Что такое напильник и для чего он нужен
Напильник – универсальный ручной инструмент, который точно пригодится в работе по металлу, дереву, пластмассе, стеклу или костям.
Универсальным его можно назвать не только благодаря широкому списку материалов, для обработки которых он нужен. Напильник нужен в шлифовании, заточке, зачистке, опиливании, подгонке размеров, выпиливании фасок и т.д. То есть его функционал настолько широк, что исключить данный инструмент из списка необходимого в мастерской невозможно.
Конструкция напильника до невозможности проста. Он состоит из рабочей части с рифленой поверхностью, деревянной или пластиковой ручки и хвостика, который соединяет поверхность и ручку.
Некоторые виды напильников могут не иметь хвостик. Тогда либо рабочая часть будет врезана в ручку, либо они будут слиты, если рукоять выполнена из того же сплава, что и поверхность.
Главное в напильнике – это его насечка и форма.
По форме напильники такие:
• Напильник в форме плоского прямоугольника. Обрабатывают ими, в основном, плоскую либо же выпуклую поверхности.
• Круглой формы. Ими обрабатываются пазы и отверстия, затачиваются пилы, цепи для них.
• Квадратной формы. Их острым носом распиливают квадратные отверстия.
• Ромбовидной. Используются для изделий сложных форм.
• Полукруглой. Подходят для ровных поверхностей и для отверстий.
• В форме треугольника. Ими обрабатываются внутренние углы, отверстия разных форм. Также треугольной формой затачивают пилы по дереву.
Разновидности напильников
Несмотря на видимую простоту инструмента, классификаций напильников и его видов множество.
По номерному разделению напильники могут быть:
• Драчевыми – № 0-1. Предназначены для обдирки ржавчины. Благодаря крупным зубцам (до 12 насечек на 1 сантиметр рабочей поверхности), драчевым инструментом легко сцарапывать ржавчину, оставляя ровную зачищенную поверхность.
• Личными и полуличными – № 2-3. Нужны для снятия лишних слоев заготовки. У них на один см поверхности приходится 13-44 насечек. Благодаря этому, можно быстро снять лишнюю толщину на металлической, пластмассовой или деревянной деталях.
• Бархатными – № 4-5. Нужны для финальной обработки. Этот вид за счет насечки (от 80 шт. на 1 см) идеально шлифует поверхность, убирая мелкие сколы и заусеницы.
Помимо видов напильника также важно разбираться и в типе их насечек. Всего существует пять видов:
1. Простое одинарное абразивное покрытие. Нужно для мягкого металла.
3.
 Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки.
Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки. 4. Точечное. Насечка из заусенец, которыми удобно обрабатывать дерево, резину, кожу и др.
5. Фрезерное дуговое. Для твердых пород дерева и цветных металлов. Благодаря такому абразивному покрытию, обработанная поверхность имеет хорошее качество и легко шлифуется мелким абразивом.
Как выбрать напильник
Чтобы правильно выбрать такие слесарные приспособления для ручной работы, нужно отталкиваться от материала для обработки. Напильники с грубой насечкой, предназначенные для металлов, могут легко повредить кость или пластмассу; напильники для обработки дерева не справятся с чугуном и т.д. Если вам постоянно приходится работать с разными материалами, лучше купить набор напильников, чем обрабатывать одним все, что можно.
Огромное значение при выборе играет и размер насечки. Если первичное шлифование вы делаете при помощи шлифовальных кругов, то драчевые напильники вам вряд ли пригодятся. Купите инструмент с мелкой насечкой и вручную проводить конечное шлифование. Если же шлифовальных кругов нет, тогда придется приобрести напильники и с крупной и с мелкой засечкой. Очень важно проводить шлифование от большего к меньшему. Если вы возьмете грубую необработанную заготовку, и начнете шлифовать ее сразу самым мелким абразивными покрытием, вы попросту убьете зря время.
Купите инструмент с мелкой насечкой и вручную проводить конечное шлифование. Если же шлифовальных кругов нет, тогда придется приобрести напильники и с крупной и с мелкой засечкой. Очень важно проводить шлифование от большего к меньшему. Если вы возьмете грубую необработанную заготовку, и начнете шлифовать ее сразу самым мелким абразивными покрытием, вы попросту убьете зря время.
Также мы рекомендуем покупать напильники преимущественно с деревянными ручками. Они гораздо надежнее, их сложнее сломать или повредить. В остальном же отталкивайтесь от вида своей работы, материала и желаемого конечного результата.
