Станочек для намотки катушек v.2.0 из электромясорубки
Намотав несколько катушек я понял, что направлять провод, укладывать его если что не так и вращать рукоятку и все это одновременно не особенно то удобно. Особенно если провод толстый. Начал я думать, как это упростить… и как говориться голь на выдумки хитра, пришла мне идея всё это приспособить к… электромясорубке! Вращение у нее достаточно медленное, а тяги хоть отбавляй.Конструкция в принципе простая, использовано всё из моей предыдущей статьи «Сделай сам станочек для намотки + счетчик витков из калькулятора: быстро и сердито».
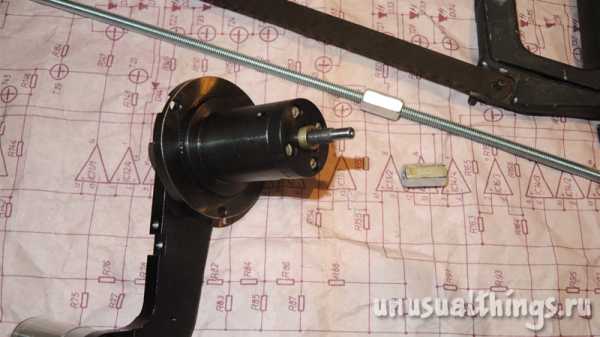
Единственное что пришлось изготовить — это вал, который будет вставляться вместо шнека электромясорубки и еще возможно понадобятся центровочные шайбы для катушек на валу.

Детали использованые при сборке В разрыв цепи питания мясорубки поставил педаль от эл. швейной машинки «Чайка» с медленныи и плавным стартом. Можно установить какое-нибудь устройство для регулирования оборотов. Но меня отлично выручила педаль, большего и не надо.

Установка уголка для крепления концевика и калькулятора

Собственно сама конструкция

Здесь по сравнению с предыдущей конструкцией стало намного легче менять катушки, не надо снимать ручку т. д.
В предыдущей статье предлагалось использование геркона, у меня еще возникла идея использовать вместо концевика фотоэлемент.
И самое главное: после работы станок буквально за 5 минут снова превращается в мясорубку.
Сергей (seregaKP)
Нижнекамск
1983 г.р
datagor.ru
Намоточный станок своими руками — Необычные вещи
В прошлой статье я поделился с Вами, как перемотать вторичные обмотки трансформатора под необходимое напряжение. Толстая проволока наматывалась вручную, так как другим способом в домашних условиях аккуратно уложить виток к витку не представлялось возможным. С меньшим диаметром обмоточного провода можно применить более технологичный способ, что позволит сократить время и усилия при намотке, а так же, что немало важно, изготовление трансформатора не будет отличаться от заводского исполнения. Далее будет описана простая конструкция самодельного намоточного станка, с помощью которого Вы с легкостью сможете намотать катушки, дроссели, силовые и звуковые трансформаторы.
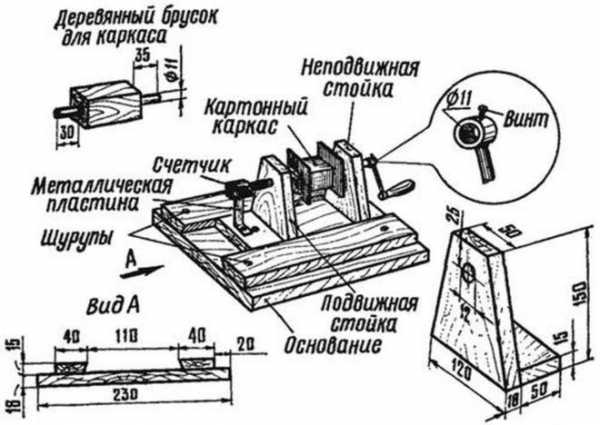
Основание (станина) намоточного станка
Сделать станок для намотки трансформаторов можно из любого прочного легко обрабатываемого материала. Самым подходящим будет: метал, фанера (дерево) или пластмасса. В зависимости от того, что у Вас есть в наличии и с чем Вы любите больше всего работать, можно отдать предпочтение тому или иному материалу.
В основном мастерю самоделки из того, что у меня есть под рукой, так и в этом случае, в завалах барахла под названием «в хозяйстве пригодится» нашлись обрезки из 10 миллиметровой полужесткой пластмассы, которую успешно применил в конструкции намотчика и его элементов.
Изначально, при разработке, необходимо сделать пробный макет, продумать компоновку намотчика, задать себе вопрос, какие необходимые функции должно выполнять устройство. В процессе макетирования легко дополнять и совершенствовать, подгонять размеры, что позволит на выходе получить самый удачный вариант.

