Программирование станков с ЧПУ: как написать программу
Программирование станков с ЧПУ (станков с числовым программным управлением) — это создание программных инструкций для управляющих станком контроллеров. Станки с ЧПУ — неотъемлемая часть автоматизации производства, которая повышает его эффективность и прибыльность. Эта статья расскажет вам о том, что такое ЧПУ, какие типы станков с ЧПУ существуют, как составлять и писать программы для станков с ЧПУ.
Введение
У каждого типа производственного процесса есть свои преимущества и недостатки, эта статья фокусируется на процессе обработки на станках с ЧПУ, обрисовывая основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процесса обработки с ЧПУ. Здесь вы узнаете о том, как составлять программы для станков с ЧПУ, то есть — самые основы написания программ для станков с ЧПУ — вот о чем эта статья.
1. Программирование станка с ЧПУ: общие сведения
Источник:autodesk.com
Обработка на станках с ЧПУ применяется в производстве разного масштаба — от небольших мастерских до крупных представителей промышленности.
«ЧПУ» означает «числовое программное управление», а определение обработки на станках с ЧПУ строится на том, что это производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления материала из заготовки. Этот процесс подходит для различных материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как автопром и аэрокосмос.
Если говорить о самом станке с ЧПУ — это любой станок для обработки или создания деталей, который управляется заданной программой и выполняет действия автономно, без участия оператора; включая в том числе, но не исключая неназванных: фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазерные граверы и резаки, многофункциональные обрабатывающие центры, станки электроэрозионной резки, станки абразивной резки, 3D-принтеры любого типа также являются станками с ЧПУ, хоть и используют аддитивный а не субтрактивный процесс; существуют также устройства, совмещающие в себе процессы удаления и добавления материала (МФУ — многофункциональные устройства, обычно это гибрид фрезера с ЧПУ и 3D-принтера).
Пятиосевой фрезерный станок с ЧПУ / Источник: i.ytimg.com
Субтрактивные производственные процессы, такие как обработка на станках с ЧПУ, отличаются от аддитивных производственных процессов, таких как 3D-печать, или процессов формовочного производства, таких как литье под давлением и штамповка. В то время, как процессы вычитания удаляют часть материала заготовки для создания нужных форм и конструкций, аддитивные процессы добавляют материал, а процессы формирования изменяют его форму без изменения объема. Автоматизированная обработка на станках с ЧПУ позволяет производить высокоточные детали и обеспечивать экономическую эффективность при выполнении единичных и средних объемов производства. Несмотря на то, что обработка на станках с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности получаемых деталей и экономическая эффективность в ее рамках ограничены.
2.
 Типы станков с ЧПУ
Типы станков с ЧПУИсточник: autodesk.com
В зависимости от выполняемой операции, используются различные станки с ЧПУ. Для изготовления одной детали на разных стадиях может применяться разное оборудование. Общим для всех станков с ЧПУ остается сам принцип автономной работы и программного управления.
2.1. Сверлильный станок с ЧПУ
Источник:proakril.com
В сверлении используются вращающиеся сверла для образования цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, падать с заготовки. Существует несколько типов сверл, каждый из которых используется для конкретного применения. Доступные типы сверл включают: сверла для точения (для изготовления мелких или направляющих отверстий), сверла для долбления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для сверления без направляющего отверстия) и другие.
2.4.Фрезерное оборудование с ЧПУ
Фрезерный станок со сменой инструмента VENO UA481-2040-A4 / Источник: top3dshop.ru
Для фрезерования используются вращающиеся многоточечные режущие инструменты. Фрезерные инструменты ориентированы горизонтально или вертикально, это могут быть концевые фрезы, спиральные и фасочные фрезы и другие виды фрез.
Фрезерные станки с ЧПУ могут быть ориентированы горизонтально или вертикально, иметь три и более степени свободы — геометрические оси взаимного перемещения инструментов и заготовки.
2.3.Токарное оборудование с ЧПУ
Источник: besplatka.ua
В токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами для черновой, чистовой обработки, нарезания резьбы, формовки, подрезки, отрезания и обработки канавок.
2.4. Модели станков с ЧПУ
Источник: rozetka.com
Станки с ЧПУ доступны в стандартных и настольных моделях. Стандартные станки с ЧПУ — это типичные станки промышленного форм-фактора, настольные станки с ЧПУ — это небольшие, более легкие станки. Обычно настольные модели работают с более мягкими материалами, такими как дерево, пенопласт и пластик, производят более мелкие детали и подходят для легких и умеренных объемов производства. Доступные типы настольных станков с ЧПУ включают: лазерные резаки и граверы, фрезерные станки размером с плоттер и другие.
3. Как составлять программы для станков с ЧПУ
Источник: vseochpu.ru
Раньше для программирования станков с ЧПУ использовались перфоленты, перфокарты и прямой ввод операций в контрольный блок.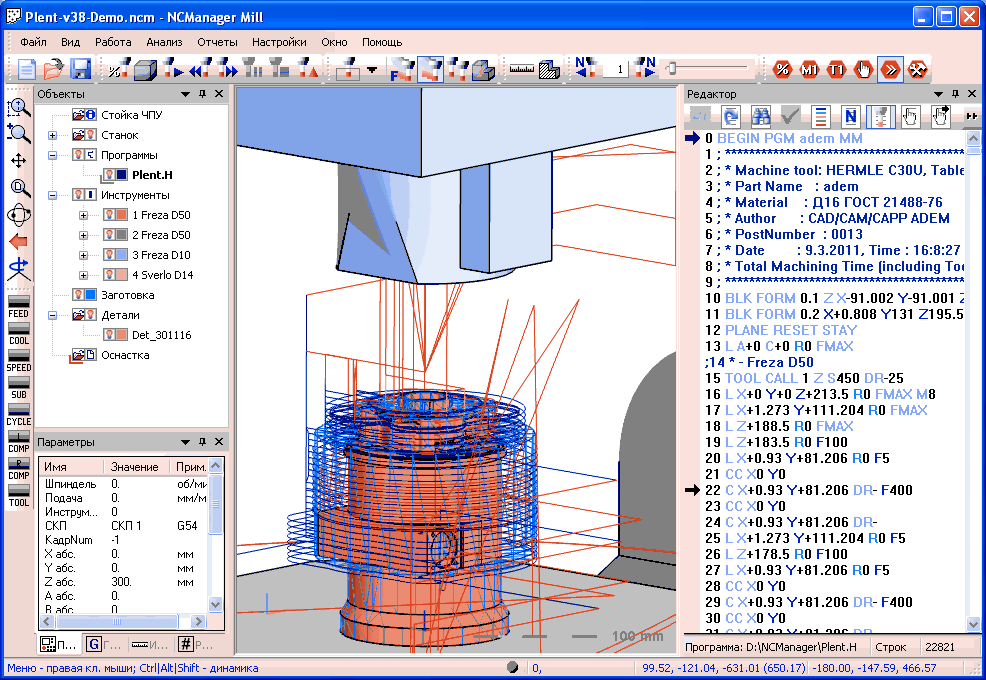 Сейчас управляющая программа составляется как правило заранее, в специальном ПО, и либо переносится на станок с помощью переносного носителя информации (например USB-флешки), либо передается напрямую по внутренней сети предприятия.
Сейчас управляющая программа составляется как правило заранее, в специальном ПО, и либо переносится на станок с помощью переносного носителя информации (например USB-флешки), либо передается напрямую по внутренней сети предприятия.
Разработка программы для станков с ЧПУ включает в себя следующие этапы:
- Разработка модели САПР
- Преобразование файла CAD в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
3.1. Модели САПР
Источник: ostec-3d.ru
Процесс обработки начинается с создания в ПО цифровой модели детали. Программное обеспечение САПР позволяет разработчикам и производителям создавать модель своих деталей и изделий вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для дальнейшего изготовления.
Размеры и геометрия детали ограничены возможностями станка и инструмента. Кроме того, свойства обрабатываемого материала, дизайн инструмента и его характеристики также ограничивают возможности проектирования, вводя такие обязательные величины как минимальная толщина детали, максимальный размер детали, а также сложность внутренних полостей и элементов.
Кроме того, свойства обрабатываемого материала, дизайн инструмента и его характеристики также ограничивают возможности проектирования, вводя такие обязательные величины как минимальная толщина детали, максимальный размер детали, а также сложность внутренних полостей и элементов.
По завершении проектирования в САПР проектировщик экспортирует модель в совместимый с системой станка формат файла.
3.2. Конвертация файлов САПР
Источник: rflira.ru
Станки с ЧПУ используют несколько форматов исполняемого кода, такие как G-код, M-код и другие. Наиболее известный и применяемый из них — G-код. М-код может управлять вспомогательными функциями машины.
Как только программа работы сгенерирована, оператор загружает ее в станок с ЧПУ.
3.
 3. Подготовка станка с ЧПУ
3. Подготовка станка с ЧПУИсточник: pinterest.com
Прежде чем оператор запустит программу, он должен подготовить станок к работе, в первую очередь — установить исходную заготовку и инструмент, убедиться в исправности станка и функционировании всех систем, при необходимости провести калибровку.
После полной настройки станка оператор может запустить программу.
3.4. Выполнение операции обработки
Источник: youtube.com
Программа действует как инструкция для приводов станка с ЧПУ, заставляя его двигатели перемещать заготовку и инструмент, изменять их взаимное расположение. Контроллер передает электрические импульсы на двигатели приводов в заданном программой порядке и с заданной длительностью, таким образом санок выполняет предусмотренные оператором действия.
4. Типы операций
Производимые станками с ЧПУ операции представлены в широком ассортименте, в их числе механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали.
Некоторые из наиболее распространенных операций механической обработки на станках с ЧПУ разного типа:
- сверление
- фрезерование
- раскрой материала
- гравировка и вырезание
- обточка (токарные работы)
- развертка и нарезка резьбы
- закручивание винтовых соединений
Это лишь несколько основных, на самом деле операций сотни, и невозможно перечислить все, так как периодически появляются новые, вместе с новыми станками с увеличенной функциональностью.
4.1. Сверление на станках с ЧПУ
Источник: ritmindustry.com
При сверлении на станке с ЧПУ, как правило, станок подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, что создает вертикально выровненные отверстия с диаметром равным диаметру используемого сверла. Угловые сверлильные операции могут быть выполнены с применение специальных приспособлений, либо пятиосевых станках.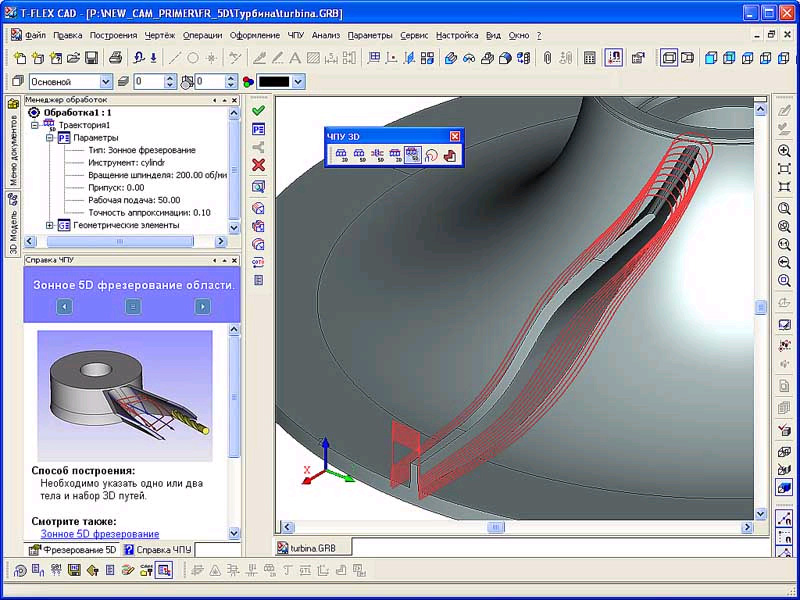 Помимо сверления, сверлильные станки производят также зенкование, развертывание и нарезание резьбы.
Помимо сверления, сверлильные станки производят также зенкование, развертывание и нарезание резьбы.
4.2. Фрезерный станок с ЧПУ
Источник: 3dtool.ru
Фрезерование — это процесс обработки, в котором используются фрезы — вращающиеся многоточечные режущие инструменты. Станок с ЧПУ обычно подает заготовку к режущему инструменту в направлении вращения режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в противоположном направлении. Инструмент к заготовке подается в нескольких координатных осях: X и Y — право/лево и вперед/назад; и Z — вверх/вниз. Такой станок способен создавать рельефное трехмерное изображение разной сложности с высокой точностью, ограниченной только размерами используемых фрез и точностными характеристиками самого станка. Трехосевые фрезерные станки с ЧПУ выполняют операции: фрезерование объемных изделий, раскрой листового материала, формирование кромок и отверстий сложной формы и т.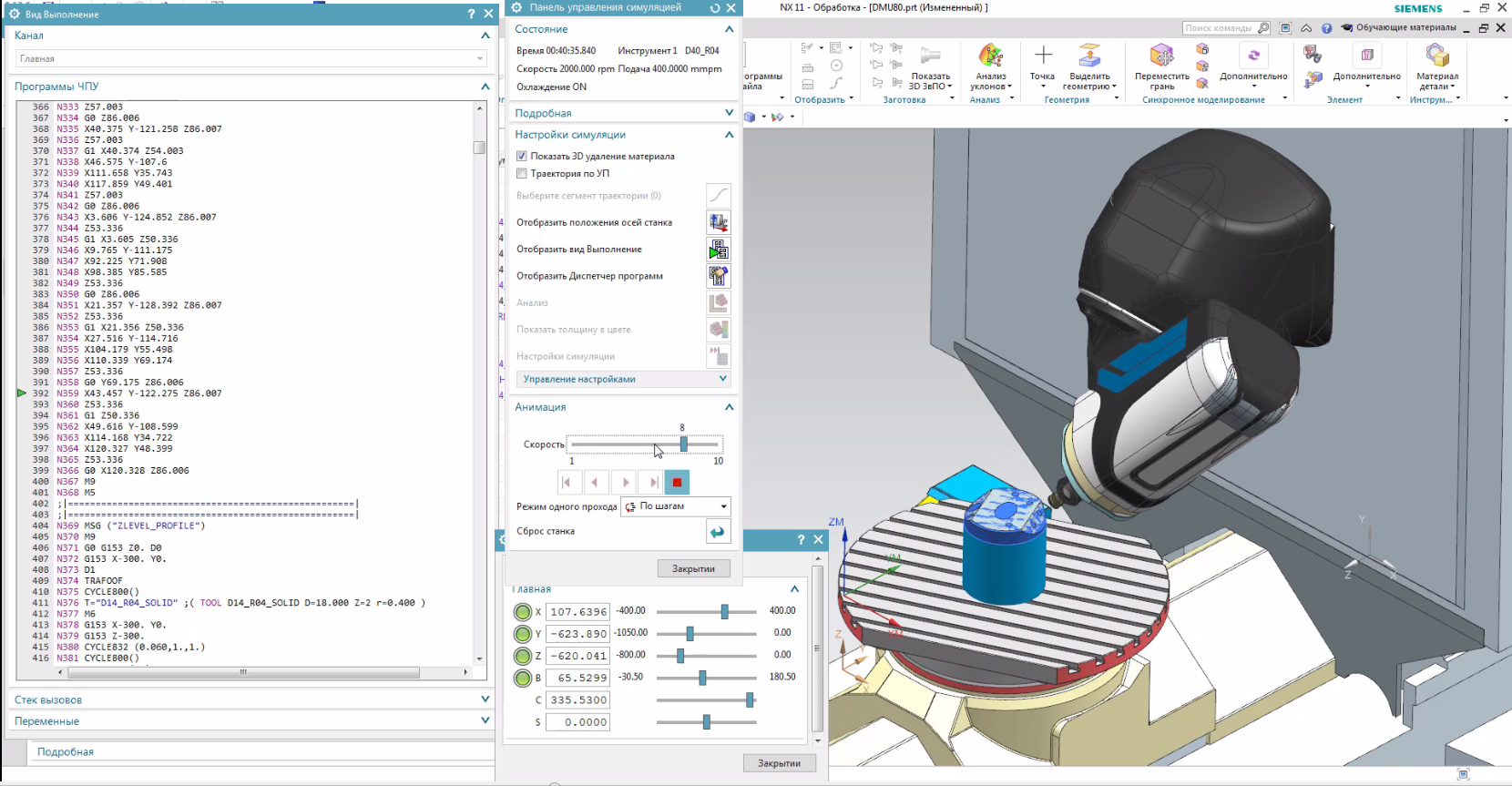 д.
