Цилиндрические направляющие для ЧПУ станков
Цилиндрические направляющие для ЧПУ станков- Фрезерно-гравировальныe станки
- Лазерные станки с ЧПУ
- Станок плазменной резки
- Станки для школ
- 3D Принтеры
- Покрасочный станок
- Комплектующие к ЧПУ
- Комплектующие для лазерных станков
- Комплектующие для волоконных лазеров
- Готовые модули
- Режущий инструмент
- Фрезы ARDEN для ручных и ЧПУ фрезеров
- Фрезы пазовые прямые
- Фрезы для выравнивания поверхности
- Фрезы V-образные
- Фрезы кромочные прямые
- Фрезы для врезания петель и замков
- Фрезы пазовые галтельные
- Фрезы радиусные полукруглые
- Фрезы “Ласточкин хвост”
- Фрезы пазовые
- Фрезы четвертные
- Фрезы профильные
- Фреза “Гусёк” (псевдофилёнка), 222 серия
- Фрезы “Гусёк” 210 серия
- Фрезы “Тройной внешний радиус”, 323 серия
- Фрезы “Декоративный гусёк” 212 серия
- Фрезы “Классический узор”, 211 серия
- Фрезы “Тройной внутренний радиус”, 324 серия
- Фрезы “Шар” 208 серия
- Фрезы Бычий нос “Катушка”, 330 серия
- Фрезы внешнее и внутреннее скругление 2 в 1
- Фрезы для скругления удлиненные
- Фрезы мультипрофильные (Карниз), 351 серия
- Фрезы овальное скругление (Жалюзи)
- Фрезы превсофиленка “Волна-1”
- Фрезы профильные “Ручка” 502 серии
- Фрезы профильные “Углубленный шар”, 329 серия
- Фрезы профильные “Французская классика”, 352 серия
- Фрезы профильные для плинтусов, 403 серия
- Фрезы фигурные “Классический гусёк”, 311 серия
- Фрезы филёночные, 416 серия
- Фрезы для сращивания и мебельной обвязки
- Комплектующие к фрезам ARDEN
- Набор радиальных и фасочных фрез
- Комплектующие для плазменной резки
- Пневматическое оборудование
- Дисковые пилы
- Оборудование для покраски
- Ручной инструмент
Направляющие для ЧПУ станков своими руками
Содержание статьи:
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
круглые полированные валы
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества.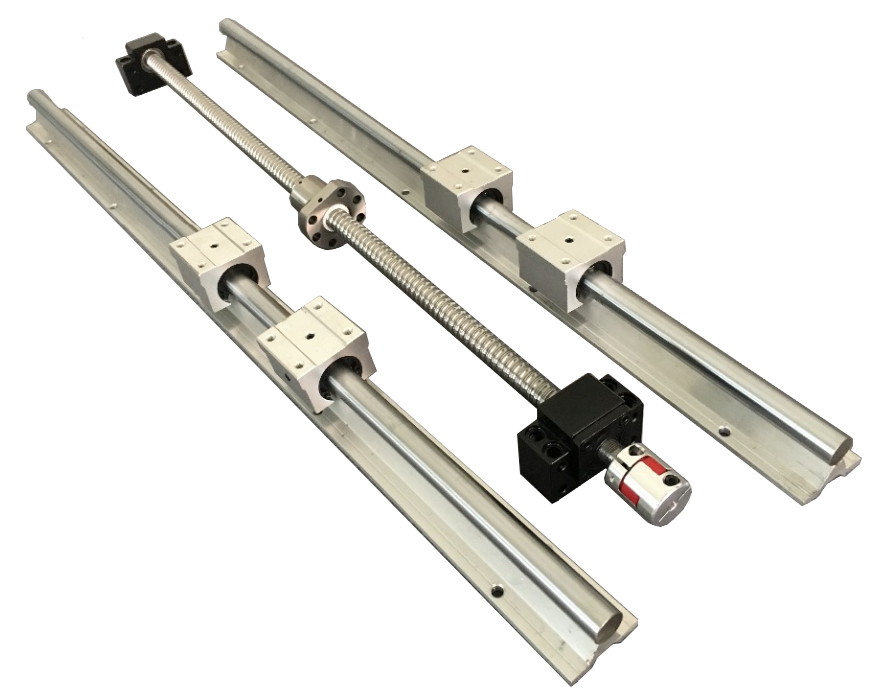 Ведь проверить твердость стали на месте не представляется возможным.
Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.

Шлицевые валы
шлицевые валы
Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы
цилиндрический вал на основании
Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
Профильные рельсовые направляющие
линейные направляющие
Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
направляющие из стального уголка
Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
 youtube.com/embed/tt61YqcdNoQ?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/tt61YqcdNoQ?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
Виды линейных направляющих для фрезерно-гравировальных станков с ЧПУ — MULTICUT
Практически все мебельные и деревообрабатывающие предприятия используют фрезерно-гравировальные станки с ЧПУ, и большая часть технологических процессов сосредоточена на этом оборудовании. Раскрой, фрезерование, сверление отверстий, нанесение гравировки и другие технологические операции выполняются в одном обрабатывающем цикле по алгоритму, заданному в управляющей программе. Поэтому малейший сбой в работе станка влечет за собой снижение качества готового изделия.
Владельцы предприятий понимают, что выбрать оборудование с нужными технологическими возможностями достаточно непросто. Нужно учесть массу конструктивных особенностей, поскольку изменить большинство из них будет дорого или вообще невозможно. Опорно-направляющая группа относится к особенно важным узлам. От нее зависит точность перемещений инструмента по координатным осям, а, соответственно, и качество готовой продукции.
Опорно-направляющая группа относится к особенно важным узлам. От нее зависит точность перемещений инструмента по координатным осям, а, соответственно, и качество готовой продукции.
Назначение линейных направляющих
Направляющие линейного перемещения на фрезерно-гравировальных станках выполняют три задачи:
- Являются опорами для поперечной балки, отвечают за ее движение в заданном направлении. Низкая сила трения — одно из ключевых требований к узлу.
- Отвечают за точность перемещения и не должны иметь люфтов в паре направляющая-подшипник. Повышенные требования предъявляются к позиционированию направляющих относительно рабочего поля.
- Воспринимают вторичные нагрузки. Опоры должны иметь высокие показатели жесткости на изгиб и кручение.
Существует несколько разновидностей линейных направляющих для станков с ЧПУ фрезерно-гравировальной группы. Они различаются формой сечения профиля, имеют разные показатели грузоподъемности и жесткости. Тип линейных направляющих закладывается в проект станка и уже не может быть изменен в процессе эксплуатации, поскольку связан с геометрией станины и высотой портала относительно рабочего поля.
Тип линейных направляющих закладывается в проект станка и уже не может быть изменен в процессе эксплуатации, поскольку связан с геометрией станины и высотой портала относительно рабочего поля.
Для изготовления деталей этих узлов используются шарикоподшипниковые стали типа ШХ-15, коррозионностойкие 95Х18, а также их зарубежные аналоги. Для повышения прочности и износостойкости их подвергают термической обработке.
Распространенные конструкции
Мы предлагаем рассматривать конструкции линейных направляющих и линейных подшипников в парах, чтобы получить более полное представление об их работе.
Полированные цилиндрические валы
Этот вид направляющих используется в маломощных станках бюджетного класса. Полированные валы имеют гладкую поверхность, крайне низкие предельные отклонения по диаметру и прямолинейности. Такие направляющие очень просты в монтаже — крепятся к станине посредством двух кронштейнов, установленных по краям. Благодаря низкому коэффициенту трения такие валы практически не дают потерь мощности при перемещении. Однако у них есть ряд недостатков, ограничивающих применение в портальных фрезерно-гравировальных станках.
Благодаря низкому коэффициенту трения такие валы практически не дают потерь мощности при перемещении. Однако у них есть ряд недостатков, ограничивающих применение в портальных фрезерно-гравировальных станках.
Установка направляющих на станок независимо от рабочего стола плохо сказывается на точности обработки. Когда каретка или балка находятся в среднем положении, даже незначительные нагрузки вызывают прогиб валов и снижение точности обработки. То же самое происходит при высоких горизонтальных подачах. Деформации из упругих переходят в пластические, то есть геометрия вала не восстанавливается.
Если соотношение диаметра и длины вала составляет менее 0,05, он будет провисать под собственным весом. Чтобы добиться приемлемой точности обработки, необходимо провести расчет жесткости конструкции с учетом максимальных рабочих нагрузок.
В паре с цилиндрическими направляющими используются втулки двух типов:
- Подшипники качения.
- Втулки с шариками внутри имеют повышенные люфты в сравнении с другими типами подвижных опор.
 Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках.
Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках. - Подшипники скольжения.
- Втулки с бронзовыми или полимерными вкладышами нечувствительны к пыли, но имеют более высокий коэффициент трения по сравнению с шариковыми подшипниками. Их можно изготавливать самостоятельно. Но, помимо станочной обработки, вкладыши требуют ручной подгонки.
 Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках.
Они чувствительны к попаданию пыли и стружки. Из-за точечного касания шариков они имеют малую грузоподъемность и склонны к бринеллированию (оставляют отпечатки на валах) при повышенных нагрузках.Такие пары не имеют сопротивления крутящему моменту, поскольку втулка свободно проворачивается относительно вала. Для компенсации этого недостатка для каждой опоры используется две направляющих.
Шлицевые валы
Продольные шлицы вдоль цилиндрических поверхностей валов, по которым движутся тела качения, предотвращают проворачивание втулки относительно направляющей. Еще одно преимущество такой конструкции — более высокое сопротивление изгибающим и крутящим нагрузкам. В остальном шлицевый профиль не отличается от цилиндрического и дублирует практически все его недостатки.
В остальном шлицевый профиль не отличается от цилиндрического и дублирует практически все его недостатки.
Еще один минус — высокая стоимость производства работ. Поэтому на фрезерно-гравировальных ЧПУ станках направляющие «шлицевой вал-шариковая втулка» применяются крайне редко.
Цилиндрические рельсовые направляющие
Рельсовая направляющая представляет собой шлифованный цилиндрический вал на опоре призматического типа. Такая конструкция отличается повышенной жесткостью, что исключает провисание под весом балки или шпинделя. Цилиндрические рельсы крепятся на несущие конструкции станка при помощи болтов. Для этого в основании опоры сверлятся отверстия.
В случае прогиба станины под нагрузкой направляющие копируют (и компенсируют) ее деформации.
Втулки для таких опор имеют незамкнутую цилиндрическую поверхность, поэтому реакция на нагрузки в разных направлениях также будет различаться. Из-за повышенного люфта в вертикальном направлении может оказаться, что точность такого станка с тяжелым шпинделем окажется ниже, чем у аналогичной по конструкции модели с направляющими в виде полированных валов.
Цилиндрические рельсы сравнительно недороги в производстве, поэтому есть в ассортименте большинства брендов с именем и без него. Поэтому разброс по качеству тоже значителен. Бывает, что втулки безымянного производителя «не лезут» на его же рельсы, и такие случаи — не редкость.
Призматические направляющие и ласточкин хвост
Такие направляющие применяются на промышленных металлообрабатывающих станках, к которым предъявляются высокие требования относительно жесткости и устойчивости к знакопеременным и статическим нагрузкам.
Призматические направляющие и ласточкин хвост выполняются как часть станины. Движущиеся по ним каретки представляют собой линейные подшипники полусухого или полужидкостного трения. После высокоточной станочной обработки пара подгоняется вручную на прилегание. Это трудоемкая и дорогостоящая операция.
Если в направляющих появляется износ (а он, как правило, неравномерен по длине), перешлифовать их в ремонтный размер чаще всего может только производитель. Заменить наделки в подшипнике можно самостоятельно, если не пугает ручная подгонка.
