Делаем машину для намотки тороидальных катушек на базе Arduino / Хабр
Перевод с сайта Electric DIY Lab
Всем привет, представляю вам изготовленную мною машину для намотки тороидальных катушек на базе Arduino. Машина автоматически наматывает проволоку и поворачивает тороид. В качестве интерфейса я использовал энкодер и ЖК-экран 16×2. Пользователь может вводить такие параметры, как диаметр катушки, количество оборотов и угол намотки.
В данной статье я расскажу, как построить эту машину и дам подробности её работы.
На видео всё подробно описано – можно посмотреть его или прочесть статью.
Комплектующие
Список комплектующих для самостоятельной сборки:
Подробности сборки
Намоточное кольцо
Кольцо я изготовил из фанеры 12 мм. Внешний диаметр – 145 мм, внутренний – 122 мм. Имеется углубление длиной 43 мм и глубиной 5 мм для катушки.
В кольце я сделал один разрез и замок для его открывания. Открыв замок, мы размещаем тороидальную катушку внутри кольца.
Открыв замок, мы размещаем тороидальную катушку внутри кольца.
Также у кольца есть углубление по внешней стороне, 8 мм шириной и 4 мм глубиной, в котором размещается ремень шириной 6 мм.
Катушка
Катушка для медного провода, которую я выточил из нейлонового стержня. Все размеры показаны на картинке.
Материал выбран потому, что нейлон, во-первых, легче алюминия, во-вторых, его легко точить на станке. Кроме того, когда машина работает, он не колеблется так сильно.
Корпус машины
Корпус также сделан из фанеры 12 мм. На нём закреплены три направляющих ролика, расставленные примерно в 120° друг от друга.
Ролики сделаны из подшипников 626Z, гаек и болтов. На них будет вращаться наше деревянное намоточное кольцо.
Верхняя часть кольца откидывается, а после закрытия зажимается при помощи барашковой гайки. Откинув эту часть, мы устанавливаем кольцо внутрь машины. Вернув её на место, нужно прижать к ней ролик так, чтобы он вошёл в бороздку.
Ролики-держатели тороида
Это ролик, вращающий катушку, и одновременно удерживающий её. Я выточил их из нейлонового стержня на моём токарном мини-станке. Все размеры приведены на фото.
Ролики я снабдил поролоновой лентой, она хорошо держит катушку и та не проскальзывает. Важно использовать барашковые гайки для закрепления направляющих – обычные от вибрации откручиваются.
Сверху и снизу каждого ролика я поставил по фланцевому подшипнику.
Крепление шагового двигателя
Так я закрепил шаговый двигатель, NEMA17. Он вращает катушку, что позволяет автоматически наматывать проволоку по всей её окружности и не требует ручного вращения.
Двигатель постоянного тока
Этот мотор вращает намоточное кольцо. Я использовал Orange Jhonson 12v Dc Motor 300 RPM. Вам советую взять мотор на 600 RPM или 1000 RPM.
Ремень имеет 600 мм в длину и 6 мм в ширину. Держатель мотора, крепящийся к алюминиевому профилю, также сделан из фанеры.
Инфракрасный датчик
Your browser does not support HTML5 video.
Я использовал датчик от SeedStudio. Он отправляет сигнал на контакт обработки прерываний Arduino – таким образом Arduino может подсчитывать количество оборотов кольца.
Я закрепил датчик на алюминиевом профиле так, чтобы замок кольца заодно работал и отражающей поверхностью, на которую реагирует датчик.
Данный датчик выдаёт по 2 сигнала за один поворот кольца – когда дерево сменяется металлом, сигнал меняется с низкого напряжения на высокое, а потом наоборот. Обработчик прерываний регистрирует два изменения состояния. Поэтому для подсчёта реального количества поворотов мне пришлось делить количество срабатываний пополам.
Основание аппарата
Основание тоже сделано из фанеры 12 мм, имеет размеры 300х200 мм. Четыре резиновых ножки будут прочно и хорошо держать машину, и помогут избежать ненужной вибрации.
Для установки компонентов я закрепил на основании алюминиевый профиль. Обожаю его за гибкость в использовании. Все компоненты можно легко устанавливать на профиле и двигать вдоль него. Позволяет легко выравнивать компоненты относительно друг друга.
Обожаю его за гибкость в использовании. Все компоненты можно легко устанавливать на профиле и двигать вдоль него. Позволяет легко выравнивать компоненты относительно друг друга.
Корпус контроллера
Коробочка распечатана на 3D-принтере, внутрь установлены плата, ЖК-дисплей и энкодер. Корпус придаёт профессиональный вид всему проекту, а также обеспечивает удобную настройку аппарата. Корпус закреплён на основании при помощи металлической скобы.
Схема подключения
Код
Навигация в меню
ЖК-дисплей используется для вывода информации, а энкодер – для ввода.
Первый экран с приветствием.
На втором экране нужно ввести внешний диаметр катушки – аппарат поддерживает катушки разных диаметров.
На третьем экране нужно ввести количество витков.
На четвёртом экране нужно ввести угол покрытия катушки. 360° означает, что катушка будет покрыта проволокой целиком. 720° означает, что катушка будет обмотана проволокой дважды по окружности.
На 5-м экране можно проверить все входные данные пред тем, как запустить машину. Если всё верно, нажимаете на энкодер, и машина стартует.
6-й экран демонстрирует количество витков в реальном времени.
7-й экран появляется по окончанию работы.
См. также:
МОТАЙ.ру » Станок тороидальной намотки ТОР-2
Станок тороидальной намотки ТОР-2
Станок тороидальной намотки предназначен для изготовления тороидальных (о-образных) трансформаторов (импульсных, выходных, высоковольтных). Производство трансформаторов один из самых трудоемких процессов изготовления электротехнического оборудования, потому что сделать тороидальный трансформатор без специального моточного оборудования соблюдая параметры намотки очень сложно. Предприятия, изготавливающие электротехническую продукцию, пользуются услугами намотки трансформаторов сторонних фирм, или могут купить свое оборудование для намотки трансформаторов, дросселей, катушек индуктивности.
Станок ТОР-2 может оснащаться любой из следующих намоточных головок:
- НГЗ 220 — намоточная головка с зубчатым приводом (намотка трансформаторов толстым проводом),
- НГБ 220 — намоточная головка с бегунком (намотка трансформаторов тонким проводом),
- НГР 220 – намоточная головка с ременным приводом (намотка небольших по размеру трансформаторов),
- НГИ 220 — лентонамоточная головка (изолирование трансформаторов).
Общие технические характеристики на станок тороидальной намотки ТОР-2 с различными намоточными головками:
- Габариты: длина — 620 мм, ширина — 550 мм, высота — 1200 мм
- Электропитание — 220 В , 50 Гц
- Привод намоточной головки — асинхронный двигатель до 1 кВт/ч
- Привод сердечника — шаговый двигатель
- Вес, не более — 100 кг
- Вариант монтажа — напольный
- Объем памяти – до 100 программ
- Взаимозаменяемые сматывающие устройства: сматывающее устройство для изоленты, инерционное сматывающее устройство — до 25 кг, безинерционное сматывающее устройство
- Контроль шага намотки полностью автоматизирован
- Контроль реверсивной намотки — автоматический
- Ускорение — автоматическое
- Замедление — автоматическое
- Остановка для отвода — автоматическая
- Контроль сектора обмотки — автоматический
- Намотка изоленты — автоматическая
Станок тороидальной намотки ТОР-2 с намоточной головкой НГБ 220
- Диапазон наматываемых проводов — 0,1 .
 . . 0,5 мм
. . 0,5 мм - Скорость намотки — до 600 об/мин
- Диаметр магазина (шпули) — 220 мм
- Мах внешний диаметр трансформатора — до 200 мм
- Min внутр. диаметр трансформатора — до 15 мм
- Высота трансформатора — до 90 мм
 . . 0,5 мм
. . 0,5 ммСтанок тороидальной намотки ТОР – 2 с намоточной головкой НГР 220
|
 диаметр трансформатора — до 8 мм.
диаметр трансформатора — до 8 мм.Станок тороидальной намотки ТОР-2 с намоточной головкой НГЗ 220
|
Станок тороидальной намотки ТОР-2 с изолировочной головкой НГИ 220
|
Технико-экономические преимущества станка ТОР-2 с различными головками для намотки трансформаторов
- стоимость оборудования, а также запасных частей и комплектующих на порядок ниже любых аналогичных импортных моделей моточного оборудования
- производительность моточного оборудования, скорость намотки трансформаторов и изолировки трансформаторов на 30% выше импортных аналогов
- гарантийное и послегарантийное обслуживание данного оборудования
- территориальная близость и доступность Производителя к Заказчику
- возможность освоения оператором данной модели и программного обеспечения за минимальный промежуток времени
- возможность вносить конструктивные изменения по тех. заданию Заказчика под конкретные условия производства
Мы можем подобрать для вас обрудование для намотки по техническому заданию
Скачать техническое задание (.doc) (48 КБ)
Как намотать тороидальный трансформатор для мощного усилителя НЧ
Станок для намотки трансформаторов своими руками
Очень часто при создании электронных самоделок приходится наматывать и перематывать различные трансформаторы и катушки. Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом.
Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом.
Конструкция намоточного станка очень простая в изготовлении, под силу даже начинающему токарю. Станок состоит из вала закрепленного на опоре вращения. С правой стороны имеется ручка для вращения вала. На валу с лева направо одето зажимное устройство, левый и правый конуса для надежного крепления трансформаторов.
На этой картинке изображен чертеж для изготовления намоточного станка своими руками. Станок рассчитан для намотки импульсных трансформаторов от компьютерных блоков питания и «Ш» образных трансформаторов. Если вы собираетесь мотать, что то очень мелкое или слишком крупное тогда вам надо масштабировать чертеж под ваши нужды. Ну, а если вас устраивает размер станка, смело берите чертеж и отправляйтесь к знакомому токарю. -Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.
-Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.
Чертеж намоточного станка для намотки импульсных трансформаторов
Станок оснащен электронным счетчиком оборотов. Который я приобрел в очень известном китайском интернет магазине всего за 7.5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset». Обзор счетчика оборотов читайте в этой статье.
Герконовый датчик я прикрутил к алюминиевой стойке с помощью крепежной пластины. Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.
Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.
Как же пользоваться станком для намотки трансформаторов?
И так, знакомый токарь изготовил все детали станка за три часа. Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.
Зачищаем ножом конец провода от лака и прикручиваем к клейме каркаса от трансформатора. Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.
Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
↑ Электроника
Что касается схемы управления, то были приняты самые простые меры для реализации поставленной задачи. Благо, драйвер для биполярного шагового двигателя это не проблема, в Сети много вариантов. Выбрал простой на микросхемах L297 и L298.
Понял, что обойтись без микроконтроллера будет трудно и на некоторых форумах мне дали совет самому подучить программирование и написать программу, ибо никто не будет на энтузиазме мне её писать. Так и сделал. Прошу не пинать ногами, ибо это первая моя программа для МК.
Контроллер выбрал АТмега8, таких контроллеров полно и достать не проблема.
Общаемся по статье ?
Подтормаживание
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
Рисунок 3. Подтормаживающий механизм.
Центровка бобины
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
Рисунок 4, 5. Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении. Таким образом, провод всегда находится по центру см. рис 4, рис 5:
Рисунок 6. Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины. 5. Шторка перекрывающая датчики механизма центровки бобины. 20. Шторки перекрывающие датчики переключения направления позиционера. 21. Оптические датчики переключения направления позиционера.
20. Шторки перекрывающие датчики переключения направления позиционера. 21. Оптические датчики переключения направления позиционера.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.

Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство самодельного намоточного станка
В промышленных условиях используются специальные приспособления для массового производства различных типов электрических катушек и трансформаторов. Производство однотипных изделий позволяет вкладывать финансовые средства в скоростное, автоматическое оборудование для увеличения количества выпускаемой продукции.
В работе своими руками при ремонте, восстановлении, создании новых катушек или трансформаторов, необходимости в полной автоматизации процесса перемотки нет, но метод ручной укладки каждого витка проволоки устраивает далеко не всех мастеров. Поэтому появилась практика создания своих собственных моделей.
Самым простым вариантом является ручной намоточный станок, сделанный своими руками, который оснащен регулируемым укладчиком и счетчиком витков
При его создании следует уделить внимание лишь нескольким условным требованиям:
- простота конструкции;
- использование подручных материалов;
- возможность намотки катушек разного размера и конфигурации.
Устройство простейшего самодельного намоточного станка для трансформаторов
Примером такого станка сделанного своими руками может послужить такая конструкция, работающая по принципу колодезного ворота:
- основание с двумя вертикальными стойками, сделанными из дерева или фанеры;
- горизонтальная ось, закрепленная на стойках сделанная из толстой проволоки один конец которой выгнут в форме ручки для вращения;
- две трубки одетые на ось, на одной из которых размещена деревянная колодка, которая фиксируется шпилькой из металла и имеет клин для надежной фиксации на вращающейся оси;
- счетчик витков (велосипедный одометр), который подсоединяется к свободному концу оси через плотную резиновую трубку или витую пружину подходящего сечения.

Принцип работы такого устройства основан на насаживании каркаса трансформатора на ось устройства, и вращении своими руками ворота с ручным контролем плотности укладки провода и визуальным — по отсчету витков. к меню
Намотка тороидальных трансформаторов
Широкое применение тороидальных трансформаторов в бытовой технике и приборах дающих низковольтное освещение, создает необходимость в станке, а точнее, приспособлении, которое поможет намотать проволоку на каркас круглой замкнутой формы.
В промышленных условиях используются специальные кольцевые станки для качественной намотки тороидальных трансформаторов. В домашних же условиях, приходится мотать вручную долго и без гарантии качественной ровной укладки проволоки.
Приспособление в виде челнока, который работает по принципу швейной иглы, несколько облегчает работу по намотке тороидальных трансформаторов, но в недостаточной степени.
Станок для намотки тороидальных трансформаторов
Для создания более производительного устройства по намотке тородоидальных трансформаторов потребуется обод велосипедного колеса. Он закрепляется на стене при помощи штыря и имеет резиновое кольцо для закрепления проволоки.
Он закрепляется на стене при помощи штыря и имеет резиновое кольцо для закрепления проволоки.
Так как обод является цельным, то для того чтобы одевать на него каркасы тородоидальных трансформаторов, его необходимо будет разрезать и затем скрепить разборными пластинами.
Намотка тороидальных катушек при помощи этого приспособления происходит следующим образом:
- на разъединенный обод одевается подготовленная к намотке катушка;
- пластинами скрепляют (соединяют) обод, чтобы он являлся цельным кругом;
- наматывают на него необходимое количество проволоки;
- присоединяют конец провода к свободно перемещающейся по ободу катушке;
- начинают передвигать катушку по ободу полными кругами, за счет чего проволока сама укладывается на каркас трансформатора.
