной около 5-6 мкм. Эти дырочные образования возникают из-за низкой температуры. Припой AuGa0.03 недостаточно плавится при низкой температуре, а плохое смачивание и растекание припоя по поверхности микросхемы приводит к недостаточной плотности в структуре.При температуре пайки 400 ° C количество канальных полостей в стыке уменьшается. Поскольку температура пайки не достигла температуры процесса, иногда появляются большие отверстия; когда температура пайки составляет 400 ° C, небольшие ячеистые отверстия разбросаны по большей части вокруг стыков, а иногда некоторые большие отверстия отсутствуют. При этой температуре процесса припои можно полностью расплавить и хорошо смочить чип, а структура соединения будет более плотной.Однако, когда температура достигает 440 ° C, припой быстро плавится из-за относительно высокой температуры и не может образовывать хорошее и плотное соединение с микросхемой. Ширина паяльного шва мала, и видны более крупные отверстия. Поперечные сечения образцов микросхем, припаянных при различных температурах, были проанализированы методом энергодисперсионной спектроскопии. Области, выбранные для строчного сканирования и спектрального анализа EDS, показаны на рисунке 7 и показывают, что в процессе пайки Au и Si диффундируют при высокой температуре, образуя поверхность раздела пайки.Диффузионная пайка проводилась припоем AuGa0.03 на верхнем слое кремниевого кристалла. Толщина взаимной диффузии составляет примерно 2 мкм при низких температурах, тогда как толщина взаимной диффузии составляет примерно 4 мкм при 440 ° C. Один или несколько пиков кремния были обнаружены в образце при этом испытании после первой нижней точки, достигнутой Si, диффундировавшим в припой AuGa0,03. Эти пики возникли из-за того, что в стыке имеется несколько ямок, заполненных порошком Si после приготовления образца.Соединение должно представлять собой эвтектику из Au и Si, и припой AuGa0,03, содержащийся в каждом образце, был расплавлен из готового продукта толщиной 50 мкм до толщины примерно 20 мкм, но Ga не был обнаружен EDS, поскольку состав Ga был крайне низкий. При пайке между золотым защитным слоем на поверхности основания и припоем AuGa0,03 произошла эвтектическая реакция. В соответствии с определенными температурными параметрами для сравнения было взято 20 образцов, и показаны соответствующие значения прочности на сдвиг соответствующих микросхем. в таблице 1.При повышении температуры пайки припой AuGa0.03 плавится более полно, легче растекается по поверхности микросхемы, а затем образует плотное соединение, а также увеличивается прочность сварного соединения на сдвиг. Однако при слишком высокой температуре прочность соединения на сдвиг резко падает, что может быть вызвано перегревом в процессе пайки. Когда температура пайки составляет 400 ° C, микросхема имеет лучшую сварочную прочность, а ее максимальная сила сдвига может достигать 10,12 Н, и она может не только соответствовать требованиям внутренней структуры, но и намного превышать стандарт прочности на сдвиг 2н под областью микросхемы, которые могут соответствовать требованиям прочности на сдвиг при сварке стружкой.
5. Выводы
Результаты этого исследования показывают, что на сопротивление сдвигу соединения может влиять температура пайки, влияя на микроструктуру соединения. На фазовый состав не влияет изменение температуры пайки, и все соединительные структуры представляют собой эвтектическую структуру Au + Si, в то время как эвтектическая реакция Au-Si происходит во время процесса пайки. Осаждения метастабильных фаз, таких как Au7Si, Au5Si, Au3Si и т. Д., Не обнаружено, и, таким образом, это способствует стабильности для повышения прочности соединения.При постепенном повышении температуры пайки эвтектическая структура Au + Si становится все плотнее и плотнее, а исходные большие отверстия канального типа в структуре трансформируются в диффузно распределенные мелкие ячеистые отверстия, которые могут улучшить механические свойства.