Как определить состав металла? (тест по напильнику)
Этап 1: определение марки стали
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент. Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже. Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Изделия из инструментальной и легированной стали:
Напильники – У10, У11, У12, У13, ШХ6, ШХ9, ШХ15
Надфили – У10, У11, У12
Рашпили – У7, У7А
Шаберы – У10, У12
Стамески, долота – У7, У8
Метчики – У10, У11, У12, Р9, 9ХС, Р18
Сверла по дереву – 9ХС
Сверла по металлу -Р9, Р18
Развертки – Р9, Р18, 9ХС
Фрезы – Р9, Р18
Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФ
Пробойники – У8, У8А
Кернеры – У7А, 7ХФ, 8ХФ
Швейные иглы- У7А, У8А
Пилы-ножовки – У8ГА
Полотна лучковой пилы – У8ГА, У10
Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12
Ножницы по металлу – У12А
Молотки и кувалды – У7, У8
Топоры – У7
Косы, серпы – У7, У8
Вилы, зубья (клевцы) – У7, У8
грабель
Кузнечные инструменты – У7, У8
Этап 2: определение содержания углерода в стали
Как определить конкретно, из углеродистой или легированной стали сделан, например, напильник? Для этого следует прибегнуть к простому старинному способу.
Чем выше содержание углерода в стали, тем больше в снопе искр ярких звездочек. Если сталь содержит немного углерода, например около 0,12%, то искры, выходящие из-под абразивного диска, будут расходиться веером в виде слегка изогнутых черточек желто-соломенного цвета, имеющих утолщения в середине и на конце (1, см. рис. на с. 105). Сталь, содержащая 0,5% углерода, имеющая среднюю твердость, образует примерно такие же искры, но от места среднего утолщения у них отделяется небольшое количество звездочек (2).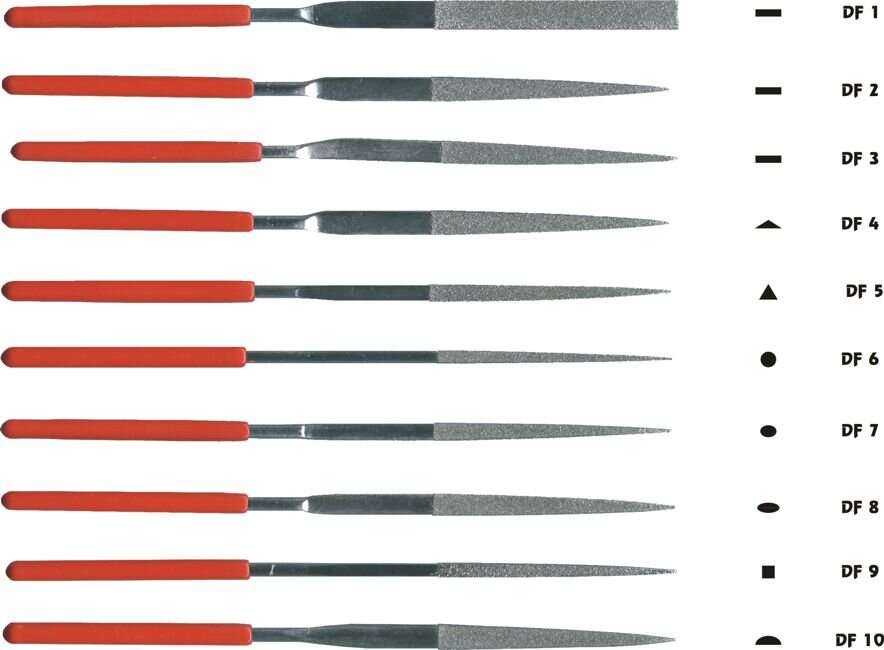
Этап 3: испытание инструмента
Теперь вернемся к напильнику. Прежде чем приступить к его испытанию, необходимо обязательно надеть защитные очки, а недалеко от наждачного круга установить лист фанеры, окрашенной в черный цвет. На черном фоне искрение металла видно гораздо отчетливее, глазам приходится меньше напрягаться. Если мы с силой проведем напильником по наждачному кругу и получим обильные искры ярко-желтого цвета с множеством отделяющихся от них звездочек, то сможем сделать вывод, что он изготовлен из высокоуглеродистой инструментальной стали (У10—У13).