Заменить наделки в подшипнике можно самостоятельно, если не пугает ручная подгонка.
Из-за описанных выше сложностей случаи применения призматических направляющих на ЧПУ фрезерно-гравировальной группы единичны.
Профильные рельсовые направляющие
Профильные системы считаются наиболее надежными в работе, но вместе с тем требуют от производителя станка точности в установке. Рельсы закрепляются на станине при помощи винтов, по ним движутся каретки с шариками или роликами. Тела качения располагаются в дорожках. Такая конструкция имеет ряд преимуществ перед другими системами:
- Профиль дорожек обеспечивает равномерное распределение нагрузок на весь участок, находящийся под кареткой. Контактная поверхность между направляющей и телом качения представляет собой линию или дугу.
- Момент инерции сечения профиля рассчитан с высокой точностью. Рельс одинаково хорошо справляется с крутящими и изгибающими нагрузками независимо от направления их приложения.
- Профильные линейные направляющие с каретками работают практически без люфтов. Минимальные зазоры между телами качения и дорожками, высокий класс точности обработки позволяют собирать такие пары с преднатягом (отрицательным зазором).
- Профильные системы комплектуют пыльниками, сальниками, маслосъемными элементами. Их подключают к системе централизованной смазки, управляемой станком, поэтому подшипники такого типа имеют повышенный ресурс.
Чтобы преимущества профильных направляющих были полностью реализованы, производитель станка должен выполнить высокоточную обработку посадочных мест под рельсы: поверхность должна быть гладкой, нужно добиться хорошей соосности отверстий для крепления, применять качественные метизы.
Направляющие на станках MULTICUT
Во всех сериях станков компании MULTICUT используются профильные направляющие и линейные подшипники HIWIN — одного из наиболее известных производителей комплектующих с бескомпромиссным качеством. Все узлы доставляются со склада официального представителя компании в России, что является гарантией оригинальности продукции. HIWIN специализируется на технологиях линейного перемещения. Компания создает высокоточные компоненты, которые используются в станкостроении, производстве авиационной и космической техники, медицинского оборудования.
Все узлы доставляются со склада официального представителя компании в России, что является гарантией оригинальности продукции. HIWIN специализируется на технологиях линейного перемещения. Компания создает высокоточные компоненты, которые используются в станкостроении, производстве авиационной и космической техники, медицинского оборудования.
Производитель разработал четыре серии профильных линейных направляющих для ЧПУ, которые выпускаются в типоразмерах от 15 до 45. Шариковые и роликовые линейные направляющие имеют 4 ряда тел качения, что обеспечивает высокую несущую способность, устойчивость портала и каретки со шпинделем.
Одно из преимуществ компонентов HIWIN — плавность хода. Благодаря этому даже черновые проходы на станках MULTICUT дают высокую чистоту поверхности изделия. В линейных подшипниках применяются пластиковые сепараторы, благодаря которым снижен уровень вибрации и шума.
Получить консультации, касающиеся направляющих линейного перемещения, а также других узлов, предусмотренных в станках MULTICUT, можно у наших сотрудников по телефону.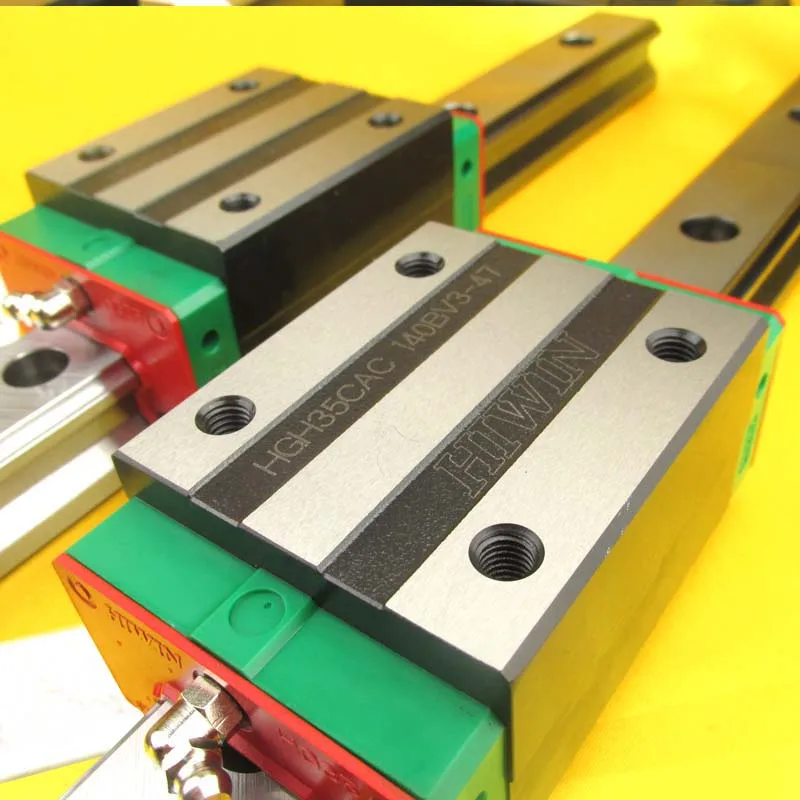
Как выбрать направляющие для ЧПУ станка? – статья
Все подвижные узлы в станках ЧПУ для обеспечения высокой точности выполняемых работ движутся по направляющим. Поэтому точность и скорость обработки материалов, долговечность всего оборудования в целом, качество работы и даже затрачиваемая мощность ЧПУ станков в большой степени зависят от кого, какие используются линейные направляющие.
От качества изготовления направляющих для ЧПУ станка и хорошего технического состояния зависит эффективность работы на всем оборудовании, потому их подбор и своевременное обслуживание являются задачами первостепенной важности на любом предприятии. Выбирая направляющие фрезерного станка, следует учитывать самые высокие конструктивные требования:
- Должна быть обеспечена высокая жесткость, вне зависимости от показателей длины.
- Высокое сопротивление нагреву в ходе рабочего процесса.
- Низкое влияние на погрешность станка.
- Низкий коэффициент трения.
- Минимальная потребность в смазочных материалах.
- Сопротивляемость износу.
- Наличие защиты от повреждений других элементов в результате выхода из строя одного из них.

С конструктивной точки зрения все линейные направляющие можно разделить на те, которые используют силы скольжения и силы качения. Обе эти технологии на практике воплощены в следующих видах направляющих для ЧПУ станка:
- Круглые направляющие. Это более простая конструкция, но обеспечивающая меньшие нагрузки. В процессе работы и повышения нагрузки сильно повышается нагрев в результате трения, вследствие чего уменьшается ресурс всей опорно-направляющей группы. Подшипники круглых направляющих традиционно не имеют собственной системы внутренней смазки. Для обеспечения стабильной работы использование таких изделий на фрезерных станках высокой мощности не целесообразно. Круглые направляющие для ЧПУ систем лучше устанавливать в местах не слишком активных перемещений или на станках «малой» категории, смазывая механизмы вручную.
- Рельсовые или прямоугольные направляющие конструктивно более совершенны. При наличии собственного пыльника, защищающего подшипники, ниппели, сальники, а также возможности подключения системы подачи смазочных материалов, такие направляющие более надежды и универсальны. При работе наблюдаются меньшие потери на трение и отсутствие больших погрешностей. Правда, стоимость таких направляющих выше.
 Подшипники круглых направляющих традиционно не имеют собственной системы внутренней смазки. Для обеспечения стабильной работы использование таких изделий на фрезерных станках высокой мощности не целесообразно. Круглые направляющие для ЧПУ систем лучше устанавливать в местах не слишком активных перемещений или на станках «малой» категории, смазывая механизмы вручную.
Подшипники круглых направляющих традиционно не имеют собственной системы внутренней смазки. Для обеспечения стабильной работы использование таких изделий на фрезерных станках высокой мощности не целесообразно. Круглые направляющие для ЧПУ систем лучше устанавливать в местах не слишком активных перемещений или на станках «малой» категории, смазывая механизмы вручную.Рельсовый тип направляющих считается более предпочтительным, так как способен справляться с повышенными нагрузками скоростных промышленных автоматических станков. Принцип работы фрезерного станка с такими направляющими следующий: направляющие крепятся на станину, а на каретки, в которые заключены шарики или ролики для обеспечения качения, закрепляются подвижные части станка. Движение вдоль стола по оси Y создает портал с кареткой шпинделя. Для перпендикулярного движения по оси X задействуется каретка шпинделя, которая передвигается по порталу. Когда необходимо движение по оси Z, передвигается сам шпиндель по траектории действия направляющих. Таким образом обеспечивается высокая точность и скорость фрезеровки в абсолютно любом направлении.
Принцип работы фрезерного станка с такими направляющими следующий: направляющие крепятся на станину, а на каретки, в которые заключены шарики или ролики для обеспечения качения, закрепляются подвижные части станка. Движение вдоль стола по оси Y создает портал с кареткой шпинделя. Для перпендикулярного движения по оси X задействуется каретка шпинделя, которая передвигается по порталу. Когда необходимо движение по оси Z, передвигается сам шпиндель по траектории действия направляющих. Таким образом обеспечивается высокая точность и скорость фрезеровки в абсолютно любом направлении.
В цилиндрических направляющих для ЧПУ станков используется специальная опора – рельса с округлой выемкой, повторяющей размеры вала. Это предупреждает прогиб направляющей под воздействием собственного веса и нагрузки во время работы механизма. Сами рельсы вплотную крепятся на станине, обеспечивая жесткость. Вал плотно прилегает к опоре и во время движения движется строго в ограниченной области.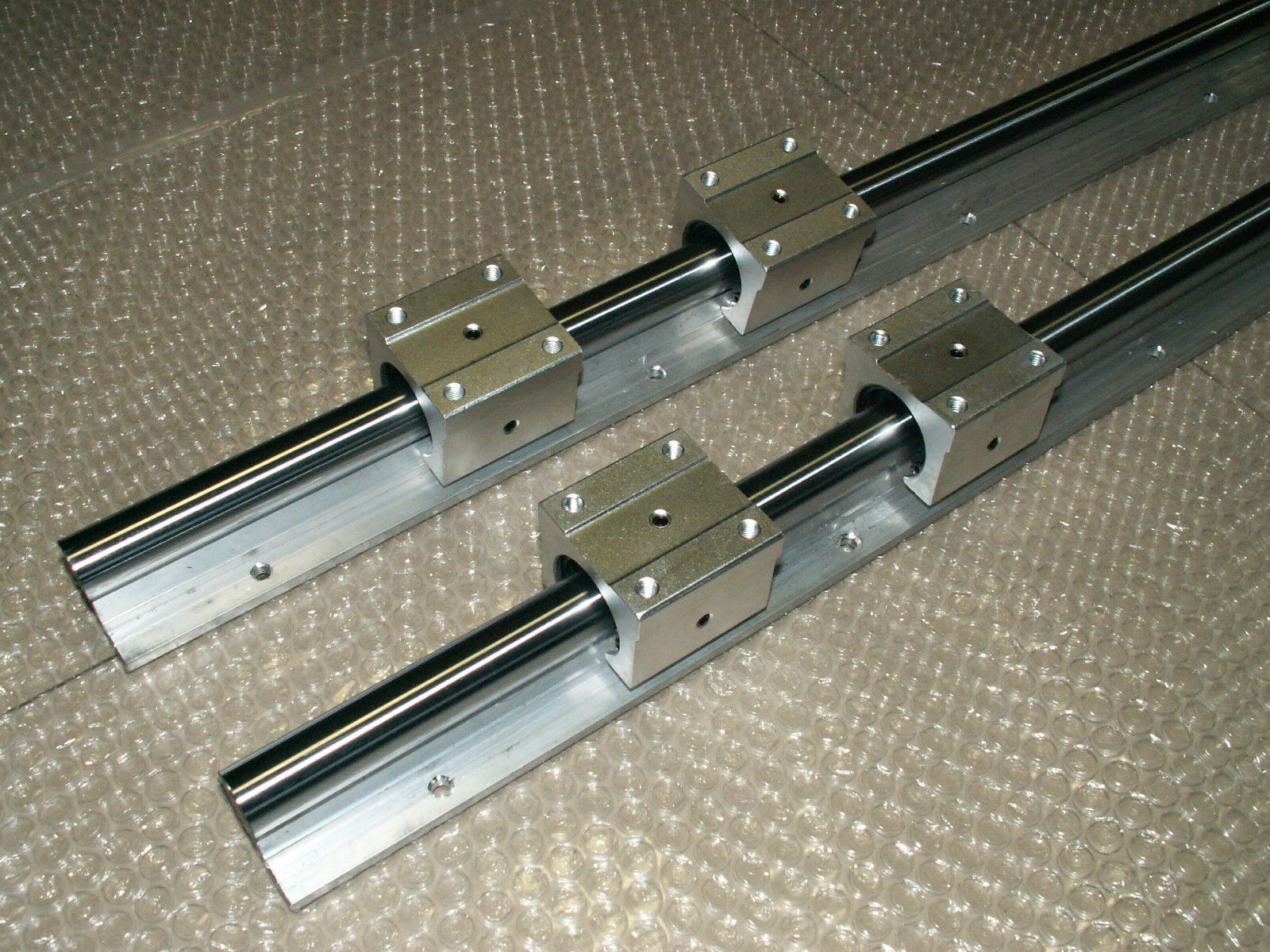
Несмотря на улучшенную конструкцию, цилиндрические валы на опоре имеют схожие с полированными валами недостатки. У втулок может наблюдаться достаточно высокий люфт и быстрый износ, хотя общая грузоподъемность такой направляющей значительно выше.
