Лабораторная работа по наладке токарного станка на обработку деталей
ОЗНАКОМЛЕНИЕ С ТОКАРНЫМ СТАНКОМ С ЧПУ.
НАЛАДКА СТАНКА НА ОБРАБОТКУ ДЕТАЛЕЙ.
1 ЦЕЛЬ РАБОТЫ
1.1 Изучить устройство и работу станка модели 16К20ФЗ Р132
1.2 Освоить наладку токарного станка на обработку деталей
1.3 Составить отчет о проделанной работе
2 СОДЕРЖАНИЕ РАБОТЫ
2.1 Ознакомиться с расположением, назначением и устройством основных частей и механизмов станка
2.2 Изучить органы управления станка
2.3 Ознакомиться с работой основных частей и механизмов
2.4 Изучить регулировку узлов и смазку станка
2.5 Получить представление о порядке и последовательности наладки станка
3 ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ К РАБОТЕ
Станок 16К20Ф3 Р132 с ЧПУ 2Р22 предназначен для
токарной обработки в замкнутом полуавтоматическом цикле деталей типа тел
вращения со ступенчатым и криволинейным профилем, включая нарезание крепежных
резьб.
Станок оснащен системой 2Р22 с вводом программы с клавиатуры. Станки применяются в единичном, мелкосерийном и серийном производстве. Класс точности станка – «П».
3.1 Краткие характеристики станка
Наибольший диаметр обрабатываемой заготовки, мм при установке над станком при установке над суппортом Наибольшая длина обработки, мм Диаметр отверстия в шпинделе, мм Частота вращения шпинделя, об/мин Первый диапазон Второй диапазон Третий диапазон Пределы программируемых подач продольных поперечных Максимальная и минимальная скорости работы подачи, мм/мин продольнаяпоперченная Скорость быстрых перемещений, мм/мин продольных поперечных Дискретность перемещений, мм продольных поперечных Шаг нарезаемой резьбы, мм Число позиций револьверной головки Предельные диаметры сверления по чугуну по стали |
400 215 900 53 22,4-2240 22,4-315 63-900 160-2240
0,01-40 0,005-20
10-2000 5-1000
0,01-40 0,005-20
0,01 0,005 0,01-40,959 6
28 25 |
Характеристика СЧПУ 2Р22
Количество управляемых координат Разрешающая способность по координатам продольная поперечная Напряжение, В Стабильность напряжения | 2
0,001 0,001 380 15-10 |
Питание системы трехфазное, ток переменный
Система отcчета – абсолютная и относительная
Ввод данных с клавиатуры
3. 2 Основные части станка (рис.1)
2 Основные части станка (рис.1)
1. Основание
2. Станина
3. Каретка
4. Опора левая винта продольного перемещения5. Бабка шпиндельная
6. Привод продольного перемещения
7. Ограждение неподвижное
8. Привод датчика резьбонарезания
9. Шкаф управления
10. Ограждение неподвижное
11. Головка автоматическая универсальная
12. Винтовая шариковая пара поперечного перемещения
13. Шкаф управления
14. Винтовая шариковая пара продольного перемещения
15. Бабка задняя
16. Опора продольного винта правая
17. Электрооборудование
18. Пульт управления
19. Блок ручного управления
20. Электромеханический привод пиноли задней бабки
Электромеханический привод пиноли задней бабки
23. Патрон механизированный с электромеханическим приводом
ХАРАКТЕРИСТИКА МЕХАНИЗМОВ СТАНКА
4.1Станина.
Станина станка имеет коробчатую форму П-образного профиля, закаленные шлифованные направляющие. На ней устанавливается шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
4.2 Механизм главного движения.
Станок имеет шпиндельную бабку с 3-мя диапазонами скоростей вращения с соотношениями 1,25: 1., 1: 2., 1,5: 5,5, переключаемых вручную. Шпиндель станка смонтирован в конических 2-х и однорядном подшипниках. Подшипники регулируются на заводе–изготовителе и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станке
производится 2-мя винтами. Смазка шпиндельной бабки осуществляется от станции
смазки смонтированной на основании станка.
В качестве привода главного движения используется двигатель постоянного тока.
Передача движения на 1 вал шпиндельной бабки осуществляется поликлиновым ремнем с передаточным отношением 1: 2.
4.3 Привод продольного перемещения.
Он осуществляется от электродвигателя постоянного тока с редуктором (1:1) с датчиком обратной связи. Выбор зазора в зубчатом зацеплении производится перемещением переходной плиты с электродвигателем с помощью поворота эксцентрика.
4.4 Привод поперечного перемещения.
От электродвигателя постоянного тока, редуктор (1:1).
Регулирование редуктора зубчатых передач такое же, что и в приводе продольной подачи.
4.5 Головка автоматическая универсальная.
Применяется 6-ти позиционная горизонтальная головка или 3 осевые инструмента.
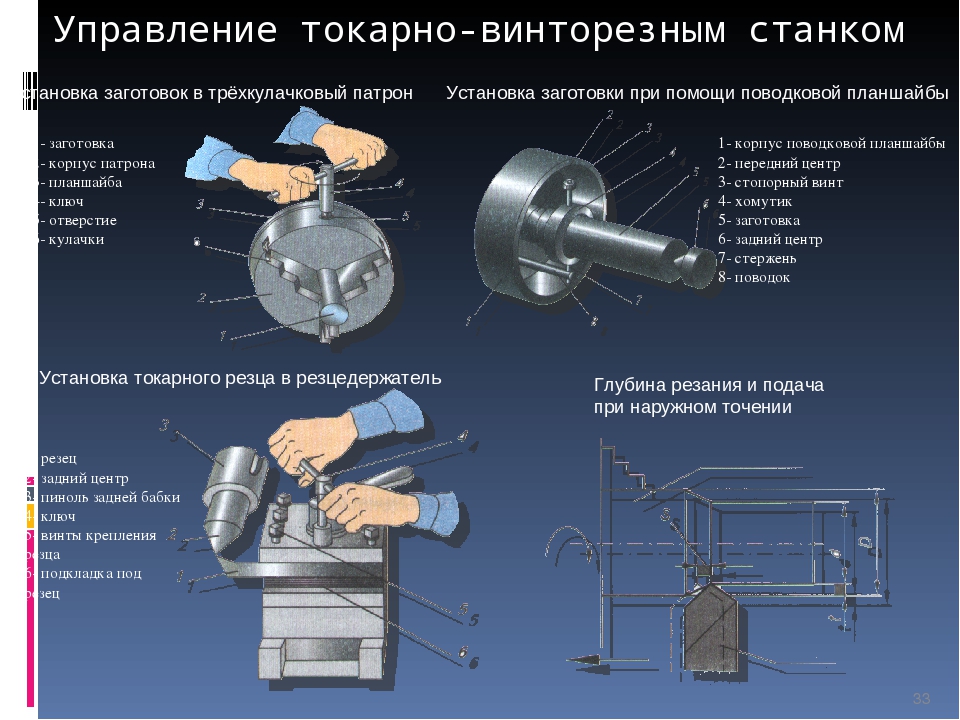
Патрон.