Из таблицы видно, что сталь У11—У13, из которой сделан напильник, отжигается при температуре 750°С, а затем охлаждается постепенно на воздухе. Отжиг производят в муфельной печи, кузнечном горне или же в топке обычной печи. В электрической муфельной школьной печи отжигать металлические предметы удобно, так как встроенный термометр даст возможность проследить за температурой нагрева. Но глубина муфельной печи ограниченная. Если напильник в нее не входит, его оборачивают в несколько слоев брезентом и переламывают сильным ударом молотка.
Разломленный напильник вынимают из брезента, отжигают в муфельной печи, а затем медленно охлаждают. Образовавшаяся окалина часто мешает механической обработке. Поэтому, надев очки и рукавицы, ее сбивают молотком с помощью зубила.
Образовавшаяся окалина часто мешает механической обработке. Поэтому, надев очки и рукавицы, ее сбивают молотком с помощью зубила.
Отожженная и обработанная инструментальная сталь становится достаточно мягкой: хорошо обрабатывается напильником, пилится и куется. При минимальной твердости она имеет максимальную пластичность и вязкость. Это дает возможность изготовить из нее штихели для гравирования, чеканы, зубильца, сечки, пробойки, другие инструменты для художественной обработки металла.
Изготовив из напильника нужный инструмент, его закаляют нагреванием согласно таблице до 780°С с последующим охлаждением в воде. После закалки сталь становится хрупкой, поэтому ее отпускают: нагревают до 180°С и охлаждают в воде или машинном масле. При отпуске температуру нагрева металла контролируют по так называемым цветам побежалости, которые соответствуют определенной температуре нагрева.
Из чего состоят файлы?
В качестве абразивного инструмента напильники должны быть устойчивыми к износу и иметь высокую прочность на растяжение (сопротивление изгибу).
Они также должны быть достаточно твердыми, чтобы резать другие металлы, включая другие типы стали. Если бы сталь, которую зубья напильника пытались разрезать, была бы тверже, они бы просто сломались.
По этим причинам напильники изготавливаются из высокоуглеродистой, закаленной в воде хромистой стали.
Посмотреть последние цены
Почему при изготовлении напильников используется углерод?
Сталь, используемая для напильников, имеет очень высокое содержание углерода, так как он составляет 1,35-1,4% ее состава. 1,5% обычно является максимальным для углеродистых сталей.
Молекулы углерода усиливают структуру стали, делая ее тверже, чем обычно.
Это также делает сталь устойчивой к истиранию.
Почему при изготовлении напильников используется хром?
Хром составляет около 5-7% стали, используемой для изготовления напильников.
Когда для легирования стали используется более одного элемента, полученный материал получает совокупное преимущество всех качеств каждого добавленного элемента.
Подобно углероду, хром обладает закалочными свойствами. Когда используются оба, это в значительной степени увеличивает твердость полученного стального сплава.
Это не только помогает инструменту резать другие металлы, но и помогает ему оставаться острым.
Хром также помогает повысить ударную вязкость стали, снижая вероятность ее разрушения или растрескивания при приложении экстремальной силы.
Добавление углерода часто может сделать сталь менее прочной. Добавление хрома противодействует этой потенциальной слабости.
Какие преимущества дает закалка в воде при изготовлении напильников?
Напильники закаляются после того, как у них нарезаны зубья, их многократно нагревают до красна, а затем погружают в ванну с солевым раствором.
Это недорогой способ термической обработки стали. Это также имеет тенденцию делать металл более твердым снаружи, оставляя сердцевину относительно мягкой по сравнению с ней.
Броненосец с его прочной внешней оболочкой и мягкими внутренностями является прекрасной иллюстрацией этой конкретной концепции!
Это большое преимущество для файлов, так как более мягкая сердцевина поддерживает внешнюю оболочку в процессе истирания, предотвращая повреждение файла и повышая его устойчивость к изгибу.
Пружинная сталь и гибкие напильники
Пружинная стальпредставляет собой низколегированную низкоуглеродистую сталь с высоким пределом текучести.
Это означает, что он вернется к своей первоначальной форме, если его согнуть или скрутить.
Этот тип стали используется в напильниках определенного типа, предназначенных для установки на регулируемую рукоятку, которая изгибает поверхность напильника в выпуклую или вогнутую поверхность. Этот тип файла называется гибким файлом.
Этот тип файла называется гибким файлом.