Сложность лишь возникает при выборе подходящей каретки. Вся суть в том, что линейные подшипники на полированные валы полностью огибают вал по всему контуру, что невозможно на цилиндрических рельсах, где каретки примыкают только в определенном диапазоне, так как вал должен опираться на рельсу. В результате слишком тяжелый шпиндель может понизить точность станка. При таких условиях обычный вал действует точнее. Потому выбор каретки при оснащении станка цилиндрическими направляющими на рельсах очень важен.
Цилиндрические направляющие для ЧПУ станков на рельсовых опорах, как и обычные шлифованные валы, очень просты в изготовлении. Потому цена на них всегда ниже, чем при покупке профильных. При одинаковом бюджете вы сможете позволить себе наиболее качественные направляющие.
Конструкция с использованием профиля и рельс позволяет добиться высочайшей точности фрезеровки, что определяет сферу их применения. По аналогии с цилиндрическими, профильные направляющие для ЧПУ фрезерных станков крепятся на неподвижную часть. Поверхность рельсы предварительно обрабатывается и тщательно шлифуется во избежание самых мелких коррозий и выемок. За счет наличия боковых выемок в виде обоймы для шариков каретка перемещается вдоль балки. В отличие от круглого вала площадь соприкосновения не точечная, а в виде линии. Это создает определенные преимущества:
- Уменьшается сила трения.
- Повышается износостойкость рельсы.
- Увеличивается точность работы станка.
- Повышается грузоподъемность и способность выдерживать нагрузки.
- Обеспечивается минимальный люфт или его полное отсутствие.
Если направляющие для ЧПУ станка устанавливаются для работы при высоких нагрузках, возможна дополнительная подача смазки на блок шариков и физико-химическая обработка деталей. Для профильных направляющих для ЧПУ станков характерна установка защиты от загрязнения внешней среды в виде пыльников и защитного корпуса. Это является необходимой мерой, поскольку пятно контакта шариков с поверхностью рельсы должно быть чистым и ровным, от этого зависит длительность и качество работы механизма.
Для профильных направляющих для ЧПУ станков характерна установка защиты от загрязнения внешней среды в виде пыльников и защитного корпуса. Это является необходимой мерой, поскольку пятно контакта шариков с поверхностью рельсы должно быть чистым и ровным, от этого зависит длительность и качество работы механизма.
Профильные направляющие для ЧПУ механизмов более дороги и сложны в производстве. Производить некачественный продукт попросту бессмысленно, потому наше предприятие выставляет самые строгие требования к качеству продукта.
Учитывая конструктивные особенности и технические характеристики линейных направляющих для ЧПУ станка, можно сделать вывод, что использовать их следует для различных целей:
- Для решения сложных задач по обработке высокопрочных металлов и натурального камня с планируемой площадью рабочего поля более 0,7 м кв. единственным верным вариантом будет выбрать профильные рельсовые направляющие.
- Если же в ваших планах – обработка более мягких материалов на небольшом рабочем поле станка (в пределах 20х30 см), то с такой задачей легко справятся цилиндрические валы небольшого диаметра.

Если выбрать направляющие вам все еще сложно, вы можете позвонить в наш инженерно-технический отдел (044) 229-65-57 и наши инженеры помогут вам подобрать прочные и надежные направляющие для ЧПУ техники в зависимости от конструктивных особенностей станка и планов по его эксплуатации.
Если хотите сделать запрос или оформить заказ:
Подберем оптимальное решение по цене и срокам поставки.
Отдел продаж:
Телефон: (044) 229 65 56
Email: [email protected]
Если нужна техническая консультация:
Поможем с расчетом нагрузок и подбором комплектующих.
Технический отдел:
Телефон: (044) 229 65 57
Email: [email protected]
Направляющие для ЧПУ станков | Техника и человек
Современная обработка материалов и изготовление сложных деталей предусматривает использование высокоточных станков. Высокоточное оборудование подразумевает, что и детали из которых оно выполнено тоже высокотехнологичны и точны. И для каждого вида станка свои требования для этих деталей.
И для каждого вида станка свои требования для этих деталей.
Чтобы достичь требуемой точности обработки целой партии изделий, нужно обеспечить чёткое выполнение всех необходимых операций и многократное безошибочное их повторение. Такую задачу успешно выполняют станки с числовым программным управлением (ЧПУ).
Перемещение заготовки, обрабатывающего инструмента и связанных с ними элементов конструкции станка обеспечивают направляющие.
Устройство
Самое общее описание направляющей: она представляет собой узел, обеспечивающий перемещение заготовки, инструмента и связанных с ними элементов по нужной траектории с заданной точностью.
Основные части направляющей — прочный вал или профильная направляющая и перемещающиеся по ним подвижные узлы, несущие на себе рабочие элементы станка.
Конструктивные решения направляющей, а также обеспечение перемещения по ней очень разнообразны и подчинены выполнению конкретных задач металлообработки.
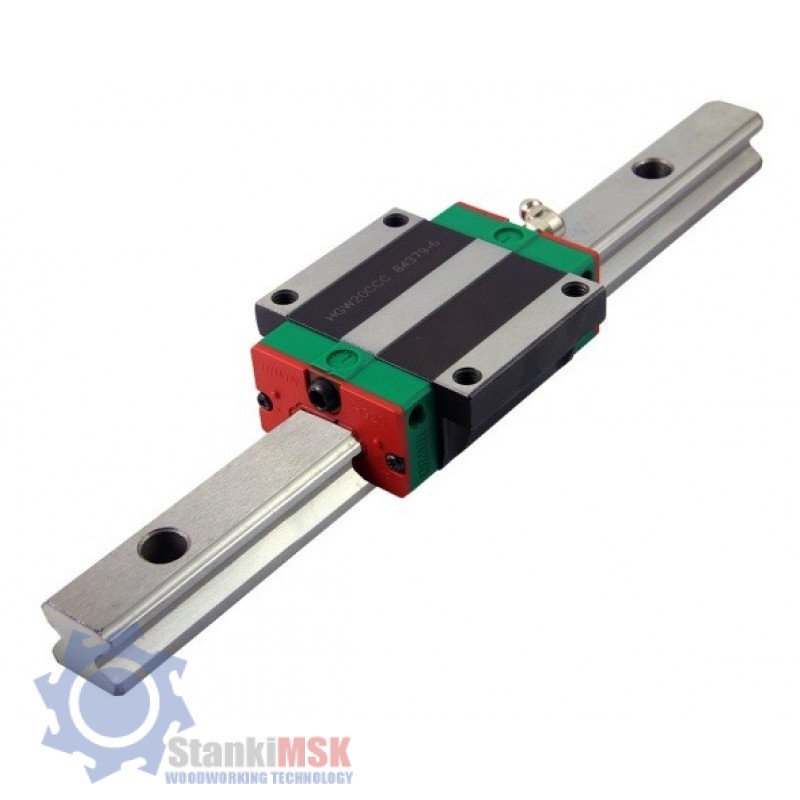
Устройство профильной рельсовой направляющей типа Hiwin
Принципы работы
Направляющие станка с ЧПУ закрепляются до такой степени надёжно, чтобы были исключены даже их минимальные сдвиги при работе оборудования — под действием веса, перемещения или вибрации рабочих узлов.
В процессе обработки заготовок по направляющим, под управлением заданной программы, без затруднений передвигаются и прочно закрепляются функциональные узлы станка, обеспечивая выполнение необходимых рабочих операций.
Используются, в зависимости от способа перемещения подвижного узла, направляющие скольжения, качения и комбинированные, которые сочетают как катящееся, так и скользящее перемещение.
Направляющие скольжения, в которых поверхность вала непосредственно соприкасается с перемещающейся по нему втулкой, подвержены действию значительных сил трения, которые в процессе работы значительно меняются по направлению и силе.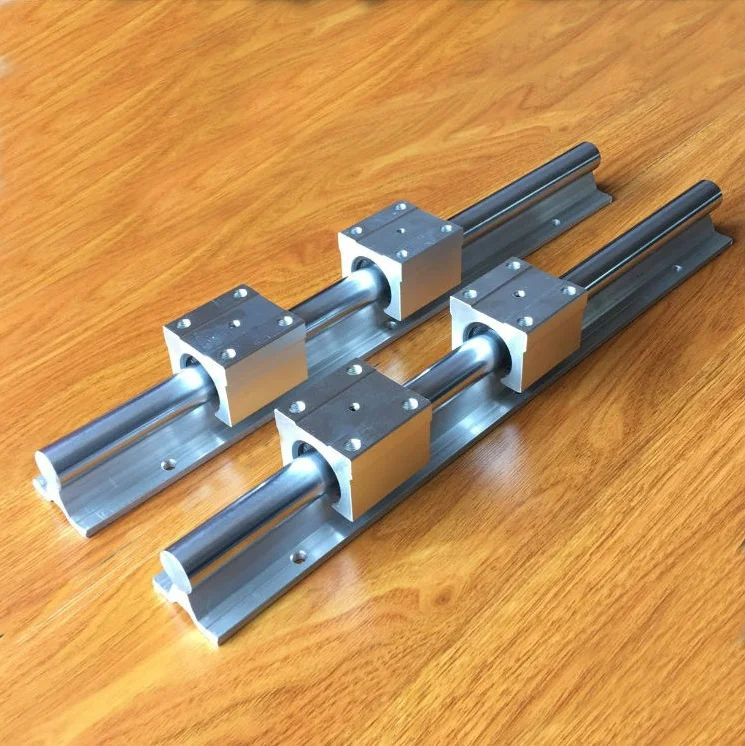 Нагрузка трением изнашивает направляющие. Кроме того, на работе направляющих скольжения сильно сказывается разность между силой трения в состоянии покоя и силой трения во время движения.