По проекту у нас три оси:
Первая ось (намотчик) — на ней будет вращаться наматываемая катушка трансформатора. На одном конце будет крепиться счетчик количества сделанных витков, а на другой стороне привод вращения оси с набором шкивов. Привод может быть ручным в виде закрепленной ручки на оси либо электрическим в виде шагового двигателя.
Вторая ось (укладчик) — на ней будет «бегать» поводок укладчика проволоки, также на оси будет закреплен второй набор шкивов, который через ременную передачу с помощью пассика будет сопрягаться с первым набором шкивов на первой оси.
Третья ось (держатель катушек) – служит опорой для катушки с обмоточным проводом.
На этапе проектирования следует правильно разнести оси между собой, чтобы каркас наматываемой катушки трансформатора не цеплялся за станок и не задевал другую ось, также выбрать высоту расположения катушки с проволокой, чтобы можно было свободно навешивать разные по габаритам катушки. Можно предусмотреть дополнительную ось для смотки-намотки проволоки с катушки на катушку.




Счетчик оборотов для подсчета витков
Один оборот равен одному витку — так раньше в уме подсчитывал, мотая трансформатор на примитивном приспособлении. С появлением полноценного намоточного станка с предусмотренным счетчиком стало намного проще, но самое важно, что при намотке витков процент на ошибку свелся практически к нулю.

В рассматриваемом намотчике использован механический счетчик УГН-1 (СО-35) от советской аппаратуры. Его можно заменить на велосчетчик или механический счетчик от старого бытового магнитофона, где он отмерял расход ленты. Также можно собрать простой счетчик своими руками, имея только калькулятор, геркон, два провода и магнит.
Разберите калькулятор на два контакта, замыкаемых кнопкой «равно», припаяйте два провода, а на концы проводов запаяйте геркон. Если поднести магнит к геркону, то его пластины внутри стеклянной колбы замкнутся и на калькуляторе произойдет имитация нажатия кнопки. Используя функцию сложения калькулятора 1+1 можно подсчитывать обороты.

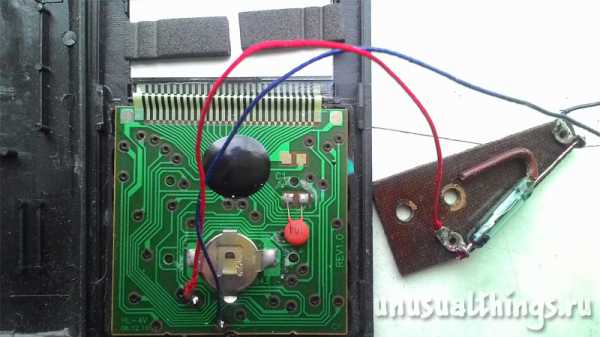

Далее закрепляем самодельный диск на первую ось. К диску приклеиваем магнит, а на корпусе станка или кронштейне крепим геркон. Геркон располагаем так, чтобы при обороте диска магнит проходил рядом с герконом и смыкал его контакты.
По такому принципу можно заменить геркон на концевой выключатель, а диск сделать в виде эксцентрика. Диск-эксцентрик, вращаясь своей выпуклой частью, будет нажимать на концевик
Укладчик витков
Укладчик проволоки служит для равномерной намотки, виток к витку, обмоточного провода на каркас изготавливаемого трансформатора или катушки. Плотность намотки зависит от того, с какой скоростью вращаются оси, а так же от диаметра выбранной проволоки. Необходимое соотношение скорости вращения первой и второй оси можно достичь с помощью шкивов и ременной передачи. При работе отлаженного механизма станка происходит одновременное перемещение ролика укладчика с определенным шагом и укладка проволоки на каркас наматываемого трансформатора. В двух словах не объяснить, но при дальнейшем прочтении статьи станет все понятно.
В рассматриваемой конструкции использована шпилька-штанга заводского изготовления М6 с шагом резьбы 1мм. В боковины станины намоточного станка параллельно друг другу закрепляют подшипники в заранее просверленные для них отверстия, далее в них вставляют шпильку. Для наилучшего скольжения смазываем подшипники. На шпильке перемещается направляющий ролик, через который продевается проволока.

Направляющий ролик для укладки проволоки можно изготовить самостоятельно, имея небольшой отрезок П-образного алюминиевого профиля, удлиненную гайку-втулку, соответствующую по резьбе шпильке, и подающий ролик с канавкой посередине.