д.
4.3. Токарный станок с ЧПУ
Источник: thomasnet.com
Токарная обработка — это процесс обработки, при котором для удаления материала с вращающейся детали используются одноточечные режущие инструменты. При токарной обработке станок с ЧПУ подает режущий инструмент линейным движением вдоль поверхности вращающейся детали, удаляя материал по окружности, до достижения желаемого диаметра, чтобы получить цилиндрические и конические детали с разной кривизной поверхности. Также среди функций токарного станка с ЧПУ: расточка, торцевание, нарезание канавок и нарезание резьбы.
5.Типы программного обеспечения для станков с ЧПУ
Приложения, используемые для создания и подготовки к работе управляющих станками программ, относятся к следующим категориям:
САПР или CAD — программное обеспечение для автоматизированного проектирования. Это программы, используемые для черчения и создания двухмерных векторных траекторий и трехмерных цифровых моделей деталей и поверхностей, а также сопутствующих технической документации и спецификаций. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой исполняемой программы для изготовления детали на станке с ЧПУ. Программное обеспечение САПР также можно использовать для определения оптимальных свойств деталей, оценки и проверки конструкций, моделирования изделий без прототипа и предоставления данных о конструкции производителям и мастерским.
Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой исполняемой программы для изготовления детали на станке с ЧПУ. Программное обеспечение САПР также можно использовать для определения оптимальных свойств деталей, оценки и проверки конструкций, моделирования изделий без прототипа и предоставления данных о конструкции производителям и мастерским.
Источник:youtube.com
CAM — программное обеспечение для автоматизированного производства. Это программы, используемые для извлечения технической информации из модели CAD и создания файла исполняемого кода для станка с ЧПУ. CAM переводит проект детали в набор команд для станка, управляющий длительностью, интенсивностью и очередностью работы каждого привода.
Источник: vseochpu.ru
CAE — еще один вид ПО для автоматизированного проектирования. Это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей разработки проекта.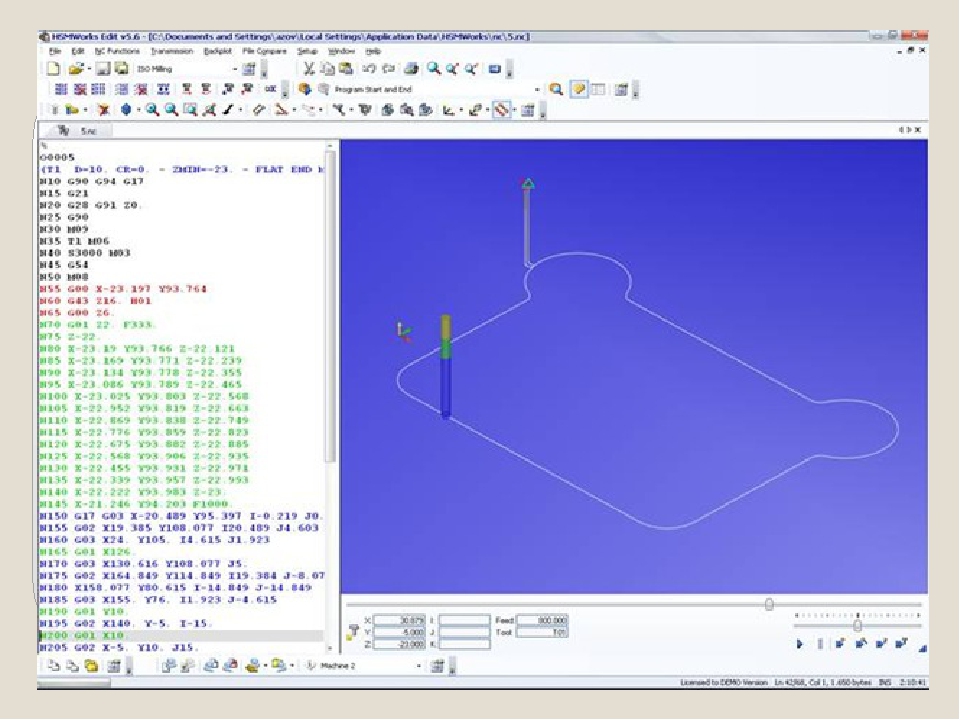 Программное обеспечение CAE используется в качестве вспомогательного средства в таких процессах, как проектирование, моделирование, планирование, производство, диагностика и ремонт; оно помогает в оценке и изменении дизайна продукта.
Программное обеспечение CAE используется в качестве вспомогательного средства в таких процессах, как проектирование, моделирование, планирование, производство, диагностика и ремонт; оно помогает в оценке и изменении дизайна продукта.
Источник: youtube.com
Некоторые программные комплексы сочетают в себе все возможности программного обеспечения CAD, CAM и CAE.
6. Написание программ для станков с ЧПУ
Несмотря на то, что технологии производства развиваются непрерывно, основы создания программ обработки деталей на станках с ЧПУ неизменны. Например — ни одна программа для станка с ЧПУ не может быть полной или работоспособной без G-кодов.
6.1. G-код
Управляющие программы для станка, ответственные за формирование детали и содержащие в себе детально расписанные по времени инструкции для каждого двигателя осевых приводов и шпинделей, называются “джи-кодами” (G-Code).
Источник: s3-us-west
Формат G-кода был создан в 1960-х годах Ассоциацией электронной промышленности (EIA). Официальное название языка программирования выглядит как RS-274D. G-кодом он называется потому, что многие строки в коде начинаются с буквы G.
Хотя G-код и является универсальным стандартом, многие компании, производители станков с ЧПУ, вносят в него свои особенности, что может помешать совместимости джи-кодов и оборудования. Обычно G-код пишется для станка с известными характеристиками, и отсутствие указанной в коде цепи в схеме станка, как и появление лишней, могут сделать его бесполезным.
6.1.1. Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда машины имели небольшие объемы памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным. Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 — Выполнить линейное перемещение
- X1 / Y1 — перейти к этим координатам X и Y
- F20 — движение со скоростью подачи 20
- T01 — Используйте инструмент 1, чтобы выполнить работу
- M03 — включить шпиндель
- S500 — установить скорость вращения шпинделя 500
То есть, в результате выполнения этой короткой строки, станок: переместит шпиндель в заданные координаты, двигая его с указанной скоростью, установит выбранный инструмент, запустит шпиндель и будет вращать фрезу с заданной скоростью вращения.
Несколько строк G-кода, подобные этим, объединяются, чтобы сформировать полную программу для станка с ЧПУ. Ваш станок будет читать его по одной строке, слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится на отдельной строке.
6.1.2. Программы G-кода
Цель каждого написанного G-кода — производить детали максимально безопасным и эффективным способом. Чтобы достичь этого, блоки G-кода располагают в логичном и простом порядке, например:
- Запуск программы
- Загрузка необходимого инструмента
- Включение шпинделя
- Включение охлаждения жидкостью
- Перемещение инструмента в положение над деталью
- Начало процесса обработки
- Выключение охлаждающей жидкости
- Отключение шпинделя
- Отвод шпинделя от детали
- Завершение программы
Этот поток — чрезвычайно простая программа, использующая только один инструмент для одной операции.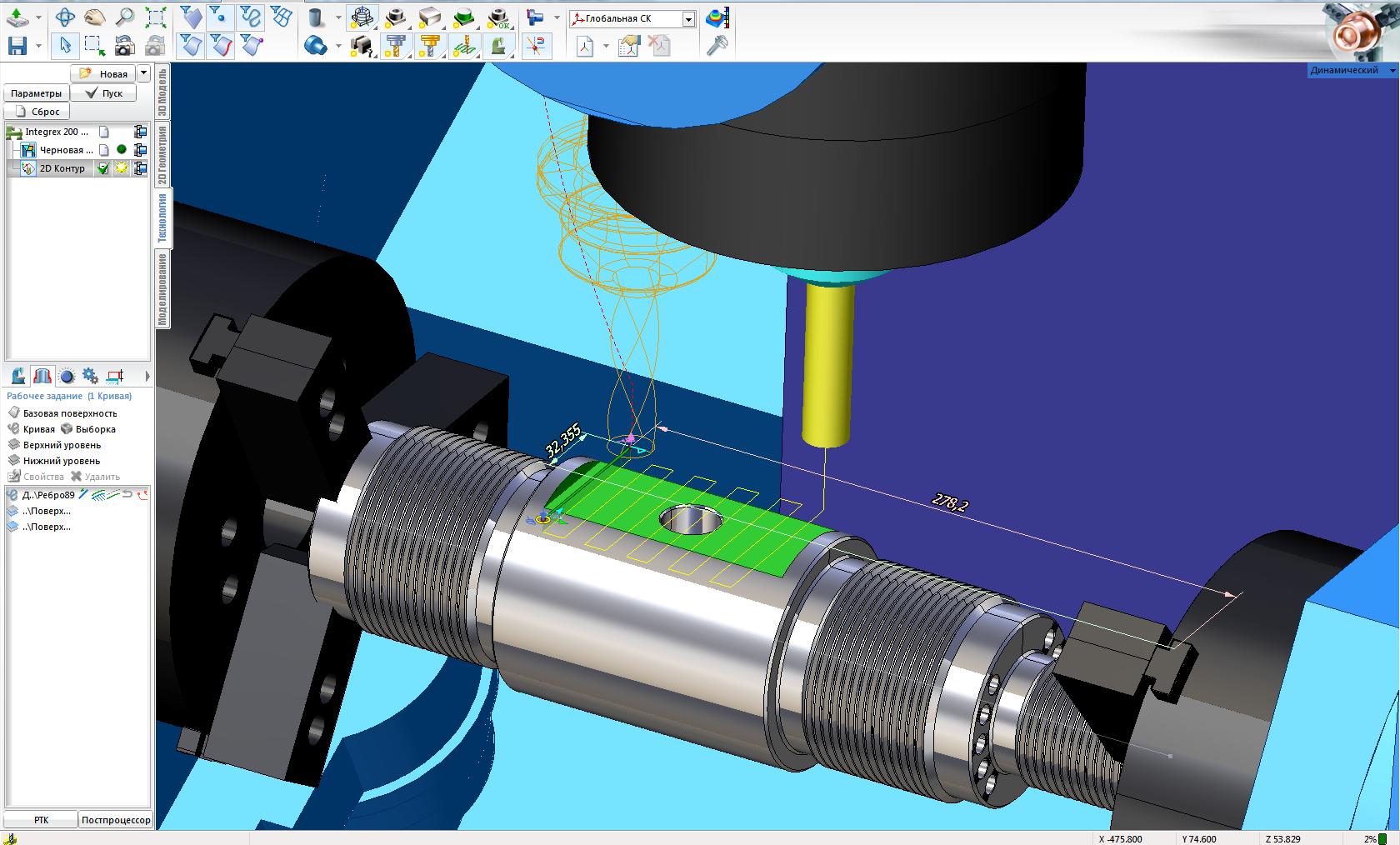 На практике, как правило, повторяют шаги 2–9. Например, приведенная ниже программа G-кода охватывает все приведенные выше блоки кода с повторяющимися разделами, где это необходимо:
На практике, как правило, повторяют шаги 2–9. Например, приведенная ниже программа G-кода охватывает все приведенные выше блоки кода с повторяющимися разделами, где это необходимо:
Источник: autodesk.com
6.1.3. Модальные и адресные коды
Как и другие языки программирования, G-код имеет возможность повторять действие до бесконечности. Этот процесс использует зацикливание модального кода и выполняет действие, пока вы не отключите его или запустите выполнение другого кода. Например, M03 — это модальный код, который будет запускать шпиндель до бесконечности, пока вы не скажете ему остановиться на M05. Теперь подождите секунду. Это слово (помните: слово — это маленький кусочек кода) не начиналось с буквы G, но все равно это G-код. Слова, начинающиеся с буквы M, являются машинными кодами и включают или выключают такие функции машины, как охлаждающая жидкость, шпиндель и зажимы.
G-код также включает в себя полный список кодов адресов.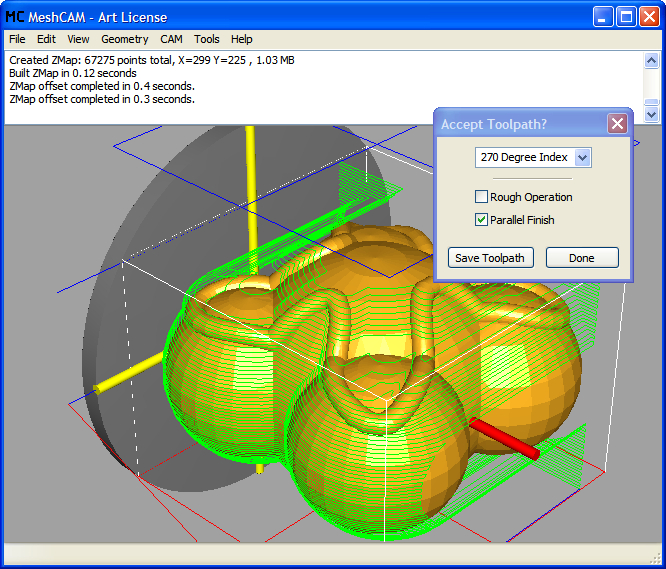 Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Список кодов адресов:
Источник: autodesk.com
Есть также несколько специальных кодов символов, которые можно добавить в программу G-кода. Они обычно используются для запуска программы, комментирования текста или игнорирования символов, и включают в себя такие символы:
- % Начинает или заканчивает программу
- () Определяет комментарий, написанный оператором ЧПУ, иногда они должны быть во всех заглавных буквах
- / Игнорирует все символы, которые идут после косой черты
- ; Определяет, когда заканчивается блок кода, не отображается в текстовом редакторе.
6.1.4. Самые распространенные G-кода
Строки начинающиеся на G и M будут составлять большую часть при составлении программы для станков с ЧПУ. Коды, начинающиеся с буквы G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные G-коды, с которыми вы будете сталкиваться снова и снова в каждой программе для станков с ЧПУ, включают в себя:
Коды, начинающиеся с буквы G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные G-коды, с которыми вы будете сталкиваться снова и снова в каждой программе для станков с ЧПУ, включают в себя:
- G0 — Быстрое движение
Этот код говорит машине переместить инструмент к указанной позиции координат как можно быстрее. G0 задействует движение по обеим осям, а когда координата по одной из них достигнута, движение продолжается по второй. Вот пример такого движения:
Источник: autodesk.com
- G1 — линейное движение
Этот код говорит машине переместить инструмент по прямой линии к координатной позиции с определенной скоростью подачи. Например, G1 X1 Y1 F32 переместит машину к координатам X1, Y1 со скоростью подачи 32.