На станке устанавливается 3-х кулачковый патрон 250
мм. Станок также может быть оснащен патроном с электромеханическим приводом.
5 УСТРОЙСТВО И РАБОТА ОСНОВНЫХ УЗЛОВ СТАНКА
5.1 Привод главного движения
В качестве привода главного движения используется электродвигатель М1 постоянного тока (рис. 3).
От электродвигателя М1 посредством ременной передачи (со шкивами диаметром 105 и 264 мм) вращение передается на вал 1 бабки, затем через зубчатые колеса z=48 и z=48 на вал 2.
Для получения первого диапазона частот вращения движения вала 2 через зубчатые колеса z=24 и z=66 на вал 4 и далее через зубчатые колеса z=30 и z=60 на вал 5 (шпиндель).
Для получения второго диапазона двойной блок зубчатых колес на шпинделе (вал 5) вводится в зацепление с колесом z=30 на валу 2, зубчатое колесо z=45 на валу 3 выводится из зацепления с колесом z=45 на валу 2.
Для получения третьего диапазона колесо z=48 на
шпинделе вводится в зацепление с колесом z=60 на валу 2, а колесо z=45 на
валу 3 выводится из зацепления с колесом z=45 на валу 2.
Зубчатое колесо z=60 на валу 5 разрезное и служит для выборки зазора в целях предотвращения отставания вращения шпинделя и датчика.
5.2 Шпиндельный узел (рис. 4)
Конструкция шпиндельного узла определяет эксплуатационные показатели станка, т.е. применяемые режимы резания, точность, производительность обработки. Корпус шпиндельной бабки 1 выполнен в виде жесткой чугунной отливки и надежно закреплен на станине. Зубчатые колеса 6 закалены и прошлифованы по профилю зубьев. Наиболее важной деталью шпиндельной бабки является шпиндель 5, непосредственно воспринимающий усилия резания.
Передней опорой служит двухрядный роликовый подшипник 4, а задней – однорядный роликовый подшипник 3.
Применение в опорах пружин 2, предназначенных для
постоянной выборки зазоров в подшипниках способствует повышению жесткости и
точности шпиндельного узла. Подшипники отрегулированы заводом-изготовителем.
5.3 Приводы подач
В качестве привода подач суппорта по оси х (поперечное перемещение) применяют (рис. 3) электродвигатель М2 (регулируемый высокомоментный двигатель постоянного тока) от которого вращение передается через зубчатые колеса z=40, z=40 на шариковую винт-гайку качения шагом Р=5мм.
Обратная связь по пути осуществляется фотоимпульсным датчиком ВЕ-178. Кинематическая цепь привода подач суппорта по оси z (продольное перемещение): электродвигатель М3, зубчатые передачи z=50, z=50, шариковая пара винт-гайка качения с шагом Р=10мм, датчик ВЕ-178.
Привод продольного перемещения суппорта (рис.5) включает в себя шариковую винтовую передачу (диаметр 63мм, шаг 10мм), опоры 2 винта, редуктор 1 (М=1:1), электродвигатель 6, датчик обратной связи 3, связанный с винтом посредством муфты 4.
5.4 Шестипозиционная револьверная головка
Поворот шестипозиционной револьверной головки (рис.
3) осуществляется от асинхронного электродвигателя М4, через зубчатые колеса z=20, z=62,
червячные передачи z=1, z=38.
Шестипозиционную револьверную головку (рис. 6) с горизонтальной осью вращения устанавливают на поперечном суппорте.
В инструментальной головке крепят шесть резцовых вставок или 3 инструментальных блока. Инструментальную съемную головку монтируют на выходном валу 5 и жестко соединяют с подвижным элементом 6 плоскозубчатой муфты.
Кольцо 4 крепится к подвижному элементу 6 винтами и центрирует его. Поворот происходит: от электродвигателя 2. Через цилиндрическую зубчатую пару и червячную передачу вращение передается на полый вал 7, на торце которого справа имеется кулачковая полумуфта.
Кулачки последней входят в зацепление с такой же полумуфтой 8, связанной с валом 5 штифтом. Под действием пружины вал 5 и револьверная головка перемещается влево.
Элементы 3 и 6 плоскозубчатой муфты расцепляются и
происходит поворот головки в нужную позицию, что контролируется электрическим
датчиком 10, затем осуществляется реверс электродвигателя, полый вал 7 с
полумуфтой вращаются в противоположную сторону.
Вал 5 и револьверная головка при этом не вращаются, т. к. удерживаются от поворота фиксатором (на рисунке не показан).
Полумуфты 7 и 8 расцепляются, вал 5 и револьверная головка перемещаются вправо, сжимая пружину, элементы плоскозубчатой муфты фиксируют револьверную головку.
Сигнал зажима от конечного выключателя 9 подается на пульт управления, электродвигатель поворота отключается и начинается цикл обработки.
Для ручного поворота револьверной головки (при наладке) на валу 1 предусмотрена шестигранная головка под ключ.
5.5 Патрон с гидромеханическим приводом
Станок оснащен трехкулачковым патроном с гидромеханическим приводом зажима обрабатываемых деталей (рис. 7).
Кулачки 3 патрона перемещаются в радиальном
направлении в результате поступательного движения толкателя 4, связанного с
тягой 5, которая через пакет тарельчатых пружин 6 связана с тягой 7. Последняя
соединена с винтом-штоком 8 с электромеханической головкой 1, представляющей
собой специальный асинхронный электродвигатель, в якорь которого встроена
гайка. При вращении якоря винт-шток 8 перемещается в продольном направлении,
приводя в движение тягу 7.
При вращении якоря винт-шток 8 перемещается в продольном направлении,
приводя в движение тягу 7.
Чем больше величина перемещения этой тяги, тем больше сила сжатия пакета пружин и усилие зажима детали. Это усилие можно отрегулировать перемещением бесконтактных путевых переключателей 2.
