Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) – получают приличного «зайца».
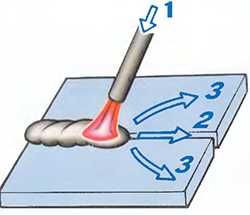
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика – угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
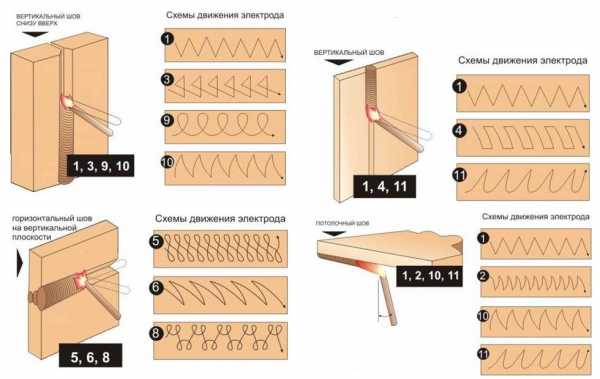
 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
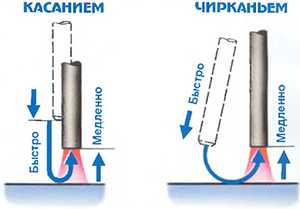
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» – в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
www.tddoka.ru
Советы начинающему сварщику

