Назначение и типы напильников | Конструкция
Основное назначение напильников – ручная обработка материалов. Напильники применяются также и для работы на различных опиловочных станках, например для отделки стружечных отверстий в круглых плашках, опиловки шариков для подшипников, обработки штампов, шаблонов и т. п.
Назначение
Напильник предназначается для съема слоя металла, толщина которого (0,01-1,0 мм) возрастает с увеличением размера зубьев.
Типы напильников
Согласно ГОСТу 1465-59 слесарные напильники общего назначения разделяются на следующие типы:
- плоские тупоносые;
- плоские остроносые;
- квадратные;
- трехгранные;
- круглые;
- полукруглые;
- ромбические;
- ножовочные.
Кроме слесарных напильников, в практике применяется большое количество специальных.
Для ручной заточки пил по дереву согласно ГОСТу 6476-53 применяются специальные напильники: а) трехгранные остроносые; б) трехгранные тупоносые; в) ромбические; г) круглые; д) плоские. В противоположность слесарным, напильники для заточки пил (трехгранные, ромбические, плоские) снабжены закруглениями в сечении.
В противоположность слесарным, напильники для заточки пил (трехгранные, ромбические, плоские) снабжены закруглениями в сечении.
Для определения твердости металлов применяют тарированные напильники.
Специальные напильники
Большую группу специальных напильников представляют рихтовочные, предназначенные для опиливания кузовов легковых автомобилей перед шпаклевкой и окраской. Рихтовочные напильники изготовляются различной формы как плоские, так и изогнутые.
Специальные напильники применяются для разного рода тонких и отделочных работ, например гравировальных и др. Несколько обособленную группу ручных напильников представляют рашпили и надфили. Гашпили, отличающиеся своеобразной формой насечки, применяются для обработки мягких материалов (дерева, кожи и т. п.). Отличительными особенностями надфилей являются мелкая насечка и малые их габаритные размеры (см. ГОСТ 1513-53).
Из машинных напильников следует отметить брусковые, применяемые на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка.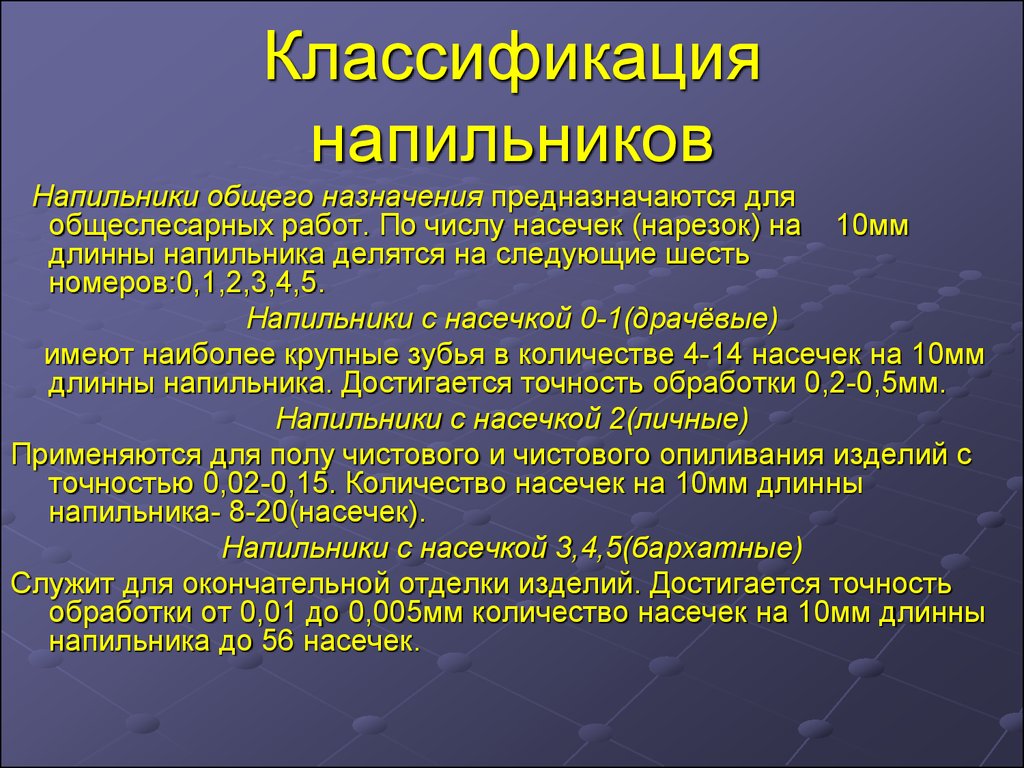
Для опиловочных станков с вращающимся инструментом применяются вращающиеся (ротативные) напильники, отличающиеся большим разнообразием формы. Они изготовляются как с насеченными, так и с фрезерованными зубьями.