- G2, G3 — дуга по часовой стрелке, дуга против часовой стрелки
Эти коды говорят машине переместить инструмент по дуге к координатному пункту назначения.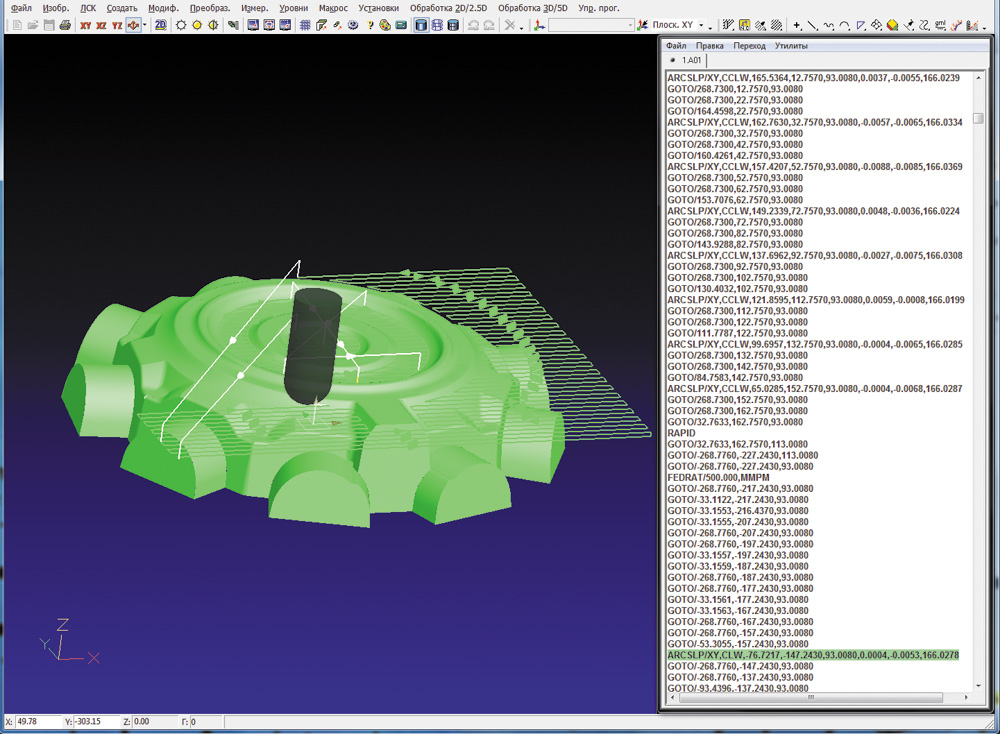 Две дополнительные координаты, I и J, определяют местоположение центра дуги, как показано ниже:
Две дополнительные координаты, I и J, определяют местоположение центра дуги, как показано ниже:
Источник: autodesk.com
- G17, G18, G19 — Обозначения плоскостей
Эти коды определяют, на какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, который является плоскостью XY. Две другие плоскости показаны на рисунке ниже:
Источник: autodesk.com
- G40, G41, G42 — Компенсация диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы, или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от определенной траектории. D-регистр хранит смещение для каждого инструмента.
Источник: autodesk.com
- G43 — Компенсация длины инструмента
Этот код определяет длину отдельных инструментов, используя высоту оси Z. Это позволяет станку с ЧПУ понять, где наконечник инструмента по отношению к изделию, над которым он работает. Регистр определяет коррекции на длину инструмента, где H — коррекция на длину инструмента, а Z — длина инструмента.
Это позволяет станку с ЧПУ понять, где наконечник инструмента по отношению к изделию, над которым он работает. Регистр определяет коррекции на длину инструмента, где H — коррекция на длину инструмента, а Z — длина инструмента.
Источник:autodesk.com
- G54 — Смещение работы
Этот код используется для определения смещения прибора, которое определяет расстояние от внутренних координат станка до точки отсчета на заготовке. В приведенной ниже таблице только G54 имеет определение смещения. Однако можно запрограммировать несколько смещений, если задание требует обработки нескольких деталей одновременно.
Источник: autodesk.com
6.2. M-коды
М-коды — это машинные коды, которые могут отличаться на разных станках с ЧПУ. Эти коды управляют функциями вашего станка с ЧПУ, такими как направления охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают в себя:
Некоторые из наиболее распространенных M-кодов включают в себя:
Источник: autodesk.com
7. Как написать программу для станков с ЧПУ
Источник: http://intellectronics.com
Программирование станков с ЧПУ не так сложно освоить, особенно программирование для токарных станков, потому что токарные станки с ЧПУ имеют только две оси для работы — X и Z, где X контролирует диаметр детали в месте применения инструмента, а Z — место его применения на отрезке длины детали.
Чтобы написать программу для токарного станка с ЧПУ необходимо следовать несложной инструкции.
Сначала нужно вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ и доступного в нем набора инструментов. Используется команда:
Т5 или Т0505
Теперь загрузите значение, соответствующее обозначению выбранного инструмента:
G10 — G54
Поверните главный шпиндель токарного станка с ЧПУ. Команда для вращения главного шпинделя:
Команда для вращения главного шпинделя:
G97 S1000
Приведенная выше команда программирования не заставит шпиндель вращаться, она задаст скорость для него 1000 об/мин, чтобы фактически повернуть шпиндель, нужно дать другую команду — чтобы вращать шпиндель в CW (по часовой стрелке) или CCW (против часовой стрелки):
M03 (Повернуть шпиндель по часовой стрелке)
M04 (Повернуть шпиндель против часовой стрелки)
M05 (Остановить шпиндель)
Чтобы включить охлаждающую жидкость на станке с ЧПУ:
M08 (СОЖ)
M09 (СОЖ OFF)
Теперь самое время переместить инструмент. Для его перемещения есть несколько команд программирования.
Для быстрого перемещения инструмента (Rapid Traverse):
G00 X … Z …
Где G00 это команда на быстрое перемещение, а значения X и Z являются координатами пункта назначения для инструмента.
Чтобы перемещать инструмент с контролируемой подачей, то есть с заданной скоростью (Linear Traverse), нужно использовать следующую команду:
G01 X … Z … F …
Где G01, соответственно, команда выбранного действия, X и Z являются координатами пункта назначения по осям X и Z, а F задает момент (скорость/усилие) подачи инструмента.
Для обработки дуги или круговой интерполяции на компоненте используются следующие команды программирования для станков с ЧПУ или G-коды:
G02 X … Z … R …
G03 X … Z … R …
G02 используется для дуги по часовой стрелке, а G03 — против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R — радиусом дуги.
Чтобы завершить выполнение программы используется команда:
M30 — Завершить программу и подвести курсор к запуску программы.
Рекомендуемое оборудование
Лазерный станок LF1325L (лазер RAYCUS)
LF1325L – станок для резки металла от компании G.WEIKE LASER, который широко применяется в рекламной индустрии. Модель отличается компактными для своей рабочей площади размерами, что позволяет размещать ее в помещениях ограниченного объема. Используется для фигурной резки и раскроя листовых материалов, в том числе металла.
Гравировальный станок GCC LaserPro Spirit SL 25
Новый дизайн гравировального станка компании GCC был разработан с учетом потребностей потребителей — он имеет свободную область в нижней части, предназначенную для расположения инструментов, вытяжки, вспомогательных материалов и многого другого. Применяется в рекламной и сувенирной отраслях, характеризуется высокой скоростью и точностью работы.
Сверлильный станок Optimum DR5
Мощнейший промышленный сверлильный станок Optimum DR5 подойдет для нарезания резьбы, сверления и развертывания. Рукав снабжен электроприводом подъемного штока, позволяющим поднимать и опускать его автоматически, и поворачивается вокруг колонны на 180 градусов. Благодаря особой конструкции зажимных устройств, смещение практически исключено. Упор глубины сверления легко регулируется, а панель управления достаточно наглядна.
Рукав снабжен электроприводом подъемного штока, позволяющим поднимать и опускать его автоматически, и поворачивается вокруг колонны на 180 градусов. Благодаря особой конструкции зажимных устройств, смещение практически исключено. Упор глубины сверления легко регулируется, а панель управления достаточно наглядна.
3D принтер по металлу МЛ6-1-25
МЛ6-1-25 – принтер отечественного производителя, разработанный для объемного построения функциональных металлических объектов с использованием технологии SLM. В своей работе устройство использует широкий спектр мелкодисперсных металлических порошков: порошок нержавеющей стали, титана, алюминия, сплавов никеля, кобальт-хрома. Плавление производится лазерным лучом в герметично закрытой камере, заполненной инертным газом. Подогрев рабочей поверхности до 250°С обеспечивает снижение механических деформаций при послойном построении и повышение продуктивности производства.
Токарный станок с ЧПУ Steepline 1SL01
Модель 1SL01 – это 3D-станок по дереву и другим материалам, выделяющийся большой скоростью фрезерования (0-2м/мин) и точным перемещением суппорта (0-3м/мин). Обрабатывающий инструмент двигается с крайней точностью, из-за присутствия в конструкции оборудования высокопрофессиональных ШВП, которые позволяют с высокой точностью перемещать суппорт и шпиндель по трем осям перемещения, что полностью убирает люфт.
Фрезерный станок Роутер 7846
Роутер 7846 предназначен для обработки разных видов заготовок и материалов. Детали станка изготовлены из металла, благодаря чему достигается высокая жесткость и устойчивость к вибрациям. В комплект поставки входит зажим, который, вместе со столом, обеспечивает надежную фиксацию материалов и заготовок.
Фрезерный станок с ЧПУ Clever B540
Функционал станка идеален для работы с изделиями небольшого размера для различных производственных отраслей. Это может быть изготовление опытных и штучных изделий, малосерийных деталей и многого другого.
Фрезерный станок Roland MODELA MDX-50
MDX-50 – это промышленный фрезерный станок, который идеально подходит для CAD/CAM-образования, прототипирования и моделирования. На нем можно также печатать 3D-детали с точностью до 0.01 мм. Эта мощная и точная машина обладает большими возможностями, за счет совместимости с любым софтом CAM, встроенной панели управления и автоматической смене инструмента.
Токарный станок с копиром LTT MCF3015
Токарный станок с копиром LTT MCF3015 разработан по современным технологиям и оснащен мощными комплектующими, поэтому прослужит долгие годы даже при минимальном уходе. Он используется при обработке дерева, композитов и полимеров, прост и удобен в управлении, за счет чего отлично подойдет для учебных целей. Данная модель способна работать как по шаблону, так и полностью в ручном режиме.
3D-фрезер Advercut K6090T
Фрезерный станок Advercut K6090T предназначен для применения в таких сферах, как: реклама, отделка интерьеров помещений, создание сувенирной продукции, работа различных творческих мастерских. С помощью станка можно выполнять различные операции: сверление, гравировку, раскрой, 3D-фрезерование.
Заключение
Обработка на станках с ЧПУ демонстрирует преимущества перед многими производственными процессами, но может не подходить для некоторых отдельных применений, или использоваться совместно с другими техпроцессами.
Числовое программное управление может быть интегрировано в станки разных типов, осуществляющих обработку не только инструментами, но и, например, абразивными субстанциями, выпускаемыми под давлением в потоке жидкости или газа.
Даже если вы никогда не станете писать свою собственную программу для станка с ЧПУ вручную, понимание основ G-кода даст вам преимущество при работе в этой области. Основные принципы построения кода не меняются, даже когда на практике G-код отличается у разных производителей станков.
Надеемся, что эта статья поможет вам сделать первые шаги в освоении этой интересной и перспективной области.
Для приобретения станков с ЧПУ обращайтесь в Top 3D Shop — наши специалисты помогут с выбором наиболее подходящих станков для любой сферы производства.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Создание программ для станков с ЧПУ
Можно писать управляющие программы на компьютере в блокноте, особенно если с математикой хорошо и много свободного времени. Или можно сразу на станке, и пусть весь цех подождет, да и заготовку лишнюю не жалко. Есть еще третий способ написания – лучше еще не придумали.
Станок с ЧПУ обрабатывает заготовку по программе в G-кодах. G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь. Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми. Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
|
Текст программы |
Описание |
|
G17 G54 G90 |
Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения |
|
T1 M6 |
Вызов инструмента с номером 1 |
|
M3 S8000 |
Включение шпинделя – 8000 об/мин |
|
G0 X-19 Y-19 |
Ускоренное перемещение в точку X-19 Y-19 |
|
G0 Z3 |
Ускоренное перемещение на высоту |
|
G1 ХЗ Y3 F600 |
Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин |
|
G2 Х8 Y3 R8 |
Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3 |
|
М5 |
Выключение шпинделя |
|
МЗ0 |
Завершение программы |
Есть три метода программирования станков с ЧПУ:
- Вручную.
- На станке, на стойке с ЧПУ.
- В CAM-системе.
Вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой. Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы.
Проблемы
Вот с какими проблемами сталкиваются, когда программу на станок пишут вручную:
— Долго. Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования.
— Брак. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы.
— Поломка оборудования или инструмента. Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
У деталей, для которых программы пишут вручную, очень высокая себестоимость.
На стойке с ЧПУ
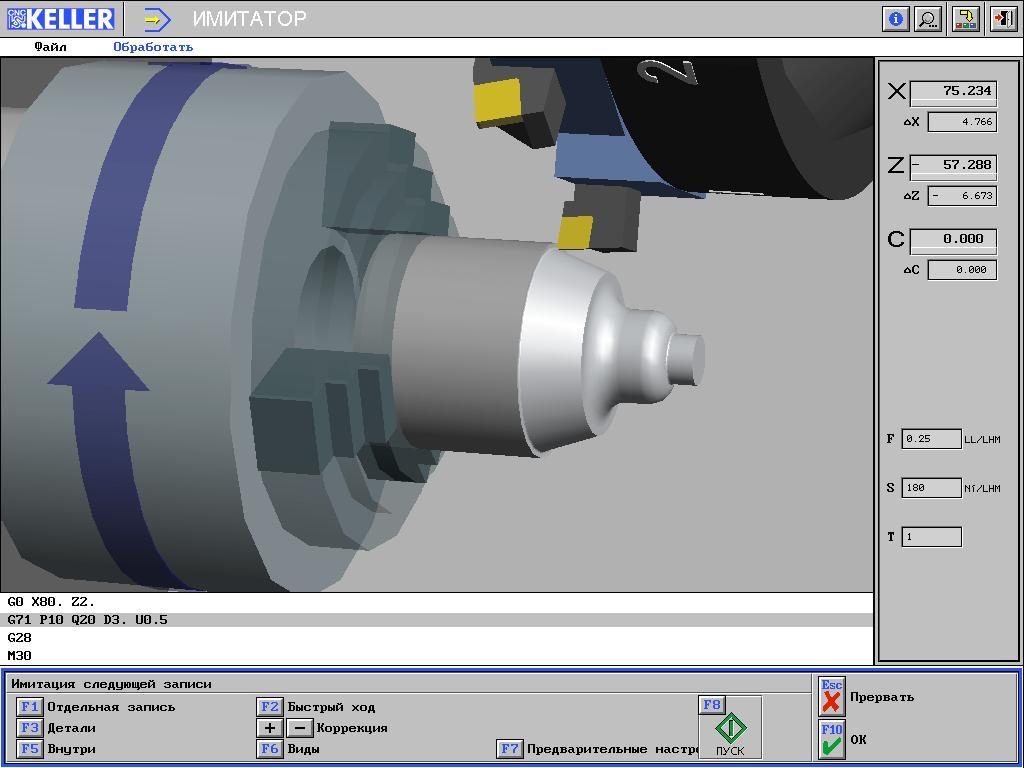
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Проблемы
Вот с какими проблемами сталкиваются, когда программу пишут на стойке:
— Время. Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную.
— Брак. Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку.
— Не подходит для сложнопрофильных деталей. На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Пока идет создание программы на стойке, станок не приносит деньги производству.
В SprutCAM
SprutCAM – это CAM-система. CAM – сокращение от Computer-Aided Manufacturing. Это переводят как «изготовление при помощи компьютера». В SprutCAM загружают 3D-модель детали или 2D-контур, затем выбирают последовательность изготовления детали. SprutCAM рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды SprutCAM на команды G-кода для станка с ЧПУ. Это похоже
на перевод с иностранного языка.
Принцип работы в SprutCAM представлен в этом видео:
Преимущества
Вот какие плюсы при работе со SprutCAM:
— Быстро. Сокращает время на создание программ для станков с ЧПУ на 70 %.
— Внедрение без лишней заготовки. Программа проверяется до запуска на станке.
— Исключает брак. По отзывам наших пользователей, SprutCAM сокращает появление брака на 60 %.
— Контроль столкновений. SprutCAM контролирует соударения с деталью или рабочими узлами станка, врезания на ускоренной подаче.
