Как выполнить нарезание резьбы на токарном станке
Главная / ЧПУ станок / Токарный станок / Как выполнить нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке 1К62, всех её заходов, выполняется делением (поворотом заготовки на часть окружности относительно зафиксированного резца) и осуществляется поворотом шпинделя при разомкнутой винторезной цепи, для чего блок Б6 (см. Привод главного движения станка токарного типа, рис. 1) выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. Шпиндель и блок Б6 имеют зубчатые колеса z = 60, что позволяет снова их сцепить после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 частей.
Специалист по токарному делу Г. Н. Смирнов рекомендует производить деление при нарезании на токарном станке многозаходных резьб (рис. 1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы.
Рис. 1. Схема деления при нарезании многозаходных резьб за счет осевого смещения резца.
Применение многорезцовых державок (рис. 2) позволяет сократить время при нарезании резьб на токарном станке благодаря одновременному нарезанию всех заходов резьбы. В державке устанавливают по шаблону в зависимости от числа заходов резьбы два-три и более резцов, смещенных один относительно другого на величину шага.
Рис. 2. Державка для нарезания двухзаходной резьбы
Скоростное нарезание наружных и внутренних резьб на токарно-винторезных станках можно осуществить, применяя специальные вращающиеся резцовые головки («вихревое» нарезание резьбы). Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя.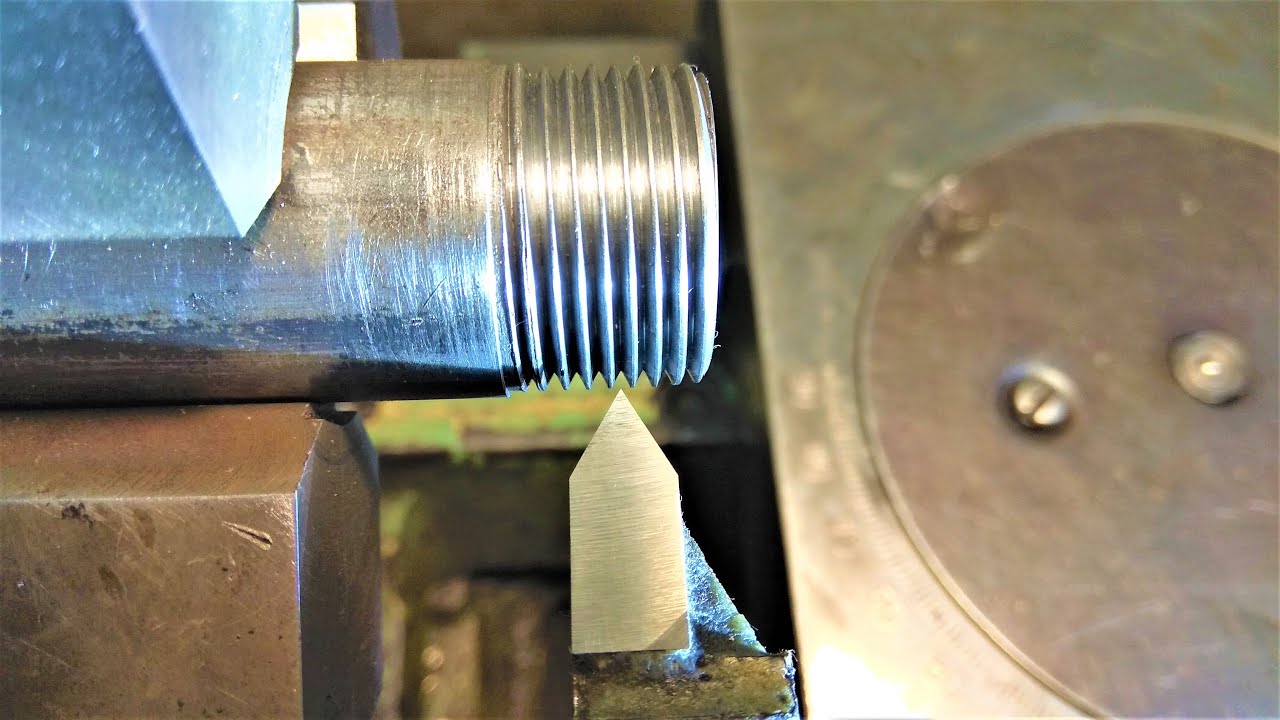
Рис. 3. Нарезание наружной резьбы вращающейся резцовой головкой
Винторезная цепь станка должна обеспечивать перемещение суппорта на шаг нарезаемой резьбы на токарном станке за один оборот заготовки. При этом методе нарезания резьбы каждый резец находится в работе в течение короткого промежутка времени, т. е. доли оборота, снимая мелкую стружку в форме запятой, а в течение остальной части оборота он движется «по воздуху», не производя резания. Благодаря этому резцы хорошо охлаждаются, что позволяет значительно повысить скорость резания, а следовательно, и производительность. Нарезание внутренних резьб этим способом производится вращающейся оправкой с резцом (
Рис. 4. Схема вихревого нарезания внутренней резьбы
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Проблема повторного попадания в шаг резьбы
Конструкция и работа указателя зацепления
Мне понравился это сайт.
