Наборы фрез, граверы
Наборы фрез: описание, назначение, режимы реза
ХОББИ, $65
Включает 13 фрез, которые являются самым важным элементом любого станка (см. рис.1).
Назначение: Набор предназначен для тех, кто приобрел или самостоятельно собрал станок, и не предполагает, с чего начать.
Рисунок 1
«Хобби» подобран профессионалами, уже прошедшими этап начинающего фрезеровщика и знающими, что именно необходимо каждому начинающему мастеру, чтобы достичь успехов в этой интересной творческой работе. Набор, кроме перечня фрез, включает подробное описание фрез, их назначение, скорость подачи, указываются обороты шпинделя и перечень данных, которые следует ввести в программу. Также в описании приводится ряд других важных моментов для продуктивной работы и рекомендации по предотвращению поломок фрез и увеличению срока их эксплуатации. Данный комплект включает китайские качественные недорогие фрезы, которых даже в случае поломки в процессе обучения не будет жаль, ведь они имеют очень низкую стоимость.
Перечень фрез, входящих в набор, приведен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, узоров, клише
— обработка 3D рельефов, барельефов, форм
— вырезание по контуру, выравнивание поверхности
— работа с пластмассами, деревянными поверхностями, фанерой, ДВП, МДФ, шпоном и мягкими цветными металлами
ПРОФИ, $135
Набор из 13 фрез для продвинутых мастеров, понимающих толк в работе с помощью фирменного инструмента (см. рис. 2).
рис. 2).
Рисунок 2
Назначение: Набор включает позиции, аналогичные набору «ХОББИ», при этом фрезы в комплекте — от лучших производителей. Набор предназначен не только для мастеров начального уровня, только что купивших или собравших первый станок, но и для людей, которые знают толк в работе с инструментом самого высокого качества. Набор укомплектован с помощью профессиональных мастеров, уже прошедших путь начинающего фрезеровщика, которые точно знают, что необходимо начинающему мастеру для постижения творческой работы. Комплект, кроме перечня фрез, включает описание каждой из фрез, ее назначение, скорость подачи, шпиндельные обороты, данные для ввода в программу и прочие важные моменты, которые следует учесть для продуктивной работы и предотвращения быстрого износа и поломки фрез. Комплект включает только фрезы с наилучшим качеством твердого сплава и заточки с помощью сверхточных ЧПУ-станков европейских производителей. Руководство по эксплуатации написано на русском языке, нет технически неясных фраз и терминов.
Посредством данных фрез можно выполнять следующие работы:
— граверные работы по созданию тонких надписей, узоров, клише
— создание 3D-рельефов, барельефов и форм
— вырезание по контуру, выравнивание поверхностей
— работы с пластмассой, деревом, фанерой, ДВП, МДФ, шпоном, цветными металлами, сталью.
Перечень фрез, входящих в набор, приведен в следующей таблице.
МОДЕЛИСТ, $45
Набор включает 9 фрез, предназначенных для работы увлеченных творчеством людей.
Комплект фрез для любителей заниматься творчеством, к примеру, моделированием самолетов, кораблей, созданием сувениров, различных подарков и пр. То есть «Моделист» — это набор для людей, получающих душевное удовольствие от подобной работы. Комплект разработан профессионалами, занимающимися моделированием и точно знающими, что вам потребуется для подобных кропотливых работ. В наборе содержится не только перечень фрез, но и подробное описание фрез, назначение каждой из них, скорости подачи, данные для программы, обороты шпинделя и прочие важные моменты, необходимые для продуктивной работы и предотвращения скорых поломок фрез. Данный комплект включает комбинацию недорогих качественных фрез китайского производства и специальных фрез высочайшего качества, поскольку не все необходимые фрезы для подобных работ производятся в Китае; зачастую уровень их качества невысок, что не дает возможности применять фрезы столь низкого класса при создании мелких точных элементов моделей. В наборе содержатся все необходимые важные фрезы от ведущих европейских производителей. При этом фрезы, для которых допустимо более низкое качество металла для создания модельной продукции (в целях снижения стоимости набора) в набор включены китайского производства. В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
Данный комплект включает комбинацию недорогих качественных фрез китайского производства и специальных фрез высочайшего качества, поскольку не все необходимые фрезы для подобных работ производятся в Китае; зачастую уровень их качества невысок, что не дает возможности применять фрезы столь низкого класса при создании мелких точных элементов моделей. В наборе содержатся все необходимые важные фрезы от ведущих европейских производителей. При этом фрезы, для которых допустимо более низкое качество металла для создания модельной продукции (в целях снижения стоимости набора) в набор включены китайского производства. В данном наборе отсутствуют китайские фрезы низкого качества – только выпущенные в заводских условиях. Инструкция разработана на русском языке, отсутствует технически сложная информация.
Перечень фрез, включенных в набор «Моделист», представлен в следующей таблице.
Посредством данных фрез выполняются следующие работы:
— гравировка тонких надписей, клише и узоров
— производство сверловки, окантовки, фаски, подрезки
— вырезание по контуру, выравнивание поверхностей
— работа с пластмассами, деревом, фанерой, ДВП, шпоном, акрилом, МДФ, оргстеклом, пенопластом
МЕТАЛИСТ, $190
В набор входят 13 основных твердосплавных фрез, предназначенных для профессиональной обработки металлов.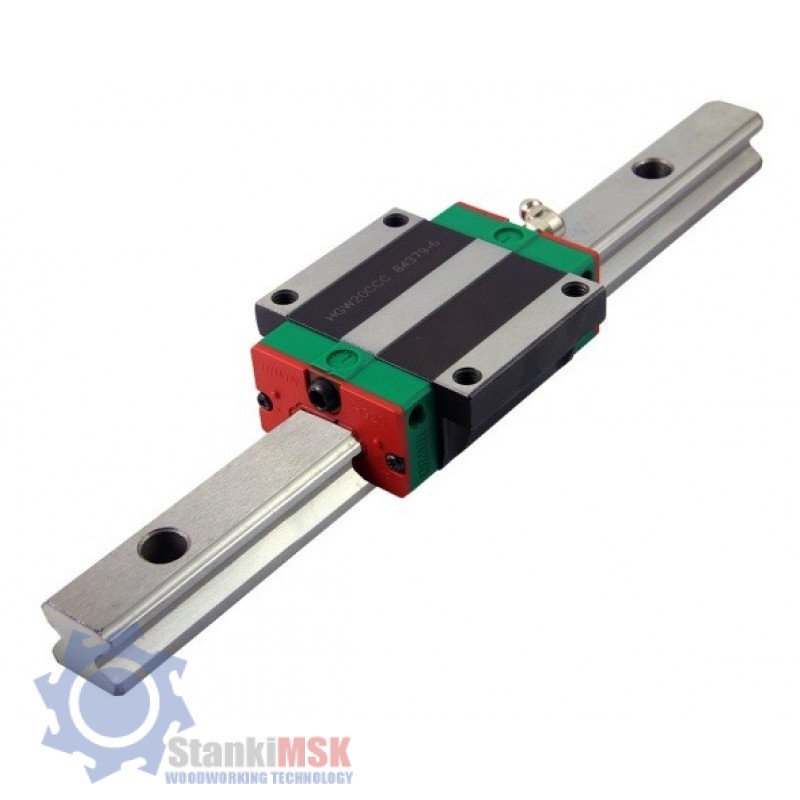
Набор создан для любителей работать с металлическими материалами. Комплект подобран специалистами, которые знакомы с данной работой и любят металл. Набор вам потребуется, если вы приняли решение связать свой следующий проект с обработкой металла. При этом важно сразу, начиная с первого дня, использовать только специальный качественный инструмент для работ по металлу, в противном случае вас может постигнуть разочарование. Набор включает не только перечень фрез, но и подробное их описание, а также назначение каждой фрезы, скорость подачи для каждого металла, обороты шпинделя, данные для ввода в программу, а также прочие важные моменты, которые следует учесть для получения отличных результатов при работе с металлом определенных марок и предотвращения поломки фрез. Данный набор включает только высококачественные фрезы из твердого сплава, имеющие высокое качество заточки на сверхточных станках с ЧПУ от европейских производителей. Рекомендации приведены на русском языке, нет технически неясных терминов.
Перечень фрез, включенных в данных набор, приведен в следующей таблице.
Посредством данных фрез можно:
— гравировать узоры и тонкие надписи, клише
— обрабатывать 3D-рельефы, формы, барельефы
— выполнять вырезание по контуру и выравнивание поверхности
— обрабатывать цветные металлы, стали, алюминий, дюраль, чугун, обычную сталь, нержавейку, каленую сталь до 65HRC, а также другие металлы мягче алюминия.
Твердосплавные конусные фрезы, граверы по металлу, пластику и дереву (кроме стекла и камня)Спиральная фреза-гравер «TM TOPINCITY», $27
Изображение спиральной фрезы-гравера приведено на рисунке 3.Рисунок 3
Характеристики:
Производитель — Швейцария, твердый сплав SANDVIK Экстра-класса, оснащен ЧПУ-центровкой (см. рис. 4).
Рисунок 4
Оснащен ультратонким углом как гравер, нормировано-заточенным кончиком, диаметрами и углами, максимальной твердостью для твердосплавного инструмента, титановым покрытием, идеальной центровкой/балансировкой для работ без детонаций при повышенных оборотах шпинделя. Среди достоинств — максимально возможный срок эксплуатации для карбид-вольфрамовых фрез. Используется при создании объектов вращения и при глубоких фрезеровках вертикальных склонов заготовок; просто незаменима в ювелирном деле при работе с глубокими изделиями и формами из любого твердого вида воска (синего, зеленого, бордового и пр).
Среди достоинств — максимально возможный срок эксплуатации для карбид-вольфрамовых фрез. Используется при создании объектов вращения и при глубоких фрезеровках вертикальных склонов заготовок; просто незаменима в ювелирном деле при работе с глубокими изделиями и формами из любого твердого вида воска (синего, зеленого, бордового и пр).
Для работ по металлам необходимо изучить следующую таблицу от производителя.
Микро инструмент, $30
Характеристики:
Производитель — США, твердый сплав карбид вольфрама, ЧПУ-центровка, HRC65 (см. рис. 5).
Рисунок 5
Назначение: Микроинструмент, предназначенный для тончайших работ с восковыми моделями. Максимально тонкий кончик дает возможность проработки мельчайших надписей и узоров. Однако использование подобного инструмента требует предельной внимательности оператора и большого опыта работы с подобными фрезами и воском, поскольку неправильные обороты фрезы могут привести к оплавлению воска, в результате чего фреза залипает в воске.
Торцевые и радиусные, модель «TM TOPINCITY», $15
Характеристики:
Назначение: Фреза-гравер (см. рис. 6) для воска; используется при тонких гравировках по воску, пластику и мягким металлам.
Рисунок 6
Сплав фрезы высокого качества, однако для гравировки по металлу следует применять шире угол, чтобы избежать обламывания кончика гравера.
Модель «TM TOPINCITY», $11
Характеристики:
Является одной из наиболее популярных фрез (см. рис. 7), когда необходимо наличие маленького угла и фрезерующего торца. Фреза является основной для создания надписей.
рис. 7), когда необходимо наличие маленького угла и фрезерующего торца. Фреза является основной для создания надписей.
Рисунок 7
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $13
Характеристики: Предназначена для фрезерования ребром, когда 20-градусная фреза не способна выдержать нагрузок, а 30-градусная слишком велика.
Примечание: граверы по цене 6$; китайский сплав K15; второй жизнью южно-корейского инструмента является отрезание отработанной части 10 мм, потом остаток 30 мм затачивают в Тайване полуавтоматическим способом. На данный вариант ручной заточки нет гарантии высокого качества заточки, а также гарантии идеальной центровки. Твердость реза используемого сплава в 6$ не хуже HRC55.
Твердость реза используемого сплава в 6$ не хуже HRC55.
Модель «TM TOPINCITY», $11
Характеристики:
Данная фреза (см. рис. 8) применяется в том случае, когда следует выделить контуры рельефа при минимальной фрезеровке торцом.
Рисунок 8
Используется для подрезки углов, при ювелирной гравировке тонких надписей, создании узоров на любых материалах.
$6
Характеристики:
Назначение: Фреза (см. рис. 9) применяется в случае, когда не выдерживают 20-ти и 30-ти градусные нагрузки – тогда используется 40 градусов.
Рисунок 9
45 — стандартное значение угла, которое традиционно применяется в различных проектах. Также можно добавлять углы к узорам и буквам вместо некрасивых острых ребер. Используется для подрезки углов, гравировки в ювелирном деле тонких узоров и надписей по различным материалам.
$6
Характеристики:
Назначение: Фреза 60 градусов (см. рис. 10) — вариант, который применяется, когда невозможно использовать 90 градусов фрезу ввиду близко находящихся узорных линий.
Рисунок 10
О 90-градусной фрезе можно сказать, что это общепринятый стандарт, предназначенный для конусных гравировок, в случае, если ведется работа по центральной линии с применением подрезки углов. Следует быть внимательным — отечественные фрезы по дереву не имеют острие 0,2 мм и правильно фрезерующий торец, что соответственно не даст высокого качества и правильной подрезки углов.
$6 (для стали)
Характеристики:
Гравер для гравировальных работ по стали. В отличие от стандартных твердосплавных граверов, имеет другие углы заточки торца и режущей грани. Подобные граверы можно применять в случаях слишком твердого материала, например, при работе со сплавами алюминия (разные марки дюралей), магнием, бронзой, твердыми латунными сплавами, различными сталями (кроме каленых и нержавеющих).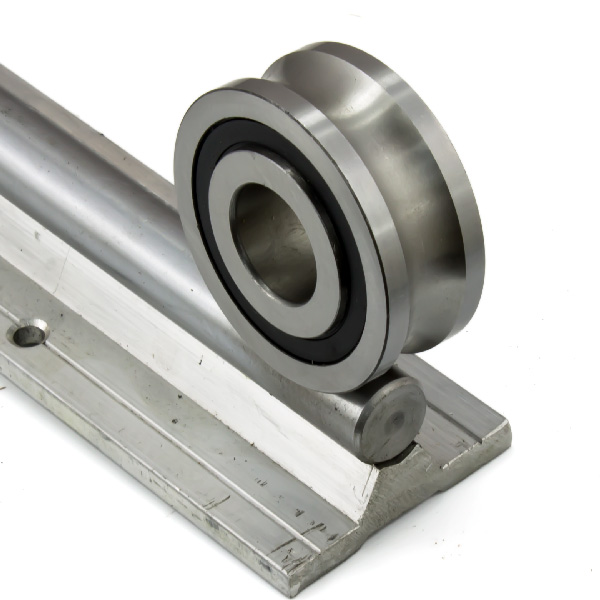 Граверы для нержавеющих сталей (никеля), GFK, кевлара, каленой стали и граверы по обычной стали различаются: первые имеют наиболее дорогой сплав K55SF, дающий возможность выполнять работы даже по каленой стали, имеющей твердость до 68HRC.
Граверы для нержавеющих сталей (никеля), GFK, кевлара, каленой стали и граверы по обычной стали различаются: первые имеют наиболее дорогой сплав K55SF, дающий возможность выполнять работы даже по каленой стали, имеющей твердость до 68HRC.
Примечание: в подобных гравировках нужно выполнять обильное смачивание с помощью масел или CОЖ, применять наиболее широкий угол, вылет фрезы из цанги должен быть минимально возможным; станки использовать только жесткие для обработки металлов.
Не следует пытаться выполнять работу с применением хлипких любительских станков. В случае, если необходимы еще более мощные граверы по металлу, следует использовать двухсторонние конусные фрезы, оснащенные четырьмя ножами (см. раздел, посвященный фрезам специального назначения) или граверы KCT, «Пирамидка SANDVIK».
$7
Характеристики:
Производство: США, состав — карбид вольфрама, сабмикрогранула, центровка ЧПУ (см. рис. 11).
рис. 11).
Рисунок 11
Назначение: Ведущий гравер-фреза, имеющий спиральную заточку. Оснащен идеальной балансировкой и центровкой для работ при повышенных оборотах с отсутствием биения (до 300 тыс. об/мин). Наличие двух спиральных ножей дает возможность подрезания стружки с выбросом вверх, при этом очищается от мусора гравируемый паз. Такая функция благоприятно влияет на продление срока эксплуатации гравера. Пазы полированные.
Рекомендован при работе с воском, пластиком, акрилом, древесиной, со всеми цветными металлами и сталью согласно формулам расчета по оборотам и шпинделя по таблице твердости металлов, приведенной выше, как для фрез диаметром 0,2 мм.
Примечание. В настоящее время модель KCT приобретает особую популярность в развитых странах, вытесняя граверы, оснащенные одним ножом. Данная модель является главным идеально сбалансированным инструментом для гравировальных работ по сувенирам, подаркам и прочих миниатюрным надписям.
«Пирамидка/сплав K15», Тайвань, $6
Модель TM TOPINCITY, «Пирамидка SANDVIK+титан», Швейцария, $15
Характеристики:
Назначение: Гравер (см. рис. 12) применяют в случае, когда требуется выполнять работы по гравировке тонких линий на твердых материалах – на сплавах нержавеющих сталей, чугуне, стали, бронзе, дюрали, прочих твердых и хрупких металлах, а также пластике, компаундах и композитах.
Рисунок 12
Не применяют данный гравер при гравировке тягучих металлов, тягучих пластмасс ввиду того, что гранями гравера будет «размазываться» мягкий материал по краю гравирующей линии, однако твердые либо хрупкие материалы будут иметь ровные края, без излишних наплывов. Чем более твердый обрабатываемый материал, тем шире нужно выбирать угол. При работе с наиболее твердыми материалами и для длительного срока службы следует использовать пирамидку из сплава SANDVIK экстра-класса, имеющую титановое покрытие и ЧПУ-центровку. Включает 4 ножа, 60 градусов. Sandvik служит при работе в критических нагрузках.
Включает 4 ножа, 60 градусов. Sandvik служит при работе в критических нагрузках.
Примечание. Для более долгой службы пирамидки врезание в материал необходимо выполнять максимально под углом 20 градусов, а по возможности необходимо выставлять как можно меньшие углы врезания для входа пирамидки в материал боком. Если пирамидку опускать вертикально в материал, то износ кончика пирамидки возрастет.
Для того, чтобы избежать отламывания кончика, необходимо выполнять определенные рекомендации, приведенные в следующей таблице.
$6 (закругленные)
Характеристики:
Назначение: Данные граверы (см. рис 13) содержат не плоскость, а скругление на торце.