При выполнении такой, практически ручной намотки, необходимо следить за натяжением проволоки и плотностью витков.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Обод велосипедного колеса подходит лишь для катушек большого размера.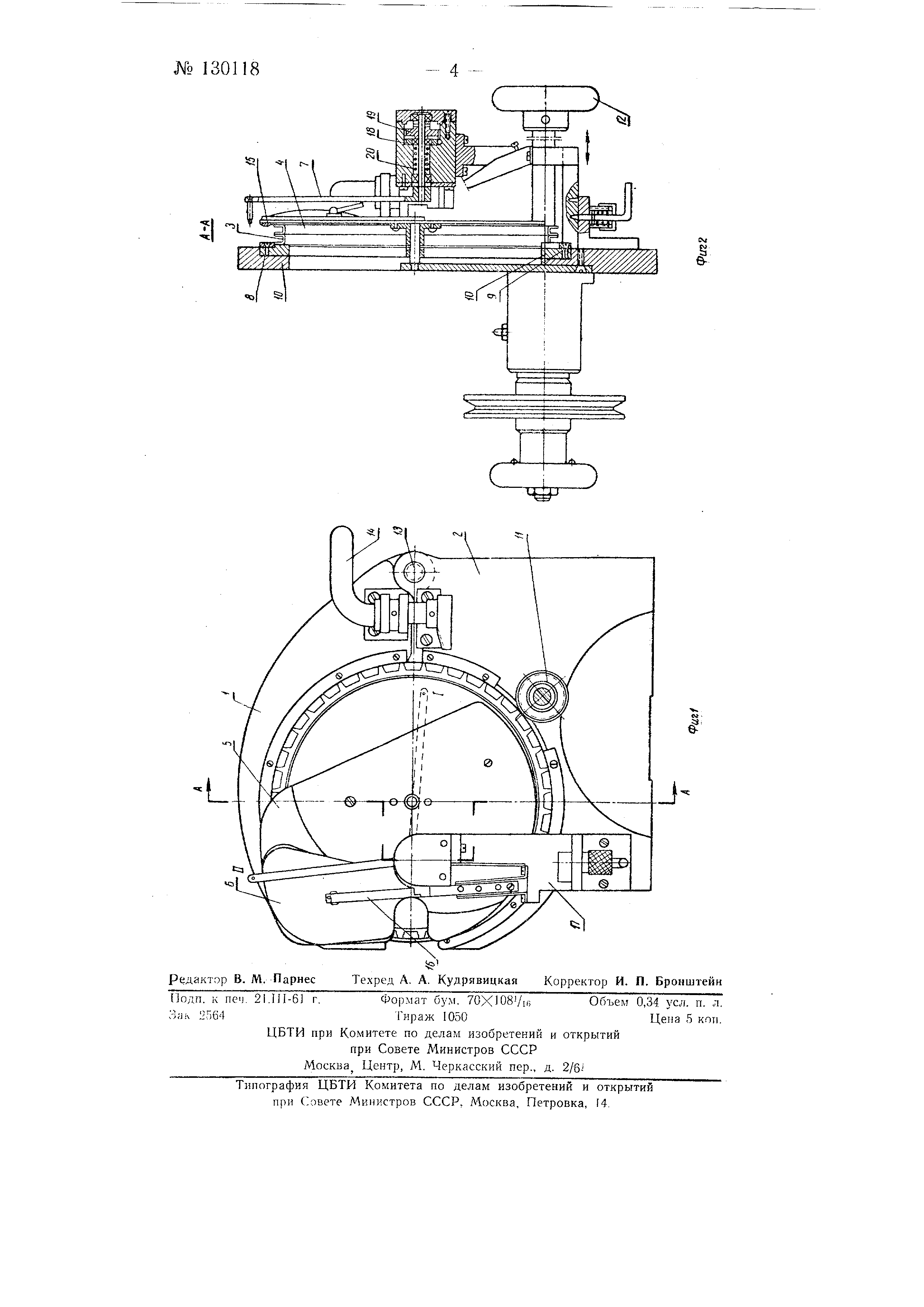 Этот же принцип намотки, для небольших тороидальных трансформаторов, можно применять, используя любое плоское кольцо подходящих размеров. к меню
Этот же принцип намотки, для небольших тороидальных трансформаторов, можно применять, используя любое плоское кольцо подходящих размеров. к меню
Укладчик витков
Укладчик проволоки служит для равномерной намотки, виток к витку, обмоточного провода на каркас изготавливаемого трансформатора или катушки. Плотность намотки зависит от того, с какой скоростью вращаются оси, а так же от диаметра выбранной проволоки. Необходимое соотношение скорости вращения первой и второй оси можно достичь с помощью шкивов и ременной передачи. При работе отлаженного механизма станка происходит одновременное перемещение ролика укладчика с определенным шагом и укладка проволоки на каркас наматываемого трансформатора. В двух словах не объяснить, но при дальнейшем прочтении статьи станет все понятно.
В рассматриваемой конструкции использована шпилька-штанга заводского изготовления М6 с шагом резьбы 1мм. В боковины станины намоточного станка параллельно друг другу закрепляют подшипники в заранее просверленные для них отверстия, далее в них вставляют шпильку. Для наилучшего скольжения смазываем подшипники. На шпильке перемещается направляющий ролик, через который продевается проволока.
Направляющий ролик для укладки проволоки можно изготовить самостоятельно, имея небольшой отрезок П-образного алюминиевого профиля, удлиненную гайку-втулку, соответствующую по резьбе шпильке, и подающий ролик с канавкой посередине.
В П-образном профиле сверлятся отверстия параллельные друг другу. Верхняя пара отверстий — для ролика, а нижняя — для удлиненной гайки. Диаметр верхних отверстий в стенках профиля подбирается по оси, на которой будет закреплен ролик, а нижние на миллиметр больше диаметра резьбы шпильки. Под расстояние между стенками профиля впритирку подгоняется по размеру удлиненная гайка. Затем эта конструкция наворачивается на шпильку укладчика.
Шпилька фиксируется гайками по бокам так, чтобы она могла вращаться без смещений. С одной из сторон оставляется запас шпильки, чтобы на нее накручивать шкивы для сопряжения первой и второй оси.
↑ Механика
Смотрю на сканер и вот оно чудо, там лампу перемещает шаговый двигатель, да ещё и редуктор есть. Берём этот редуктор с мотором и крепим на станину от принтера. Пересчитав какое расстояние проделает каретка за 1 шаг двигателя задался константой А = 0,02 мм.
В качестве самого проводоукладчика использовал диск от старого винчестера, предварительно вырезав от него ј-сектора чтобы нормально стал на каретку. Провод будет проходить через систему роликов, которые были любезно откручены от сканера и припаяны на винчестерный диск.
↑ Алгоритм работы моей программы
Опишу алгоритм работы программы, каким я для себя видел. Включаем контроллер и на семисегментном индикаторе горят «0,00» нули. С помощью кнопок «+1» и «-1» выставляем значение диаметра провода (например 0,31) и жмём кнопку «СТАРТ».
Контроллер, исходя из выше изложенной константы «А = 0,02», делает пересчёт сколько импульсов ему нужно подавать на драйвер шагового двигателя для его перемещения на расстояние 0,31 мм. Т.е. 0,31/0,02 = 15,5 импульсов. Так как число импульсов должно быть целое число контроллер выдаёт 16 импульсов (или 15). Погрешность есть, куда без неё.
Жмём кнопку «СТАРТ», на самом первом индикаторе загорается маленький квадратик и программа переходит в следующий этап работы, где контроллер ждёт сигнала от датчика, который будет на оси с катушкой, для разрешения выдать пачку импульсов для шагового двигателя. Вот он получает импульс и МК выдаёт пачку импульсов. Каретка проводоукладчика перемещается и ждёт следующего разрешающего импульса.
Если в процессе работы нужно подкорректировать диаметр провода и вернутся в первую часть программы
, нужно нажать «СТАРТ», квадратик исчезнет и можно изменять значение диаметра провода. Одно замечание: чтобы была возможность контроллеру отреагировать на кнопку «СТАРТ», диск датчика на основной оси должен быть на чёрном сегменте, т. е. на контроллер от датчика должен подаваться уровень «лог. 1».
С прерываниями работать ещё не научился и сделал, как умею. Диск датчика расчертил на 4 части и черным лаком закрасил сегменты напротив, в шахматном порядке. Поскольку на диске будет 2 черных сектора — контроллер будет реагировать на каждые 180 градусов оборота оси, и соответственно будет на каждые 180 градусов перемещать каретку на Ѕ диаметра провода. В таком случае минимальный шаг намотки (в моем случае) =0,04 мм. Программа работает под внутренним тактированием с частотой 1 МГц.
Расчет и намотка трансформатора своими руками. Правильная намотка трансформатора своими руками. Намоточный станок своими руками
Тороидальный трансформатор – электротехнический преобразователь напряжения или тока, сердечник которого изогнут кольцом и замкнут. Профиль сечения отличается от круглого, название все равно применяют за неимением лучшего.
Отличия тороидальных трансформаторов
Автором тороидальных трансформаторов признан Майкл Фарадей. Возможно встретить в отечественной литературе (особенно, коммунистических времен) утопичную идею: первым собрал подобное Яблочков, сравнив указываемую дату – обычно, 1876 год – с ранними опытами по электромагнитной индукции (1830). Просится вывод: Англия опередила Россию на полвека. Интересующихся подробностями отошлем к обзору . Приводятся детальные сведения о конструкции первого в мире тороидального трансформатора. Изделие отличает форма сердечника. Помимо тороидальных принято по форме различать:
- Броневые. Отличаются избыточностью ферромагнитного сплава. Для замыкания линий поля (чтобы проходили внутри материала) ярма охватывают обмотки с внешней стороны. В результате входная и выходная наматываются вокруг общей оси. Одна поверх другой или рядом.
- Стержневые. Сердечник трансформатора проходит внутри витков обмотки. Пространственно входная и выходная разнесены. Ярма вбирают малую часть линий напряженности магнитного поля, проходящих за пределами витков. Фактически нужны, чтобы соединить стержни.
Тороидальный трансформатор
Новичку приходится туго, нелишне пояснить подробнее. Стержнем называется часть сердечника, проходящая внутри витков. На остов наматывается проволока. Ярмом называется часть сердечника, соединяющая стержни. Нужны передавать линии магнитного поля. Ярма замыкают сердечник, формируя цельную конструкцию. Замкнутость требуется для свободного распространения внутри материала магнитного поля.
Тема Магнитная индукция показывает – внутри ферромагнетика поле значительно усиливается. Эффект образует базис функционирования трансформаторов.
В состав стержневого сердечника ярмо входит минимальным составом. В броневом охватывает дополнительно обмотки снаружи вдоль длины, как бы защищая. От аналогии произошло название. Майкла Фарадея выбрал тор скорее интуитивно. Формально можно назвать стержневым сердечником, хотя направляющая оси симметрии обмоток идет дугой.
Опорой первому магниту (1824 год) стала лошадиная подкова. Возможно, факт придал направлению полета творческой мысли ученого верный азимут. Используй Фарадей иной материал, опыт окончится неудачей.
Тор навивают единой лентой. Подобные сердечники называют спиральными в отличие от броневых и стержневых, которые фигурируют в литературе за термином пластинчатые. Это введет в заблуждение. Лишний раз следует сказать: тороидальный сердечник, будучи намотанным отдельными пластинами, называется спиральным. Разбивать частями приходится, когда отсутствует лента. Это вызвано чисто экономическими причинами.
Подытожим: в исходном виде тороидальный трансформатор Фарадея имел сердечник круглого сечения. Сегодня форма невыгодна, невозможно обеспечить массовое производство соответствующей технологией. Хотя деформация проволоки по углам сгиба приводит однозначно к ухудшению характеристик изделия. Механические напряжения повышают омическое сопротивление обмотки.
Сердечники тороидальных трансформаторов
Тороидальный трансформатор назван за форму сердечника. Майкл Фарадей изготовил бублик, использовав цельный кусок мягкой стали круглого сечения. Конструкция нецелесообразна на современном этапе по нескольким причинам. Главное внимание уделяется минимизации потерь. Сплошной сердечник невыгоден, наводятся вихревые токи, сильно разогревающие материал. Получается плавильная индукционная печь, легко превращающая в жидкость сталь.
Чтобы избежать ненужных трат энергии и нагревания трансформатора, сердечник нарезают полосами. Каждая изолируется от соседней, например, лаком. В случае тороидальных сердечников наматывают единой спиралью, либо полосами. Сталь обычно на одной стороне имеет изолирующее покрытие толщиной единицы микрометра.
Упомянутые стали используются для конструирования , довольно часто по исполнению являющихся тороидальными. Интересующимся можно ознакомиться с ГОСТ 21427.2 и 21427.1. Для сердечников (как следует из названия документов) сегодня чаще используется анизотропная холоднокатаная листовая сталь. В название заложено: магнитные свойства материала неодинаковы по разным осям координат. Вектор потока поля должен совпадать с направлением проката (в нашем случае движется по кругу). Ранее применялся другой металл. Сердечники высокочастотных трансформаторов могут изготавливаться из стали 1521. В рамках сайта особенности применяемых материалов обсуждались (см. ). Сталь маркируется по-разному, в состав обозначения включаются сведения:
- Первое место отводится цифре, характеризующей структуру. Для анизотропных сталей применяется 3.
- Вторая цифра указывает процентное содержание кремния:
- менее 0,8%.
- 0,8 – 1,8%.
- 1,8 – 2,8%.
- 2,8 – 3,8%.
- 3,8 – 4,8%.
- Третья цифра указывает основную характеристику. Могут быть удельные потери, величина при фиксированной напряженности поля.
- Тип стали. С ростом числа удельные потери ниже. Зависит от технологии производства металла.
Теряет значение взаимное расположение конца и начала ленты. Чтобы спираль не размоталась, последний виток приваривают к предыдущему точечной сваркой. Намотка ведется с натяжением, собранные из нескольких полос ленты обычно не удаётся подогнать плотно, сварной шов выполняется внахлест. Иногда тор режется на две части (разрезной сердечник), на практике требуется сравнительно редко. Половинки при сборке стягиваются бандажом. В процессе изготовления готовый тороидальный сердечник режется инструментом, торцы шлифуются. Витки спирали скрепляются связующим веществом, чтобы не размоталась.
Намотка тороидальных трансформаторов
Стандартно производится дополнительная изоляция тороидального сердечника от обмоток, даже если используется лакированная проволока. Широко применяется электротехнический картон (ГОСТ 2824) толщиной до 0,8 мм (возможным другие варианты). Распространенные случаи:
- Картон наматывается с захватом предыдущего витка на тороидальный сердечник. Способ характеризуется, как вполнахлеста (половина ширины). Конец приклеивается или закрепляется киперной лентой.
- По торцам сердечник защищают картонные шайбы с надрезами глубиной 10 – 20 мм, шагом 20-35 мм, перекрывающие толщину тора. Наружная, внутренняя грань закрываются полосами. Технологически шайбы идут в сбор последними, прорезанные зубцы загибаются. Поверх спирально наматывается киперная лента.
- Надрезы могут производиться на полосах, тогда берутся с запасом, чтобы больше высоты тора, кольца – строго по ширине, накладываются поверх загибов.
- Тонкие полосы, кольца текстолита закрепляются на тороидальном сердечнике лентами стеклоткани вполнахлеста.
- Иногда кольца выполняются из электротехнической фанеры, гетинакса, толстого (до 8 мм) текстолита с запасом наружного диаметра 1-2 мм. Внешнюю и внутреннюю грань защищают картонными полосами с загибом по краям. Меж первыми витками обмотки, сердечником остается воздушный зазор. Промежуток под картоном нужен на случай, если края под проволокой протрутся. Тогда токонесущая часть никогда не коснется тороидального сердечника. Поверх наматывается киперная лента. Иногда внешнее ребро колец сглаживается, чтобы намотка углами шла плавно.
- Имеется разновидность изоляции, сходная с предыдущей, с внутренней стороны по кольцам на внешних ребрах имеются проточки до сердечника, куда ложатся полосы. Элементы выполняются из текстолита. Поверх наматывается киперная лента.
Обмотки обычно выполняются концентрическими (одна над другой), либо чередующимися (как в первом опыте Майкла Фарадея 1831 года), называют иногда дисковыми. В последнем случае через одну может наматываться достаточно большое их число, попеременно: то высокое напряжение, то низкое. Применяется чистая электротехническая медь (99,95%) удельным сопротивлением 17,24 – 17,54 нОм м. Ввиду дороговизны металла для изготовления тороидальных трансформаторов малой и средней мощности берется рафинированный алюминий. Для прочих случаев сказываются ограничения по проводимости и пластичности.
В мощных трансформаторах медный провод бывает прямоугольного сечения. Делается для экономии места. Жила должна быть толстой, пропуская значительный ток, дабы не расплавиться, круглое сечение приведет к излишнему росту габаритов. Выигрыш равномерности распределения поля по материалу свелся бы к нулю. Толстый прямоугольный провод достаточно удобно укладывать, чего нельзя сказать касательно тонкого. В остальном (по конструктивным признакам) намотка производится в точности теми же путями, как в случае обычного трансформатора. Катушки делаются цилиндрическими, винтовыми, однослойными, многослойными.
Определение конструкции тороидального трансформатора
Интересующимся вопросом рекомендуем изучить книгу С. В. Котенева, А. Н. Евсеева по расчету оптимизации тороидальных трансформаторов (издание Горячая линия – Телеком, 2011 год). Напоминаем: издание защищено законом об авторских правах. Профессионалы найдут силы (средства) приобрести при необходимости книгу. Согласно главам, расчет начинается определением параметров режима холостого хода. Подробно описывается, как найти активный и реактивный токи, высчитать ключевые параметры.
Печатное издание, несмотря на некоторую спорность изложения, попутно дает понять, почему включенный в цепь трансформатор, лишенный нагрузки, не сгорает (энергия тока расходуется намагничиванием). Хотя, казалось бы, предсказан очевидный исход мероприятия.
Число витков первичной обмотки выбирается из условия не превышения магнитной индукцией максимального значения (до входа в режим насыщения, где значение не меняется ростом напряженности поля). Если конструирование ведется для бытовой сети 230 вольт, берется допуск согласно ГОСТ 13109. В нашем случае, имеется в виду отклонение амплитуды в пределах 10%. Помним: вся промышленность перешла в XXI веке на 230 вольт (220 не используется, приводится в литературе, «наследием тяжелого прошлого»).