— Обработка сложнопрофильных деталей. В SprutCAM для многоосевых операций используют 13 стратегий перемещения инструмента по поверхности детали и 9 стратегий управления осью инструмента. SprutCAM автоматически контролирует угол наклона и рассчитывает безопасную траекторию обработки, чтобы не было соударений державки или режущего инструмента с заготовкой.
Составление управляющей программы для своего станка с ЧПУ возможно в полнофункциональной версии SprutCAM. Ее нужно скачать и запустить. После установки необходимо будет пройти регистрацию. Сразу после регистрации SprutCAM начнет работать.
Для тех кто только начал пробовать, мы предоставляем 30 дневную полнофункциональную бесплатную версию программы!
SprutCAM – это 15 конфигураций, в том числе две спецверсии: SprutCAM Практик и SprutCAM Robot. Чтобы узнать, какая конфигурация подходит для вашего оборудования и сколько она стоит, звоните по телефону 8-800-302-96-90 или пишите на адрес [email protected].
Написание простой управляющей программы
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как геометрические объекты. Во время обработки вращающийся инструмент и заготовка перемещаются относительно друг друга по некоторой траектории. УП описывает движение определенной точки инструмента – его центра. Траекторию инструмента представляют состоящей из отдельных, переходящих друг в друга участков. Этими участками могут быть прямые линии, дуги окружностей, кривые второго или высших порядков. Точки пересечения этих участков называются опорными, или узловыми, точками. Как правило, в УП содержатся координаты именно опорных точек.
Рис. 3.3. Любую деталь можно представить в виде совокупности геометрических элементов. Для создания программы обработки необходимо определить координаты всех опорных точек
Попробуем написать небольшую программу для обработки паза, представленного на рис. 3.4. Зная координаты опорных точек, сделать это несложно. Мы не будем подробно рассматривать код всей УП, а обратим особое внимание на написание строк (кадров УП), непосредственно отвечающих за перемещение через опорные точки паза. Для обработки паза сначала нужно переместить фрезу в точку Т1 и опустить ее на соответствующую глубину. Далее необходимо переместить фрезу последовательно через все опорные точки и вывести инструмент вверх из материала заготовки. Найдем координаты всех опорных точек паза и для удобства поместим их в табл. 3.1.
Рис. 3.4. Необходимо создать программу для обработки паза. Глубина паза равна 1 мм |
Рис. 3.5. Поместим деталь в прямоугольную систему координат и найдем координаты четырех опорных точек |
Таблица 3.1. Координаты опорных точек паза
| Точка | Координата по оси X | Координата по оси Y |
|---|---|---|
| Tl | 3 | 8 |
| Т2 | 3 | 3 |
| ТЗ | 7 | 3 |
| Т4 | 7 | 8 |
Подведем режущий инструмент к первой опорной точке:
N50 G00 Х3 Y8
Следующие два кадра заставляют инструмент опуститься на требуемую глубину в материал заготовки.
N60 G00 Z0.5
N70 G01 Z-l F25
Как только инструмент окажется на нужной глубине (1 мм), можно перемещать его через все опорные точки для обработки паза:
N80 G01 Х3 Y3
N90 G01 Х7 Y3
N100 G01 Х7 Y8
Теперь следует вывести инструмент из материала заготовки – поднять на небольшую высоту:
N110 G01 Z5
Соберем все кадры вместе, добавим несколько вспомогательных команд и получим окончательный вариант программы:
| Кадры УП | Описание кадра |
|---|---|
| % | Символ начала программы |
| О0001 (PAZ) | Номер программы (0001) и ее название (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | Строка безопасности |
| N20 М06 Т01 (FREZA D1) | Вызов инструмента № 1 |
| N30 G43 Н01 | Компенсация длины инструмента № 1 |
| N40 M03 S1000 | Включение оборотов шпинделя (1000 об/мин) |
| N50 G00 X3 Y8 | Ускоренное перемещение в опорную точку Т1 |
| N60 G00 Z0.5 | Ускоренное перемещение инструмента B Z0.5 |
| N70 G01 Z-l F25 | Перемещение на глубину 1 мм на подаче 25 мм/мин |
| N80 G01 ХЗ Y3 | Перемещение инструмента в точку Т2 (25 мм/мин) |
| N90 G01 Х7 Y3 | Перемещение инструмента в точку Т3 (25 мм/мин) |
| N100 G01 Х7 Y8 | Перемещение инструмента в точку Т4 (25 мм/мин) |
| N110 G01 Z5 | Подъем инструмента вверх в Z5 (25 мм/мин) |
| N120 М05 | Выключение оборотов шпинделя |
| N130 МЗ0 | Завершение программы |
| % | Символ конца программы |
Написание программ для станков с ЧПУ – ЧПУ, фрезерные станки и оборудование | Гореловский В.Я.
Написание программ для станков с ЧПУ
Написание программ для станков с ЧПУ на нашей фирме «Gorelovskiy.ru» выполняется для всех видов выпускаемого оборудования. Комплектация станков готовыми программами для выполнения изделий на наших станках позволяет покупателям с первого дня установки станка освоить использование программного обеспечения. Выпуск вашей продукции начинается даже не в первый день установки станка на вашем предприятии, а в день приемки на нашей фирме. Под вашу продукцию станок оснащается полным комплектом программного обеспечения и подробными инструкциями. Существующее программное обеспечение позволяет переводить оперативно чертежи 2Д в чертежи 3Д. Чертежи 3Д в специальном формате загружаются в станок ЧПУ, а рабочее движение обработки фрезой с переходами, заменой инструмента и холостыми ходами рассчитывается служебными программами автоматически. Появление большого разнообразия языков программирования высокого уровня позволяет быстро и качественно выполнять обработку деталей используя для прототипов скульптурных изделий плоские и объемные чертежи. Возможность построчного создания управляющих программ конечно еще осталась но на производстве применяется не часто.
Выбор программы для создания деталей на ЧПУ станках остается за заказчиками. Необходимо внимательно подходить к выбору программ по нескольким критериям:
Чем выше уровень языка программирования, тем легче написание программы изготовления деталей.
Доступность приобретения качественной выбранной программы, наличие обучения с примерами программирования, справки, библиотеки готовых программ, совместимость с вашим оборудованием.
Доступность обучения выбранным языком программирования.
Значительное улучшение качества всех программ с каждым годом, требует установки только программы последней версии текущего года.
Наличие обширных библиотек готовых программ изготовления деталей на выбранном языке у других поставщиков.
Практика показывает, что в основном для выпуска своих изделий покупатели станков применяют наше прогрессивное программное обеспечение. Современное развитие программного обеспечения позволяет выполнить чертеж 3Д деталей практически полностью без ошибок. Проверить точность изготовления электронного чертежа помогает программа виртуальной электронной сборки. Наглядное совпадение с оригиналом художественной скульптуры по форме и размерам, или сборка по валам, отверстиям, плоскостям и выступам в программе виртуальной сборки, помогает избавиться от большинства ошибок электронного чертежа. Контрольный запуск виртуальной фрезерной обработки позволяет отработать технологию доступности выполнения выбранными типами и размерами фрез. Программное обеспечение применяемое в наших станках является открытым и широко доступным в электронных сетях. И что очень важно, доступным является обучение программированием как в сети так и на дисках.
Существует шесть распространенных способов внедрения новых программ на станки ЧПУ располагаемых в порядке увеличения сложности применения и квалификации пользователей:
Программы создаются инженерами нашей фирмы под вашу продукцию и устанавливаются на поставляемые вам станки с контрольными, изготовленными на них, деталями.
Программы создаются инженерами нашей фирмы и внедряются на производстве самостоятельно владельцами наших станков с твердых носителей флешек, дисков или по интернету.
Использование нашей библиотеки или покупных готовых программ изготовления деталей.
Доработка программы изготовления однотипных деталей из библиотеки готовых программ путем незначительных изменений численного значения длинны, ширины, диаметра, присоединительных координат отверстий, замены марки материала и так далее.
Создание чертежа в разных 3Д программах и передача его в систему ЧПУ станка в специальном формате, для выполнения по программе ЧПУ приложения станка .
Непосредственное создание программы изготовления детали на пульте управления станка с клавиатуры на языках программирования высокого уровня.
Поочередное выполнение создания объемного тела с проверкой в виртуальной сборке и виртуальной фрезерной обработке, с несколькими промежуточными циклами доработки чертежа, позволяет получить качественный, высокотехнологичный продукт для массового, экономичного производства изделий.
3Д моделирование для ЧПУ особенно привлекательно тем, что позволяет легко изменять форму изделий графику рисунка рельефной обработки художественных изделий и получать эксклюзивные изделия при самом большом тираже выпускаемой продукции будь то двери, мебельные фасады, спинки кроватей, парадные кресла, рамки картин, пряничные доски, наличники окон, резные фронтоны, садовые скульптуры. Используя один 3Д чертеж кресла но применяя различные гербовые рисунки оформления спинки, можно получить прекрасный комплект мебели средневековой эпохи в современном стиле. Для комбинированных токарно фрезерных ЧПУ станков в 3Д моделировании возможно применение комбинированных поверхностей для балясин, как граненых балясин так и точеных тел вращения, в дополнение на поверхностях выполняются барельефные рисунки, прорезные спирали переменного шага и диаметра. Программное обеспечение изготовления деталей в настоящее время разработано для всех отраслей человеческой деятельности . Специальные программы построения чертежей пресс-форм, чертежей штампов пуансонов и матриц, «мастер моделей» для литья. Создание корпусов судов от игрушечных до многоместных яхт. Практически в каждой отрасли существуют собственные программы создания типичных изделий. Применение обширных библиотек прилагаемых к графическим программам резко уменьшает сроки подготовки выпуска новых изделий. Готовые прототипы существуют в огромных количествах. Существует огромный рынок готовых программ изготовления деталей для различного вида станочного оборудования и всех отраслей легкой промышленности и машиностроения.
Кропотливые операции разметки и подгонки фрезерных пазов , подгонка масштаба чертежа, расчет расположения надписей и отверстий выполняются на экране компьютера мгновенно и с высокой точностью. Специальное программное приложение превращает загруженный графический чертеж детали в программу обработки 3Д поверхностей детали со всеми перемещениями фрезы, рабочего и холостого хода с заменой инструмента. Современное развитие программного обеспечения позволяет выполнить на нашем станке комплект разъемной пресс-формы тонкостенного изделия простым указанием в программе чертежа детали только толщины изделия. Программа самостоятельно рассчитывает координаты изменения чертежа для точного соблюдения заказанной толщины изделия, выполняется программа задания траектории движения обработки фрезой отдельно для изготовления матрицы и отдельно для изготовления пуансона.
Полный цикл фрезерных операций выполняет ЧПУ фрезерный трехкоординатный станок. Для изготовления сложных форм дополнительно может поставляться токарный серво привод вращения заготовки с вращающимся центром зажима заготовки. Дополнительно может быть установлена ось ручного или автоматического поворота шпинделя, таким образом станок превращается из трех координатного в четырех или пяти координатный.
Программное обеспечение доступно покупателям и поставляется вместе с оборудованием станка ЧПУ для обработки металлов.
Наша фирма Gorelovskiy.ru изготовляет токарно фрезерные станки ЧПУ разного профиля отвечающие всем согласованным требованиям заказчиков. Комплектующие закупаются у лучших мировых производителей станочного оборудования напрямую. На первом запуске оборудования заказчики обучаются управлению станком и программным обеспечением.
Наша фирма Gorelovskiy.ru проводит гарантийное и после гарантийное обслуживание станков, снабжение запчастями и программами. Срок гарантии один год. Срок гарантии на комплектующее оборудование согласно прилагаемым паспортам производителей.
Написание программ для станков с ЧПУ
Зачастую многие люди не понимают, что из себя представляет программирования станка. Мол пройдись по программе, делов-то на 5ть минут. Этим постом я постараюсь приоткрыть завесу тайны над сим действом, разумеется в общих чертах, кому надо более детально могут прочитать книгу современный станок с чпу, она есть в этих ваших интернетах.Программа представляет из себя набор из G и М кодов. G коды – это основные коды, которыми программируется движение осей станка, плоскости, интерполяции и пр. М коды – подготовительные, запуск шпинделя, охлаждение, смена инструмента, конец программы. Я не буду полностью расписывать синтаксис кодов, тем более что они немного отличаются у разных производителей стоек.
G0 X Y Z – Ускоренные перемещения, где XYZ – координаты, на которые нужно переместить оси.
G1 X Y Z F** – Рабочее движение, XYZ – координаты, F скорость перемещения. На фрезерных станках задается в мм/мин.
G2, G3 – Круговая интерполяция, существует много вариантов записи данной команды даже на одной стойке. Я стараюсь пользоваться таким форматом G2 X Y Z R, где XYZ координаты конца дуги описываемой инструментом, R – радиус дуги.
Фрагмент программы
G0 X-80.688 Y-9.733
Z30.
Z4.5
G1 Z-.5 F40.
X-83.516 Y-11.795 F80.
X-90.554 Y-16.924
X-82.139 Y-19.166
X-78.757 Y-20.067
G0 Z.25
Для визуализации этой абракадабры существую специальные редакторы я пользуюсь CIMCO Edit
По мимо визуализации, он еще и показывает время обработки, и позволяет создавать код для простых контуров. Я правда с этим не разбирался, по причине того, что я использую САМ систему, которая создает код, по 3д модели детали.
Теперь давайте обратим внимание на то откуда берутся координаты которые мы указываем. Раньше во времена исторического материализма, когда компьютеры были большие и их было мало. Контур строился на миллиметровке и по нему составляли путь фрезы. Способ конечно хороший и развивает знания геометрии, но долгий. Попробуйте постройте простенький контур кармана этой детали.
Деталь
Контур
А если координаты пересечения сегментов нужно получить точно, а не построением? В этом случае ситуация упрощается, тем что контур у этой детали 1 и не меняется с ростом глубины.
А если нам надо фрезеровать деталь такого плана.
На каждое сечение нужно строить свой контур, что займет очень много времени.
И вероятность ошибки тоже увеличится. И тут на на помощь приходят САМ системы. Их существует множество, я пользуюсь системой “тяжеловесом”, с встроенным САМ модулем CATIA. Система создает код по указанной геометрии.
Также можно посмотреть результат обработки.
У всех систем есть свои сложности, многие при сложной геометрии могут совершать “лишние” движения. Но все равно выигрыш во времени написания программы достаточно существенный. А если учесть, скорость внесения изменений, то становиться ясно, что при работе руками за ней не угонишься. Также стоит учесть, что любую программу в итоге можно подправить руками.
Как писать программу для токарного станка с ЧПУ
Обработка металлических заготовок на токарных станках с ЧПУ осуществляется при помощи специальной программы. Она представляет собой набор команд, выраженных в числовых значениях. Таким образом машинам задается план работы, согласно которому они и действуют.
Первым шагом в разработке плана действий является построение координатных лучей. На них при помощи цифрового кода распределяются точки, по которым будут действовать рабочие элементы.
Координатная система
Программы для автоматических станков составляются на декартовой системе координат, которая включает в себя три луча. Они располагаются в пространстве перпендикулярно друг другу, их начальной точкой является центр. Таким образом создается траектория движения режущего инструмента. Расположение трех осей в пространстве основывается на нескольких правилах:
- Ось Z может направляться вертикально и горизонтально. Она совмещается с осью, по которой осуществляется движение шпинделя.
- Ось X представляет собой луч, расположенный горизонтально. В случае, если Z расположена горизонтально, то X пролегает по правой стороне от левого края передней части агрегата. При ее вертикальном положении, X пролегает по правую сторону токарного станка, а именно его передней части (при условии расположения к ней лицом).
- Положение оси Y определяется путем поворота X относительно Z на 90°.
Отсчет начинается от точки, в которой лучи пересекаются. Точка на системе координат задается путем отметки ее числового значения на каждом луче.