Рисунок 13
Подобные граверы служат для обработки микрорельефов с одновременной подрезкой края. Основным применением таких граверов является подготовка миниатюрных трехмерных литейных форм, работа с воском, модельным пластиком и мягкими металлами.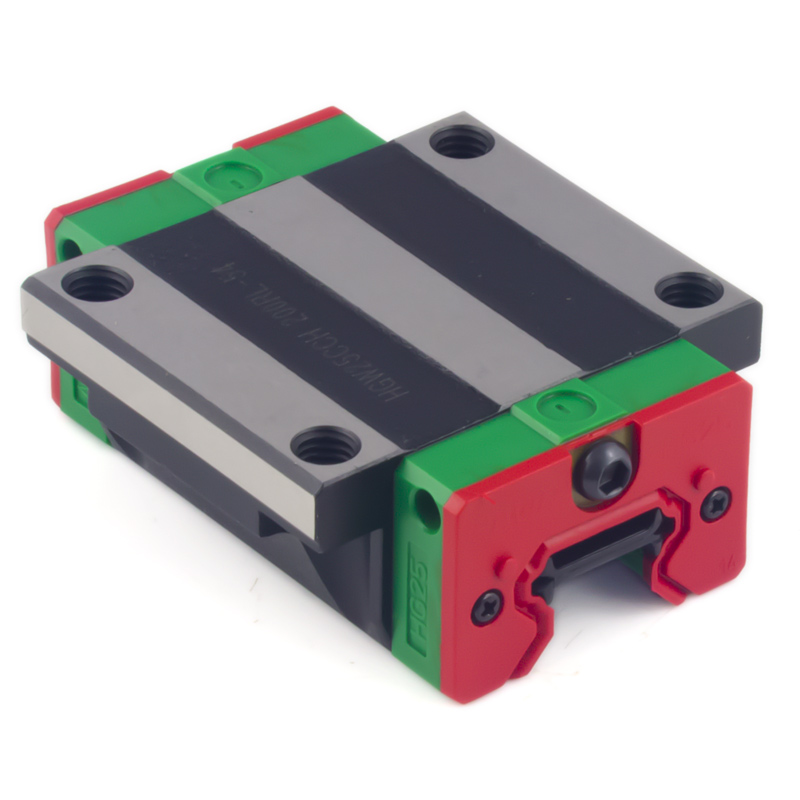
Граверы с хвостовиком, 6 мм, $8
Характеристики:
Назначение: Данные граверы (рис. 14) применяются при необходимости проработки широких расстояний между векторами или высоких боковых рельефных подрезок, при получении необходимых наклонов и пр.
Рисунок 14
Также подобные граверу будут удобны в случае применения боковой грани длинной заточки. Используются при работе с деревом, пластиками и мягкими металлами.
Примечание: в параметрах указывается величина полного угла. Если в программу вводится только одна сторона, следует делить полный угол напополам.
$25
Характеристики:
Назначение: Фреза-гравер (см. рис.15) оснащена одним конусным ножом, имеющим на конце сферическую заточку.
Рисунок 15
Подобная фреза применяется при обработке трехмерных рельефов с одновременной подрезкой рельефных краев. Также данной фрезой обрабатывают мягкие и твердые породы древесины, пластик, оргстекло, алюминий, акрил, медь.
Также данной фрезой обрабатывают мягкие и твердые породы древесины, пластик, оргстекло, алюминий, акрил, медь.
Примечание: указанный в параметрах полный угол следует делить на 2 в случае внесения в программу только одной стороны.
$13 (алмаз без вращения)
Характеристики:
Гравер алмазный (см. рис.16) «одиночная точка». Служит для гравировальных работ – выполнения тончайших линий на любых материалах, как на мягких металлах и пластиках, так и на очень твердых сталях, каленых сталях, металлокерамике, каленом стекле и пр.
Рисунок 16
Для данного гравера не требуется вращения, таким образом при гравировке следует остановить вращение шпинделя. С помощью данного гравера можно писать наитончайшие буквы, выполнять микронадписи на любом материале, проводить различные линии по вектору. Можно проводить такие линии по стеклу, и затем надламывать стекло, как и при использовании обычного ручного стеклореза. Модели DR дают возможность гравировать более толстые линии большей глубины с усиленными нагрузками. Может использоваться при обработке материала на небольшой глубине с имитацией фрезеровки в нужных местах.
Модели DR дают возможность гравировать более толстые линии большей глубины с усиленными нагрузками. Может использоваться при обработке материала на небольшой глубине с имитацией фрезеровки в нужных местах.
Рекомендации: Необходимо обеспечить четко горизонтальное положение заготовки для заглубления алмаза на одну глубину. При необходимости гравировки более твердых материалов выбирают шире угол во избежание излома кончика алмаза при усиленных боковых нагрузках. При необходимости фрезеровки на глубину необходимо использовать модели DR, поскольку они оснащены укороченным хвостовиком из нержавейки, имеют более твердый алмаз и способны выдержать максимальные боковые нагрузки. Наиболее тонкие линии гравировки получают посредством алмаза с углом 60 градусов, однако необходимо аккуратно осуществлять подачу боковой нагрузки, дабы не был обломлен кончик алмаза. Ширина гравируемой линии зависит от глубины, на которую гравер погружается в материал. Таким образом, для получения ширины линии 0,02 мм с помощью алмаза D-Point 60 следует опустить алмаз на 0,02 мм ниже поверхности, подлежащей гравировке, и аналогично для других алмазов. Можно также использовать резину и другие пружинящие подкладочные материалы для стабилизации давления на кончике алмаза. Алмазы более крупных размеров 0,5 и 1 карат (синтетические) имеют широкую гравировочную линию, однако служат гораздо дольше.
Можно также использовать резину и другие пружинящие подкладочные материалы для стабилизации давления на кончике алмаза. Алмазы более крупных размеров 0,5 и 1 карат (синтетические) имеют широкую гравировочную линию, однако служат гораздо дольше.
$65 (алмаз с вращением)
Характеристики:
Назначение: Гравер алмазный «четыре грани» (см. рис.17) служит для гравировки любых материалов: как мягких металлов, так и самых твердых сталей, каленых сталей, металлокерамических материалов, каленого стекла и пр.
Рисунок 17
Вращение данного гравера должен происходить со скоростью 3-6 тысяч об/мин. Его работа осуществляется аналогично фрезе «пирамидка», однако фрезеруется более толстая линия, нежели при использовании пирамидки или алмаза «одиночная точка». Можно делать надписи на любых материалах, а также рисовать различные линии по вектору либо проводить еще более широкие линии в ходе нескольких параллельных проходов.
В настоящее время алмаз является наиболее твердым материалом, но в работе с алмазным инструментом необходимо придерживаться определенных правил: нельзя ронять алмаз, так как он может расколоться; нельзя ударять его о заготовку, вбивать в заготовку; необходимо обеспечить ровное горизонтальное положение заготовки, подвергаемой гравировке, чтобы алмаз заглублялся в заготовку на одинаковую глубину.
$6 компрессионная резка
Характеристики:
Назначение: Фреза специальная компрессионная (см. рис. 18). Предназначена для резки тонколистовых материалов.
Рисунок 18
Направление верхних ножей — вниз, а нижних – вверх, что дает возможность выполнять резание тонкого пластика, цветных металлов, стали, избегая подрыва листа вверх и заусенец нижней и верхней части листа. Металл фрезы имеет определенный состав, позволяющий работать с любыми синтетическими пластиками и полимерами, с любыми цветными металлами, сплавами и сталью. При необходимости резки липкого алюминия, стали, меди и твердых сплавов рекомендуют подавать СОЖ.
При необходимости резки липкого алюминия, стали, меди и твердых сплавов рекомендуют подавать СОЖ.
ROLAND: граверы для станков с ЧПУ, длина 114 мм представлены на рисунке 19.
Рисунок 19
Направляющие качения – Энциклопедия по машиностроению XXL
Основными достоинствами направляющих качения являются малые силы сопротивления движению (меньшие до 20 раз, чем в направляющих скольжения), малая их зависимость от скорости перемещения и незначительная разница между силами трения покоя и движения. В связи с этим на направляющих качения могут быть достигнуты как быстрые, так и весьма медленные равномерные перемещения и установочные перемещения высокой точности. На направляющих скольжения такие медленные перемещения и точные подводы невозможны из-за скачков, т. е. колебаний, связанных с зависимостью сил трения от скорости. [c.468]К недостаткам направляющих качения относят большую сложность изготовления, чем направляющих скольжения, необходимость термической обработки дорожек качения до высокой твердости, повышенные требования к защите от загрязнений.
 [c.468]
[c.468]Направляющие качения применяют в машинах, если необходимо 1) уменьшить силы сопротивления движению для перемещения деталей вручную и для перемещения тяжелых деталей 2) медленно равномерно перемещать или точно устанавливать детали 3) перемещать детали с высокой скоростью. [c.468]
| Рис. 23.4. Схемы работы направляющих качения |
Направляющие качения, работающие с малыми общими числами циклов нагружений (обычно малой частотой ходов), рассчитывают на статическую контактную прочность. [c.471]
| Рис. 12. Схема сил трения в пло-ской направляющей качения |
 Примерно те же факторы определяют сопротивление перемещению и реверсу плоских и иных направляющих качения.
[c.420]
Примерно те же факторы определяют сопротивление перемещению и реверсу плоских и иных направляющих качения.
[c.420]Расчет. Учитывая, что в направляющих механизмов приборов действуют небольшие нагрузки, а действующая нагрузка в направляющих качения воспринимается несколькими роликами или шариками, расчет на прочность направляющих не производят. Потери на трение в направляющих определяют по зависимостям, приведенным в гл. 5, либо экспериментальным путем. [c.477]
Сочетания из стали и антифрикционного чугуна — закаленная сталь — антифрикционный чугун, сталь по стали, чугун по чугуну часто применяется при сравнительно невысоких скоростях скольжения для таких пар трения как направляющие скольжения- -станков, пары трения гидросистем, гильзы цилиндра—поршневые кольца двигателей, зубчатые и цепные передачи, диски фрикционных муфт и тормозов, подшипники и направляющие качения- [c.267]
Зубчатое зацепление, кулачок-толкатель Колесо—рельс, подшипники и направляющие качения [c.
 278]
278]Разгрузка пар трения качения представляет собой обычно более сложную задачу. Если просто разгрузить, например, направляющие качения, то возникнет опасность, что контактная жесткость будет мала. “ [c.399]
Направляющие качения являются основными в условиях необходимости точных координатных перемещений, равномерных медленных перемещений, весьма быстрых перемещений и, наконец, частых ручных перемещений. Эти направляющие обеспечивают силы сопротивления, практически независимые от скорости и до 20—30 раз меньшие, чем направляющие скольжения мешанного трения и медленные перемещения без скачков при наличии предварительного натяга обеспечивают повышенную жесткость допускают любые величины ходов (за счет специальных каналов возврата тел качения при больших ходах). [c.64]
По конструкции направляющие можно разбить на две группы направляющие скольжения и направляющие качения. [c.83]
Повысить чувствительность цилиндрического направления (независимо от конструкции шпоночного устройства) можно применив шариковую направляющую качения.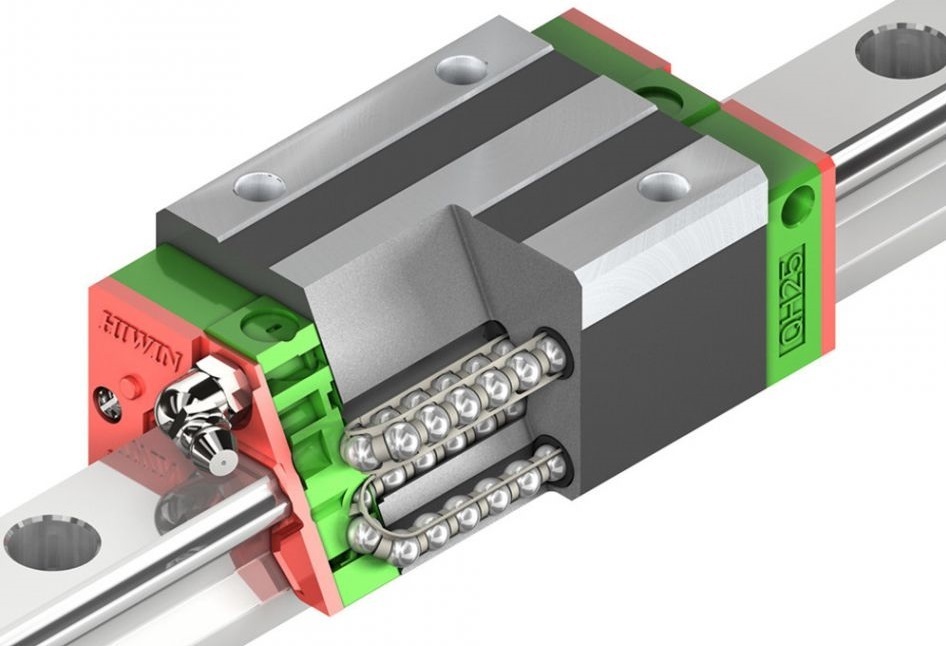 [c.87]
[c.87]
По выбранным элементам привода составляют его расчетную и структурную схемы и находят передаточные функции всех звеньев. При составлении уравнения движения штока потерями на трение в направляющих можно пренебречь, учитывая применение гидростатических направляющих и направляющих качения, в которых потери на трение незначительны. [c.155]
Из приведенного примера видно, что для деталей машин, основной характеристикой которых служит прочность, следует применять материалы с высокими механическими характеристиками. Детали, основным критерием работоспособности которых является контактная прочность (например, подшипники и направляющие качения, зубчатые и фрикционные передачи, шарниры цепей, роликовые муфты и патроны), следует изготовлять из материалов, позволяющих упрочнять рабочие поверхности деталей до высокой твердости при сохранении необходимой прочности сердцевины. [c.224]
Высокая точность координатных перемещений 0,025 мм) обеспечивается также использованием направляющих качения. Программа работы — заданные перемещения и последовательность действия всех исполнительных органов — записывается на перфоленте. На станке имеется устройство для цифровой индикации.
[c.189]
Программа работы — заданные перемещения и последовательность действия всех исполнительных органов — записывается на перфоленте. На станке имеется устройство для цифровой индикации.
[c.189]
В целях достижения максимальной лёгкости хода, особенно в заточных, копировально-фрезерных, радиально-сверлильных станках с ручными перемещениями, применяются направляющие качения. Телами качения являются замкнутые роликовые цепи, подшипники качения на жёстких и эксцен- [c.168]
В станках имеют применение круговые направляющие скольжения плоские, конические и V-образные (табл. 4 и фиг. 12—15 18) и направляющие качения шариковые и роликовые (табл. 4 и фиг. ]б. 17). Круговые направляющие применяются главным образом для столов (планшайб) с вертикальной осью у станков с горизонтальной осью обычно оказывается экономически выгодным обеспечивать требуемую точность и жёсткость направления планшайбы за счёт шпинделя, длина которого не так жёстко ограничивается габаритами, как у вертикальных станков. [c.175]
[c.175]
Для облегчения ручных установочных перемещений, а также в тех случаях, когда необходима высокая точность конечных перемещений, следует применять направляющие качения, приведённый коэфициеит трения которых порядка 0,001—0,003. Последние целесообразно применять также при выполнении отливок столов и кареток из лёгких сплавов. [c.189]
На рис. 4.31 показана схема двухкоординатного копировально-фрезерного станка, работающего при помощи магнитного ролика 7, перемещающегося вместе с ползуном 5. Выполненный из легкого сплава стол 6 копира 12 присоединен к копирному золотнику 8 силового цилиндра продольной подачи, а магнитный ролик 7 — к следящему золотнику 4 цилиндра 3 поперечной подачи. Стол 6 и ползун 5 имеют направляющие качения для уменьшения сил трения, которые нужно преодолевать магнитной силе ролика, и увеличения чувствительности перемещения следящего механизма золотника. Регулирование скорости подачи производится здесь либо общим дросселем, установленным на сливе, что дает возможность сохранить приблизительно постоянной сумму про-
[c. 410]
410]
Конструкция ползуна компактная. Вес опытного образца ползуна вместе с поршнем 9 составлял всего 7,4 кг. Применение направляющих качения, притертых поршня и штока без специальных уплотнений обеспечивает малые силы трения. Расположение следящего золотника внутри поршня значительно сокращает каналы и трубопроводы гидросистемы. Рычаг щупа выполнен из легкого сплава. [c.237]
В простых направляющих качения предусматривают планки с дорожками, заполняемыми телами качения роликами, nja-риками или иглами, получаемыми из подшипниковой промышленности. При перемещении деталей по этим направляющим тела качения катятся по дорожкам, совершая вращат( льное и циркуляционное возвратно-поступательное движение (рис, 23.3, а, б). [c.468]
При перемещении деталей по направляющим качения со скоростью v движение тел качения сводится к поступательному перемещению со скоростью 0,5ti и к вращению вокру собственной оси с окружной скоростью 0,5и. В этом легко убедиться, рассматривая движение тел качения как вращение вокруг центров их мгновенного вра ценин в точках контакта с неподвижной направляющей. Таким образом тела качения выкатываются из напраЕшяющих. Поатому если подвижная и неподвижная направляющие нри малых ходах имеют одинаковую длину, то длина сепаратора с телами качения должна быть
[c.469]
В этом легко убедиться, рассматривая движение тел качения как вращение вокруг центров их мгновенного вра ценин в точках контакта с неподвижной направляющей. Таким образом тела качения выкатываются из напраЕшяющих. Поатому если подвижная и неподвижная направляющие нри малых ходах имеют одинаковую длину, то длина сепаратора с телами качения должна быть
[c.469]
Для плоских направляющих качения (см. рис. 12) сила трения равна fnpF , а касательное усилие, необходимое для перемещения объекта (бабки, тележки и т. п.) по этим направляющим, Q За пр г. где Fr — нагрузка на опорную поверхность, / р — комплексно учитывающий все эффекты трения в направляющих экспериментальный коэффициент трения скольжения. Его значения для разных типов направляющих приведены ниже [c.421]
Известен ряд примеров применения автоматических подна-ладчиков для бесцентрово-шлифовальных станков. Общим недостатком большинства из этих конструкций является необходимость перемещать на весьма малые расстояния массивную бабку шлифовального круга (массой в несколько сот килограммов). Это перемещение должно составлять всего несколько микрометров и трудно достижимо из-за погрешностей и деформаций промежуточных звеньев (от датчика до шлифовального круга), а также из-за недостаточной чувствительности механизма подачи. Эта чувствительность зависит главным образом от величины сил трения в цепи механизма подачи и в направляющих шлифовальной бабки. Для уменьшения этих сил применяют принудительную смазку направляющих специальными маслами под давлением, используют направляющие качения и шариковые пары винт — гайка стремятся сократить до предела кинематическую цепь подналадчика или перемещать через эту цепь не часть станка, несущую инструмент (бабку шлифовального круга и суппорт токарного станка), а упор, ограничивающий перемещение исполнительного органа. Такой путь является перспективным, что подтверждается испытанием некоторых опытных конструкций подналадчиков для шлифовальных станков.