РЕГУЛИРОВКА ОСНОВНЫХ УЗЛОВ
6.1 Регулирование положения путевых кулачков на продольной и поперечной линейках (рис. 11)
На каждой линейке предусмотрены два паза для установки
кулачков аварийного отключения станка. Кулачки воздействуют на блоки путевых
электропереключателей, смонтированные на суппортной группе станка. Кулачки 1
аварийного отключения подачи воздействуют на штоки блока конечных выключателей
за 5-8 мм до кулачков 2 аварийного отключения станка, а эти кулачки за 5-8
мм до крайних положений поперечного суппорта и упора каретки в корпус задней
бабки и резцов в кулачки патрона. По команде кулачков аварийного выключения
станка электросхема выключается. Кулачки 3 дают предварительное замедление
скорости перемещения при выходе каретки и суппорта в фиксированное положение, а
кулачки 4 – фиксированное положение. Такая же регулировка кулачков для
продольного перемещения.
Кулачки 3 дают предварительное замедление
скорости перемещения при выходе каретки и суппорта в фиксированное положение, а
кулачки 4 – фиксированное положение. Такая же регулировка кулачков для
продольного перемещения.
6.2 Регулирование натяга в передаче винт-гайка качения (рис. 12)
На станке установлены шариковые пары продольного и поперечного перемещений.
Регулирование натяга производится поворотом полугаек 2,3 (число впадин на полугайке 2-57, на полугайке 3-58). Поворот полугаек на одну впадину приводит к осевому смещению на 1-1,2 мкм.
В случае необходимости регулирование натяга следует производить в следующем порядке:
отвернуть винты 8 и снять крышки 4;
отжать фиксирующие штифты 6 в корпусе 1, сжав пружины 7;
повернуть полугайки 2 и 3 на необходимое количество впадин в нужную сторону до входа штифтов 6 в соответствующие впадины на полугайках;
закрепить крышки 4 винтами 8.
7 ПНЕВМОСИСТЕМА И СМАЗОЧНАЯ СИСТЕМА
7. 1 Пневмосистема
1 Пневмосистема
Пневмооборудование служит для создания воздушной подушки, облегчающей перемещение задней бабки по станине и предотвращающей износ направляющих. Подача воздуха на направляющие производится при нажатии кулачка, укрепленного на рукоятке, на толкатель клапана.
7.2 Смазочная система
Правильная и регулярная смазка станка имеет важнейшее значение для нормальной его эксплуатации и продления срока его работы. При подготовке станка к пуску заполнить резервуары смазки до уровня указателя масла и смазать указанные в карте смазки механизмы. Первую замену масла произвести через один месяц после пуска станка, вторую – через три месяца.
7.2.1 Описание системы смазки шпиндельной бабки (рис. 13.
В станке применяют автоматическую систему смазки
шпиндельной бабки. Шестерённый насос 1 подаёт масло через сетчатый фильтр 5 к подшипникам
и зубчатым колёсам. Для контроля работы насоса применяется дополнительное реле
13. При наличии потока масла реле даёт команду о готовности к работе главного
привода. Визуальный контроль смазки – маслоуказатель 10, это вращающийся диск.
Визуальный контроль смазки – маслоуказатель 10, это вращающийся диск.
7.2.2 Описание системы смазки направляющих каретки и станины
Применяется автоматическая смазка направляющих каретки и станины от станции смазки, установленой на основании станины. Асинхронный электродвигатель М5 (рис.3) приводит во вращение шестеренный насос ВГ-11-11А, осуществляющий централизованную смазку станка. При включении насоса станции масло подаётся под давлением в 1-2 атм. Давление регулируется подпорным клапаном. Величина давления контролируется манометром. Включение насоса происходит при включении станка и дальше по команде от электроавтомата станка с интервалом 45 мин. Смазка остальных точек станка производится вручную.
8 КРАТКИЕ УКАЗАНИЯ ПО НАЛАДКЕ СТАНКА
1. В начале смены проверяют основные функции, выполняемые станком.
2.
Подбирают, согласно карте
наладки, режущий инструмент и оснастку для крепления обрабатываемой детали. Проверяют состояние инструмента.
Проверяют состояние инструмента.
3. Устанавливают инструмент в соответствующие позиции револьверной головки, указывающиеся в карте наладки.
4. Налаживают кулачки, ограничивающие перемещение суппорта и его нулевое положение.
5. Вводят УП с пульта УЧПУ с бланка.
6. Закрепляют обрабатываемую деталь согласно карте наладки.
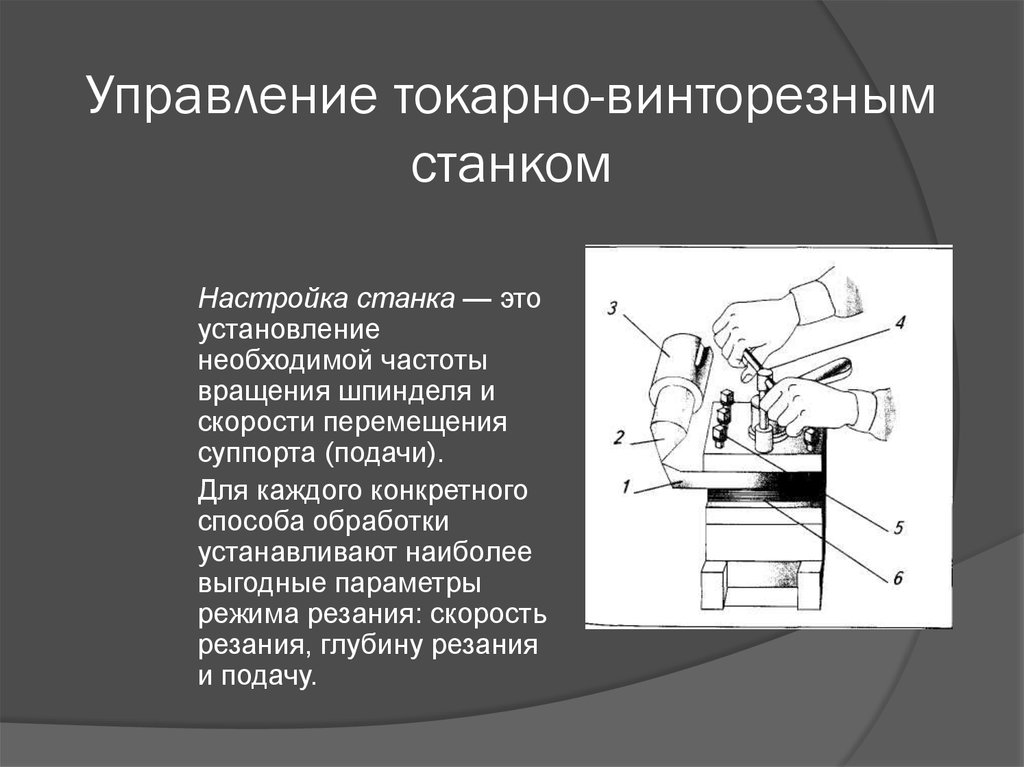
7. Производят размерную наладку инструмента.
8. Обрабатывают детали по УП, определяют размеры.