Процесс работы
В ходе написания программы используются несколько координатных систем, таким образом образовывается сразу несколько центров. Определение рабочего процесса осуществляется по следующим точкам:
- M – ее параметры задает производитель, их изменение не представляется возможным;
- R – является постоянной, в момент запуска работы агрегат должен находиться в начальной точке;
- N – точка расположения закрепляющего механизма режущего инструмента, задается производителем, изменению не подлежит;
- W – отметка заготовки, располагается свободно, в случае двухсторонней обработки, ее положение может меняться;
- T – в ней осуществляется замена инструментов, задается программистом.
Пример
Путем изучения программы для агрегатов с ЧПУ, инженер-программист начинает лучше понимать весь процесс работы. В качестве примера приведем небольшую часть кода, используемого для обработки заготовок.
Задача заключается в следующем: требуется изготовить деталь, радиус которой составляет 50 мм, а уступ 20. Обработка в этом случае осуществляется следующим образом:
- N20 S1500 M03 – скорость работы шпинделя составляет 1500 об/мин, движение осуществляется по часовой стрелке;
- N25 G00 X0 ZO – старт работы;
- N30 X20 – отхождение режущего инструмента согласно заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по координатам, указанным в программе;
- N50 G00 Z0 X0 – перемещение в начальное положение;
- M05 – выключение шпинделя;
- М30 – остановка работы.
Перед тем, как приступить к работе, следует провести подготовку: фиксирование резца осуществляется в начальной точке заготовки, далее параметры обнуляются.
Современные программы для токарных станков с ЧПУ являются технологически гибкими. Благодаря этому, по завершении одной работы можно незамедлительно приступить к выполнению другой. Программы управления напрямую влияют на качество обработки, поэтому нужно ответственно подходить к их написанию. Лидерами подобного автоматизированного оборудования являются следующие модели: ТС23, Siemens 808DA, Siemens 808D.
Генерирование кодов для ЧПУ: создание, программы, особенности
Вопрос-ОтветПрограмма для генерирования кодов: для чего нужна и как составляется, разновидности подобных систем и почему для написания программ лучше использовать ПК.
Числовое программное управление или сокращенно «ЧПУ» – это специализированная системная программа для осуществления контроля над приводами, различным, производственных оборудованием станков и прочих механизмов.
Разновидности агрегатов с ЧПУ
Разновидностями оборудования, оснащённого ЧПУ могут быть:
- Станки с ЧПУ. Например, станки, предназначенные для работы над пластмассой, деревом, токарные станки, фрезерные. История ЧПУ станков началась еще в 50-х года XIX века;
- Электрические моторы на базе векторного управления;
- Инновационные промышленные роботы;
- Периферийные механизмы, например, 3д сканеры и принтеры.
Именно из-за такого разнообразия систем на базе ЧПУ генерирование спец. кодов для ЧПУ и приобретает такое значение.
Создание кодов
Для генерации кода потребуется специализированная программа для создания этих самых кодов. Часто на производстве уже отлаженно то, каким программным управлением пользуется оператор.
Но при необходимости найти программное обеспечение, чтобы генерировать g коды и в режиме онлайн. Причем для создания программы числовым управлением не потребуется каких-либо дополнительных навыков либо повышенной квалификации в какой-то из областей. Достаточно базовых понятий в определении геометрических и физических величин, основанных на знаниях, полученных в школе.
Например, могут потребоваться знания:
- Как ввести геометрические характеристики и размеры детали.
- Параметры приборов и инструментов, необходимых для обработки детали.
- Насколько большую толщину слоя нужно будет снять.
- Насколько глубоко используемый инструмент должен сделать прорези.
Все эти данные звучат довольно сложно. Но для создания g они необходимы. Кроме этого многие из них вполне понятны на интуитивном уровне. Аналогичная программа (которая создает g коды) используется в автоматическом режиме на станках, оснащенных ЧПУ.
Онлайн программы для создания кодов
Сервисы доступные для программного числового управление работают в онлайн. Они предоставляются в режиме «ПО как услуга» (Software as a Service). При этом работая на онлайн сервисах нет необходимости в дополнительной программе для компьютера. Достаточно будет стандартного браузера. Причем доступ можно получить не только со стационарного ПК, но также с ноутбука, планшетного компьютера или смартфона. Главное, чтобы на устройстве был установлен интернет браузер.
Созданные при помощи онлайн сервисов программы можно использовать для фрезерных, плазменных, токарных электроэрозионных и других станков предназначенных для обработки разных материалов.
Почему использование ПК лучше для генерирования кодов
Сегодня есть два основных способа как ввести управляющую программу:
- При помощи цехового программирования (через стойку ЧПУ).
- Через ПК с дальнейшей передачей в стойку.
Первый метод в современных реалиях считается немного устаревшим и от этого малоэффективным. Поэтому он теперь используется не часто. Также это связанно с тем, что клавиши стойки не такие удобные для ввода данных как клавиатура компьютера. Кроме этого само ПО стойки слабее и предоставляет гораздо меньше возможностей пользователю. В особенности это заметно при необходимости редактировать данные. Кроме этого при вводе. Используя ручной ввод, оператор физически не в состоянии начать процесс работы над деталями на конкретном станке.
Набирать программу кода g на ПК значительно легче. Сделать это можно абсолютно в любом текстовом редакторе системы Виндовс. Даже в стандартном блокноте. Кроме этого существуют специализированные текстовые редакторы, сделанные под кодовую систему g. Они предоставляют расширенный функционал с большими возможностями.
Ведь сами станки работают в форматах м и g на базе стандартных форм EIA/ISO. Именно поэтому, используя подобные текстовые редакторы значительно проще при создании программы передавать данные на станок.
Однако создание программ требует максимум внимательности. Ошибка всего в одно числовое значение способна повредить деталь или даже вывести из строя станок. Печатать на ПК намного проще, чем вводить ее вручную на станке, но при этом сложнее, чем делать в онлайн приложении (как это описано выше). Там меньше шансов ошибиться. Нужно только ввести данные детали, которую следует обработать. А для написания в текстовом редакторе на ПК уже требуются определенные профессиональные навыки. Но на производстве использование онлайн программ допускается не часто. Больше встречается программирование ЧПУ вручную либо при помощи компьютера.
Definitive Free Tutorial [2019]
Вы многому научились. Если вы прочитали последние 5 глав и потратили немного времени на изучение нашей шпаргалки по g-коду, вы готовы заняться некоторыми простыми программами. Вам нужно принять во внимание еще одну вещь, а именно настройку станка, которая идет рука об руку с любой программой ЧПУ.
Давайте начнем с нулевой части (также известной как программа Zero)
Мы уже обсуждали системы координат с ЧПУ в предыдущей главе, поэтому давайте поговорим о том, как настроить систему координат станка, чтобы она соответствовала детали, которую вы хотите изготовить.
Предположим, вы только что закончили рисовать деталь в своем программном обеспечении САПР и готовы сгенерировать для нее некоторый g-код. Одна из ключевых вещей, которую нужно понять, – это то, где будет Part Zero. В вашей программе САПР есть своего рода система координат, и ваша деталь позиционируется на чертеже относительно этой системы координат. Если вы никогда раньше не работали с ЧПУ, возможно, вы не обращали особого внимания на это позиционирование. Возможно, вы закрепили деталь далеко от начала координат 0, 0, 0 в программе САПР, чтобы ее было легче увидеть, если осевые линии не располагаются слишком близко.
Вы можете пересмотреть эту идею, по крайней мере, до тех пор, пока вы не освоитесь со всеми различными системами координат, которые вы будете использовать для ЧПУ. Вместо этого вы хотите поместить свою «нулевую деталь» (на данный момент, исходную точку системы CAD или 0, 0, 0) в какое-нибудь место, которое имеет смысл, когда вы будете готовы обрабатывать материал. Когда ваша программа G-кода обращается к X0 Y0 Z0, это ваша Часть Ноль. Позже мы сможем поработать с рабочими смещениями и другими способами преобразования координат, но когда вы впервые запустите станок, думайте о X0 Y0 Z0 как о нулевой части.
Существует множество различных теорий о том, где разместить Part Zero, и важно, насколько простой и естественной будет ваша работа с ЧПУ.
При фрезеровании большое внимание уделяется оси Z. Когда Z = 0, где это должно быть по отношению к детали?
Согласно одной теории, Z = 0 является вершиной заготовки перед обработкой. Это позволяет узнать, когда ваш резак режет заготовку, а когда режет воздух. Конечно, когда вы начинаете делать чипы, вы также создаете воздух ниже Z = 0, но все же приятно знать, где начиналась эта исходная граница.
Другая теория предпочитает, чтобы Z = 0 было неким элементом, который не движется и не будет срезан. Например, это может быть верхняя часть губок тисков. Это удобно, если вам по какой-то причине нужно снять деталь. Вам не нужно повторно ссылаться на машину на новый Z0. Это также удобно, если вы обрабатываете детали с немного разными размерами. Например, даже если вы делаете одинаковые детали, вы можете начать с грубого распиленного материала. Точные координаты верха такого материала будут варьироваться от заготовки к заготовке, потому что распиловка не является прецизионной операцией.
Cookbook Рецепт : Мне нравится использовать нулевую деталь, которая соответствует фиксированной губе моих тисков, когда я буду использовать тиски для обработки. Как только вы привыкнете создавать свои чертежи в САПР с учетом этого, это означает, что вы можете подойти к машине, вставить кусок материала в тиски, загрузить программу G-кода, разработанную с учетом этого понятия Part Zero, и немедленно приступить к работе. обработка после того, как станок вернется в исходное положение. Поскольку тиски, как правило, остаются на станке, отталкивания не требуются, что является хорошим подспорьем для повышения производительности.Если мне действительно нужно переместить тиски или сменить губки, не беспокойтесь, я могу просто снова установить нулевое значение в этом месте.
Независимо от того, что вы решите использовать для своей нулевой части, вы должны знать об этом, и стоит подумать о том, как выбрать нулевую часть, которая может сэкономить вам немного времени или упростить понимание.
В чем разница между машинным нулем, рабочим нулем и детальным нулем?
Нуль станка – начало системы координат, которая соответствует перемещению оси станка.Work Zero и Part Zero – это одно и то же, и они являются источником системы рабочих координат. Другими словами, Work Zero / Part Zero устанавливает WCS, определяя его происхождение. В вашей программе CAM будет возможность указать WCS или Part Zero. При настройке задания вы будете использовать кромкоискатели или другие датчики, чтобы сообщить машине, где именно находится деталь ноль.
Когда вы запускаете машину, она не обязательно ничего знает о вашей предпочтительной системе координат. Что он действительно знает, так это то, что называется «Машинные координаты».Это фиксированная система координат, встроенная в машину. Когда вы «возвращаете» машину в исходное положение или «ссылаетесь на оси», вы заставляете ее использовать свои переключатели исходного положения для точного определения своего местоположения относительно координат станка. Если ваша машина не возвращается в исходное положение, когда вы ее запускаете, рекомендуется сначала привыкнуть к идее вернуть ее в исходное положение, прежде чем делать что-либо еще. В случае аварии или аварийной остановки также может быть хорошей идеей вернуть машину в исходное положение, чтобы она могла занять потерянное положение.
«Рабочие координаты» – это координаты, о которых вы хотите подумать.Другими словами, рабочие координаты – это те координаты, при которых станок находится в нулевом положении детали, когда на его дисплее отображается X0 Y0 Z0. По этой причине Part Zero можно также назвать Work Zero. Вы можете установить Рабочие координаты разными способами. Под «установлением» я имею в виду, что вы можете указать машине, как приравнять рабочие координаты к координатам машины.
Рабочая система координат – это то, что ваша машина будет помнить от одного вызова к другому, хотя вам, вероятно, не стоит рассчитывать на это, если вы не знаете наверняка, что можете.Поскольку я использую систему Part Zero, сопоставляющую точку на моих губках тисков, я могу запустить машину и вернуть ее в исходное положение, и я знаю, что рабочие координаты – это то, что я ожидаю. У вас также есть возможность установить несколько систем рабочих координат, что удобно по многим причинам. Подробнее об использовании нескольких систем рабочих координат мы поговорим в одной из следующих статей. А пока давайте сосредоточимся на одном.
Создание системы рабочих координат с помощью «Touch Offs» или «обнуления»
Давайте поговорим о создании системы рабочих координат с помощью Touch Offs.Мы воспользуемся моей системой тисков, чтобы сделать обсуждение конкретным, но этот принцип работает для любой системы координат работы.
Проще говоря, «Touch Off» – это место, где вы используете резак, чтобы найти Work Zero. Мы делаем это по одной оси за раз, поэтому начнем с оси Z. Есть много способов сделать Touch Off. Каждый имеет разную точность и требует от вас немного поработать над своей техникой. В методе старой школы используется бумага – папиросная бумага для скручивания сигарет была очень тонкой и общедоступной. Используйте немного масла, чтобы удерживать бумагу на месте, и медленно толкайте вращающийся нож, пока он не сдвинет бумагу.Останавливаться. Резак теперь расположен в нулевом положении, за исключением толщины бумаги. Пробная резка и микрометр установят, что это такое. Обязательно используйте каждый раз бумагу одного и того же типа, чтобы ее толщина повторялась.
Более современный и точный метод предполагает использование измерительного блока. Калибровочные блоки подвергаются прецизионной обработке с очень высоким допуском и включают отчет о проверке, в котором указывается, сколько ошибок в блоке.
НЕ ПЫТАЙТЕСЬ ОТКАЗАТЬ ИНСТРУМЕНТ ОТ КОНТРОЛЬНОГО БЛОКА!
Если вы используете мерные блоки, ваш резак не должен вращаться.Но независимо от того, вращается резак или нет, это плохо для ваших дорогих мерных блоков и плохо для ваших резцов. Вместо этого переместите резак вверх, остановите движение и попытайтесь вставить измерительный блок между резцом и заготовкой. В какой-то момент вы будете слишком сильно толкать тренажер и можете вернуться назад, пока не сможете скользить между ними.
Вот еще один совет от читателя (спасибо, Пол!), Если вы не хотите использовать мерные блоки – попробуйте булавку от двигателя. Они выточены из закаленного материала, они точны, обычно имеют чистую отделку, и вы можете катать их под резаком, чтобы проверить посадку.Фактически, со многих точек зрения форма цилиндра или шара (большие шарикоподшипники тоже точные!) Имеет большой смысл для этого измерения, поскольку они менее чувствительны к тому, является ли поверхность под ними плоской и ровной. С помощью микрометра определите диаметр булавки на запястье и убедитесь, что она не слишком сильно изношена, если используется.
Когда вы разместили станок на одной оси в точке, которую вы хотите «обнулить», ваша система ЧПУ сможет указать ему, что это ноль для этой оси.Это важная операция, поэтому убедитесь, что вы знаете, как ее выполнять на своем контроллере. Обычно есть одна кнопка для обнуления данной оси и, возможно, другая для обнуления всех осей.
Обратите внимание, что вам не нужно строго измерять нулевую долю. Ваш контроллер будет иметь возможность ввести произвольное значение и сообщить ему, где в настоящее время находится всплывающая подсказка. Это удобно во многих случаях, и вы будете делать это довольно часто, а также обнуление. Например, вы можете указать толщину сигаретной бумаги вместо «0».0000. ”
Измерители кромок и датчики для определения рабочих координат
Вам не придется долго работать с ЧПУ, прежде чем вы захотите приобрести Edge Finder или Probe. Это инструменты, которые позволяют быстро и легко найти край какого-либо объекта, чтобы вы могли обнулить его. Edge Finders бывают самых разных форм и размеров, от простых прядильных приспособлений до причудливых, точных и простых в использовании приспособлений, таких как Haimer 3D «Taster». Да, это не опечатка, с оригинального немецкого они называют их «дегустаторами».
Вот хороший видеоурок от Тормаха о том, как использовать простой кромкоискатель:
Простой кромкоискатель…
А вот и демонстрация тестера Haimer 3D Taster:
Haimer 3D Taster…
Датчик может быть самым удобным для выполнения таких операций обнуления. Вот датчик Renishaw для настройки рабочих смещений:
Датчик Renishaw для настройки рабочих смещений на VMC…
Каждый из этих инструментов похож по назначению, только с увеличением возможностей, автоматизации и затрат.Существует множество других инструментов для точного определения местоположения деталей и заготовок. Некоторые из них более специализированы, например, коаксиальный индикатор Блейка, который используется для определения центров отверстий.