[c.130]
Это перемещение должно составлять всего несколько микрометров и трудно достижимо из-за погрешностей и деформаций промежуточных звеньев (от датчика до шлифовального круга), а также из-за недостаточной чувствительности механизма подачи. Эта чувствительность зависит главным образом от величины сил трения в цепи механизма подачи и в направляющих шлифовальной бабки. Для уменьшения этих сил применяют принудительную смазку направляющих специальными маслами под давлением, используют направляющие качения и шариковые пары винт — гайка стремятся сократить до предела кинематическую цепь подналадчика или перемещать через эту цепь не часть станка, несущую инструмент (бабку шлифовального круга и суппорт токарного станка), а упор, ограничивающий перемещение исполнительного органа. Такой путь является перспективным, что подтверждается испытанием некоторых опытных конструкций подналадчиков для шлифовальных станков.
[c.130]
Детали, относящиеся к первому классу — это детали, несущие высокие нагрузки кронштейны, зубчатые колеса. Детали, к которым предъявляются требования по стабильности геометрической формы и работающие на износ при трении скольжения в условиях большой загрязненности смазки, а также при трении качения станины с направляющими скольжения токарно-винторезных, револьверных, горизонтальнорасточных, фрезерных и других станков, а также координатно-расточных, шлифовальных с недостаточной защитой направляющих станины координатно-расточных, резьбошлифопальных, шлифовальных станков с направляющими качения ползуны, поперечины, накладные направляющие шабровочные и поверочные плиты и линейки. Детали, к которым предъявляются требования в части герметичности при давлении свыше 80 кПсм детали гидро- и пневмоаппаратуры — цилиндры, корпусы Eia o oB, золотников.
[c.95]
Детали, к которым предъявляются требования по стабильности геометрической формы и работающие на износ при трении скольжения в условиях большой загрязненности смазки, а также при трении качения станины с направляющими скольжения токарно-винторезных, револьверных, горизонтальнорасточных, фрезерных и других станков, а также координатно-расточных, шлифовальных с недостаточной защитой направляющих станины координатно-расточных, резьбошлифопальных, шлифовальных станков с направляющими качения ползуны, поперечины, накладные направляющие шабровочные и поверочные плиты и линейки. Детали, к которым предъявляются требования в части герметичности при давлении свыше 80 кПсм детали гидро- и пневмоаппаратуры — цилиндры, корпусы Eia o oB, золотников.
[c.95]
Все эти подвески (кроме корзиночной) обеспечивают перемещение наконечника по сфере, которое при малых отклонениях приближенно можно считать плоским. Строго плоское движение обеспечивают безрычажные подвески, в которых наконечник в виде диска, перекатывающегося по проверяемой цоверхности, смещается либо в направляющих качения 3 — рис. 3, б, либо в направляющих скольжения 1 и. 2 — рис. 3, в [10]. В обоих случаях в центре диска имеется коническое гнездо — первый элемент механизма модульного преобразования.
[c.211]
3, б, либо в направляющих скольжения 1 и. 2 — рис. 3, в [10]. В обоих случаях в центре диска имеется коническое гнездо — первый элемент механизма модульного преобразования.
[c.211]
Изменение вида трения. Применение конструкций узлов, в которых трение скольжения заменено трением качения, характеризующимся при нормальных условиях акснлуатации заначительио меньшей интенсивностью изнашивания. Применение направляющих качения, передач винт — гайка качения, опор качения для валов (шшшделей) и т. д. [c.24]
Коэффициент трения покоя в чугунных направляющих смешанного трения в случае, когда не принято специальных мер для снижения трения, составляет в среднем 0,25. Применение специальных антискачковых масел позволяет снизить коэффициент трения покоя в чугунных направляющих до 0,075 – 0,09. Коэффициент трения покоя направляющих, армированных специальными антискачковыми пластмассами на основе фторопласта, составляет 0,04 — 0,06, у направляющих качения — 0,002 — 0,003, а у гидростатических и аэростатических направляющих он еще меньше.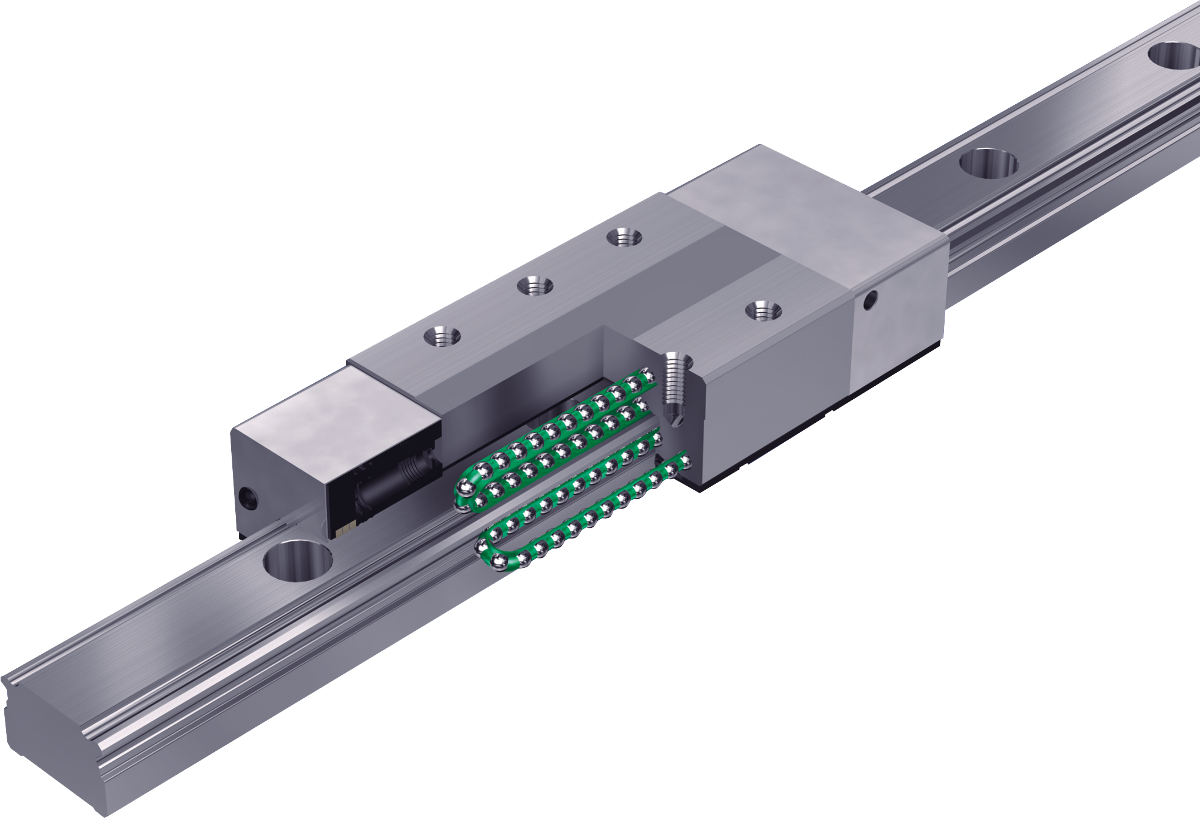 [c.590]
[c.590]
К классу II с допускаемой амплитудой скорости колебаний Оа = 0,1 мм/с, отнесены электронные микроскопы с разрешением 0,4 нм и более, растровые электронные микроскопы, фотоэлектрические интерферометры для поверки штриховых мер, стационарные специализированные приборы на основе голографии, компараторы, измерительные машины длины более 1 м, установки для поверки долемикрометровых головок, приборы для контроля линейных размеров с электронным индикатором контакта и ценой деления менее 0,1 мкм, оптические скамьи длиной до 5 м, эталонные установки для измерения плоского угла, автоколлиматоры с ценой деления 0,5″ и менее, гониометры с погрешностью измерения 1″ и менее, экзаменаторы с ценой деления 0,1″, кругломеры, сферометры, весы лабораторные образцовые 1а 1-го и 2-го разрядов, лабораторные рычажные 1-го и 2-го классов точности, торсионные весы, особо точные продольные и круговые делительные машины, ультрамикротомы, металлорежущие станки особо высокой точности шлифовальной группы с направляющими качения, тяжелые высокоточные зу-бофрезерные станки, мастер-станки и т. п., плавильные печи для выращивания кристаллов, поливные машины для нанесения эмульсионных слоев.
[c.121]
п., плавильные печи для выращивания кристаллов, поливные машины для нанесения эмульсионных слоев.
[c.121]
Современные тенденции развития машиностроения направлены на повышение скоростей при работе в автоматическом режиме и создание легкоподвижности узлов автоматизированного оборудования путем применения специальных смазок, введения смазки под давлением, перехода к подшипникам и направляющим качения и т. п. Поэтому повышения точности воспроизведения и устойчивости гидравлических следящих приводов следует добиваться путем изыскания и введения новых нелинейностей, формирующих в приводе периодические перемещения, которые на плоскости А — р образуют полупетлю типа кривой J (рис. 3.51), подобно тому, как это делает сочетание нелинейных характеристик перепада давления p(h, q) и сухого трения T(V ). Практика показывает, что введение нелинейности в канал управления двухкоординатным гидравлическим следящим приводом станков КФГ-1 [72] позволило в 6—8 раз повысить быстродействие следящего привода и тем самым значительно расширить технологические возможности серийных станков КФГ-1.
 Для повышения устойчивости следящих приводов эффективными являются механизмы, создающие нагрузки вида вязкого трения с нелинейной характеристикой, а также управляющие золотники с нелинейной характеристикой [121]. Практика изготовления копировально-фрезерных станков КФС-20 на Горьковском заводе фрезерных станков показала целесообразность применения в высокоскоростных гидравлических следящих приводах управляющих золотников с переменной длиной щели, обладающих нелинейной характеристикой q(h). Исследуем степень эффективности введения указанных нелинейностей, применяя метод гармонической линеаризации.
[c.214]
Для повышения устойчивости следящих приводов эффективными являются механизмы, создающие нагрузки вида вязкого трения с нелинейной характеристикой, а также управляющие золотники с нелинейной характеристикой [121]. Практика изготовления копировально-фрезерных станков КФС-20 на Горьковском заводе фрезерных станков показала целесообразность применения в высокоскоростных гидравлических следящих приводах управляющих золотников с переменной длиной щели, обладающих нелинейной характеристикой q(h). Исследуем степень эффективности введения указанных нелинейностей, применяя метод гармонической линеаризации.
[c.214]Направляющие качения для металлорежущих станков
Известны направляющие качения для металлорежущих станков с подвижной и неподвижной направляющими, сопряженными между собой сепаратором с телами качения.
В предлагаемых направляющих качения для создания равномерного натяжного усилия на все тела качения по всей длине направляющих, регулируемого в одной точке, сепаратор выполнен неподвижным в виде ряда роликов, сопряженных с поверхностями осей подшипников качения.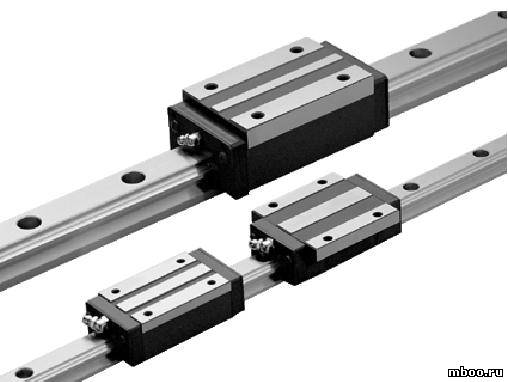
На фиг. 1 схематически изображены описываемые направляющие качения; на фиг. 2 – разрез по A-A на фиг. 1.
Они состоят из подвижной направляющей – шпиндельной головки 1, сопряженной с четырех сторон с подшипниками 2 качения, посаженными на оси 3, сопряженными своими вырезами с роликами 4. Последние своими буртами с одной стороны входят в паз неподвижной направляющей колонны 5, а с другой стороны опираются на две оси 3 и, таким образом, ориентируют их, а также поддерживают все оси с подшипниками качения. Винт 6, закрепленный на колонне 5, опирается на один из роликов 4 и служит для создания заданного предварительного натяга в направляющих. Усилие от подвижной направляющей 1 на неподвижную направляющую 5 передается через одну сторону подшипников 2, осей 3 и роликов 4. Ролики 4 и оси 3 создают неподвижный сепаратор, поскольку во время работы направляющих этот сепаратор не двигается и одинаково работает как в горизонтальном, так и вертикальном положениях.
Винтом 6 можно регулировать натяг в сепараторе и, тем самым, в направляющих.
Ремонт корпусных деталей
Станины являются основной базовой частью станка для установки на ней неподвижных и перемещения подвижных узлов. Изготовляют станины либо литьем из чугуна СЧ 20, СЧ 15 и др. с толщиной стенок 10—15 мм у легких и 25—35 мм у тяжелых станков, либо сваркой из стальных листов и профильного проката. Станина имеет обычно коробчатую форму с ребрами жесткости внутри.
Для поступательного или вращательного перемещения подвижных узлов станина имеет направляющие скольжения или качения. Направляющие скольжения выполняют различной формы заодно со станиной или накладными из цементируемых либо азотируемых сталей, закаленных до высокой твердости, антифрикционных металлов, пластмасс. К станине они крепятся винтами или клеем. С целью уменьшения сил трения и износа направляющие смазывают с помощью индивидуальных масленок, роликов и др., а на поверхности направляющих выполняют смазочные канавки.
К станине они крепятся винтами или клеем. С целью уменьшения сил трения и износа направляющие смазывают с помощью индивидуальных масленок, роликов и др., а на поверхности направляющих выполняют смазочные канавки.
Для станков повышенной точности и с ЧПУ применяют гидро- и аэростатические направляющие, в которых масло (или воздух) под давлением подается в специальные несущие карманы в сопряженных с направляющими поверхностях столов (кареток). В результате обеспечивается минимальное сопротивление перемещению подвижного узла, повышается точность установки обрабатываемой детали (заготовки), грузоподъемность, быстроходность и снижается скорость изнашивания направляющих.
| Применяются для коротких направляющих станков нормальной точности. Отличаются технологичностью, хорошо удерживают смазочный материал. Недостатками данной конструкций является то, что они требуют более сложных устройств для регулирования зазора и плохо удаляется стружка |
Данный вариант конструкции применяется для горизонтальных направляющих при малых скоростях перемещения.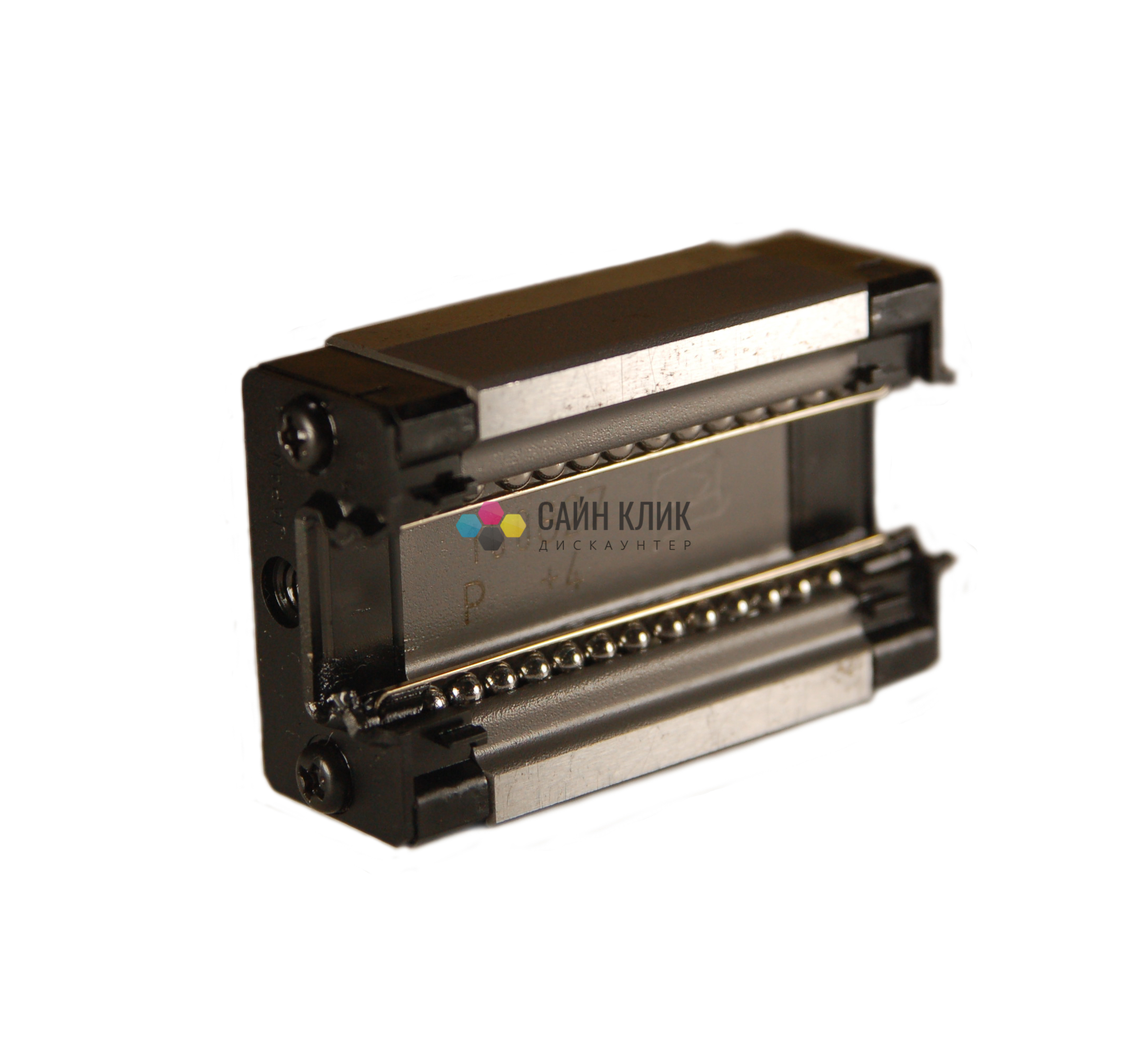 Обеспечивают точное перемещение, хорошее удаление стружки, саморегулировку зазора при износе за счет опускания стола (каретки) Обеспечивают точное перемещение, хорошее удаление стружки, саморегулировку зазора при износе за счет опускания стола (каретки) |
| Применяются для горизонтальных направляющих при больших скоростях и повышенных требованиях к точности перемещения. Обеспечивают наилучшие условия смазки и саморегулировку зазора при износе. Недостатки: нетехнологпчность и необходимость в защите от стружки грязи и пыли. |
| Применяются чаще для вертикальных направляющих при небольших скоростях перемещения. Отличаются простотой изготовления, хорошим удалением стружки и грязи, высокой износостойкостью. |
| Применяются для горизонтальных, наклонных и вертикальных направляющих при небольших скоростях и длине перемещения. Отличаются технологичностью и простотой регулировки зазора с помощью клиньев и планок. Условия смазки средние. Значительны механические потери на трение. |
Позволяют осуществлять быстрые перемещения с высокой точностью. Потери на трение очень малы. Сопротивление движению во много (до 20) раз меньше, чем в направляющих скольжения. Делятся на роликовые и шариковые в зависимости от формы тел качения, расположенных между направляющими станины и перемещающимся столом. Шарики и ролики разделены сепаратором. В качестве тел качения применяются также ролики малого диаметра и значительной длины (иглы). Потери на трение очень малы. Сопротивление движению во много (до 20) раз меньше, чем в направляющих скольжения. Делятся на роликовые и шариковые в зависимости от формы тел качения, расположенных между направляющими станины и перемещающимся столом. Шарики и ролики разделены сепаратором. В качестве тел качения применяются также ролики малого диаметра и значительной длины (иглы). |
| Применяются для машин с вращающимися столами или планшайбами. Делятся на направляющие скольжения и качения и имеют форму кольца. Направляющие скольжения выполняются плоскими (1), коническими (2), V-образны-ми (3). Направляющие качения в зависимости от формы тел качения делятся на шариковые (4) и роликовые (5). |
Левина З.М. (1974) Расчет и конструирование направляющих качения с роликовыми опорами. Рекомендации
Изложены рекомендации по расчету и конструированию направляющих качения с роликовыми опорами, полученные на основе экспериментального и теоретического исследований и систематизации конструкций.