Я не технолог, но более двадцати лет назад в Алжире мне довелось преподавать Технологию машиностроения, хотя ехал я туда работать по курсу «Детали машин». Там, среди прочего, мне самому пришлось работать и обучать студентов работе на станочном оборудовании, в том числе и на токарных станках. И тогда я столкнулся с одним остроумным устройством на токарном станке, о котором раньше ничего не знал.
Может быть, Вам оно известно, но на сайте, кажется, о нем нигде не упоминается. Речь идет о простом и остроумном устройстве, обеспечивающем нарезание метрической резьбы любого шага с выключением маточной гайки на станке с метрическим шагом ходового винта и любых дюймовых резьб
на станке с дюймовым шагом этого винта. Ниже Вы
прочтете фрагмент учебного пособия по этой теме, которое
я составил для своих студентов, и Вам все будет ясно.
Очевидно, что для нарезания резьбы резец при каждом проходе должен попадать в винтовую канавку, образованную на детали его предыдущими проходами (попадать в шаг).
Попадание в шаг обеспечивается, если между двумя включениями маточной гайки ходовой винт и деталь совершают целое число оборотов.
Отметим, что это условие всегда соблюдается в отношении ходового винта. Сама конструкция маточной гайки предопределяет тот факт, что после размыкания она может снова сомкнуться только после того как ходовой винт сделает целое число оборотов. Иначе витки гайки просто не попадут в витки винта и маточная гайка не сомкнется, то есть не включится.
Если шаг нарезаемой резьбы целое число раз укладывается в шаге ходового винта, проблемы с попаданием в шаг нет. В самом деле, целое число оборотов винта всегда соответствует целому числу оборотов детали. Поэтому можно включать маточную гайку при любом положении суппорта.
В других случаях нужно принимать специальные меры, для обеспечения условий попадания в шаг нарезаемой резьбы.
Самый простой способ состоит в том, чтобы не размыкать маточную гайку до окончания нарезания резьбы. То есть в конце каждого прохода нужно отвести резец от детали, остановить станок, дать ему задний ход, снова остановиться в исходном положении, дать резцу поперечную или боковую подачу, для нового прохода и повторить цикл. Таким образом, суппорт остается все время в жесткой кинематической связи со шпинделем станка и резец не может не попасть в шаг резьбы.
Этот способ не рекомендуется использовать, так как он приводит к ускоренному износу маточной гайки и уменьшает производительность, так как не дает возможности быстрого возврата суппорта в исходное положение.
Другой способ состоит в том, что до включения станка в работу метками отмечается положение шпинделя относительно станины и суппорта относительно ходового винта. В конце каждого прохода маточную гайку размыкают и возвращают в исходное положение вручную или с помощью механизма ускоренной подачи. Для повторного включения (смыкания) маточной гайки нужно снова совместить метки взаимного положения.
Рис. 1
Рассмотрим конструкцию и работу такого устройства на примере станка «Селтик» (Celtique).
На верхнем конце валика, установленного на подшипниках в суппорте (Рис. 2), закреплен с помощью прижимного винта диск указателя 1 с делениями, которые соответствуют 2, 3, 5 и 7 частям его оборота. На нижнем конце этого валика на шпонке установлен блок шестерен 2-3, одна из которых имеет 14, а другая 15 зубьев. Зубчатые венцы этих шестерен корригированы, что дает возможность этим шестерням зацепляться с одной и той же промежуточной шестерней 4.