Если вы заинтересованы в изготовлении сварочного аппарата или стабилизатора напряжения, то вам обязательно нужно знать, что такое тороидальные трансформаторы. Но самое главное – как они работают и какие тонкости при изготовлении имеют. Кроме того, такие трансформаторы, ввиду своей конструкции, способны отдать большую мощность в сравнении с теми, которые намотаны на Ш-образном сердечнике. Следовательно, такие устройства идеально подходят для питания очень мощной аппаратуры – например, усилителей низкой частоты.
Основные данные
Итак, прежде чем приступать к изготовлению трансформатора, вам нужно изучить матчасть. Во-первых, вам необходимо определиться с типом используемого провода. Во-вторых, нужно рассчитать количество витков (отсюда следует, что вы будете знать, сколько всего метров провода вам необходимо). В-третьих, обязательно нужно выбрать сечение провода. От этого параметра зависит выходной ток, следовательно, мощность тороидального трансформатора.
Также обязательно нужно учитывать, что при малом числе витков в первичной обмотке будет происходить нагрев. Аналогичная ситуация возникает и в том случае, если мощность потребителей, подключенных ко вторичной обмотке, превышает то значение, которое может отдать трансформатор. Следствие перегрева – это снижение надежности. Причем привести перегрев может даже к воспламенению трансформатора.
Что потребуется для изготовления
Итак, вы приступаете к изготовлению трансформатора. Вам нужно обзавестись инструментами и материалами. Конечно, может потребоваться даже швейная игла или спички, но наверняка такие принадлежности имеются у каждого. Самое главное – это железо, из которого делаются тороидальные трансформаторы. Вам потребуется много трансформаторной стали, она должна быть в форме тора. Далее, конечно же, провод в лаковой изоляции. Обязательно наличие малярного скотча и клея типа ПВА. Также для разделения обмоток необходима изолента на основе ткани. И несколько кусков провода для соединения концов обмоток. Причем провод необходимо использовать в силиконовой или резиновой изоляции.
Трансформаторная сталь
Достать такой аксессуар, как может показаться, очень сложно. Но в любом доме, сарае, даже на пунктах приема металла сегодня можно найти негодные стабилизаторы напряжения. В советские годы они были весьма популярны, использовались совместно в черно-белых телевизорах, дабы не посадить кинескопы. Вам не важно, работает этот стабилизатор либо же он сгоревший. Самое главное – это тороидальные трансформаторы, которые в нем используются. Именно они и будут основой вашей конструкции. Но перед этим нужно избавиться от старой обмотки, которая изготовлена из алюминиевого провода. А дальше – подготовка сердечника. Обратите внимание на то, что у него прямые углы. Вам это не нужно, так как можно повредить лаковую изоляцию при намотке. Постарайтесь максимально скруглить углы, обработав их напильником. Затем поверх трансформаторной стали укладываете изоленту на основе ткани. Всего необходим только один слой.
Обмотки
А теперь немного о том, как проводится расчет тороидального трансформатора. Можно, конечно, использовать простые программы, которых великое множество. Можно с линейкой и калькулятором произвести расчет. Конечно, он будет иметь погрешность, так как не учитывается еще множество факторов, которые имеются вообще в природе. Вам следует придерживаться одного правила при расчете – мощность во вторичной катушке не должна быть больше этого же значения в первичной обмотке.
Что касается такого процесса, как намотка тороидального трансформатора, то он очень трудоемкий. Хорошо, если имеется возможность разобрать магнитопровод и после намотки собрать его воедино. Но если такой возможности нет, то можно применить своеобразное веретено. На него наматываете определенное количество провода. Затем, пропуская это веретено сквозь тор, укладываете витки обмоток. Времени на это уйдет немало, поэтому если не уверены в своих силах, лучше приобретите готовый блок питания.
Пример расчета
Лучше всего процесс описать на конкретном примере. Первичная обмотка, как правило, питается от сети переменного напряжения 220 В. Допустим, вам нужны две вторичные обмотки, чтобы каждая выдавала по 12 В. А еще вы используете в первичной обмотке провод сечением 0,6 мм. Следовательно, площадь сечения составит примерно 0,23 кв. мм. Но это еще не все вычисления, тороидальные трансформаторы нуждаются в тщательной подгонке всех параметров. А теперь опять немного математики – нужно разделить 220 (В) на сумму напряжений вторичных цепей. В итоге получаете некий коэффициент 3,9. Он обозначает, что сечение провода, используемого во вторичной обмотке, должно быть ровно в 3,9 раз больше, нежели в первичной. Чтобы вычислить количество витков для первичной обмотки, вам потребуется воспользоваться простой формулой: коэффициент «40» умножить на напряжение (в первичной цепи оно равно 220 В), после чего это произведение разделить на площадь поперечного сечения магнитопровода. Стоит отметить, что от того, насколько точно проведен расчет тороидального трансформатора, зависит его КПД и срок службы. Поэтому лучше лишний раз повторите каждый этап расчета.
Намотать трансформатор своими руками – процесс не столько сложный, сколько длительный, требующий постоянной концентрации внимания.
Тем, кто приступает к такой работе в первый раз, бывает трудно разобраться, какой материал использовать и как проверить готовый прибор. Пошаговая инструкция, представленная ниже, даст новичкам ответы на все вопросы.
Прежде чем приступить непосредственно к намотке, необходимо запастись всеми необходимыми для выполнения работы приспособлениями и инструментами:
Виды и способы, направления намотки обмоток трансформатора представлены на фото:
Изоляция слоев обмотки
В некоторых случаях между проводами требуется вставить прокладки для изоляции. Чаще всего для этого используют конденсаторную или кабельную бумагу.Середину соседних трансформаторных обмоток следует изолировать сильнее. Для изоляции и выравнивания поверхности под следующий слой обмотки потребуется специальная лакоткань , которую нужно обернуть с обеих сторон бумагой. Если лакоткани не найдется, то решить проблему можно с помощью все той же бумаги, сложенной в несколько слоев.
Бумажные полосы для изоляции должны быть шире обмотки на 2-4 мм.
Для проверки , прежде всего надо определить выводы всех его обмоток. Полезные советы о том, как проверить трансформатор мультиметром на работоспособность, читайте в следующей статье.
Алгоритм действий
- Провод с катушкой закрепить в устройстве намотке , а каркас трансформатора – в устройстве намотки. Вращения делать мягкие, умеренные, без срывов.
- Провод с катушки опустить на каркас.
- Между столом и проводом оставить минимум 20 см , чтобы можно было расположить на столе руку и фиксировать провод. Также на столе должны находиться все сопутствующие материалы: наждачная бумага, ножницы, бумага для изоляции, включенный паяльный инструмент, карандаш или ручка.
- Одной рукой плавно вращать намоточное устройство, а второй – фиксировать провод. Необходимо, чтобы провод ложился ровно, виток к витку.
- Трансформаторный каркас заизолировать , а выведенный конец провода продеть сквозь каркасное отверстие и ненадолго зафиксировать на оси намоточного устройства.
- Намотку следует начинать без спешки: необходимо «набить руку», чтобы получалось укладывать обороты друг рядом с другом.
- Нужно следить, чтобы угол провода и натяжение были постоянными. Мотать каждый последующий слой «до упора» не следует, т. к. провода могу соскользнуть и провалиться в каркасные «щечки».
- Счетное устройство (если есть) установить на ноль либо внимательно считать витки устно.
- Изолирующий материал склеить или прижать мягким кольцом из резины.
- Каждый последующий оборот на 1-2 витка делать тоньше предыдущего.
О намотке катушек трансформатора своими руками смотрите в видео-ролике:
Соединение проводов
Если в ходе наматывания произойдет разрыв, то:
- тонкие провода (тоньше 0,1 мм) скрутить и заварить;
- концы проводов средней толщины (менее 0,3 мм) следует освободить от изоляционного материала на 1-1.5 см, скрутить и спаять;
- концы толстых проводов (толще 0,3 мм) нужно немного зачистить и спаять без скрутки;
- место спайки (сварки) заизолировать.
Важные моменты
Если для намотки используется тонкий провод, то количество витков должно превышать несколько тысяч . Сверху обмотку необходимо защитить бумагой для изоляции или дерматином.
Если трансформатор обмотан толстым проводом, то наружная защита не требуется.Испытание
После того, как с намоткой будет закончено, необходимо испытать трансформатор в действии , для этого следует подключить к сети его первичную обмотку.
Чтобы проверить прибор на возникновение коротких замыканий, следует последовательно подключить к источнику питания первичную обмотку и лампу.
Степень надежности изоляции проверяется посредством поочередного касания выведенным концом провода каждого выведенного конца сетевой обмотки.
Проводить испытание трансформатора следует очень внимательно и осторожно, дабы не попасть под напряжение повышающей обмотки.Если неукоснительно следовать предложенной инструкции и не пренебрегать ни одним из пунктов , то намотка трансформатора вручную не будет представлять никаких сложностей, и справиться с ней сможет даже новичок.
По форме магнитопровода трансформаторы подразделяются на стержневые, броневые и тороидальные. Казалось бы, разницы нет, ведь главное – мощность, которую способен преобразовать трансформатор. Но если взять три трансформатора с магнитопроводами разной формы на одну и ту же габаритную мощность, то выяснится, что тороидальный трансформатор покажет лучшие рабочие характеристики из всех. Именно по этой причине чаще всего для питания различных устройств во многих промышленных сферах выбор останавливают, конечно, на тороидальных трансформаторах в силу их высокой эффективности.
Сегодня тороидальные трансформаторы применяют в различных сферах промышленности, и наиболее часто тороидальные трансформаторы устанавливают в источники бесперебойного питания, в стабилизаторы напряжения, применяют для питания осветительной техники и радиотехники, часто тороидальные трансформаторы можно увидеть в медицинском и диагностическом оборудовании, в сварочном оборудовании и т.д.
Как вы понимаете, говоря «тороидальный трансформатор», подразумевают обычно сетевой однофазный трансформатор, силовой или измерительный, повышающий или понижающий, у которого тороидальный сердечник оснащен двумя или несколькими обмотками.
Работает тороидальный трансформатор принципиально так же как и : он понижает или повышает напряжение, повышает или понижает ток – преобразует электроэнергию. Но тороидальный трансформатор отличается при той же передаваемой мощности меньшими размерами и меньшим весом, то есть лучшими экономическими показателями.
Главная особенность тороидального трансформатора – небольшой общий объем устройства, доходящий до половины в сравнении с другими типами магнитопроводов. вдвое больше по объему чем тороидальный ленточный сердечник при той же габаритной мощности. Поэтому тороидальные трансформаторы удобнее устанавливать и подключать, и уже не так важно, идет ли речь о внутреннем или о наружном монтаже.
Любой специалист скажет, что тороидальная форма сердечника является идеальной для трансформатора по нескольким причинам: во-первых, экономия материалов на производстве, во-вторых, обмотки равномерно заполняют весь сердечник, распределяясь по всей его поверхности, не оставляя неиспользованных мест, в-третьих, поскольку обмотки имеют меньшую длину, КПД тороидальных трансформаторов получается выше в силу меньшего сопротивления провода обмоток.
Охлаждение обмоток – еще один важный фактор. Обмотки эффективно охлаждаются будучи расположены в форме тороида, следовательно плотность тока может быть более высокой. Потери в железе при этом минимальны и ток намагничивания сильно меньше. В итоге тепловая нагрузочная способность тороидального трансформатора оказывается очень высокой.
Экономия электроэнергии – еще один плюс в пользу тороидального трансформатора. Примерно на 30% больше энергии сохраняется при полной нагрузке, и примерно 80% на холостом ходу, в сравнении с шихтованными магнитопроводами иных форм. Показатель рассеяния у тороидальных трансформаторов в 5 раз меньше чем у броневых и стержневых трансформаторов, поэтому их можно безопасно использовать с чувствительным электронным оборудованием.
При мощности тороидального трансформатора до киловатта, он настолько легок и компактен, что для монтажа достаточно применить прижимную металлическую шайбу и болт. Потребителю всего то и нужно выбрать подходящий трансформатор по току нагрузки и по первичному и вторичному напряжениям. При изготовлении трансформатора на заводе рассчитывают площадь сечения сердечника, площадь окна, диаметры проводов обмоток, – и выбирают оптимальные габариты магнитопровода с учетом допустимой индукции в нем.
Для преобразования тока используются различные вид специальных устройств. Тороидальный трансформатор ТПП для сварочного аппарата и других приборов, можно намотать своими руками в домашних условиях, он является идеальным преобразователем энергии.
Конструкция
Первый двухполярный трансформатор был изготовлен еще Фарадеем, и согласно данным, это было именно тороидальное устройство. Тороидальный автотрансформатор (марка Штиль, ТМ2, ТТС4)– это прибор, предназначенный для преобразования переменного тока одного напряжения в другое. Они используется в различных линейных установках. Этот электромагнитный прибор может быть однофазным и трехфазным. Конструктивно состоит из:
- Металлического диска, изготовленного из рулонной магнитной стали для трансформаторов;
- Резиновой прокладки;
- Выводов первичной обмотки;
- Вторичной обмотки;
- Изоляции между обмотками;
- Экранирующей обмотки;
- Дополнительным слоем между первичной обмоткой и экранирующей;
- Первичной обмотки;
- Изоляционного покрытия сердечника;
- Тороидального сердечника;
- Предохранителя;
- Крепежных элементов;
- Покрывной изоляции.
Для соединения обмоток используется магнитопровод.
Этот тип преобразователей может классифицироваться по назначению, охлаждению, типу магнитопровода, обмоткам. По назначению бывает импульсный, силовой, частотный преобразователь (ТСТ, ТНТ, ТТС, ТТ-3). По охлаждению – воздушный и масляный (ОСТ, ОСМ, ТМ). По количеству обмоток – двухобмоточный и более.
Фото — принцип работы трансформатора
Устройство этого типа используется в различных аудио- и видеоустановках, стабилизаторах, системах освещения. Главным отличием этой конструкции от других устройств является количество обмоток и форма сердечника. Физиками считается, что кольцевая форма – это идеальное исполнения якоря. В таком случае, намотка тороидального преобразователя выполняется равномерно, как и распределение тепла. Благодаря такому расположению катушек, преобразователь быстро охлаждается и даже при интенсивной работе не нуждается в использовании кулеров.
Фото — тороидальный кольцевой преобразователь
Достоинства тороидального трансформатора :
- Небольшие габариты;
- Выходной сигнал на торе очень сильный;
- Обмотки имеют небольшую длину, и как результат уменьшенное сопротивление и повышенный КПД. Но также из-за этого при работе слышен определенный звуковой фон;
- Отличные характеристики энергосбережения;
- Простота в самостоятельной установке.
Преобразователь используется как сетевой стабилизатор, зарядное устройство, в качестве блока питания галогенных ламп, лампового усилителя УНЧ.
Фото — готовый ТПН25
Видео: назначение тороидальных трансформаторов
Принцип работы
Самый просто тороидальный трансформатор состоит из двух обмоток на кольце и сердечнике из стали. Первичная обмотка подключается к источнику электрического тока, а вторичная – к потребителю электроэнергии. За счет магнитопровода осуществляется соединение отдельных обмоток между собой и усиления их индуктивной связи. При включении питания в первичной обмотке создается переменный магнитный поток. Сцепляясь с отдельными обмотками, этот поток создает в них электромагнитную силу, которая зависит от количества витков намотки. Если изменять число обмоток, то можно сделать трансформатор для преобразования любого напряжения.
Фото — Принцип действия
Также преобразователи такого типа бывают понижающими и повышающими. Тороидальный понижающий трансформатор имеет высокое напряжение на выводах вторичной обмотки и низкое на первичной. Повышающий наоборот. Помимо этого, обмотки могут быть высшего напряжения или низшего, в зависимости от характеристик сети.
Как сделать
Изготовление тороидального трансформатора под силу даже молодым электрикам. Намотка и расчет не представляют собой ничего сложного. Предлагаем рассмотреть, как правильно мотать тороидальный магнитопровод для полуавтомата:
Учитывая, что 1 виток переносит 0,84 Вольт, схема намотки тороидального трансформатора выполняется по такому принципу:
Так можно с легкостью самостоятельно сделать тороидальный трансформатор 220 на 24 вольта. Описанную схему можно подключить как к дуговой сварке, так и к полуавтоматической. Параметры рассчитываются исходя из сечения провода, количества витков, размера кольца. Характеристики этого устройства позволяют производить ступенчатую регулировку. Среди достоинств принципа сборки: простота и доступность. Среди недостатков: большой вес.