Посмотреть последние цены
Альтернативные абразивные материалы
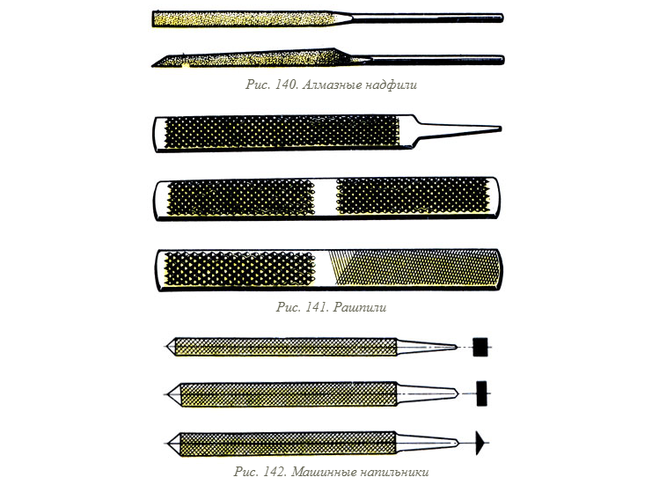
Вместо того, чтобы резать зубьями, некоторые напильники содержат частицы из твердых материалов, таких как алмаз или карбид вольфрама, встроенные в их поверхность. Независимо от того, какой материал используется, эти инструменты называются алмазными напильниками.
Алмазный песок
Алмаз — самый твердый материал, известный человеку, что делает его идеальным для абразивных инструментов. Напильники с алмазным зерном можно использовать на поверхностях из закаленной стали, они достаточно острые, чтобы обрабатывать хрупкие материалы, такие как стекло или керамика, которые могут сломаться, если через зубья обычного напильника будет приложено давление или чрезмерное усилие.
Карбид вольфрама
Хотя карбид вольфрама не такой твердый, как алмаз, он все же достаточно тверд для обработки инструментальной стали и керамики, но он намного дешевле. Это делает напильники из карбида вольфрама более доступными.
Это делает напильники из карбида вольфрама более доступными.
Это может быть предпочтительным вариантом для домашних мастеров, так как разница в производительности между карбидом вольфрама и алмазом не должна быть заметна в домашних условиях.
Посмотреть последние цены
Что такое File Tool? – Определение, типы, использование и функции
Что такое File Tool?Напильник — это инструмент, используемый для удаления небольшого количества материала с заготовки. Это обычное дело в деревообработке, металлообработке и других подобных задачах торговли и хобби. Большинство из них представляют собой ручные инструменты, сделанные из закаленного стального стержня прямоугольного, квадратного, треугольного или круглого сечения, с одной или несколькими поверхностями, прорезанными острыми, как правило, параллельными зубьями.
На одном конце обычно имеется узкий заостренный хвостовик, к которому можно прикрепить ручку. Рашпиль — это форма напильника с отчетливыми, индивидуально нарезанными зубьями, используемая для грубого удаления большого количества материала.
Рашпиль — это форма напильника с отчетливыми, индивидуально нарезанными зубьями, используемая для грубого удаления большого количества материала.
Файлы также были разработаны с абразивными поверхностями, такими как природные или синтетические алмазные зерна или карбид кремния, что позволяет удалять материал, который затупляет или сопротивляется стальным файлам, таким как керамика.
Различия между напильником и рашпилемПри выборе между напильником и рашпилем важно учитывать материал, с которым вы работаете, и требуемое качество обработки.
Напильники- Имеют параллельные диагональные ряды зубцов, которые образуют гребни на поверхности. Каждая из сторон либо обрезана и имеет зубцы, либо не обрезана и гладкая.
- Однозаходные напильники имеют один набор зубьев и используются для придания более гладкой поверхности или создания острых краев на ножах, ножницах или пилах. При работе используйте легкое давление.

- Напильники с двойной насечкой имеют второй набор зубьев, которые режут в противоположном направлении и используются для более агрессивной шлифовки, придания формы или удаления ржавчины с металла и шлифовки дерева. Используйте более сильное давление при работе.
- Напильники с криволинейным вырезом имеют изогнутые контуры по всей поверхности напильника и используются для различных автомобильных работ, например, для сглаживания панелей кузова. Также их можно использовать для работы со гипсом и стеклотканью.
- Напильники с рашпилем имеют ряд отдельных зубьев и используются в основном для обработки дерева.
- Отдельные зубья расположены случайным образом для более быстрого и грубого резания.
- Рашпили по дереву имеют очень грубую поверхность и используются в основном для быстрого удаления материала.
- Кабинетные рашпили лучше всего подходят для более тонкой и деликатной работы и могут использоваться для обработки дерева всех типов, кожи или мягких материалов.
- Кабинетные рашпили Patternmaker обеспечивают более гладкую поверхность.
- Конские рашпили используются для обработки подков.