В положении, показанном на рисунке, с шестерней 4 зацепляется шестерня 3. Чтобы ввести в зацепление шестерню 2, нужно извлечь из суппорта свободно вынимающийся вверх валик и перевернуть блок шестерен 2-3. Шестерни 4 и 5 имеют одинаковое число зубьев, но разные модули.
При работающем станке и неподвижном суппорте, то есть при разомкнутой маточной гайке и вращающемся ходовом винте, этот последний и шестерня 5 ведут себя как червячная передача, приводящая во вращение градуированный диск указателя через посредство шестерен 4 и 3. При остановленном станке, любое перемещение суппорта заставляет вращаться шестерню 5 и, следовательно, диск указателя. В этом случае ходовой винт играет роль зубчатой рейки.
При работающем станке и включенной (сомкнутой) маточной гайке диск указателя остается неподвижным, так как кинематическая пара ходовой винт – шестерня 5 работает одновременно как червячная и как реечная передачи, что дает два взаимокомпенсирующих вращения диска с одинаковой скоростью в разные стороны.
Благодаря одинаковому числу зубьев шестерен 4 и 5, они не оказывают никакого влияния на передаточное число между ходовым винтом и валиком диска. Эта пара шестерен ведет себя как одна паразитная шестерня, установленная между ходовым винтом и блоком шестерен 2 – 3.
Цель расчета, который нужно выполнить, исходя из шага нарезаемой резьбы, состоит в том, чтобы найти такую комбинацию числа делений диска и числа зубьев одной из шестерен блока 2 – 3, которая обеспечивает попадание в шаг. Другими словами, ходовой винт и обрабатываемая деталь должны совершить целое число оборотов, в течение поворота диска указателя между двумя выбранными делениями.
Пример: нужно нарезать резьбу с шагом 2,25 мм.
Сначала выбираем число зубьев вводимой в зацепление шестерни блока 2 – 3. Шестерня с 14 зубьями соответствует 14 оборотам ходового винта и расстоянию пройденному суппортом 84 мм. В это же время деталь совершает 37,28 оборотов (84 / 2,25).
Шестерня с 15 зубьями соответствует 15 оборотам ходового винта и расстоянию пройденному суппортом 90 мм. В это же время деталь совершает 40 оборотов (90 / 2,25).
Поэтому выбираем шестерню с 15 зубьями, поскольку она обеспечивает целое число оборотов, как детали, так и ходового винта, в течение одного оборота указателя диска.
Шестерня с 14 зубьями соответствует 14 оборотам ходового винта и расстоянию пройденному суппортом 84 мм. В это же время деталь совершает 37,28 оборотов (84 / 2,25).
Шестерня с 15 зубьями соответствует 15 оборотам ходового винта и расстоянию пройденному суппортом 90 мм. В это же время деталь совершает 40 оборотов (90 / 2,25).
Поэтому выбираем шестерню с 15 зубьями, поскольку она обеспечивает целое число оборотов, как детали, так и ходового винта, в течение одного оборота указателя диска.
Здесь можно бы уже остановить расчет и работать, каждый раз включая маточную гайку в момент, когда неподвижная метка на суппорте совпадает с каким-либо одним и всегда одним и тем же делением диска. Но такая работа приводит к потерям времени, так как каждый раз приходится ждать, пока диск не повернется до единственно нужного деления. Поэтому попытаемся использовать некоторое число делений диска указателя.
На диске есть деления, соответствующие двум, трем, пяти и семи частям диска и обозначенные соответствующими цифрами. Число 40 (число оборотов детали) делится на 2 и на 5, но 15 (число оборотов ходового винта) делится только на 5.
Поэтому выбираем деления, соответствующие 5 частям диска и обозначенные цифрой 5. Маточную гайку можно включать в моменты, когда неподвижная метка на суппорте совпадает с одним из пяти делений диска, обозначенных цифрой 5.
Число 40 (число оборотов детали) делится на 2 и на 5, но 15 (число оборотов ходового винта) делится только на 5.
Поэтому выбираем деления, соответствующие 5 частям диска и обозначенные цифрой 5. Маточную гайку можно включать в моменты, когда неподвижная метка на суппорте совпадает с одним из пяти делений диска, обозначенных цифрой 5.
Теперь нужно настроить указатель следующим образом:
– Вынимаем валик с диском 1 и смотрим, какая из шестерен блока 2 – 3 находится внизу.