9. При обработке первой детали следят за процессом резания, при необходимости вводят коррекцию режимов резания.
10 СОДЕРЖАНИЕ ОТЧЕТА
10.1 Название работы
10.2 Цель работы
10.3 Эскиз общего вида станка с ЧПУ с обозначением основных частей
10.4 Составить эскиз, обозначить и кратко описать пульт управления токарного станка
10.5 Описать конструкцию, регулировку узла (по указанию преподавателя) уравнение кинематической цепи привода подач
10. 6 Написать уравнение кинематической цепи главного
движения
6 Написать уравнение кинематической цепи главного
движения
10.7 Описать наладку токарного станка
11 КОНТРОЛЬНЫЕ ВОПРОСЫ
11.1 Показать на станке реальные внутренние и внешние кинематические связи, звено соединения этих связей и органы настройки группы движения формообразования.
11.2 Конструктивные особенности станка с ЧПУ.
11.3 Регулировка пары винт-гайка привода поперечных подач.
11.4 Поворот револьверной головки.
11.5 Конструкция шпиндельного узла.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Металлорежущие станки: Учебник в 2-х томах./ Под. ред. В.В.Бушуева._М.: Высш. Шк., 2007.-166., ил. (1экз.)
2. Компоновки металлорежущих станков: учебное пособие / Аверьянов О.И., Аверьянова И.О.,Толмачев С.А. –М.: МГИУ, 2007.-168с. (1экз.)
3.
Станочное оборудование
автоматизированного производства. Том 1. под ред. Пуша В. В., 1993, «Станкин».
В., 1993, «Станкин».
4. Острецов Г.А. Методическое руководство к выполнению лабораторных работ по курсу металлорежущих станков. «Станкин», 1981.
5. Федотенюк А.А. Кинематическая структура металлорежущих станков. Машиностроение 1970.
6. С.А.Головтеев. Лабораторный практикум по курсу «Металлорежущие станки». Высшая школа, 1991.
Рис. 4- Шпиндельная бабка (развертка)
Рис. 5- Привод продольного перемещения суппорта
Рис. 6- Шестипозиционная револьверная головка
Рис. 7- Трехкулачковый патрон с электромеханическим приводом зажима детали
3.1.1. Трудовая функция \ КонсультантПлюс
3.1.1. Трудовая функция
Наименование | Токарная обработка наружных и внутренних поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету на универсальных токарных станках (включая конические поверхности) | Код | A/01. | Уровень (подуровень) квалификации | 2 |
 2
2Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта | ||||
Трудовые действия | Анализ исходных данных для выполнения токарной обработки поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету на универсальных токарных станках |
Настройка и наладка универсального токарного станка для обработки поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету | |
Выполнение технологических операций точения наружных и внутренних поверхностей простых деталей с точностью размеров по 12 – 14-му квалитету в соответствии с технической документацией | |
Заточка простых резцов и сверл, контроль качества заточки | |
Проведение регламентных работ по техническому обслуживанию универсальных токарных станков в соответствии с технической документацией | |
Поддержание требуемого технического состояния технологической оснастки (приспособлений, измерительных и вспомогательных инструментов), размещенной на рабочем месте токаря | |
Необходимые умения | Читать и применять техническую документацию на простые детали с точностью размеров по 12 – 14-му квалитету |
Выбирать, подготавливать к работе, устанавливать на станок и использовать простые универсальные приспособления | |
Выбирать, подготавливать к работе, устанавливать на станок и использовать режущие инструменты | |
Определять степень износа режущих инструментов | |
Производить настройку универсальных токарных станков для обработки поверхностей заготовки с точностью по 12 – 14-му квалитету в соответствии с технологической картой | |
Устанавливать заготовки без выверки и с выверкой по детали | |
Выполнять токарную обработку поверхностей (включая конические) заготовок простых деталей с точностью размеров по 12 – 14-му квалитету на универсальных токарных станках в соответствии с технологической картой и рабочим чертежом | |
Применять смазочно-охлаждающие жидкости | |
Выявлять причины брака, предупреждать и устранять возможный брак при токарной обработке поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету | |
Применять средства индивидуальной и коллективной защиты при выполнении работ на универсальных токарных станках | |
Затачивать резцы и сверла в соответствии с обрабатываемым материалом | |
Контролировать геометрические параметры резцов и сверл | |
Проверять исправность и работоспособность токарных станков | |
Выполнять регламентные работы по техническому обслуживанию универсальных токарных станков | |
Выполнять техническое обслуживание технологической оснастки, размещенной на рабочем месте токаря | |
Выполнять работы на токарном станке с соблюдением требований охраны труда, пожарной и промышленной безопасности | |
Необходимые знания | Машиностроительное черчение |
Правила чтения технической документации (рабочих чертежей, технологических карт) | |
Система допусков и посадок, квалитеты точности, параметры шероховатости | |
Обозначение на рабочих чертежах допусков размеров, форм и взаимного расположения поверхностей, шероховатости поверхностей | |
Виды и содержание технологической документации, используемой в организации | |
Устройство, назначение, правила и условия применения простых универсальных приспособлений, применяемых на универсальных токарных станках | |
Порядок получения, хранения и сдачи заготовок, инструмента, приспособлений, необходимых для выполнения работ | |
Основные свойства и маркировка обрабатываемых и инструментальных материалов | |
Конструкция, назначение, геометрические параметры и правила использования режущих инструментов, применяемых на универсальных токарных станках | |
Приемы и правила установки режущих инструментов на токарных станках | |
Теория резания | |
Критерии износа режущих инструментов | |
Устройство и правила использования универсальных токарных станков | |
Последовательность и содержание настройки универсальных токарных станков | |
Правила и приемы установки заготовок без выверки и с выверкой по детали | |
Органы управления универсальными токарными станками | |
Способы и приемы точения наружных и внутренних поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету на универсальных токарных станках | |
Способы и приемы обработки конусных поверхностей | |
Методы выполнения необходимых расчетов для получения заданных конусных поверхностей, методы настройки узлов и механизмов станка для их обработки | |
Назначение, свойства и способы применения смазочно-охлаждающих жидкостей при токарной обработке | |
Основные виды брака при точении поверхностей заготовок простых деталей с точностью размеров по 12 – 14-му квалитету, его причины и способы предупреждения и устранения | |
Опасные и вредные факторы, требования охраны труда, пожарной, промышленной, экологической и электробезопасности при выполнении работ на универсальных токарных и точильно-шлифовальных станках | |
Виды и правила применения средств индивидуальной и коллективной защиты при выполнении работ на универсальных токарных и точильно-шлифовальных станках | |
Геометрические параметры резцов и сверл в зависимости от обрабатываемого и инструментального материала | |
Устройство, правила использования и органы управления точильно-шлифовальных станков | |
Способы, правила и приемы заточки простых резцов и сверл | |
Виды, устройство и области применения контрольно-измерительных приборов для контроля геометрических параметров резцов и сверл | |
Способы и приемы контроля геометрических параметров резцов и сверл | |
Порядок проверки исправности и работоспособности токарных станков | |
Состав и порядок выполнения регламентных работ по техническому обслуживанию универсальных токарных станков | |
Состав работ по техническому обслуживанию технологической оснастки, размещенной на рабочем месте токаря | |
Требования к планировке и оснащению рабочего места при выполнении токарных работ | |
Другие характеристики | – |
Токарный станок с ЧПУ Сертификат о настройке и эксплуатации
Сертификат о прохождении учебной программы по технологии производства, настройке станка с числовым программным управлением и эксплуатации предназначен для подготовки учащегося к поступлению или продвижению в отрасли обработки с ЧПУ.