Вклад авторов
Концептуализация, Z.Z., G.G., C.C .; методология, З.З., Г.Г .; расследование, З.З., Г.Г., Ю.П., В.Л. и M.J .; курирование данных, Z.Z. и G.G .; формальный анализ, З.З., Г.Г., М.J., C.C. и Ю.П .; валидация, W.L. и L.Z .; визуализация, W.L. и L.Z .; написание-оригинал черновика, З.З. и G.G .; написание – просмотр и редактирование, Z.Z., and G.G .; администрирование проекта, C.C .; контроль, C.C. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование финансировалось ключевым проектом НИОКР провинции Шаньдун, номер гранта 2018GGX101014 и 2018CXGC0811.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Wang, X.G .; Ren, H.Y .; Zhu, M .; Li, R.D .; Шу, H.L. Исследование β-SICP / Al электронного упаковки композитов изготавливают путем безнапорной пропитывающей. Adv. Матер. Res. 2012 , 490, 3816–3821. [Google Scholar] [CrossRef]
- Haeper, C.A. Справочник по электронным материалам и процессам, 3-е изд .; Макгроу-Хилл: Нью-Йорк, Нью-Йорк, США, 2005; С. 88–92. [Google Scholar]
- Arai, H. Integrated Circuit, 2-е изд .; Science Press: Пекин, Китай, 2000; стр.51–60. [Google Scholar]
- Shi, Y.W .; Xia, Z.D .; Chen, Z.G .; Лей, Ю. Новые достижения в исследованиях припоев для электронной сборки. Электронная технология обработки 2001 , 22 (4), 139–143. [Google Scholar]
- Rabaey, J.M .; Chandrakasan, A .; Николич, Б. Цифровые интегральные схемы: перспектива дизайна, 2-е изд .; Издательство электронной промышленности: Пекин, Китай, 2004 г .; С. 35–40. [Google Scholar]
- Балига, Б.Дж. Будущее технологии силовых полупроводниковых устройств.Proc. IEEE 2002 , 89, 822–832. [Google Scholar] [CrossRef]
- Tang, T .; Чжан, X .; Сюй, З.З.Дж. Прогресс и тенденции исследований электронных упаковочных материалов. J. Nanjing Univ. Technol. Nat. Sci. Эд. 2010 , 32, 105–110. (на китайском языке). [Google Scholar]
- Xiu, Z.Y .; Zhang, Q .; Wu, G.H .; Сонг, M.H .; Чжу, Д.З. Композиты с металлической матрицей AlSiC и их применение в корпусах микроэлектроники. Электрон. Packag. 2006 , 6, 16. [Google Scholar]
- Хуанг, М.L .; Pan, J.L .; Ma, H.T .; Чжао, Н. Межфазные реакции последовательно гальванических пленок Au / Sn / Au на Si-чипах. Матер. Sci. Technol. 2012 , 28, 837–843. [Google Scholar] [CrossRef]
- Gao, X.L. Сварка разнородных металлов Ti6Al4V и Inconel 718 с помощью технологии эвтектической реакции, вызванной импульсной лазерной сваркой. Int. J. Adv. Manuf. Technol. 2018 , 96, 1061–1071. [Google Scholar] [CrossRef]
- Oliveira, J.P .; Miranda, R.M .; Браз Фернандес, Ф. Сварка и соединение сплавов NiTi с памятью формы: обзор.Прог. Матер. Sci. 2017 , 88, 412–466. [Google Scholar] [CrossRef]
- Оливейра, Дж. П. Лазерное соединение NiTi с Ti6Al4V с использованием промежуточного слоя из ниобия. Acta Mater. 2016 , 105, 9–15. [Google Scholar] [CrossRef]
- Cheng, S .; Huang, C.M .; Печт, М. Обзор бессвинцовых припоев для электроники. Микроэлектрон. Надежный. 2017 , 75, 77–95. [Google Scholar] [CrossRef]
- Bath, J .; Handwerker, C .; Брэдли, Э. Альтернативные бессвинцовые припои.Сборка схем. 2000 , 5, 31–40. [Google Scholar]
- Ли, Северная Каролина. Тщательный анализ альтернативных бессвинцовых припоев. Сборка схем. 1998 , 4, 64–71. [Google Scholar]