– Если это шестерня с 15 зубьями, все в порядке. Если это шестерня с 14 зубьями, снимаем блок с валика, переворачиваем его и снова ставим на валик. Теперь внизу шестерня с 15 зубьями. Устанавливаем валик на место.
– На остановленном станке, ослабляем затяжку прижимного винта диска 1, включаем маточную гайку, поворачиваем диск 1 в положение, в котором одно из делений, обозначенное цифрой 5, совпадает с неподвижной меткой на суппорте. Затягиваем прижимной винт диска. Теперь указатель настроен для нарезания резьбы с шагом 2,25 мм и можно работать, включая маточную гайку в моменты, когда любое из делений диска, обозначенное цифрой 5, совпадает с неподвижной меткой на суппорте.
Весь приведенный выше текст, это почти дословный и немного доработанный перевод с французского одного раздела из учебного пособия, составленного мною для студентов, проходивших практическое обучение именно на станке «Селтик». Поэтому в нем речь идет о конкретном указателе, встроенном в суппорт именно этого станка. Отсюда и некоторая затянутость описания работы, так как промежуточные шестерни 4 и 5 затеняют суть дела. Для подобного указателя есть более простое конструктивное решение (без промежуточных шестерен) с прямым зацеплением с ходовым винтом, как показано на Рис. 1., только устанавливаемое не внутри суппорта, а снаружи. Такое устройство нетрудно сделать самостоятельно и пристроить его на правой боковой стенке суппорта любого станка в зоне ходового винта. Нужно предусмотреть две сменные шестерни и регулировку положения валика, чтобы шестерни с разным числом зубьев могли зацепляться с ходовым винтом.
Хочу поделиться с Вами еще кое-чем.
1. Меня давно занимал вопрос: кто и как сделал первый ходовой
винт, от которого произошли все последующие. Имею в виду не Архимеда, который
мог изготавливать свои архимедовы винты по грубой технологии для столь же грубых
целей, таких как подъем воды. А вот как был сделан первый ходовой винт с
достаточно точным шагом? На вашем сайте я нашел ответ. Это про полосу бумаги
равномерной ширины, наворачиваемую на цилиндр, по которой размечалась будущая
винтовая нарезка. Хочу спросить: это предположение или достоверные сведения?
Раньше мне казалось, что есть достаточно простой способ изготовления первого
винта или первых винтов. При условии, что к тому времени люди уже умели волочить
достаточно длинную проволоку, достаточно постоянного диаметра. Если такую
проволоку плотно навить на цилиндр, то это практически готовый винт, который
может приводить в движение поводок, вставленный в канавку, образованную
проволочной навивкой.
Имею в виду не Архимеда, который
мог изготавливать свои архимедовы винты по грубой технологии для столь же грубых
целей, таких как подъем воды. А вот как был сделан первый ходовой винт с
достаточно точным шагом? На вашем сайте я нашел ответ. Это про полосу бумаги
равномерной ширины, наворачиваемую на цилиндр, по которой размечалась будущая
винтовая нарезка. Хочу спросить: это предположение или достоверные сведения?
Раньше мне казалось, что есть достаточно простой способ изготовления первого
винта или первых винтов. При условии, что к тому времени люди уже умели волочить
достаточно длинную проволоку, достаточно постоянного диаметра. Если такую
проволоку плотно навить на цилиндр, то это практически готовый винт, который
может приводить в движение поводок, вставленный в канавку, образованную
проволочной навивкой.
2. Почему Вы не хотите употреблять распространенный термин
«маточная гайка» и называете ее разъемной? Она, конечно, разъемная, но ведь это
в буквальном смысле гайка – мать, от которой «рождаются» все резьбы, нарезаемые
на станке. Интересно, что у французов ходовой винт называется по той же причине
«винт – мать» (у них слово винт женского рода). И еще об одном токарном термине.
То, что у нас называется «гитара» у французов называется «лира». Пока этого не
знал, считал, что наш термин пошел от внешнего вида пары шестерен, напоминающих
корпус гитары. Но лира-то никак на гитару не похожа. Теперь думаю, что оба
термина пошли от того, что гитару токарного станка, как и музыкальные
инструменты, нужно настраивать. Наконец, хочу сказать об одной ошибке,
замеченной на вашем сайте, в тексте по нарезанию резьбы резцом. Написано: «Если
нарезается резьба, шаг которой делится без остатка на шаг резьбы ходового винта
(или шаг резьбы ходового винта делится без остатка на шаг нарезаемой резьбы), то
разъемную гайку можно включать в любой момент и резец при этом всегда точно
попадет в ранее нарезанную винтовую канавку». Здесь правильно только условие,
заключенное в скобки, а первое условие неверно. Предположим, при шаге ходового
винта 6 мм нужно нарезать резьбу с шагом 12 мм.