Студенты будут настраивать и эксплуатировать токарный станок с ЧПУ в соответствии с промышленными стандартами.
Обязательные курсы:
| Технологии производства Основные требования: | |||
| MNFG 111 | Basic Mechanical Blueprint | 2 | |
| MNFG 114 | Geometric Dimensioning and Tolerancing | 3 | |
| MNFG 153 | Техническая математика | 3 | |
| MNFG 158 | Основные концепции обработки и операция | 3 | |
| MNFG 171 | Программа ЧПУ. 1 | ||
| MNFG 159 | Усовершенствованный поворотный0007 | 3 | |
| MNFG 178 | Mastercam Lathe | 3 | |
| MNFG 186 | ADVANCAND CNCARMINGINGING . ADVANCED CNCAMINGINGINGING | . 3 | |
| Выберите девять единиц из следующих выборов: | |||
| MNFG 103 | SolidWorks Basic Solid Modeling | 3 | 9 9 9007 3 | 9 9 9007 9 900 9 90020
| MNFG 104 | Solidworks intermediate Solid Modeling | 3 | |
| MNFG 105 | Solidworks Advanced Solid Modeling | 3 | |
| MNFG 106 | Solidworks Drawings | 3 | |
| MNFG 128 | Базовая металльная технология | 3 9007 | |
| MNFG 173 | |||
| MNFG 173 | |||
| MNFG 173 0019 | Mastercam 2D Geometry, 2D Toolpaths | 3 | |
| MNFG 174 | CNC Milling Center Set Up and Operation | 3 | |
| MNFG 175 | MasterCam 3D Геометрия, 3D поверхности | 3 | |
| MNFG 177 | MasterCam 3D -пути и CAM. 0019 0019 | Advanced CNC Mill Set Up and Operation | 3 |
| MNFG 194 | CNC Horizontal Mill Set Up and Operation | 3 | |
| WELD 108 | Ацетилено-дуговая сварка | 3 | |
15 Навыки оператора токарного станка для вашего резюме
Резюме исследования. Ниже мы составили список наиболее важных навыков наладчика токарного станка. Мы ранжировали лучшие навыки на основе процента резюме операторов токарных станков, в которых они фигурировали. Например, 11,6% резюме операторов токарных станков содержали штангенциркуль как навык. Давайте выясним, какие навыки на самом деле необходимы наладчику токарного станка, чтобы добиться успеха на рабочем месте.
- Самый распространенный трудный навык для оператора токарного станка – штангенциркуль.
 11,6% операторов токарных станков имеют этот навык в своем резюме.
11,6% операторов токарных станков имеют этот навык в своем резюме. - Вторым наиболее распространенным трудным навыком для наладчика токарного станка является fanuc, фигурирующий в 10,9% резюме. Третье место занимают токарные станки в 10,4% резюме.
- Три распространенных межличностных навыка для оператора наладки токарного станка — это аналитические навыки, ловкость рук и математические навыки, а также опыт работы с компьютером.
 11,6% операторов токарных станков имеют этот навык в своем резюме.
11,6% операторов токарных станков имеют этот навык в своем резюме.Самый распространенный навык
Штангенциркули – 11,6%
Аэрокосмическая промышленность относится к физической науке, занимающейся проектированием и разработкой, тестированием и производством систем, которые помогают в навигации в космосе или перемещении через земную атмосферу.
Ниже мы составили список наиболее важных навыков для наладчика токарного станка. Мы ранжировали лучшие навыки на основе процента резюме операторов токарных станков, в которых они фигурировали. Например, 11,6% резюме операторов токарных станков содержали штангенциркуль как навык.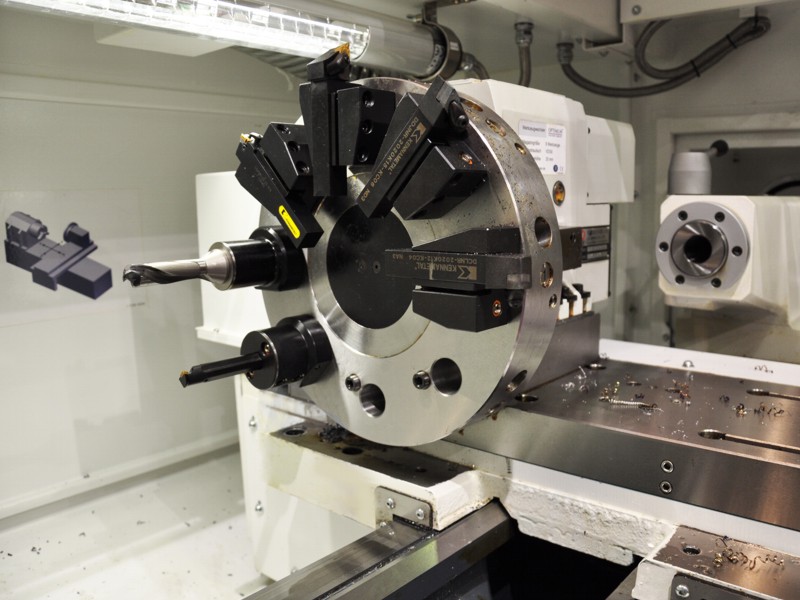 Давайте выясним, какие навыки на самом деле необходимы наладчику токарного станка, чтобы добиться успеха на рабочем месте.
Давайте выясним, какие навыки на самом деле необходимы наладчику токарного станка, чтобы добиться успеха на рабочем месте.
15 Необходимые навыки оператора наладки токарного станка для вашего резюме и карьеры
Вот как штангенциркуль используется в резюме оператора наладки токарного станка:
- Проверка соответствия обрабатываемой детали спецификациям с использованием персональных микрометров, штангенциркуля и фиксированных калибров.