Нагрузка трением изнашивает направляющие. Кроме того, на работе направляющих скольжения сильно сказывается разность между силой трения в состоянии покоя и силой трения во время движения.
На малых скоростях из-за этой разности перемещение рабочих узлов происходит скачкообразно – для станков с ЧПУ это недопустимо.
Чтобы уменьшить влияние сил трения, применяют антифрикционные пластиковые накладки, а также ряд других способов снижения этих сил. В зависимости от того, каким способом уменьшается трение, направляющие скольжения подразделяются на гидростатические, гидродинамические и аэростатические.
В гидростатических жидкостная (масляная) смазка присутствует при любой скорости скольжения, соответственно, обеспечивается и равномерность движения, и высокая его точность.
У таких направляющих два проблемных момента: сложно устроенная система смазывания, а также необходимость специальных фиксирующих устройств для закрепления перемещенного узла в нужном положении.
Гидростатические направляющие снабжены специальными масляными карманами, в которые смазка подаётся под давлением и вытекает наружу, создавая масляный слой по всей длине соприкосновения поверхностей. Толщина слоя регулируется.
Гидродинамические эффективно уменьшают трение за счёт «всплывания» движущегося узла в масле, заполняющем зазоры между смазочными канавками на рабочих поверхностях направляющих при движении по ним перемещаемых узлов.
Хорошо работают гидродинамические направляющие только при значительных скоростях скольжения.
Проблемными моментами является разгон, а также торможение движущейся части.
Аэродинамические работают на воздушной подушке.
Конструктивно они похожи на гидростатические, имеют карманы, в которые под давлением подаётся воздух.
По сравнению с масляной, воздушная подушка выдерживает меньший вес и хуже гасит толчки и вибрации.
Подводящие воздух пути, как и зазор между разделяемыми поверхностями, легко засоряются.
Вместе с тем, в отличие от гидростатических направляющих, аэростатическим не нужна дополнительная фиксация: сразу после прекращения подачи воздуха подвижная часть плотно садится на вал.
Направляющие качения, в соответствии с формой подшипников, бывают шариковыми и роликовыми. При сопоставимых габаритах роликовые выдерживают более значительную нагрузку. Конструктивно они состоят из комплекта «рельс-каретка», «линейный подшипник-вал», «рельс-рельс с плоским сепаратором».
Такие направляющие имеют сниженные показатели трения, обеспечивают точное перемещение и остановку в нужном положении, при малых скоростях перемещение по ним не теряет плавности. Смазывание направляющих качения также не представляет трудностей.
Вместе с тем, они имеют более высокую стоимость, хуже гасят сотрясения и более, чем направляющие скольжения, чувствительны к загрязнению.
Комбинированные направляющие сочетают скольжение по одним граням со скольжением по другим. Этот вид направляющих наиболее широко распространён и объединяет как достоинства, так и недостатки направляющих качения и скольжения.
Этот вид направляющих наиболее широко распространён и объединяет как достоинства, так и недостатки направляющих качения и скольжения.
Классификация, области применения, достоинства и недостатки
Форма несущего вала направляющих может быть линейной и круговой; их располагают горизонтально, вертикально и наклонно. Закрепление направляющих производится либо по всей длине, либо только на конечных участках.
По профилю вала линейные направляющие подразделяются
Цилиндричесая рельсовая направляющая
Цилиндрические рельсы (полированный вал). Форма сечения – круг. Полированный вал является самой бюджетной и распространённой направляющей, лёгкой в обработке и установке: закрепляются лишь концы. Поверхность такого вала закалена, гладкость её практически идеальна, движение подшипниковых муфт по этой поверхности происходит с очень небольшим трением.
Однако там же, где достоинства, коренятся и недостатки: лёгкость крепления – это, в то же время, отсутствие жёсткой связи с рабочим столом и провисание в случае значительной длины и/или нагрузки.
Комплект «шариковый подшипник-полированный вал» отличается невысокой ценой. При этом у подвижных втулок небольшая грузоподъёмность. Как правило, имеется люфт, который увеличивается по мере эксплуатации. Срок службы при нормальных температурных условиях составляет 10000 часов, но при нагревании рабочей зоны значительно сокращается.
Направляющая со шлицевым валом
Направляющая со шлицевым валом имеет профилированные прямые углубления-борозды, дорожки качения, по всей длине, предназначенные для дополнительного закрепления перемещающихся по валу втулок с рабочими узлами станка. При этом люфт, по сравнению с полированным валом, значительно уменьшается и, ввиду более сложной технологии изготовления, возрастает цена таких направляющих.
Направляющие с плоскими рельсами прямоугольного сечения, как правило, профилированы шлицами под применяемые тела качения.
Так, шариковые профильные направляющие обеспечивают прецизионное перемещение, действительную прямолинейность, грузоподъёмность. У них низкий люфт. Они износоустойчивы. Их используют для комплектования робототехнических линий, в металлорежущих станках и прецизионной металлообработке
У них низкий люфт. Они износоустойчивы. Их используют для комплектования робототехнических линий, в металлорежущих станках и прецизионной металлообработке
профильная рельсовая направляющая типа hiwin с роликовыми и шариковыми телами качения
Вместе с тем, устанавливать такие рельсы достаточно сложно; высоки требования к прямолинейности и шероховатости. По стоимости, ввиду сложности производства, они гораздо менее доступны, чем полированные валы.
Роликовые профильные направляющие имеют плоские дорожки качения. В опорных модулях установлены ролики. Ещё грузоподъёмнее, жёстче и долговечнее, чем шариковые шлицевые. Используются во фрезерных станках с высокой нагрузкой.
Призматическая направляющая ласточкин хвост
Призматические направляющие с рельсами треугольного сечения и направляющие «ласточкин хвост» с трапециевидным сечением применяют там, где нужны соединения повышенной жёсткости, например, в металлорежущих станках.
В частности, направляющие «ласточкин хвост» выполняются со станиной как одно целое. Изготовление, а также ремонт «ласточкиных хвостов» — сложные процедуры, требующие больших трудозатрат. Вместе с тем, они обеспечивают высокоточное перемещение подвижных элементов.
Технические характеристики
Благодаря своей конструкции, направляющие обеспечивают только одну степень свободы при перемещении по ним подвижного узла.
По «роду деятельности» они должны обладать высокой прочностью и износостойкостью.
Поэтому основными материалами для изготовления их опорных частей (валов и рельсов) являются:
серый чугун. Его используют при изготовлении направляющих, которые составляют одно целое со станиной.
Сталь. Её применяют для изготовления съёмно-накладных направляющих. Используют закалённые стали с высокой твёрдостью (60-64HRC), например, марки 40Х с закалкой ТВЧ.
Изготовление направляющих предусматривает такую их длину, которая обеспечивает полное покрытие станины либо наращивание до требуемых размеров.
Нормы точности при изготовлении направляющих стандартизованы и составляют 0,02мм допустимого отклонения при длине 1 метр.
Регламентируется также допустимая шероховатость поверхности и габаритные размеры в соответствии с рабочей нагрузкой.
В частности, на небольших станках, имеющих рабочее поле 30х40см диаметр направляющих должен составлять 2,5 см.
Площадь рабочего поля и твёрдость обрабатываемого материала определяют также необходимый класс направляющих. Так, при рабочей площади свыше 0,7м2 с обработкой стальных заготовок потребуются только профильные рельсы. Более бюджетный вариант полированного вала в этом случае непригоден.
Для каждой конкретной области работ по разработанным алгоритмам проводится расчёт, определяющий оптимальный вариант параметров направляющих станка.
Чтобы уменьшить коэффициент трения, применяют пары скольжения «металл-пластик», причём пластиковыми насадками служат фторопласт, тефлон, торсайт и подобные материалы.
Для обеспечения плавности движения гидростатических и комбинированных направляющих используют специализированные «антискачковые» масла.
Установка
Правильная и точная установка направляющих станка с ЧПУ – залог его безотказной работы.
Поэтому перед началом этой операции удаляют все загрязнения с кромок и плоскости базовой установочной поверхности, которая должна иметь строго горизонтальное, выверенное уровнем, расположение.
Рассмотрим установку двухрельсовой направляющей.
Выбирают, согласно нанесённой на него маркировке, основной рельс.
Если основной рельс крепится к боковой кромке базовой поверхности, он осторожно помещается на опорную поверхность и временно закрепляется болтами в слегка прижатом к боковой кромке положении.
При этом метка на рельсе совмещается с боковой базовой поверхностью опоры. Крепёжные отверстия рельса не должны быть смещены относительно базовых.
Затем винты, фиксирующие рельс, затягиваются по порядку, чтобы рельс плотно прижался к боковой опорной поверхности.
Так устраняется смещение в горизонтальной плоскости.
После этого затягиваются установочные болты (вертикальные) по порядку, от середины к концам рельса. При этом необходимый крутящий момент затяжки определяется динамометрическим ключом.
Если основной рельс не имеет прижимных винтов, которые обеспечивают боковое крепление, его устанавливают с применением тисков.
Крепёжные болты затягивают временно, а затем, прижимая рельс небольшими тисками к базовой боковой кромке в тех местах, где находятся установочные болты, полностью затягивают эти болты с предписанным усилием, перемещаясь от одного конца рельса к другому.
В том случае, если базовая кромка со стороны основного рельса отсутствует, его выравнивание в горизонтальной плоскости осуществляют с помощью визирного уровня, цифрового индикатора или поверочной линейки.
После правильного монтажа основного рельса, параллельно ему устанавливают вспомогательный рельс.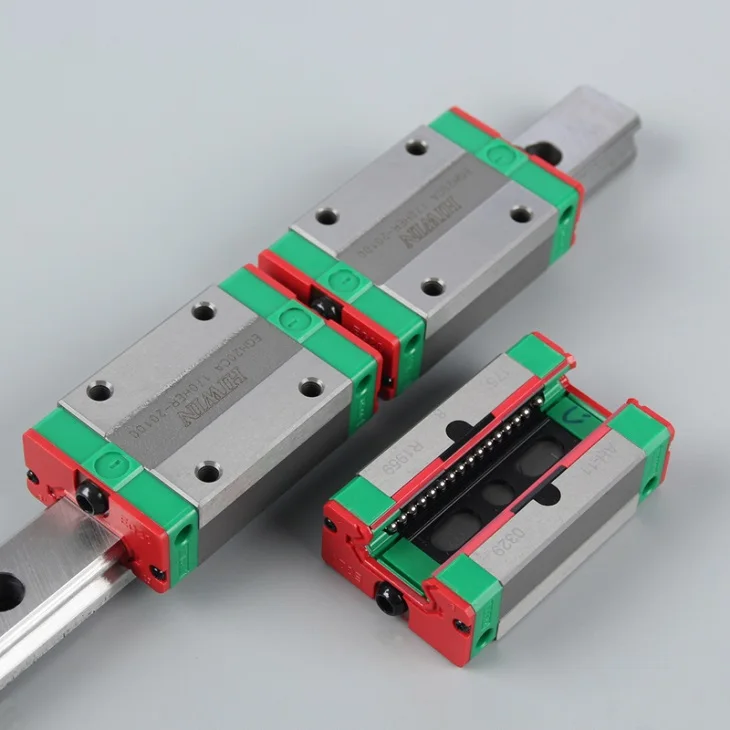
При этом используют поверочную линейку. Она размещается параллельно основной направляющей; параллельность определяется цифровым индикатором. После того, как параллельность достигнута, закрепляют болты вспомогательного рельса окончательно.