Габаритные размеры
Номинальная длина напильников определяется длиной рабочей части, т. е. без учета длины хвостовика. Напильники изготовляются длиной от 100 до 400 мм.
Формы сечений стандартизованы и по ним установлены названия типов напильников. Кроме стандартных форм сечений, применяются также и специальные в зависимости от назначения напильника. Они отличаются большим разнообразием.
Размеры сечений (ширина, толщина, диаметр и др.) установлены в зависимости от формы сечения и длины напильника.
Большинство типов стандартных напильников изготовляется с утонением к концу как по ширине, так и по толщине. Такая форма способствует получению слегка выпуклой поверхности на длине оттянутого носка напильника. Носок можно рассматривать как заборную часть, зубья которой постепенно входят в обрабатываемый материал. Это уменьшает количество зубьев, находящихся одно-временно в работе, а также усилие, требуемое для снятия металла. При выпуклой поверхности облегчаются условия получения правильной плоскости, так как опиловка осуществляется только в средней ее части, тогда как края остаются нетронутыми.
Это уменьшает количество зубьев, находящихся одно-временно в работе, а также усилие, требуемое для снятия металла. При выпуклой поверхности облегчаются условия получения правильной плоскости, так как опиловка осуществляется только в средней ее части, тогда как края остаются нетронутыми.
Напиловочным заводам разрешено в небольшом проценте выпускать напильники с одинаковым сечением по всей длине. Они предназначаются для таких работ, как грубая опиловка, снятие заусенцев, фасок и т. п. В практике находят применение только плоские тупоносые напильники.
Напильники насаживаются на деревянную державку своим хвостовиком, выполненным в виде постепенно суживающегося стержня. Длина его, зависящая от длины рабочей части и установленная в пределах 40-100 мм, принята одинаковой для всех типов напильников. Хвостовик должен быть расположен симметрично относительно оси напильника. Иногда применяют специальные державки, на которые напильник накладывается и привертывается двумя винтами. Такие напильники вместо хвостовика снабжаются двумя отверстиями.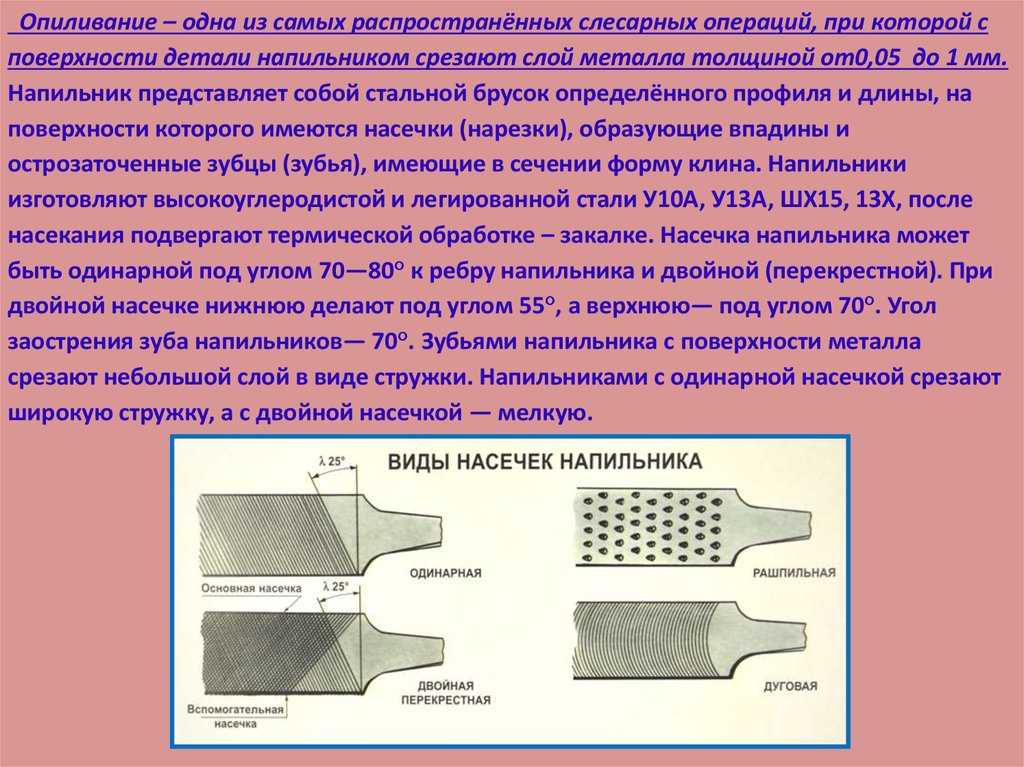
Конструктивные элементы напильников
Зубья напильника работают в стесненных условиях из-за заполнения впадин между зубьями стружкой. Окончательное освобождение впадин от стружки возможно только после выхода напильника из соприкосновения с обрабатываемым материалом и то при условии, если стружка не запрессовалась во впадине. Размеры впадины должны соответствовать определенной величине стружки, так как иначе работа напильника будет затруднена. В процессе эксплуатации часто происходит забивание впадин спрессованной стружкой, которую приходится удалять специальной очисткой.