Вы захотите, чтобы некоторые из этих устройств были закреплены в держателе инструмента и были готовы к установке в шпиндель для настройки работы.
Еще больше примеров того, как найти нулевую часть, можно найти в нашей статье, в которой приведены 8 способов найти нулевую часть.
Мы не будем тратить больше времени на такие вещи, поскольку они являются более правильной частью настройки ЧПУ и общих методов измерения машинистом, чем программирование с помощью G-кода как таковое.
Еще больше способов установить нулевой уровень
8 способов найти нулевую деталь на вашем станке с ЧПУ
Упражнения1. Возьмите руководство по эксплуатации станка с ЧПУ и выясните, как обнулить станок с ЧПУ для определения рабочих координат. Посмотрите, как читать координаты машины и рабочие координаты на панели управления.
2. Попробуйте немного коснуться вашей машины. Для начала используйте угол куска лома, застрявший в тисках, пока не научитесь.
3. Если у вас есть кромкоискатель, 3D-тестер или зонд, попробуйте его как способ точного определения нулевой точки детали.
4. Решите, каким будет ваше соглашение для Z = 0 и, возможно, нулевой части, и придерживайтесь его.
Что такое G-код? Что такое M-Code? Что они означают при обработке с ЧПУ?
Как ясно видно из названия, ЧПУ (числовое программное управление) – это автоматизированное управление обрабатывающими инструментами с помощью компьютера. Однако это не происходит просто так; для этого требуется правильно закодированная запрограммированная инструкция.
Итак, что такое G-код? Что такое М-код? И как на самом деле работает программирование G-кода и M-кода? В этой статье объясняется каждый из них, но сначала давайте коснемся того, что на самом деле представляет собой программирование.
Программа – это последовательность кодов и данных, которая сообщает станку с ЧПУ, что делать. Запрограммированные коды вместе с правильным инструментарием в обрабатывающем центре с ЧПУ позволяют производить правильные и воспроизводимые детали.
Если вас интересует процесс программирования, прочтите эту статью.
Во время работы станка с ЧПУ код отображается на мониторе оператора, его можно увидеть прокручивающимся, считывающим и обрабатываемым станком.
Что такое G-Code – Мастер действий
Проще говоря, G-код – это язык программирования программного обеспечения, используемый для управления станком с ЧПУ. И даже при сложной обработке с ЧПУ G-код пишется просто и логично.
За буквой G следует число, которое является командой для изменения геометрии. Например, «G00» – это команда быстрого перемещения. Он перемещает инструмент к геометрии детали с максимальной скоростью и обычно используется для перемещения инструмента и детали от ближнего к дальнему или наоборот.
Вот несколько примеров G-кода:
- G00: быстрое перемещение в определенную координатную позицию
- G01: Линейная подача
- G02 / G03: Подача по часовой / против часовой стрелки
За этими кодами, например G00, следует геометрическое положение. Геометрия передается с координатами на осях, то есть координаты «X» и «Y» на плоскости.
Давайте разберемся с «G00G58X-120.Y-5». Вы знаете, что «G00» означает быстрое движение. «G58» определяет рабочие координаты, изменяя геометрию относительно рабочих смещений, например, начало координат детали.«Х-120». означает переход к «-120 мм» по оси X и «Y-5». означает переход к «-5 мм» по оси Y.
G-код может повторять действие бесконечно, пока оно не будет остановлено. Например, G01, за которым следует последовательность позиций X, Y или Z, означает, что все перемещения линейной подачи происходят в G01. Типичным примером обработки является торцевое фрезерование, при котором последовательность позиций используется для обработки контура торца детали.
Все эти координаты в G-коде позволяют станку с ЧПУ работать стабильно, а также быть достаточно гибким для производства различных деталей.
Оси X и Y позиционируют шпиндель точно для выполнения резки или другой функции.
Что такое M-Code – Организатор функций
M-код управляет различными функциями, которые обычно можно рассматривать как негеометрические функции станка. Примеры включают запуск и остановку вращения шпинделя, включение и выключение охлаждающей жидкости, смену поддона и т. Д. Некоторые из этих функций могут отличаться в зависимости от конкретного станка.
Вот несколько примеров M-кода:
- M00: Остановить любую функцию, выполняемую программой в данный момент
- M03: вращать шпиндель по часовой стрелке
- M08 / M09: Заливка охлаждающей жидкости вкл. / Выкл.
Подобно G-коду, M-код состоит из буквы «M» и числа.Однако, в отличие от G-кода, M-код может быть более специфичным для разных машин и более настраиваемым. Оба типа необходимы для того, чтобы станок с ЧПУ выполнял свои функции.
Как и любой язык, ЧПУ имеет много других аспектов. Эта диаграмма – всего лишь выборка всех программных строк, которые могут быть включены в код.
| Строка программы | Пояснение |
| N102M6T2 | Номер кадра 102, смена инструмента на инструмент 2 |
| (ФАСМИЛЬНАЯ ФРЕССА 3 ”) | Комментарий – машина не считывается, но сообщает, что инструмент 2 инженера-оператора представляет собой 3-дюймовую торцевую фрезу |
| M82 | Поддон А чек |
| ЕСЛИ [# 10002 + # 11002LT150.] GOTO2001 | Мин. Проверка высоты инструмента |
| IF [# 10002 + # 11002GT154.] GOTO2002 | Проверка макс. Высоты инструмента |
| G00G90B267. | Быстрое абсолютное позиционирование, поддон поворачивается на B 267 (градусы) |
| M08 | Охлаждающая жидкость на |
| (ЧАСТЬ B) | Комментарий |
Некоторые примеры строк программирования кода и их значение. Все, что указано в скобках, не считывается машиной.Это комментарии для программиста и оператора.
Другие команды. Прочие машины.
Помимо G-кодов, M-кодов и позиционирования осей X / Y / Z, при обработке с ЧПУ используются другие команды. Для команды запуска вращения шпинделя M03 требуется команда «S», которая управляет скоростью шпинделя в об / мин.
Вот как это добавляется к нашему текущему образцу кода: G00G58X-120.Y-5.M03S3820.
«S3820» указывает скорость шпинделя 3820 об / мин. Пока что программа установила геометрию и скорость шпинделя.
Другие возможные функции:
- F: Скорость подачи
- T: Номер инструмента
- H: вызов коррекции длины инструмента
В зависимости от возможностей станка с ЧПУ могут использоваться многие другие буквенно-цифровые обозначения.
Имейте в виду, что конкретные примеры G-кода и M-кода, которые мы исследовали, основаны на программах горизонтального и вертикального обрабатывающих центров. Токарные станки с ЧПУ также используют G-код и M-код, но вы можете ожидать некоторые другие команды и последовательности для токарной обработки.
Сила программного обеспечения
В то время как машины часто программируются напрямую с помощью G-кода, программист с ЧПУ часто использует инструмент программирования высокого уровня с автоматизированным производством (CAM).
Mastercam – это программа для создания кода, которая помогает программистам создавать правильный код для проекта. Стандарт в индустрии ЧПУ, Mastercam принимает входные данные от программиста (все, что ему нужно сделать) и производит правильное программирование G-кода и M-кода.
Вот упрощенный пример того, как работает Mastercam.Программист импортирует модель станка и приспособление для обработки. Затем программист выбирает инструменты и траектории инструмента, по которым будет идти шпиндель, и программное обеспечение создает код. Программист работает с моделями САПР, но обращается к печати для получения точных спецификаций и допусков.
Каким бы мощным ни был Mastercam, он может потребовать двух недель программирования, если деталь сложная (требуется большой размер и множество инструментов), а для простой детали может потребоваться всего два часа.Очевидно, что работа с тремя инструментами проще по сравнению с работой со 100 инструментами.
Программа Mastercam позволяет визуализировать весь проект; Слева находятся папки, содержащие код, необходимый для выполнения различных функций.
Кому нужно знать G-код и M-код?
В зависимости от ваших должностных обязанностей, возможно, чтение этой статьи – все, что вам нужно знать о программировании ЧПУ с использованием G-кода и M-кода. Или вам, возможно, придется копнуть глубже, чтобы правильно выполнять свои повседневные обязанности.
В цехе станков с ЧПУ знание кода полезно для многих позиций. Магазины с хорошей внутренней программой обучения объяснят основы программирования новым сотрудникам в процессе ориентации. Другие могут включать его в программу обучения операторов на рабочем месте.
В зависимости от детали и процесса обрабатывающий центр с ЧПУ и программа запускаются повторно с ограниченным взаимодействием. Оператор загружает, выгружает, осматривает, снимает заусенцы с деталей и упаковывает деталь.
В идеальном мире, как только правильный код ЧПУ запрограммирован, это делается, и редактирование не требуется.Однако многие проекты требуют небольших корректировок, например корректировки рабочих смещений и износа инструмента.
Органы управления машиной заблокированы для предотвращения случайных изменений. Редактирование возможно в производственном цехе, но для его включения требуется ключ. Редактирование в основном предназначено для опытных инженеров, специалистов по настройке и руководителей.
Итак, вы взломали код! Ну, по крайней мере, вы знаете, что такое G-код и M-код, и знаете некоторые другие связанные команды. Возможно, теперь вы подумываете о том, чтобы воспользоваться опытом цеха с ЧПУ.
Наше руководство охватывает девять сценариев, которые могут (или не могут) привести к работе со станками с ЧПУ. Чтобы узнать, когда вы знаете, что пора работать с высокотехнологичным станочным цехом с ЧПУ?, Просто нажмите на изображение ниже.
Обучение программированию фрезерного станка с ЧПУ
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Вы можете научиться программировать фрезерный станок с ЧПУ с помощью нескольких основных команд, которые можно освоить за день или два.
Вы когда-нибудь использовали дидактические карточки или компакт-диски для изучения иностранного языка? Чтобы выучить новое слово, вы читаете его с карточки или слушаете, как носитель языка произносит его на новом языке, а затем вы получаете английский перевод. Я думаю, вы можете применить аналогичный подход к изучению G-кода, языка программирования, который управляет маршрутизаторами с ЧПУ.
G-код прост, и его использует каждая машина. Коммерческие машины поставляются с причудливым программным обеспечением, которое добавляет некоторый частный код к каждой программе, но основные команды всегда одни и те же.Я переведу немного G-кода на английский, чтобы вы увидели, как он работает.
Программное обеспечение для программирования ЧПУ
Вам не нужно изучать G-код для создания программ ЧПУ. Есть программное обеспечение, которое напишет код за вас, но оно может быть дорогостоящим. Если вы выучите несколько команд G-кода, вы сможете писать свои собственные программы, не тратя ни копейки. Вы можете создать программу ЧПУ в любом приложении для редактирования текста. Все, что вам нужно сделать, это ввести свой код в виде обычного текста и сохранить файл с правильным расширением (.NC или .gcode). Есть и другие расширения, которые будут работать, но эти два являются наиболее распространенными. Загрузите файл в управляющее программное обеспечение ЧПУ и запустите программу.
Фразы для ЧПУ
Если вы хотите вырезать прямую линию или дугу, просверлить отверстие или разметить карман, вам необходимо использовать соответствующую команду. Думайте о командах G-кода как о фразах на иностранном языке. Вот список фраз для ЧПУ, которые помогут вам начать.
- G0: Перемещение на полной скорости к определенной точке
- G1: Отрежьте прямую
- G2: Разрезать дугу по часовой стрелке
- G3: Отрежьте дугу против часовой стрелки
- G40: Обрезать по центру линии
- G41: Обрезка слева от линии на радиус инструмента
- G42: Обрез справа от линии на радиус инструмента
- G20 / G21: Координаты в дюймах / Координаты в миллиметрах
Синтаксис
Вы указываете станку с ЧПУ, что делать, вводя команду, за которой следуют координаты.Если вы хотите вырезать прямую линию, ваш код может выглядеть примерно так:
G1 X3 Y0
На английском языке это означает Обрежьте прямую линию, заканчивающуюся на 3 дюйма по оси X и 0 на оси Y. Ознакомьтесь с этими командами G-кода, за которыми следует их английский перевод.
- G0 X10 Y0: Перемещение на полной скорости до 10 дюймов по оси X и 0 дюймов по оси Y.
- G1 X15 Y15: Обрежьте прямую линию, оканчивающуюся на 15 дюймов по оси X и 15 дюймов по оси Y.
- G2 X1 Y1 R0.5: Вырежьте дугу по часовой стрелке с радиусом ½ дюйма, заканчивающимся на 1 дюйм по оси X и 1 дюйм по оси Y.
Как видите, для некоторых команд требуются дополнительные параметры. За командой G2, приведенной выше, следует параметр радиуса дуги. Ниже вы увидите параметр P , который используется с компенсацией радиуса инструмента. Перейдите по этой ссылке для получения дополнительной информации о параметрах G-кода.
Коррекция радиуса инструмента
Во всех приведенных выше примерах бит маршрутизатора будет центрирован по координатам X и Y.Когда это так, окончательный размер всего, что вы режете, будет меньше заданных размеров на диаметр сверла. Чтобы исправить это, вы должны использовать команду G41 или G42, которая инициирует коррекцию радиуса инструмента. Взгляните на эти фрагменты G-кода и их английские переводы.
- G41 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма слева от указанных координат X и Y.
- G42 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма вправо от указанных координат X и Y.
Пример программы
Чтобы запрограммировать эту деталь на фрезерном станке с ЧПУ, нам нужно знать все координаты, показанные здесь.
Давайте посмотрим на код, необходимый для вырезания части размером 4 x 4 дюйма, показанной выше. Если эта часть имеет толщину 3/4 дюйма, нам нужно будет сделать несколько неглубоких проходов, чтобы прорезать весь материал. Следующий код даст нам разрез глубиной 1/8 дюйма. Чтобы получить полную глубину, мы просто повторяем код несколько раз, добавляя -125 для каждого прохода к координате Z во второй строке.Первая строка кода – это то, что называется ходом вводом , что дает нам возможность инициировать компенсацию радиуса инструмента.
G0 X-1 Y-1
G1 Z-0.125 (добавляйте -.125 к этой строке для каждого прохода)
G42 P0.125
G1 X0 Y0
G1 X4
G1 Y3
G3 X3 Y4 R1
G1 X0
G1 Y0
G1 Z0.2
G40
Вот как это переводится на английский:
- G0 X-1 Y-1: Перемещение на полной скорости до -1 дюймов по X и -1 дюймов по Y.
- G1 Z-0.125: Погрузитесь в материал на 1/8 дюйма.
- G42 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма вправо от указанных координат.
- G1 X0 Y0: Обрежьте прямую линию, заканчивающуюся на 0 дюймов по X и 0 дюймов по Y.
- G1 X4: Обрежьте прямую линию, заканчивающуюся на 4 дюйма в X.
- G1 X3: Обрежьте прямую линию, заканчивающуюся на 3 дюйма по оси Y.
- G3 X3 Y4 R1: Вырежьте дугу против часовой стрелки с радиусом 1 дюйм, заканчивающуюся на 3 дюйма по оси X и 4 дюйма по оси Y.
- G1 X0: Обрежьте прямую линию, заканчивающуюся на 0 дюймов по оси X.
- G1 Y0: Обрежьте прямую линию, заканчивающуюся на 0 дюймов по оси Y.
- G1 Z0.2: Втяните сверло так, чтобы оно находилось на 0,20 дюйма над материалом.
- G40: Отключить коррекцию радиуса инструмента.
Вот часть в программе просмотра G-кода. Обратите внимание на ввод в левом нижнем углу.
При использовании коррекции радиуса инструмента подумайте о направлении резания.Если вы двигаетесь по часовой стрелке, обрезайте слева от ваших координат. Для резов против часовой стрелки компенсируйте вправо. Возможно, вам придется поэкспериментировать, чтобы получить представление о компенсации инструмента.