- Cary, H.B .; Хельцер, С.С. Современные сварочные технологии, 2-е изд .; Химическая промышленность Press Co., Ltd .: Пекин, Китай, 2010 г .; С. 1–26. [Google Scholar]
- Richards, B.P. Законодательство без свинца, 1-е изд .; Национальная физическая лаборатория: Лондон, Великобритания, 2002; С. 11–15. [Google Scholar]
- Чанг, Х.М .; Chen, C.M .; Lin, C.P .; Чен, К.Дж. Эволюция микроструктуры припоя Au – 20 мас.% Sn на медной подложке во время оплавления. J. Alloy. Compd. 2009 , 485, 219–224. [Google Scholar] [CrossRef]
- Zhou, T .; Bobal, T .; Уд, М .; Цзя, С. Введение в эвтектический припой Au / Sn и его преформы в приложениях для микроэлектроники / оптоэлектронной упаковки. Электрон и упаковка. 2005 , 5, 5. [Google Scholar]
- Liu, J.M .; Guo, C.P .; Li, C.R .; Ду, З.М. Термодинамическая оценка системы Au – Ga.J. Alloy. Compd. 2010 , 508, 62–70. [Google Scholar] [CrossRef]
- Goswami, A.P .; Рой, С .; Дас, Г. Влияние порошка, химического состава и морфологии на диэлектрические свойства жидкофазного спеченного оксида алюминия. Ceram. Int. 2002 , 28, 439–445. [Google Scholar] [CrossRef]
- Yin, Y.S .; Чжан, Дж. Д. Керамика из глинозема и ее композиты, 2-е изд .; Химическая промышленность Press Co., Ltd.: Пекин, Китай, 2001 г .; С. 93–102. (на китайском языке) [Google Scholar]
- Zhang, Y.ЧАС.; Zhang, P .; Zhou, Y.B .; Ван, Дж. Л. Применение и новейшие разработки керамических красителей. Керамика 2000 , 5, 25–27. (на китайском языке). [Google Scholar]
- Chao, B .; Chae, S.H .; Zhang, X.F .; Lu, K.H .; Im, J .; Хо, П.С. Исследование параметров диффузии и электромиграции интерметаллидов Cu-Sn в бессвинцовых припоях с использованием моделированного отжига. Acta Materialia 2007 , 55, 2805–2810. [Google Scholar] [CrossRef]
- Gan, H .; Choi, W.J .; Сюй, Q .; Ту, К.N. Электромиграция в паяных соединениях и линиях пайки. J. Electron. Матер. 2002 , 54, 34–37. [Google Scholar]
Рисунок 1. Стол для эвтектической пайки с глубокими полостями.
Рисунок 1. Стол для эвтектической пайки с глубокими полостями.
Рисунок 2. Фотографии образцов при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C ( и ).
Рисунок 2. Фотографии образцов при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C ( и ).
Рисунок 3. Морфология поперечного сечения образцов при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C. ° С ( e ).
Рисунок 3. Морфология поперечного сечения образцов при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C. ° С ( e ).
Рисунок 4. Фазовая диаграмма Au – Si [24]. Условные обозначения: Жидкость, жидкость. Рисунок 4. Фазовая диаграмма Au – Si [24]. Условные обозначения: Жидкость, жидкость.Рисунок 5. Схемы соединений при разных температурах пайки.
Рисунок 5. Схемы соединений при разных температурах пайки.
Рисунок 6. СЭМ-изображения соединений при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C ( и ).
Рисунок 6. СЭМ-изображения соединений при различных температурах пайки: 360 ° C ( a ), 380 ° C ( b ), 400 ° C ( c ), 420 ° C ( d ) и 440 ° C ( и ).
Рисунок 7. Морфология СЭМ и линейное сканирование энергодисперсионной спектроскопии (EDS) образцов, сваренных при 360 ° C ( a , b ) и 380 ° C ( c , d ). Морфология SEM и линейное сканирование EDS образцов, сваренных при 400 ° C ( e , f ), 420 ° C ( g , h ) и 440 ° C ( i , j ) .