Белорусская косметика не является основной темой представленного издания.
Приведены технические характеристики роликовых опор, даны рекомендации по выбору формы направляющих, типоразмера и числа опор, вида и конструкции устройств для создания предварительного натяга. Рассмотрено определение нагрузок на опоры, дан расчет опор на долговечность, жесткость и сопротивление движению. Сформулированы технические условия на точность изготовления базовых деталей и монтажа опор.
Рекомендации предназначены для конструкторов станкостроительных заводов и СКБ, занимающихся проектированием прецизионных станков и станков с ЧПУ.
ВВЕДЕНИЕ
В направляющих прямолинейного движения станков в последние годы применяются роликовые и шариковые опоры с циркуляцией тел качения по замкнутой траектории, представляющие собой отдельные законченные узлы, своего рода подшипники качения прямолинейного движения. Такие опоры позволяют использовать качение в конструкциях с большой, практически неограниченной, длиной хода узла, изготовлять направляющие качения в виде самостоятельных узлов централизованно на специализированных предприятиях (аналогично подшипникам качения), надежнее защищать направляющие, так как в роликовых опорах нет деталей, выступающих за пределы перемещающегося узла.
Наиболее широко роликовые и шариковые опоры используются в станках с ЧПУ — токарно-револьверных, фрезерно-расточных, сверлильных, многоцелевых, длина хода узлов которых, как правило, 1000 мм и более.
В настоящее время Воронежский станкозавод им. 50-летия Ленинского комсомола изготовляет роликовые опоры серии Р88 конструкции Специального конструкторского бюро зубошлифовальных и зубозаточных станков (г. Витебск) и ЭНИМСа.
Направляющие с роликовыми опорами, работающие в паре со стальными накладными направляющими имеют более высокую нагрузочную способность и жесткость, чем другие виды направляющих. Использование их взамен направляющих скольжения дает возможность снизить сопротивление движению, повысить точность положения узлов, обеспечить равномерность медленных перемещений и увеличить долговечность направляющих при интенсивной работе и повышенных скоростях.
Направляющие для поступательного перемещения | 5ти томное издание «Методы Проектирования», автор Игнатьев Н.
 П.
П.Описание
Направляющие для поступательного перемещения (Демоверсия)
ДЕМОВЕРСИЯ является сокращенным вариантом статьи (книги) позволяющим получить общее представление о содержащимся в ней материале, прежде всего, в части наличия примеров конструктивного исполнения рассматриваемых технических решений
Направляющие для поступательного перемещения агрегатов и узлов (столов, суппортов, кареток) являются основным конструктивным элементом любого технического объекта, обеспечивающим точное расположение его подвижных и неподвижных сборочных единиц, при этом направляющие должны обладать только одной степенью свободы, которая обеспечивает поступательное перемещение агрегата. Направляющие имеют две поверхности контакта, одна их которых выполнена на неподвижной корпусной детали (станине, раме) а втора, имеющая ответную форму, на подвижной детали, например базовой детали каретки или суппорта. Направляющие по виду трения между взаимодействующими поверхностями делятся на следующие типы: направляющие смешанного трения (скольжения), направляющие жидкостного трения, направляющие качения
Независимо от вида трения, по форме направляющие поверхности делятся на плоские, призматические и цилиндрические, использование которых обычно определяется действующими на них нагрузками.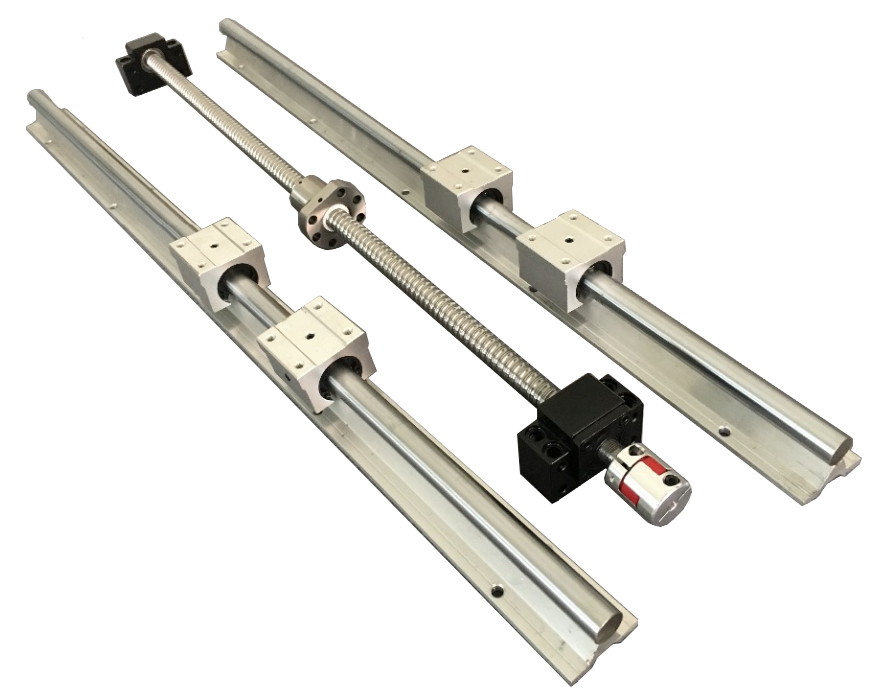 Материал направляющих должен обладать хорошими антифрикционными свойствами и способностью обеспечить работу направляющих в условиях конкретных удельных давлений и скоростей движения в течении гарантийного срока эксплуатации объекта. Для обеспечения своего функционального назначения направляющие должны быть выполнены с определенными требованиями по точности, в том числе: плоскостностью, прямолинейностью, параллельностью и шераховатостью. Кроме того направляющие должны обладать хорошими демпфирующими свойствами и обеспечивать минимальный зазором в соединении, а в ряде случаев работать с некоторым натягом (направляющие качения).
Материал направляющих должен обладать хорошими антифрикционными свойствами и способностью обеспечить работу направляющих в условиях конкретных удельных давлений и скоростей движения в течении гарантийного срока эксплуатации объекта. Для обеспечения своего функционального назначения направляющие должны быть выполнены с определенными требованиями по точности, в том числе: плоскостностью, прямолинейностью, параллельностью и шераховатостью. Кроме того направляющие должны обладать хорошими демпфирующими свойствами и обеспечивать минимальный зазором в соединении, а в ряде случаев работать с некоторым натягом (направляющие качения).
Направляющие скольжения
Основные типы направляющих скольжения столов технологического оборудования приводимых реечной передачей показаны на Рис 16.
Рис 1 Основные типы направляющих скольжения
На Рис 1а показана конструкция прямоугольных направляющих, предусматривающая наличие на нижнем торце стола 1 открытого паза, выступы 5 которого охватывают ответные горизонтальные выступы 6 на верхней поверхности станины 2, а также прижимные планки 3, которые крепятся к нижней плоскости выступов 5 стола и планку 3 для регулировки зазора в направляющих. На Рис 1б показана конструкция плоских направляющих отличающаяся от рассмотренной ранее тем, что на нижнем торце стола 1 выполнен выступ 7, а на верхнем торце станины 2 открытый паз 8, а между вертикальной привалочной плоскостью выступа 7 и левой вертикальной стенкой паза 8 установлена планка 4 для регулировки зазора в направляющих. На Рис 1в показана конструкция совмещенных плоской и призматической направляющих, предусматривающая наличие у стола 1 призматического паза и базовой плоскости выполненных в открытом пазу стола 1 контактирующих с ответным призматическим выступом 4 и плоскостью 7 станины 2, при этом нижние плоскости выступов 4 и 6 станины два охвачены прижимными пластинами 3, которые крепятся к выступам 5 стола 1. На Рис 1г показана конструкция призматических направляющих, в которых в отличие от предыдущего примера в столе 1 выполнено два призматических паза, а в станине два призматических выступа 4. На Рис 1е показана конструкция направляющих типа «ласточкин хвост» предусматривающих наличие в станине 2 призматических выступов 4 с углом профиля при вершине равным 55 град, плоскости 7 и 8 которого контактируют с ответными плоскостями, выполненными на выступах 5 стола и торце открытого паза, при этом между плоскостью 8 одного из выступов 4 станины и ответной плоскостью выступа 5 станины установлена планка для регулировки зазора в направляющих.
На Рис 1б показана конструкция плоских направляющих отличающаяся от рассмотренной ранее тем, что на нижнем торце стола 1 выполнен выступ 7, а на верхнем торце станины 2 открытый паз 8, а между вертикальной привалочной плоскостью выступа 7 и левой вертикальной стенкой паза 8 установлена планка 4 для регулировки зазора в направляющих. На Рис 1в показана конструкция совмещенных плоской и призматической направляющих, предусматривающая наличие у стола 1 призматического паза и базовой плоскости выполненных в открытом пазу стола 1 контактирующих с ответным призматическим выступом 4 и плоскостью 7 станины 2, при этом нижние плоскости выступов 4 и 6 станины два охвачены прижимными пластинами 3, которые крепятся к выступам 5 стола 1. На Рис 1г показана конструкция призматических направляющих, в которых в отличие от предыдущего примера в столе 1 выполнено два призматических паза, а в станине два призматических выступа 4. На Рис 1е показана конструкция направляющих типа «ласточкин хвост» предусматривающих наличие в станине 2 призматических выступов 4 с углом профиля при вершине равным 55 град, плоскости 7 и 8 которого контактируют с ответными плоскостями, выполненными на выступах 5 стола и торце открытого паза, при этом между плоскостью 8 одного из выступов 4 станины и ответной плоскостью выступа 5 станины установлена планка для регулировки зазора в направляющих. Этот тип направляющих хорошо воспринимает разнонаправленный опрокидывающих момент и боковые нагрузки, воздействующие на стол при его движении. Направляющие скольжения просты в изготовлении, особенно плоские направляющие, показанные на Рис 1а, б обладают большой нагрузочной способностью и жесткостью, а также способностью демпфировать возникающие в процессе движения колебания. Недостатками направляющих скольжения являются, повышенное трение и как следствие повышенный износ при работе на высоких скоростях, поэтому их используют только при перемещении стола с невысокой скоростью, а также скачкообразность движения стола при движении на ползучей скорости при разгоне и особенно при торможении, что не позволяет их использовать в приводах оборудования с ЧПУ.
Этот тип направляющих хорошо воспринимает разнонаправленный опрокидывающих момент и боковые нагрузки, воздействующие на стол при его движении. Направляющие скольжения просты в изготовлении, особенно плоские направляющие, показанные на Рис 1а, б обладают большой нагрузочной способностью и жесткостью, а также способностью демпфировать возникающие в процессе движения колебания. Недостатками направляющих скольжения являются, повышенное трение и как следствие повышенный износ при работе на высоких скоростях, поэтому их используют только при перемещении стола с невысокой скоростью, а также скачкообразность движения стола при движении на ползучей скорости при разгоне и особенно при торможении, что не позволяет их использовать в приводах оборудования с ЧПУ.
Поскольку станина и перемещающийся по ее направляющим стол или каретка являются дорогостоящими деталями, определяющими срок службы оборудования до капитального ремонта, а их долговечность в значительной степени определяется износостойкостью направляющих, то к последним предъявляются достаточно жесткие требования по этому показателю и поэтому они изготавливаются из материалов, которые обладают удовлетворительными противозадирными свойствами и низким коэффициентом трения при работе в паре. Удовлетворительно работают в паре направляющие станины и стола, выполненные из стали и чугуна. Станины обычно изготавливают из СЧ20, СЧ25, СЧ30, а направляющие перемещаемой детали упрочняют до твердости 48…53 HRCэ путем закалки ТВЧ или газопламенным методом. Износостойкость направляющих станины выполненной из чугуна повышают методом нанесения покрытий, например хромированием, при этом наносят слой хрома толщиной 25…30 мкм, что обеспечивает твердость направляющей до 62…72 HRCэ. Для повышения износостойкости ответных поверхностей направляющих стола их выполняют с накладными направляющими имеющими плоскую или призматическую форму, при этом они изготавливаются из цементируемых и закаленных сталей 20 и 18ХГТ; высоко углеродистых хромистых закаленных сталей ШХ15, ШХ15СГ, ХВГ, 9ХС, 7ХГ2В, 8ХФ и азотированных сталей 38ХМЮА, 40ХФ, 30ХН2МАД.
Удовлетворительно работают в паре направляющие станины и стола, выполненные из стали и чугуна. Станины обычно изготавливают из СЧ20, СЧ25, СЧ30, а направляющие перемещаемой детали упрочняют до твердости 48…53 HRCэ путем закалки ТВЧ или газопламенным методом. Износостойкость направляющих станины выполненной из чугуна повышают методом нанесения покрытий, например хромированием, при этом наносят слой хрома толщиной 25…30 мкм, что обеспечивает твердость направляющей до 62…72 HRCэ. Для повышения износостойкости ответных поверхностей направляющих стола их выполняют с накладными направляющими имеющими плоскую или призматическую форму, при этом они изготавливаются из цементируемых и закаленных сталей 20 и 18ХГТ; высоко углеродистых хромистых закаленных сталей ШХ15, ШХ15СГ, ХВГ, 9ХС, 7ХГ2В, 8ХФ и азотированных сталей 38ХМЮА, 40ХФ, 30ХН2МАД.
Примеры конструктивного исполнения наиболее часто применяемых накладных направляющих приведены на Рис 2.
Рис 2 Примеры конструктивного исполнения накладных направляющих
На Рис 2а показана конструкция накладной призматической направляющей 2, которая устанавливается на две взаимно перпендикулярные плоскости станины 1 и крепится винтом 3. Призматическая направляющая 2 конструкция которой показана на Рис 2б отличается от предыдущей тем, что имеет в отличии от нее призматический выступ, а не выборку. На Рис 2в показана конструкция плоской направляющей 2 с увеличенной толщиной и центрирующим выступом, который входит в ответный паз станины 1, при этом направляющая крепится на станине 1 винтом с потайной головкой 3 и гайкой 4. Плоская направляющая 2, конструкция которой показана на Рис 2г отличается от предыдущей тем, что в ней выполнен центрирующий паз, а не выступ, в который входит ответный выступ станины 1, при этом направляющая крепится на станине 1 болтом 3. На Рис 2д показана конструкция тонкой плоской направляющей 2, которая крепится к станине 1 винтами с потайной головкой 3, при этом она входит в паз станины, размер которого равен ширине направляющей 2. На Рис 2е показана конструкция плоской направляющей 2 увеличен-ной толщины, которая входит в паз станины 1, который выполнен с наклонной поверхностью и крепится посредствам винта 4 и прижимной планки 3 со скошенным торцем, который контактирует с наклонной поверхностью паза станины 1.
Призматическая направляющая 2 конструкция которой показана на Рис 2б отличается от предыдущей тем, что имеет в отличии от нее призматический выступ, а не выборку. На Рис 2в показана конструкция плоской направляющей 2 с увеличенной толщиной и центрирующим выступом, который входит в ответный паз станины 1, при этом направляющая крепится на станине 1 винтом с потайной головкой 3 и гайкой 4. Плоская направляющая 2, конструкция которой показана на Рис 2г отличается от предыдущей тем, что в ней выполнен центрирующий паз, а не выступ, в который входит ответный выступ станины 1, при этом направляющая крепится на станине 1 болтом 3. На Рис 2д показана конструкция тонкой плоской направляющей 2, которая крепится к станине 1 винтами с потайной головкой 3, при этом она входит в паз станины, размер которого равен ширине направляющей 2. На Рис 2е показана конструкция плоской направляющей 2 увеличен-ной толщины, которая входит в паз станины 1, который выполнен с наклонной поверхностью и крепится посредствам винта 4 и прижимной планки 3 со скошенным торцем, который контактирует с наклонной поверхностью паза станины 1.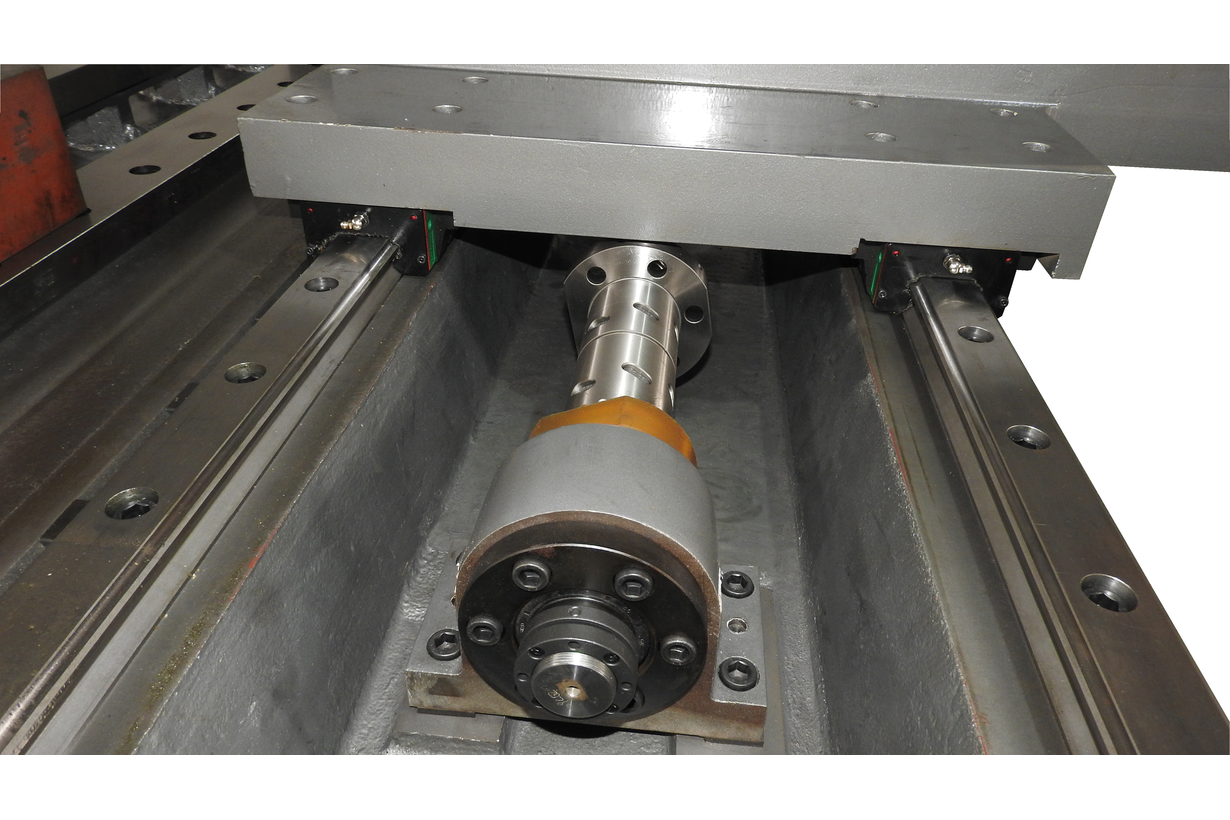 На Рис 2ж показана конструкция плоской направляющей 2 с двумя наклонными боковыми поверхностями, которые взаимодействуют правая с ответной наклонной поверхностью станины 1, а левая с ответной наклонной поверхностью прижимной планки 3, имеющей П – образную форму и взаимодействующей с выступом станины 1, к которой она крепится винтом 4. На Рис 2и показана конструкция наклонно расположенных направляющих штанг 2 прямоугольного сечения, в которых выполнен паз, посредствам которого они взаимодействуют с выступом станины 1 и крепятся к ней посредствам болтов 3. Направляющие штанги расположены на станине таким образом, что образуют базовую плоскость А, с которой взаимодействует перемещающий по ним суппорт станка, а их боковые поверхности взаимодействуют с суппортом по размеру Б.
