Полипропиленовые трубы — пайка своими руками, сварочные аппараты
Содержание
- Методы соединения
- Сварочные аппараты
- Технологии
- Подготовительные работы
- Температура пайки
- Как правильно паять?
- Как долго греть?
- Пошаговое проведение работ
- Пайка на сложных участках
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединенияПластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык.
 Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру. - Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
 Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.
Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.Сварочные аппаратыМуфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
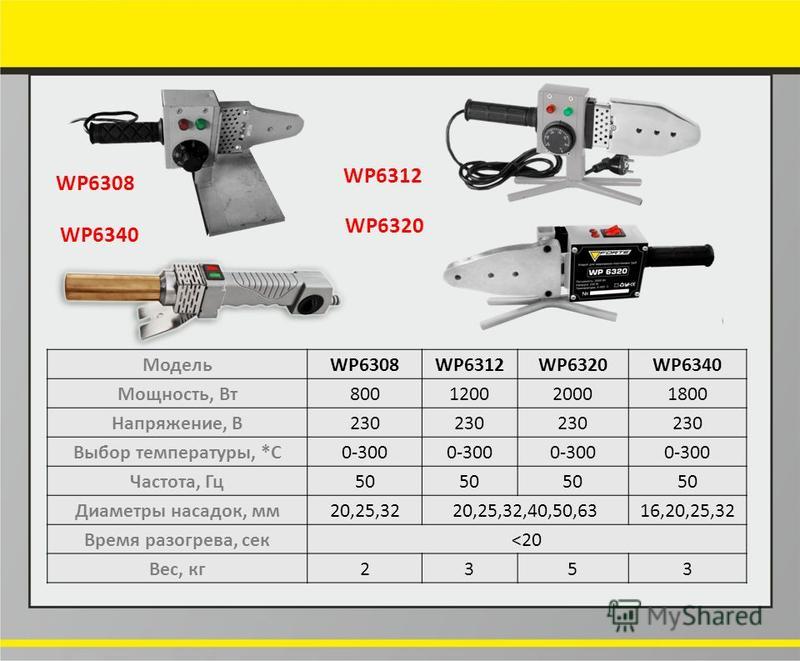
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницамиПодготовительные работыПеред монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.

Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайкиЧтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок.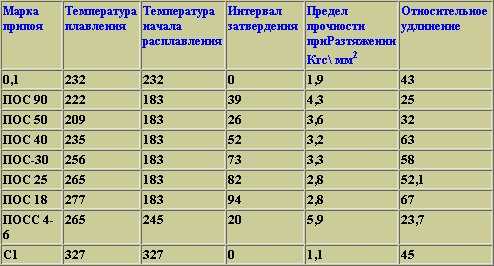 Процесс нагревания зависит от нескольких факторов:
Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений. Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
- После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
 Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работПайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.
- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.

Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участкахДалеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Поиск правильной температуры сварки для вашего проекта по сварке пластмасс — статьи
21. 06.2019
06.2019
У каждого пластика есть набор параметров (температура, давление, время/скорость), при которых его следует сваривать. Однако идеальная температура для нанесения может варьироваться в зависимости от условий окружающей среды. Если вы выполняете сварку в условиях, далеких от идеальных, единственный способ найти идеальную температуру сварки для вашего проекта — это метод проб и ошибок. Если сварка проводится на открытом воздухе, обязательно периодически в течение дня выполняйте пробные сварные швы, чтобы убедиться, что температура установлена правильно, так как окружающая среда может меняться со временем.