Рисунок 7. Морфология СЭМ и линейное сканирование энергодисперсионной спектроскопии (EDS) образцов, сваренных при 360 ° C ( a , b ) и 380 ° C ( c , d ).Морфология SEM и линейное сканирование EDS образцов, сваренных при 400 ° C ( e , f ), 420 ° C ( g , h ) и 440 ° C ( i , j ) .
Таблица 1. Программа испытаний пайки микросхем при различных температурах.
Таблица 1. Программа испытаний пайки микросхем при различных температурах.
| Группа No. | Температура (° C) | Максимальное усилие сдвига (Н) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T1 | 360 | 5.23 | |||||||||||||
| T2 | 380 | 7,52 | |||||||||||||
| T3 | 400 | 9,25 | |||||||||||||
| T4 | 420 | 10,12 | 8 © 2020 Авторы. Лицензиат MDPI, Базель, Швейцария. Эта статья представляет собой статью в открытом доступе, распространяемую в соответствии с условиями лицензии Creative Commons Attribution (CC BY) (http: // creativecommons.org / licenses / by / 4.0 /).Часто задаваемые вопросы | Bondic®Можно ли брать с собой Bondic ® детям?Нет риска неконтролируемого и опасного приклеивания кожи. Тем не менее, мы рекомендуем использовать Bondic ® только детям старше 12-13 лет. Может ли Bondic ® затвердеть в местах с недостаточным освещением? Можно ли герметизировать контейнеры Bondic ® (трещины, трещины)? Могу ли я изменить конструкции Bondic ® , добавив к ним позже дополнительный материал (Bondic ® )? Можно ли обрабатывать Bondic ® после его затвердевания (фрезерование, полировка, лакирование)? Каков температурный диапазон Bondic ® ? Могу ли я соединить детали с Bondic ® с очень маленькими контактными поверхностями? Можно ли покрывать (покрывать) предметы, на которые нанесено покрытие Bondic ® , для повышения устойчивости? Можно ли окрасить Bondic ® перед отверждением? Как удалить Bondic ® с гладких поверхностей? Могу ли я использовать Bondic ® в качестве изоляционного материала? Можно ли использовать Bondic ® на влажных поверхностях или под водой? Могу ли я исправить ногти Bondic ® ? Что происходит с Bondic ® , оставленным на открытом воздухе? Могу ли я использовать Bondic ® для соединения объектов, находящихся в движении относительно друг друга после ремонта? В чем разница между клеем Bondic ® и УФ-клеем? Что химически происходит с жидкостью в Bondic ® под воздействием УФ-излучения? Чем Bondic ® отличается от других клеев или клеев УФ-отверждения? Каков срок хранения Bondic ® в закрытой упаковке? Каков срок хранения сварочного аппарата / вещества в открытом блоке? Есть ли список веществ, с которыми Bondic ® связывается и не связывается? Насколько полезна одна пробирка Bondic ® ? Можно ли мыть Bondic ® в посудомоечной машине? Можно ли стереть Bondic ® с поверхностей, пока он еще находится в жидкой форме? Срок службы батареи такой же, как у устройства открывания ворот гаража или любого фонарика с батарейным питанием. Вы можете рассчитывать примерно на 8 часов полного использования светодиодной лампы, а вы используете ее только 4 секунды за раз! Вы можете заменить батарею, но автоматическое производство этих предметов не делает это удобным. Безопасен ли Bondic ® для пайки электронных плат? Или Bondic ® – проводящий пластик? При нанесении на гладкие поверхности кажется, что он отслаивается целиком или легко скалывается, но что, если поверхность шероховатая? Вы случайно не тестировали продукт ODDY? Can Bondic ® склеивает разнородные материалы.Особенно ударопрочный полистирол и наждачная бумага? Насколько хорошо Bondic ® работает с трубками из ПВХ, кевлара или полипропилена? Нет, отверждение на 100% определяется УФ-светом. Если на пути есть молекула воды, она затвердеет вокруг этой молекулы. Есть ли рекомендуемый растворитель для удаления маслянистости поверхности без ослабления самого сцепления? Каков срок хранения Bondic ® ? Можно ли с помощью этого соединить два полиэтиленовых брезента вместе? На какой длине волны отверждается жидкость? Может ли отвержденный материал выдерживать термическое напряжение от 0 ° C до 100 ° C в течение нескольких циклов? Используется ли ваш продукт в настоящее время в каких-либо промышленных / производственных приложениях? Почему в моем наборе нет длинного оранжевого аппликатора, салфетки для очистки и файла (как показано на всех видео)? Есть ли у Bondic ® паспорт безопасности