На Рис 2ж показана конструкция плоской направляющей 2 с двумя наклонными боковыми поверхностями, которые взаимодействуют правая с ответной наклонной поверхностью станины 1, а левая с ответной наклонной поверхностью прижимной планки 3, имеющей П – образную форму и взаимодействующей с выступом станины 1, к которой она крепится винтом 4. На Рис 2и показана конструкция наклонно расположенных направляющих штанг 2 прямоугольного сечения, в которых выполнен паз, посредствам которого они взаимодействуют с выступом станины 1 и крепятся к ней посредствам болтов 3. Направляющие штанги расположены на станине таким образом, что образуют базовую плоскость А, с которой взаимодействует перемещающий по ним суппорт станка, а их боковые поверхности взаимодействуют с суппортом по размеру Б.
Рис. 3 Конструкция и способ крепления тонких направляющих пластин
В ряде случаев плоские и призматические направляющие скольжения оснащаются различными тонкими планками из антифрикционного материала (аллюминиевого сплава ЦАМ, бронзы, наполненного фторопласта, текстолита, капролона). Пластины из сплава ЦАМ 10—5 (ГОСТ 21437—75) изготовляют литьем; их ширина равна ширине направляющих (длиной 400 и толщиной S = 8 – 10 мм). На обработанную поверхность станины 1 (паз глубина которого меньше толщины направляющей пластины на величину h = 1,0 – 1,5 мм) устанавливаются направляющие пластины 2, с предварительно профрезерованными смазочными канавками, просверленными отверстиями для подвода смазки и под установку крепежных деталей, приклеивают эпоксидным клеем, а затем дополнительно крепят латунными винтами 3, предохраняющими пластины от смещения, при этом сверление и нарезание резьбы в станине под установку винтов 3 выполняется «по месту» (см. Рис. 3а). Затянутые винты 3 контрятся путем заливки головки эпоксидной смолой. После застывания клея рабочую поверхность пластины шабрят. Аналогичным образом крепятся пластины из бронзы и текстолита, но пазы на поверхности станины под их установку не делаются (см. Рис 3б). При установке направляющих пластин 3 на призматические направляющие 2 между ними могут устанавливаться упорные вставки 4, которые крепятся винтами 6, пери этом сами пластины крепятся посредствам латунных винтов 5.
Пластины из сплава ЦАМ 10—5 (ГОСТ 21437—75) изготовляют литьем; их ширина равна ширине направляющих (длиной 400 и толщиной S = 8 – 10 мм). На обработанную поверхность станины 1 (паз глубина которого меньше толщины направляющей пластины на величину h = 1,0 – 1,5 мм) устанавливаются направляющие пластины 2, с предварительно профрезерованными смазочными канавками, просверленными отверстиями для подвода смазки и под установку крепежных деталей, приклеивают эпоксидным клеем, а затем дополнительно крепят латунными винтами 3, предохраняющими пластины от смещения, при этом сверление и нарезание резьбы в станине под установку винтов 3 выполняется «по месту» (см. Рис. 3а). Затянутые винты 3 контрятся путем заливки головки эпоксидной смолой. После застывания клея рабочую поверхность пластины шабрят. Аналогичным образом крепятся пластины из бронзы и текстолита, но пазы на поверхности станины под их установку не делаются (см. Рис 3б). При установке направляющих пластин 3 на призматические направляющие 2 между ними могут устанавливаться упорные вставки 4, которые крепятся винтами 6, пери этом сами пластины крепятся посредствам латунных винтов 5. Направляющие пластины из наполненного фторопласта, поставляемого в виде рулона, ленты, или пластины, также изготавливают фрезерованием, включая выполнение смазочных канавок и отверстий, после чего крепят, с помощью винтов, как показано на Рис 3а, б. Форма смазочных канавок выполняемых на рабочей поверхности направляющих пластин зависит от места их установки. На плоских направляющих, воспринимающих основную часть нагрузки при движении стола, смазочные канавки выполняют в виде параллельно расположенных пазов и подводящими отверстиями (см. Рис. 3в). На вертикальных и наклонных направляющих смазочные канавки выполняются в виде единого змеевидного паза с подводящими отверстиями, при этом го поперечные участки делаются с небольшим обратным уклоном для задержания масла (см. Рис. 3г). На узких направляющих пластинах смазочные канавки выполняются в виде ломаной линии с наклонными сторонами (см. Рис. 3д)
Направляющие пластины из наполненного фторопласта, поставляемого в виде рулона, ленты, или пластины, также изготавливают фрезерованием, включая выполнение смазочных канавок и отверстий, после чего крепят, с помощью винтов, как показано на Рис 3а, б. Форма смазочных канавок выполняемых на рабочей поверхности направляющих пластин зависит от места их установки. На плоских направляющих, воспринимающих основную часть нагрузки при движении стола, смазочные канавки выполняют в виде параллельно расположенных пазов и подводящими отверстиями (см. Рис. 3в). На вертикальных и наклонных направляющих смазочные канавки выполняются в виде единого змеевидного паза с подводящими отверстиями, при этом го поперечные участки делаются с небольшим обратным уклоном для задержания масла (см. Рис. 3г). На узких направляющих пластинах смазочные канавки выполняются в виде ломаной линии с наклонными сторонами (см. Рис. 3д)
Помимо смазочных канавок, выполняемых в направляющих пластинах, в теле станины или стола выполняется система отверстий для подвода смазки в смазочные канавки. На Рис 4 показана система отверстий для подвода смазки выполненных в суппорте станка с прямоугольными направляющими. Станина 1 с направляющими пластинами охватывается П – образным суппортом 2 и прижимными планками 3, закрепленными посредствам винтов 7, в который выполнена система маслоподводящих отверстий 8 и 9 соединенных между собою и заглушенных резьбовыми пробками 10. При этом в месте стыка смазоч-ных отверстий в сопрягаемых деталях (суппорте 2 и прижимных планках 3) выполнены цековки, в которые установлены круглые уплотнительные кольца.
На Рис 4 показана система отверстий для подвода смазки выполненных в суппорте станка с прямоугольными направляющими. Станина 1 с направляющими пластинами охватывается П – образным суппортом 2 и прижимными планками 3, закрепленными посредствам винтов 7, в который выполнена система маслоподводящих отверстий 8 и 9 соединенных между собою и заглушенных резьбовыми пробками 10. При этом в месте стыка смазоч-ных отверстий в сопрягаемых деталях (суппорте 2 и прижимных планках 3) выполнены цековки, в которые установлены круглые уплотнительные кольца.
Рис 4 Система отверстий для подвода смазки выполненных в суппорте станка
с прямоугольными направляющими.
Важным условием точной и долговечной работы направляющих скольжения является зазор между их рабочими поверхностями, величина которого в зависимости от функционального назначения перемещаемого агрегата может колебаться от 0,1 – 0,2 мм до 0,05 – 0,01 мм. Поэтому в ряде случаев направляющие могут оснащаться устройствами для регулировки зазора.
Рис 5 Конструкция устройства для регули-ровки направляющих призматических по-средствам поперечных клиновых вставок.
На Рис 5 показана конструкция устройства для регулировки зазора в призматических направляющих посредствам поперечных клиновых вставок. Он содержит направляющую планку 1, закрепленную с помощью винтов 4 на станине 3 и находящуюся в постоянном контакте с ответной поверхностью направляющей каретка 2. Между станиной 3 и каждой направляющей планкой 1 установлены две поперечные клиновые вставки 5, контактирующие своими клиновыми поверхностями с ответными поверхностями направляющей планки 1 и имеющие возможность регулировки в вертикальном направлении винтами 6. Направляющие планки 1 постоянно отжимаются от направляю-щей поверхности каретки 2 посредствам пружин 7, установленных на шпильках 8 с кол-пачками 10, которые фиксируются гайками 9. Величина зазора между направляющими каретки 2 и ответными поверхностями направляющих планок 1 регулируется следующим образом. Вначале отпускают винты 4, а затем с помощью винтов 6 перемещают клиновые вставки 5 таким образом, чтобы между направляющей каретки 2 и направляющей планкой 1 образовался достаточный зазор (больший, чем его требуемая величина, которую необходимо получить в результате регулировки), при этом пружины 7 отжимают направляющие планки 1 от направляющих каретки 2. После этого между ответными клиновыми поверхностями каретки 2 и клиновыми планками 1 устанавлива
Вначале отпускают винты 4, а затем с помощью винтов 6 перемещают клиновые вставки 5 таким образом, чтобы между направляющей каретки 2 и направляющей планкой 1 образовался достаточный зазор (больший, чем его требуемая величина, которую необходимо получить в результате регулировки), при этом пружины 7 отжимают направляющие планки 1 от направляющих каретки 2. После этого между ответными клиновыми поверхностями каретки 2 и клиновыми планками 1 устанавлива
В данном разделе полной версии статьи приводится 5 примеров
конструктивного исполнения устройств для регулировки
положения направляющих скольжения для
поступательного перемещения (см. Рис. в таб.)
Примеры конструктивного исполнения направляющих для
поступательного перемещения
Рис 10 Каретка грузоподъемного устройства с реечным приводом и направляющими скольжения, обеспечивающими постоянный контакт направляющих планок и роликов по всей площади соприкосновения
На Рис 10 показана каретка грузоподъемного устройства с реечным приводом и направляющими скольжения, обеспечивающими постоянный контакт направляющих планок и роликов по всей площади соприкосновения. Каретка 1 жестко соединена с направляющими планками 2, которые входят с зазором S в пазы 3 роликов 4, установленных с возможностью поворота в стенках 6 неподвижного корпуса, стянутых стойками 7 и гайками 18, при этом центра роликов 4 смещены относительно оси направляющих скалок 2 на величину n, в противоположные стороны, как показано на Рис 25 (величина эксцентриситета n зависит от зазора в направляющих S и расстояния А между осями роликов 4). На каретке 1 закреплена рейка 17 зацепляющаяся с зубчатым колесом 16, закрепленным посредствам шпоночного соединения на приводном валу 8, который на подшипниках 12 и 13, поджатых в торцевыми крышками 14 и 15, установлен в буксах 10 и 11 расположенных в стенках 6 корпуса. При выдвижении каретки 1 грузоподъемного механизма влево, она под действием собственного веса и приложенного к ней усилия от веса перемещаемого груза стремится повернуться против часовой стрелки, это приводит к тому, что ее направляющие планки 2 расположенные в пазах 3 роликов 4, разворачиваются вместе с кареткой 1 с которой они жестко соединены на некоторый небольшой угол, поворачивая при этом ролики 4 за счет наличия эксцентриситета n в том же направлении.
Каретка 1 жестко соединена с направляющими планками 2, которые входят с зазором S в пазы 3 роликов 4, установленных с возможностью поворота в стенках 6 неподвижного корпуса, стянутых стойками 7 и гайками 18, при этом центра роликов 4 смещены относительно оси направляющих скалок 2 на величину n, в противоположные стороны, как показано на Рис 25 (величина эксцентриситета n зависит от зазора в направляющих S и расстояния А между осями роликов 4). На каретке 1 закреплена рейка 17 зацепляющаяся с зубчатым колесом 16, закрепленным посредствам шпоночного соединения на приводном валу 8, который на подшипниках 12 и 13, поджатых в торцевыми крышками 14 и 15, установлен в буксах 10 и 11 расположенных в стенках 6 корпуса. При выдвижении каретки 1 грузоподъемного механизма влево, она под действием собственного веса и приложенного к ней усилия от веса перемещаемого груза стремится повернуться против часовой стрелки, это приводит к тому, что ее направляющие планки 2 расположенные в пазах 3 роликов 4, разворачиваются вместе с кареткой 1 с которой они жестко соединены на некоторый небольшой угол, поворачивая при этом ролики 4 за счет наличия эксцентриситета n в том же направлении. Это обеспечивает сохранения контакта нагруженных поверхностей направляющих планок 4 и ответных поверхностей пазов 3 роликов 4 по всей длине соприкосновения
Это обеспечивает сохранения контакта нагруженных поверхностей направляющих планок 4 и ответных поверхностей пазов 3 роликов 4 по всей длине соприкосновения
В данном разделе полной версии статьи приводится 5 примеров
конструктивного исполнения направляющих для
поступательного перемещения (см. Рис. в таб.)
Гидростатические направляющие
В технологическом оборудовании, поступательно перемещающиеся столы и суппорты которого, испытывая в процессе работы значительные нагрузки должны обеспечивающие точное перемещения на заданное расстояние. Для этого чаще всего применяются гидростатические направляющие, отличающиеся от направляющих скольжения тем, что работают в условиях жидкостного трения. За счет наличия гидростатических направляющих масляной пленки привод перемещаемого стола или суппорта потребляет меньшую мощность, обладает хорошей демпфирующей способностью, обеспечивают высокую точность и равномерность движения, а также точное позиционирование (0,001 – 0,002мм). Однако жесткость таких направляющих ниже, чем направляющих скольжения и для их работы требуется создание сложной гидравлической системы подачи масла под определенным давлением и требуемым расходом. Для создания между контактирующими в процессе движения поверхностями постоянной масляной пленки в гидростатических направляющих выполнены карманы, в которые под давлением подается масло (варианты формы карманов показаны на Рис. 15в).
Однако жесткость таких направляющих ниже, чем направляющих скольжения и для их работы требуется создание сложной гидравлической системы подачи масла под определенным давлением и требуемым расходом. Для создания между контактирующими в процессе движения поверхностями постоянной масляной пленки в гидростатических направляющих выполнены карманы, в которые под давлением подается масло (варианты формы карманов показаны на Рис. 15в).
Рис 15 Принципиальная схема гидростатических направляющих и варианты формы маслоудерживающих карманов
По характеру восприятия нагрузки гидростатические направляющие делятся на разомкнутые (см. Рис. 15а) и замкнутые (см. Рис. 30б). Незамкнутые направляющие применяются в тех случаях, когда обеспечивается достаточно большая начальная нагрузка и незначительное ее изменение в процессе эксплуатации оборудования. Основное отличие замкнутых направляющих состоит в том, что они содержат, кроме основных, дополнительные направляющие, и это позволяет им воспринимать опрокидывающие моменты.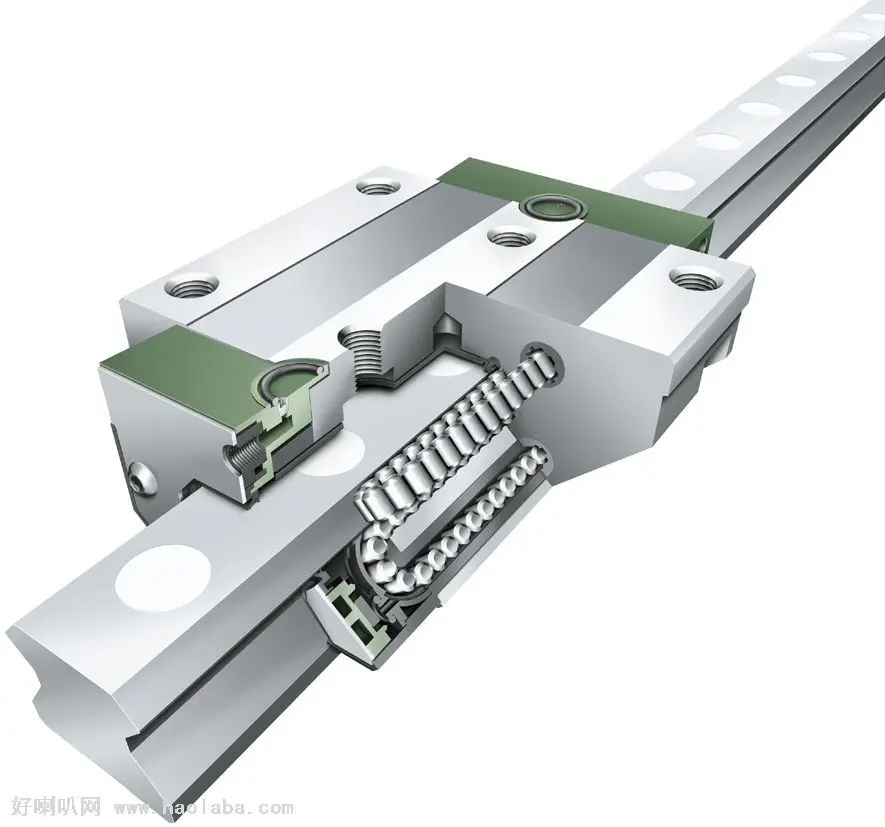
Рис 16 Схема работы разомкнутых и замкнутых гидростатических направляющих
Работают гидростатические направляющие следующим образом. Масло под постоянным давлением подается через дроссель в карманы на направляющих, оттуда оно вытекает наружу, преодолевая при этом сопротивление в зазорах (см. Рис.16) . В случае разомкнутых направляющих с увеличением нагрузки Р зазор h уменьшается, а его сопротивление и давление масла в нем возрастают (см. Рис. 16а). В результате новая нагрузка будет уравновешена возросшим давлением масла. В случае замкнутых направляющих давлением в зазоре h2 уравновешиваются нагрузка и давление в зазоре h3 (см. Рис.16б). Увеличение нагрузки Р ведет к уменьшению h2 и увеличению h3, т.е. к возрастанию давления в зазоре h2 и к уменьшению его в зазоре h3. В результате нагрузка Р уравновешивается. Масло к направляющим может быть подведено разными способами: через дроссели, установленные перед каждым карманом, от отдельных насосов для каждого кармана, через автоматические регуляторы подачи. Форма поверхности гидростатических направляющих, взаимодействующих в процессе движения, как и у направляющих скольжения, может быть плоской, призматической и цилиндрической. Рассмотрим примеры конструктивного исполнения гидростатических направляющие.
