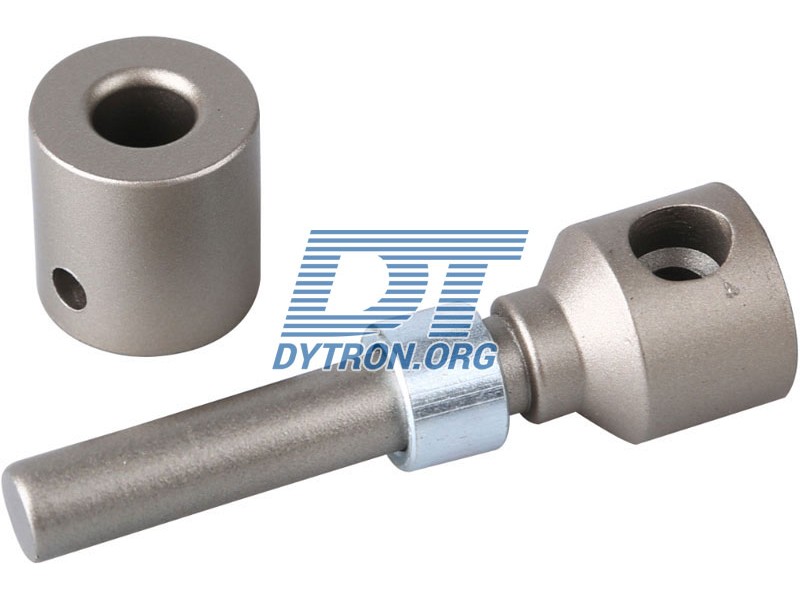
Насадка для пайки полипропиленовых труб Ø32мм
Категории
КатегорииКорзинаУчетная записьПоискНедавно смотрелиВверх
- Описание
- Доставка
- Отзывов (0)
Насадка для сварочного аппарата Ø32мм. Насадка предназначена для полифузионной сварки полипропиленовых труб при помощи плоского сварочного аппарата.
Написать отзыв
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо Хорошо
Как заказать товар
1. Большинство товаров, представленных в Интернет-магазине “Аква-гарант”, имеется в постоянном наличии на складе. Поэтому приобрести продукцию Вы можете непосредственно у нас в магазине, по адресу: г.Волгоград, ул.Восточная, 21Б.
Большинство товаров, представленных в Интернет-магазине “Аква-гарант”, имеется в постоянном наличии на складе. Поэтому приобрести продукцию Вы можете непосредственно у нас в магазине, по адресу: г.Волгоград, ул.Восточная, 21Б.
Заказать товар вы можете:
- с помощью корзины заказов
- прислать список необходимых товаров с точным наименованием и артикулом на электронную почту [email protected]
- прислать список товаров на Viber/WhatsApp 8-902-098-37-38
При оформлении заказа обязательно указывайте:
– город доставки
– контактные данные
– форма оплаты (при безналичной форме оплаты от организации, необходима будет карта партнера для выставления счета).2. Доставка по городу является платной услугой. Осуществляется по предоплате, условия и стоимость уточняйте у менеджеров компании.
3. Доставка по России Транспортной компанией. Осуществляется по предоплате. Сроки и стоимость доставки Вы можете уточнить на сайтах компаний:
“СДЭК”
“ПЭК”
“Деловые линии”, или у наших менеджеров.
Как оплатить товар
1. Оплата за наличный расчет. Производится в рублях непосредственно в кассе магазина.
2. Оплата банковской картой. Производится также в магазине (филиале).
3. Безналичным способом по выставленному счету (После оформления заказа через корзину, счет будет выслан на электронную почту).
- Рекомендуемые товары
- Не забудьте купить
show_more show_less
bookmarkrocketphoneкакие виды и типы бывают, их предназначение и применение
Время на чтение: 2 мин
172
В недалеком прошлом, всего десять-двадцать лет назад трубы из тех или иных видов металлов были единственным вариантом. В соответствии с этим, чтобы их починить, нужно было применить сварочную аппаратуру для работы с металлическими деталями.
Но с появлением полимеров трубы стали производить из искусственных материалов, все больше заменяя ими металлические образцы. Трубам из полимерных составов не опасна коррозия, которая часто была причиной поломок версий из металлов.
Трубам из полимерных составов не опасна коррозия, которая часто была причиной поломок версий из металлов.
Полимеры можно сваривать без применения сварочной аппаратуры – достаточно иметь паяльник и насадки, созданные для сварки труб из полипропилена.
Эти насадки имеют определенные различия. В этой статье будет дана информация о том, как подобрать насадку для своих нужд и не наделать ошибок.
Содержание статьиПоказать
- Общая информация
- Советы по подбору модели
- Технология сварки полимеров
- Заключение
Общая информация
Паяльник, предназначенный для сварки изделий из полипропилена – это простой аппарат, который состоит из трех основных деталей. В его механизм входит металлический тэн, подставка и терморегулятор.