материалов, который я могу просмотреть? Да, мы производим жидкость Bondic ® в США, различные компоненты и детали производятся в разных странах, но для каждого рынка мы стараемся сохранить как можно больше продукции и материалов, чтобы они были как можно более локальными. Могу ли я использовать Bondic ® для ремонта треснувших молоточков электрического пианино? Станет ли продукт Bondic ® опасным для здоровья при контакте с пищевыми продуктами и может ли он выдерживать тепло кипящей воды? Можно ли использовать Bondic ® для ремонта трещины в пластиковом бункере (баке) на тачке? Может ли Bondic ® восстановить разрыв в полиэтиленовом брезенте и можно ли его использовать для соединения двух брезентов вместе? У меня сломалась старая оловянная ложка рядом с чашей ложки.Подойдет ли Bondic ® для его ремонта? Мне интересно, доступна ли жидкость, используемая в вашем продукте, в больших количествах? Будет ли этот продукт приемлемой заменой термоусадочной трубки или изоленты в системах с напряжением 12 В? Говоря о приемлемой степени твердости, означает ли это, что материал подвергался воздействию полимеризационного света в течение короткого периода времени и остается частично затвердевшим? Не вызовет ли это проблемы с целостностью связи? При какой температуре спаиваются полипропиленовые трубы »МеталлургпромНе забывайте проверять герметичность свариваемых участков перед тем, как начать полноценное использование водопровода. Обращаясь к специалистам по бурению, вы должны знать, что вас ждет. Исследование водной глубины, если оно будет выполнено профессионально, не повлечет за собой серьезных изменений ландшафта. Но незаметно сверлить нельзя. Обычно схема такая:
Сам процесс бурения скважины включает извлечение грунта. Он выталкивается наружу под действием воды или воздуха (в зависимости от конкретной модели оборудования), подаваемого под сильным давлением. Заказать буровые работы для водоснабжения можно через сайт BSV https://bsvenergy.uaprom.net/. Различия между двухколонными и одноколонными скважинамиОбратите внимание, что колодец может иметь несколько вариантов конструкции. Их называют одноколонными и двухтрубными или однотрубными и двухтрубными.Первый вариант предполагает опускание металлической опалубки в только что выкопанную штольню. После металлической трубы начинается известняковая скважина меньшего диаметра. Это значительно снижает стоимость всего процесса. Второй способ посложнее. Металлическая колонна стыкуется с пластиковой, контакт воды с металлом полностью исключен. Этот способ сложнее и дороже, но вода из такого колодца будет намного лучшего качества. Дело в том, что металл вполне способен постоянно контактировать с водой, однако, если уровень упадет (а колебания будут происходить с завидной регулярностью), начнется процесс окисления.Кожух заржавеет и может выйти из строя через пять лет. Кроме того, скважина прямо в скале всегда может выйти из строя. Достаточно небольшого оползня, чтобы насос заклинил. Получить его будет практически невозможно. Таким образом, основная экономия может привести к бурению новой скважины и приобретению оборудования. Какие преимущества бурения под ключПреимущества бурения под ключ очевидны. Если делать все по отдельности, придется искать рабочих с оборудованием, изучать разновидности насосов и фильтров, беспокоиться об их совместимости.Обратившись к профессионалам, например, в компанию BSV, вы полностью избавитесь от этих неудобств. Специалистов:
Так как скважина не бурят год-два, лучше сразу вложить большую сумму в систему водоснабжения, чем тратить деньги и время на ремонт в будущем.Плохо выполненные буровые работы кажутся дешевыми. Они гарантированно доставят множество неудобств и проблем, на решение которых потребуются большие деньги. Полипропиленовая труба может похвастаться впечатляющими усовершенствованиями по сравнению с медной или стальной трубой (химически инертна, никогда не подвергается коррозии, выдерживает экстремальные температуры и просто потрясающе выглядит)Полипропиленовая труба: она легкая, долговечная, с ней легко работать, она имеет прохладный зеленый и синий цвет.Как и все производители напитков, крафтовые пивоварни требуют тяжелого оборудования.