В результате нагрузка Р уравновешивается. Масло к направляющим может быть подведено разными способами: через дроссели, установленные перед каждым карманом, от отдельных насосов для каждого кармана, через автоматические регуляторы подачи. Форма поверхности гидростатических направляющих, взаимодействующих в процессе движения, как и у направляющих скольжения, может быть плоской, призматической и цилиндрической. Рассмотрим примеры конструктивного исполнения гидростатических направляющие.
Рис 20 Конструкция гидростатических направляющих каретки имеющих цилиндрическую форму
На Рис 20 показана конструкция гидростатических направляющих каретки имеющих цилиндрическую форму. Они содержат две опоры1 (опоры I типа) и две опоры 2 (опоры II типа), закрепленные посредствам болтов 7 на каретке 6, в отверстиях которых установлены две полые цилиндрические штанги 3, закрепленные на станине 5. Направляющая I типа, предназначена для создания гарантированного масляного слоя в зазоре между направляющей штангой 3 и отверстием в чугунном корпусе 6 направляющей опоры. Для этого в отверстии корпуса 6 направляюще выполнены гидростатические карманы 8 в виде отдельных канавок к которым масло под давлением подается через горизонтальные маслоподводящие отверстия 9, с установленными винтовыми дроссели 10 (Д1), а также система дренажных канавок 11 посредствам которых масло сливается в центральные отверстия полых направляющих штанг 3. Направляющая II типа, предназначена не только для создания гарантированного масляного слоя в зазоре между направляющей штангой 3 и отверстием в чугунном корпусе 6 направляющей опоры, но и обеспечивать зажим каретки при ее остановке. Для этого, она содержит запрессованную в корпус 6 втулку 12, в которой помимо гидростатических карманов 8 с маслоподводящими отверстиями 9 и дросселями 10, а также дренажных канавок 11, выполнены проточки 13 и 15, расположенные на обеих концах втулки, герметизированные резиновыми кольцами 14. При движении каретки 4 по направляющим штангам 3 масло от насоса Н под давлением через дроссели Д1 поступает в гидростатические карманы 8 опор 1 и 2, обеспечивая создание масляного слоя.
Для этого в отверстии корпуса 6 направляюще выполнены гидростатические карманы 8 в виде отдельных канавок к которым масло под давлением подается через горизонтальные маслоподводящие отверстия 9, с установленными винтовыми дроссели 10 (Д1), а также система дренажных канавок 11 посредствам которых масло сливается в центральные отверстия полых направляющих штанг 3. Направляющая II типа, предназначена не только для создания гарантированного масляного слоя в зазоре между направляющей штангой 3 и отверстием в чугунном корпусе 6 направляющей опоры, но и обеспечивать зажим каретки при ее остановке. Для этого, она содержит запрессованную в корпус 6 втулку 12, в которой помимо гидростатических карманов 8 с маслоподводящими отверстиями 9 и дросселями 10, а также дренажных канавок 11, выполнены проточки 13 и 15, расположенные на обеих концах втулки, герметизированные резиновыми кольцами 14. При движении каретки 4 по направляющим штангам 3 масло от насоса Н под давлением через дроссели Д1 поступает в гидростатические карманы 8 опор 1 и 2, обеспечивая создание масляного слоя. В это время гидрораспределитель Р с электромагнитным управление переключен в правое положение и масло в проточки 13 опор 2 не поступает (каретка 4 расторможена). После остановки каретки 4 гидрораспределитель Р переключается в левое положение и масло от насоса Н под давлением поступает в проточки 13, что приводит к тому, что концы втулок 12 плотно обжимают направляющую штангу 3 и происходит фиксации положения каретки 4 заданном положении.
В это время гидрораспределитель Р с электромагнитным управление переключен в правое положение и масло в проточки 13 опор 2 не поступает (каретка 4 расторможена). После остановки каретки 4 гидрораспределитель Р переключается в левое положение и масло от насоса Н под давлением поступает в проточки 13, что приводит к тому, что концы втулок 12 плотно обжимают направляющую штангу 3 и происходит фиксации положения каретки 4 заданном положении.
В данном разделе полной версии статьи содержится 4 примера
конструктивного исполнения гидростатических направляющих
для поступательного перемещения (см. Рис. в таб.)
Направляющие качения.
За последние 25 лет в качестве направляющих в машиностроении все более широко используются направляющие качения, что, прежде всего, связано с серийным выпуском большого количества их различных типов и типоразмеров. Это дает возможность, даже неспециализированным предприятиям эффективно использовать их при создании конструкции различных поступательно перемещающихся столов, суппортов и кареток. Широкая область применения направляющих качения объясняется их существенными преимуществами по сравнению с направляющими скольжение и гидростатическими направляющими, которые заключаются в том, что они обеспечивают: минимальные потери на трение, высокую точность перемещения и позиционирования, пониженные требования к смазке. Однако необходимо отметить, что область применения направляющих качения в определенной степени сужена наличием у них следующих недостатков: высокой стоимости, пониженного демпфирования, увеличенных габаритных размеров по сравнению, например, с плоскими направляющими скольжения.
Это дает возможность, даже неспециализированным предприятиям эффективно использовать их при создании конструкции различных поступательно перемещающихся столов, суппортов и кареток. Широкая область применения направляющих качения объясняется их существенными преимуществами по сравнению с направляющими скольжение и гидростатическими направляющими, которые заключаются в том, что они обеспечивают: минимальные потери на трение, высокую точность перемещения и позиционирования, пониженные требования к смазке. Однако необходимо отметить, что область применения направляющих качения в определенной степени сужена наличием у них следующих недостатков: высокой стоимости, пониженного демпфирования, увеличенных габаритных размеров по сравнению, например, с плоскими направляющими скольжения.
Рис 21 Основные виды направляющих скольжения.
По конструкции направляющие качения делятся на два вида, это направляющие выполненные на основе стандартных тел качения (шариков, роликов, игольчатых тел качения) и направляющие, выполненные на основе оригинальных опорных роликов перемещающихся по направляющим, имеющим плоскую, призматическую или цилиндрическую форму. На Рис 21а, б, в, г показаны направляющие качения первого вида, а на Рис 21д, е направляющие качения второго вида. На Рис 21а показана направляющая качения, выполненная на основе игольчатых тел качения, уложенных в сепаратор, закрепленный на неподвижной призматической направляющей и взаимодействующих с подвижной призматической направляющей имеющей зеркальную форму. На Рис 21б показана каретка установленная на направляющем рельсе посредствами шариковых направляющих качения. На Рис 21в показана каретка установленная на направляющем рельсе посредствами двух роликовых направляющих качения. На Рис 21г показана направляющая втулка, выполненная на основе нескольких замкнутых дорожек с установленными в них шариками. На Рис 21д показана каретка перемещающаяся посредствам реечной передачи по призматическим направляющим на опорных роликах. На Рис 21е показана двухкоординатная каретка перемещающаяся по цилиндрическим направляющим посредствам опорных роликов.
На Рис 21а, б, в, г показаны направляющие качения первого вида, а на Рис 21д, е направляющие качения второго вида. На Рис 21а показана направляющая качения, выполненная на основе игольчатых тел качения, уложенных в сепаратор, закрепленный на неподвижной призматической направляющей и взаимодействующих с подвижной призматической направляющей имеющей зеркальную форму. На Рис 21б показана каретка установленная на направляющем рельсе посредствами шариковых направляющих качения. На Рис 21в показана каретка установленная на направляющем рельсе посредствами двух роликовых направляющих качения. На Рис 21г показана направляющая втулка, выполненная на основе нескольких замкнутых дорожек с установленными в них шариками. На Рис 21д показана каретка перемещающаяся посредствам реечной передачи по призматическим направляющим на опорных роликах. На Рис 21е показана двухкоординатная каретка перемещающаяся по цилиндрическим направляющим посредствам опорных роликов.
Рис 22 Примеры конструктивного исполнения направляющих без циркуляции тел качения.
Направляющие первого вида делятся на два типа: направляющие без циркуляции тел качения и направляющие с циркуляцией тел качения, при этом каждый тип в свою очередь может быть с предварительным натягом и без него. На Рис 22 приведены примеры конструктивного исполнения направляющих без циркуляции тел качения. На Рис 22а показаны направляющие качения без предварительного натяга выполненные на основе двух комплектов стандартных игольчатых тел качения заключенных в стальные штампованные сепаратора, которые установлены между закаленными плоской и призматической ( V – образной ) направляющими станины и каретки. На Рис 22б показаны направляющие качения с предварительным натягом в двух направлениях выполненные на основе стандартных шариков заключенных в стальной штампованный сепаратор, которые установлены между закаленными призматическими (V – образными) направляющими станины и суппорта, при этом регулировка натяга в направляющих осуществляемым посредствам изменения положения левой призматической направляющей станины, которое выполняется с помощью установочного винта, вкручиваемого в резьбовое отверстие станины. На Рис 22в показана аналогичная предыдущей конструкция направляющих качения, которая выполнена на основе стандартных роликов. На Рис 22г показана направляющие качения типа «ласточкин хвост» с предварительным натягом в двух направлениях выполненные на основе стандартных игольчатых тел качения заключенных в стальные штампованные сепараторы, при этом регулировка натяга осуществляется аналогично примеру показанному на Рис 22б. На Рис 22д показаны прямоугольные направляющие качения с предварительным натягом в одном направлении выполненные на основе стандартных роликов, заключенных в стальные штампованные сепараторы, которые контактируют с закаленными направляющими закрепленными на станине и с закаленными линейками, закрепленными на суппорте посредствам прижимных планок, при этом регулировка натяга осуществляется аналогично примеру, показанному на Рис 22б. На Рис 22е показаны V – образные направляющие качения с предварительным натягом в двух направлениях выполненные на основе стандартных игольчатых тел качения, заключенных в стальные штампованные сепараторы при этом регулировка натяга осуществляется аналогично примеру, показанному на Рис 22б.
На Рис 22в показана аналогичная предыдущей конструкция направляющих качения, которая выполнена на основе стандартных роликов. На Рис 22г показана направляющие качения типа «ласточкин хвост» с предварительным натягом в двух направлениях выполненные на основе стандартных игольчатых тел качения заключенных в стальные штампованные сепараторы, при этом регулировка натяга осуществляется аналогично примеру показанному на Рис 22б. На Рис 22д показаны прямоугольные направляющие качения с предварительным натягом в одном направлении выполненные на основе стандартных роликов, заключенных в стальные штампованные сепараторы, которые контактируют с закаленными направляющими закрепленными на станине и с закаленными линейками, закрепленными на суппорте посредствам прижимных планок, при этом регулировка натяга осуществляется аналогично примеру, показанному на Рис 22б. На Рис 22е показаны V – образные направляющие качения с предварительным натягом в двух направлениях выполненные на основе стандартных игольчатых тел качения, заключенных в стальные штампованные сепараторы при этом регулировка натяга осуществляется аналогично примеру, показанному на Рис 22б. На Рис 22ж показана призматическая направляющая суппорта, которая в поперечном сечении имеет форму равнобедренного треугольника и выполнена на основе стандартных игольчатых тел качения заключенных в стальные штампованные сепараторы, при этом тела качения контактируют с закаленными направляющими закрепленными на станине, пригонки которых в требуемы размер позволяет обеспечить требуемую величину натяга. На Рис 22и показана цилиндрическая направляющая с нерегулируемым натягом, состоящая из направляющей скалки и втулки между которыми установлен сборный сепаратор, в конусных гнездах которого установлены шарики. В данном варианте направляющих требуемая величина натяга обеспечивается за счет точности изготовления скалки и втулки.
На Рис 22ж показана призматическая направляющая суппорта, которая в поперечном сечении имеет форму равнобедренного треугольника и выполнена на основе стандартных игольчатых тел качения заключенных в стальные штампованные сепараторы, при этом тела качения контактируют с закаленными направляющими закрепленными на станине, пригонки которых в требуемы размер позволяет обеспечить требуемую величину натяга. На Рис 22и показана цилиндрическая направляющая с нерегулируемым натягом, состоящая из направляющей скалки и втулки между которыми установлен сборный сепаратор, в конусных гнездах которого установлены шарики. В данном варианте направляющих требуемая величина натяга обеспечивается за счет точности изготовления скалки и втулки.
Однако в последнее время все чаще применяются направляющие с циркуляцией тел качения, поскольку по сравнению с рассмотренными направляющими качения обладают следующими преимуществами:
– более простая реализация направляющих качения при большом перемещении подвижного элемента (стола; суппорта, каретки),
– возможность создания направляющих качения в виде унифицированных узлов, производимых по аналогии с подшипниками специализированными предприятиями,
– более надежная и простая защита от попадания в направляющие грязи и пыли
В данном разделе полной версии статьи содержится примеров
конструктивного исполнения направляющих для поступательного
перемещения с циркуляцией тел качения (см. Рис. в таб.)
Рис. в таб.)
Помимо плоских направляющих с циркуляцией тел качения применяются и цилиндрические направляющие с аналогичным движением шариков или роликов в процессе движения перемещаемого узла или механизма.
Рис. 30 Варианты конструктивного исполнения цилиндрических направляющих качения
На Рис. 30а показан общий вид цилиндрической шариковой опоры с циркуляцией тел качения, корпус которой выполнен в виде втулки охватывающей цилиндрическую направляющую штангу. На Рис. 30б показан общий вид незамкнутой цилиндрической направляющей, установленной в корпус с базовой плоскостью для ее крепления на перемещаемом объекте (суппорте, каретке). На Рис 30в показана конструкция корпусе для установки направляющей втулки качения, фиксация которой осуществляется путем зажима винтом утоненной стенки корпуса, образованной сквозным продольным пазом. На Рис. 30г показана конструкция стола имеющего возможность горизонтального перемещения на цилиндрических штангах, посредствам направляющих качения , установленных в корпусах показанных на Рис 30б, в.
В данном разделе полной версии статьи содержится 7 примеров
конструктивного исполнения цилиндрических направляющих
качения для поступательного перемещения (см. Рис. в таб.)
В ряде случаев когда поступательно перемещаемый объект не испытывает в процессе движения значительных нагрузок и не требуется достаточная жесткость опор и высокая точность перемещения измеряемая микронами, достаточно часто используются направляющие, выполненные на основе оригинальных опорных роликов перемещающихся по направляющим штангам , имеющим плоскую, призматическую или цилиндрическую форму. Опорные ролики при этом могут иметь различный профиль поверхности сопряженной с направляющей штангой (см. Рис. 34). На Рис 34а показан опорный ролик с наружной цилиндрической поверхностью, установленный на оси посредствам шарикоподшипника, он обеспечивает фиксацию только вертикального положения перемещаемого объекта (суппорта, каретки), а также имеет невысокую нагрузочную способность, но прост в изготовлении.
Рис 34 Варианты конструктивного исполнения опорных роликов
На Рис 34б показан усиленный опорный ролик, с наружной цилиндрической поверхностью, за счет установки его на ось посредствам комплекта роликовых конических подшипников. На Рис 34в показан усиленный опорный ролик с V – образной наружной поверхностью, а на Рис 34г – усиленный опорный ролик с радиусной наружной поверхностью, при этом, оба ролика обеспечивают фиксацию перемещаемого объекта в вертикальном и горизонтальном положениях. На Рис 34д показан усиленный опорный ролик с зеркальной V – образной наружной поверхностью, который также обеспечивают фиксацию перемещаемого объекта в вертикальном и горизонтальном положениях. На Рис. 34е и 34ж показаны одноребордный и двухребордный опорные ролики наружная предназначенные для перемещения объекта по направляющим рельсам, они обеспечивает фиксацию только вертикального положения перемещаемого объекта. На Рис. 34и показана комбинированная опора содержащий наружную обойму с горизонтальной осью вращения, установленную на цилиндрической поверхности проушины посредствам двух рядов стандартных роликов, и ролик с вертикальной осью вращения, установленный на валике расположенном в отверстии проушины, которая в свою очередь закреплена на оси, устанавливаемой и неподвижно закрепляемой на перемещаемом объекте. Такая конструкция опоры обеспечивает фиксацию перемещаемого объекта в вертикальном и горизонтальном положениях.
Такая конструкция опоры обеспечивает фиксацию перемещаемого объекта в вертикальном и горизонтальном положениях.
В данном разделе статьи содержится 5 примеров оригинального
конструктивного исполнения направляющих поступательного
перемещения на опорных роликах (см. Рис. в таб.)
Рекомендации по проектированию направляющих
Перед тем, как приступить к непосредственной разработке конструкции направляющих для поступательного перемещения узла или агрегата проектируемого технического объекта, разработчику необходимо осуществить обоснованный выбор их типа. Основанием для этого являются технические требования, предъявляемые к ним, том числе:
– величина и направление действующих на перемещаемую корпусную деталь сил, а также наличие динамических нагрузок порождающих вибрации,
– ограничения по мощности привода поступательного перемещения,
– скорость перемещения,
– точность позиционирования, перемещаемой корпусной детали,
– требования к износостойкости направляющих
В данном разделе рассматриваются два варианта выполнения
направляющих для поступательно перемещающейся каретки
технологического оборудования (см. Рис. в таб.)
Рис. в таб.)
ЛИТЕРАТУРА
1 Бушуев В. В. Справочник. Практика конструирования машин М:, Машинострое-ние 2006г.
2 Бушуев В.В. Гидростатическая смазка в станках. М:, Машиностроение 1989г.
3 Детали и механизмы металлорежущих с танков. под ред. Решетова Д. Н.М:, Машиностроение 1972г.