- Проверка готовой продукции с помощью различных измерительных приборов, таких как штангенциркули, микрометры, микрофоны шага, микрофоны Heel.
- При необходимости используйте индикаторы, микрометры и штангенциркули.
- Опыт работы с микрометром, нутромером, штангенциркулем или другими измерительными приборами для проверки соответствия спецификациям.
- Иметь собственные основные измерительные приборы, такие как микрометры, штангенциркули, глубиномеры, трубчатые микрометры и индикаторы.
Вот как fanuc используется на токарном станке резюме оператора настройки:
- Проверена и/или отредактирована программа для скоростей и подач и правильных начальных точек X и Z для программ Fanuc и Mazatrol.
- Пресс Настройка/Оператор Настройка экструдера/Оператор Супервайзер ночной смены/Тренер Создание/запись/редактирование программ для 16 машин с использованием в основном контроллеров Fanuc с форматом G-кода.
- Создание и устранение неполадок программ с использованием формата fanuc Внесите коррективы, чтобы сохранить жесткие допуски Контроль качества
- Наладчик и оператор токарно-фрезерного станка для станков Fanuc и Mori Seiki
- Опыт работы с Okuma, FANUC, Mori Seiki SL-25, SL-25m, NL-2500, SL-253 и Puma 280.
Вот как токарные станки используются на токарных станках Резюме оператора по наладке токарных станков:
- Наладочный цикл 2 Токарные станки с ЧПУ Dooson Puma 4 Short и Long Run Productions, способные редактировать программы и переписывать программы
- При необходимости внесите изменения в программу Позаботьтесь о формах обслуживания токарных станков
- Запустите два токарных станка Okuma, чтобы сделать шары для гидроразрыва.
- Токарный станок с числовым программным управлением.
- Одновременный мониторинг нескольких токарных станков.

И если вы ищете работу, вот пять лучших работодателей, которые сейчас нанимают: Вакансии (2)
Вот как okuma используется в резюме оператора наладки токарного станка:
- Настройка и редактирование программы по мере необходимости для фрезерных станков Okuma Cadet, Captain, Hass.
- Настройка и эксплуатация токарных станков с ЧПУ Hitachi Seiki HITEC-TURN23 II и Okuma LB15.
- Установка и эксплуатация Okuma Cadet с устройством подачи прутка, токарным станком Mori Seki, фрезерными станками.
- Настройка/эксплуатация: токарные станки с ЧПУ Okuma Captain, Okuma Space Turn 2000 И КИА СЛ 150.
- Настройка и эксплуатация токарных станков Okuma с приводным инструментом Программирование токарных станков Okuma с помощью Mastercam
Вот как аэрокосмическая промышленность используется в резюме оператора наладки токарного станка:
- Измерение и проверка деталей в соответствии со стандартами аэрокосмической промышленности.
- Производство аэрокосмических деталей из жаропрочных сплавов.
- Специализируется на уникальных компонентах подшипников для аэрокосмической промышленности.
- Сертифицирован по техническим измерениям компанией Aerospace.
- Крупногабаритные детали для горнодобывающей, аэрокосмической и энергетической промышленности.

Вот как g-код используется в резюме оператора по настройке токарного станка:
- Программирование и изменение существующих программ путем понимания различных кодов обработки.
- Загружены новые макеты для новых деталей, которые будут добавлены в файл G-кода для сохранения для будущих заданий.
- Сгенерированные файлы STL/DFX с координатами G-кода для прототипа программы позиционирования оборудования с использованием 3D4D-поверхностей с траекториями движения инструмента с ЧПУ.
- Загрузка и мониторинг необработанных деталей, отчеты КИМ, смещения инструмента, проверки кодов M&G и безопасные запуски.
- Предоставление информации строительным инспекторам и строительному персоналу о требованиях строительных норм и правил, а также консультирование по вопросам строительства.

Выберите из более чем 10 настраиваемых шаблонов резюме оператора по настройке токарного станка
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора по настройке токарного станка, а также предоставляет советы экспертов. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора наладки токарного станка будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Вот как компараторы используются при наладке токарного станка Резюме оператора:
- Выполнение проверки контроля качества с использованием штангенциркуля/манометров/микрометров и цифровых компараторов.
- Использовал различные инструменты, включая микрометры, штангенциркули и компараторы, чтобы убедиться, что детали соответствуют точным спецификациям при соблюдении строгих допусков.
- Микрометры, штангенциркули и цифровые компараторы использовались для проверки деталей, изготовленных для авиационной промышленности.
- Микрометры действующие, глубиномеры, компараторы и штангенциркули и все измерительные приборы.
- Бывшие в употреблении разметчики, датчики и цифровые компараторы для контроля качества.

Вот как mori seiki используется при наладке токарных станков Резюме оператора:
- Программное редактирование кода G и M и настройка на токарном станке Mori Seiki.
- Программа, настройка и запуск токарных станков с ЧПУ Mori Seiki с устройством подачи прутка.
- Эксплуатировал MORI SEKI CL25, NAKAMURA TMC400 и SLANT 4.
- Должностные обязанности: Я управлял некоторыми горизонтальными и вертикальными машинами Mori и Cincinnati.
- Программа с использованием Mori Apps II, диалог с некоторым Esprit.
Вот как используются шпиндели на токарном станке Резюме оператора настройки:
- Проверка и установка режущих инструментов в держателях, правильная ручная загрузка в станочные магазины или шпиндели.
- Наденьте шпульки на шпиндели и вставьте шпиндели в шпульно-намоточные машины.
- Ввел спецификации в компьютер и запустил станок для вырезания шпинделей.

Вакансии оператора наладки токарного станка
Вот как контроль в процессе используется для резюме оператора наладки токарного станка:
- Чтение и интерпретация чертежей для определения размеров и допусков – Проверяйте размеры деталей, выполняйте производственные проверки с помощью соответствующих измерительных приборов.
Вот как мазак используется на токарном станке Резюме оператора по наладке:
- Настройка станков C&C Mazak и рабочих машин.
- Изучил и ознакомился со станками Mazak.
- Настройка и запуск токарных станков (Mazak, MORI-SEIKI).
- Установка и запуск мельниц (Mazak).
- Настройка и эксплуатация токарных станков с ЧПУ mazak Выполнение первой детали и ежедневная проверка деталей Я также немного редактирую
Вот как CMM используется в резюме оператора наладки токарного станка:
- Очистка и проверка деталей Контроль КИМ с ЧПУ Шлифовка деталей для удаления заусенцев
- Выполнение производственных обязательств перед заказчиком при сохранении превосходного качества с использованием измерительных приборов и КИМ.
- Сертифицированный оператор КИМ/программист, использующий программное обеспечение Calypso.