Кроме того, применяют специальные направляющие линейки, а также выравнивание положения вспомогательного рельса с помощью кареток из комплекта рельсовых направляющих.
Чтобы установить каретки, на них помещают стол и временно закрепляют его рабочими болтами. Затем прижимают каретки со стороны основного рельса к боковой базовой поверхности стола фиксирующими болтами и устанавливают стол. После этого установочные болты на основной и вспомогательной стороне полностью затягиваются.
Если каретки используют для правильной установки вспомогательного рельса по основному, то стол помещают на каретки главного рельса, а вспомогательный временно закрепляют.
Установочные болты двух кареток на главном рельсе и одной из двух кареток на вспомогательном затягивают полностью.
Затем болты на вспомогательном рельсе полностью затягивают по порядку при временном закреплении второй каретки на вспомогательном рельсе.
При этом главный рельс служит ориентиром, а стол с каретками – индикатором параллельности.
Для обработки крупномерных заготовок направляющие наращиваются до нужной длины соединением нескольких секций. Предприятия-поставщики специально оговаривают такую возможность.
Секции для стыкового соединения маркируются таким образом, чтобы обеспечить последовательный их монтаж. При этом установочные болты располагаются ближе к концам соединяемых секций.
Секции по всей длине должны быть обеспечены опорой. Поэтому может потребоваться наращивание самой станины.
Секции наращивания проводятся через те же процедуры установки, что и основные.
Машинная обработка – одна из наиболее подробно и разнообразно оснащённых производственных отраслей. Для станков с программным управлением имеется широкий выбор комплектующих.
Правильный подбор оптимального конструктивного решения и отъюстированная установка направляющих станка с ЧПУ – надёжная гарантия качества металлообработки на этом станке.
покупка цилиндрические направляющих для модификации полированных стальных валов на опоре ЧПУ
Примерно год назад мне достался небольшой станок с ЧПУ. Работать со станком понравилось, и я потихоньку стал его модифицировать. Изменил размеры, заменил патрон шпинделя, заменил втулки на линейные подшипники. Все это хорошо повлияло качество станка, но аппетит приходит во время еды. Дальнейшая модернизация станка потеряла смысл — проще было сделать новый. Чем я активно занялся.Теперь появился результат которым я и хочу поделиться. А заодно послушать советов более опытных товарищей.
Встречайте первую статью по сборке и проектированию домашнего станка с ЧПУ.
Начнем с требований
Станок должен остаться настольным и домашним. То есть никаких чугунных станин, рабочего поля метр на метр и шпигделя на 1. 5кВт. Основное назначение данного станка изготовление мелких деталей из дерева и пластмассы, сверловка и обрезка печатных плат, изготовление корпусов и пр.
5кВт. Основное назначение данного станка изготовление мелких деталей из дерева и пластмассы, сверловка и обрезка печатных плат, изготовление корпусов и пр.Бюджет нового станка должен быть небольшим. $500, может быть меньше, но порядок такой.
При сборке станка должны быть минимальны заводские операции (резка и фрезеровка стали, сварка и пр)
Рама и линейные подшипники
Мой первый станок в качестве линейного подшипника имел полированные валы 8мм которые ходили в латунных слегка подпружиненных втулках. Это была, пожалуй, самая отвратительная часть китайского станка. Они люфтили во все стороны.
Поэтому бронзовые втулки я заменил на линейные подшипники того же диаметра 8мм, чтобы не менять сами валы и держатели.
О чем и пожалел в дальнейшем. Длинные валы 8мм прогибались при вертикальной нагрузке. Нужно было либо увеличивать диаметр, то я и сделал, когда модернизировал ось Z, увеличив диаметр вала до 10 и поставив ШВП в качестве ходового винта
Дальнейшая модернизация данного станка показалась мне бессмысленной — нужно было менять практически все. Так родилась идея нового станка. А в качестве линейных направляющих по осям X и Y с высокой вертикальной нагрузкой я решил использовать рельсы. Но плоские MGH к сожалению не влезали в отведенный бюджет и я решил остановиться на цилиндрических SBR с минимальным диаметром 10мм
Так родилась идея нового станка. А в качестве линейных направляющих по осям X и Y с высокой вертикальной нагрузкой я решил использовать рельсы. Но плоские MGH к сожалению не влезали в отведенный бюджет и я решил остановиться на цилиндрических SBR с минимальным диаметром 10мм
Что такое рельсы SBR
Цилиндрические рельсовые линейные направляющие — полированные стальные валы на опоре. Алюминиевая опора устраняет основной недостаток направляющих валов — прогиб, и увеличивает грузоподъемность, жесткость и точность перемещения.Каретка — это тот же линейный подшипник, но с вырезом в том месте где ходит рельса
Конструкция крепления SBR в совокупности с требования, которые я привел выше определила конструкцию рамы — буду делать из алюминиевого профиля.
Спецификация
Ось XРельсы SBR10 350мм 2шт
Каретки короткие SBR10UU — 4 шт
Рама из станочного профиля 2020
Продольные составляющие 350мм — 6шт
Поперечные составляющие 350мм — 2 шт
Дополнительные продольные опоры 370мм — 2 шт
Ось Y
Рельсы SBR10 300мм 2шт
Каретки короткие SBR10UU — 4 шт
Рама из станочного профиля 2020
Поперечные составляющие 300мм — 4шт
Вертикальные стойки 350мм — 2 шт
Крепеж нужно брать с запасом. Гайки в профиль M5 и M6, уголки и прочее
Гайки в профиль M5 и M6, уголки и прочее
Детали рамы на Али заказывать не стал — подвернулся удобный отечественный магазинчик «Соберизавод» .
При составлении заказа можно сразу же указать детали из профиля требуемой длины и получить карту раскроя. Там же можно купить соединительные пластины и T-гайки. Винты и болты проще взять в местном магазине метизов. Тут ситуация как с водкой — сколько не бери, все равно бежать придется. )))
Итак заказ сделан. В комплектующих для станка, покупаемых на Алиэкспресс главная составляющая — стоимость доставки. Все железной и тяжелое. Мне все доставили СДЭКом прямо на работу
Сбоку виден винт, которым можно отредактировать плотность обхвата вала кареткой
Профиль
Сборка оси Y
Крепим рельсы к поперечинам при помощи гаек M5 в профиль и винтов M5 x 6мм (или M5x8мм с шайбами, если 6мм не удалось найти)
Собираем раму не затягивая винты
Только после установки и проверки, что нет перекосов можно затянуть крепеж (возможно при регулировки потребуется еще не раз его ослабить и затянуть).
 По оси Y га этих рельсах будет катать крепление шпинделя с осью Z.
По оси Y га этих рельсах будет катать крепление шпинделя с осью Z. К слову, по оси Z я не нащел коротких рельсов SBR10 и сделал на линейных подшипниках 12мм. Но это уже другая история…
Ось Х
На оси X катается подвижный стол из профиля 2080
Подведем итог
Линейные рельсы SBR10 (а также большего размера) — это хорошая альтернатива подшипникам на цилиндрических валах.
Они проще в установке, так как не требует специальных держателей и, что самое главное, обеспечивают более жесткую конструкцию.
Хороший выбор, если бюджет не позволяет купить более дорогие линейные направляющие MGH
Станок постепенно приобретает законченность
Если сообществу будет интересно, то впереди будут обзоры шпинделя 300Вт с регулировкой оборотов, шаговых движков, ШВП с «штатными» подшипниками м еще кучу всякой полезной мелочи, без которой ну никак не собрать свой станок ЧПУ )))
А коту интересно, что там опять нового хозяин притащил
поставки промышленных комплектующих для станкостроения, проектирование станков с ЧПУ.

Основным направлением деятельности компании ZETEK (ЗЕТЕК ООО) на протяжении многих лет является сотрудничество с тайваньской компанией HIWIN – крупнейшим мировым производителем высокоточных линейных направляющих и систем линейного перемещения. Мы являемся ведущим дистрибьютором компании HIWIN в России и можем предложить нашим клиентам знания и опыт, накопленные более чем за 10 лет работы, а также высокий сервис и оперативные поставки со склада. Благодаря высокому качеству и разумной цене продукты HIWIN завоевали признание ведущих мировых производителей и занимают лидирующие позиции среди аналогичных изделий других производителей.
Мы занимаемся проектированием и производством станков с ЧПУ, механической обработкой винтов ШВП, фрезеровкой, а также комплексными поставками промышленных компонентов других производителей. Мы предлагаем Вам широкий спектр комплектующих со склада, а также позиции под заказ в оптимальные для Вас сроки. В каталогах, представленных на сайте, Вы можете ознакомиться с технической информацией по интересующим Вас товарам для решения любых промышленных задач. Всегда в наличии широкий ассортимент механических компонентов линейного перемещения HIWIN. Это линейные направляющие (линейные перемещения, рельсовые направляющие, линейные направляющие HIWIN, блоки для направляющих HIWIN, рельсы HIWIN) и готовые модули линейного перемещения, а также шарико-винтовые передачи (ШВП), гайки и винты ШВП, актуаторы (линейные приводы), серводвигатели и шаговые двигатели. Также предлагаем зубчатые рейки, сервоприводы ESTUN, Т-образные угловые редукторы, упругие муфты, цилиндрические направляющие и другие комплектующие. Далее ›››
Наши основные направления:
Производство и проектирование станков с ЧПУ.
Производство алюминиевого профиля.
Механические компоненты HIWIN для линейного перемещения:
• Направляющие HIWIN нескольких серий, миниатюрные направляющие.
• Рельсовые направляющие.
• Профильные направляющие HIWIN.
• Рельсы HIWIN.
Шарико-винтовые передачи (ШВП) HIWIN:
• Высокопрецизионные и стандартные шарико-винтовые пары диаметром от 4мм до 120 мм.
• Гайки ШВП и винты ШВП HIWIN, обработка концов ШВП.
• Вращающиеся гайки ШВП.
• Опоры для ШВП и смазки.
Модули линейного перемещения HIWIN:
• Готовые системы линейных перемещений общепромышленного назначения серий KK, SK, KA, KS, KU, KE.
Электромеханические актуаторы (линейные приводы):
• Штоковые актуаторы широкого спектра использования.
Радиальные подшипники качения производителей SKF, INA, SNR, KOYO, FAG, GMN и многих других.
Зубчатые рейки и шестерни:
• Зубчато – реечные передачи.
• Цилиндрические шестерни.
Заказать продукцию ›››
Круглые направляющие рельсы VS Квадратные направляющие рельсы для фрезерных станков с ЧПУ
Линейные направляющие рельсы бывают двух типов: круглые направляющие и квадратные направляющие. Круглые направляющие рельсы возникли первыми, но не обеспечивают той точности, которую обеспечивают квадратные направляющие рельсы. Однако круглая направляющая является предпочтительной направляющей для вертикальных перемещений с большими нагрузками. Приложение укажет, какой тип линейных направляющих следует использовать. Критерии выбора одного из них ничем не отличаются от выбора любого другого компонента фрезерного станка с ЧПУ, определения конструкции, определения целей системы и работы на основе прошлых успехов и ошибок.Но любой, у кого нет опыта, может совершать простые ошибки. Лучше всего начать с изучения основных качеств каждого типа и принятия тех, которые наиболее актуальны для приложения.
Технология круглых направляющих рельсов была доведена почти до совершенства за последние 60 лет, а квадратные направляющие рельсы достигли приличного уровня 35. Большинство проблем, присущих конструкции, уже давно решены, а материалы значительно улучшены. Большинство проблем возникает из-за неправильного использования или неправильного применения. И основные причины неправильного применения часто возникают из-за личных предубеждений или предубеждений, просчетов или эстетических суждений.То есть относительно небольшая направляющая с линейным профилем может соответствовать нагрузке, скорости и всем другим требованиям – просто отлично. Но при установке на фрезерный станок с ЧПУ проницательный взгляд может решить, что он выглядит хилым и определенно малоразмерным.