4 Гусев В. Г. Учебное пособие. Конструкции и расчет направляющих металлорежущих станков Волгоградский ГУ 2011г
5 Игнатьев Н П Справочно – методическое пособие Проектирование механизмов Азов 2015г.
6 Левина З. М. Контактная жесткость машин М:. Машиностроение 1971г.
7 Расчет и конструирование направляющих качения с роликовыми опорами Рекомендации ЭНИМС Москва 1974
Полная версия статьи содержит 32 страницы текста и 41 чертеж
Для приобретения полной версии статьи добавьте ее в корзину
Стоимость полной версии статьи 200 руб
Направляющие линейные с подшипниками качения.
 (a) Направляющие с линейными, стационарными …
(a) Направляющие с линейными, стационарными …Context 1
… и стационарные роликовые направляющие наиболее широко используются в современных станках (см. рис. 6). Стационарные подшипники качения обычно используются, когда ход ползуна относительно короткий. Тела качения могут быть стальными шариками, роликами или иглами, которые предварительно нагружены между двумя сепараторами, прикрепленными к неподвижным и подвижным частям направляющих. У них низкое трение, высокая грузоподъемность и жесткость, но низкая конструкция…
Контекст 2
… в виртуальной среде с помощью компьютерной программы управления [92]. Программные системы MATLAB / Simulink TM и ADAMS TM позволяют интегрировать управляющие, кинематические и структурные модели станка и приводов подачи [60,118,126,127]. Виртуальный анализ взаимодействия между устройством управления приводом подачи и станком показан на рис. 36. Для моделирования станка используется гибкая имитационная модель с несколькими телами, которая описывает его структурное и кинематическое поведение в одном положении. Большие смещения в осях станка можно описать подвижной гибкой многотельной имитационной моделью …
Большие смещения в осях станка можно описать подвижной гибкой многотельной имитационной моделью …
Context 3
… управляющие модели всех приводов создаются либо в среде MATLAB / Simulink, либо в реальном ЧПУ. связаны со структурной динамической моделью приводов, как на рис. 36 [88]. Крутящий момент / сила, создаваемые инерционным движением, а также внешние нагрузки трения / резания моделируются, и результаты установившегося режима применяются с интервалами контура управления к конструкции станка в точках привода подачи и резания [37,38].Результирующие структурные колебания проецируются в положения привода и передаются обратно в …
Context 4
… моделирования всей системы в виртуальной среде (Рис. 36), виртуальной динамической модели машины подключен к физическому, фактическому ЧПУ для моделирования в реальном времени, как показано на рис. 37. Моделирование виртуальных станков в реальном времени называется «Моделирование аппаратного обеспечения в цикле».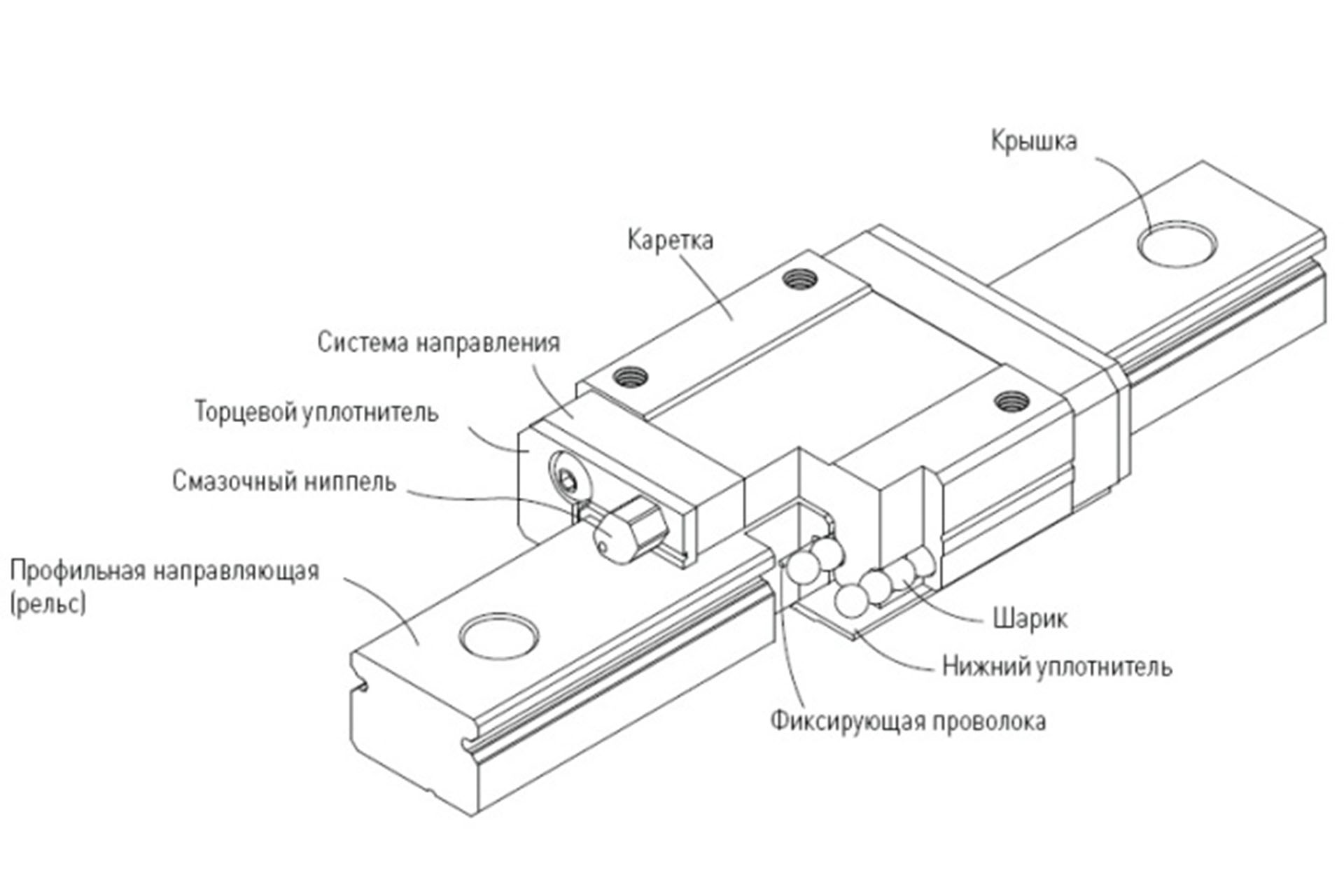 Математическая модель станка, состоящая из структурной модели станины, колонны, шпинделя, подачи…
Математическая модель станка, состоящая из структурной модели станины, колонны, шпинделя, подачи…
Краткий урок истории по линейному справочнику THK
Линейные направляющие использовались с доисторической эпохи, с изображениями аналогичных направляющих, которые использовались рабочими в Египте, хотя они не получили широкого распространения в качестве механиков до начала 20-го века.
Линейные направляющие – это система из блоков и направляющих, которая помогает поддерживать движение приложения. Система линейных направляющих состоит из двух частей: линейный блок перемещается по линейному рельсу вдоль плоскости, в которой расположен рельс.Блок движется вперед и назад по прямым линейным рельсам. Линейные блоки соединяются с движущимися компонентами путем установки на блок для поддержки движения указанного компонента. Движение создается по рельсу за счет шарикоподшипников с рециркуляцией внутри блока, который контактирует с рельсом.
Многие отрасли промышленности заказывают линейные направляющие THK у Technico, Inc для собственных нужд. Линейные направляющие используются для перемещения стола станка в направлении X или Y.В приложениях, требующих высокой точности, используются линейные направляющие из-за их высокой точности и точности.
Линейные направляющие используются для перемещения стола станка в направлении X или Y.В приложениях, требующих высокой точности, используются линейные направляющие из-за их высокой точности и точности.
Технологическая революция
Движущиеся части машины можно разделить на катящиеся, линейные или их комбинации. С появлением подшипников качения около 110 лет назад контакт качения стал стандартным методом качения. Это привело к большой технологической революции. Контакт качения не только экономил энергию движения, но и сводил к минимуму сопротивление трения и, таким образом, значительно улучшал производительность оборудования.Однако, несмотря на то, что аналогичные разработки в области линейного движения были бы в десять раз более ценными, создание направляющих через контакт качения было долгим.
Как THK изменила отрасль
THK решила проблему линейного движения, которая раньше считалась слишком сложной, с контактом качения, применив свои уникальные технологические возможности, и в 1972 году она стала первой компанией в мире, которая разработала и ввела в продажу направляющую линейного движения (LM). Их система линейного перемещения позволила быстро повысить точность, скорость и уменьшить трудозатраты передовых мехатронных инструментов.Благодаря thk lm guide станки и промышленные роботы стали способны выполнять сверхточные операции, а устройства для производства полупроводников теперь могут работать в субмикронных единицах. Использование линейных направляющих THK действительно расширилось за все предыдущие границы.
Их система линейного перемещения позволила быстро повысить точность, скорость и уменьшить трудозатраты передовых мехатронных инструментов.Благодаря thk lm guide станки и промышленные роботы стали способны выполнять сверхточные операции, а устройства для производства полупроводников теперь могут работать в субмикронных единицах. Использование линейных направляющих THK действительно расширилось за все предыдущие границы.
Не стесняйтесь обращаться к нашим дистрибьюторам систем управления перемещением в Technico, Inc., чтобы получить рекомендации по выбору правильной линейной направляющей THK для вашего следующего проекта. У нас есть специалисты по продажам, которые каждый раз помогут вам сделать правильный выбор.
Десять ведущих мировых брендов линейных направляющих
1. Японский THK
Японской компании THK нужно только посвятить себя разработке, производству и продаже направляющих качения LM, шариковых шлицев, шарико-винтовых пар, электрических интеллектуальных комбинированных устройств и других механических компонентов. Направляющие качения LM являются основным продуктом компании и первым в мире продуктом, в котором детали линейного качения используются на практике.Это делает реальностью разработку высокоточных, жестких, энергосберегающих и долговечных высокоскоростных станков.
Направляющие качения LM являются основным продуктом компании и первым в мире продуктом, в котором детали линейного качения используются на практике.Это делает реальностью разработку высокоточных, жестких, энергосберегающих и долговечных высокоскоростных станков.
Линейное движение:
- Направляющая LM
- Шлицевой шарнир
- Гайка шлица
- Втулка шарикового подшипника
- Ход LM
- Прецизионный линейный пакет
- Направляющая с перекрестными роликами
- Стол с перекрестными роликами
- Линейная шариковая направляющая
- Ролик LM
- Плоский ролик
- Слайд-пакет
- Слайд-рельс
Винт подачи:
- Шарико-винтовая передача
- Винтовая гайка
- Сменная гайка
2.Тайвань HIWIN
HIWIN Тайваньский бренд HIWIN – всемирно известный бренд линейных направляющих. Ее продукция включает линейные направляющие, шарико-винтовые пары, линейные модули, линейные двигатели, линейные приводы (электрические толкатели), системы измерения положения (магнитные Shan), двигатели DD и т. Д. Продукция широко используется в станках с ЧПУ, деревообрабатывающем оборудовании, транспортировке и транспортировке. оборудование, прецизионные измерительные приборы, оборудование для промышленной автоматизации, электронное полупроводниковое оборудование, роботизированные манипуляторы, упаковочное оборудование и т. д., во всех областях, требующих точного позиционирования линейной передачи.
Ее продукция включает линейные направляющие, шарико-винтовые пары, линейные модули, линейные двигатели, линейные приводы (электрические толкатели), системы измерения положения (магнитные Shan), двигатели DD и т. Д. Продукция широко используется в станках с ЧПУ, деревообрабатывающем оборудовании, транспортировке и транспортировке. оборудование, прецизионные измерительные приборы, оборудование для промышленной автоматизации, электронное полупроводниковое оборудование, роботизированные манипуляторы, упаковочное оборудование и т. д., во всех областях, требующих точного позиционирования линейной передачи.
Japan Thompson – первая компания в Японии, которая исследует и разрабатывает игольчатые роликоподшипники на основе уникальной технологии компании (и на основе этой высокой технологии) для выхода в новые области, такие как линейное перемещение и электромеханика.
Диапазон размеров от малых до больших, высокой жесткости и обеспечения направляющих для большой грузоподъемности минимальная ширина машины от направляющей до мира 1 мм.
Полупроводники, медицина, науки о жизни, солнечная энергия, станкостроение, строительство и другие отрасли.
Доступные типы направляющих качения включают ролик, шариковую направляющую качения, шариковые шлицы, перекрестно-роликовую направляющую, предотвращающую проскальзывание, а также линейные шариковые направляющие и вращающуюся втулку, чтобы удовлетворить потребности различных областей применения и геометрии машины – комбинированная серия.
4. Тайвань Иньтай PMI
Yintai Technology Co., Ltd. (PMI) была основана в 1990 году и специализируется на исследованиях и разработках, а также на прецизионных шарико-винтовых передачах.Сертифицированный международный сертификат качества ISO 9001 и экологический сертификат ISO14001. В ходе аудита, проведенного BSI в течение 2009/5 лет, компания по сертификации OHSAS-18001 была успешно сертифицирована. Он может производить мячи JISC0 от одного из немногих всемирно известных производителей и принимать во внимание защиту окружающей среды. В дополнение к соблюдению требований системы менеджмента качества, внедренной в последние годы, более активно продвигать внедрение «зеленой системы RoHS» и систем экологического менеджмента для соблюдения нормативных требований для достижения экологически чистой рабочей среды.
В дополнение к соблюдению требований системы менеджмента качества, внедренной в последние годы, более активно продвигать внедрение «зеленой системы RoHS» и систем экологического менеджмента для соблюдения нормативных требований для достижения экологически чистой рабочей среды.
Основная выпускаемая продукция:
- Шарико-винтовая передача
- Прецизионный шлиц винта,
- Линейная направляющая
- Шлицевой шарикоподшипник и линейный модуль
- Ключевые компоненты прецизионного оборудования
Основные сферы услуг:
- станок
- Электроэрозионный станок
- Станок для резки проволоки
- Машина для литья пластмасс под давлением
- Полупроводниковое оборудование
- Прецизионное позиционирование и другие виды оборудования и машин.
5. Немецкий REXROTH Rexroth
Немецкая компания Rexroth и бывший отдел технологий автоматизации Bosch объединились в 2001 году и стали компанией Bosch Rexroth. Он полностью принадлежит группе компаний Bosch, но действует независимо. Он обеспечивает:
Он полностью принадлежит группе компаний Bosch, но действует независимо. Он обеспечивает:
- Промышленная гидравлика.
- Электронная коробка передач и управление.
- Линейная передача и сборочная техника.
- Пневматика.
- Услуги гидравлической передачи.
- Гидравлические трансмиссии и решения для управления мобильной техникой.
6. Япония NSK
НСК ЛТД. (Сокращенно NSK) была основана в 1916 году и является первым производителем в Японии, который проектировал и производил подшипники. За последние несколько десятилетий NSK разработала бесчисленное количество новых подшипников для удовлетворения потребностей пользователей во всем мире и внесла большой вклад в промышленное развитие и технический прогресс.
7. Тайвань CPC
Тайваньская компания CPC, миниатюрные линейные направляющие были созданы в 1990 году, а миниатюрные компоненты линейного перемещения были впервые применены в прецизионных измерительных и испытательных приборах. Тайваньская компания CPC, направляющая CPC представляет собой своего рода направляющую качения. Используя стальной шарик, совершающий бесконечный цикл качения между ползуном и направляющей, грузовая платформа может легко перемещаться линейно с высокой точностью вдоль направляющей.
Тайваньская компания CPC, направляющая CPC представляет собой своего рода направляющую качения. Используя стальной шарик, совершающий бесконечный цикл качения между ползуном и направляющей, грузовая платформа может легко перемещаться линейно с высокой точностью вдоль направляющей.
Chieftec Precision Co., Ltd сокращенно сокращенно CPC. КПК обращает внимание на важность талантов как с точки зрения морали, так и с точки зрения технологий. Вся основная команда разрабатывает и производит высококачественные системы и компоненты линейного перемещения для создания устойчивых производственных процессов и инноваций.
Миниатюрные линейные горки «Жидэ» появились в 1990 году. Первоначальная команда «Жидэ» посвятила себя сильным сторонам горок микросерий. Микрослайды CPC в основном используются в прецизионных измерениях, электронике, автоматизации, полупроводниках и т. Д., И даже в других странах. Биомедицинские технологии приветствуются и утверждаются. По мере того, как компания продолжает расти и внедрять инновации, линейные слайдеры CPC были расширены до больших слайдов за короткий период времени. Серия ARC в основном используется в оборудовании автоматизации, а серии HRC и ERC предназначены для высоконагруженных машин, таких как станки.Разработанные изделия с высокой жесткостью и роликовые линейные направляющие ARR, HRR, LRR могут удовлетворить требования заказчиков к более высокой жесткости и точности.
Серия ARC в основном используется в оборудовании автоматизации, а серии HRC и ERC предназначены для высоконагруженных машин, таких как станки.Разработанные изделия с высокой жесткостью и роликовые линейные направляющие ARR, HRR, LRR могут удовлетворить требования заказчиков к более высокой жесткости и точности.
Теперь комплексная линейка продуктов CPC с направляющими достаточна для удовлетворения всего рыночного спроса на линейные направляющие и промышленных роботов.
8. Тайвань, TBI
TBI MOTION Global Transmission: шарико-винтовая передача / компоненты линейной скользящей передачи Expert
Global Transmission Technology Co., Ltd. (TBI Motion) – профессиональный производитель компонентов трансмиссии на Тайване. TBI Motion освоила ключевые базовые технологии, сосредоточившись на инновационных исследованиях и разработках. Он имеет несколько патентов на дизайн продукции и прошел сертификаты ISO9001, ISO14001 и ISO45001. С момента своего основания в 1986 году дистрибьюторские и коммерческие базы распределены по всему миру, «гарантия качества, стабильные поставки» широко признана клиентами со всего мира.
С момента своего основания в 1986 году дистрибьюторские и коммерческие базы распределены по всему миру, «гарантия качества, стабильные поставки» широко признана клиентами со всего мира.
TBI MOTION имеет полную линейку продуктов и производится на Тайване MIT.Основные продукты: шариковый винт, линейный суппорт, шариковый шлиц, поворотный шариковый винт / шлиц, одноосный робот, линейный подшипник, муфта, винтовая опора. так далее. . Спектр применения продукта обширен, и он находит применение в следующих отраслях:
9. Тайвань ABBA
Тайвань ABBAКомпания Taiwan National Standard Linear Technology Co. производит ABBA Linear Guide (ABBALinear), Ltd. Основана в 1999 году. Она является первым профессиональным производителем линейных направляющих рельсов на Тайване, получившим патент на самосмазывающиеся четырехрядные борта и внедрившим массовое производство.