Устная / письменная речь G-код
Попрактикуйтесь в использовании команд G0, G1, G2, G3 и G40 / 41/42, написав несколько простых программ. Вы можете скачать здесь программу просмотра G-кода, которая позволит вам увидеть результаты вашего кода. Попробуйте запрограммировать в миллиметрах, написав G21 в первой строке.Когда вы знаете эти команды, вы знаете достаточно G-кода, чтобы создавать всевозможные программы ЧПУ.
Подпишитесь на сборку фрезерного станка с ЧПУ в популярном университете деревообработки, чтобы получить полные планы, чертежи и инструкции по созданию собственного станка с ЧПУ. Вы узнаете еще больше о G-коде.
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине.Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Как запустить вашу первую программу ЧПУ
Поздравляю, ваша машина работает своим ходом. К настоящему времени вы потратили некоторое время на то, чтобы бегать по машине с помощью клавиатуры или кнопок универсального отправителя G-кода. Это все хорошо, но реальная сила вашего станка с ЧПУ заключается в его способности запускать длинные сложные программы gcode.Ниже приводится пошаговое руководство по запуску программы ЧПУ. Мы даже включаем пример программы gcode для запуска, которая рисует круг. Если ваш станок еще не запущен и вам нужны рекомендации, ознакомьтесь с разделом «Как настроить станок с ЧПУ на Arduino».
Пример кода G
Следующее – это именно то, что сохраняется в файле circle.nc. Щелкните ссылку ниже, чтобы загрузить файл.
Загрузите файл примера кода g
G17 G20 G90 G94 G54
G0 Z0.25
X-0.5 Y0.
Z0.1
G01 Z0. F5.
G02 X0. Y0,5 I0,5 J0. F2.5
X0.5 Y0. I0. J-0.5
X0. Y-0,5 I-0,5 J0.
Х-0,5 У0. I0. J0.5
G01 Z0.1 F5.
G00 X0. Y0. Z0.25
Эта простая программа нарисует окружность диаметром 1 дюйм вокруг начала координат. Используйте эту программу, чтобы проверить свой станок с ЧПУ и убедиться, что направления вашей оси установлены правильно.
Обратите внимание на то, что все программы gcode представляют собой простые текстовые файлы, сохраняемые с расширением «.nc». Вы можете открыть загруженный выше файл «circle.nc» в текстовом редакторе, например в Блокноте.Вы также можете скопировать и вставить приведенные выше строки в текстовый редактор и создать свою собственную программу ЧПУ. Просто сохраните файл с расширением .nc.
Начните здесь
Используйте следующие шаги для запуска программы … Если вы в большей степени визуальный ученик, прокрутите вниз и щелкните видео ниже, чтобы пройти через процесс.
1. Вставьте маркер в шпиндель. (Держите шпиндель выключенным!). Маркеры работают лучше, чем ручки или карандаши, потому что кончик более мягкий и гибкий.Также подготовьте лист бумаги или другого материала, на котором вы начнете рисовать ближе к центру рабочего конверта вашей машины.
2. Включите машину.
3. Подключитесь к машине с помощью универсального отправителя gCode
Установите нулевую позицию
4. Сдвиньте (переместите) шпиндель к центру стола станка
а. На вкладке «Управление машиной» введите «.1» в поле «Размер шага» и нажмите ввод
b. Убедитесь, что выбрано «дюймы».
c. Используйте кнопки X +, X-, Y + и Y-, чтобы переместить машину ближе к центру рабочего стола (вы также можете использовать клавиши со стрелками на клавиатуре)
d.Нажмите кнопку «Сбросить ось X» (при этом машина запомнит эту позицию как нулевую точку X)
e. Нажмите кнопку «Сбросить ось Y» (при этом машина запомнит это положение как нулевое положение Y)
f. Теперь медленно используйте кнопку «Z-», чтобы опустить кончик маркера. Когда кончик маркера приблизится к бумаге, остановитесь.
г. Установите «Размер шага» на 0,01 (не забудьте нажать Enter после ввода значения)
h. Продолжайте опускать маркер, пока он не коснется бумаги, нажав кнопку «Z-».
я. Нажмите кнопку «Сбросить ось Z» (при этом машина запомнит это положение как нулевое положение Z)
j. Уберите маркер с бумаги с помощью кнопки «Z +». Поднимитесь как минимум на 1 дюйм над бумагой. Это равно 10 нажатию кнопки «Z +», когда размер шага установлен на 0,01
Загрузить программу ЧПУ
5. Хорошо, теперь машина почти готова.
6. Перейдите на вкладку «File Mode»
7. Выберите «Browse» и найдите файл «circle.nc» (если вы не загрузили файл, щелкните здесь )
8.Нажмите «Открыть»
9. Следующее нажатие кнопки отправит программу кода g «circle.nc» на вашу машину, и она начнет двигаться. Как только я нажимаю «Отправить», мне нравится наводить курсор мыши на кнопку «Пауза». Если что-то пойдет не так, все, что мне нужно сделать, это щелкнуть мышью, чтобы остановить программу, поскольку она находится над кнопкой паузы.
10. Это для всех шариков. Нажмите кнопку «Отправить».
11. Машина начнет движение.
а. Сначала он переместит ось Z на 0,25 дюйма
b. Далее машина переместится на X = -0.5 и Y = 0,0 (обратите внимание, что маркер еще не должен касаться бумаги)
c. Теперь машина опустится до Z = 0,0, а затем маркер должен коснуться бумаги)
d. Машина будет медленно рисовать круг по часовой стрелке.
e. Когда круг будет завершен, станок переместит ось Z на 0,1 дюйма
f. Теперь этот станок вернется в нулевое положение по осям X и Y.
г. Наконец, ось Z вернется в исходное начальное положение 0,25 дюйма.
Видеопрогулка
Нажмите здесь, чтобы посмотреть видео на YouTube.
Заключение
Вот и все! Вы только что запустили свою первую программу ЧПУ. По мере того, как вы запускаете больше программ, этот процесс станет вашей второй натурой. Вы снова можете скачать пример кода g, щелкнув ссылку ниже.
Загрузите файл примера кода g
Если у вас возникнут проблемы, напишите мне на [email protected] или в разделе комментариев.
Какую программу ЧПУ вы собираетесь запустить дальше? Оставьте комментарий и дайте мне знать.
Спасибо за чтение.До следующего раза…
Тим
П.С.
Теперь, когда ваша машина работает, проверьте следующие варианты инструментов. Обратите внимание, что это партнерские ссылки, и DIY Machining получает комиссию, если вы совершаете покупку по ссылкам ниже. Однако для вас это не требует дополнительных затрат.
6 шагов перед созданием программы ЧПУ
Успех программы ЧПУ является прямым результатом подготовки, проделанной перед ее созданием. Хотя плохо подготовленный программист может создавать работоспособные программы, такие программы часто будут подвержены ошибкам, будут неэффективными, недружелюбными для пользователя или трудными для проверки.Время, сэкономленное за счет пропуска этапов подготовки, можно легко потерять, когда задание поступает на станок с ЧПУ.
Время, затраченное на правильную подготовку, будет иметь большое значение для обеспечения успешности и эффективности программы ЧПУ.
Вот шесть этапов планирования, которые необходимо выполнить перед созданием новой программы.
Шаг 1: Определите операции обработки, которые необходимо выполнить.
Для простых деталей требуемые операции обработки могут быть легко определены.Но по мере того, как увеличивается сложность, возрастает и трудность изолировать все, что должно быть сделано во время данной операции. Маршрутный лист компании, который обычно дает общие инструкции, такие как «завершить все фрезерование и обработку отверстий», бесполезен. Программисту остается найти все поверхности, которые необходимо обработать. Это непростая задача со сложными чертежами, имеющими несколько видов, распределенных по нескольким страницам.
Один из способов идентифицировать обработанные поверхности – использовать цветные ручки и разметить рабочую копию инженерного чертежа.Другой – создать список обработанных поверхностей и соответствующих режущих инструментов. Любой из этих методов не позволит вам что-то упустить, когда придет время создавать программу.
Шаг 2: Определите порядок обработки.
Порядок обработки имеет первостепенное значение. Одно общее практическое правило – все сначала черновать, прежде чем что-либо закончить. Если это правило нарушается, может оказаться невозможным стабильное производство приемлемых деталей. В сложном процессе легко что-то забыть.
Рекомендую использовать форму планирования последовательности операций. Заголовки этой формы могут включать:
- Номер ступени
- Описание работы
- Название режущего инструмента (компоненты режущего инструмента указаны отдельно)
- Станция для режущего инструмента номер
- Скорость шпинделя
- Подача
- Примечания / проблемы для шага
Заполненная форма становится письменной версией вашей программы. Любой, кто увидит это в будущем, точно знает, что делает программа.Если вы сомневаетесь, будет ли выбранный вами процесс работать, вы можете поделиться им с другими в своей компании для подтверждения. Используйте его как контрольный список при разработке своей программы, чтобы не забыть что-то.
Шаг 3. Посчитайте.
Идея состоит в том, чтобы не нарушать ход ваших мыслей во время программирования для выполнения вычислений. Во время ручного программирования вы должны вычислить координаты, необходимые для программы. Также необходимо будет рассчитать условия резания (скорости и подачи), даже если используется система CAM.Координаты могут быть задокументированы отдельно или записаны на вашей рабочей копии инженерного чертежа. Скорости и подачи также могут быть задокументированы в ранее упомянутой форме планирования.
Шаг 4: Рассмотрим крепежное приспособление.
В зажимном устройстве могут быть некоторые особенности, влияющие на создание программы ЧПУ. Примеры включают ориентацию приспособления на столе, зажимы, которых следует избегать, поверхности расположения и конфигурацию кулачков для трехкулачковых патронов. Только с четким пониманием того, как деталь будет удерживаться в установке, можно создать приемлемую программу ЧПУ.
Шаг 5: Рассмотрите режущие инструменты.
Условия резания напрямую связаны с режущими инструментами, которые вы будете использовать, и, как уже упоминалось, должны быть задокументированы в форме планирования. Также могут быть проблемы с жесткостью или зазором. Если вы знаете, что фреза будет выполнять мощные черновые операции, она должна быть как можно короче. И наоборот, сверлу, возможно, придется проникнуть глубоко в отливку, чтобы добраться до поверхности, в которой необходимо вырезать отверстие. Примечания, включенные в вашу форму планирования, могут выделить любые особые соображения, которые вы должны помнить при программировании и предоставлении инструкций по настройке.
В какой-то момент вы должны составить список компонентов, из которых состоит каждый режущий инструмент. Эта информация будет включена в документацию по установке. Выполнение этого перед программированием может выявить проблему, которая влияет на то, что программа должна делать.
Шаг 6: Напишите документацию.
Разработайте документацию по настройке и производственному циклу, как если бы программа ЧПУ уже была создана. Обдумывание того, что должны делать люди и операторы по настройке при выполнении задания, может выявить кое-что, что вы можете сделать в программе, чтобы помочь им.Будет ли квалифицирована установка оснастки? Если да, можете ли вы включить в программу команды G10 для сохранения / ввода значений назначения нуля программы в смещениях приспособлений? Потребуется ли пробная обработка? Если да, можно ли использовать зонд для автоматизации процесса? Предварительная разработка документации может помочь ответить на эти вопросы сотрудникам.
Хотя эти подготовительные шаги требуют времени, их пропуск может быть безрассудным и расточительным, особенно если учесть время (время простоя) машины, которое потребуется для исправления проблем, которые должны были быть решены на этапе подготовки.Нет оправдания тому, что машина тратит время на что-то столь простое, как неготовность к созданию программы.
Технологии производства с ЧПУ
Степень специалиста по прикладным наукам в области проектирования и производства с ЧПУ (AAS) – это программа с 69 кредитами, которая включает компоненты технического и общего образования для обеспечения навыков для входа в торговлю, а также возможность получить степень бакалавра искусств ( Степень бакалавра наук в сотрудничающих колледжах и университетах.
Программа получения степени в области технологий проектирования и производства ЧПУ готовит людей к написанию и редактированию программ ЧПУ, выполнению сложных настроек, устранению основных неисправностей машин, методам сокращения времени цикла, проектированию и сборке приспособлений, распознаванию областей улучшения процессов и эксплуатации следующего оборудования: руководство токарные станки, грили-фрезерные станки, шлифовальные машины, программирование ЧПУ, фрезерные станки с ЧПУ, токарные станки с ЧПУ, координатно-измерительные машины, CAD / CAM и 4- и 5-осевые фрезерные станки с ЧПУ.
Выпускникитакже обладают навыками в области устранения основных неисправностей, основных неисправностей машин, практики сокращения времени цикла, проектирования и изготовления приспособлений, считывания чертежей GD&T, статистического управления процессами, бережливого производства, математики, проверки и требуемой правильной последовательности операций.Выпускники также могут обладать навыками в области инструментов и резцов, электроэрозионных станков с ЧПУ и токарных станков с ЧПУ, а также параметрического программирования с ЧПУ в зависимости от выбранных факультативов.
Предварительные требования к курсу
Несмотря на то, что для успешного прохождения этой программы не требуется никаких предварительных знаний или опыта, могут быть полезны знания в области математики и алгебры, машиностроения и механические навыки.
Для некоторых курсов может потребоваться соответствующий тестовый балл или завершение курсов базовой математики, базового английского и / или чтения с оценкой «C» или выше.
ENGL 1107 Composition I Предварительные требования ENGL 0102 или 0960 и ПРОЧИТАЙТЕ 0900 или 0960 или соответствующий результат теста.MATH 1650 Тригонометрия колледжа Предварительные требования MATH 0900 или MATH 0950, MATH 1080 или MATH 1400 или соответствующий результат теста.
Результаты обучения по программе
Завершив эту программу, студенты достигнут следующих результатов обучения.
- Студент продемонстрирует машинные навыки и методы, соответствующие требованиям обрабатывающей промышленности.
- Продемонстрируйте принципы и методы техники безопасности на производстве.
- Эффективное использование теории механического цеха и терминологии процессов.
- Работайте эффективно как участник механического цеха, чтобы управлять временем и соблюдать сроки проекта.
- Работайте эффективно как член команды, принимая конструктивную критику.
Последовательность программы
| Первый семестр | 16 | |
| MACH 1101 | Фрезерный | 4 |
| MACH 1106 | Токарный станок | 3 |
| MACH 1121 | Метрология | 2 |
| MACH 1132 | Чтение чертежей | 3 |
| MACH 1140 | CAD I | 1 |
| MATH 1650 | Колледж тригонометрии | 3 |
| Второй семестр | 18 | |
| МАШИН 1200 | Расширенная обработка | 3 |
| MACH 1220 | Шлифовальный | 2 |
| MACH 1231 | Чертеж / CAD II | 1 |
| MACH 1240 | Определение геометрических размеров и допусков | 3 |
| MACH 1251 | Обработка с ЧПУ | 3 |
| MACH 1261 | Программирование ЧПУ I | 3 |
| MACH 1275 | Стандарт качества | 1 |
| MnTC по выбору общего образования | | 2 |
| Третий семестр | 16 | |
| МАЧ 2310 | Фрезерный станок с ЧПУ | 3 |
| МАЧ 2320 | Токарный станок с ЧПУ | 3 |
| MACH 2331 | САМ | 1 |
| MACH 2340 | Программирование ЧПУ II | 2 |
| MACH 2351 | Теория изготовления пресс-форм и штампов | 3 |
| МАЧ 2360 | Приспособление и инструменты | 4 |
| Четвертый семестр | 19 | |
| АНГЛИЙ 1107 | Состав I | 4 |
| MACH 2451 | Проектирование и производство ЧПУ | 3 |
| МАЧ 2462 | Многоосевое фрезерование | 3 |
| MACH 2472 | Многоосевая токарная обработка | 3 |
| MnTC по выбору общего образования | | 6 |
Варианты неполного рабочего дня
Студенты могут выбрать выполнение этой программы неполный рабочий день.Студентам-заочникам потребуется больше времени для завершения своей программы, чем студентам, которые следуют порядку очного обучения, указанному в официальном программном руководстве (см. Руководство по программе в формате PDF в разделе ССЫЛКИ справа). Поскольку каждый курс не может быть предложен в каждом семестре, важно, чтобы студенты, работающие неполный рабочий день, обращались к консультантам своих факультетов за помощью в планировании своей долгосрочной последовательности курсов неполного рабочего дня. Обратитесь к приведенному ниже PDF-документу, чтобы узнать о вариантах курсов неполного рабочего дня в первом семестре и дополнительной информации.