Помня об этом, вот несколько рекомендаций, которые помогут вам сузить начальную температуру в зависимости от свариваемого материала:
Материал | Темп. горячего воздуха. (°С) | Расход воздуха (л/мин |
Полиэтилен высокой плотности | 300 – 320 | 40 – 50 |
ПП | 305 – 315 | 40 – 50 |
НПВХ | 330 – 350 | 40 – 50 |
ПВХ-Х | 340 – 360 | 40 – 50 |
ПВХ-П | 300 – 370 | 40 – 50 |
ПММА | 320 – 370 | 40 – 60 |
ПВДФ | 365 – 385 | 45 – 55 |
Сварка другого пластика? См. наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
Имеются также индикаторы, помогающие определить правильную температуру. Конечным признаком правильной температуры сварки является прочный сварной шов
Индикаторы: температура сварки слишком ВЫСОКАЯ
- Материал обесцвечивается, подгорает или сгорает
- ПП и ПЭ – материал с обеих сторон сварного шва имеет блестящую поверхность
- ПВХ – материал с обеих сторон сварного шва имеет матовую поверхность или коричневый цвет
- Ручная сварка — сварочный стержень полностью сплющен или смазан
- Наличие дыма — дым является признаком слишком высокой температуры сварки
Индикаторы: температура сварки слишком НИЗКАЯ
- Сварной шов легко рвется
- Ручная сварка – сварочный стержень сохраняет большую часть своей первоначальной формы (почти не сплющивается) и не проникает глубоко в основной материал
- Экструзионная сварка — при контроле материала в зоне предварительного нагрева перед сварочным аппаратом проплавление менее 0,5 мм
Индикаторы: Температура сварки ХОРОШАЯ
- ПП и ПЭ – материал с обеих сторон сварного шва матовый
- ПВХ – материал с обеих сторон сварного шва имеет блестящую поверхность
- Ручная сварка — сварочный стержень частично сплющен и может иметь небольшой валик, спускающийся по обеим сторонам сварного шва.
- Примечание. Это также зависит от надлежащего давления при сварке
- Экструзионная сварка — при зондировании материала в зоне предварительного нагрева перед сварочным аппаратом глубина провара составляет примерно 0,5 мм
Прочтите нашу статью об оценке сварочного шва, чтобы узнать, на что обращать внимание при сварке.
Первоначально опубликовано: 22.10.2014
Как правильно паять трубы PPR?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этого. Полипропиленовые трубы и фитинги к ним относительно дешевы. Соединение штуцера и трубы потом не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника – залог успеха.
Технология пайки
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагреве – он переходит в состояние, которое можно сравнить с глиной. Когда материал остывает, его структура резко затвердевает. По-научному этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта сращивания полипропиленовых труб, то это покажется невероятно легким.
Когда материал остывает, его структура резко затвердевает. По-научному этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта сращивания полипропиленовых труб, то это покажется невероятно легким.
Методы пайки
Теперь припаяйте двумя способами. Муфтовая пайка – это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которого больше двух свариваемых изделий. Этот метод используется, когда свариваемая труба имеет диаметр менее 63 мм.
Видео пайка – это просто соединение двух смежных граней труб без каких-либо дополнительных сторонних элементов. Этот вариант предпочтительнее с точки зрения эстетики, но сложнее с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Эти оба описанных варианта считаются правильными, каждый способ имеет свои нюансы и особенности. Выбор вы делаете для себя, но в основном для бытового использования припой с муфтой.
Рекомендуем
Наиболее эффективные методы проращивания семян
Несмотря на то, что рассадный метод в овощеводстве является очень трудоемким процессом, его использует большинство огородников. Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Посев семян в открытый грунт — простой и удобный способ, но эффективен он только в определенных климатических зонах. I…
Краска световозвращающая. Область применения
Когда автомобили стали заполнять дороги, их популярность стала набирать светоотражающая краска. Благодаря этой краске, как водителям, так и пешеходам становится намного легче избежать ДТП в тёмное время суток. Назначение краски Светоотражающая краска – лакокрасочный материал,…
Как сделать значок своими руками – варианты изготовления (простые и сложные)
В советское время многие собирали значки, эмблемы, вымпелы. Достать их было непросто. А сегодня, благодаря технологиям, их можно изготовить самостоятельно. Зная, как сделать икону своими руками, вы сможете и сделать оригинальные подарки своим друзьям, и сделать…
Клеммы
Для пайки любым из вышеперечисленных способов требуется специальное оборудование, и в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» утюга. Основная часть устройства – массивный нагреватель. Этот нагреватель идет под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни из разного диаметра)
Основная часть устройства – массивный нагреватель. Этот нагреватель идет под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни из разного диаметра)
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет выше паяльник. Он бытовой и подходит для пайки с использованием муфт. Если говорить о промышленной пайке, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему контроля свариваемых элементов.
Также выпускаются паяльники двух основных мощностей. Обычно мощность существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Процедура сварки
Основное правило: пайку производить при обеспечении хорошей вентиляции. Плавление полимеров вызывает токсичность, если вдыхать их в избытке, здоровью человека будет нанесен значительный вред. Также должны быть защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, своего здоровья? С притоком достаточного объема свежего воздуха!
Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, своего здоровья? С притоком достаточного объема свежего воздуха!
При какой температуре пайки полипропиленовых труб?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже не рассматриваются, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник оснащен зеленым индикатором, когда он загорится, то можно приступать к работе. Если вопрос температуры интересует просто для общего ознакомления или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимают фаску, и эти места обезжиривают.