Один тип линейной направляющей с шариковой втулкой необязательно проще в использовании, чем другой. Выбор полностью зависит от конкретного приложения. В общем, конкретный компонент с квадратной направляющей может стоить больше, чем круглый, но следует учитывать другие требования, включая стоимость системы.Как минимум, эти элементы включают расходы на подготовку станины фрезерного станка с ЧПУ или другой монтажной поверхности для размещения рельсовой системы, необходимую точность позиционирования и пространство, доступное для подсистемы линейных рельсов.
Но прежде чем использовать карандаш для бумаги или мышь для коврика, выберите квадратную или круглую направляющую. Когда приложение выглядит так, как будто оно может пойти по другому пути, выполните предварительные вычисления наиболее важных качеств и убедитесь, что ничего не упущено из виду.
Круглые направляющие рельсы
До появления квадратных направляющих ожидалось, что круглые направляющие будут удовлетворять любой ситуации управления линейным движением. И в течение многих лет они делали это превосходно. Но поскольку пользователи фрезерных станков с ЧПУ требовали более строгих допусков для определенных работ, производители фрезерных станков с ЧПУ отдавали предпочтение классическому методу фрезерования и зачистки. Круглые направляющие рельсы использовались для периферийного оборудования, когда они не соответствовали требованиям допусков.
Это не сделало круглые направляющие менее ценными или устаревшими.Их преимущества по-прежнему перевешивают их недостатки. Круглые направляющие, как правило, дешевле, чем квадратные направляющие, но это не должно быть основным критерием для любого применения. Квадратный рельс действительно может выйти из строя, тогда как круглый рельс может работать плавно и безупречно. Например, круглые направляющие более терпимы к перекосам, плохой параллельности и моментным нагрузкам на большинстве машин и допускают больший разброс по высоте, чем системы с квадратными направляющими. Тем не менее, они могут выдерживать прямолинейность хода равную 0.01-дюйм. на 10 футов. Кроме того, небольшой элемент качения делает движение круглого рельса более плавным.
Для достижения такой точности им нужны опоры только на концах, хотя многие из них поддерживаются в нескольких точках или по всей длине. Это позволяет рельсам без проблем пересекать зазоры и безопасно переходить от одной опоры к другой. Когда для системы с круглым рельсом требуется только узел вал-рельс (вал, рельс или вал и два блока с концевыми опорами с четырьмя опорными блоками), стоимость подготовки меньше, чем у квадратного рельса.Как правило, установка с круглым рельсом относительно проста и недорога. А обслуживание и замена благоприятствуют круглому рельсу.
Квадратные направляющие рельсы (профильные направляющие)
Квадратные направляющие рельсы изначально были разработаны для индустрии фрезерных станков с ЧПУ. Они заменили интегрированные каретки и направляющие, которые являются неотъемлемой частью станины фрезерного станка с ЧПУ. Тем не менее, некоторые традиционные каретки и пути все же обеспечивают высокую точность в определенных ситуациях.
Квадратные направляющие более жесткие и жесткие, но требуют прямой, непрерывной опоры с жесткими требованиями к плоскостности и параллельности; они не могут перекрыть зазоры, которые может покрыть круглый рельс.Но поскольку производители фрезерных станков с ЧПУ привыкли к прецизионной подготовке станины, это не проблема.
Основным преимуществом квадратных направляющих является их высокая точность позиционирования, особенно полезная при фрезеровании и шлифовании. Они выдерживают от 0,0002 до 0,001 дюйма на длине 10 футов по сравнению с 0,01 дюйма для круглых направляющих. Они также справляются с этой точностью для моментной нагрузки; одиночная каретка и одиночный рельс больше подходят для этого, чем круглая рельс. А поскольку квадратный рельс выдерживает более высокие нагрузки с высокой точностью, большинство пользователей допускают несколько меньшую гладкость, чем круглые направляющие.
Хотя единичный рельс с одним профилем может выдерживать моментную нагрузку, это не всегда рекомендуется. Для уравновешивания нагрузки или распределения веса следует использовать две или более единиц. Однако одна квадратная направляющая может поместиться там, где потребуются две круглые направляющие. Профильные рельсы также проще в использовании, потому что они нуждаются в одной или двух частях для полной системы, рельсе и каретке, тогда как круглый рельс состоит еще из нескольких частей.
Квадратные направляющие рельсы имеют более высокую нагрузочную способность, определяемую как количество нагрузки, которую устройство выдерживает при прохождении заданного расстояния.Например, пропускная способность 20 000 N основана на номинальном пробеге в 100 км. И износ минимален, поскольку рельс не скользит, а имеет контакт качения. Срок службы квадратного рельса в первую очередь зависит от типа среды, в которой он находится, от правильной смазки и технического обслуживания. При прочих равных, круглые направляющие немного более терпимы, потому что они не так плотно упакованы и не так чувствительны к небольшим изменениям. Квадратный рельс более чувствителен к осколкам и ударам, хотя он обладает более высокой пропускной способностью и устойчивостью к ударам, которые не влияют на тело качения.
Учитывая аспект износа, круглая направляющая также обладает способностью естественного отделения мусора. Квадратные рельсовые пути скрыты от прямого доступа, но не обязательно сбрасывают мусор. Когда к рельсу прилагается плавная движущая сила, круглый рельс работает лучше, чем квадратный, потому что квадратный рельс может тянуть вверх на некоторых участках дорожки качения, тогда как круглый рельс имеет меньшую тенденцию к подтягиванию.
Выберите тип рельса для использования перед запуском компоновки компонентов фрезерного станка с ЧПУ. Крепежные приспособления для круглых и квадратных направляющих кардинально различаются, а рабочая зона различается, как и номинальная нагрузка в зависимости от физического размера.Если позже это не сработает, перейти с одной марки квадратного рельса на другой проще, чем с квадратного рельса на круглый. Все производители следуют стандартам, которые допускают некоторую степень взаимозаменяемости внутри типа.
К эффективности можно подойти с двух сторон. Один касается коэффициента сопротивления трения; меньшее трение означает меньшую потребляемую энергию. Сопротивление круглого рельса немного ниже, а его действие более плавное, чем у профильного рельса. Но те, кто регулярно использует направляющие рельсы Square, обеспечивают достаточную мощность для достаточно хорошего движения по рельсам.Некоторые также рассматривают эффективность с точки зрения габаритов или габаритов. Меньшая профильная шина предлагает меньший размер для более высоких нагрузок.
Ударная нагрузка, как и мгновенная ударная нагрузка, воздействует на все подшипники. Квадратные направляющие могут выдержать более тяжелую нагрузку, чем небольшая единица, поэтому удар – это большая сила удара. Но во всех случаях рельс масштабируется под нормальную нагрузку, а не на ударную нагрузку. Существенной разницы нет, за исключением того, что в тяжелой технике удар более вреден только из-за чистой массы.
Квадратные направляющие рельсы имеют некоторые критические отклонения от характеристик окружающей среды, которые обычно указаны в справочнике производителя или руководстве по проектированию. К сожалению, на начальных этапах проектирования направляющих круглой или квадратной формы конструкторы не учитывают факторы снижения номинальных характеристик достаточно часто. Например, стандартный рабочий цикл в США составляет 2 миллиона дюймов или 50 км и 100 км или 4 миллиона дюймов для европейского рынка. Часто стандарты рекомендуют не использовать рельсовую систему, превышающую 25 или 50% от номинальной мощности.
Это в каталоге
Большинство каталогов линейных роликовых и шариковых направляющих содержат информацию о применении и техническую информацию для определения размеров и установки. Эти параметры необходимы для определения номинальных значений динамической нагрузки и момента, а также статических нагрузок и моментов, включая тангаж, крен и рыскание. Каталоги также включают графики и уравнения для определения срока службы подшипников на основе номинальной динамической нагрузки и входных параметров приложенной динамической нагрузки. Каждая линейная роликовая или шарикоподшипниковая направляющая имеет уникальные характеристики скорости, ускорения, допусков, предварительной нагрузки и температурного диапазона.
Наиболее важным параметром для профильных направляющих является параллельность хода, которая находится в диапазоне нескольких микрометров. Если не следовать внимательно, подшипники заедают или изнашиваются преждевременно. Чтобы предотвратить такие проблемы, руководства по установке тщательно охватывают вопросы подготовки монтажной поверхности, допусков при монтаже и параллельности рельсов. Данные по установке также включают вертикальное смещение рельса, вертикальное и поперечное смещение каретки, допуски монтажных отверстий, момент затяжки болтов и стыковые соединения.
Подшипники с круглой шариковой втулкой для шариковых шариков требуют тех же соображений, что и профильные рельсы, плюс еще несколько.Полярные графики показывают динамическую нагрузочную способность, а графики показывают срок службы. Низкий коэффициент трения, равный 0,001, и характеристики самовыравнивания, данные круглым направляющим рельсам, исключают необходимость в факторах снижения номинальных характеристик, обычно присваиваемых профильным рельсам.
Применения
В то время как квадратные линейные направляющие рельсы когда-то стоили во много раз больше, чем круглые, из-за обширных требований к шлифованию, заложенных в конструкции, новые производственные технологии и экономия на масштабе побудили инженеров развлечься использованием квадратные направляющие в более широком пространстве применения.Квадратные линейные направляющие теперь можно встретить во многих случаях, когда раньше использовались только круглые направляющие.
В большинстве случаев можно использовать круглые или квадратные направляющие. Но некоторые рельсы заменяются на другие, потому что первые не работают. Так было в случае с больничной койкой, где дизайнер начал с квадратной направляющей для осевого перемещения. Но сборка будет привязана; он не мог двигаться свободно, если крепежные болты не были ослаблены, чтобы допустить некоторое вращательное движение.Каркас кровати был недостаточно жестким. Квадратный рельс пришлось заменить самоустанавливающимся круглым рельсом.
Еще одним приложением, страдающим аналогичной проблемой, была квадратная направляющая, прикрепленная к металлической основе в торговом автомате. Рельс не работал, потому что крепление к металлическому листу было недостаточно жестким. Иногда дизайнеры повторяют ошибки, когда смотрят на одну и ту же проблему в другом свете. Инженер, знакомый с круглыми направляющими, может придерживаться их, независимо от области применения, требующей более высокой точности.Но большинству приложений не требуется точность прямоугольной направляющей. Они должны учитывать стоимость всей системы, а не только стоимость компонентов. А это означает включение требований ко всем периферийным устройствам и дополнительным устройствам.
График нагрузки / срока службы круглого рельса показывает предельную нагрузку для данного подшипника с шариковой втулкой. Введите в таблицу максимальную нагрузку наиболее сильно нагруженного подшипника и требуемый срок службы и найдите, где пересекаются две линии. Область через или сверху и справа от перекрестка указывает на наиболее подходящие подшипники.
Ориентация подшипника или направление приложенной нагрузки определяет динамическую грузоподъемность подшипника с шариковой втулкой. Поправочный коэффициент определяется по направлению приложенной нагрузки относительно ориентации шариковых дорожек подшипника, показанной на полярном графике. Чтобы определить допустимую нагрузку, умножьте поправочный коэффициент K на динамическую нагрузочную способность конкретного агрегата.
Квадратные направляющие рельсы могут превзойти круглые направляющие в определенных условиях, требующих большей жесткости и большей компактности с точки зрения грузоподъемности по сравнению с размером.В целом профильные направляющие обеспечивают более высокую грузоподъемность, точность и жесткость, а также более длительный срок службы.