Тэн и формой, и принципом действия напоминает утюг. Собственно, нередко его и называют утюгом, рабочие детали к нему часто именуя насадками для утюга.
Процесс сварки полипропиленов достаточно прост. Край трубы из любого полимерного соединения прикладывается к тэну, разогретому до нужной для плавления этого вещества температуры.
Кромка расплавляется, и процесс повторяют со вторым элементом. Расплавленные кромки стыкуют, крепко прижимают друг к другу, образуя шов. Если все сделано верно, соединение получается прочным, надежным.
Однако такой аппарат предназначен именно для спайки полимеров (полипропилена, пластмассы). Для металлических деталей он не подойдет.
В процессе сварки полипропиленов утюгом важна правильно подобранная насадка. Насадки помогают работать с трубами разных размеров. Утюг обычно комплектуется одной или несколькими моделями этой детали.
Если для выполнения работы хватает заводского комплекта насадок для сварки полипропилена – хорошо. Но если нужно приобрести дополнительную модель, важно не ошибиться.
Но если нужно приобрести дополнительную модель, важно не ошибиться.
Советы по подбору модели
В первую очередь нужно обратить внимание на диаметр насадки. Он должен соответствовать диаметру трубы, которая будет вариться. Существует два обозначения диаметров – миллиметры или маркировочные номера.
Для домашней сварки должно хватить номеров 20,25, 40. Более высокие значения применимы для профессионального уровня сварки. Эти модели подходят для заводов и других производственных единиц.
Вторым пунктом идет материал, из которого изготовлена насадка для сварки полипропилена. Пластиковые модели дешевле, однако, брать нужно металлические. Они более стойкие и точно не начнут плавиться во время работы.
Лучше будет взять металлическую модель с покрытием из тефлона. Этот материал защищает насадку от прилипания, пригорания расплавившегося полимера. Не стоит пытаться экономить на таких деталях.
Это может привести к браку швов и повторной необходимости приобретения насадок.
Технология сварки полимеров
После того, как найдена необходимая модель, можно приступать к сварке полипропиленовых изделий. Для этого нужно изучить технологию сварки полимерных соединений при помощи паяльника.
Сначала нужно нарезать трубы. Это делается ножом или труборезом. Важно сделать ровный срез, потому что от него зависит качество будущего шва.
Срез должен соответствовать запросу и не иметь заусенцев. Если появления заусенцев избежать не удалось, то они удаляются отдельно. Это делается мелкозернистой наждачкой.
Не стоит забывать снимать с торцов труб фаски.
После этого на утюг устанавливается необходимая насадка. Она подбирается под диаметр трубы и должна быть надежно закреплена. Аппарат включается и проводится настройка температуры, если у паяльника есть возможность терморегуляции.
Если такой функции нет, то проводится проверка индикаторов и просто ожидается нагрев рабочих поверхностей. О том, что температура пайки достигнута, просигнализирует отключение индикатора нагрева.
После нагрева тэна, в насадку помещается конец спаиваемой трубы. Там он должен пробыть 5-10 с. Их должно хватить, чтобы пластик расплавился. Когда края обеих деталей расплавлены, они соединяются. Для этого используют фитинги.
Соединенные трубы нужно оставить в покое на срок от одной минуты. В период затвердевания шва не стоит вращать или изгибать трубы. Если все было сделано верно, то по истечению срока остывания соединение будет готово.
Формирование одного шва занимает около двух-трех минут. В этом плюс труб из полимерных соединений – они не требуют большого срока для соединения.
Заключение
Если нужно сварить полимерные трубы (пластик, пластмассу), можно применить паяльник для пайки.
Он не требует много дополнительных деталей, для его применения не нужны электроды или флюсы.
Все, что нужно для сварки полипропилена – это сам паяльник и набор насадок для него. Этого будет достаточно для многих домашних работ, мелкого ремонта и прочего.
Китайский производитель пластиковых форсунок, распылительных форсунок, поставщиков распылительных форсунок
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Пластиковая насадка
,
Запотевание сопла
,
Форсунки
,
Зажимное сопло
,
Сопло эдуктора
,
Плоский вентилятор. | |
| Зарегистрированный капитал: | 500000 юаней | |
| Площадь завода: | 101~500 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Shanghai Xinhou Spraying & Purification Equipment Co. , Limited. Это завод, основанный в 2004 году и много лет занимающийся промышленными соплами. Наши люди имеют богатый профессиональный опыт, который может обеспечить вам надежную техническую поддержку. Мы посвящаем себя улучшению качества. На внутреннем рынке у нас есть клиенты по всей стране. Среди них наиболее заметным случаем являются наши поставки для автомобильных заводов, таких как Volkswagen, Audi и Bens, и качество их одобрено. На основе нашего…
, Limited. Это завод, основанный в 2004 году и много лет занимающийся промышленными соплами. Наши люди имеют богатый профессиональный опыт, который может обеспечить вам надежную техническую поддержку. Мы посвящаем себя улучшению качества. На внутреннем рынке у нас есть клиенты по всей стране. Среди них наиболее заметным случаем являются наши поставки для автомобильных заводов, таких как Volkswagen, Audi и Bens, и качество их одобрено. На основе нашего…
Просмотреть все
Компания и завод
14 шт.машина 11
машина 10
машина 9
машина 8
машина 7
машина 6
машина 5
машина 4
машина 3
машина 2
машина 1
компания 3
компания 2
компания 1
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Джессика
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Форсунки BETE NC с полным конусом
ПОИСК
Асеальные брызги, изготовленные из химических пластиков
Связанные PDFS
Проектирование
Высокие частоты потока с грубой атомизацией
. ДОСТОЯЩИЙ, униформерный охват
Произвенные в химическом рисунке.