Обзор цен
Купить тороидальный трансформатор HBL-200 можно в любом городе Российской Федерации и стран СНГ. Он используется для различной аудиоаппаратуры. Рассмотрим, сколько стоит преобразователь.
ЗА ТЕХНИЧЕСКИЙ ПРОГРЕСС: engineering_ru — LiveJournal
Сегодня у нас 30 октября и свой профессиональный праздник в России отмечают работники инженерно-технических специальностей — это День инженера-механика. Начало его празднованию положил приказ Главкома ВМФ от 1996 года, но историю его принято вести с 1854 года, когда на Российском флоте был образован корпус инженеров-механиков. А потому имено в этот день хочется начать публиковать серию постов о ТРИЗ, и почтить память ушедшего из жизни 11 декабря 2019 года, и хорошо известного в этом сообществе знатока и адепта ТРИЗ – fan_d_or.Трансформатор Волжского завода электронно-вычислительной техники
Волжский завод электронно-вычислительной техники, расположенный в городе Волжский, работает с 1961 года. Ныне известен как ОАО “Электронно-вычислительная техника”. Специализация предприятия: Трансформаторы, Магнитопроводы, Ячейки для ЭВМ, Радиоприемники, Телевизоры, Счетчики электронные, Аппаратура громкой связи, Ингаляторы, Массажеры, Тормозные колодки, Кухонная утварь. Большинство импульсных трансформаторов в легендарной БЭСМ-6 сделаны на этом заводе, но как это возможно не покажется вам странным, на московском заводе САМ до конца 80-х годов тоже производили такие импульсные трансформаторы, и мотали их не только на станках, но и по хардкору вручную до начала 80-х.
Любопытный вопрос адептам ТРИЗ, ознакомившись с фактами ниже, смогут они объяснить этот парадокс?
На рубеже 60-х годов ХХ века в мире очень остро встал вопрос с автоматизацией производства моточных изделий, в связи с огромным ростом производства различной современной техники. А любые ручные операции просто драматически влияют на сроки производства, себестоимость итп итд. Самая трудная задача в то время была освоить автоматизированное производство намотки обмоток на тороидальных сердечниках.
Как это дело выглядит можно посмотреть здесь.
Для тех кто не понял, принцип разжёвывают тут:
В СССР производилось огромное количество тороидальных трансформаторов и дросселей, в том числе и миниатюрных.Номерные трансформаторы ВЗЭВТ не выделяются на первый взгляд из их ряда.
Хотя дюймовые размеры в БЭСМ-6 уже и не вызывают удивления.
Однако размеры в 5/16″, 7/16″, 600 mil; итп вызывают вопросы о том, а на каком оборудовании их производили – иностранном (американском или японском) или, чем чёрт не шутит, отечественном. Но по специальному заказу всё равно их изготавливали с дюймовыми размерами? Вдруг кто-нибудь из читающих есть с этого самого Волжского завода электронно-вычислительной техники, или связанного с ним, кто может пролить свет на эту историю с тем какое оборудование использовали при производстве и размеры у них такие были по требованию заказчика или всё они в дюймах делали.
На первый взгляд у обывателя возникнет предельная ясность, что мол как всегда слизали у американцев, делали руками из жопы на импортном оборудовании для ответственных нужд, итп. А ещё при этом на всех не хватало валюты и потому в ручную до конца 80-х в некоторых местах работали имитируя трудовой порыв масс и бурную деятельность. Однако не всё так обыденно в этом подлунном мире. А между тем, это редкий случай в истории техники, когда история изобретения намоточного станка с зубодробительной подробностью раскрыта в многочисленных публикациях и фильмах, правда о которых почти никто сейчас не помнит. История об изобретении намоточного станка Егоровым была занесена Альтшуллером (крёстным отцом ТРИЗ) в палату мер и весов, в его работе “Алгоритм изобретения”.
ТЕХНОЛОГИЯ ТВОРЧЕСТВА
Один идет по темному лабиринту ощупью – может быть, на что – нибудь полезное наткнется, а может быть, лоб разобьет. Другой возьмет хоть маленький фонарик и светит себе в темноте. И по мере того, как он идет, его фонарь разгорается все ярче, наконец, превращается в электрическое солнце, которое ему все кругом освещает, все разъясняет.
Так я вас спрашиваю, где ваш фонарь!
Д. И. Менделеев
[ИГОЛКА В СТОГЕ СЕНА]
ИГОЛКА В СТОГЕ СЕНА
Теория изобретательства изучает изобретательское творчество с целью создать эффективные методы решения изобретательских задач. В этом определении присутствует мысль, которая может показаться «еретической»: что же – существующие методы плохи и нуждаются в замене? Но ведь, пользуясь этими методами, люди сделали величайшие изобретения! На этих методах основана современная индустрия изобретений, дающая ежегодно многие десятки тысяч новых технических идей. Чем же плохи существующие методы?
Не будем торопиться с ответом на этот вопрос, посмотрим сначала, как обычно решается изобретательская задача. Вообще-то изобретатели не очень охотно и не часто рассказывают о путях, которыми они пришли к новой технической идее. Одно из счастливых исключений – книжка Б. С. Егорова «Секрет НСЕ» *. Борис Сергеевич Егоров, талантливый изобретатель, подробно и объективно описывает историю создания намоточного станка. Воспользуемся этим и проследим ход мыслей изобретателя.
Итак, прежде всего – задача.
«Представьте себе большую электронно-вычислительную машину, в глубине которой несколько тысяч мельчайших кольцевых трансформаторов. Каждый из них имеет отверстие всего лишь в 2 миллиметра. На каждом из таких колечек намотан тончайший, тоньше человеческого волоса, проводок, покрытый шелковой оболочкой. Это, разумеется, надо было производить вручную, не повредив нежной изоляции. То был изнурительный труд…»
Задача ясна: есть маленькое колечко, сделанное из феррита; нужно быстро и аккуратно обмотать это колечко тонкой изолированной проволокой. Несколькими годами раньше Б. С. Егоров успешно решил подобную задачу — тогда требовалось механизировать намотку дросселей телефонных фильтров. Внешне обе задачи совершенно подобны: есть кольцо и есть провод, которым нужно обмотать это кольцо. Но крохотное ферритовое колечко значительно меньше, чем кольцо телефонного дросселя, и это принципиально меняло задачу.
«Должен сказать, что задача, которую предстояло разрешить, вначале не показалась мне очень трудной. Но когда я вплотную подошел к ней, это мнение пришлось изменить».
Трудность состояла прежде всего в том, что колечко, на которое следует наматывать провод, было размером лишь в 2 миллиметра». Действительно, в БЭСМ-2, например, используются ферритовые тороиды марки К-28, имеющие такие размеры: внешний диаметр – 3,1 мм, внутренний диаметр – 2,0 мм, высота- 1,2 мм. В запоминающем устройстве той же БЭСМ-2 применяются еще более миниатюрные тороиды марки ВТ-1 с внутренним диаметром 1,31 мм. Обмотку этих колечек вели вручную с помощью шпули. Шпуля представляет собой, в сущности, иглу, несущую в себе запас провода.
На рис. 1 изображены в увеличенном виде и колечко и шпуля. Поперечное сечение колечка (тороида) может быть квадратным, прямоугольным или круглым – это несущественно.
Разумеется, задача сильно упростилась бы, будь колечко составным. Но ферритовые тороиды изготовляются методами порошковой металлургии: материал прессуется, а затем спекается. Никакая обмотка не выдержит применяемых при этом давлений и температур, поэтому
Приходится наматывать провод на готовое неразъемное колечко.
«Какой же величины должна быть шпулька? Как игольное ушко? Сразу стало ясно, что от шпульки, с помощью которой осуществлялась укладка провода на моем первом станке, придется отказаться, она была бы слишком мала. Это усложняло решение вопроса. А нельзя ли обойтись без нее, заменить ее, использовать совершенно новый принцип намотки? Но каким должен быть этот принцип? Вопросы не давали мне покоя…
– А не применить ли здесь маятник?
Это мнение разделяли многие товарищи, с которыми мне приходилось советоваться. И я задумал решить задачу с помощью маятника. Принцип был прост: два маятника, а между ними кольцо; на маятнике игла; правый маятник иглой продевает провод сквозь кольцо и подводит иглу к левому. Кольцо при этом поднимается; игла идет обратно, и все повторяется сначала. Так и осуществляется намотка провода на кольцо. Удивительно просто, и при этом все делается без шпульки».
Была построена модель станка. Ее испытания дали отрицательные результаты – провод натягивался лишь тогда, когда игла находилась в крайнем положении, когда же она была в движении, провод провисал, поэтому витки ложились как попало.
«Я заново, с удвоенной энергией взялся за работу. Попробовал иначе разместить маятники, иначе расположить кольца, и так и этак пытался изменить ход работы маятников, но нить все равно провисала. Я проделал свыше трехсот экспериментов. В конце концов пришел к заключению, что от маятников надо отказаться. Стало ясно, что следует искать иной принцип работы машины. Но какой? Перебрал несколько разных вариантов, но ни один из них не подходил. Тогда возникла мысль осуществить намотку провода с помощью сжатого воздуха, который выполнял бы роль маятников. Ту же самую иглу будет толкать через кольцо не маятник, а сжатый воздух».
Егоров построил еще одну модель станка. Но сжатый воздух не помог: провод провисал, как и в маятниковом Станке.
«И тут в голову пришла мысль, что сам принцип намотки провода на кольцо не годится. Ведь во всех вариантах принцип был один: игла прошивает кольцо. А она не дает возможности держать провод в натяжении. Следовательно, надо отказаться от использования самой иглы и предложить взамен новый, совершенно новый принцип. Но что можно предложить взамен? На этот вопрос не мог никто ответить».
Шло время. Егоров не переставал думать о задаче. И вот однажды появилась новая идея. Случилось это в электричке.
«Я перевожу взгляд на моих соседей, и вдруг мой взор привлекает старушка, которая вяжет кружево. В руках у нее крючок. Она совершает движение рукой – и крючок делает колечко, еще движение рукой – и еще колечко. Я машинально смотрю, не отрывая глаз, на руки вязальщицы. Колечко… Колечко… Мысленно повторяю движение крючка раз, еще раз и еще. Потом я уже представляю себе движение крючка не в руках старушки, а в моем станке…
А что, если вместо шпульки и маятников применить в станке крючки? Крючок захватит провод, который пройдет через колечко. А специальной пружинкой можно будет тогда поддержать провод в натянутом состоянии. Я достаю иглу с ниткой, делаю из иглы крючок, и пытаюсь повторить движения старушки. Раз…- другой. Неужели в этом обыкновенном крючке секрет намоточного станка, неужели найдена разгадка казавшейся неразрешимой задачи? Да, так и есть. Витки ложатся на кольцо ровно. Это и есть тот самый принцип, который я так долго искал. С помощью крючков можно осуществить крепкую, надежную намотку витков на кольцо».
Так появился принцип намоточного станка – знаменитого НСЕ.
Что можно сказать о путях, которыми шел изобретатель?
Некоторые особенности сразу бросаются в глаза. Поиски велись, в сущности, наугад. Или, как говорят психологи, методом «проб и ошибок». Возникала идея: «А если сделать так?» Затем следовала ее теоретическая или практическая проверка. Одна идея оказывалась неудачной, выдвигалась вторая, третья…
Схематически этот метод изображен на рис. 2. От точки, которую мы назовем «Задача», изобретатель должен попасть в точку «Решение». Где именно находится этаточка, заранее, конечно, неизвестно. Изобретатель создает определенную поисковую концепцию ПК, т. е. выбирает направление поисков («И я задумал решить задачу с помощью маятника»). Начинаются «броски» в выбранном направлении (они условно обозначены стрелками): «А если попробовать так?» А потом становится ясно, что неправильна вся поисковая концепция – поиски идут не в том направлении («В конце концов пришел к заключению, что от маятников надо отказаться»). Изобретатель возвращается к задаче, выдвигает новую поисковую концепцию («Тогда возникла мысль осуществить намотку провода с помощью сжатого воздуха…») и начинает новую серию «бросков».
Рис. 2. Схема поиска методом «проб и ошибок».
В практике количество попыток обычно намного больше, чем изображено на схеме. Егоров говорит о трехстах модификациях одной только первой модели станка, вообще же при поисках решения методом «проб и ошибок» количество попыток очень велико. Требуются тысячи, иногда и десятки тысяч «а если?», чтобы нащупать удачное решение.
И еще одна очень важная особенность. На схеме стрелки расположены гуще в направлении, противоположном «Решению». Это, конечно, не случайно. Дело в том, что пробы не так хаотичны, как кажется на первый взгляд. Приступая к поискам, изобретатель опирается на свой предыдущий опыт. Егоров однажды уже создал станок для намотки телефонных дросселей, и при решении новой задачи мысль сначала неизбежно шла в привычном направлении: нужна – как и в прошлый раз – шпуля, но она должна быть очень тонкой; заменим ее иглой, т. е. той же шпулей, но без запаса провода.
В сущности, безуспешность почти всех попыток вызвана стремлением так или иначе использовать иглу. Эта первоначальная тенденциозность показана на схеме «вектором инерции» ВИ, выходящим из точки «Задача» и направленным в сторону от «Решения». Большим шагом вперед была мысль, что от иглы нужно вообще отказаться…
Егоров Борис Сергееви 20.10.1913 – ?
Герой Социалистического Труда Указ от 28.05.1960 Медаль № 9461
Орден Ленина № 332741
Егоров Борис Сергеевич – слесарь-механик Завода счётно-аналитических машин Мосовского городского совнархоза. Родился в крестьянской семье 20 октября 1913 года в селе Люберцы Московского уезда Московской губернии, ныне город в Московской области. Из крестьян. Русский. Член КПСС. Образование неполное среднее. Родился в 1913 году в Люберцах. Трудился на нескольких заводах Москвы на рабочих специальностях.
В 1941 году пришёл слесарем-инструментальщиком на Первый государственный завод счётно-аналитических машин; в 1942–1946 годах – завод №828 Народного комиссариата миномётного вооружения СССР; в 1946–1949 – Московский завод счётно-пишущих машин; в 1949–1961 – Завод счётно-аналитических машин; в 1961–1994 – Московский опытный завод счётно-аналитических машин (в 1957–1961 годах – в системе Московского городского совнархоза, в 1965–1991 годах – Министерства радиопромышленности СССР; в постсоветское время – ОАО «Завод счётно-аналитических машин имени В. Д. Калмыкова»).
Трудился на заводе на протяжении 35 лет. Выдающийся рационализатор и изобретатель. За годы работы на производстве самостоятельно разработал и изготовил свыше 100 различных механизмов, приспособлений, узлов и инструментов к станочному парку. Почти все его предложения были внедрены в производство и принесли большой экономический эффект. Крупнейшее его изобретение – полностью разработанный им станок НС-Е для полуавтоматической намотки тороидальных сердечников, используемых в тогдашних ЭВМ. Станок полностью заменил ручной труд на намотке сердечников, в 800 раз поднимал производительность труда и заменял десятки намотчиков. После заводских испытаний станок был запущен в производство и производился на нескольких предприятиях СССР. Его с успехом демонстрировали на 4-й Международной выставке в Нью-Йорке (1958) и на Генуэзской торгово-промышленной выставке (1964), экспортировали в США, Бельгию и иные страны.
Большим успехом пользовалось другое изобретение талантливого мастера – пистолет для обвязки жгутов проводов капроновой сеткой. Сразу несколько стран приобрели лицензии на его промышленное производство. За выдающиеся производственные успехи и проявленную инициативу в организации соревнования за звание бригад и ударников коммунистического труда в выполнении заданий пятилетнего плана Указом Президиума Верховного Совета СССР от 28 мая 1960 года Егорову Борису Сергеевичу присвоено звание Героя Социалистического Труда с вручением ордена Ленина и золотой медали «Серп и Молот». Заслуженный изобретатель РСФСР (1963). Избирался депутатом Верховного Совета РСФСР 6-го созыва, членом Президиума ВЦСПС.
Награждён орденами Ленина (28.05.1960), «Знак Почёта» (27.10.1954), медалями «За трудовую доблесть» (26.04.1963), «За доблестный труд в Великой Отечественной войне 1941-1945 гг.».
Автор книги:
Егоров Б.С. Секрет НСЕ: Записки рабочего-изобретателя / Лит. запись А.М. Певзнера. — М.: Профиздат, 1961. — 136 с: ил.
Герой документального фильма «Секрет НСЕ», 1959 г., режиссер Семён Райтбурт, премия Всесоюзного кинофестиваля 1960 г.