Зубья напильника мелкие и тонкие. Вершины их рваного вида и с заусенцами. Такая форма способствует затуплению зубьев, в результате чего пространство для помещения стружки уменьшается и тем самым ухудшаются условия .
Технология процесса насекания зубьев напильника не может обеспечить получения оптимального переднего угла. Это также оказывает влияние на работоспособность напильника.
Режущие свойства напильника зависят от комплексного влияния его основных конструктивных элементов, из которых заслуживают внимания следующие:
- тип насечек;
- число и шаг насечек;
- углы резания;
- форма и высота зуба.


Рисунок 38 – Типы насечек напильников
Типы насечек
В практике встречаются напильники с одинарной (рис, а) или двойной (перекрестной) (рис, б) насечкой. При одинарной насечке зубья расположены наклонно по отношению к оси напильника. Это обеспечивает постепенное вхождение зубьев в соприкосновение с обрабатываемой поверхностью и более легкое резание. Одинарная насечка применяется только для обработки мягких материалов (в основном неметаллов), а также для точки пил по дереву. В последнем случае приходится снимать весьма незначительный слой металла во избежание сильного дрожания затачиваемого зуба пилы. Слесарные напильники снабжаются одинарной насечкой на одной из узких сторон. Другая узкая сторона обычно остается без насечки, что дает определенные удобства при опиливании плоскостей, расположенных под прямым углом друг к другу.
Для обработки черных и применяют напильники с двойной насечкой. Сопротивление резанию этих материалов более значительно, поэтому снимать широкую стружку напильником с одинарной насечкой весьма затруднительно. Двойная насечка обеспечивает разделение широкой стружки на ряд мелких, благодаря чему работа значительно облегчается. При изготовлении напильника сначала насекается нижняя или вспомогательная насечка, а затем верхняя пли основная. Нижняя насечка частично закрывается металлом и служит как бы канвой или основной сеткой для верхней насечки, которая всегда остается свободной и образует режущие элементы зубьев. Напильники с двойной насечкой лучше забирают материал, так как острые зубья, образованные при насекании верхней насечки, сильнее проникают в обрабатываемую поверхность по сравнению с более длинными зубьями при одинарной насечке. Кроме того, благодаря разделению широкой стружки на мелкие она не застревает во впадинах между зубьями и легко оттуда вываливается.
Двойная насечка обеспечивает разделение широкой стружки на ряд мелких, благодаря чему работа значительно облегчается. При изготовлении напильника сначала насекается нижняя или вспомогательная насечка, а затем верхняя пли основная. Нижняя насечка частично закрывается металлом и служит как бы канвой или основной сеткой для верхней насечки, которая всегда остается свободной и образует режущие элементы зубьев. Напильники с двойной насечкой лучше забирают материал, так как острые зубья, образованные при насекании верхней насечки, сильнее проникают в обрабатываемую поверхность по сравнению с более длинными зубьями при одинарной насечке. Кроме того, благодаря разделению широкой стружки на мелкие она не застревает во впадинах между зубьями и легко оттуда вываливается.
Нижняя и верхняя насечка
Нижняя насечка (рис. 38, а) всегда имеет направление слева вниз, а верхняя (рис. 38, б) – слева вверх. Направление насечек оказывает большое влияние на режущую способность напильников.
При одинарной насечке зубья располагаются под углом 20° перпендикулярно оси напильника. Напильники для заточки пил по дереву снабжаются одинарной насечкой под углом 30° перпенди-кулярно оси напильника. По ГОСТу 6476-53 допускается изготовление этих напильников и с двойной насечкой. В этом случае обе насечки направлены под углом 30°.