Помимо типичных бизнес-задач, связанных с конкуренцией, укомплектованием персоналом, регулированием, соблюдением требований и COVID-19, крафтовые пивовары также должны создать значительную внутреннюю инфраструктуру для создания и доставки своей продукции. Это означает покупку (среди прочего) котлов, кег, бойлеров, линий розлива и консервирования, конвейеров, систем охлаждения, резервуаров для хранения, резервуаров для ферментации, холодильного оборудования и систем очистки сточных вод. В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов. Трансформация трубопроводовХотя многие элементы процесса пивоварения сохранялись веками, трубопроводная промышленность изменила эффективность и надежность систем, используемых для производства и транспортировки продуктов. Точно так же, как многие владельцы пивоварен производят исключительные, уникальные продукты, полипропиленовые трубопроводы революционизируют способы трубопроводов на крафтовых пивоварнях. Применения полипропилена включают в себя трубопроводы для гликоля, бытового водоснабжения, сжатого воздуха, отопления и охлаждения, а также трубопроводы для CO2.Некоторые полипропиленовые трубы, внесенные в список NSF / ANSI 51 для пищевых продуктов, могут даже использоваться для транспортировки готовой продукции. Как химически инертный материал, полипропилен не выщелачивается и не влияет на вкус или запах жидкости, которую он транспортирует. Значительный апгрейдВо многих крафтовых пивоварнях полипропилен представляет собой значительную модернизацию металлических труб, таких как медь или сталь. Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Он никогда не накипит и не подвергнется коррозии, со временем он не станет хрупким и не сломается при воздействии экстремальных температур. Традиционные трубопроводные материалы требуют сварки, которая может быть трудоемкой, дорогой и может выделять вредные летучие органические соединения в окружающую среду, или использовать посторонние вещества (например, клей или припой) или механические соединения (например, прокладки и резьбы) для соединения труба и фитинги. С другой стороны, полипропиленовые трубы соединяются плавлением – быстрым и надежным процессом, позволяющим получить бесшовные соединения.Для образования соединения материал нагревают, соединяют вместе под давлением, а затем дают остыть. Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет более 50 лет. Дополнительные преимуществаСоединение раструбом (верхнее фото) и соединение встык (вверху) – это два метода, которые используются для постоянного соединения полипропиленовых труб без сварки, клея, растворителей или припоя.Полипропилен до 70 процентов легче стальной трубы (в зависимости от размера и толщины стенки трубы) и с соответствующими инструментами для термической сварки может быть легко установлен в подвесных местах, обычных для пивоваренных заводов с чанами для брожения. Чтобы приспособиться к расширению системы по мере роста пивоваренных заводов, полипропилен предлагает выходы для сварки, которые можно добавить путем просверливания в трубу и вварки фитинга непосредственно в стенку трубы. Многие марки полипропиленовых труб устойчивы как к высоким, так и к низким температурам и безопасны для использования практически в любой части системы. Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля. Для справки, некоторые части процесса пивоварения требуют температуры до 24 ° F. Это требует от пивоваров использования гликоля в линиях, соединяющих технологические чиллеры с чанами для брожения. Их главное – найти материал, который сможет транспортировать охлажденную жидкость без использования флюсов или клея. Флюс, используемый при пайке меди, может вызвать загрязнение линии, а гликоль может ухудшить клей, который используется для соединения некоторых других материалов труб (например, ХПВХ). Благодаря этому труба из термоплавкого полипропилена идеально подходит. Кроме того, процессу термического плавления полипропилена можно научить всего за несколько часов практически любого, кто обладает способностями к механике и понимает системы трубопроводов. Наряду с квалифицированной поддержкой и надзором это может позволить пивоваренным заводам обучать свой персонал работе с установками термоядерного синтеза или ремонту. Наконец, поскольку многие крафтовые пивоварни и их