Сорта напильников часто делятся на бастард, второй или гладкий .
- Неполная насечка — самый грубый сорт и используется для быстрого удаления материала
- Второй разрез также можно использовать для быстрого удаления, но он обеспечивает более гладкую поверхность. Вторая огранка также известна как средняя огранка.
- Гладкий срез мелкозернистой фракции, который лучше всего подходит для отделочных работ и подготовки поверхностей к шлифованию.
Сорта рашпиля включают полуторный, кабинетный и деревянный.
- В отличие от напильников, рашпиль второстепенной огранки является самым тонким сортом.
- Кабинетная огранка также известна как средняя огранка.
- Кабинетные и деревянные рашпили быстро удаляют материал
Напильники классифицируются по различным типам. Одной из них является классификация по формам:
Одной из них является классификация по формам:
Плоским напильником называют напильник прямоугольной формы в поперечном сечении. Этот инструмент разработан немного по-другому, сужаясь как по ширине, так и по толщине файла. Зубья с двойной насечкой прорезаны на лицевой стороне, тогда как зубы с простой насечкой прорезаны по краям. Эти инструменты используются для уменьшения плоских поверхностей путем опиливания и отделки заготовки.
2. Круглый напильникКак ясно из названия, это типы файлов, которые имеют круглое сечение. Этот тип напильника используется с целью притирки или доводки замочных скважин небольшого диаметра.
3. Полукруглый напильник Полукруглый напильник — это напильник, который находится на одной стороне и изогнут на другой стороне. С другой стороны, двойные вмятины вырезаются на нем как круглый напильник, который затем сужается. Эти типы механических инструментов в основном используются для ремонта поврежденного отверстия, а также для приведения его в порядок.
Название ясно указывает на форму файлов такого типа. Установлено, что прорези для файлов имеют угол 60 градусов. Чтобы завершить работу с V-образными пазами, квадратные и прямоугольные работы в диапазоне углов от 60 ° до 90 ° в основном выполняются с использованием этого файла. Этот тип файла также известен как файл с тремя квадратами.
5. Квадратный напильникЭти типы напильников имеют форму квадрата и имеют коническую форму. Прорези подпиливания в прямоугольный, квадратный паз и шпоночный паз выполняются этими типами напильников.
6. Ручной напильникРучной напильник очень похож на плоский напильник, который в основном используется для опиливания внутренней стороны работы под прямым углом. Эти типы ручных файлов также известны как файлы безопасного края.
7. Напильник с острым краем Напильник с острым краем используется в местах, где требуется острый напильник. Форма этого типа механического инструмента похожа на лезвие ножа. Тонкий край обычно находится под углом 10°. Они также используются для обработки небольших канавок и пазов, которые имеют угол менее 60°. Напильники с острым краем обычно используются в замочной промышленности для изготовления ключей.
Форма этого типа механического инструмента похожа на лезвие ножа. Тонкий край обычно находится под углом 10°. Они также используются для обработки небольших канавок и пазов, которые имеют угол менее 60°. Напильники с острым краем обычно используются в замочной промышленности для изготовления ключей.
Напильники также классифицируются по типу класса. Вот некоторые из наиболее распространенных типов файлов, разделенных по классам. Прокрутите вниз, чтобы узнать больше об этих типах напильников:
1. Грубый напильникЭто напильники, которые имеют больший размер и меньшее количество зубов. Установлено, что круглые напильники находят свое применение при резке мягких материалов, так как их резка довольно грубая, из-за чего их нельзя использовать для твердых металлов.
2. Второй напильник Вторым напильником считается напильник среднего качества. В целях заполнения этот тип файла чаще всего используется для приведения задания в надлежащий размер. Сравнивая эти типы файлов с файлом bastard, обнаруживается, что с помощью этого файла выполняется опиловка, чтобы сделать поверхность гладкой.
Сравнивая эти типы файлов с файлом bastard, обнаруживается, что с помощью этого файла выполняется опиловка, чтобы сделать поверхность гладкой.
Напильник Smooth используется на бесконечных участках, где конечной целью является получение гладкой поверхности. Эти типы файлов используются для того, чтобы сделать поверхность довольно гладкой, а кроме этого, они также используются для создания работы точного размера путем опиловки.
4. Напильник Dead SmoothНапильник Dead Smooth сконструирован таким образом, что его зубья находятся очень близко друг к другу и стирают металл в очень малом количестве. Эти механические инструменты используются для придания блеска работе после успешной отделки.