Напильники для заточки пил по дереву снабжаются одинарной насечкой под углом 30° перпенди-кулярно оси напильника. По ГОСТу 6476-53 допускается изготовление этих напильников и с двойной насечкой. В этом случае обе насечки направлены под углом 30°.
Согласно ГОСТу 1465-59 для слесарных напильников универсального назначения установлены следующие углы наклона насечек по отношению к оси напильника: для нижней ω = 45° и для верхней λ = 25°, с отклонениями плюс – минус 2°.
Похожие материалы
Напильники, их конструкция и классификация
ДОМАШНИЙ СЛЕСАРЬ
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих мелкие и острые зубья. Этими зубьями напильник срезает небольшой слой металла в виде стружки.
Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является способ насекания на специальных станках.
Наиболее распространенным способом образования зубьев является способ насекания на специальных станках.
Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х) и после насечки подвергают термической обработке.
Насечки на поверхности напильника образуют зубья. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (однорядной) и двойной (перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяются для обработки цветных металлов, целлулоида, дерева и др. Одинарная насечка наносится под углом от 5 до 30° по отношению к линии, перпендикулярной к оси напильника (рис. 73, а).
В напильниках с двойной насечкой (рис. 73, б) сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее — верхнюю неглубокую насечку, называемую вспомогательной; она разрубает основную на большое число отдельных зубьев.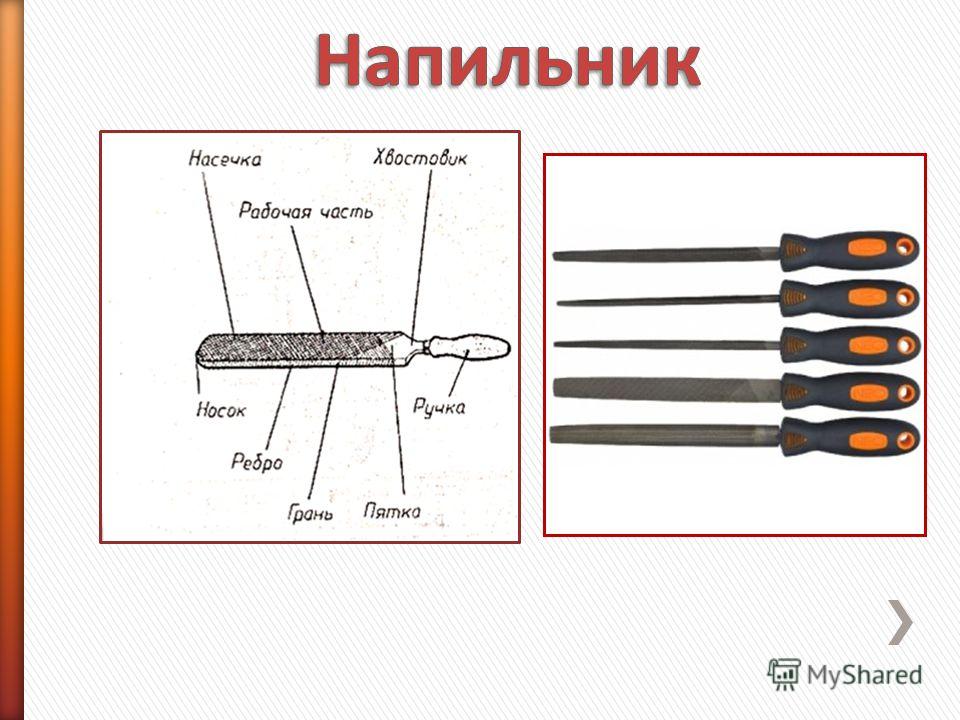 5
5
V
Правильная Неправильная насечка насечка |
Рис. 73. Насечки напильников |
Шаг (расстояние) между двумя соседними зубьями на основной насечке больше, чем на вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника (рис. 73, г), и при его движении следы зубьев частично перекрывают друг друга. Поэтому на обработанной поверхности уменьшается шероховатость, и она получается относительно чистой и гладкой.
Зубья рашпильной насечки (рис. 73, в) образуются выдавливанием металла заготовки рашпиля насе – кательными зубилами со специальной формой заточки.
Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
Дуговую насечку получают фрезерованием. Она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяются при об-
Работке кузовов автомобилей и других изделий.