клиенты заботятся об окружающей среде, они могут оценить тот факт, что полипропиленовая труба более чистая в производстве, чем стальная труба, а также на 100% пригодна для вторичной переработки по истечении длительного срока службы. Реальные результатыПолипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Полипропиленовая труба была выбрана крафтовыми пивоварами в Северной Америке. Комментарии самих пивоваров свидетельствуют об эффективности полипропилена в пивоварении. «Как стартап, вам нужно экономить деньги, когда это возможно, и рабочая сила – это та область, где мы могли бы это сделать», – сказал Адлер Ленц, партнер Smith & Lentz Brewing Co., Нэшвилл, где полипропиленовая труба была выбрана для системы охлаждения гликоля на пивоваренном заводе. «Цена на медь составляла около 20 000 долларов, а для стартапа это большая разница. Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно. Благодаря этому мы сэкономили около 12 000 долларов ». Eventide Brewing, Атланта, выбрала полипропилен для своей системы охлаждения на основе гликоля. «У нас не было ни одной утечки, даже небольшой утечки», – сказал Натан Коуэн, генеральный директор.«Наш следующий проект будет в 10 раз больше, чем у нас сейчас, и мы планируем использовать [полипропилен] при расширении». Эпическая сагаEpic Brewing Co. была основана в Солт-Лейк-Сити в 2009 году. В 2012 году Epic открыла новый филиал в Денвере, а в 2019 году предприняла расширение производства в Денвере, в результате чего количество бродильных чанов в этом месте увеличилось более чем в три раза. Полипропиленовая труба использовалась на всех этапах развития пивоварни. «Для нас это весь полипропилен с тех пор, как мы установили его в Солт-Лейк-Сити», – сказал Джордан Шупбах, директор по пивоварению.”Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его”. КомпанияMajor Heating & Air Conditioning, Денвер, установила 100 футов полипропиленовой трубы на расширении производственной базы Epic в Денвере. В компании работают пять технических специалистов, обученных термоядерному плавлению. Тодд Рамер, менеджер по обслуживанию компании Major, сказал, что полипропиленовая труба предлагает множество преимуществ не только для пивовара, но и для подрядчика по установке, включая легкий вес и экономию времени на установку. «С точки зрения подрядчика, это действительно лучше беговой стали или меди», – сказал Рамер. «Он настолько легкий, что я могу изготовить и повесить 3 дюйма. сам по себе. Но самое главное – это сэкономленное время. Это астрономически по сравнению со сваркой и пайкой. Я выбил последнее расширение на Epic за полторы недели. Если бы я сделал это сваркой стали, это заняло бы три или четыре недели ». Рамер также отметил, что с полипропиленом легко подключиться к существующим линиям.Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки. «Гораздо проще расширить существующие [полипропиленовые] линии, чем стальные линии», – отметил он. Другие крафтовые пивоварни выбрали полипропиленовые трубы для систем геотермального отопления (Arbor Brewing Co., Ипсиланти, Мичиган), для систем горячего и холодного водоснабжения (Main Street Brewing Co., Ванкувер, Британская Колумбия) или для Founder’s Brewing Co.в Гранд-Рапидс, штат Мичиган, – инновационная система рекуперации тепла, которая позволяет пивоварне использовать тепло, выделяемое в процессе пивоварения, для обогрева помещений пивоварни площадью 75 000 кв. футов. «Мы выбрали [полипропилен] из-за его уникальной способности работать с жидкостью при температуре 80–120 ° F с минимальным расширением и сжатием», – сказал Брэд Строус, менеджер по работе с клиентами компании Seaman’s Mechanical, Гранд-Рапидс, штат Мичиган, компании Founder’s System. «Процесс сплавления также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости.” ЗаключениеВ конечном счете, многие крафтовые пивоварни создаются опытными новаторами, которые страстно желают создавать продукты, отличающиеся своей уникальностью и исключительно высоким качеством. Хотя они основаны любителями пива, а не экспертами по трубам, среди крафтовых пивоваров растет осознание того, что полипропиленовые трубы можно использовать разными способами на пивоваренном заводе, чтобы помочь владельцам достичь своих целей совершенства. |