С 1976 года – на пенсии.
Дата смерти не известна (после 1976 года).
Появление на выставках этого станка произвело фурор не только в мире, но даже и у нас, от того удивительного факта, что народ это заинтересовало больше, чем как варенье в конфеты попадает и размножаются ёжики. Вот внизу статья из рубрики – Творцы чудес, в гостях у участников ВДНХ.
На этом творчество наших людей на тему намотки тороидальных катушек не остановилось, и технический прогресс двигался неудержимыми шагами на благо повышения качества и производительности намотки.
[Spoiler (click to open)]
Таким образом поработав на технике Сделано в СССР и ознакомившись с советскими авторскими свидетельствами конца 50-х и начала 60-х годов, свободный мир чистогана с середины 60-х тоже начал творить, выдумывать и пробовать, с целью получить новые патенты и обойти вопрос с лицензированием производства и всяческими отчислениями. Тут ничего личного или советофобского, просто чистый бизнес.
Кроме того в документальном фильме описание которого приведено ниже, есть сцена с работой намоточного станка Егорова, и сцена где он общается с академиком Лебедевым, из чего можно сделать вывод, что о автоматизации производства импульсных трансформаторов в ИТМиВТ и САМ знали ещё много заранее до начала производства БЭСМ-6. Отсюда повторяется знатокам и адептам ТРИЗ вопрос – а почему на заводе САМ, откуда есть пошёл станок НС-Е, до 80-х некоторое количество трансформаторов для БЭСМ-6 и АС6 продолжали мотать вручную? Гусарам, которым рассказывал про эту историю, просьба молчать в комментариях. Любопытно люди сейчас смогут дойти до той самой причины?
ФИЛЬМ ЗА ТЕХНИЧЕСКИЙ ПРОГРЕСС. (1960)
Студия ЦСДФ (РЦСДФ) Режиссер: Небылицкий Б. Авторы сценария: Злобин А.
Операторы: Бородяев Ю., Михеев И., Небылицкий Б., Цитрон В.
Аннотация: Об ускорении научно-технического прогресса.
Временное описание: Фильм о выполнении решений Июньского Пленума ЦК КПСС об ускорении технического прогресса на практике. Освоение производства новых изделий, машин, приборов; механизация и автоматизация производственных процессов на промышленных предприятиях г. Москвы: на станкостроительных заводах “Красный пролетарий”, имени Орджоникидзе, на заводе малолитражных автомобилей имени Лихачева, на заводах “Красный богатырь”, “Шарикоподшипник”, “Фрезер”, “Физприбор”; на обувных фабриках “Пролетарий”, “Буревестник”, на парфюмерной фабрике “Новая заря”, на Щербаковском комбинате искусственных тканей, Втором часовом заводе, на Первом Московском мебельном комбинате и других. Пульт управления теплоэлектроцентрали. Машина автоматического регулирования и сигнализации “Марс”, используемая на промышленных предприятиях. Директор Института автоматики и телемеханики Академии наук СССР. В. А. Трапезников говорит (синхронно) о перспективах развития автоматики во взаимосвязи науки и производства.
ЧАСТЬ (К/П) №1
Москва – общ. (с верхней точки, лето).
Промышленные районы Москвы – общ. (с вертолета).
Новый жилой район Москвы – общ. (с верхней точки, с движения).[Spoiler (click to open)]
Здание Московского городского совета народного хозяйства – общ. (с верхней точки).
Вывеска Мосгорсовнархоза – кр.
Грузовые автомашины во дворе Московского автозавода имени Лихачева (ЗИЛ) – общ. (с верхней точки, с движения).
Готовые автобусы во дворе завода; идет погрузка грузовиков на железнодорожные платформы – общ.
Подъемный кран переносит грузовики – ср.
По улице Москвы проезжают автомашины «Москвич» – общ., ср.
Проезжает новый лимузин автозавода имени Лихачева – общ.
Проходит испытание мощный вездеход «ЗИЛ – 131».
Работает новый высокопроизводительный агрегатный станок, созданный на московском заводе имени Орджоникидзе.
Рука держит дамские наручные часы с московской маркой – кр.
Новые флаконы духов – кр.
Готовые пылесосы московского производства.
Готовые холодильники «ЗИЛ» в цехе завода – общ.
По улице идет токарь завода «Красный пролетарий» Н. Кузьмин – участник Июньского Пленума ЦК КПССС.
Н. Кузьмин в группе своих товарищей.
Цех завода «Красный пролетарий» в рабочее время – общ.
Н. Кузьмин за работой у станка.
Работает усовершенствованный токарный станок – кр.
Участок 1-ой бригады коммунистического труда в цехе завода – общ., пнр.
Работает автоматическая машина для производства шестерен – общ., ср., кр.
Наладчики обслуживают линию.
Бригадир наладчиков Николай Минаев у станка.
Товарищи поздравляют Н. Минаева с успешным окончанием техникума (синхронно).
Рабочие из бригад Коммунистического труда различных заводов Москвы – кр, ср.
Плакат: «Здесь работает бригада Коммунистического труда, бригадир Вера Варваркина» в цехе Московского завода автотракторного оборудования.
Вера Варваркина и члены ее бригады в цехе за изготовлением электромагнитных реле – общ., кр.
Анатолий Поздняков с завода имени Владимира Ильича, инициатор движения за пересмотр технологии конструкции машин в цехе беседует со своими товарищами по работе.
Валентина Петрищева, работница фабрики имени Фрунзе, начавшая борьбу за снижение себестоимости продукции каждым рабочим, в цехе за работой у прядильного станка.
Руки прядильщицы – кр.
Москвич Сергей Сивилов на Ленинградском металлическом заводе демонстрирует свой метод работы.
Работает расточный станок – кр.
Ленинградец Александр Семенов на московском заводе имени Орджоникидзе демонстрирует свои инструменты для особо точной координатной расточки.
Маленький станок, созданный Героем Социалистического Труда слесарем Б. Егоровым для намотки тончайших импульсивных трансформаторов – кр., ср.
Мультработа: схема работы станка.
Борис Егоров в цехе за работой у станка.
[Spoiler (click to open)]
Деталь для часов на кончике пинцета – кр.
Слесарь Второго часового завода Георгий Трусов в цехе за работой.
Девушки работают у станков.
Работает механическая рука и вибрационный бункер, созданные Георгием Трусовым для установки заготовок часов.
Работают станки, заменившие труд человека.
Сборочный цех Московского завода малолитражных автомобилей (ЗМА).
По цеху проходит технолог Тамара Эльянова.
Тамара Эльянова в цехе беседует с членами общественной комиссии по смотру технологических процессов.
Рабочий производит прокачку тормозов вручную.
Автоматическая прокачка тормозов с помощью механического рычага.
Рабочий-сборщик переносит колесо машины на руках.
Транспортный автомат переносит колеса.
Сборщик закручивает гайки на колесе автомашины ключом.
Новый способ закручивания чаек с помощью гайковерта, повышенного производительность труда в пять раз.
Гайковерт – кр.
Цех сборки автомашин ЗМА – общ.
Конвейер на Московской парфюмерной фабрике «Новая заря».
Разлив духов вручную.
Новый автомат для разлива духов на фабрике.
ЧАСТЬ (К/П) №2
Цех химико-фармацевтического завода; работницы вручную упаковывают биомицин – пнр.
Руки упаковывают биомицин – кр. пнр.
Машина, заменившая ручной труд, упаковывает таблетки биомицина – общ., кр.
Лакировка мебели старым, ручным способом.
Новая машина автоматически покрывает панель тонким слоем лака – общ., кр.
Лакировка галош в цехе завода «Красный богатырь» ручным способом.
Новая установка для лакировки галош в электростатическом поле.
Отлакированные галоши на конвейере.
Ручная намотка якорей на заводе автотракторного электрооборудования.
Процесс намотки якорей производит машина, созданная московскими инженерами.
Готовые якоря – общ.
Сварка кабин старым способом на автозаводе имени Лихачева.
Сварка кузова в цехе завода новым способом сварочным полуавтоматом.
Цех заготовки подошв для обувных предприятий на фабрике «Пролетарий».
Мастер В. Толкачев работает у станка с большим выбором штампов.
За станком работает женщина – кр.
Конвейер готовой продукции на фабрике «Пролетарий» – общ.
Производственный цех на обувной фабрике «Буревестник» – общ.
Обувь на конвейере – пнр.
Готовая мужская модельная обувь – ср.
Готовая дамская модельная обувь – ср.
С ткацких станков Щербаковского комбината сходят шелковые ткани различных расцветок.
Цех изготовления искусственного меха на комбинате; работают машины – общ., ср., кр. пнр.
Женщины примеряют шубы из искусственного меха.
Демонстрация образцов одежды из искусственных мехов и из новых набивных тканей яркой расцветки, костюмы из капрона.
Демонстрируется новая мебель, сделанная в Москве.
Цех Первого Московского мебельного комбината – ср.
Работает одна из поточных линий – ср., общ., кр.
Конвейер сборки мебели – пнр, общ.
Автоматическая линия по производству ламп дневного света на Электроламповом заводе.
Отдельные механические линии в действии.
Цех контроля на заводе – общ.
Инженеры завода И. Маршак и В. Васильев испытывают мощную электрическую лампу в 30000 ватт, созданную ими.
Цех 2-го часового завода – общ.
Работают сборщицы часов – ср., кр.
Прибор автоматического контроля и регулирования часовых механизмов.
Руки собирают мужские часы – ср., кр.
Готовые электронные часы – кр.
Будильники различной формы, выпущенные 2-ым часовым заводом.
пнр по ручным часам.
Сборка телевизоров «Темп-3» на поточной линии московского радиозавода.
Готовый телевизор на конвейере.
Проверка новой модели телевизора «Темп-7» в заводской лаборатории.
Кинескопы – ср.
Готовый телевизор «Темп-7» – кр.
Цветное изображение на экране телевизора (первомайская демонстрация на Красной площади) – ср.
Конструкторское бюро; конструкторы за работой – пнр, общ., ср., кр.
Конструктор М. Корчиин и другие за разработкой автоматической линии.
Макет автоматической линии.
Готовая автоматическая линия, созданная по макету на заводе имени Орджоникидзе для автозавода имени Лихачева.
Испытание новой автоматической линии.
ЧАСТЬ (К/П) №3
Цех завода «Красный пролетарий» в рабочее время – общ.
Ведущий конструктор завода В. Гуров в цехе проводит испытание и отладку автоматической линии для производства валов.
Обработка металлического вала на станках автоматической линии – общ., ср., кр.
Со станка сходит готовая деталь – ср.
Готовая деталь – ср.
Цех-автомат на 1-ом Государственном шарикоподшипниковом заводе – общ.
Женщина у пульта управления.
Машины изготавливают детали и собирают подшипники – ср., кр.
Электронная проверка поверхности шарика.
Автоматический контроль готовых изделий.
Автоматическая линия конструктора Сигодзинского в цехе подшипникового завода – общ., ср.
Автоматы делают корпуса для часов – общ., ср., кр.
Автомат работает в конторе завода «Фрезер»: машина копирует чертежи и по проводам передает их в цех.
Стальные руки автомата производят гальваническое покрытие деталей для телевизоров.
Женщина у пульта управления автоматом.
В цехе химико-фармацевтического завода автоматы выполняют операции по производству ампул.
Работница у автомата.
Автоматические приборы, контролирующие процессы изготовления антибиотика – пнр.
Котлы, в которых готовится глицерин.
Готовое лекарство – кр., пнр.
Автоматические приборы, которые следят за работой теплоэлектроцентрали.
Зал ТЭЦ – общ.
Рабочий ТЭЦ у механизма «Марс» и сигнализации в цехе вулканизации завода резиновой обуви «Красный богатырь».
Работница Женя Немчинова у станка.
«Марс» подает сигнал о неисправности пресса № 55.
Мастер устраняет неисправность.
Автоматические приборы сходят с конвейера завода «ТИЗ – прибор».
Ученые института автоматически и тепломеханики Академии Наук СССР в месте с рабочими осматривают созданный ими прибор для контроля и регулирования химических процессов – переработки нефти и других материалов.
Среди ученых – директор института академик В. А. Трапезников.
В. А. Трапезников говорит о значении автоматов (синхронно).
Электронно-математическая машина «МН-10».
Мультработа: самолет, ракета, прокатный стан.
Большая группа инженеров собирает отдельные детали вычислительной машины «МН-20».
Готовая машина «МН-20» – пнр., кр.
Академик С. А. Лебедев – создатель «МН-20» – у машины.
Машина решает первую математическую задачу.
Оператор у пульта управления.
Машина «МН-10», ее автор – рабочий Егоров.
Герой Социалистического Труда академик С. А. Лебедев и рабочий Егоров беседуют.
Работают автоматы в различных отраслях промышленности.
Промышленный район Москвы – общ. пнр.
Завод «ЗИЛ» – общ. пнр.
Рабочие идут на работу – общ., ср.
Москва – общ. (с верхней точки).
Из раскадровки мы с удивлением видим, что идею ускорения М.С. Горбачёв почерпнул из материалов июльского пленума 1959 года, а также некую машину МН-20 которую создал Лебедев. Это так в то время ЭВМ М-20 называли? Похоже до оцифровки фильмов «Секрет НСЕ» и «ЗА ТЕХНИЧЕСКИЙ ПРОГРЕСС» дело пока не дошло. Про сохраность первого фильма мне не известно, а насчёт второго Студия ЦСДФ (РЦСДФ) хочет конкретных денег. Но по трезвому размышлению, потратился на оцифровку киноленты снятой самим С. А. Лебедевым, страстным кинолюбителем, во время своего иностранного вояжа. Потому здесь пока внизу ролик про то, как сейчас красиво мотают, и продвинулся этот самый технический прогресс.
Этот пост должен был увидеть свет в прошлом году приуроченным как загадка для fan_d_or 15 октября в день рождения Альтшуллера в engineering_ru открыв серию про ТРИЗ. Но к сожалению суета и трудности прошлого года, которые в этом уже воспринимаются сейчас как счастливые трудные времена, не позволили его тогда закончить к дате, а в декабре 2019 Евгений уже умер 🙁 Но лучше поздно, чем никогда. Пускай эта возможно занимательная и познавательная история увидит свет в Всемирный день аудиовизуального наследия, может этим оцифровка фильмов “Секрет НСЕ” и “За технический прогресс” привлечётся из Закормов Родины в общий доступ.
А может если на то будет воля Аллаха милостивого и милосердного, здесь позже и два этих фильма будут представлены общественности в разделе – “И ещё чего-нибудь если хватит сил”. Надеюсь тема про схемотехнику и систему элементов БЭСМ-6 теперь раскрыта уже достаточно подробно:
Раз — Блок У есть основа БЭСМ-6.
Два — Диодная логика + блок У подробно.
Три — Индикация.
После основ важные детали:
ПИП Плавающий Источник Питания
УР – Усилитель Размножитель и ПЭ – Повторитель Эмитерный
УЗР — Записывающий Регистровый Усилитель
Синхронизация Красная и Синяя
Всякая всячина из наличия:
— УВСП – Усилитель Вывода Строки Печати
— УЗЛ – Усилитель Записи Ленты
— УК – Усилитель Кабельный
— Всякая редкая БЭСМовская всячина
— Импульсные трансформаторы
И ещё чего-нибудь если хватит сил.
Что представляет собой станок намотки трансформаторов. Обзор и работа станков намотки
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме.
На заводах при массовом серийном или поточном производстве трансформаторы обычно наматываются на специальных, часто автоматизированных станках. Радиолюбителям трудно, конечно, рассчитывать на специальный намоточный станок, и поэтому намотку трансформаторов оии производят обычно или непосредственно от руки, или с помощью простых намоточных приспособлений.
Рассмотрим, как можно из подручных материалов и при помощи обычных инструментов изготовить простые приспособления для намотки.
Простейшее такое приспособление показано на фиг. 1. Оно состоят из двух стоек / (или металлической скобы), укрепленных на доске 2, и оси 3 из толстого (диаметром 8—10 мм) металлического прутка, продетого сквозь отверстия в стойках и изогнутого на одном конце в виде рукоятки.
Для намотки провода на готовый каркас 4 изготовляют деревянную колодку 5, по размерам немного меньшую, чем окно каркаса. В колодке просверливают отверстие для насадки ее на ось. Каркас надевают на колодку, которая затем помещается на оси и закрепляется там шпилькой 5. Для того чтобы каркас не болтался и не съезжал с колодки, между ними надо вставить уплотняющий клин 7 из твердого картона или тонкой фанеры. Чтобы избежать при намотке осевого люфта, что очень важно для ровной укладки витков, на свободные участки оси между колодкой и стойками необходимо надеть отрезки трубок 8, которые можно изготовить из металлических листочков, обернув их вокруг оси 3.