Независи
Мо. 74. Форма и геометрические параметры зубьев напильника: |
Мо от способа выполнения насечки зубья на поверхности напильника имеют форму клина с углом заострения р, задним углом а, передним уг-
А — форма насеченного зуба напильника и ЛОМ у И уг – его углы; б — фрезерованный или шлифо – лом резания
Ванный зуб; в — зуб, полученный протяги- § (рис 74 а)
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его верШину перпендикулярно оси напильника. Он устанавливается в пределах от +10 до —16° Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 5 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Он устанавливается в пределах от +10 до —16° Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 5 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Практикой слесарной обработки установлены следующие значения углов зубьев напильника:
А) для напильников с насеченными зубьями у отрицательный до 16°, Р = 70°, а = 36°, 5 = 106°;
Б) для напильников с фрезерованными и шлифованными зубьями (рис. 74, б) у = 2—10°, Р = 60—65°, а = 20-25°, 5 = 80-88°;
В) для напильников с зубьями, полученными протягиванием (рис. 74, в) у = —5°, р = 55°, сх = 40°, 6 = 95° Протянутый зуб имеет впадину с плоским дном. Напильники с зубьями, полученными протягиванием, лучше врезаются в обрабатываемый металл, что способствует повышению производительности труда.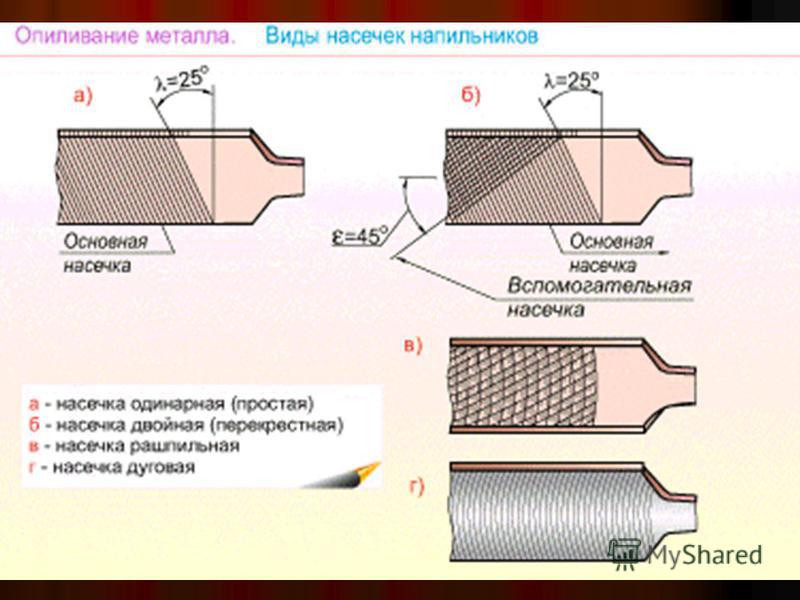 Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Классификация напильников.
Напильники различаются по числу насечек, профилю сечения и длине.
По количеству зубьев, насеченных на 1 см длины, напильники делятся на 6 классов: 1-й класс — драчевые с числом зубьев от 5 до 13 (крупная насечка), применяются для чернового опиливания заготовок; 2-й класс — личные (мелкая насечка) с числом зубьев от 13 до 25, применяются для чистового опиливания деталей; 3, 4, 5 и 6-й классы — бархатные (мелкая и очень мелкая насечка), применяются для особо чистой и точной отделки, доводки и шлифования поверхностей.
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные — общего назначения и для специальных работ, машинные, надфили и рашпили.
Напильники слесарные общего назначения изготовляются восьми типов: плоские (тупоносые и остроносые) квадратные, трехгранные, полукруглые, круглые, ромбические и ножовочные длиной от 100 до 450 мм с насечкой № 1—6. Номер насечки характеризуется числом основных насечек на 1 см длины напильника. Напильники располагают двойной (перекрестной) насечкой, образованной способом насекания.
Номер насечки характеризуется числом основных насечек на 1 см длины напильника. Напильники располагают двойной (перекрестной) насечкой, образованной способом насекания.
Напильники слесарные для специальных работ предназначаются для удаления больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов и неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
Надфили (мелкие напильники) изготовляются 11 типов: плоские трехгранные, квадратные, полукруглые, круглые, овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 6 классов (рис. 75). Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания небольших поверхностей и узких мест, недоступных для обработки слесарными напильниками.
О
Рис. 75. Надфили |
О
Н> с
О
О
Рашпили соответственно изготовляются трех типов: общего назначения, сапожные и копытные. В зависимости от профиля рашпили общего назначения подразделяются на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1—2 и длиной от 250 до 350 мм.