В П-образном профиле сверлятся отверстия параллельные друг другу. Верхняя пара отверстий — для ролика, а нижняя — для удлиненной гайки. Диаметр верхних отверстий в стенках профиля подбирается по оси, на которой будет закреплен ролик, а нижние на миллиметр больше диаметра резьбы шпильки. Под расстояние между стенками профиля впритирку подгоняется по размеру удлиненная гайка. Затем эта конструкция наворачивается на шпильку укладчика.




Шпилька фиксируется гайками по бокам так, чтобы она могла вращаться без смещений. С одной из сторон оставляется запас шпильки, чтобы на нее накручивать шкивы для сопряжения первой и второй оси.
Два шкива соединены ременной передачей
Оси в намоточном станке соединены между собой системой шкивов различного радиуса. Шкивы, закрепленные на осях, вращаются с помощью ременной передачи. В качестве ремня используется пассик.
Чтобы рассчитать шкивы согласно диаметру обмоточной проволоки примем следующие условия и выведем формулу:
— Шкив оси укладчика равен 100мм;
— Шкив на оси с закрепленной катушкой (намотчика) равен толщине необходимой проволоки, помноженной на 100.
Например, для 0,1мм проволоки применим 10 мм шкив на оси намотчика. Для диаметра 0,25 проволоки 25 мм шкив.
По возможности лучше изготовить шкивы с шагом 1 мм и подбирать в процессе намотки, используя данную формулу
Погрешность зависит от точности диаметра изготовленных шкивов и натяжения пассика. Если применить в конструкции в качестве привода шаговый двигатель с шестереночной передачей вместо пассика и точно выпиленных шкивов, то погрешность можно приблизить к нулю.
Теперь расскажу, как сделать шкив своими руками в домашних условиях не обращаясь к токарю. Набор шкивов у меня сделан из того же материала, что и станина намоточного станка. Разметил с помощью циркуля необходимые диаметры шкивов и добавил несколько миллиметров в большую сторону, чтобы проточить канавку для пассика до нужного размера. По контуру разметки просверлены шуруповертом отверстия и прорезаны перегородки между ними. Так набрал необходимое количество заготовок для шкивов. В роли токарного станка у меня была приспособлена ненужная мясорубка «Помощница».


Точно уже не помню, нарезал резьбу на валу двигателя мясорубки либо там оказалась подходящая, но через длинную гайку-втулку была прикручена шпилька. На шпильку через гайки и шайбы прикручивалась заготовка чуть большего диаметра, чем требовался шкив. Включалась мясорубка и ножовкой по металлу/ напильником скруглялись все неровности до круглой формы, а надфилем протачивалась бороздка (канавка) для пассика. В процессе штангенциркулем периодически проверялись диаметры самодельных шкивов.


Составные части намоточного станка и принцип его работы
Элементы намоточного станка собирались неспешно. Почти все было взято от старой советской киноаппаратуры. Подвижные части: ручка, шпильки осей, направляющий ролик — все оснащено подшипниками. Шпильки, гайки, шайбы и уголки были куплены в магазине, торгующем метизами. Потратиться пришлось только на шпильки, длинные гайки и уголки. В остальном все сделано из подручных материалов, имеющихся в наличии.

Для точного подбора плотности намотки проволоки на шпильку укладчика нанизывается набор из нескольких шкивов. Так, в случае не плотной намотки, можно было на один размер перебросить пассик и подогнать скорость вращения осей. Пассик в процессе намотки проволоки перекручивают в зависимости от направления хода намотки по типу формы «Восьмерка» либо прямое расположение пассика. Следует сделать пару десятков пробных витков, чтобы правильно подогнать шкивы под диаметр проволоки.


Из дерева либо другого материала изготавливают основу по форме внутренней части катушки трансформатора и гайками-барашками фиксируется на шпильке. Так же для фиксации катушки можно сделать универсальные удерживающие уголки. Демонстрация работы намоточного станка показана на видео:
[Здесь будет видео процесса намотки трансформатора]




Об Авторе: Максим Лапицкий
Приветствую вас, дорогие читатели! Меня зовут Максим. Я убежден, что почти все можно сделать у себя дома своими руками, уверен, что это под силу каждому! В свободное время люблю мастерить и создавать что-то новое для себя и своих близких. Об этом и многом другом вы узнаете в моих статьях!
unusualthings.ru
Самодельный намоточный станок с укладчиком
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
Как работает станок для намотки
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.

Ручной намоточный станок с механическим счетчиком оборотов
Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Современные намоточные станки оснащены специальными счетчиками
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.
Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
Составляющие станка
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.

Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
Схема станины станка
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Самодельный намоточный станок — схема устройства
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.

Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
Счетчик для намоточного станка — схема
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Видео по теме: Намоточный станок с укладчиком — своими руками
promzn.ru
Производство катушек для намотки проволоки от компании Imstech
Наша компания уже давно занимается поставкой пресс-форм для производства катушек для намотки сварочной проволоки, опто-волоконных кабелей, а так же других проводов.
Мы изготовили уже не один десяток форм для данных изделий, каждый раз соблюдая высокие требования к точности геометрии и весу.
Получаемые изделия точно отбалансированы и имеют минимальные параметры биения.
Мы успешно произвели и сдали пресс-формы на следующих типы катушек:
Катушка К-100, К-125, К-200, К-250, D-200, D-300, E-80, а так же катушки для намотки опловолокна 50 и 25 км.
Фотографии готовых изделий можете увидеть ниже:

Катушка для намотки оптоволокна 50 км

Катушка D-200

Катушка E-80

Катушка для намотки электроэрозионной проволоки JP-5

Катушка К-125
Катушка БК-125. Так же мы можем произвести пресс-форму на любую катушку по Вашему техническому заданию.
Присылайте Ваши технические задания на электронную почту [email protected]
либо оставляйте заявки по телефону: +7 495 507 7328
imstech.ru
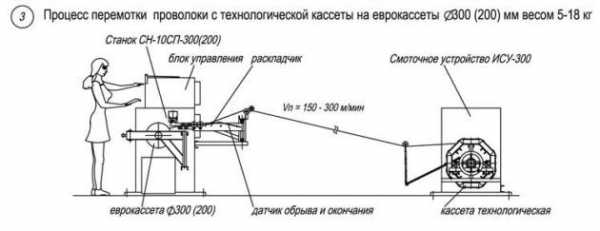
5.3 Намотка проволоки на катушку
5.3.1 Намотка проволоки на катушку осуществляется равномерно с заданным натяжением проволоки, метражом намотки и шагом укладки, на горизонтальном намоточном устройстве BU 1400.
Максимальная скорость намотки 12 м/сек (720 м/мин).
Таблица 2 – Размеры катушек
Масса катушки с проволокой, т | До 1,0 | До 5,0 |
Диаметр диска, мм | 820 | 1400 |
Диаметр обечайки, мм | 426 | 700 |
Рабочая ширина, мм | 452 | 900 |
Максимальная ширина, мм | 552 | 1100 |
Внутренний диаметр втулки, мм | 150 | 120 |
Номер чертёжа | СП2.177 (559-1230) | 75.143.00 СБ |
5.3.2 Фиксация катушки в намоточном устройстве осуществляется посредством двух вертикальных цапф, одна из которых установлена стационарно, а другая может перемещаться в вертикальной плоскости для зажима или освобождения установленной катушки.
5.3.3 Механизированная траверса обеспечивает равномерную послойную укладку проволоки на катушке при намоте и состоит из шкива, перемещающегося вдоль катушки, и привода. Шкив движется со скоростью, зависящей от диаметра проволоки.
5.3.4 Намоточное устройство оснащено пневматическим зажимом проволоки, которое удерживает проволоку при неработающем оборудовании. Зажим срабатывает автоматически в момент останова намоточного устройства.
5.3.5 Намоточное устройство предназначено для работы с катушками различного диаметра, поэтому оно оснащено подъёмным механизмом, который позволяет совмещать втулку катушки с захватами, таким образом, центрируя катушки меньшего диаметра.
5.3.6 Извлечение полной катушки производится с помощью специального механизма, который выкатывает катушку.
5.3.7 Транспортировка катушки осуществляется с помощью кран-балки, управляемой с пола. Грузоподъемность кран-балки – 5 т. Строповка осуществляется в соответствии с альбомом схем (карт) складирования, строповки и транспортировки по сталепроволочно-канатному цеху СПО-4 (№ 14.1252.00; инв.307-4468).
5.3.8 Качество намотки должно обеспечивать свободную без «затяжек» и рывков смотку проволоки от начала до конца катушки. Намотка проволоки на затоваренные катушки категорически запрещается.
5.4 Маркировка, правила приёмки и методы испытаний
5.4.1 Маркировка, правила приёмки и методы испытаний готовой проволоки должны соответствовать требованиям нормативных документов, стандартов организаций с дополнениями, изложенными в технологических документах на конкретный вид проволоки.
5.4.2 Правила приёмки и методы испытаний проволоки-заготовки должны соответствовать требованиям СТО ММК-МЕТИЗ-9.
5.4.3 Проволока-заготовка для изготовления проволоки для железобетонных шпал и железобетонных конструкций маркируется полилитовым ярлыком, на которой указывается:
номер катушки;
диаметр проволоки;
плавка;
вес;
дата изготовления.
5.4.3.1 При задаче каждой новой плавки проволока-заготовка испытывается на разрывное усилие не менее чем от двух катушек. От катушки проволоки-заготовки, принятой ОТК по внешнему виду и размерам, волочильщик отбирает образцы длиной 250-300 мм.
5.4.3.2 К отобранным образцам крепится ярлык с указанием номера образца. Образцы передаются в лабораторию, где оформляется заказ в котором указывается:
Разрывное усилие проволоки-заготовки после волочения должно быть в соответствии с требованиями ТК ММК-МЕТИЗ-К.ПР-114.
За своевременный отбор, подготовку образцов к испытаниям и доставку в лабораторию несет ответственность мастер волочильного участка.
5.4.3.3 Испытание проволоки на растяжение проводят по ГОСТ 1497.
5.4.3.4 При получении удовлетворительных результатов плавка в необходимом количестве задается в производство. Катушки при наличии маркировочных ярлыков подаются на линию стабилизации.
studfiles.net
Станок для намотки трансформаторов и катушек
Очень часто при ремонте того или иного оборудования, особенно если в сборке имеется очень редкий трансформатор, возникают проблемы доступности этого элемента. Конечно же, можно заказать трансформатор у самого производителя.
Но вряд ли завод станет обслуживать одноразового клиента, да и еще с одним заказом. И для того, чтобы таких проблем не возникало, был создан станок им. Н. Филенко. Устройство довольно простое и достаточно функциональное. Согласитесь, любой мастер, да и начинающий радиолюбитель не отказался бы иметь в своей коллекции инструментов станок, который умеючи наматывает витки для трансформатора.
Особенности.
Станок позволяет мотать провода на каркасы с внутренним диаметров от 10 миллиметров, и даже на квадратные и прямоугольные каркасы размерами от 10 х 10 мм.
Макс. длина намотки составляет 180-200мм.
Макс. диаметр (т.е. диагональ квадратного каркаса) составляет 190-200мм.
Намотка может осуществляться в ручном режиме с использованием провода до 3.2мм, в режиме «полуавтоматической» намотки с использованием провода от 0.3 до 2.00 мм.
Режим полуавтоматической намотки предусматривает укладку и намотку слоя провода синхронно, с последующей ручной укладкой слоев изоляции и сменой направлений укладки проводов.
В станке, для укладки проводов разных диаметров, предусмотрен набор шкивов, которые легко менять, и которые позволяют выбрать около 27 разных шагов намотки с диапазоном от 0.31 до 1.0 мм, или же 57 шагов с диапазонами от 0.31 до 3.2 мм.
Устройство из-за своей большой массы не нуждается в креплениях к основанию.
Принцип работы станка довольно прост: вал, на котором устанавливается каркас трансформатора, соединен с валом, синхронно по которому и перемещается сам укладчик проводов. Во внутренней части втулки укладчика провода нарезана резьба. При вращении этого вала, втулка перемещается и тянет направляющее устройство для проводов.
Быстрота вращения вала зависит от размера шкивов, то есть от их диаметров, которые установлены на нижних и верхних валах, а быстрота перемещения самой втулки плюс ко всему и от шага резьбы укладчика. Вращение вала с самим каркасом можно осуществлять вручную, также можно приделать электродрель в качестве привода.
Детали и элементы.
Станина
Станина оборудования изготовлена из пары стальных листов. Основание станины выполнено из стали толщиной в 15 мм, боковины – 6 мм. Такая конструкция взята специально из соображения поверхностной устойчивости оборудования.
Перед закреплением боковины, станины укладываются вместе, и осуществляется сверление дырок одновременно на обоих боковинах. Далее, после этого станины устанавливаются на само основание и сваркой привариваются к нему.
В просверленные отверстия (кроме нижних) боковин вставляются втулки, а в остальные отверстия – подшипники. Эти элементы были взяты от 5-ти дюймового обычного дисковода. Для того чтобы подшипники и втулки не перемещались, их необходимо зафиксировать крышками.
Валы.
Верхний вал предназначен для крепления каркаса катушки. Изготовлен из прутка размером в 12 мм. (В станке абсолютно все валы подходят друг к другу по размерам их размеров, и взяты они от старых матричных принтеров, так как они произведены от закаленной стали, они хромированы и отшлифованы).
Серединный вал. На этот вал опирается устройство подачи проводов. Средний вал также изготовлен из вала с диаметром 12 мм. Здесь этот прут рекомендуется отполировать.
Нижний вал. Для нижнего вала рекомендуется изготовить также из прутка диаметром в 12 мм. Но в данном случае использовался вал 10х1,0 мм.
Втулки укладчика.
Длина втулки и длина 20 мм; внутренняя резьба должна быть такой же, как на нижнем вале, то есть М12х1,0 мм (а в оригинале составляет – М10х1,0 мм)
Шкивы
Шкивы станка выполнены по 3 канавкам разных диаметров в одном блоке. Диаметры были выбраны таким образом, чтобы наиболее оптимально перекрыть диапазон сечений проводов.