Пайка
Вопросы о том, как паять трубы PPR, важным фактором является время. Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению.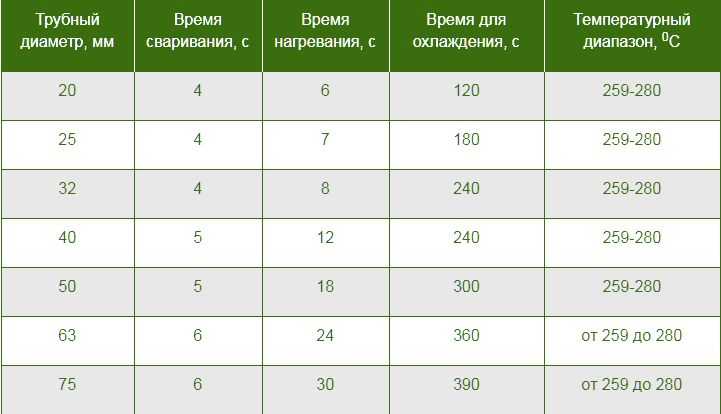 Если вы крутили элементы на паяльнике, они начнут деформироваться и менять свою структуру, что также не гарантирует качества соединения.
Если вы крутили элементы на паяльнике, они начнут деформироваться и менять свою структуру, что также не гарантирует качества соединения.
Если ваша свариваемая труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике около 8 секунд, за это же время необходимо сварить элементы между собой. Скорость охлаждения в этом случае принимается равной 2 минутам.
Если вы свариваете трубы диаметром 40 мм, то нагревайте их 18 секунд, для качественной сварки вам потребуется выдержать соседние элементы около 20 секунд, остыть в этом случае 5 минут.
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Труба сварная с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный момент – снятие защитного материала. Почему? Прямо ниже меня поймите это прямо. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.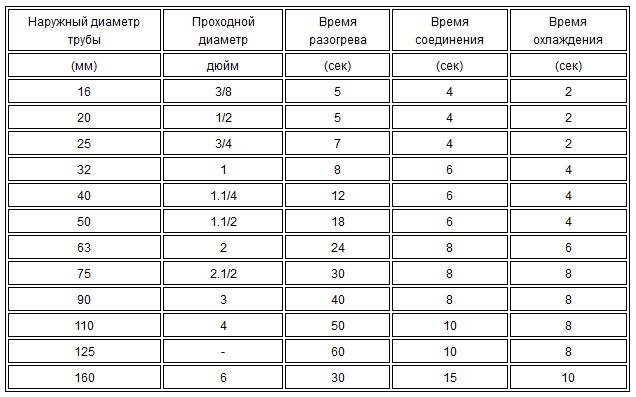
Особенность таких трубок-спаек – увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Можно использовать для этого специальный свайер (фрезер для пластиковой трубы), принцип его работы чем-то похож на точилку для карандашей. Свайер нужен для снятия наружного слоя с трубы, рубанок снимает внутренний слой трубы. Устройство выбирают исходя из расположения армирующего слоя к трубе.
Исключением из вышеперечисленного являются трубы, армированные не алюминием, а стекловолокном. В данном случае все стандартно и без осложнений. Теперь вы знаете, как паять ППР трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах предназначенных для отопления.
Распространенные ошибки при пайке труб
Во избежание ошибок не нужно спешить. При пайке полипропиленовых труб допускается несколько распространенных ошибок:
- На тюбике осталась жирная пленка (забыла обезжирить).
- Косвенная угловая резка сварных элементов (кривые кромки).
- Слабая посадка конца трубы внутри фитинга (малый опыт).
- Недостаточный или слишком долгий нагрев припаиваемых деталей (малый опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Корректировка расположения свариваемых деталей после их первоначального схватывания полимером (небольшой опыт).

Когда знаешь достаточно о том, как паять трубы PPR, этот вопрос не покажется сложным. Электромонтажные трубы из полипропилена помогут вам сэкономить не только деньги, но и время. Есть один момент, который многих смущает при выборе полипропиленовых труб – якобы их эстетичность. Но, следует отметить, любая труба не выглядит привлекательно. Желательно делать по возможности скрытую установку любых трубопроводов.
БЫТЬ: https://tostpost.com/be/hatn-tul-nasc/11926-як-л-тавац-пол-прап-ленавыя-трубы-прав-л-на.html
Германия: https://tostpost.