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Напильники для надрезов — FIRES Custom Controller
Новые надрезы для себя: Купите набор алмазных напильников различной зернистости.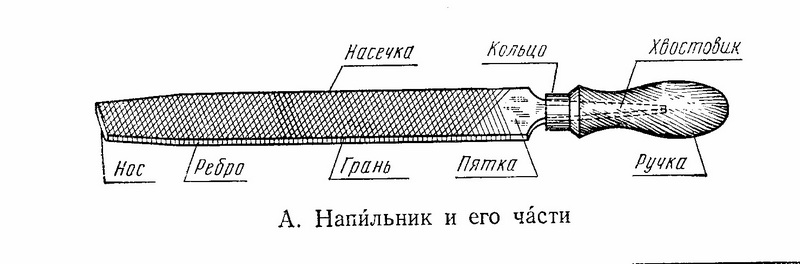 120-600 наиболее распространены; некоторые доходят до 1200 за отделку. Наборы можно найти на Amazon/Ebay примерно за 10 долларов.
120-600 наиболее распространены; некоторые доходят до 1200 за отделку. Наборы можно найти на Amazon/Ebay примерно за 10 долларов.
- Набор разнообразных алмазных напильников, зернистость 180–320, различных форм — хороший универсальный набор для начинающих
- Набор алмазных напильников зернистостью 120, различные формы – Низкая зернистость; относительно быстро удаляет большое количество материала
- Набор прямоугольных алмазных напильников с зернистостью 40–600 — Широкий диапазон значений зернистости, относительно толстые и только одна форма
Ветераны-надфили и продавцы: Алмазные надфили по-прежнему будут работать нормально, но вам обязательно стоит попробовать качественные стальные надфили от Nicholson или Grobet.
- Различные надфили Nicholson 6 1/4” (№0, №2 и №4) — выберите желаемую форму и отделку. 1/8” диам. ручка
- Конический полукруглый напильник Nicholson 6 1/4 дюйма № 6 — McMaster не носит напильники № 6, поэтому вам придется поискать. Результаты поиска ненадежны — обратите внимание на длину, форму и отделку.
- Деревянная ручка надфиля PFERD (дополнительно) – Примечание. Подходит ТОЛЬКО для надфилей диаметром 1/8”. ручка. Если вы покупаете разные напильники, измерьте их перед заказом ручек, чтобы обеспечить правильную посадку. Ручка меняет баланс веса – некоторые предпочитают их не использовать.
Глядя на поверхность файла под увеличением, можно многое сказать о его качестве. Даже беглый взгляд выявляет недостатки дешевых стальных напильников («Amazon Lime Green Set»). Даже новенькие уже имеют ямки и пустоты, режущие зубья плохо сформированы (многие уже повреждены или обломаны), а сама поверхность бугристая и неровная. Файлы Николсона полностью противоположны — чрезвычайно стабильные и хорошо сформированные режущие элементы (пятна, которые вы видите, — это просто маленькие кусочки пыли/грязи, осевшие на зубах).
Даже беглый взгляд выявляет недостатки дешевых стальных напильников («Amazon Lime Green Set»). Даже новенькие уже имеют ямки и пустоты, режущие зубья плохо сформированы (многие уже повреждены или обломаны), а сама поверхность бугристая и неровная. Файлы Николсона полностью противоположны — чрезвычайно стабильные и хорошо сформированные режущие элементы (пятна, которые вы видите, — это просто маленькие кусочки пыли/грязи, осевшие на зубах).
Помимо поверхности напильника, качество стали играет огромную роль в производительности напильника. В дешевых универсальных напильниках часто используются низкокачественные стальные сплавы с плохой термической обработкой (не удивляйтесь, если ваш напильник изнашивается быстрее, чем материал, который вы обрабатываете!). Известные производители напильников используют качественные стальные сплавы и строго контролируемые процессы термообработки, в результате чего напильники получаются очень твердыми, прочными и долговечными.