Для снятия намотанного каркаса нужно вынуть шпильку 5 и вытащить ось 3.
Более удобное и надежное намоточное приспособление выполняется из ручной дрели / (фиг. 2), которую надо зажать в тиски 2 или прикрепить к столу так, чтобы ничто не мешало свободному вращению рукоятки дрели. В патрон дрели зажимается металлический прут 3, на который насаживают колодку с каркасом. Прут диаметром 4—6 мм лучше всего нарезать, и тогда колодку с каркасом можно зажимать между двумя гайками 4. В этом случае можно обойтись без колодки, зажимая каркас двумя щечками из фанеры или текстолита с отверстиями в центре.
В качестве намоточного приспособления удобно также использовать готовый станочек для текстильных шпулей, моталку для перемотки кинопленки, телефонный индуктор и пр. Особенно удобна моталка для кинопленки (после небольшой переделки), так как она сделана прочно и имеет мягкий безлюфтозый ход. Переделка ее заключается в замене короткого валика с замком для бобин с кинопленкой на длинную ось с резьбой и барашками для закрепления различных каркасов.
Не меньшее значение для намоточных работ, чем сам намоточный станок, имеет размоточное приспособление, на которое надевается катушка с проводом или каркас старого трансформатора, провод которого используется для новой намотки. Чтобы у разматываемого провода не портилась изоляция, а также чтобы не было толчков (что важно при рядовой укладке витков), провод должен итти совершенно равномерно.
Простейшее приспособление для размотки провода изображено на фиг. 3. Это обычный металлический пруток /, продетый в отверстия деревянных стоек 2, укрепленных на доске 3. Изготовление деревянной колодки для каркаса разматываемой катушки 4 в этом случае необязательно. Для того чтобы она не била и не прыгала при размотке, можно из толстого картона или бумаги свернутьнужного диаметра трубку 5, пропустить сквозь нее прут и достаточно плотно вставить ее в окно каркаса.
Лучше, однако, изготовить специальное размоточное приспособление, изображенное на фиг. 4. Из полосы мягкой стали или другого подходящего материала сгибается скоба /, которая крепится к доске 2 (или столу). В вертикальных стойках скобы делают отверстия (диаметром 5—6 мм) с нарезкой (резьба М-5 или М-6), в которые ввинчивают заточенные с концов на конус болтики 3. Из металлического прута диаметром 5—6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3—4 мм). Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
Весьма важным в процессе намотки является возможность точного счета числа витков. Простой, но требующий особого внимания способ — это устный отсчет каждого оборота (пли через один оборот) ручки станка. Если обмотка должна содержать большое число витков, то удобнее, отсчитав сотню витков, делать отметку на бумаге (в виде палочки), суммируя затем все отметки. В станочке с шестеренчатой передачей учитывается при этом коэффициент передачи, который следует всегда помнить.
Гораздо лучше применение механического счетчика, в качестве которого можно приспособить велосипедный спидометр или счетный механизм от электросчетчика, водометра и т. д.
Сочленение счетчика со станком можно выполнить при помощи гибкого валика (куска толстостенной резиновой трубки), соединяющего ось счетчика с осью станка (фиг. 5,а). В этом случае каждый раз при установке нового каркаса приходится разъединять сочленение осей, снимая гибкий валик, и после установки нового каркаса надевать его вновь. Более удобный, но и более сложный способ сочленения заключается в том, что счетчик связывается со станком посредством пары одинаковых шестерен (фиг. 5,б). При этом способе счетчик сцеплен со станком все время.
Что представляет собой намотка?
Катушка с проводом, предназначенным для очередной намотки, зажимается между съемными щечками нарезной шпильки размоточного устройства. Шпилька с катушкой устанавливается в конусах этого устройства (фиг. 4). В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки.
Катушку необходимо зажимать так, чтобы она при размотке не била, так как от этого зависят успешность и легкость укладки провода виток к витку. Размоточное приспособление располагается впереди намоточного станка не ближе 1 м (дальше —лучше).
Подготовленный каркас трансформатора зажимается между двумя свободно насаженными на шпильке щечками. Шпилька затем вставляется в патрон дрели или зажимается на валу намоточного станка. Каркас, так же как и катушку с проводом, надо хорошо отцентровать, чтобы он при намотке равномерно вращался и не бил. Зажимные щетки нужно располагать таким образом, чтобы не закрыть ими отверстий для выводов в каркасе.
Устанавливать катушку с проводом на размоточном приспособлении и намоточный станок на столе надо так, как изображено на фиг. 10.
Провод должен итти сверху катушки на верх каркаса трансформатора. Станок или дрель располагается над столом на такой высоте, чтобы между осью станка и плоскостью стола было расстояние 15—20 см\ тогда при намотке левую руку можно свободно положить на стол, не мешая вращению станка с каркасом.
Перед тем как приступить к намотке, надо приготовить изоляционные прокладки, выводные проводники, изоляционную трубку для .выводов, лист бумаги и карандаш для отметок при счете витков, если нет счетчика, ножницы для подрезки прокладок, кусочек мелкой наждачной бумаги для зачистки изоляции и разогретый паяльник для припайки выводов.
Самому надо свободно сесть против стола (верстака) и поупражняться во взаимодействиях рук. Правой рукой надо вращать намоточный станок с таким расчетом, чтобы провод ложился на каркас сверху, а левой — придерживать и натягивать провод, направляя его движение так, чтобы он ложился равномерно виток к витку (для этого левую руку надо положить на стол под ось станка или приспособления, вытянув ее как можно дальше вперед). Чем дальше от каркаса направлять провод, тем точнее и легче укладывается провод.
Изоляционные прокладки и их использование
В ряде случаев между соседними рядами обмоток трансформатора образуется большое напряжение, и тогда прочность изоляции самого провода оказывается недостаточной.
В таких случаях между рядами витков необходимо класть изоляционные прокладки из тонкой плотной бумаги, кальки, кабельной, конденсаторной или папиросной бумаги. Бумага должна быть ровной и при рассматривании на просвет в ней не должно быть видимых пор и проколов.
Изоляция между обмотками в трансформаторе должна быть еще лучше, чем* между рядами витков, и тем лучше, чем выше напряжение. Лучшая изоляция — лакоткань, но кроме нее, нужна еще и плотная кабельная или оберточная бумага, которые прокладываются также и с целью выравнивания поверхности для удобства намотки сверху следующей обмотки. Один слой лакоткани всегда желателен, однако ее можно заменить двумя-тремя слоями кальки или кабельной бумаги.
Измерив расстояние между щечками готового каркаса, можно приступить к заготовке изоляционных полос бумаги. Для того чтобы крайние витки обмотки не заваливались между краями полос и щечками, бумагу нарезают несколько более широкими полосами, чем расстояние между щёчками каркаса, а края на 1,5—2 мм надрезаются ножницами или просто загибаются. При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2—4 см.
Для изоляции выводов, мест паек и отводов обмоток применяются отрезки кембриковых или хлорвиниловых трубок и кусочков лакоткани.
Для затяжки и закрепления начала и конца толстых обмоток (накальных и выходных), заготавливают куски (10—15 см) киперной ленты или полоски, вырезанные из лакоткани и сложенные для прочности втрое, вчетверо.
Если наружный ряд обмотки близко подходит к сердечнику, то из тонкого листового текстолита или картона вырезают прямоугольные пластинки, которые вставляются между обмоткой и сердечником после сборки трансформатора.
Станки тороидальной намотки и их применение
Говоря о сегодняшнем рынке тороидальных намоточных станков можно выделить несколько категорий оборудования ряда производителей, среди которых Ruff GmbH занимает очень интересное положение. Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Одна из самых популярных в России серий станков тороидальной намотки – станки настольного исполнения Ruff Mini, Ruff RWE наиболее ярко отражает весь спектр технологических решений, применяемых компанией Ruff в станках тороидальной намотки. И во многом это неудивительно, поскольку именно станки Ruff имеют максимально широкий рабочий диапазон наматываемых изделий, оснастки и вариантов исполнения.
Основной концепцией любого станка Ruff является модульность конструкции, позволяющая варьировать оснасткой в зависимости от габарита наматываемого изделия и вида намотки. Для настольных моделей предлагается большая гамма оснастки: 24 намоточные головки, более 10 вариантов роликовых столов, 7 лентонамоточных головок для изолировки. В зависимости от серийности наматываемых изделий и сложности намотки Ruff предлагает варианты исполнения контроллеров от простогос двумя счетчиками для многосерийной намотки простых изделий до систем с ПЛК контроллером или промышленным ПК для выполнения сложных задач по намотке как серийных, так и единичных изделий.
Бесспорным преимуществом оборудования является взаимозаменяемость всех видов оснастки и их совместимость с любым типом базовой станины, что позволяет быстро переналаживать имеющееся на производстве оборудование под задачи настоящего времени с минимальными затратами. Проще говоря, производителю нет смысла покупать новый станок для решения той или иной появившейся задачи – достаточно просто установить один из имеющихся дополнительных элементов (намоточная головка, контроллер, роликовый стол, шпули и прочее). Что в свою очередь снижает конечную стоимость изделия.
Настольные станки тороидальной намотки Ruff можно разделить на два основных сегмента – станки для тороидальных изделий с конечным внешним диаметром до 51мм (серия Ruff Mini) и станки для тороидальных изделий с конечным внешним диаметром до 350мм.
Без преувеличения компания Ruff является единственным в мире производителем тороидальных намоточных станков, позволяющих наматывать тороидальные изделий с конечным внутренним диаметром 1 мм!
В большинстве случаев общепризнанные производители предлагают решения только от 3,0 мм внутреннего диаметра и выше. Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Наиболее популярны подобные станки среди отечественных предприятий военно-промышленного комплекса. Как известно, их многие изделия характеризуются своими нестандартными конструктивными решениями, в том числе и очень сложными, требования же к качеству намотки обычно очень высоки. Одним из первых станков, установленных на предприятии ВПК, был Ruff Mini Standard (вставить фото), который до сих пор эксплуатируется на ФГУП «Моринформасистема» (ФГУП НПО «Агат»). Внедрение 1 станка на производстве с двумя комплектами оснастки (2 намоточные головки, 1 роликовый стол) позволило значительно повысить скорость и качество намотки изделий.
По статистике ООО «Технический центр «Виндэк» можно сказать, что 60% продаваемых настольных тороидальных станков ориентированы на намотку именно нестандартных изделий, основными производителями которых являются предприятия ВПК России. Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Отзывы клиентов и опыт специалистов ООО «Технический центр «Виндэк» показывают, что у потребителя никогда не возникают трудности в переналадке эксплуатируемого оборудования даже при невысокой квалификации обслуживающего персонала. В большинстве случаев переналадка даже при замене оснастки занимает не более 20 минут при условии написания новой программы и отладки.
На сегодняшний день в России эксплуатируется не менее 90 единиц тороидальных станков Ruff различных конфигураций.
К сожалению, в современной России наблюдаются невысокие темпы роста объемов производства при большой номенклатуре выпускаемой продукции, что требует гибкости производства. Именно в такой ситуации тороидальные станки Ruff являются лучшим решением!
Гибкость и удобство эксплуатации оборудования для гибкого производства. Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Хотя и не все производители применяют станки Ruff для намотки только сложных изделий. Высокая надежность оборудования, высокая степень повторяемости ориентируют станки для намотки крупносерийных партий тороидальных изделий. Для подобных задач в большинстве случаев используют станки с простыми контроллерами, что позволяет значительно снизить затраты на приобретение оборудования.
В мае 2009 года на выставке CWIEME 2009 комания Ruff презентовала клиентам и посетителям совершенно новый контроллер для станков тороидальной намотки серий RWE и RWS. Контроллер имеет большой сенсорный дисплей, который позволяет оператору станка легко ориентироваться в программировании станка.
Программное обеспечение выполнено на базе операционной системы Windows CE, которая не требует большое времени освоения. Внедрение нового контроллера позволило компании первой предложить на рынок тороидальный намоточный станок с полностью русифицированным программным обеспечением. Ввиду этого новая модификация станка получила символичное названия – Evolution (эволюция, развитие). Среди всех Российских клиентов посетивших стенд компании Ruff станок тороидальной намотки версии Evolution вызвал большой интерес.
Намоточные станки и оборудование
SMC-1E Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом обмотки.
Модель SMC-1E является достойным продолжением модельного ряда машин Jovil. Эта модернизированная машина по-прежнему обеспечивает высокую производительность и обладает надежной конструкцией. Эта модель оснащена тем же контроллером, что и SMC-1. Машина так же оснащена шаговым двигателем привода поворотного стола. Таким образом, производительность и набор функций как всегда находятся на высочайшем уровне.
Эта машина способна выполнять все необходимые операции, оставаясь по-прежнему полностью программируемой. Никаких сложных программ и трудностей управления. Оператор любого уровня подготовки легко сможет запрограммировать и начать работу с машиной SMC-1E в считанные минуты. Превосходный набор функций обеспечивает повышенную точность, стабильность и надежность работы машины.
Стандартные и опциональные возможности:
Раздельное управление скоростью заправки провода и скоростью намотки
Программируемое управление шаговым двигателем в обоих направлениях с минимальной погрешностью
Программируемый шаг намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Возможность хранения в памяти 99 программ намотки – светодиодная индикация – встроенный счетчик числа витков – счетчик готовых изделий.
Быстрая смена обмоточных головок и поворотных механизмов Секторная намотка
Кнопочное и/или ножное управление машиной
.
SMC-1. Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом намотки.
SMC 1 – станок тороидальной намотки, отвечающий современным требованиям производства. Основными преимуществами станка являются наглядность и удобство управления. Функциональные возможности станка позволяют выполнять все требуемые сегодня операции при изготовлении тороидальных моточных изделий. Возможность быстрого освоения и переналадки станка обусловлены наличием элементов индикации и оперативной корректировки режима работы. Возможность хранения программ в памяти повышает эффективность работы. Надежность обусловлена высококлассным исполнением всех узлов и деталей. Широкий выбор оснастки дает возможность точного подбора комплектации станка. Использование всех преимуществ обеспечивает эффективную эксплуатацию станка на всем периоде эксплуатации.
Стандартные и опциональные возможности:
Раздельное управление скоростью загрузки провода и скоростью намотки
Привод поворотного стола с автоматическим реверсом
Регулирование шага намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Элементы управления лентообмотчиком.
Микропроцессорный контроллер – 99 программируемых режимов намотки – светодиодная индикация – встроенный счетчик числа витков – возможность хранения программ – счетчик готовых изделий. Элементы управления лентообмотчиками
Быстрая смена намоточных головок и поворотных столов.
Кнопочное и/или ножное управление машиной
Секторная намотка
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме. Блок управления устанавливается на механизме намотки. Станок, предназначен для намотки высоковольтных трансформаторов вакуумных отражателей медной лентой шириной не более 400 мм.
Базовые технические характеристики
Толщина наматываемой ленты, мм 0,13
Ширина наматываемой ленты, мм 280-400
Регулируемые обороты двигателя, об/мин 0-200
Максимальный крутящий момент, кг м 5,8 Максимальный диаметр каркаса, мм 250
Количество записываемых секций 800
Дополнительные технические характеристики
Габаритные размеры, мм 1640х1170х1550
Вес, кг 300
Напряжение/частота питания 220 (+/-10%) В / 50 (+/-2%) Гц
Задняя бабка с ручной фиксацией есть
Ход задней бабки, мм 160
Ход пиноли задней бабки, мм 54
Параметры изделия Станок намоточный в комплекте:
рама
механизм намотки с оправкой
задняя бабка
механизм перемещения края ленты
механизм настройки датчика положения края ленты
механизм прижимного вала с 2-мя сменными поджимными роликами
смоточное устройство
Механизм намотки состоит из сварного корпуса, внутри которого расположены: электродвигатель переменного тока (асинхронный двигатель) (N = 1.1 кВт, n = 1500 мин-1), червячный редуктор и регулятор скорости электродвигателя переменного тока (асинхронный двигатель) – частотный преобразователь. ВНИМАНИЕ. Червячный редуктор, установленный в станке, обязан пройти 70-часовую обкатку. Во избежание перегрузки электродвигателя при обкатке пользоваться только пониженной нагрузкой. На оси вала намотки расположен диск с прорезями, управляющий работой фотодатчика. Во время технических осмотров необходимо следить за тем, чтобы диск не касался корпуса фотодатчика и был чистым, иначе возможны сбои в работе станка. На выходном конце вала намотки установлена ступица с поводком.