C) Классификация напильников по нарезке Напильники также классифицируются по нарезке. Вот некоторые из наиболее распространенных типов файлов, разделенных по типу вырезания.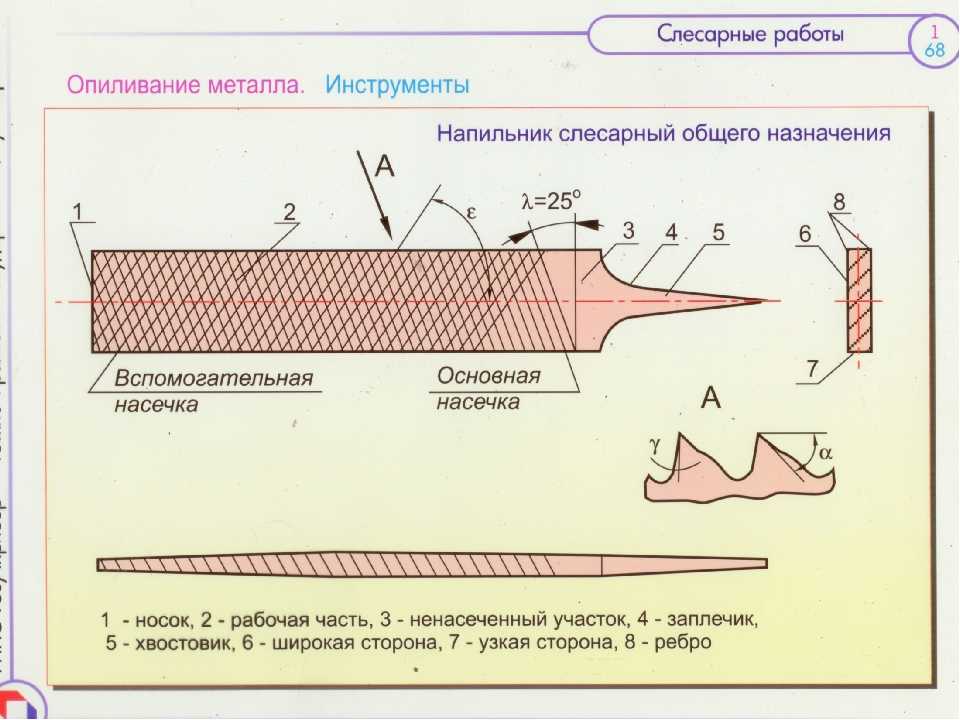 Прокрутите вниз, чтобы узнать больше об этих типах файлов:
Прокрутите вниз, чтобы узнать больше об этих типах файлов:
Напильником с одинарной насечкой называют такой механический инструмент, который имеет параллельные ряды зубьев, идущие по диагонали поперек его поверхности и только в одном направлении. Металлическая поверхность хорошо натирается в небольшом количестве, поэтому поверхность становится гладкой. Следовательно, это устройства, которые используются как для твердых металлов, так и для отделки.
2. Напильник с двойной насечкойНапильником с двойной насечкой называется напильник, у которого два ряда зубцов пересекают друг друга под определенным углом 40°-45° градусов, а другой ряд имеет угол 70°- 80°. Это установлено таким образом из-за двойных зубьев.
Этот напильник отвечает за быструю резку металла, но с другой стороны, он не может сделать поверхность такой гладкой. Эти типы файлов также называются файлами грубого типа, имеющими угол от 30° до 35° в одном ряду и угол от 80° до 87° в другом ряду.
Изогнутый напильник также известен как напильник Vixen, который в основном используется для опиливания широких поверхностей мягких металлов, таких как алюминий, цинк, медь и латунь.
4. Спиральный напильникЭтот тип напильника имеет зубья, которые нарезаны круглыми или полукруглыми напильниками. Форма зубьев напильника со спиральной нарезкой похожа на форму резьбы.
5. Рашпильный напильникРашпильный напильник — это тип напильника со специальными толстыми зубьями. Это зубы треугольной формы, которые также находятся в выпуклом состоянии. Это напильники, которые используются для работы с деревом, пластиком, волокном, твердой резиной, рогами и копытами животных.
D) Другие типы файлов Инструмент Кроме всех типов файлов, описанных выше. Существуют различные другие наиболее распространенные типы файлов, о которых подробно рассказывается. Прокрутите вниз, чтобы узнать больше об этих типах файлов:
Прокрутите вниз, чтобы узнать больше об этих типах файлов:
- Файлы для заколок сужаются по ширине и толщине, заканчиваясь закруглением на конце. Обрезана только плоская сторона, все остальные стороны безопасны. Для выполнения плоских работ.