Варианты неполного рабочего дня
Требования к выпускному
Все студенты Технического колледжа Anoka, желающие получить специалиста по прикладным наукам (AAS), диплом или сертификат, должны иметь совокупный средний балл (GPA) 2,0 или выше.
Возможности перевода
Чтобы узнать, как это может быть перенесено в другую программу технического колледжа Anoka или в другой колледж, посетите:Отраслевая информация
Машинист – квалифицированный слесарь-слесарь, который производит металлические детали с помощью станков и ручных инструментов.Обучение и опыт позволяют машинисту планировать и выполнять все операции, необходимые для производства готовой машины, и легко переключаться с одного вида продукции на другой. Опыт и знания машиниста позволяют ему / ей превратить металлический блок в сложную и точную деталь.Все варианты – это не только искусство, но и искусство, и они считаются требовательными занятиями. Существует большое разнообразие способов изготовления штампов и пресс-форм, в зависимости от конструкции детали, типа используемых материалов, изобретательности конструктора, а также знаний и навыков изготовителей штампов и пресс-форм, которые должны обрабатывать сложные компоненты. различного инструмента с допусками, выраженными в долях одной тысячной дюйма.
Ожидается, что сотрудники на этой должности будут писать и редактировать программы ЧПУ, выполнять сложные настройки, устранять основные неисправности станков, сокращать время цикла, проектировать и строить приспособления, а также определять области для улучшения процессов на ручных токарных станках, сверлах, фрезерных станках, шлифовальных станках и т. Д. Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионные станки с ЧПУ и токарные станки с ЧПУ, координатно-измерительные машины и CAD / CAM. Ожидается, что сотрудники также будут использовать бережливые производственные процессы и методы.
Заработная плата / Перспективы / Повышение квалификации
Факультет
Диплом по продвинутой технологии станков с ЧПУ Технического колледжа Анока – это программа с 64 кредитами, которая включает компоненты технического образования.Программа подготавливает студентов к написанию и редактированию программ ЧПУ, выполнению сложных настроек, устранению основных неисправностей машин, методам сокращения времени цикла, проектированию и изготовлению приспособлений, распознаванию областей для улучшения процесса и эксплуатации следующего оборудования: ручных токарных станков, сверл, фрез, шлифовальных машин , Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионные станки с ЧПУ и токарные станки с ЧПУ, координатно-измерительные машины, CAD / CAM и 4- и 5-осевые фрезерные станки с ЧПУ.
Выпускники программыобладают навыками в области программирования ЧПУ, параметрического программирования, устранения основных неисправностей машин, методов сокращения времени цикла, проектирования и изготовления приспособлений, чтения чертежей, GD&T, статистического управления процессами, бережливого производства, математики, проверки и правильной последовательности операции требуется.
Ожидается, что сотрудники, занятые на этой должности, будут писать и редактировать программы ЧПУ, выполнять сложные настройки, устранять основные неисправности станков, сокращать время цикла, проектировать и строить приспособления, а также определять области для улучшения процессов на ручных токарных станках, сверлах, фрезерных станках, шлифовальных станках и т. Д. Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионный электроэрозионный станок с ЧПУ и токарный станок с ЧПУ, координатно-измерительная машина и CAD / CAM. Ожидается, что сотрудники также будут использовать бережливые производственные процессы и методы.
Программа «Технологии производства с ЧПУ» предоставляет навыки для выхода на рынок, а также возможность получить степень бакалавра искусств (BA) в сотрудничающих колледжах и университетах.
Предварительные требования к курсу
Несмотря на то, что для успешного прохождения этой программы не требуется никаких предварительных знаний или опыта, могут быть полезны знания в области математики и алгебры, черчения, механического цеха и механических навыков.
Для некоторых курсов может потребоваться соответствующий тестовый балл или завершение курсов базовой математики, базового английского и / или чтения с оценкой «C» или выше.
MACH 1171 Math for Machinist I Предварительные требования MATH 0801 или соответствующий результат теста.
MATH 1650 Тригонометрия колледжа Предварительные требования MATH 0900 или MATH 0950, MATH 1080 или MATH 1400 или соответствующий результат теста.
Результаты обучения по программе
Завершив эту программу, студенты достигнут следующих результатов обучения.
- Запись и редактирование программ ЧПУ
- Выполнение сложных настроек
- Устранение основных неисправностей машины
- Практика сокращения времени цикла
- Светильники проектирование и строительство
- Выявить области для улучшения процессов
Последовательность программы
| Первый семестр | 16 | |
| MACH 1101 | Фрезерный | 4 |
| MACH 1106 | Токарный станок | 3 |
| MACH 1121 | Метрология | 2 |
| MACH 1132 | Чтение чертежей | 3 |
| MACH 1140 | CAD I | 1 |
| MACH 1171 | Математика для машиниста I | 3 |
| ИЛИ | ||
| MATH | Колледж тригонометрии | 3 |
| Второй семестр | 16 | |
| МАШИН 1200 | Расширенная обработка | 3 |
| MACH 1220 | Шлифовальный | 2 |
| MACH 1231 | Чтение чертежей / CAD II | 1 |
| MACH 1240 | Определение геометрических размеров и допусков | 3 |
| MACH 1251 | Обработка с ЧПУ | 3 |
| MACH 1261 | Программирование ЧПУ I | 3 |
| MACH 1275 | Стандарт качества | 1 |
| Третий семестр | 16 | |
| МАЧ 2310 | Фрезерный станок с ЧПУ | 3 |
| МАЧ 2320 | Токарный станок с ЧПУ | 3 |
| MACH 2331 | САМ | 1 |
| MACH 2340 | Программирование ЧПУ II | 2 |
| MACH 2351 | Теория изготовления пресс-форм и штампов | 3 |
| МАЧ 2360 | Приспособление и инструменты | 4 |
| Четвертый семестр | 16 | |
| МАЧ 2411 | Шлифование инструментов и фрез | 2 |
| MACH 2420 | EDM Обработка | 2 |
| МАЧ 2435 | Швейцарская обработка | 2 |
| МАЧ 2440 | Программирование ЧПУ III | 1 |
| MACH 2451 | Проектирование и производство ЧПУ | 3 |
| MACH 2462 | Многоосевое фрезерование | 3 |
| MACH 2471 | Многоосевой токарный станок | 3 |
Требования к выпускным
Все студенты Технического колледжа Anoka, желающие получить специалиста по прикладным наукам (AAS), диплом или сертификат, должны соответствовать совокупному среднему баллу (GPA), равному 2.0 или выше.
Возможности перевода
Чтобы узнать, как это может быть перенесено в другую программу технического колледжа Anoka или в другой колледж, посетите:Отраслевая информация
Машинист – квалифицированный слесарь-слесарь, который производит металлические детали с помощью станков и ручных инструментов. Обучение и опыт позволяют машинисту планировать и выполнять все операции, необходимые для производства готовой машины, и легко переключаться с одного вида продукции на другой. Опыт и знания машиниста позволяют ему / ей превратить металлический блок в сложную и точную деталь.
Все варианты – это не только искусство, но и умение, и они считаются требовательными занятиями. Существует большое разнообразие конструкций штампов и пресс-форм, в зависимости от конструкции детали, типа используемых материалов, изобретательности конструктора, а также знаний и навыков изготовителя штампов и пресс-форм, которые должны обрабатывать сложные компоненты различная оснастка с допусками, выраженными в долях одной тысячной дюйма.Заработная плата / Перспективы / Повышение квалификации
Преподавательский состав
Трудно ли учиться программированию ЧПУ? – Сделать из металла
Это вопрос, на который, кажется, есть дюжина разных ответов, и над ним постоянно спорят.Как и во всем спорном, ответ – больше, чем просто «да» или «нет».
Трудно ли научиться программированию ЧПУ? Очень простое программирование ЧПУ легко освоить, если вы понимаете основы математики и понимаете, как работает обработка. Обычно это можно узнать в течение нескольких дней. Промежуточные навыки программирования можно освоить в течение года, а углубленное программирование с ЧПУ может занять несколько лет.
Так что, как и все остальное, заслуживает прямого ответа: это зависит от обстоятельств.
В этом посте я расскажу, что это значит. Что вы можете делать с базовым программированием ЧПУ, что означает промежуточный и продвинутый уровни, и как вы можете научиться программировать станки с ЧПУ наиболее безболезненным способом.
Но сначала давайте рассмотрим два основных подхода к программированию ЧПУ; чем они отличаются, чем они хороши и чему вам следует научиться.
Ручное программирование против CAM против разговорного
Если вы впервые выходите на арену программирования ЧПУ, вам действительно необходимо понимать различия между этими тремя подходами.
Ручное программирование – это когда вы вручную записываете коды. Вы получаете невероятный контроль над абсолютно всем, что делает машина, но это требует очень много времени и ограничивается более простыми функциями.
CAM расшифровывается как Computer Aided Manufacturing, и это когда вы используете компьютерную программу для работы с моделью детали, которую вы делаете. Вы описываете нужные траектории инструмента вместе с дополнительными параметрами обработки, и программа сгенерирует для вас фактический G-код.Это, безусловно, наиболее распространенный способ программирования станков с ЧПУ, который действительно отличается как скоростью, так и сложностью обработки.
Диалоговое программирование обычно выполняется прямо на машине и работает с некоторым градиентом. Настоящее «диалоговое» программирование отправит инструкции прямо в машину. Вы в основном выбираете операцию из списка, вводите необходимую информацию, а затем машина выполняет ее.
«Не совсем диалоговое» программирование чаще всего называют « быстрый код » или что-то в этом роде.Интерфейс в основном тот же, но вместо того, чтобы просто запускать программу из диалогового формата, вы экспортируете программу в G-код. Оттуда вы можете вручную отредактировать код или просто запустить его. Это дает вам немного больше контроля над происходящим.
По сути, это гибрид диалогового и ручного программирования G-кода.
Вот принципиальные отличия:
Какой вид программирования мне следует изучить?
При таком сравнении трех подходов может показаться, что ручное программирование устарело.Это?
Да и нет.
Это чрезвычайно практично для понимания. Если вы не умеете кодировать вручную, вам будет очень трудно отлаживать программы и решать проблемы по мере их появления. А если вы приобретете новую машину, которая не может идеально взаимодействовать с вашей CAM-системой, у вас могут возникнуть долгосрочные проблемы, если вы не понимаете код, который выполняется между ними.
Большинство машин также имеют функцию быстрого кода. По моему опыту, довольно редко можно найти машину, которая выводит быстрый код, который не требует редактирования.Обычно это просто средство быстрого составления программ (может быть, поэтому они называют это «быстрым кодом»?) Для машиниста, которому удобно ручное программирование. Вы просматриваете выходной код, вносите любые необходимые изменения, а затем запускаете программу.
Итак, вот моя рекомендация:
Сначала изучите ручное программирование. Получите хорошее представление о том, как работают программы, что означают различные коды и на что нужно обращать внимание, чтобы не скармливать машине слепые программы.
Когда вы разберетесь с этим, переходите к изучению CAM-системы. Существует множество различных программ, у каждой из которых есть свои плюсы и минусы. Но, в конце концов, после того, как вы изучили одну CAM-систему, для выбора другой, как правило, нужно просто найти кнопки и, возможно, выучить несколько разных терминов. Когда вы поймете основные концепции, это не займет много времени.
Предостережение: Если вы используете фрезерный станок с ЧПУ для резки основных профилей, как правило, нет реальной необходимости изучать ручное программирование (хотя это никогда не повредит).Эти программы настолько просты и понятны, что редактировать G-код может быть очень редко.
Этапы сложности программирования ЧПУ
Хорошо, поэтому ранее я сказал, что сложность программирования ЧПУ зависит от того, насколько сложным вы можете стать. Вот диапазон того, с чем вы можете столкнуться в плане работы и степени сложности программирования.
Программирование стана
Самый простой способ программирования, который вы будете выполнять для фрезерования, называется 2-1 / 2-осевая обработка.
Вот что это значит:
Станки перемещаются по 3-м осям, но при 2-1 / 2-осевой обработке вы не используете все три оси одновременно. Обычно вы режете 2D-профили и просто перемещаете фрезу вверх и вниз, чтобы достичь необходимой глубины резания для данной операции.
Еще одна распространенная вещь, которую можно сделать с этим типом обработки, – это использование так называемого постоянного цикла . Это в основном функция, которая будет описывать серию движений, определяя значения.На фрезерном стане это чаще всего используется для обработки отверстий. По сути, вы даете машине координаты и параметры, а затем она будет знать любую серию движений, которую вы хотите, чтобы машина выполняла, чтобы проделать это отверстие.
Примеры включают точечное сверление, долбление и резьбовые отверстия.
Для этого типа программирования обычно можно использовать все три подхода – ручной, диалоговый или CAM.
Шагом выше является 3-х осевая обработка , также известная как контурная .Здесь одновременно перемещаются все 3 оси фрезы. Это используется для обработки таких вещей, как 3D-формы или шаблоны, а также множества других вещей.
Причина того, что это сложнее, заключается в том, что геометрия более сложна, и в основном происходит нечто большее. Вот где сложность программы разделяет подходы; ручной и разговорный больше не практичны, а программирование CAM – вполне необходимое требование.
3 + 1 или 3 + 2-осевая обработка – следующий шаг вверх по лестнице сложности.+1 или +2 относятся к осям вращения, которые используются для индексации детали (в отличие от всех перемещений одновременно во время траектории инструмента). Опять же, просто еще что-то происходит. Тем не менее, действительно простая программа для детали 3 + 1 определенно может быть выполнена вручную. Например, если вы используете индексатор или поворотный стол для сверления отверстий в трубе, это действительно простая программа, которую можно сделать вручную.
Однако эти работы, как правило, немного сложнее, и их лучше выполнять с помощью CAM-системы, особенно если вы выполняете какие-либо контуры.
Настоящая 5-осевая обработка – это чуть ли не самое сложное, что вы собираетесь делать на фрезере. Помимо того, что эти машины более дорогие, программирование намного сложнее. Нередко сложная 5-осевая программа содержит более миллиона строк кода. Очевидно, вам не захочется делать это вручную. Требуется CAM.
Программирование токарных станков
Стандартные токарные станки имеют только 2 оси, и их довольно легко запрограммировать вручную.Если это короткая и простая программа, многие парни предпочитают запускать программу вручную просто потому, что это быстрее, чем подойти к своему компьютеру и сесть.
Итак, 2-осевая токарная обработка – это наиболее простой тип программирования, и вам решать, как с этим справиться. Как правило, чем длиннее программа, тем больше смысла использовать CAM.
3-осевое программирование для токарного станка обычно используется для токарных станков с приводными инструментами. Это означает, что в револьверной головке вращаются фрезерные или сверлильные инструменты.Вы можете использовать это для таких вещей, как сверление отверстий или фрезерование плоских или шестигранных поверхностей на валу за одну установку. Нет ничего слишком сумасшедшего, чтобы программировать вручную, но большинство парней предпочли бы программировать с использованием CAM-системы.
Многофункциональные станки – звери. Это дети любви станков и токарных станков. У вас может быть фреза, которая может вращать стол на высоких оборотах и делать токарные операции. Или у вас может быть токарный станок с большой фрезерной головкой, установленной на патронах.
Для них сложность детали обычно определяет подход к программированию.Обычно вы используете быстрый диалог для простых вещей и CAM для более сложных. Или просто используйте CAM для всего, потому что вам это может быть удобнее.
Стоит ли программировать вручную?
Совершенно верно.