Комбинация шкивов дает возможность получить до 54 различных шагов намотки проводов. Канавки для пассика, в особенности их ширина, выбирается исходя из уже имеющихся пассиков, в данном варианте – 6-мм. Обратите внимание: Сумма толщины шкивов не должна быть более 20-ти мм. Если толщина больше, то необходимо будет увеличить саму длину левых хвостовиков верхнего и нижнего валов.
Табличка шагов.
В данной таблице указаны: колоны – диаметр ведомых шкивов; строки – диаметр ведущих шкивов; ячейки – шаги намотки.
Обратите внимание: Все параметры, приведенные в таблице, носят только ознакомительный характер, так как данные напрямую зависят от точности конструирования самих шкивов, диаметров пассика и шага резьбы на падающем валу. Рекомендуется, после изготовления станка уточнить показатели, осуществляя пробные намотки. Некоторая неточность при конструировании особо не окажет большого влияния на производительность, но все, же довести дело до ума советуем. Если же возникнет необходимость осуществить намотку более тонкими проводами, можно будет изготовить тройной шкив с диаметром в 12 / 16 / 20 мм. Дополнительное наличие таких шкивов позволит использовать и провода диаметров от 0,15 мм.
Укладчик проводов.

Укладчик выполнен из трех пластин, соединенные друг с другом винтами М4. Размер отверстий 20-ть мм. Отверстия в верхней части – 6 мм, выполнен для винта, регулирующий натяжения провода.
Внутренняя пластинка изготовлена из стали. В нижнюю дырочку приварите стальная втулка размером в 20-ть мм, и длиной в 20-ть мм, и с внутренней резьбой в 12х1,0. В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
Между внешними пластинками вклеивается кожаный желобок, нужен он для того, чтобы выпрямлять и натягивать провод. Также для регулировки натяжения в верхнюю часть укладчика установлен винт, стягивающий верхние части внешних пластин. На заднюю часть станины установлен откидной кронштейн, куда крепится катушка с проводомами.
И наконец, сам привод. Здесь в качестве этого элемента использовалась обычная шестерня, к которой прикреплена рукоятка. Процесс намотки можно также автоматизировать, установив патрон обычного аккумуляторного шуруповерта.
 Счётчик
Счётчик
На шестеренку верхнего вала можно закрепить магнит, а на правую боковину – геркон, выводы которых соединены с контактами калькулятора, а точнее с функцией «равно»
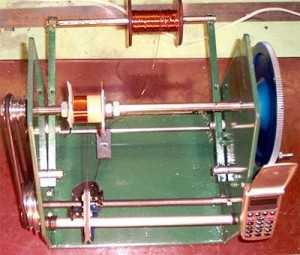
На последней фотке явно видно, что моток с проводами размещен на отдельном вале, а вас в свою очередь установлен на двух рычагах. Придумана такая конструкция из соображения экономия места при простое.
Работать на станке очень просто и интуитивно понятно. Рассмотрим некоторые особенности намотки.
Если укладка проводов производится слева направо, то пассик необходимо надеть «кольцом»
Если же справа на налево – «восьмеркой»
Если производится намотка в режиме полуавтомата, то на калькуляторе нажмите функции «1 + 1». Этот режим позволит с каждым оборотом вала прибавлять по единичке к вышеупомянутому выражению. При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
Во время работы внимательно следите за укладкой. Как только провод достигнет противоположной щечки трансформатора, прижмите зажим и быстро измените положение пассика.
Ну вот, в принципе, и весь секрет.
volt-index.ru
Устройство для регулирования намотки проволоки на вращающуюся катушку
Изобретение относится к области производства проволоки и может быть использовано, например, в комплекте к волочильным станам, проходным печам и др. Задача изобретения – упрощение конструкции и расширение ее технологических возможностей. Устройство, содержащее привод перемещения катушки вдоль ее оси, в соответствии с изобретением снабжено средством слежения заданного угла намотки. Привод выполнен в виде гидроцилиндра, а средство слежения – в виде золотника со щупом на одном из его концов. Золотник установлен в гидросистему питания гидроцилиндра с возможностью подпружиненного контакта щупа с наматываемой ветвью проволоки. Золотник установлен с возможностью периодического смещения из среднего положения при отклонении от заданного угла намотки проволоки и автоматического возврата в среднее положение при восстановлении заданного угла намотки. Изобретение позволяет регулировать намотку проволоки независимо от ее диаметра, сократить время настройки намоточного аппарата. 1 ил.
Изобретение относится к области производства проволоки и может быть использовано, например, в комплекте к волочильным станам, проходным печам и др.