Алмазные напильники:
Алмазные напильники недороги в производстве — думайте о них как о жестких полосках наждачной бумаги.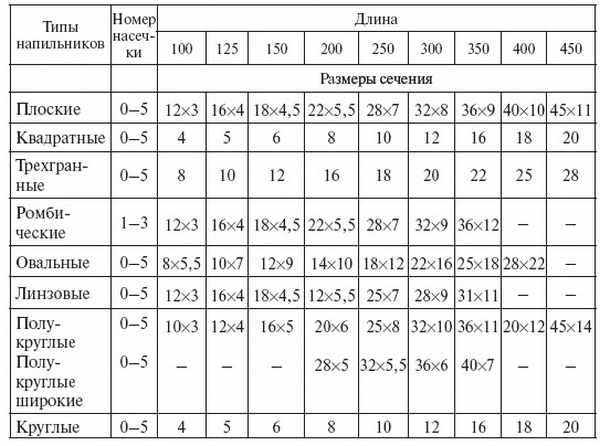 Они подают через истирание – меньшая зернистость не дает однородных результатов и может оставлять царапины, поэтому для достижения хорошего качества поверхности необходима крупная зернистость. В основном они используются в промышленности для обработки очень твердых материалов, таких как камень, керамика, стекло и закаленная сталь, — материалов, которые нельзя обработать другими способами и которые откалываются при обработке (т. е. не застревают в напильнике). сам). Пластик на самом деле очень проблематичен для алмазных напильников — он легко прилипает к поверхности напильника и склеивает абразив, значительно снижая как качество реза, так и скорость. Тем не менее, они, как правило, дают лучшие результаты, чем дешевые стальные напильники.
Они подают через истирание – меньшая зернистость не дает однородных результатов и может оставлять царапины, поэтому для достижения хорошего качества поверхности необходима крупная зернистость. В основном они используются в промышленности для обработки очень твердых материалов, таких как камень, керамика, стекло и закаленная сталь, — материалов, которые нельзя обработать другими способами и которые откалываются при обработке (т. е. не застревают в напильнике). сам). Пластик на самом деле очень проблематичен для алмазных напильников — он легко прилипает к поверхности напильника и склеивает абразив, значительно снижая как качество реза, так и скорость. Тем не менее, они, как правило, дают лучшие результаты, чем дешевые стальные напильники.
Стальные напильники:
Качественные стальные напильники дороги в производстве. Они напильником через резка – каждый крошечный металлический зуб срезает свой кусок материала. Они производят очень чистые и равномерные разрезы – очень регулярная сетка обеспечивает однородную поверхность без царапин.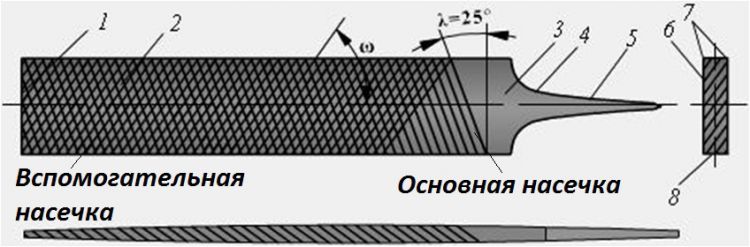 Пластик не склеивает стальные напильники, как это происходит с алмазными напильниками, а любой оставшийся пластик можно удалить с помощью картотеки. Подпиливая пластиковую кромку, начните с напильника под очень небольшим углом (почти параллельно одной поверхности). Сделайте несколько штрихов, наклоните файл под большим углом и сделайте еще несколько штрихов. Продолжайте этот процесс по краю, пока файл не будет почти параллелен противоположной поверхности. Пластиковый заусенец будет производиться по ходу дела. Это будет выглядеть немного неаккуратно на малых углах, но заусенцы аккуратно срежутся, когда вы достигнете последних углов, оставив после себя гладкую, чистую поверхность.
Пластик не склеивает стальные напильники, как это происходит с алмазными напильниками, а любой оставшийся пластик можно удалить с помощью картотеки. Подпиливая пластиковую кромку, начните с напильника под очень небольшим углом (почти параллельно одной поверхности). Сделайте несколько штрихов, наклоните файл под большим углом и сделайте еще несколько штрихов. Продолжайте этот процесс по краю, пока файл не будет почти параллелен противоположной поверхности. Пластиковый заусенец будет производиться по ходу дела. Это будет выглядеть немного неаккуратно на малых углах, но заусенцы аккуратно срежутся, когда вы достигнете последних углов, оставив после себя гладкую, чистую поверхность.
Нажимайте только на «толкающий» разрез (двигаясь в направлении кончика файла). Зубья напильника расположены под углом и режут только в одном направлении. Приложение давления на «вытягивающий» срез не поможет, а при работе с более твердыми материалами зубья напильника могут погнуться или повредиться.
Практика вашей техники. Удаление большого количества материала (т. е. запиливание восьмиугольных насечек) довольно просто… просто направьте напильник в отверстие и сделайте много штрихов. Великолепная отделка поверхности и красиво закругленные края требуют некоторой практики. Начните с файла под очень небольшим углом (почти параллельно материалу) и сделайте несколько легких штрихов. Немного наклоните файл вперед; сделать еще несколько ударов; наклон вперед; принимать удары; и так далее, пока вы не станете почти параллельны противоположной поверхности. Небольшой некрасивый «заусенец» пластика начнет появляться, но отвалится с последними, самыми крутыми штрихами.