Интересно, что у французов ходовой винт называется по той же причине
«винт – мать» (у них слово винт женского рода). И еще об одном токарном термине.
То, что у нас называется «гитара» у французов называется «лира». Пока этого не
знал, считал, что наш термин пошел от внешнего вида пары шестерен, напоминающих
корпус гитары. Но лира-то никак на гитару не похожа. Теперь думаю, что оба
термина пошли от того, что гитару токарного станка, как и музыкальные
инструменты, нужно настраивать. Наконец, хочу сказать об одной ошибке,
замеченной на вашем сайте, в тексте по нарезанию резьбы резцом. Написано: «Если
нарезается резьба, шаг которой делится без остатка на шаг резьбы ходового винта
(или шаг резьбы ходового винта делится без остатка на шаг нарезаемой резьбы), то
разъемную гайку можно включать в любой момент и резец при этом всегда точно
попадет в ранее нарезанную винтовую канавку». Здесь правильно только условие,
заключенное в скобки, а первое условие неверно. Предположим, при шаге ходового
винта 6 мм нужно нарезать резьбу с шагом 12 мм. Первое условие соблюдается. Но в
этом случае маточную гайку можно включать не в любой момент, а только через
каждые два оборота ходового винта (через 2, 4, 6, 8 и т.д.). Ведь пока деталь
делает один оборот, ходовой винт делает два. Хорошо если при включении каждый
раз попадаем на четный оборот винта. А если на нечетный? Будет смещение резца от
винтовой канавки ровно на половину шага. Этот пример можно рассмотреть и
по-другому. В середине прохода отвели резец и остановили станок. Разомкнули
гайку. Повернули шпиндель с деталью на пол-оборота. При этом ходовой винт
повернется на полный оборот. Можно снова смыкать гайку. Но резец-то вместе с
суппортом остался на месте, а деталь повернута на пол-оборота, то есть резец
находится посередине между двумя нитками резьбы.
Первое условие соблюдается. Но в
этом случае маточную гайку можно включать не в любой момент, а только через
каждые два оборота ходового винта (через 2, 4, 6, 8 и т.д.). Ведь пока деталь
делает один оборот, ходовой винт делает два. Хорошо если при включении каждый
раз попадаем на четный оборот винта. А если на нечетный? Будет смещение резца от
винтовой канавки ровно на половину шага. Этот пример можно рассмотреть и
по-другому. В середине прохода отвели резец и остановили станок. Разомкнули
гайку. Повернули шпиндель с деталью на пол-оборота. При этом ходовой винт
повернется на полный оборот. Можно снова смыкать гайку. Но резец-то вместе с
суппортом остался на месте, а деталь повернута на пол-оборота, то есть резец
находится посередине между двумя нитками резьбы.
С уважением, Даниил Добжинский 27.10.09 г.
На главную
1К62 Токарно-винторезный станок 1000 мм
Объявленияобъявления Товары
товары и услуги Компании
компаний в каталоге
| Поиск |
Бизатор / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Тип объявления: продажаОпубликовано: 16. 03.2020
03.2020
| Цена: | 48 000 грн |
| Компания: | Маркетстан |
| Продавец: | Виктор 90 017 |
| Телефоны: | 0953669277 Показать телефон Написать сообщение |
| Адрес: | Украина, Киев |
| 9001 7 |
Станок модели 1К62 предназначен для резки метрических, дюймовых, модульных, питтвейных, правых и левых , с нормальным и увеличенным шагом, однозаходной и многозаходной резьбой, для нарезания механической резьбы для копировальных работ (с использованием прилагаемого к станку полуузла). Класс точности по ГОСТ 8-82 Н. Максимальный диаметр заготовки, мм – над станиной 400, – над суппортом 220. Максимальная длина заготовки, мм: 1000. Максимальная длина хода каретки, мм: 930. Центр шпиндельной бабки по ГОСТ 13214-67 Конус Морзе 6. Высота резца, установленного в резцедержателе, мм 25. Диаметр стержня, проходящего через отверстие в шпинделе, мм 45. Максимальный вес устанавливаемых изделий в Т: – крепится в патроне 0,5, анкеруется в центрах 1,5. Количество нарезаемых резьб, шт.: – метрическая 44, дюймовая 20, – модульная 38, – питкевичская 37. Максимальный крутящий момент, кНм 2. Максимальное смещение пиноли, мм 200. Боковое смещение, мм ±15. Габаритные размеры машины, мм: – длина 2812. – ширина 1166, – высота 1324. Масса машины, кг: 2200.