- Напильники параллельны по ширине и слегка сужены по толщине. У них зубья нарезаны в виде точной сетки, и они используются для изготовления зазубрин и выполнения насечек, как на ложах.
- Файлы для вязания крючком сужаются по ширине и постепенно сужаются по толщине, с двумя плоскими и закругленными краями, обрезанными по всему периметру. Используется для опиливания стыков между плоской и криволинейной поверхностью, а также пазов с закругленными краями.
- Крестообразные напильники имеют полукруглую форму с двух сторон, причем одна сторона имеет больший радиус, чем другая. Сужение по ширине и толщине. Для шлифовки внутренних криволинейных поверхностей. Двойной радиус делает возможным запиливание на стыке двух криволинейных поверхностей или прямой и криволинейной поверхностей.
- Напильники Dreadnought (с изогнутыми зубьями) и Millenicut (с прямыми зубьями) имеют сильно подрезанные, острые, но грубые зубья. Оба могут использоваться для быстрого удаления больших количеств материала из толстого алюминиевого сплава, меди или латуни. Сегодня милленикут и дредноут нашли новое применение для удаления пластиковых наполнителей, таких как двухкомпонентные эпоксидные смолы или стиролы, которые обычно используются при ремонте кузова автомобиля.
- Эквивалентные напильники параллельны по ширине и толщине. Используется для заполнения пазов и углов.
- Напильники-рашпили для кузнецов — это рашпили с хвостовиком, используемые в основном кузнецами и кузнецами. Они плоские с рашпилем с одной стороны и двойным надрезом с обратной.
- Напильники имеют квадратную или прямоугольную форму с тремя плоскими сторонами и одной стороной с вогнутой канавкой. Они используются мастерами для напиливания округлой «короны» на ладах гитар и других ладовых инструментов. Плоские поверхности используются для обработки концов ладов, удаляя острые края, оставшиеся после обрезки ладов по длине.
- Полукруглые напильники сужаются по ширине и толщине, сужаясь к острию, и уже стандартного полукруглого. Используется для напильника внутри колец.
- Напильники с закругленными краями параллельны по ширине и толщине, с закругленными краями. Плоскости безопасны (без зубцов) и обрезаны только по закругленным краям. Используется для изготовления соединений и петель.
- Напильники сужаются по ширине и толщине, но лезвие имеет одинаковую толщину по всей длине, причем лезвие имеет дугу к нему. Используется для долбежных или клиновых операций.
- Напильники — это тонкие, точные напильники в наборах градуированной толщины, используемые мастерами для обработки прорезей на конце грифа, которые поддерживают струны гитар, скрипок и т. д., в правильном положении.
- Напильники параллельны по ширине и сужены по толщине для идеально ровной обработки. Двойной надрез сверху и снизу с безопасными обеими сторонами, это длинные узкие напильники для точной работы.
- Напильники Pippin имеют коническую форму по ширине и толщине, обычно имеют каплевидное поперечное сечение и имеют острие ножевого напильника. Используется для опиливания стыка двух криволинейных поверхностей и выполнения V-образных пазов.
- Терка для рубанка Терки представляют собой прямые однозаходные напильники , которые сужаются и используются для резки, правки и выравнивания древесины, особенно при изготовлении деревянных ручных рубанков.
- Круглые параллельные файлы аналогичны круглым файлам, за исключением того, что они не сужаются. По форме напоминает зубчатый цилиндр.
- Напильники для заточки пил обычно имеют одинарную насечку, что обеспечивает гладкую поверхность. Они подходят для заточки пильных полотен и правки кромок инструментов, особенно там, где желательна более тонкая и острая кромка или более гладкая поверхность. Напильник для бензопилы — один из примеров, используемый в основном для заточки бензопил. Они кажутся круглыми в поперечном сечении, но на самом деле имеют такую форму, чтобы плотно прилегать к режущей кромке зубьев бензопилы.
- Напильники параллельны по ширине с ромбовидным поперечным сечением. Тоньше, чем надфили для ножей, и используются для обработки прорезей.
- Напильники параллельны по толщине, сужены по ширине и тонкие. Как ручной или плоский напильник, который заканчивается на конце. Используется для плоской обработки и прорезания пазов.
 Двойной радиус делает возможным запиливание на стыке двух криволинейных поверхностей или прямой и криволинейной поверхностей.