Сегодня наиболее дешевым и популярным типом сварки является электродуговая сварка, в отличие от газовой сварки она требует меньше мастерства, знаний и умений для выполнения необходимых работ.
Выбор сварочного аппарата
При выборе сварочного аппарата, во-первых, следует учитывать, какую максимальную мощность он потребляет, и какое должно быть напряжение в сети. Если максимальная мощность больше, чем та, которую может выдержать проводка, то провода будут греться, и вследствие этого может произойти короткое замыкание и пожар.
Также, если напряжение в сети не постоянное и иногда скачет, придется покупать более дорогой сварочный аппарат инверторного типа, который может работать при пониженном напряжении. Сварочный аппарат трансформаторного типа самый дешевый и самый надежный, но его использование ограничено. Его нельзя использовать в электрических сетях с неустойчивым напряжением, и сила тока в нем регулируется не в таком большом диапазоне, как в сварочном инверторе. Поэтому трансформатором удобнее всего варить металл, когда он толще 2 мм.
С чего начинать учиться варить
Учиться варить электродами проще всего на практике, разумеется, после изучения теории и техники безопасности. Электроды необходимо подбирать, в зависимости от толщины металла и величины сварочного тока. Оптимальный сварочный ток производители обычно всегда наносят на упаковку от электродов.
Неопытному начинающему сварщику можно выставить сварочный ток немого ниже, чем рекомендует производитель электродов, в таком случае варить можно медленнее и шов будет получаться ровнее. Следует также учитывать, что производители электродов рекомендуют сварочный ток при условии, что сваривание деталей вместе происходит на горизонтальной поверхности.
Если сварной шов необходимо выполнить на вертикальной поверхности, то при выполнении сварки сверху вниз, сварочный ток необходимо ставить немного выше. Когда электрод по свариваемым деталям ведут снизу вверх, то сварочный ток можно уменьшить.
Прежде чем приступить к изготовлению готового изделия, желательно сначала потренироваться на обрезках металла той же марки и толщины. Чтобы получить ровный сварной шов необходимо сначала научиться равномерно вести электрод на расстоянии нескольких миллиметров от детали. Причем, по мере того, как электрод сгорает, необходимо поддерживать расстояние между ним и деталью.
После того как шов закончен, с него необходимо удалить окалину и зачистить поверхность щеткой по металлу. Если металл проварился не везде, то поверх первого шва можно наложить второй. Свариваемые детали желательно зажимать в тиски или струбцины, иначе полученное изделие не будет обладать правильной геометрической формой.
Чем правильно сваривать тонкий и толстый металл
Когда необходимо соединить тонкий листовой металл, обычный сварочный аппарат, который варит электродами, уже не подходит. При сварке тонкого металла используют сварочные полуавтоматы и аппараты точечной сварки. Сварка точечной сваркой происходит путем локального нагрева двух соединенных деталей.
Такой тип сварки не всегда удобен и может в основном применяться в автомобильном производстве. Сварочный полуавтомат же может варить и соединять металл не только точечно, но и швом. В сварочном полуавтомате через специальную горелку подается сварная проволока, что облегчает работу, потому как нет необходимости постоянно вставлять новый электрод взамен сгоревшего.
Большинство сварочных полуавтоматов могут варить флюсовой проволокой и обычной сварной проволокой, с который необходимо использовать газ. Флюсовая проволока более дорогая, поэтому, если необходимо постоянно выполнять большие объемы сварных работ, то имеет смысл перейти на сварку в среде защитного газа.
Техника безопасности при проведении сварочных работ
При выполнении сварочных работ необходимо неукоснительно соблюдать технику безопасности. Всегда необходимо пользоваться специальной сварочной маской для защиты глаз от яркого пламени сварки.
Нельзя допускать превышение непрерывной работы сварочного аппарата, иначе он может перегреться. Изоляция на проводах не должна быть нарушена. Одежда для выполнения сварочных работ должна быть изготовлена из толстого материала, для предотвращения ожогов от летящих искр.
Для защиты рук всегда необходимо надевать толстые перчатки, так как свариваемые детали и сам сварочный аппарат очень сильно нагреваются в процессе работы. Сварочный аппарат, как и любая техника, требует ухода — необходимо периодически прочищать корпус снаружи и внутри. Особенно восприимчивы к загрязнению сварочные инверторы. Нельзя допускать, чтобы внутрь их корпуса попадала влага и грязь.
shabashka-pro.ru
самоучитель по основам ручной электродуговой процедуры и работе с металлом
 Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Оборудование и экипировка
В первую очередь вам необходимо правильно подобрать используемый инвертор, с помощью которого и осуществляется сварка металла. Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой мощности хватит для сварки и резки металла, при этом работать с оборудованием может даже полный «чайник». В сети вы с легкостью найдете школы сварки, различные тематические материалы и видео начинающих сварщиков, самоучитель для которых можно освоить за несколько дней.
Также для работы вам потребуются различные электроды, выбирать которые необходимо в зависимости от особенностей свариваемых металлических изделий. В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.
При выполнении данной работы сварщику могут угрожать следующие опасности:
- поражение электрическим током;
- отравление токсическими выделениями;
- ожоги от брызг расплавленного металла;
- травмирование глаз высокотемпературной окалиной.
Крайне важно соблюдать технику безопасности, используя защитные очки, маску, робу и краги, а также соблюдать аккуратность и осторожность при работе с таким оборудованием.
Нелишним будет позаботиться о средствах индивидуальной защиты,
- защитная роба;
- брезентовые краги;
- сварочная маска.