Доступны пользовательские скорости потока
Как достигается схема распыления
Атомизация достигается за счет водой, которая вращается внутри сопла, а затем выходит из отверстия
Высокие скорости потока. Диапазон расхода
Диапазон расхода
от 2,01 до 9320 гал/мин
Доступные типы соединений
Материалы
ПВХ, полипропилен, ПТФЭ
NC 03
Труба: 3/4
60 °, 90 °, 120 °
2,01
2,56
3,54
4,91
7,55
9,41
NC 04
.
2.68
3.41
4.72
6.54
10.1
12.5
NC 07
Pipe: 3/4
60°, 90°, 120°
4.69
5.97
8.26
11.4
17.6
22.0
NC 09
Pipe: 1
60°, 90°, 120°
6.05
7.69
10.7
14.8
22.7
28.3
NC 12
Pipe : 1
60 °, 90 °, 120 °
8,06
10,2
14,2
19,7
30,2
37,7
NC 14
Труба: 1 1/4 9000 27,7
NC 14
0005
60 °, 90 °, 120 °
9,40
12,0
16,6
22,9
35,3
44,0
NC 16
Труба: 1 1/2
02 60 °, 900, 90, 90, 9000,
.
10.7
13.7
18.9
26.2
40.3
50.3
NC 17
Pipe: 1 1/4, 2
60°, 90°, 120°
11.4
14.5
20,1
27,8
42.8
53.4
NC 20
Pipe: 1 1/2, 2
60°, 90°, 120°
13.4
17.1
23.6
32.7
50.4
62.8
NC 24
Труба: 1 1/2
60 °, 90 °, 120 °
16,1
20,5
28,4
39,3
60,5
75,4
NC 33
75,4
NC 33
75,4
NC 33
75,4
NC 33
.0005
60 °, 90 °, 120 °
22,1
28,1
39,0
54,0
83,0
104
NC 40
.
34.1
47.2
65.4
101
125
NC 45
Pipe: 2
60°, 90°, 120°
30. 2
2
38.4
53.1
73.6
113
141
NC 50
Pipe: 2
60°, 90°, 120°
33.5
42.6
59.0
81.8
126
157
NC 58
Pipe: 3
60 °, 90 °, 120 °
38,9
49,4
68,5
94,8
146
182
NC 60
Pipe: 2
60 °.0°, 120°
40.2
51.1
70.8
98.1
151
188
NC 65
Pipe: 2
60°, 90°, 120°
43.6
55.4
76.7
106
163
204
NC 70
Pipe: 2, 2 1/2
60°, 90°, 120°
46.9
59.7
82.6
114
176
220
NC 80
Труба: 2 1/2
60 °, 90 °, 120 °
53,8
68,4
94,7
131
202
9000 29000 29000 20059000
131
252 94,7
131
9000
3
60 °, 90 °, 120 °
56,5
71,8
99,5
138
212
264
NC 90
Труба: 2 1/2
02 600002 9000
5
. °
°
60.5
76.9
107
148
227
283
NC 96
Pipe: 3
60°, 90°, 120°
64.5
82.0
114
157
242
302
NC 117
Труба: 3
60 °, 90 °, 120 °
78,6
99,9
138
192
29595
368
295959
368
295959002 368 9000
NC 125
Pipe: 4
60°, 90°, 120°
84.0
107
148
205
315
393
NC 130
Pipe: 4
60°, 90 °, 120 °
87,3
111
154
213
328
409
NC 140
.0005
166
229
353
440
NC 180
Pipe: 4
60°, 90°, 120°
121
154
213
295
453
565
NC 250
Труба: 4
60 °, 90 °, 120 °
168
213
295
409
. 0005
0005
60 °, 90 °, 120 °
235
298
413
572
880
1100
NC 480
: 6
60 °,
409
567
785
1210
1510
NC 615
Pipe: 6
60°, 90°, 120°
412
524
726
1010
1550
1930
NC 665
Pipe: 8
60°, 90°, 120°
446
567
785
1090
1670
2090
NC 775
Pipe: 8
60 °, 90 °, 120 °
521
663
918
1270
1960
2440
NC 885
Труба: 8
60 °.