Двойной радиус делает возможным запиливание на стыке двух криволинейных поверхностей или прямой и криволинейной поверхностей. Они используются мастерами для напиливания округлой «короны» на ладах гитар и других ладовых инструментов. Плоские поверхности используются для обработки концов ладов, удаляя острые края, оставшиеся после обрезки ладов по длине.
Они используются мастерами для напиливания округлой «короны» на ладах гитар и других ладовых инструментов. Плоские поверхности используются для обработки концов ладов, удаляя острые края, оставшиеся после обрезки ладов по длине. Важно выбрать правильное сочетание формы, размера и класса для проекта, над которым вы работаете. Кроме того, правильный уход и техника являются ключом к безопасному и эффективному использованию.
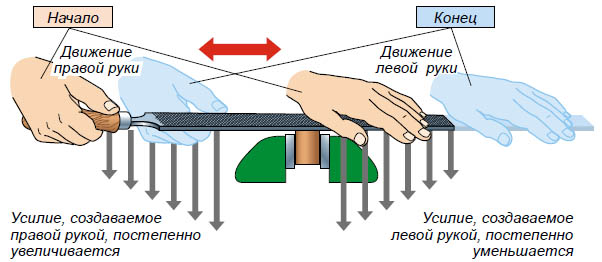
- При использовании инструмента надавите наружу по поверхности и отрегулируйте давление в соответствии с типом материала, с которым вы работаете.
- Поднимите инструмент в конце хода и верните его в исходное положение, прежде чем позволить ему снова коснуться поверхности.
- Если файлы забиваются, очистите их проволочной щеткой или карточкой. Протирание мелом поверхности инструмента может помочь предотвратить засорение.
- Всегда работайте в хорошо проветриваемом помещении и при необходимости используйте средства защиты органов дыхания.
- Храните файлы в защитных чехлах или на стойках с прорезями, когда они не используются, чтобы они не царапали друг друга.
- Ручки. Эргономичные рукоятки с прорезиненными накладками обеспечивают больший комфорт при работе с инструментами. Универсальные ручки имеют вставки, которые позволяют использовать их с различными формами.
- Инструмент 4-в-1. Многофункциональный инструмент, используемый для решения самых разных задач. Некоторые напильники имеют как круглую, так и плоскую поверхность, а другие представляют собой напильник и рашпиль в одном инструменте.
- Файловая карточка. Используется для проникновения между зубьями напильников и рашпилей для очистки от опилок, металлической стружки и другого мусора.
- Алмазный напильник. Содержит измельченные алмазные частицы, которые делают их пригодными для промышленного применения. Лучше всего использовать при работе со стекловолокном, эпоксидной смолой и другими твердыми поверхностями. Алмазные напильники меньшего размера хорошо подходят для обработки стекла, керамики и различных металлов.
Часто задаваемые вопросы.
Что такое File Tool?
Напильник — это инструмент, используемый для удаления небольшого количества материала с заготовки. Это обычное дело в деревообработке, металлообработке и других подобных задачах торговли и хобби. Большинство из них представляют собой ручные инструменты, сделанные из закаленного стального стержня прямоугольного, квадратного, треугольного или круглого сечения, с одной или несколькими поверхностями, прорезанными острыми, как правило, параллельными зубьями. На одном конце обычно имеется узкий заостренный хвостовик, к которому можно прикрепить ручку.
Какие бывают инструменты для работы с файлами?
Типы напильников Инструменты:
1. Плоский напильник.
2. Круглый напильник.
3. Полукруглый напильник.
4. Треугольный напильник.
5. Квадратный напильник.
6. Ручной файл.
7. Напильник.
Для чего используется плоский напильник?
Однозаходные ручные и плоские напильники могут использоваться вместо заточки инструментов с лезвиями, напильника до гладкости или удаления заусенцев. Любой тип ручного или плоского напильника можно использовать для создания фаски на краю куска металла. Их также можно использовать для скругления углов и создания выпуклых поверхностей.
Для чего используются файловые инструменты?
Напильник — это инструмент, используемый для удаления небольшого количества материала с заготовки. Это обычное дело в деревообработке, металлообработке и других подобных задачах торговли и хобби.
Что такое ручной файл?
Ручной напильник представляет собой ручную пилу с очень широким лезвием. Подобно пиле, он режет материал зубьями. Типичный ручной напильник изготавливается из стержня из высокоуглеродистой стали с зубьями, вдавленными, прорезанными или приподнятыми в стали. После изготовления зубов балка подвергается термообработке, что делает ее более твердой, чем большинство других материалов, с которыми она может столкнуться.