Квадратные направляющие должны иметь чрезвычайно параллельные поверхности для предотвращения заедания и чрезмерного износа. Они имеют тенденцию принимать форму монтажной поверхности, что требует строгого соблюдения требований к параллельности.
Продукты линейного перемещения
Товары Linear Motion в интернет-магазине по невероятным ценам.Вы можете выбирать между системами профильных линейных направляющих (линейные рельсы, блоки и шарикоподшипники), линейной системой скольжения с круглым валом с шариковыми втулками, шариковыми винтами, шариковыми гайками и трапецеидальными винтами. В нашем широком предложении вы можете найти идеальные продукты линейного перемещения для вашего станка с ЧПУ, 3D-принтера или другого приложения. Все несущие шины и валы можно обрезать до нужной длины. Мы отправляем по всему миру.Система линейных направляющих с прецизионным профилем подходит для самых требовательных приложений линейного перемещения, которые встречаются на станках с ЧПУ.Вы можете выбрать два разных класса точности (N-нормальный, H-высокий) и предварительный натяг (Z0-нулевой предварительный натяг, Z1-легкий предварительный натяг) ….
Прецизионные шарико-винтовые пары для станков с ЧПУ и других приложений автоматизации, требующих точного линейного перемещения.Шарико-винтовые пары доступны в двух классах точности шага C5 (0,023 / 300 мм) и C7 (0,050 / 300 мм). Шариковые гайки и винты с рециркуляцией …
Широкий ассортимент шариковых втулок и валов для линейного перемещения идеально подходит для простых приложений и 3D-принтеров.Вы можете купить шариковые втулки другого типа, например, экономичный линейный подшипник типа KH, стандартную шариковую втулку LME, двойную втулку типа LME_L, фланцевую …
Прецизионные катаные трапециевидные винты (стержни) и гайки по очень конкурентоспособным ценам для линейного перемещения.Трапециевидные винты (стержни) доступны в различных классах точности и из разных материалов. Также доступны трапециевидные винты (стержни) из нержавеющей стали. Трапециевидный …
Роликовый линейный рельс и блок – это сложное и экономичное решение линейного перемещения.Конструкция у него очень простая. Корпус роликовой линейной направляющей представляет собой точный алюминиевый профиль, круглый вал в котором изготовлен из закаленной стали. Преимущество …
Электромеханические линейные приводы обеспечивают точное, контролируемое и повторяемое движение в приложениях с линейным приводом, таких как толкание / вытягивание, открытие / закрытие, зажим / захват, наклон и подъем / опускание.Линейные приводы служат как эффективные, практически …
Практически для всех систем требуется смазка, поскольку она предотвращает ненужный износ.
Энергетические цепи предназначены для защиты и транспортировки кабелей и шлангов для движения по осям X, Y и Z на станках, роботах, подъемно-транспортном оборудовании и разнообразном промышленном оборудовании.Области применения: без опоры, скольжение, вертикальное подвешивание и стояние, …
Ступени для точного позиционирования производства GMT GLOBAL INC.обеспечивают точное позиционирование и выравнивание в пределах 1 мкм. Ассортимент продукции состоит из 1, 2, 3 и 6-осевых систем, обеспечивающих поступательное и вращательное движение. Столы позиционирования могут …
Высококачественные и недорогие телескопические направляющие с рециркуляционными шарикоподшипниками для работы с грузами до 280 кг.Ассортимент включает в себя уникальную супертонкую серию, в которой пространство ограничено для легких нагрузок, и сверхмощные типы для больших ящиков …
Системы линейного движения для максимальных нагрузок и самых тяжелых условий.Подходит для перемещения роботов, кранов, больших станков, устройств и станков с ЧПУ. Доступны прецизионные линейные направляющие и подшипники HepcoMotion, подходящие для точных и быстрых перемещений ….
Мы можем предоставить вам различные типы приводов с ременным и винтовым приводом от HepcoMotion, подходящие для различных промышленных применений.
Поворотные приводы AUTOMATIONWARE Новая серия поворотных приводов дополняет другие продукты из программы Automationware, основанной на нашем опыте разработки изделий на заказ, что обеспечивает гибкость в широком спектре приложений.Разные …
Продукты HepcoMotion предназначены для решения задач вращательного и непрерывного движения – кольцевые суппорты для вращательного или частичного кругового движения, а также трековые системы для комбинированных приложений линейного и вращательного движения.Эти продукты уникальны сочетанием …
Система навигации GFX Hepco для транспортной системы Beckhoff XTS использует инновационные сервомоторы для движения водителей по рельсам.Движение каждого движителя контролируется автономно, рекламный комплекс профилей скоростного движения без …
Помимо продукции, которую вы можете найти в интернет-магазине, мы также предлагаем вам широкий ассортимент линейных направляющих, линейных блоков, шариковых шпинделей и других линейных продуктов других производителей премиум-класса.Имея широкую сеть поставщиков, мы предлагаем самый большой выбор линейных направляющих и шариковых шпинделей различных производителей по конкурентоспособным ценам и с очень быстрой доставкой для всех типов линейных направляющих. По следующим ссылкам вы также можете найти каталоги и описания отдельных линейных техников: Bosch-Rexroth, INA, Schneeberger, HepcoMotion, TBI Motion, SKF, Hiwin, THK, NB, GMT, NSK и Igus .
Не нашли то, что искали? Свяжитесь с нами здесь .
Читать отзывы клиентов
Линейные системные приложения
Дилемма, с которой сегодня сталкиваются инженеры, заключается не в создании линейной системы с нуля, а в выборе из широкого диапазона доступных конфигураций.Вы знаете, какие? …
ПодробнееПредварительное натяжение шарико-винтовой передачи
Предварительная нагрузка на гайку шарико-винтовой передачи используется для повышения точности и жесткости системы шарико-винтовой передачи.Существует несколько способов достижения предварительного натяга для систем с шарико-винтовой парой. Какие? …
Подробнее
Преимущества и недостатки станочного центра с жесткими и линейными направляющими для станков с ЧПУ? Наконец-то прояснил!
Характеристики линейного рельса
Во-первых, преимущества линейного рельса
1.Сборка легкая и простая, немного потренировавшись, вы сможете выполнить качественную сборку. Поскольку точность станка слишком велика, определяется точность передаточного механизма. Механизм передачи обычно состоит из троса и винта. То есть точность проволочной рейки и самого винта определяет точность станка. Все они существуют в виде стандартных деталей. Для
s, если вы выберете соответствующую точность, предоставленную производителем, обычно не будет большой проблемы.
2. Существует множество вариантов выбора, будь то форма конструкции или уровень точности рельса, метод смазки или несущая способность, метод обработки, скорость движения и другие параметры. Вы можете произвольно настроить в соответствии с конкретными условиями вашей спроектированной машины. Тип рельса, который вам нужен.
3. Скорость бега высокая. Многие станки теперь работают очень быстро, особенно на холостом ходу. Во многом это связано с заслугой линейной направляющей, потому что режим работы трения качения и высокоточная обработка обеспечивают станок.Точность и стабильность высокоскоростной работы значительно повысили эффективность обработки и точность обработки.
4. Высокая точность обработки. В качестве линейного ориентира, как стандартного продукта, и материал, и метод обработки вошли в приемлемый контролируемый диапазон. Поэтому большинство станков в области прецизионной обработки используют высокоточные линейные направляющие. Как руководство по станкам, это также в значительной степени гарантирует точность обработки станка. На внутреннем рынке лучше работают технологии Нанкина, линейная направляющая Hanjiang, на Тайване есть линейная направляющая серебряного цвета, в Германии – компания Rexroth, в Японии – линейная направляющая THK и т. Д.Эти бренды значительно обогатили и удовлетворили потребности рынка в рельсах с различными требованиями. Физические лица предпочитают использовать THK из Японии. Стабильная работа и высокое качество исполнения – высокие цены.
5. Длительный срок службы, так как режим работы линейного рельса – трение качения. Стальные шарики в ползуне приводят в движение подающий компонент, катясь по рельсу. Сила трения этого трения качения меньше, чем у жесткого рельса. Многие, поэтому, будь то эффективность передачи или срок службы, линейный рельс должен быть намного более идеальным, чем жесткий рельс.
6. Низкие эксплуатационные расходы. Независимо от стоимости обслуживания или удобства, рельс имеет свои естественные преимущества и удобство, потому что в качестве стандартной детали заменяемая форма рельса аналогична замене винта. Конечно, есть еще какие-то корректировки точности ответа, но по сравнению с хард-треком это действительно удобно.
7. Цикл доставки короткий. Общий цикл поставки линейного рельса может быть выполнен в течение полумесяца, если вы не выберете иностранные бренды, такие как Rexroth и THK.Фактически, у этих двух брендов также есть соответствующие перерабатывающие предприятия в Китае. До тех пор, пока выбранная вами модель рельсов не очень предвзята, можно гарантировать период доставки примерно в полмесяца, а линейные рельсы Тайвань Шаньинь могут даже достичь однонедельного цикла доставки, но то же самое. трек не имеет такого хорошего времени для контроля. Если действие относительно велико, например переделка, цикл может быть неопределенным более нескольких месяцев.
Во-вторых, недостатки линейного рельса
1.Грузоподъемность сравнительно небольшая. Этот относительно небольшой размер предназначен только для жестких рельсов. Фактически, рельсы многих крупных заводов значительно улучшили свою несущую способность за счет некоторых конструктивных решений. Конечно, это относительно жесткие рельсы. По грузоподъемности он пока относительно невелик.
2. Стабильность относительно слабее, чем у жесткой шины, например, способность противостоять вибрации, но я все же хочу подчеркнуть, что эта слабость связана с жесткой направляющей.Фактически, гладкость многих линейных направляющих теперь также очень хорошая, если проектируемое вами оборудование не является слишком особенным, оно, как правило, может удовлетворить потребности.
3. Обратите особое внимание на защиту рельсов во время транспортировки и сборки. Как стандартная деталь, его уникальные конструктивные характеристики ставят его в затруднительное положение, которое относительно легко повредить, например, тонкая форма, ведущая к рельсам. Недостаточная жесткость, склонность к изгибу и деформации при сжатии, что приводит к потере точности; например, поскольку это сталь, если она не защищена от ржавчины, она легко контактирует с водой или другими растворителями во время транспортировки и сборки.Могут быть вызваны такие явления, как ржавчина и коррозия, что приводит к потере точности.
Выше приведены некоторые элементарные знания о жестких рельсах и линейных рельсах от дизайнера, который занимается проектированием станков более 10 лет. Надеюсь, это поможет тебе.
linearˈlinēər
h46 Токарный станок с ЧПУ с линейной направляющей
Токарный станок с ЧПУ с линейными направляющими Характеристики:
Высокая точность Тайваньские линейные направляющие
Высокоскоростной шпиндель, дополнительный самодельный шпиндель
Чугун повышенной жесткости
Токарный станок с ЧПУ с линейными направляющими Применение:
Станок подходит для обработки всех видов малых и средних валов и заготовок из пластин, а также может вращать различные резьбы, дуги окружности, круговой конус, внутреннюю и внешнюю поверхность вращающегося тела.Эта машина широко используется в сантехнике, арматуре, электроприборах, инструментах, автомобилях, мотоциклах, подшипниках и т. Д.