- Использование оборудования КИМ для измерения деталей с высокой степенью точности и, при необходимости, внесения поправок на станки для резки.
- Используемые прецизионные инструменты – микрометры, штангенциркули, датчики КИМ, микрометры глубины и т.д. для производства качественных продуктов.

Вот как используются станки на токарных станках Резюме оператора настройки:
- Обслуживание станков с ЧПУ/винтовых станков, удаление и замена сломанных или изношенных станков с использованием ручных инструментов.
- Техническое обслуживание машин, удаление и замена сломанных или изношенных станков.
- Прошел обучение по настройке в Adept Machine Tools для токарных станков Citizen.
- Приобретите все станки, держатели, приспособления, кулачки и пластины надлежащего класса для качественной и точной настройки.
- Программируемые компьютеры и электронные инструменты, такие как станки с числовым программным управлением.

Вот как спецификации чертежа используются в резюме оператора наладки токарного станка:
- Эксплуатируемый 4-осевой горизонтальный обрабатывающий центр, изготавливающий детали в пределах допусков спецификаций чертежа.
- Завершение производства в соответствии со спецификациями чертежа в условиях высокоточного производства в больших объемах.
- Управляемая и идентифицированная длина и номера деталей в соответствии со спецификациями чертежа для обеспечения соблюдения спецификаций качества.
- Используемое прецизионное измерительное оборудование для обеспечения соответствия деталей спецификациям чертежей.
- Чтение и интерпретация спецификаций чертежей для понимания размеров деталей заказчика.
Вот как iso используется в резюме оператора наладки токарного станка:
- Хорошо разбирается в чертежах и ISO. Причина ухода: оплата и время в пути
- Наладка/эксплуатация токарных станков Заточка, перемещение и подрезка инструментов Непосредственное участие в процессе документации ISO Разборка станков для следующего задания
- Создано процедуры проверки и документирования ISO-совместимых изготовленных компонентов для рабочей станции лазерной хирургии.
- Прошел обучение по международному стандарту качества ISO 9001, следовал процедурам обеспечения качества, чтобы компания получала постоянную сертификацию.
- Участие в постоянном совершенствовании документации и процедур сертификации ISO.
 Причина ухода: оплата и время в пути
Причина ухода: оплата и время в путиРасскажите нам, какую работу вы ищете, и мы покажем вам, какие навыки нужны работодателям. Начало работы
Восемь наиболее распространенных навыков, основанных на резюме оператора токарной установки в 2023 году. %
Поиск вакансий рядом с США
Вакансии оператора по настройке токарного станка начального уровня
Практически не требуется опыта
Вакансии оператора по настройке токарного станка на неполный рабочий день
Вакансии на неполный рабочий день Найм сейчас
Активно нанимаю
Вакансии оператора по настройке токарного станка, добавленные за последние 7 дней
Вакансии оператора по настройке токарного станка без степени
Поиск вакансий без степени требуется
В соответствии с последними тенденциями, наиболее подходящим резюме оператора токарного станка Ключевые слова для вашего резюме:
- Суппорты
- FANUC
- Токарные станки
- Okuma
- Aerospace
- G Code
- Comparators
- Mori Seiki
- Spindles
- In-Process Inspection
- Mazak
- CMM
- Machine Tools
- Blueprint Specifications
- ISO
- Haas
- Микрометры глубины
- RAN
- SPC
- M-коды
- G-код
- Программы редактирования
- Токарная обработка с ЧПУ
- Алюминий
- Stainless Steel
- HASS
- Manual Lathes
- Dial Indicators
- Jigs
- Machine Operation
- QC
- Quality Standards
- Quality Issues
- OD
- Grinding Machines
- Drill Presses
- Fadal
Реальные примеры резюме оператора токарного станка, в котором используются эти навыки
Создайте резюме профессионального оператора токарного станка за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме оператора по наладке токарного станка.
Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме оператора по наладке токарного станка.
Albert Ramos Установите оператор . . . . . . . . . . . . .
История занятости Токарный станок. Используйте простые команды для управления машиной, осмотрите детали в соответствии с чертежами Оператор наладки машины 2005–2015 Caterpillar Пеория, Иллинойс
Токарщик 1997 – 2005 Caterpillar Пеория, Иллинойс
Образование Диплом средней школы 1997 – 1997 | ||||
| ||||
Меган Уайт МОСТ ОПЕРЬЕРА Информация Farmington Hills, MI (9903. EDMRANВинтовые станкиНаладочные листыНовые работыСверлильный станокКрупные деталиУстановкаОкончательный осмотрДлина Трудовой стаж Оператор токарного станка 2017 – настоящее время Клапаны Mac Farmington Hills, MI
Наладчик 2007–2017 Роберт Бош Фармингтон-Хиллз, Мичиган
Оператор шлифовального станка 2006 – 2007 Haworth Big Rapids, MI
ОБРАЗОВАНИЕ ОБРАЗОВАНИЯ ДЕЛЕКТА СТРАВЛЕНИЯ.0022 | ||||
Megan White Токарный станок. Mac Valves•Farmington Hills, MI
Наладчик 2007–2017 Robert Bosch•Farmington Hills, MI
Оператор шлифовального станка 2006 – 2007 Haworth•Big Rapids, MI
Навыки EDMRANScrew MachinesSetup SheetsNew JobsDrill PressLarge PartsSet UpFinal InspectionLength Education Bachelor’s Degree Precision Metal Working2003 – 2006 Ferris State University•Big Rapids, MI | ||||
|

 555-51313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131.
555-51313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131313131.


Create My Resume
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Готовы приступить к резюме оператора по настройке токарного станка?