Следите за давлением и не давите слишком сильно! Стальные файлы не требуют такого сильного давления, как алмазные файлы! Слишком сильное давление приведет к тому, что напильник вгрызется в материал, а не прорежет его. Это может поцарапать материал, оставить глубокие царапины, сбить напильник с курса и/или привести к плохому результату в целом.
Особенно с очень тонкими файлами, достаточно веса самого файла!Для длинных краев сдвиньте файл в сторону при движении вперед. С помощью этого метода вы можете очень быстро подпилить длинные края.
Изменяйте угол напильника МЕЖДУ ходами, а не ВО ВРЕМЯ ходов. Гораздо сложнее применить правильное давление (и получить стабильные результаты), если вы пытаетесь проворачивать файл наполовину при каждом движении.
Поэкспериментируйте с разными сторонами и краями файла. Разные стороны часто имеют разные схемы разреза, чтобы резать быстрее (двойной разрез) или точнее (одинарный разрез).
При необходимости очистите напильник небольшой латунной проволочной щеткой. Не чистите в направлении прорезанных зубьев напильника, так как это затупит их.

 Особенно с очень тонкими файлами, достаточно веса самого файла!
Особенно с очень тонкими файлами, достаточно веса самого файла!Иглетов Сравнение видео:
Кредит: «Catus Maximus» на YouTube
Выбор седла -наемка – Corsa -Faberusa
Выбор седло.
 стандарт. После выбора конфигурации седла вы также можете установить седла БЕЗ вырезов)
стандарт. После выбора конфигурации седла вы также можете установить седла БЕЗ вырезов) Седла с предварительно насечками
На все мосты Faber®, независимо от модели, на заводе устанавливаются седла с предварительно насечками. Это просто «стартовые» насечки, мертвая точка. Во многих случаях ничего не нужно делать с этими пазами перед установкой на гитару. Для простых струн всегда достаточно начальных насечек. В некоторых случаях вы можете захотеть расширить прорези для намотанных струн. Небольшой напильник легко справится с этой задачей, просто расширив его настолько, чтобы струна могла немного углубиться в выемку.
Седла без насечек
При желании FaberUSA может заменить стандартные седла с предварительно насечками на седла без насечек. Мы взимаем 15 долларов за эту услугу, используя версию конфигурации седла «без выемки», которую вы выбрали для своего моста. Перед установкой на гитару седла должны быть надрезаны. Делать это нужно специальными калиброванными файлами специально для этой цели. Поскольку у большинства обычных гитаристов нет необходимых файлов, эта операция, скорее всего, должна быть выполнена квалифицированным гитарным техником.
Поскольку у большинства обычных гитаристов нет необходимых файлов, эта операция, скорее всего, должна быть выполнена квалифицированным гитарным техником.
Подпишитесь на нашу рассылку!
Никогда не пропускайте ни секунды! Получайте уведомления о новых продуктах, новых гитарах, видеороликах, сообщениях в блогах и распродажах со скидками.
Код скидки 10% будет отправлен на ваш действующий адрес электронной почты сразу после регистрации. Одноразовое использование. Только розничные клиенты.
Примечание. Коды купонов не действуют во время распродаж в магазине.
Электронная почта
Имя
Пожалуйста, подождите… добавление в список…
Спасибо! Ваш код купона на скидку 10%: WELCOME10
Код также отправляется вам по электронной почте. Это может занять до 5 минут. Внесите «faberusa.com» в белый список своей почтовой программы, чтобы наши электронные письма не попадали в папку «СПАМ».
Это может занять до 5 минут. Внесите «faberusa.com» в белый список своей почтовой программы, чтобы наши электронные письма не попадали в папку «СПАМ».
Купон предназначен для новых розничных подписчиков и может быть использован только один раз. Недействительно для гитар Corsa или гитар Corsa Conversion.
Подпишитесь на нашу рассылку!
Никогда не пропускайте ни секунды! Получайте уведомления о новых продуктах, новых гитарах, видеороликах, сообщениях в блогах и распродажах со скидками.
Код скидки 10% будет отправлен на ваш действующий адрес электронной почты сразу после регистрации. Одноразовое использование. Только розничные клиенты.
Примечание. Коды купонов не действуют во время распродаж в магазине.
Электронная почта
Имя
Пожалуйста, подождите..