Именно выбору сварочной маски следует уделить особое внимание, так как это важнейший элемент экипировки каждого сварщика. Маска защищает от яркого света и брызг металла, а также предупреждает поражение глаз ультрафиолетом, который образуется при работе с высокотемпературной другой. Можем порекомендовать вам отдавать предпочтение автоматическим маскам Хамелеон, в которых используется специальная система автоматического затемнения. Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Основы сварочных работ
Правильно выбираем электроды
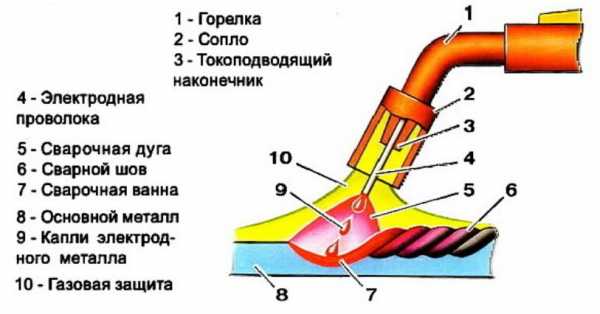
Непосредственно сама техника сварки инвертором для начинающих не представляет особой сложности. В соединяемый шов помещают электрод, после чего зажигают сварочную дугу, расплавляют электроды и металл в месте соединения. В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В настоящее время популярность получили три типа электродов, в зависимости от их покрытия:
- Кислое покрытие электродов содержит базовые компоненты оксидов кремния и железа. При сварке такой металл активно кипит, что в свою очередь исключает образование в шве газовых пор. Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
- Электроды с основным покрытием имеют обмазку из карбоната кальция и фторида. При расплавлении таких электродов с основным покрытием активно выделяется углекислый газ, что позволяет защитить сварочную ванну от ее воздушного окисления. Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
- Электроды с рутиловым покрытием отличаются универсальностью, поэтому можем порекомендовать их новичкам, которые только учатся правильной сварке. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.
Разновидности швов
На сегодняшний день принято различать четыре типа швов, которые отличаются своим расположением и способом выполнения.
- Самый простой — это нижний шов, который выполняется с горизонтально расположенными соединяемыми деталями. Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
- Горизонтальный шов имеет, соответственно, горизонтальное направление. Однако следует помнить о том, что для качественного выполнения такого соединения металлов необходимо, чтобы сварщик имел соответствующий опыт, который потребуется ему для удержания раскаленного металла в сварочной ванне.
- Вертикальный шов отличается сложностью в исполнении, так как электрод ведется снизу вверх, при этом необходимо предотвратить вытекание расплавленного металла из сварочной ванны. Вертикальную электродуговую сварку для начинающих мы бы не рекомендовали по причине сложности такой работы.
- Потолочный шов — это самая сложная технология работы, при которой соединяемые элементы находятся над электродом. Только высококвалифицированные сварщики смогут выполнить потолочный шов, обеспечив прочное соединение металлических элементов.
Совет: новичкам лучше всего работать с простыми нижними и горизонтальными швами. Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Разжигаем дугу инвертора
В старых трансформаторных сварочных аппаратах именно розжиг дуги представлял определенные сложности. Сегодня же современные модели получили функцию быстрого  розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
Алгоритм включения в работу устройства и розжига дуги следующий.
- Необходимо зачистить соединяемые металлические детали, подобрать используемые электроды.
- Тумблер мощности сварочного тока устанавливается на минимальное значение.
- Сварщик надевает защитную маску.
- Кнопкой включается сварочный инвертор, и зажигается дуга.
- С помощью тумблера устанавливают нужные показатели рабочего тока.
- Далее можно проводить сварочные работы.
Сварка металла
При выполнении сварочных работ за счёт воздействия высокой температуры на электрод и кромки соединяемых металлических деталей происходит их оплавление, после чего появляется так называемая сварочная ванна, которая в последующем застывает, образуя единое монолитное соединение. Благодаря такому соединению на молекулярном уровне обеспечивается максимальная прочность и устойчивость к механическому воздействию сварочного шва.
При расплавлении электрода активно образуются газы, которые окружают зону сварки и защищают расплавленный металл от его окисления кислородом из воздуха. Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
При проведении таких сварочных работ необходимо контролировать равномерный прогрев сварочной ванны, при этом обе детали должны расплавляться на равное расстояние от краев, что и позволит в дальнейшем гарантировать качественное соединение. Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Электродуговая сварка для начинающих не будет представлять особой сложности, необходимо лишь качественно расплавлять сварочную ванну и правильно выбирать используемые электроды. Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Разрезание инвертором
Достаточно часто возникает необходимость разрезания массивных металлических деталей: различных прутков, швеллеров, толстых двутавров. Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Выполнять резку металла инвертором следует на максимально возможной мощности сварочного тока. Необходимо будет с помощью электрода прожечь насквозь разрезаемую деталь, после чего электрод ведут по направлению резки, что позволит расправляемому металлу стекать в выполненное вами отверстие и тем самым разрезать металл, предупреждая образование брызг. Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Качественная ручная дуговая сварка не представляет сложности, поэтому с такой работой, просмотрев видеоурок и пройдя простейшее обучение, сможет разобраться каждый домовладелец. Необходимо лишь использовать качественные современные инверторы и правильно выбирать электроды, которые должны соответствовать характеристикам свариваемых металлов.
Получив необходимый опыт электросварки, можно использовать различные инверторы, в том числе для воздушной и аргоновой сварки, что позволяет с легкостью работать с алюминием, легированной сталью, другими цветными и черными металлами. В сети Интернет вы с легкостью найдете качественные видеокурсы и уроки сварки для начинающих, что и позволит освоить все тонкости этой работы, добиваясь качественного соединения металлов.
obinstrumentah.info
Как научиться варить. Советы профессионального сварщика

Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.

Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный аппарат». Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.

Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.

Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм2. Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.

Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.

Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).

2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.

4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.

Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.

Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Антон Турищев, рмнт.ру
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
rmnt.mirtesen.ru
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
chebo.pro
Сварка инвертором для начинающих – уроки техники и основы
Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.

Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
http://www.youtube.com/watch?v=NnaJTrs2qQA
Пошаговая инструкция по выполнению работ
Подготовительные шаги:
- Шаг первый – для начала следует подготовить рабочее место, убрать помещение от лишних предметов и легкогорючих материалов и жидкостей;
- Предусмотреть нормальное освещение места творческих изысканий.
- Подготовить материал для сваривания и необходимые инструменты.
- Проверить правильность и надежность соединения кабелей в случае использования электрических удлинителей.
Что касается самих работ, то здесь нужно раз и навсегда усвоить последовательность и порядок действий, это должно стать правилом и выработать все движения до автоматизма:
- Сварочные кабели разматываются и расправляются, подключается к гнездам инвертора.
- Свариваемые детали раскладываются, проверяется правильность соединений по возможности закрепляются в тисках или струбцинах.
- Одеваются средства защиты, подготавливается маска.
- Клемма массы – зажим со знаком «плюс» к одной из свариваемых поверхностей.
- Электрод вставляется в держатель.
- Проверяется подключение самого аппарата к электрической сети, без включения клавиши подачи электропитания.
- Включается питание, через 15-20 секунд аппарат готов к работе.
- Электрод подносится к месту предполагаемого шва, защитная маска подносится к лицу, разжигается дуга.
- Легкими движениями формируется образование сварочной ванны, и формируется шов.
При соединении небольших деталей, где шов имеет небольшую длину, рекомендуется не выключать аппарат на время контроля качества и удаления шлакового налета, при больших объемах работы, рекомендуется, несмотря на наличие принудительного охлаждения, выключать инвертор и делать небольшой перерыв.
По окончании работ рекомендуется:
- Убрать руку с держателем, прекратить образование электрической дуги.
- Выключить питание аппарата.
- Дать остыть 3-5 минут шву, и легкими постукиваниями оббить шлак и проконтролировать качество шва – в идеале, он должен быть похож на уложенные чешуйки, как на рыбе – одна должна вроде бы накладываться на другую.
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Контроль дугового промежутка
 Схема сварочной дуги
Схема сварочной дугиГоворить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Правила формирования сварочного шва
Получение крепкого и надежного сварочного соединения во многом является результатом правильного движения электродом в сварочной ванне. Довольно примитивно это можно охарактеризовать примерно как процесс обучения письму.
Движение руки с держателем напоминает пропись первоклашки, когда навыки довольно слабые и приходится выводить то зигзаги, то кружечки, то косые линии. Но при этом, кроме движения в одной плоскости, при сваривании, нужно то приближать электрод, то наоборот удалять его.
Такие движения позволяют формировать в сварочной ванне слои металла как бы заходящие друг на друга, это и обеспечивает отлично сформированный соединительный шов.
Прямая и обратная полярность при инверторной сварке
Обычное подключение сварочных кабелей держателя к «минусу», а зажима «массы» к «плюсу» инвертора позволяет без труда сваривать все допустимые соединения, при этом такая полярность позволяет увеличить количество тепла, выделяемое при сварке.
Обратное подключение кабелей, а у инвертора такая возможность присутствует, на электрод подается «плюс», а на свариваемые детали «минус» позволяет снизить количество тепла, и соответственно соединять детали из тонкого металла без образования прожигов.
 Подбор электродов
Подбор электродовВариант работы инвертором с тонким металлом удается новичкам не с первого раза, но и профессионалам это не всегда удается.
Однако, следует знать:
- При сварке тонкого металла рекомендуется использовать обратную полярность.
- При соединении тонкого металла и более толстого, для достижения результата нужно плотно прижимать тонкий металл к более толстому и сварку производить «от толстого к тонкому» для недопущения перегрева и прожигания.
- Обе детали должны быть хорошо зачищены, ржавчина должна быть удалена, во избежание образования дополнительного шлака.
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
househill.ru
Сварка для начинающих: правила и основные моменты
Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.

Основные правила опытного сварщика
Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленны
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.
Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкц
ий, и подобрать соответствующий силовой импульс. Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.
Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Основы электросварки
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированны
Электросварка самостоятельно
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
Далее выставляются показатели силового импульса на панели инвертора. Значения должны соответствовать размерам электродов.
Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика. Для этого разжигается дуга и медленно передвигается электродный стержень по вертикали, совершая движущие направления в обе стороны. Металл в жидком состоянии сдвигайте в центр соединительной зоны, замещая пространство. По завершению должен получиться равномерный шов с наличием небольших пузырьков из наплавки металла.
Процесс сварочного действия
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Правила выполнения работ
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента. Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Похожие статьиgoodsvarka.ru