Выберите свой текущий опыт работы, чтобы приступить к созданию резюме приобрести навыки, необходимые оператору наладки токарного станка, — пройти онлайн-курс. Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку операторы токарных станков выигрывают от таких навыков, как штангенциркуль, фанук и токарные станки, мы нашли курсы, которые помогут вам улучшить эти навыки.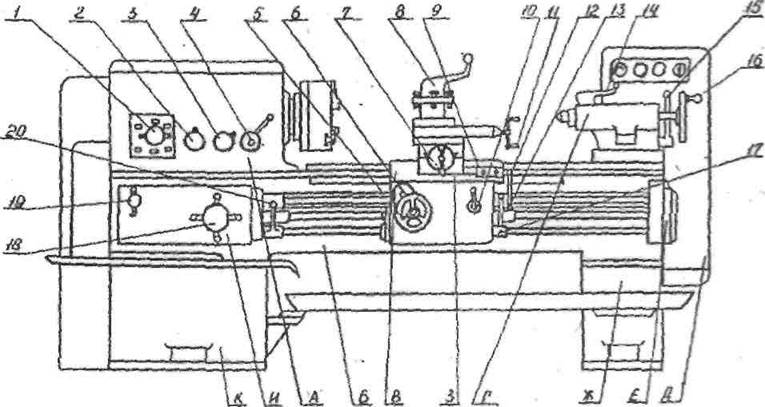
Рекламное раскрытие
Создание траекторий для токарного станка с ЧПУ
Станки с ЧПУ имеют почти бесконечное множество конфигураций для различных применений. До сих пор мы говорили только о станках с ЧПУ. Точнее, вертикально-фрезерные центры. В этом курсе мы обратим внимание на токарный станок с ЧПУ. Мы определяем разницу в системе координат токарного станка, инструментах и как создавать траектории для конкретных токарных станков. Хотите вывести свое обучение на новый уровень? Завершите специализацию Autodesk CAD/CAM для производства, и вы разблокируете дополнительную…
Подробнее на Coursera
Введение в CAD, CAM и практическую обработку с ЧПУ
Этот курс знакомит вас с фундаментальными знаниями в области автоматизированного проектирования, производства и практического использования станков с ЧПУ. В этом курсе мы начинаем с основ Autodesk® Fusion 360™ CAD, учась правильно создавать эскизы и моделировать 3D-детали. Прежде чем программировать какие-либо траектории, мы изучим основы обработки с ЧПУ, чтобы убедиться, что у нас есть базовые знания, необходимые для эффективного определения траекторий. Наконец, мы изучим основы настройки CAM-программы и определения…
Наконец, мы изучим основы настройки CAM-программы и определения…
Подробнее на Coursera
MLOps (операции машинного обучения) Основы
Этот курс знакомит участников с инструментами MLOps и передовыми методами развертывания, оценки, мониторинга и эксплуатации производственных систем машинного обучения в Google Cloud. MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании…
Просмотреть подробности на Coursera
Запуск машинного обучения: обеспечение операционного успеха с лидерством в машинном обучении Gold Standard
Машинное обучение правит миром. Он генерирует прогнозы для каждого отдельного клиента, сотрудника, избирателя и подозреваемого, и эти прогнозы более эффективно управляют миллионами бизнес-решений, определяя, кому звонить, отправлять по почте, одобрять, тестировать, диагностировать, предупреждать, расследовать, заключать в тюрьму, назначать дату , или лечиться. Но для того, чтобы это заработало, вы должны преодолеть распространенный разрыв между лидерством в бизнесе и техническими ноу-хау. Запуск машинного обучения — это не только задача управления, но и…
Но для того, чтобы это заработало, вы должны преодолеть распространенный разрыв между лидерством в бизнесе и техническими ноу-хау. Запуск машинного обучения — это не только задача управления, но и…
Подробнее на Coursera
Программирование токарных станков с ЧПУ с использованием кода G
(315)
Обучение токарным станкам с ЧПУ с использованием кода G FANUC…
Подробнее на Udemy
Программирование фрезерных станков с ЧПУ с использованием кода G 9000
(296)
Научиться читать и писать программы ЧПУ с FANUC G Code еще никогда не было так просто…
Подробнее на Udemy
Шаг за шагом — Настройка WordPress на VPS для начинающих
(465)
Пошаговый курс для начинающих по настройке нескольких сайтов WordPress на защищенном и оптимизированном VPS…
Просмотреть подробности на Udemy
Введение в программирование станков с ЧПУ
(1,442)
Обучение программированию фрезерных станков с ЧПУ и фрезерных станков с ЧПУ машины, использующие язык GCODE. ..
..
Подробнее о Udemy
Создание фотостудии с оборудованием — бюджет
(337)
Узнайте, как создать фотостудию с любым бюджетом: расположение, помещение , фоны, освещение, реквизит и многое другое!…
Подробнее о Udemy
Обучение ремонту гитары — модуль 2, настройка гитары
(386)
Лауреат премии — модуль 2, изучение настроек гитары (анкерный стержень, порожек и бридж, интонация, громкость звукоснимателя). ..
Просмотреть подробности на Udemy
МАСТЕРСТВО ПОСТАНОВКИ ЦЕЛЕЙ: за 60 минут до 10 кратного увеличения ваших результатов …
Подробнее об Udemy
Постановка и достижение целей
(1,607)
Ставьте достижимые долгосрочные и краткосрочные цели с помощью действенного плана…
Подробнее об Udemy
Операционные системы с нуля — часть 3 900
(873)
Изучите управление памятью в операционных системах, поскольку операционная система составляет основу компьютерных наук. ..
..
Подробнее о Udemy
Полный курс машинного обучения с Python
(5,566)
Создайте портфолио из 12 проектов машинного обучения с помощью Python, SVM, регрессии, неконтролируемого машинного обучения и многого другого!…
Изучите концепции операционных систем с нуля, поскольку операционные системы составляют основу информатики… Набор инструкций ARM, разработка драйверов периферийных устройств, алгоритмы, подпрограммы цифровой обработки сигналов и т. д.
Подробнее о Udemy
Программирование на языке ассемблера x86 с нуля
(1,239)
Создание более 50 программ ассемблера – набор инструкций x86, SIMD, алгоритмы обработки изображений, процедуры DSP, MMX, SSE, AVX…
Просмотреть подробности на Udemy
Введение в числовое программное управление
Компьютерное числовое управление (ЧПУ) Обработка — это процесс, посредством которого компьютеры управляют машинными процессами в производстве. Типы управляемых машин включают токарные, фрезерные, фрезерные и шлифовальные станки – все они используются для производства изделий из металла и пластика. В этом курсе вы узнаете все тонкости обработки с ЧПУ; получение необходимых знаний для разработки и управления проектом на станке с ЧПУ. От интерпретации плана до механической обработки и контроля качества вы узнаете, как…
В этом курсе вы узнаете все тонкости обработки с ЧПУ; получение необходимых знаний для разработки и управления проектом на станке с ЧПУ. От интерпретации плана до механической обработки и контроля качества вы узнаете, как…
Подробнее о edX
Предпринимательские операции: запуск стартапа
В этом курсе по управлению стартапами будут рассмотрены реальные операционные проблемы и риски, связанные с запуском нового предприятия. Мы рассмотрим стартапы в различных отраслях. Курс предоставит вам набор шагов, фреймворков и инструментов, которые можно использовать для понимания важных соображений по созданию операции запуска с нуля. В каждом модуле учащиеся будут знакомиться с различными концепциями, связанными с операциями. Конспект лекций,…
Подробнее о edX
VITARA — Основы управления реформами: создание программы реформ
Отдельный связанный модуль — Специальные темы управления реформами: управление программой реформ — основан на этом модуле, предоставляя дополнительные материалы по ключевым вопросам, возникающим при реализации реформы.