Конструкции намоточных аппаратов выполняют, как правило, в виде катушки с приводом вращения.
Известны устройства для регулирования намотки проволоки на вращающуюся катушку, располагающие средствами перемещения наматываемой проволоки вдоль оси катушки. Наматываемый виток в этих устройствах перемещается в пространстве вдоль оси катушки, что приводит к повороту наматываемой ветви проволоки и изменению угла намотки. Для качественной намотки необходимо, с одной стороны, плотное прилегание витков друг к другу, а с другой – отсутствие перехлестов витков. Это достигается обеспечением малого колебания угла намотки, для чего намоточный аппарат размещают на большом расстоянии от сматываемой бухты проволоки, что и определяет недостаток известных устройств – большие производственные площади для их размещения (см. “Справочник волочильщика проволоки”. М.Б.Горловский. Москва, Металлургия, 1993 г.).
Наиболее близким к предлагаемому изобретению является устройство для регулирования намотки проволоки на вращающуюся катушку, описанное в документе SU 1292863 А1, 28.02.1987. Катушка этого известного устройства имеет наряду с приводом вращения дополнительный привод, обеспечивающий ее перемещение вдоль оси. Перемещение катушки производят с шагом, примерно равным диаметру наматываемой проволоки за один оборот катушки. Устройство обеспечивает постоянство угла намотки независимо от расстояния между катушкой и сматываемым узлом, что позволяет существенно сократить потребную производственную площадь. В этих устройствах перемещение катушки вдоль своей оси осуществляется с помощью винтовой пары, связанной с приводом вращения катушки посредством зубчатых передач. Устройство требует наличия сменных колес для настройки на диаметр наматываемой проволоки. Недостатком этой конструкции является сложность привода перемещения и трудоемкость его настройки на необходимый диаметр проволоки.
Задача предлагаемого изобретения заключается в упрощении конструкции и расширении ее технологических возможностей за счет обеспечения возможности повышения точности регулирования намотки проволоки независимо от ее диаметра, сокращения времени настройки намоточного аппарата.
Задача решается тем, что устройство для регулирования намотки проволоки на вращающуюся катушку, содержащее привод перемещения катушки вдоль ее оси, в соответствии с изобретением снабжено средством слежения заданного угла намотки, привод выполнен в виде гидроцилиндра, а средство слежения – в виде золотника со щупом на одном из его концов, установленного в гидросистему питания гидроцилиндра с возможностью подпружиненного контакта щупа с наматываемой ветвью проволоки, при этом золотник установлен с возможностью периодического смещения из среднего положения при отклонении от заданного угла намотки проволоки и автоматического возврата в среднее положение при восстановлении заданного угла намотки.
Заявленное устройство отличается от указанного выше известного устройства тем, что объектом контроля и регулирования в нем является не диаметр проволоки, а угол намотки, постоянство которого и обеспечивает требуемое качество намотки. Этот угол настраивается после навивки первого витка путем ввода щупа в контакт с наматываемой ветвью и установки золотника в среднее положение.
Затем при вращении катушки ветвь начинает перемещаться, стремясь изменить угол намотки. Это приводит к смещению щупа и золотника из среднего положения, в результате чего одна выходная щель золотника закрывается, а другая открывается, подавая рабочую жидкость в ту полость гидроцилиндра, которая обеспечивает перемещение катушки в сторону восстановления угла намотки и среднего положения следящего золотника. В связи с отсутствием в предложенном аппарате механических передач со сменными колесами его конструкция упрощается, а время настройки сокращается, при этом номенклатура диаметров наматываемой проволоки практически неограниченна.
Предлагаемое устройство схематично изображено на чертеже – вид в плане.
Катушка 1 установлена на валу 2, опоры которого размещены в корпусе 3 устройства. Катушка 1 может вращаться вместе с валом 2 и перемещаться по нему от гидроцилиндра 4, шток 5 которого через поводок 6 связан с катушкой.