Механизм перемещения края ленты cостоит из основы швеллера, на котором размещены:
направляющий вал, один конец которого имеет возможность вертикального перемещения
шаговый двигатель (номинальный вращающий момент 0,16 нм, номинальный шаг 1,8º ), осуществляющий вертикальное перемещение через винтовую пару конца направляющего вала
механизм настройки датчика положения края ленты
Механизм настройки датчика положения края ленты состоит из линейки, датчика положения края ленты и индикатора. Этот механизм крепится к швеллеру – основе механизма перемещения края ленты. Датчик положения края ленты состоит из корпуса и 3-х вставленных в него оптопар. Две оптопары определяют край ленты, а одна – наличие ленты в датчике. Индикатор датчика представляет из себя коробочку с 3-мя светодиодами (желтым, зеленым, красным).
Механизм прижимного вала состоит из рамы, на которой размещены: прижимной ролик, ручка отвода прижимного ролика, фиксатор. Усилие поджима осуществляется при помощи 3-х амортизаторов (2-а регулируются при помощи соответствующих винтов).
Смоточное устройство предназначено для установки исходного рулона ленты, регулировки исходного положения края ленты и регулировки натяжения ленты.
Задняя бабка состоит из основания перемещаемого по направляющим рамы станка. Задняя бабка во время работы фиксируется зажимами к раме, для предотвращения случайного перемещения. На основании задней бабки установлена пиноль. Перемещение выдвижной пиноли осуществляется вращением рукоятки и фиксируется стопором. Для смазки рабочей части пиноли имеется масленка.
НАМОТОЧНОЕ ОБОРУДОВАНИЕ :: Станки тороидальной намотки :: Намоточный станок WH-900А
Намоточный станок WH-900А – цифровой программируемый намоточный станок, обладающий рядом преимуществ для намотки трансформаторов:
- Натяжение провода обеспечивается двумя типами, натяжение провода с помощью ремня (Belt) И натяжение провода с помощью ползунка (Slider).Дизайн микропроцессора удобен для настройки программ вручную.
- Высокотехнологичный челнок используется для эффективной работы станка.
- Управление скоростными режимами обеспечивает контроль процесса намотки.
- Счетчики длины провода и числа оборотов обеспечивают точность в работе.
- Программируемый процесс намотки с точным позиционированием провода обеспечивает высокое качество изделий.
- Емкость памяти сохраняет 999 последовательностей параметров, которые сохраняются даже при выключении питания.
Образцы тороидальной намотки:
Количество шпинделей:1
Размер провода:0,3-1,1 мм
Внеш.Диаметр, мм:40-120
Мин.Внутр.Диаметр, мм:12-15
Основной двигатель:Двигатель постоянного тока ½ HP DC
Макс.скорость:1200 об/мин
Память:999 операций
Источник питания:AC 220 В ± 10%, 50/60 Гц
Размеры станка, см:77х69х55
Вес станка, кг:80
Самодельная машина для намотки тороидальной катушки, построенная на базе Arduino
Типичная электрическая катушка имеет цилиндрическую форму с медным проводом, намотанным на твердый ферромагнитный сердечник. Их достаточно сложно сделать, поскольку они обычно имеют сотни или тысячи витков, но, по крайней мере, это относительно простая задача, чтобы намотать провод вокруг цилиндра. Тороидальные катушки, имеющие форму пончиков, наматывать намного сложнее. Представьте, что вы пытаетесь накрыть хула-хуп сотнями витков веревки, и вы довольно хорошо представляете себе сложную задачу.Вот почему YouTuber Mr Innovative построил самодельную машину для намотки тороидальных катушек с помощью Arduino.
Тороидальные катушки работают лучше стандартных цилиндрических катушек из-за их симметрии, которая помогает устранить поток утечки и снижает количество электромагнитных помех, излучаемых катушкой. Сердечник тороидальной катушки – сплошное ферромагнитное кольцо. Чтобы намотать проволоку на это кольцо, машина должна пропустить проволоку через внутреннюю часть кольца, вокруг внешней стороны и снова обратно внутрь – а затем повторить этот процесс много раз.Самый простой способ добиться этого – установить катушку с проволокой на краю вращающегося обруча, и она пройдет через центр тороидального сердечника. Это означает, что для обруча нужен какой-то шарнирный механизм, чтобы его можно было открывать и пропускать через сердечник.
Вот как работает эта самодельная машина для намотки тороидальной катушки. Этот обруч, как и большинство других механических компонентов, сделан из дерева. С одной стороны – откидное отверстие, с другой – катушка с проволокой. Когда сердечник тороида на месте, он и обруч вращаются одновременно.Их относительные скорости определяют расстояние между каждым витком проволоки. Сердечник вращается шаговым двигателем, а обруч вращается ремнем, соединенным с двигателем постоянного тока. Для управления этими двигателями используется Arduino, и пользователь может использовать поворотный энкодер, чтобы установить необходимое количество оборотов и их плотность. Если вам нужны нестандартные тороидальные катушки, вы почти наверняка захотите создать такую машину.
Автоматический супер большой тороидальный намоточный станок (SS1001)
Видео: SS1001 автоматическая супер большая тороидальная намоточная машина рабочее видео
Описание:
Эта цифровая автоматическая машина для намотки большого тороида (SS1001) оснащена прецизионным цифровым тороидальным контроллером, это точная и надежная цифровая автоматическая машина для намотки тороида.он используется для намотки сверхбольшого тороидального индуктора с толстым проводом, тороидального трансформатора с толстым проводом, тороидального трансформатора тока с толстым проводом, тороидальной катушки с толстым проводом, тороидальной дроссельной катушки, силовых индукторов, силовых магнетиков, индуктора ИБП с толстым проводом, индукторов преобразователя с толстой проволокой, тяжелым тороидальным сердечником с обмотками из толстой проволоки, тороидальным трансформатором сверхвысокого напряжения и т. д.
Характеристики :
1. Совместите намоточную головку зубчатого типа, чтобы намотать очень тяжелую проволоку, и сменный рольганг с челноком (магазином) разного размера для катушек разного размера и разной проволоки, витков, чтобы снизить стоимость.Один комплект стандартной автоматической машины для намотки тороидальной катушки включает только один челнок для намотки PCS, челноки для намотки других размеров являются дополнительными.
2. Высокотехнологичный челнок для максимальной эффективности.
3. Отдельные регуляторы скорости для загрузки и наматывания.
4. Точно подсчитайте длину нагрузки с помощью ограниченного переключателя.
5. Точно подсчитайте количество витков обмотки с помощью фотоэлектрического датчика.
6. Программируемое направление намотки, диапазон возврата намотки (обороты или угол) и угол намотки сегмента.
7. Точное расстояние между проводами с помощью программируемого контроллера.
8. Объем памяти вмещает 29 наборов программ с сохранением памяти в выключенном состоянии.
Спецификация:
| 1,0 -4,5 мм | Максимум. скорость намотки | 100 об / мин | |
| Максимум. конечная катушка О. Д. | Φ 250-800 мм | Расстояние между проводами | шаговый двигатель |
| Мин.конечная катушка I. D. | Φ 80 мм | Напряжение питания | 220 В переменного тока, 50/60 Гц, однофазный |
| Максимум. конечная высота рулона | 250 мм | Механические размеры | зависит от размера ядра |
| Объем памяти контроллера программ | 29 (комплекты) | Вес | зависит от размера ядра |
Как выбрать наиболее подходящий автомат для намотки тороидальной катушки для вашей тороидальной катушки?
Сообщите нам данные своей тороидальной катушки, как показано ниже:
1.Наружный диаметр сердечника тороида перед намоткой?
2. внутренний диаметр сердечника тороида перед намоткой?
3.высота сердечника тороида перед намоткой?
4. сколько обмоток на этом сердечнике?
5. сколько витков каждой обмотки?
6. как насчет диаметра медного провода каждой обмотки?
7. предоставить фотографии продукта, который лучше.
Сделай сам, машина для намотки тороидальной катушки на базе Arduiuno
Здравствуйте, друзья. Я сделал машину для намотки тороидальной катушки на базе Arduino.
Я сделал эту машину, используя Arduino в качестве контроллера. Эта машина автоматически наматывает витки, а также автоматически вращает сердечник тороида.Для пользовательского ввода и взаимодействия я использовал поворотный энкодер и ЖК-дисплей 16 × 2. Пользователь может ввести такие данные, как диаметр сердечника тороида, количество витков и площадь, которую необходимо намотать сердечнику тороида.
В этом посте я расскажу вам, как я построил эту машину, и дам вам некоторые подробности об этой машине.
ВИДЕО
Это полное видео машины для намотки тороидальной катушки Arduino, которую вы можете посмотреть или продолжить читать.
ТОВАР Б / У
список элементов, необходимых для создания собственной намоточной машины с тороидальной катушкой Arduino.
- Arduino NANO
- A4988 ШАГОВЫЙ ДРАЙВЕР
- РОТАЦИОННЫЙ ЭНКОДЕР
- 16X2 I2C ЖК-ДИСПЛЕЙ
- NEMA 17 ШАГОВЫЙ ДВИГАТЕЛЬ IC
- ДВИГАТЕЛЬ
- 903
- НЕТРАЗМЕР ДВИГ. ФАНЕРА 12ММ
КОНСТРУКТИВНЫЕ ДЕТАЛИ
КОЛЬЦО БУТОВОЕ
Это катушечное кольцо, которое я сделал из фанеры толщиной 12 мм, его внешний диаметр составляет 145 мм, а внутренний диаметр – 122 мм. Оно имеет канавку длиной 43 мм и глубиной 5 мм для катушки.
Он имеет один разрез по периметру, и замок используется для запирания этой открытой части.
, открыв этот замок, мы можем разместить тороидальную катушку внутри кольца.
Это деревянное кольцо также имеет канавку шириной 8 мм и глубиной 4 мм по окружности для установки в него зубчатого ремня 6 мм.
СПУЛЬКА
Это катушка с медной проволокой, которую я сделал из нейлонового стержня,
все необходимые размеры показаны на рисунке.
, почему я выбрал нейлоновый стержень, чтобы сделать это, потому что нейлоновый стержень легче, чем алюминий.также легко обрабатывается.
и когда он движется вместе с кольцом, он не создает никаких уравновешивающих нарушений при движении
КОРПУС МАШИНЫ ДЛЯ НАМОТКИ ТОРОИДНЫХ БАТУШЕК ARDUINO
Эта рама кузова также изготовлена из фанеры толщиной 12 мм, есть три роликовых направляющих, установленных под углом примерно 120 градусов. Ролики
состоят из подшипника 626Z и нескольких болтов с гайкой, наше деревянное золотниковое кольцо будет вращаться на этом ролике.
Верхняя часть части рамы выполняет роль рычага освобождения кольца с помощью барашковой гайки.
Помещая кольцо внутрь машины, нам нужно ослабить барашковую гайку и, потянувшись, поднять освобождающий рычаг.
После установки кольца опустите рычаг так, чтобы оранжевое колесо вошло в канавку кольца, и затяните барашковую гайку.
Таким образом, кольцо садится на него так, чтобы оно не выдвигалось во время бега.
РОЛИКОВЫЕ ДЕРЖАТЕЛИ ДЛЯ СПИНЫ С ТОРОИДНЫМ РОЛИКОМ
Это роликовый держатель с тороидальным сердечником. Я сделал этот ролик из нейлонового стержня на своем мини-токарном станке.
Все необходимые размеры и детали даны на изображении выше.
Я наклеил на ролик ленту из пеноматериала, она будет очень хорошо удерживать сердечник, без этого сердечник из пенопласта будет скользить во время движения.
барашковые гайки наиболее важны в этом случае нормальные гайки будут смещаться при вибрации.
Я также установил два фланцевых подшипника, по одному верхнему и нижнему на каждый ролик.
РАСПРЕДЕЛЕНИЕ ШАГОВОГО ДВИГАТЕЛЯ
Это устройство для шагового двигателя, я использовал здесь шаговый двигатель NEMA17.
Этот двигатель будет вращать сердечник тороида и автоматически наматывать на него провод.так что нам не нужно вращать сердечник рукой. за счет этого мы получаем равномерную намотку по всей длине сердечника.
РАСПРЕДЕЛЕНИЕ ДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА
Этот двигатель постоянного тока вращает золотниковое кольцо, я использовал ОРАНЖЕВЫЙ ДВИГАТЕЛЬ JHONSON 12 В постоянного тока 300 об / мин.
Но я предлагаю вам установить скорость 600 или 1000 об / мин.
В этом проекте используется ремень ГРМ с окружностью 600 мм и 6 мм.
Я сделал деревянный зажим для крепления этого мотора на ALU 20 × 20. экструзия.
ИК-ДАТЧИК
Инфракрасный датчик используется для подсчета количества оборотов.
Я использовал ИК-датчик seed studio, этот датчик посылает сигнал на контакт прерывания Arduino.
и arduion подсчитывают количество оборотов, сделанных кольцом.
Этот датчик я установил на алюминий 20 × 20. Прифиле таким образом, чтобы замковое кольцо действовало как поверхность обнаружения для датчика.
, пожалуйста, обратите внимание, что этот датчик дает 2 выходных сигнала на один оборот, например, когда белая часть деревянного кольца находится перед датчиком, выходной сигнал низкий, когда черная часть выходила вперед, он снова стал от низкого до высокого, когда черный элемент исчез.
, так что вывод прерывания Arduino обнаруживает два изменения состояния на выводе, поэтому мне нужно разделить сигнал датчика на 2, чтобы получить фактические обороты.
Это то, что я сделал, если кто-нибудь знает другую идею получше, дайте мне знать в комментариях.
ОСНОВАНИЕ МАШИНЫ
Я снова использовал игровую доску толщиной 12 мм 300 x 200 мм, чтобы сделать основу машины.
Я установил четыре резиновые ножки на основание, это обеспечит очень стабильную опору для машины и предотвратит вибрацию.
20 × 20 алюминий. профиль используется для крепления деталей, мне очень нравится этот алу. profile, потому что они очень гибкие в использовании.
На них легко надеть вещь и очень легко сдвинуть назад или вперед.
помогает добиться правильного совмещения деталей.
БЛОК КОНТРОЛЛЕРА
Это коробка контроллера, напечатанная на 3D-принтере. Я поместил свою печатную плату внутрь этой коробки.
и смонтировал ЖК-дисплей и кодировщик перед коробкой.
Это придаст нашему проекту очень профессиональный вид контроллера.
, а также упрощает пользовательский интерфейс.
Я установил этот блок контроллера на основание с помощью металлического кронштейна.
ЧЕРТЕЖ ЦЕПИ
ЦЕПЬ МАШИНЫ НАМОТКИ ТОРОИДНОЙ КАТУШКИКОД
Код Arduino
ЖК-БИБЛИОТЕКА
БИБЛИОТЕКА ШАГОВЫХ ДРАЙВЕРОВ
ДЕТАЛИ НАВИГАЦИИ МЕНЮ
Эта машина для намотки тороидальной катушки Arduino имеет пользовательский интерфейс, такой как ЖК-дисплей для отображения данных и поворотный энкодер для пользовательского ввода.
Давайте посмотрим детали каждого экрана.
Это первый экран, это просто экран приветствия.
Это второй экран, здесь мы должны ввести наружный диаметр тороидного сердечника. У меня есть программная машина таким образом, чтобы он работал с тороидальным сердечником разного размера.
вам просто нужно ввести диаметр стержня.
Это третий экран, здесь вы должны ввести количество витков, которое необходимо намотать на сердечник.
Это 4-й экран, здесь мы должны ввести область того, сколько сердечника необходимо намотать, например, 360 градусов означает полный один оборот сердечника.
, если мы введем 720, машина повернет сердечник два раза, чтобы намотать заданное количество оборотов.
5-й экран на этом экране вы можете перекрестно проверить все введенные вами данные, прежде чем продолжить. если вы уверены в данных, то и только затем нажмите ручку, чтобы запустить машину.
Вот 6-й экран, на этом экране отображаются номера поворотов в реальном времени
последний 7-й экран появляется после завершения намотки.
Вы хотите, чтобы эта машина была выставлена на продажу? Загрузка…Проголосуйте и оставьте комментарий, что нужно улучшить в этой машине.
Китай Индивидуальные машины для намотки катушек тороидального трансформатора с прямоугольным ремнем Поставщики, производители – Прямая цена с завода
1. Диапазон использования
Тороидальная намоточная машина с зубчатым колесом. Для различных типов тороидальных обмоток с сердечником, например, тороидных трансформаторов.