Хорошее состояние. Полный. Местонахождение: Киев. Более подробная информация на: http://marketstan.com http://marketstan.all.biz http://marketstan.com.ua
Максимальный вес устанавливаемых изделий в Т: – крепится в патроне 0,5, анкеруется в центрах 1,5. Количество нарезаемых резьб, шт.: – метрическая 44, дюймовая 20, – модульная 38, – питкевичская 37. Максимальный крутящий момент, кНм 2. Максимальное смещение пиноли, мм 200. Боковое смещение, мм ±15. Габаритные размеры машины, мм: – длина 2812. – ширина 1166, – высота 1324. Масса машины, кг: 2200.
Хорошее состояние. Полный. Местонахождение: Киев. Более подробная информация на: http://marketstan.com http://marketstan.all.biz http://marketstan.com.ua
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законодательства[?]
- другое[?]
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ | Big-tools Industrial Supply
РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ Категории
Категории продукта Категории продуктовРезьборезные вставки Резьбофрезерование Токарная обработка
Область применения продукта Применение продукта Rangefinishing получистовая обработка
Бренды продуктов Бренды продукцииBaiWeiShi BIG KAISER daoqin DESKAR ISCAR koreaTechnics Mitutoyo MST OSG Tool RONGKE SDTOOL SHEFFIELD TG ZD-Motor WIDIA ZCCT KORLOY SHANGHAI TOOLS Gesac EGNC Derek VictoryBohrer XYC
Материал заготовки продукта Продукт Материал заготовкиАлюминий (N) Чугун (K) Сталь, закаленная графитом (H) Жаропрочный сплав и титановый сплав (S) Нержавеющая сталь (M) Сталь (P)
Показано 1–30 из 439 результатов
- Индексируемые инструменты, резьбовые вставки, инструменты для резьбов
16er 16ir 1.
 5iso 2.0iso LF90 Cermet Rideing Turning Tools Tools Tool Tooltter Rutter Trape Parts Original Blade
5iso 2.0iso LF90 Cermet Rideing Turning Tools Tools Tool Tooltter Rutter Trape Parts Original Blade0 из 5
(0) 0 из 5 (0)- LF90: Режущие инструменты из кермета подходят для получистовой и чистовой обработки различных стальных и чугунных отливок, с высокой твердостью, низким сродством с обрабатываемым материалом заготовки, непростым образованием стружки, хорошей химической стабильностью, хорошей термостойкостью. и износостойкость.
Артикул: 1005001791852782
- Сменные инструменты, резьбонарезные вставки, РЕЗЬБОНАРЕЗНЫЕ ИНСТРУМЕНТЫ
16ER 16IR 11W 14W LF90 Резьбонарезные пластины с ЧПУ Токарный инструмент Лезвия из металлокерамики Токарный станок Запчасти для фрез
0 из 5
(0)- LF90: Режущие инструменты из кермета подходят для получистовой и чистовой обработки различных стальных и чугунных отливок, с высокой твердостью, низким сродством с обрабатываемым материалом заготовки, непростым образованием стружки, хорошей химической стабильностью, хорошей термостойкостью.
- LF90: Режущие инструменты из кермета подходят для получистовой и чистовой обработки различных стальных и чугунных отливок, с высокой твердостью, низким сродством с обрабатываемым материалом заготовки, непростым образованием стружки, хорошей химической стабильностью, хорошей термостойкостью.
 5iso 2.0iso LF90 Cermet Rideing Turning Tools Tools Tool Tooltter Rutter Trape Parts Original Blade
5iso 2.0iso LF90 Cermet Rideing Turning Tools Tools Tool Tooltter Rutter Trape Parts Original Blade