Линейная направляющая токарного станка с ЧПУ Основные технические характеристики продукта:
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Единицы | h46 | ||||
| мм мм | ||||||
Поворотный суппорт над суппортом | мм | 110 | ||||
Расстояние между центрами | мм | 99 250 мм | 48 | |||
Тип вершины шпинделя | – | A2-5 | ||||
Шаг скорости шпинделя | ||||||
Скорость шпинделя ra nge | об / мин | 2500 (Дополнительно: 4000) | ||||
Револьвер / стойка инструмента | – | Тип бандажа | 20 x 20 | |||
Перемещение по оси X | мм | 340 | ||||
Ход по оси Z | 92 мм | 92 мм Ускоренный ход оси X | мм / мин | 15000 | ||
Ускоренный ход оси Z | мм / мин | 15000 | Главный шпинделькВт | 4 | ||
Тип направляющей 901 99 | – | Линейный рельс | ||||
Вес станка | кг | 1500 | ||||
1500 | ||||||
3 |
Магазин Все – Автоматизация – Направляющие – Линейные направляющие с ЧПУ – Направляющие 26-30 дюймов – Страница 1
- Сравнивать
Лот из 2 подшипниковых блоков линейного перемещения THK HSRI5 7L255043-KB в направляющей 29 9/16 дюйма T173886
Воздушные заказы на следующий день отправляются в тот же день, время прекращения – 14:00 по московскому времени
1 В наличии
- Сравнивать
Лот из 2 подшипниковых блоков линейного перемещения THK HSR25 Y6E182 в рельсе 29 7/8 дюйма T173887
Воздушные заказы на следующий день отправляются в тот же день, время прекращения – 14:00 по московскому времени
2 В наличии
- Сравнивать
Лот из 2 Bosch R165181320 Бегунок с шариковой направляющей на 28-дюймовой направляющей T153850
Воздушные заказы на следующий день отправляются в тот же день, время прекращения – 14:00 по московскому времени
2 В наличии
- Сравнивать
Лот из 2 подшипников THK SR25, сын A 30 In Rail T145431
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
2 В наличии
- Сравнивать
Лот из 2 направляющих линейного движения линейного подшипника THK SSR20 на 30-дюймовом Rall T140957
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
4 В наличии
- Сравнивать
Лот из 2 линейных подшипников THK SSR20 Направляющая LM на 27-дюймовой направляющей T147655
Воздушные заказы на следующий день отправляются в тот же день, время прекращения – 14:00 по московскому времени
2 В наличии
- Сравнивать
INA KGNZ 08 OP PP Открытый блок подушки шарикоподшипника с 28 в рельсе T131657
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
- Сравнивать
HR MN S VON-B K901 +1.55 / + 0 Лот из 2 линейных направляющих с рельсом 28 дюймов T132252
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
- Сравнивать
Подшипники скольжения THK SSR15 FN5C537 с 29 в рельсе T131658
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
- Сравнивать
30060E-11 Подшипник с 29 1/4 “линейной направляющей с ЧПУ
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
- Сравнивать
83-013, LU150670AL1B01P6Z1 Подшипник с 27 в рельсе T98163
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
- Сравнивать
IKO LWHS 25, 5X033, E170 Подшипник на 30-дюймовой линейной направляющей с ЧПУ
Воздушные заказы на следующий день отправляются в тот же день, время окончания 14:00 MTN
1 В наличии
Ваша корзина
Всего элементов: 0 Итого: 0 долларов.00 Итого: 0,00 $
Круглый вал или профилированный рельс для поступательного движения? Как выбрать
Обновлено в мае 2019 г. || При проектировании системы линейного перемещения у инженеров есть два основных варианта рециркуляции линейных направляющих – круглый вал или профилированный рельс. Выбор неправильной системы линейного перемещения может быть дорогостоящей ошибкой, приводящей к конструктивным или конструктивным изменениям, снижению производительности машины или негабаритным компонентам с более высокими затратами. Хотя и круглые валы, и профилированные рельсы могут оказаться подходящими вариантами для большинства применений, обычно существует несколько критериев, которые определяют, какая технология более подходящая.
Здесь показан привод с линейными направляющими PBC Linear UniGuide с круглыми направляющими.Направляющие с круглым валом были изобретены в 1940-х годах и с момента их создания успешно применялись практически во всех отраслях промышленности. Но их ограниченная жесткость вынудила производителей прецизионного оборудования, такого как станки, использовать механически обработанные направляющие или поперечные ролики для достижения требуемых грузоподъемности и точности.
Введение профильных рельсовых направляющих в 1970-х годах предложило менее дорогостоящую и менее трудоемкую альтернативу… обеспечивающую высокую грузоподъемность и высокую жесткость в довольно компактном корпусе.
Но для конструкторов решение о том, когда использовать круглые валы, стало менее ясным, потому что профилированные рельсовые направляющие подходили для многих применений, которые раньше были областью круглых валов. В результате решения были, а иногда и остаются, основаны на прошлых успехах (или неудачах) с данной технологией. К счастью, есть несколько ключевых критериев производительности, которые помогут сделать выбор между круглыми валами и профилированными рельсами и избавят от лишних догадок при первоначальном выборе.
Грузоподъемность
Преимущество: профилированный рельс
При согласовании между шариками и дорожками качения профильные системы рельсов имеют большую площадь контакта и, следовательно, более высокую грузоподъемность для данного размера, чем системы с круглыми валами. Профилированные рельсы также лучше подходят для моментных нагрузок, чем круглые валы, и обычно имеют одинаковую грузоподъемность во всех четырех направлениях. И наоборот, допустимая нагрузка на круглые валы зависит от направления нагрузки, то есть ориентации нагрузки на шариковую втулку.
Для узлов с круглым валом поправочные коэффициенты нагрузки основаны на ориентации нагрузки относительно шариковой втулки.Изображение предоставлено: Thomson Industries
Жесткость линейной направляющей
Преимущество: профилированный рельс
Большая площадь контакта между шариками и дорожками качения обеспечивает меньший прогиб для профилированной рельсовой системы, чем для круглого вала. И хотя круглые направляющие вала могут иметь небольшой предварительный натяг, профилированные рельсовые направляющие часто поставляются с предварительным натягом от 2 до 8 процентов, что обеспечивает дополнительную жесткость направляющей системы.
Точность линейной направляющей
Преимущество: профилированный рельс
Благодаря шлифованным дорожкам качения и опорным кромкам профилированные рельсы обычно достигают точности хода, которая на порядок выше, чем у круглых направляющих вала. В соответствии с этим критерием круглые валы чаще ценятся за их способность обрабатывать неточности (самовыравнивание), чем за точность хода.
Скорость линейной направляющей
Преимущество: профилированный рельс
Направляющие круглого вала, как правило, могут развивать максимальную скорость 2 м / сек, ограничиваясь возможностью контролировать шарики при их перемещении в зону нагрузки и выходе из нее.Профилированные рельсовые подшипники с более сложным методом рециркуляции могут достигать скорости 5 м / сек.
Здесь показаны рельс PBC Linear UniGuide и сопряженная каретка.Монтаж линейной направляющей
Преимущество: круглый вал
Если профилированные рельсовые направляющие должны полностью поддерживаться и устанавливаться по всей своей длине, круглые направляющие вала могут поддерживаться только на их концах, если длина до 20 раз превышает диаметр вала. Круглые валы также не требуют механической обработки поверхностей для установки, поскольку шариковые втулки по своей сути компенсируют некоторую несоосность, сокращая затраты и время на проектирование и подготовку монтажных поверхностей.
Шариковые втулки линейного перемещения компенсируют перекос вала.Изображение предоставлено Thomson Industries
Прочность линейной направляющей в суровых условиях
Преимущество: круглый вал
Круглые валы, как правило, менее чувствительны к мусору, чем профилированные рельсы, и доступны в различных материалах, покрытиях и вариантах уплотнения, чтобы противостоять едким или абразивным загрязнениям. Они варьируются от всех стальных шариковых втулок до узлов, состоящих из валов из нержавеющей стали с пластиковыми втулками.
Профилированные рельсы часто обеспечивают более высокую грузоподъемность, жесткость и точность. Круглые валы, показанные здесь, часто легче интегрируются, они более прочные, менее сложны при установке и требуют меньшего обслуживания. Изображение предоставлено Lee LinearТребования к обслуживанию линейной направляющей
Преимущество: круглый вал
Из-за меньшей площади контакта между несущими шариками и ходовыми дорожками круглые валы требуют меньше смазки, чем профилированные рельсы.Круглые валы и шариковые втулки также являются одними из немногих компонентов линейного перемещения, которые по большей части взаимозаменяемы между производителями, а это означает, что замены более доступны.
Профилированные рельсы имеют преимущество по ряду традиционных технических параметров – нагрузке, жесткости, точности – круглые валы обладают уникальными преимуществами, которые в конечном итоге могут привести к снижению совокупной стоимости владения в виде более легкой интеграции и большей пригодности для работы в сложных условиях. и меньше обслуживания.
Изображение предоставлено Thomson Industries
Sbr25-530mm Linear Rail 2x Bearing Blocks Cnc Router Mills Токарные станки Slid – Vevor US
Политика доставки
Стоимость доставкиВсе продукты сейчас доставляются бесплатно, часть AK, HI, PW, MH, FM, VI, MP, AS, PR, GU Государства, где удаленное место требует дополнительных сборов за доставку, без таможенных сборов.
Примечание: на время доставки влияет COVID-19, время доставки груза переносится на 3 дня! Для больших грузов (пожалуйста, обратите внимание на описание размера или фотографии размеров, на которых односторонняя длина более 108 дюймов, периметр более 165 дюймов) требуется задержка на 12 дней.
Сроки доставки
Мы применяем FedEx Ground, UPS Ground, SAIA, RRTS, RLCARRIERS, отправляем заказы только в пределах США, другие страны не открыты на этом сайте, вы можете перейти в магазин на нашем сайте в другой стране.
- Дни ПОСТАВКИ: 1-4 рабочих дня
- Время обработки: 3 рабочих дня
- КОРАБЛЬ СО СКЛАДА CA & TX & KY & NJ
О модификации
Как только ваш платеж будет завершен, пожалуйста, сообщите по телефону или электронной почте, если требуются какие-либо изменения, прежде чем мы отправим вашу посылку.
Клиент будет нести ответственность за все дополнительные сборы, вызванные изменением адреса, если контакт будет установлен после отправки товара.
Международный Покупка
Ввозные пошлины, налоги и сборы не включены в стоимость товара или стоимость доставки. Покупатель должен нести ответственность за эти расходы.
Политика возврата
На каждый продукт предоставляется 12-месячная гарантия и 30-дневная политика возврата с даты покупки.Особые обстоятельства будут четко указаны в списке.
Если вам нужно вернуть товар и получить возмещение, свяжитесь с нами, чтобы получить этикетку для бесплатной доставки и отправить его нам.
Удовлетворительная гарантия на каждую покупку
Уважаемый покупатель, пожалуйста, свяжитесь с нами, если вы не удовлетворены товаром, прежде чем подавать заявку на возврат или возврат. Оперативный обмен должен быть произведен в течение 30 дней с момента доставки в оригинальной упаковке и с подтверждением покупки у Vevor.
Пожалуйста, внимательно проверьте все после получения посылки, любые повреждения, кроме DOA (Dead-On-Arrival), не будут покрываться, если они связаны с повреждениями, нанесенными руками человека. Если ваш товар был поврежден при транспортировке или вышел из строя в течение гарантийного срока, отправьте нам электронное письмо с фотографиями или видео, чтобы показать проблему.
- Все возвраты должны быть предварительно одобрены. Несанкционированные возвращения не будут приняты.
- Проверьте дважды, чтобы подтвердить, что товар не работает, и свяжитесь с нашим представителем службы поддержки клиентов, сообщите нам подробную проблему и отправьте нам несколько фотографий для подтверждения.
- На замененные товары предоставляется такая же гарантия, что и на возвращенные.
Если вы отправляете товар
- Тщательно упакуйте товар (ы) в оригинальную упаковку.