Гидроцилиндр 4 управляется следящим золотником, корпус 7 которого закреплен с возможностью осевой регулировки на корпусе 3, а собственно золотник 8 на одном из своих концов имеет щуп 9 в виде ролика, контактирующего под действием пружины 10 с наматываемой ветвью 11 проволоки. Рабочая жидкость под давлением подводится (линия Р) к среднему пояску золотника, рабочие кромки 12, 13 которого в среднем положении перекрывают ее выход через линии Ц в гидроцилиндр и через линии С – на слив. Ветвь 11 образует с перпендикуляром к оси катушки 1 угол намотки α.
Работа устройства состоит в следующем.
В исходном положении проволоки на катушке нет, золотник 8 под действием пружины 10 находится в крайнем правом положении, при этом щель со стороны рабочей кромки 13 закрыта, а со стороны кромки 12 открыта; рабочая жидкость подается в штоковую полость гидроцилиндра 4, в результате чего катушка 1 располагается на валу 2 в крайнем левом положении.
Подлежащую намотке проволоку 11 закрепляют на катушке 1 вплотную к ее правому фланцу, при этом ветвь проволоки перпендикулярна оси катушки. Затем включают привод вращения (не показан) в толчковом режиме и производят намотку примерно 1, 2 витка, укладывая начало второго витка вплотную к первому. При этом ветвь проволоки отклоняется от перпендикуляра, образуя угол намотки α. Далее регулировочным перемещением корпуса 7 следящего золотника доводят щуп 9 до касания с ветвью 11 проволоки и устанавливают золотник 8 в среднее положение, когда рабочие кромки 12, 13 перекрывают оба выхода рабочей жидкости. Далее включают привод намотки на рабочем режиме, в процессе которого наматываемый виток и вместе с ним ветвь проволоки стремится переместиться вдоль оси катушки влево. При этом щуп 9 с золотником 8 также смещаются влево, открывая щель со стороны кромки 13, в результате чего рабочая жидкость подается в поршневую полость гидроцилиндра 4, его шток 5 выдвигается и перемещает с помощью поводка 6 катушку 1 вправо вместе с ветвью 11 до тех пор, пока золотник 8 снова займет среднее положение и перекроет щели кромками 12, 13. Далее наматываемая ветвь вновь стремится отклониться влево, что вызывает смещение золотника от среднего положения и процесс повторяется, происходит навивка первого слоя витков. При этом наматываемая ветвь не меняет положение в пространстве, а катушка равномерно перемещается вдоль своей оси справа. Чувствительность серийно выпускаемых следящих золотников весьма высока и составляет величину 0,01-0,02 мм. Это значит, что при таком смещении он уже выдает поток рабочей жидкости в гидроцилиндр, причем отработка импульса смещения происходит практически мгновенно. Таким образом, следящий золотник обеспечивает постоянство угла намотки α с высокой точностью, а это обеспечивает плотную качественную намотку.
Когда левый фланец катушки 1 при ее перемещении вправо достигнет наматываемой ветви 11, произойдет намотка последнего витка первого слоя, после чего ветвь 11 соскочит с этого витка и переместится вправо. Под действием пружины 10 щуп 9 с золотником 8 также немедленно сместятся вправо, открыв щель со стороны кромки 12, что вызовет подачу рабочей жидкости в штоковую полость гидроцилиндра, перемещение катушки влево и восстановление угла намотки α. Происходит намотка первого витка второго слоя.
При этом наматываемый виток и вместе с ним ветвь все время стремятся сместиться вправо, но при этом золотник выдает поток жидкости в направлении втягивания штока гидроцилиндра, т.е. катушка перемещается влево, а ветвь в пространстве не перемещается.
По окончании намотки второго слоя витков ветвь проволоки соскакивает с последнего витка второго слоя, что приводит к реверсу перемещения катушки, намотке третьего слоя и т.д., до окончания намотки всей проволоки. Предложенное устройство проще и технологичней известных, т.к. не содержит механических передач со сменными колесами. Настройка устройства существенно менее трудоемка и сложна, а универсальность выше, с его помощью возможно регулирование намотки проволоки практически любого диаметра.
Устройство для регулирования намотки проволоки на вращающуюся катушку, содержащее привод перемещения катушки вдоль ее оси, отличающееся тем, что оно снабжено средством слежения заданного угла намотки, привод выполнен в виде гидроцилиндра, а средство слежения – в виде золотника со щупом на одном из его концов, установленного в гидросистему питания гидроцилиндра с возможностью подпружиненного контакта щупа с наматываемой ветвью проволоки, при этом золотник установлен с возможностью периодического смещения из среднего положения при отклонении от заданного угла намотки проволоки и автоматического возврата в среднее положение при восстановлении заданного угла намотки.
findpatent.ru