В 2007 году ABBA присоединилась к группе SKF, входящей в подразделение линейных приводов, девяти мировых профессиональных заводах по производству линейных трансмиссий, демонстрирующих огромные масштабы предприятия мирового класса. В настоящее время фабрика покрывает 8000 этажей Тайваньской компании ABBA, одновременно расширяя производственное оборудование для увеличения производительности, достаточной для стабилизации предложения на внешнем мировом рынке.
В настоящее время фабрика покрывает 8000 этажей Тайваньской компании ABBA, одновременно расширяя производственное оборудование для увеличения производительности, достаточной для стабилизации предложения на внешнем мировом рынке.
Линейные направляющие ABBA Благодаря 20-летнему опыту производства, стабильному качеству продукции и высококачественной производственной среде продолжает расти, присоединенный к исходному сектору линейных передач от SKF Group разделен на независимые группы предприятий, и 7 октября 2019 г. название нового бренда Ewellix Yiwei Lai, мы будем следовать основным ценностям Yiwei Lai Group отстаивает «приверженность, гибкость, единство и сотрудничество», идею продолжения управления брендом, развития каналов, стратегии разработки многоотраслевых приложений и В полной мере сыграйте в Yiwei Lai Group, чтобы объединить глобальные операционные силы и ресурсы, создать безграничные возможности линейных рельсов и систем линейного привода, что приведет отрасль к новой эре.
Гибкая направляющая
- BR-все стальные шарики серии
- BC-цепной ремень серии
- BM-миниатюрная серия
- Двухосная серия
- Одноосная серия
- Самосмазывающийся линейный подшипник
Защитный кожух шарикового винта
- Серия трансформации / шлифования
- Седло опоры винта
Направляющие, используемые в тяжелых и высокоточных областях.
Компания SCHNEEBERGER была основана в 1923 году, 90 лет назад; SCHNEEBERGER (Schneider Borg) проектирование и производство линейных направляющих, линейные технологии заложили основу современного мира. Компания SCHNEEBERGER, разработавшая стандарты несущей способности, надежности и экономичности линейных направляющих, сегодня быстро стала отраслевым стандартом.
Как профессиональный производитель прецизионных линейных направляющих, SCHNEEBERGER использует передовые мировые технологии производства.
Высококачественные решения для линейного перемещения
- Индивидуальные подшипники / Направляющие скольжения
- Подшипник линейного перемещения со встроенной измерительной системой
- Подшипники линейного перемещения / линейные роликовые направляющие
- Направляющие / Микро-фрикционные и позиционные столы
- Зубчатые рейки
- Минеральное литье
- Системы точного позиционирования – системы перемещения
- Шариковые винты
Контактное лицо: Кэндис
Электронная почта: info @ tflbearing.com
MP / WhatsApp: (86) 15806631151
WeChat: 15806631151
Линейные направляющие с перекрестными роликами 6200-13z, для станков,
О компании
Год основания 2008
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R. 50 лакх – 1 крор
50 лакх – 1 крор
IndiaMART Участник с октября 2008 г.
GST27AAAPA6811F1ZA
Опираясь на значительный многолетний опыт, мы занимаемся импортом, производством, поставкой и экспортом Подшипников отличного качества и других промышленных товаров. Мы предоставляем продукты для линейного перемещения, линейные направляющие, линейные рельсы, шарико-винтовые передачи, гайки и муфты, стяжные стержни, концевые подшипники стержня, односторонние подшипники, подшипники ветряных турбин и подшипники поворота и многое другое.Кроме того, мы также ясно показываем Миниатюрные Подшипники, Роликовые Цепи Передачи, Подшипники из нержавеющей стали, Конические роликовые подшипники и Стальную трубу Подшипника. Эти продукты известны своей прочной конструкцией, низким энергопотреблением, высокой прочностью на разрыв и прекрасной отделкой.
Промышленную автоматизацию можно определить как использование установленных технологий и устройств автоматического управления, что приводит к автоматической работе и управлению производственными процессами без значительного вмешательства человека и достижению более высоких характеристик по сравнению с обычным ручным управлением.
 Эти системы автоматизации помогают достичь высокого уровня эффективности и производительности. Наши продукты широко используются в SPM для промышленной автоматизации, полиграфического и упаковочного оборудования, гравировальных машин, фрезерных станков с ЧПУ, ЧПУ, сельского хозяйства и оборонной промышленности. Мы производим нашу продукцию, используя только высококачественное сырье, закупаемое у сертифицированных поставщиков. Кроме того, для удобства клиентов мы принимаем простые способы оплаты. Наша организация имеет современную инфраструктуру, которая разделена на множество отделов, таких как производство, контроль качества и исследования и разработки.
Эти системы автоматизации помогают достичь высокого уровня эффективности и производительности. Наши продукты широко используются в SPM для промышленной автоматизации, полиграфического и упаковочного оборудования, гравировальных машин, фрезерных станков с ЧПУ, ЧПУ, сельского хозяйства и оборонной промышленности. Мы производим нашу продукцию, используя только высококачественное сырье, закупаемое у сертифицированных поставщиков. Кроме того, для удобства клиентов мы принимаем простые способы оплаты. Наша организация имеет современную инфраструктуру, которая разделена на множество отделов, таких как производство, контроль качества и исследования и разработки.Эти подразделения, которыми управляет команда прилежных и трудолюбивых профессионалов, помогают нам поставлять ролики, подшипниковые цепи и многие другие продукты высочайшего качества по номинальным ценам. Наша широкая дистрибьюторская сеть помогла нам завоевать огромный рынок по всему миру. Мы поддерживаем здоровые и сердечные отношения с нашими уважаемыми клиентами, в результате чего мы собрали обширную клиентскую базу и достигли годового оборота в 1,5 миллиона долларов США (или примерно 10 крор рупий).

Видео компании
Роликовые профильные рельсовые направляющие – LLU | Линейные направляющие и таблицы | Линейное движение | Продукты | IHB
Роликовые профильные рельсовые направляющие LLU SKF идеально подходят для использования в тяжелых отраслях промышленности, например: станки, автоматизация, литье пластмасс под давлением или погрузочно-разгрузочные работы.Высокая жесткость, высокие динамические и статические нагрузки, исключительная плавность хода и эффективное уплотнение каретки – большие преимущества, которые делают LLU подходящим для таких применений. Кроме того, следует отметить высокую точность роликовых профильных рельсовых направляющих LLU. Линейка LLU доступна в четырех классах точности (параллельность до направляющих 7 мкм / 4000 мм) и двух классах предварительной нагрузки.
4 модели каретки и
4 различных версии направляющих
есть в наличии.
Этот модульный системный подход позволяет разработать решение с высокой производительностью для широкого диапазона требований приложений.
Характеристики и преимущества
Рельсовая направляющая роликового профиля LLU SKF обладает следующими характеристиками и преимуществами:
Рельсовая направляющая роликового профиля LLU имеет четыре ряда цилиндрических роликов в О-образном расположении с четырьмя дорожками качения, ориентированными под 45 ° к основанию направляющей.Такое расположение оптимизирует распределение нагрузки по всем четырем основным направлениям нагрузки и соответствует стандарту ISO 14728. Эта особенность обеспечивает высокую степень гибкости конструкции. Способность выдерживать высокие нагрузки и моментные нагрузки делает эти рельсовые направляющие идеальными даже для очень требовательных приложений.
Плавная работа Оптимизированная рециркуляция, дорожки качения и O-образное расположение цилиндрических роликов обеспечивают надежную работу без залипания и проскальзывания в течение всего срока службы рельсовой направляющей.
Приложения имеют разные требования к нагрузке, точности и окружающей среде. В результате в направляющих роликовых профильных рельсов SKF LLU используются модульные компоненты, поэтому рентабельные решения могут быть построены с учетом потребностей области применения.
Доступны различные классы точности и предварительного натяга для удовлетворения различных потребностей. Кроме того, широкий выбор аксессуаров поддерживает его адаптацию к конкретным условиям окружающей среды.
Направляющая роликового профиля SKF Каретки и рельсы LLU защищены антикоррозийным составом для транспортировки, хранения и монтажа.На обеих концевых пластинах каретки есть четыре (3 + 1) смазочных канала в разных положениях для ручной смазки или подключения к автоматическим системам смазки. Один прямой пресс-масленка входит в стандартную комплектацию каждой каретки. Каретки полностью герметизированы двухкромочными уплотнениями на обоих концах и продольными уплотнениями вдоль рельса. Доказано, что уплотнения очень эффективны против проникновения загрязняющих веществ и имеют низкое трение.
Каретки полностью герметизированы двухкромочными уплотнениями на обоих концах и продольными уплотнениями вдоль рельса. Доказано, что уплотнения очень эффективны против проникновения загрязняющих веществ и имеют низкое трение.
Основные размеры всех профильных рельсовых направляющих SKF соответствуют стандарту ISO 12090-1.Это обеспечивает взаимозаменяемость размеров со всеми производителями, соответствующими ISO. Глобальная сеть продаж и распространения SKF обеспечивает доступность запасных частей и удобство обслуживания для всех систем по всему миру.
линейные направляющие, рельсовые направляющие | Ewellix
Посещая и используя этот веб-сайт / приложение Ewellix Group, то есть AB Ewellix и / или любого из ее аффилированных лиц («Ewellix»), вы соглашаетесь со следующими условиями:
Отказ от гарантий и ограничение ответственности
Несмотря на то, что были предприняты все меры для обеспечения точности информации на этом веб-сайте / приложении, Ewellix предоставляет эту информацию «КАК ЕСТЬ» и ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАясь, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ ТОВАРНОСТИ И ПРИГОДНОСТИ ДЛЯ ОСОБЕННАЯ ЦЕЛЬ.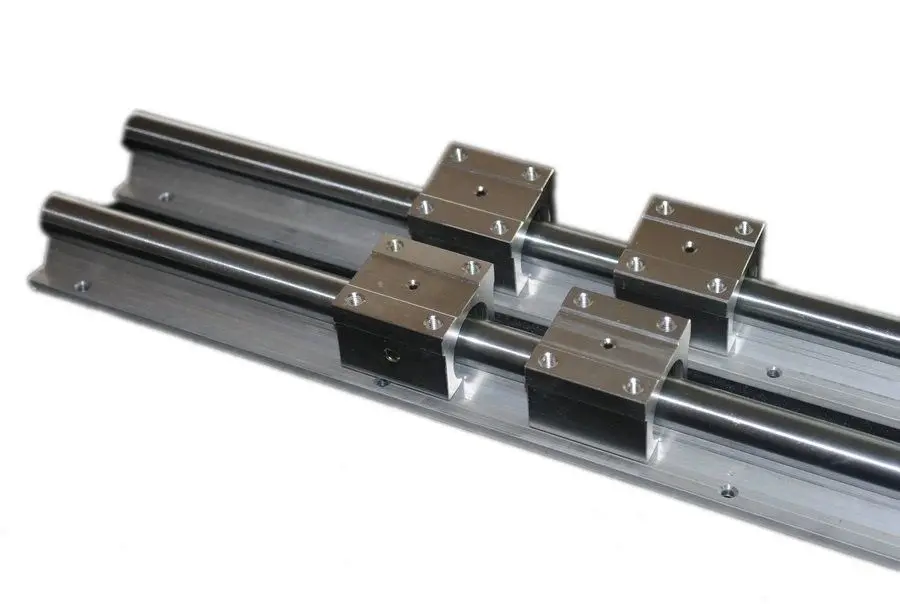 Вы признаете, что используете этот веб-сайт / приложение на свой страх и риск, что вы берете на себя полную ответственность за все расходы, связанные с использованием этого веб-сайта / приложения, и что Ewellix не несет ответственности за любые прямые, случайные, косвенные или косвенные ущерб любого рода, возникший в результате вашего доступа или использования информации или программного обеспечения, доступных на этом веб-сайте / приложении.
Вы признаете, что используете этот веб-сайт / приложение на свой страх и риск, что вы берете на себя полную ответственность за все расходы, связанные с использованием этого веб-сайта / приложения, и что Ewellix не несет ответственности за любые прямые, случайные, косвенные или косвенные ущерб любого рода, возникший в результате вашего доступа или использования информации или программного обеспечения, доступных на этом веб-сайте / приложении.
Любые гарантии и заявления на этом веб-сайте / приложении в отношении продуктов или услуг Ewellix, которые вы покупаете или используете, будут регулироваться согласованными условиями в контракте на такие продукты или услуги.
Кроме того, для веб-сайтов / приложений, не принадлежащих Ewellix, которые упоминаются на нашем веб-сайте / приложении или где появляется гиперссылка, Ewellix не дает никаких гарантий относительно точности или надежности информации на этих веб-сайтах / приложениях и не несет ответственности за созданные или созданные материалы. опубликованные третьими лицами, содержащиеся в нем. Кроме того, Ewellix не гарантирует, что эти веб-сайты / приложения или другие связанные веб-сайты / приложения не содержат вирусов или других вредоносных элементов.
опубликованные третьими лицами, содержащиеся в нем. Кроме того, Ewellix не гарантирует, что эти веб-сайты / приложения или другие связанные веб-сайты / приложения не содержат вирусов или других вредоносных элементов.
Авторские права
Авторские права на этот веб-сайт / приложение.Авторские права на информацию и программное обеспечение, которые доступны на этом веб-сайте / в приложении, принадлежат Ewellix или ее лицензиарам. Все права защищены. Все лицензированные материалы, касающиеся лицензиара, предоставили Ewellix право использовать свои материалы. Информация и программное обеспечение, доступные на этом веб-сайте / приложении, не могут воспроизводиться, дублироваться, копироваться, передаваться, распространяться, храниться, изменяться, загружаться или иным образом использоваться для любого коммерческого использования без предварительного письменного согласия Ewellix. Однако его можно воспроизводить, хранить и загружать для использования отдельными лицами без предварительного письменного разрешения Ewellix. Ни при каких обстоятельствах эта информация или программное обеспечение не могут быть переданы третьим лицам.
Ни при каких обстоятельствах эта информация или программное обеспечение не могут быть переданы третьим лицам.
Этот веб-сайт / приложение содержит определенные изображения, используемые по лицензии Shutterstock, Inc.
Товарные знаки и патенты
Все товарные знаки, названия брендов и корпоративные логотипы, отображаемые на веб-сайте / приложении, являются собственностью Ewellix или ее лицензиаров и могут не могут быть использованы без предварительного письменного разрешения Ewellix. Все лицензированные товарные знаки, опубликованные на этом веб-сайте / в приложении, в отношении лицензиара предоставили Ewellix право использовать свой товарный знак.Доступ к этому веб-сайту / приложению не предоставляет пользователю никаких лицензий на какие-либо патенты, принадлежащие или лицензированные Ewellix.
Изменения
Ewellix оставляет за собой право вносить изменения или дополнения в этот веб-сайт / приложение в любое время.
Система линейных направляющих для роликовых подшипников Redi-Rail
Тип продукта
Подшипники скольжения, шариковые подшипники, рельсы и валы, линейные направляющие, приводы, винты, общие, прикладная коботикаРазмер
Дюймы ISO MetricJIS MetricДоставка
Быстрый корабльПроизводительность
Нагрузка и срок службыОптимальнаяПодходящая Скорость ВозможностиОптимальнаяПодходящаяТочностьОптимальнаяПодходящаяУстановка и обслуживаниеОптимальнаяПодходящаяОкружающая среда
Мелкие частицыОптимальноПодходящиеТяжелые частицыОптимальноПодходящиеМехатроника
Приводы – МехатроникаОптимальноПодходящиеОптимальныеПодходящиеДлинныеСредниеКороткиеБыстрыеСредние винты со свинцовыми шайбамиШариковый винт с ленточным приводомПрямой_интегрированный парный_Монтаж двигателяОптимальноПодходитМакс. От 59 до 74,8 дюйма)> 1900 мм (74,8 дюйма) Тип подшипника Плоский подшипникКамерный роликовый шариковый подшипникТип приводаВинтовой винтШариковый винт с ременным приводом
От 59 до 74,8 дюйма)> 1900 мм (74,8 дюйма) Тип подшипника Плоский подшипникКамерный роликовый шариковый подшипникТип приводаВинтовой винтШариковый винт с ременным приводомПриложения
AutomotiveAssembly & Maintenance PlatformInterfaces & InfrastructuresTest & SimulationChemicalAssembly & PreparationPlatform Lift SystemsOxidation & ExtractionTemperature ControlTest Tube FillersChemical TransferMixing & BlendingClean EnergySolar EnergyWind EnergyCommunicationsAssembly & PreparationPlatform Lift ActuatorOxidation & ExtractionTemperature ControlTest Tube FillersChemical TransferMixing & BlendingAntenna SatellitesRadio EquipmentElectronicsAutomatic Теллера (банкоматы) Счетные SystemsPet Tag ManufacturingLimit переключатели и SensorsHigh напряжения CircuitKey ПроизводствоАвтоматизация производстваРоботы и манипуляторыПрессование, резка и склейкаПечать и сканированиеУпаковка, паллетирование и дозированиеСварка, пайка и сверлениеАвтоматические складыИзмерение и контрольТехнология кормленияАвтоматизация дозированияЛазерная обработкаСборка и испытательные системыЛифтыПродовольственные товары orsСельскохозяйственные и лесохозяйственные машиныОборудование для производства древесиныОбработка машин и транспортных средствЛинии для производства фанерыМашины для удаления деревьевМашинные инструментыЗагрузка и разгрузкаИнструментальный обменПозиционирование инструментовИзмерениеЗапирание положенияДвери, люки и крышкиПерегрузка материаловГрузовые грузовые автомобили и передвижные подъемные устройстваПодъемники для грузовых автомобилейЗамораживание грузовых контейнеров Поддон для хранения грузов Платформы для сборки самолетовТехническое обслуживание самолетовОбращение с крыльями самолетовМедицина и здравоохранениеУпаковка и преобразованиеБумагаРучное оборудование для производства бумагиНамотка и намоткаПокрытие и упаковкаБумажная мельницаМультиваркаСекция бумажной катушкиПереработка целлюлозы рип BuildersTire Протектор MeasurementStrip WrappersRoll Токарные и GrindersProfile InspectionBead AssemblingTread & Боковина ExtrudersBalance & Force InspectionTransportationProduction Rail SawsTrack панель LiftersTransportation AssemblyRail оборудованиеПодъемники Обслуживание StandsCustom Транспортные VehiclesAirport LogisticsQuality AssurancePlatforms & ConveyorBus & Train DoorsJetwaysAerospace & DefenseGround Транспорт & See Системы Ракеты и Precision Guided MunitionsAntenna ElevationAircraft Ассамблея PlatformsAircraft MaintenanceAircraft Крыло HandlingSeat Системы регулировки Регулятор тяги Камеры безопасностиОружейные прицелы и системы .