силовые магнетики, индуктор ИБП, индукторы преобразователя, датчики воды, тороидальный трансформатор тока электронного счетчика воды и т. Д.
2.Основная спецификация станка
JY-4163B (зубчатая головка станка / Mag.OD 250) блок: мм
Диаметр проволоки | 0,50—1,30 | Макс. Скорость намотки | 200 об / мин | |
Макс. Конечная катушка. OD | φ60—200 | Расстояние между проводами | 33 | Пропорциональное соединение 02 |
Мин.конечная катушка ID | φ25 | Напряжение питания | AC 220 В (50 Гц) | |
Максимальная конечная высота катушки | 80 | Механические размеры × 500 × 750 | ||
Емкость памяти контроллера Программы | 29 (набор) | Вес | 94 кг |
JY-4163 (редукторная машина / Mag.OD.250) блок: мм
Диаметр проволоки | 0,60–1,60 | Макс. Скорость намотки | 200 об / мин | |
Макс. φ60—200 | Расстояние между проводами | Пропорциональное соединение | ||
Мин. Конечная катушка. ID | φ30 | Напряжение питания | 220306 9002||
Макс.конечная высота змеевика | 80 | Механические размеры | 550 × 500 × 750 | |
Емкость памяти контроллера Программы | 29 (набор) | 29 (набор) | 6 | 900 94 кг |
JY-5204 (станок с зубчатой головкой / Mag.OD 250) Единицы измерения: мм
Диаметр проволоки | 0,70–2,00 | Макс.скорость намотки | 200 об / мин |
Макс. конечная катушка OD | φ60—200 | Расстояние между проводами | Пропорциональное соединение | Мин. | φ40 | Напряжение питания | AC 220 В (50 Гц) |
Максимальная конечная высота катушки | 80 | Механические размеры 550 750 | |
Емкость памяти контроллера Программы | 29 (набор) | Вес | 94 кг |
JY-6204 (зубчатая машина / маг.OD.300) блок: мм
Диаметр проволоки | 0,70—2,50 | Макс. Скорость намотки | 200 об / мин |
Макс. φ60–200 | Расстояние между проводами | Пропорциональная связь | |
Мин. Конечная катушка. ID | φ40 | Напряжение питания | |
Макс.конечная высота змеевика | 100 | Механические размеры | 550 × 500 × 780 |
Емкость памяти контроллера Программы | 29 (набор) | 2 Вес 94 кг |
Наша компания создала центр исследований и разработок, который стремится постоянно улучшать качество и техническое содержание машины для намотки катушки тороидального трансформатора с прямоугольным ремнем.У нас есть полное оборудование, квалифицированные технологии и изысканное мастерство, чтобы удовлетворить ваши потребности. Мы будем придерживаться политики качества «звуковая система, инновации, прагматичное развитие и создание блеска».
Предыдущая
12-осевая автоматическая обмоточная машина для индуктивности I-образной формы трансформатора Части проводника улитки отрезка провода машины замотки катушки большой емкости керамическиеДалее
Замените устройство намотки тороида RUFF на автоматическую машину для намотки больших тяжелых тороидальных катушек (серия SS300) намоточной машины от поставщиков из Китая
Детали упаковки
деревянный ящик, утвержденный таможней
Описание продукта
Серия SS300 автоматическая машина для намотки большой тяжелой тороидальной катушки Описание:
Серия SS-300 Цифровая автоматическая намотка тороидального типа с зубчатым колесом использует прецизионный цифровой контроллер тороида, это точный и надежный цифровой автомат тороидальной намотки.он используется для большого тороидального индуктора с толстым проводом, тороидального трансформатора с толстым проводом, тороидального трансформатора тока с толстым проводом, тороидальной катушки с толстым проводом, тороидальной подкладки, силовых индукторов, силовых магнетиков, индуктора ИБП с толстым проводом, индукторов преобразователя с толстым проводом. проволока, тяжелый тороидальный сердечник с катушками из толстой проволоки и т. д.
Серия SS300 автоматическая машина для намотки большой тяжелой тороидальной катушки с зубчатой передачей
Характеристики
1. Совместите намоточную головку зубчатого типа, чтобы намотать очень тяжелую проволоку, и сменный роликовый стол с челноком (магазином) разного размера для катушек разного размера и разные провода, чтобы удешевить.2. Высокотехнологичный челнок для максимальной эффективности.
3. Отдельные регуляторы скорости для загрузки и наматывания.
4. Точно подсчитайте длину нагрузки ограниченным переключателем.
5. Точно посчитайте витки обмотки с помощью фотоэлектрического датчика.
6. Программируемое направление намотки, диапазон возврата намотки (количество оборотов или угол) и угол намотки сегмента.
7. Точное расстояние между проводами с помощью программируемого контроллера.
8. Объем памяти вмещает 29 наборов программ с сохранением памяти в выключенном состоянии. Цифровые тороидальные намоточные машины серии SS-300 оснащены прецизионным цифровым тороидальным контроллером, это точная и надежная цифровая тороидальная намоточная машина.
Серия SS300 зубчатая автоматическая машина для намотки большой тяжелой тороидальной катушки
Каждая модель спецификации:
| Модель | SS-300-01 | ||
| Диаметр проволоки | 0,7-2,0 мм | Макс. скорость намотки | 200 об / мин |
| Макс. конечный диаметр обмотки | Φ 60-200 мм | Расстояние между проводами | Управление шаговым двигателем |
| Мин.конечная катушка I. D. | Φ 40 мм | Напряжение питания | AC 220 В (50 Гц) |
| Макс. конечная высота рулона | 100 мм | Механические размеры | 550 * 500 * 780 |
| Объем памяти контроллера | 29 (комплект) | Вес | 94 кг |
| Модель | SS- 300-02 | ||
| Диаметр проволоки | 0,7 -2.5 мм | Макс. скорость намотки | 200 об / мин |
| Макс. конечный диаметр обмотки | Φ 60-200 мм | Расстояние между проводами | Управление шаговым двигателем |
| Мин. конечная катушка I. D. | Φ 40 мм | Напряжение питания | AC 220 В (50 Гц) |
| Макс. конечная высота рулона | 100 мм | Механические размеры | 550 * 500 * 780 |
| Объем памяти контроллера | 29 (комплект) | Вес | 94 кг |
| Модель | SS- 300-03 | ||
| Диаметр проволоки | 0.6 -1,6 мм | Макс. скорость намотки | 200 об / мин |
| Макс. конечный диаметр обмотки | Φ 60-200 мм | Расстояние между проводами | Управление шаговым двигателем |
| Мин. конечная катушка I. D. | Φ 30 мм | Напряжение питания | AC 220 В (50 Гц) |
| Макс. конечная высота рулона | 80 мм | Механические размеры | 550 * 500 * 780 |
| Объем памяти контроллера | 29 (комплект) | Вес | 94 кг |
| Модель | SS- 300-04 | ||
| Диаметр проволоки | 0.5 -1,3 мм | Макс. скорость намотки | 200 об / мин |
| Макс. конечный диаметр обмотки | Φ 60-200 мм | Расстояние между проводами | Управление шаговым двигателем |
| Мин. конечная катушка I. D. | Φ 25 мм | Напряжение питания | AC 220 В (50 Гц) |
| Макс. конечная высота рулона | 80 мм | Механические размеры | 550 * 500 * 780 |
| Объем памяти контроллера | 29 (комплект) | Вес | 94 кг |
Как выбрать лучшее подходящая автоматическая машина для намотки тороидальной катушки для вашей тороидальной катушки,
Сообщите нам данные вашей тороидальной катушки, как показано ниже:
1, внешний диаметр тороидального сердечника перед намоткой?
2, внутренний диаметр сердечника тороида до намотки?
3, высота сердечника тороида до намотки?
4, сколько обмоток на этом сердечнике?
5, сколько витков в каждой обмотке?
6, как насчет диаметра медного провода каждой обмотки?
7, предоставьте изображения продукта, который лучше.
Намоточная головка автоматической машины для намотки большой тороидной катушки серии SS300
Пример намотки катушки автоматической машины для намотки большой тороидальной катушки серии SS300 на заводе пользователя
5
9001 9001 tenet
Предоставьте вам лучший сервис с «быстро + удовлетворительно + безопасно».
Гарантийный срок
12 месяцев после того, как пользователь получил продукт.
Гарантийные позиции
Только в случае ненормальной поломки, вызванной конструктивным или производственным дефектом,
будет предоставлен бесплатный ремонт и дополнительные принадлежности.
Возможности технического обслуживания
Все сервисные инженеры с многолетним опытом прошли специальную техническую подготовку, которая может решать различные проблемы с поломками.
Указать пользователю, как правильно использовать и обслуживать продукт.
Предоставляем бесплатную консультацию по технологии производства электронных изделий.
Сервисное обслуживание после продажи
Чтобы гарантировать нормальное использование машины, у нас будет обучение по эксплуатации, использованию и техническому обслуживанию нашего продукта с помощью руководства на английском языке, видео и интерактивных инструкций.
Инструкция по использованию
Подайте заявку на правильный полный размер продукта, в противном случае неправильные размеры повлияют на эффект использования.
Убедитесь, что использование продукта полностью соответствует инструкции по применению. Не выходите за рамки области применения продуктов.
Уход за изделием после использования. Влагостойкость, защита от ржавчины, герметичность, взрывозащищенность, регулярное техническое обслуживание и осмотр должны быть соблюдены.
. Все сделано, помогло продлить срок использования.
Управление пользовательской документацией
Установите идеальное управление пользовательской документацией в системе EPR. Для управления будут отслеживаться все рабочие детали продукта. О пользователях позаботятся.
О продукте
1. Фотография продукта: Все фотографии продукта сделаны реальным продуктом. Существует цветовая аберрация между продуктом и фотографией, которая вызвана светом при съемке, размером продукта, ручной технологией, дисплеем компьютера и т. Д.Это не проблема качества. Части продуктов меняются по внешнему виду в связи с революционными технологиями и усовершенствованием процессов. SanShine гарантирует, что параметр продукта не изменится, продукт не может повлиять на использование.
2. Размер продукта: Все параметры измеряются вручную только для справки. Есть небольшое отклонение из-за разницы в инструментах измерения, партии продукции и процессе производства. Реальный размер должен соответствовать конечному продукту поставки.
3. Проверка качества: Все продукты должны быть проверены строго перед отправкой.Обеспечьте хорошую функцию и внешний вид.
Упаковка и транспортировка
Обычная упаковка (картонная коробка или полиэтиленовый пакет): для небольших товаров упакуйте его в упаковочную бумагу, чтобы гарантировать целостность во время транспортировки.
Упаковка из деревянного ящика: Для крупногабаритных товаров, таких как машинное оборудование и т. Д., У нас есть специальный квалифицированный плотник, который изготовит подходящий деревянный ящик с точной толщиной, плотностью и длиной.Стрелка вверх ↑ отмечена на внешнем деревянном ящике. В деревянный ящик следует положить буферный материал, чтобы предотвратить трещины и удары. Сообщим вам накладную. Вам просто нужно дождаться телефонного звонка, а затем забрать товар на ближайшей логистической станции. (Пожалуйста, сообщите мне заранее, если вы хотите получить товар на дом.)
Машина для намотки тороидального трансформатораот китайского производителя, завода, завода и поставщика ECVV.com
Технические характеристики
Тороидальный Машина для намотки трансформатора
YW300B Намоточный станок с ЧПУ для трансформатора тока нового поколения. намоточное оборудование в соответствии с требованиями электроэнергетики и настоящим руководством технология намотки трансформатора тока.
Информация о продукте:
1.Принимает самая передовая международная система PLC, она устанавливает процедуры через экран дисплея, так что чрезвычайно сильная надежная работа всего машина.
2.Его электрические части спроектированы по модульному принципу, что может снизить затраты на техническое обслуживание. Стоимость.
3. основная операция вождения использует режим регулировки скорости с преобразованием частоты. сохраняет преимущества короткой приводной цепи, большого пускового момента, широкой скорости Диапазон регулировки, энергосбережение и низкий уровень шума.
4. Распределение обмоток использует шаговый двигатель и высокоточный редуктор шестерня, которая может решить проблему традиционной механической передачи: ошибка и равномерное распределение.
5.Это имеет автоматическое вычисление хранения проволоки инструмента, автоматическое подсчет, автоматическая остановка, остановка мемрой и упрощает операцию сильно.
6.В машина может получить двойную или тройную намотку проволоки для улучшения производства эффективность и продукт
качественный.
10.Качество Гарантия: CE, ISO, сертификат и стандарты SGS.
11.Конкурентоспособный Производственная мощность: Ежемесячное производство более 150 комплектов, срок доставки около недели и большой запас.
12.Производитель Цена: Прямая продажа с фабрики, наиболее конкурентоспособная цена.
13. Наша намоточная машина является оригинальным производителем, в Китае более 85% рынка. доля, инженеры занимаются исследованиями и разработкой первой партии катушек в Китае. Намоточная машина, ABB много раз посещать наш завод и давать высокие Оценка и модель нашей намоточной машины является самой большой в Китае, есть ряд запатентованных продуктов, возможны индивидуальные модели.
Особенности:
- Легко операция
- Низкий уровень шума
- Надежная система операция
- Полная функция
- Широкое применение диапазон
- Компактная конструкция
- Высокая точность намотки
- Длительный срок службы
- Экономия Мощность
Главный Технические параметры:
| Последовательный Нет. | Товар . | Технический Параметры |
| 1 | Модель | YW-300B Машина для намотки тороидального трансформатора |
| 2 | Диаметр намотанный электромагнитный провод | Φ0.5-2,6 мм |
| 3 | Мин. внутренний диаметр намотанных бухт | Φ 50 мм |
| 4 | Максимум наружный диаметр намотанных бухт | Φ 350 мм |
| 5 | Максимум высота намотанных бухт | 100 мм |
| 6 | Максимум скорость вращения обмотки | 100 об / мин |
| 7 | Станок власть | 1.5кВт |
| 8 | Максимум наброски размер станка | 700 (Д) * 1000 (Ш) * 1300 (В) мм |
Yibo Automation Equipment Co., Ltd – единственная домашняя компания, предоставляющая комплексные профессиональные машины для ПНГ, пресс-формы для ПНГ, технологии для ПНГ, печи для обработки ПНГ, испытательное оборудование, материал эпоксидной смолы, силиконовый материал, разделительный состав и т. Д. .
Любые вопросы или запросы, пожалуйста, оставьте письмо, чтобы узнать более подробную информацию о ценах, упаковке, доставке и скидке.Мы более 24 лет оригинальной фабрики здесь и ждем вашего ответа, чтобы дать вам лучшую цену и решение.
[KINGSING] Автоматическая машина для намотки тороидальных катушек – прямая цена с завода
Цифровая автоматическая машина для намотки тороидальных катушек использует тороидальный контроллер с ЧПУ, высокую точность, высокую скорость!
Это челнок для намотки ленточного типа, ленточный тип специально разработан для намотки толстой медной проволоки.
Направление намотки, угол намотки могут быть легко запрограммированы оператором.
Скорость наматывания проволоки и намотки регулируется.
Обеспечивает 999 наборов функций памяти программ.
Диаметр медной проволоки: 0,35 ~ 1,5 мм
Мин. Готовый внутренний диаметр: 12 мм (будет отличаться размером челнока и высотой рулона)
Готовый диапазон внешнего диаметра: 20 ~ 150 мм
Макс. Скорость: 1200 об / мин
Двигатель обмотки: бесщеточный двигатель постоянного тока 1/2 л.с.
| Режим намотки | КС-W532 | КС-W533 | КС-W534 | КС-W535 | КС-W536 | КС-W537 | КС-W538 |
| Змеевик OD. | 5-20 мм | 5 ~ 60 мм | 8 ~ 60 мм | 8 ~ 60 мм | 8 ~ 60 мм | 25-160 мм | 25-160 мм |
| Мин. Внутренний диаметр готовой бухты | 3 мм | 3 мм | 7 мм | 6 мм | 7 мм | 12 мм | 12 мм |
| Макс. Внешний диаметр готовой бухты | 15 мм | 25 мм | 25 мм | 45 мм | 45 мм | 60 мм | 60 мм |
| Подходящий диапазон проводов | 0.07-0,3 мм | 0,12 ~ 0,8 мм | 0,05 ~ 0,35 мм | 0,25 ~ 0,9 мм | 0,05 ~ 0,4 мм | 0,5-1,5 мм | 0,15-0,5 мм |
| Внутренний диаметр бухты проволоки | 50 мм | 100 мм | 100 мм | 150 мм | 150 мм | 220 мм | 220 мм |
| Ширина бухты проволоки | 1. |