Настольные сверлильные станки: характеристики, особенности
Настольные сверлильные станки получили самое широкое распространение и применяются начиная от домашних мастерских и заканчивая промышленным производством.
На нашем рынке можно встретить вертикально-сверлильные станки производства СССР, России, Китая и прочих стран. Советское оборудование находится достаточно в плачевном состоянии и морально устарело, покупают его, как правило, чтобы сэкономить.
Большую долю рынка занимает китайское оборудование. Распространенными брендами являются Proma, Jet, Optimum, Энкор Корвет, Калибр и др.
К настольным сверлильным станкам можно отнести вертикально-сверлильные станки, способные обрабатывает отверстия диаметром до 16 мм в черных и цветных металлах, а также дереве, пластике и др. распространенных материалах.
Основными параметрами при выборе будут:
- максимальный диаметр сверления в стали;
- ход шпинделя;
- габариты рабочего стола;
- количество скоростей привода;
- мощность привода.

- Напряжение питания двигателя (220 / 380 В).
Дополнительными преимуществами являются:
- возможность подключения подачи смазочно-охлаждающей жидкости;
- установки крестовинного стола;
- наличие станочных тисков в комплекте поставки.
Настольно-сверлильный станок 2М112
Рассмотрим настольный сверлильный станок на примере советского образца 2М112.
Настольный сверлильный станок 2М1122М112 применяется для обработки мелких заготовок из металла и дерева. На станке возможно производить сверление, рассверливание и нарезание резьб диаметром до 12 мм.
Сверлильный станок 2М112 можно встретить на территории бывшего СССР практически в любом учебном заведении, ремонтной мастерской или цеху. 2М112 массово выпускался на заводе «Практика» и «Жальгирис» в г. Вильнюс, а также производственном предприятии «Сельмаш» в г. Киров.
Аналогами станка 2М112 являются НС-12А, ГС2112, БС-01, ЕНС-12 и другое оборудование отечественного производства. Из китайских образцов можно выделить Optimum B13, Proma PTB-16B, Jet JDP-10.
Из китайских образцов можно выделить Optimum B13, Proma PTB-16B, Jet JDP-10.
По классификации ЭНИМС данная модель металлорежущего станка относится к группе сверлильных станков (цифра 2), буква А говорит нам что была проведена модернизация, относится к типу вертикально-сверлильных (цифра 1), наибольший диаметр сверления составляет 12 мм (цифра 12 в аббревиатуре). Класс точности Н – нормальный, т.е. допускается отклонение в 10 мкм.
Технические характеристики настольного сверлильного станка 2М112
Комплектация
В комплектацию станка входит клиновой приводной ремень, сверлильный патрон 16, а также по согласованию могли оснастить светильниками.
Опционально можно оснастить станок крестовым столом, тисками, револьверной головкой, системой подачи СОЖ, пневмогидравлической подачей.
Особенности станка 2M112
- необходимо раз в 7 дней смазывать обработанные подвижные части станка;
- имеется упор для сверления отверстий на одинаковую глубину;
- возможность регулирования всех важных частей;
- плита (стол) оснащается каналами для эффективного отвода СОЖ;
- все электрооборудование скрыто внутри плиты;
- основу шпиндельной бабки составляет чугунный корпус.
Кинематическая схема
Шпиндельный узел располагается в чугунном корпусе, в котором также установлен механизм натяжения ремней. За корпусом в вертикальном положении установлен электродвигатель на 380 В, вращение от которого передается через ременную передачу на шпиндель.
Схема шпиндельного узла 2М112 в разрезе
Шпиндель изготавливается из стали 45. Частота вращения меняется перекидыванием клинового ремня между ручьями шкива и диапазон может варьироваться в пределах от 450 до 4000 об/мин. Всего имеется пять ступений (скоростей).
Подача шпинделя осуществляется в ручную путем вращения рукоятки на 190 мм.
Сверлильные станки. Фото, Паспорта, руководства по эксплуатации – Сверлильные станки
Вертикально-сверлильные станки
2Н118 – Универсальный вертикально-сверлильный станок, Молодечно, 1971г. http://www.chipmaker.ru/files/file/69/
отрывок паспорта 2Н118-1 http://www.chipmaker.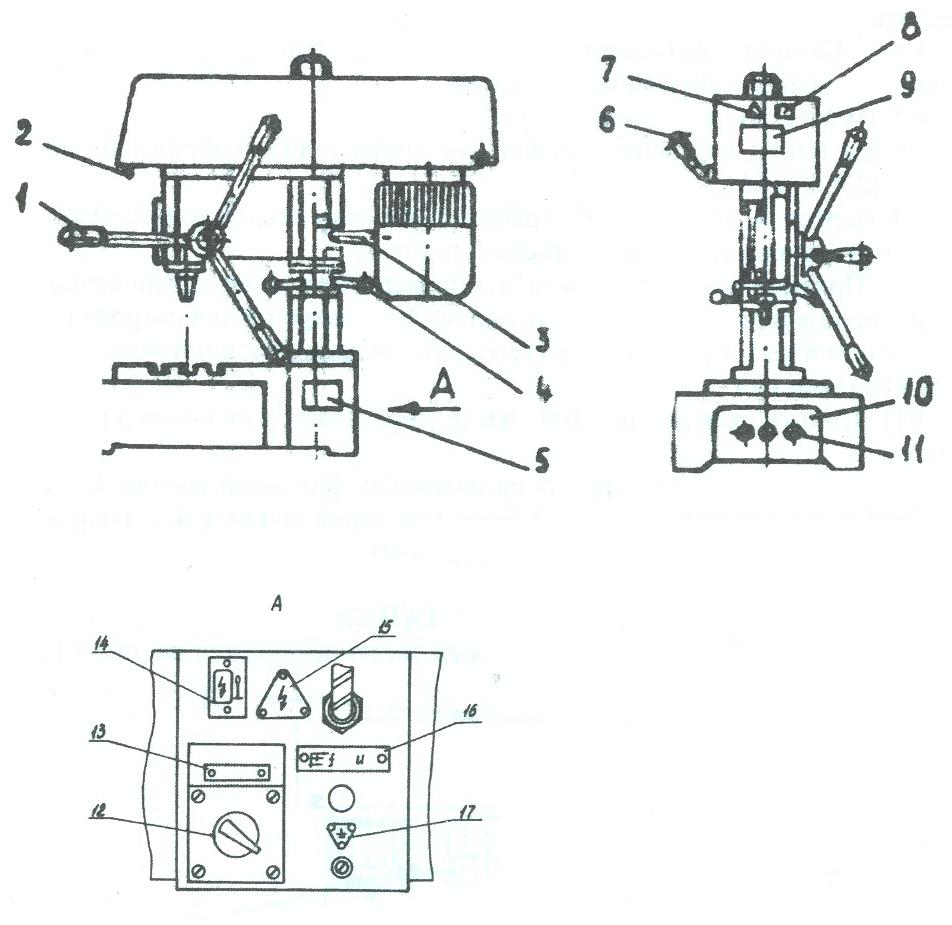 ..iles/file/6314/
..iles/file/6314/
____________________________________________________________________
2118 – Вертикально-сверлильный станок, г. Новочеркасск. Паспорт. 1952г. http://www.chipmaker.ru/files/file/70/
____________________________________________________________________
2118-А, станок вертикально-сверлильный, Молодечно. Инструкция по эксплуатации, паспорт. http://www.chipmaker…iles/file/1408/
____________________________________________________________________
С-25 – Вертикально-сверлильный станок. Паспорт. http://www.chipmaker.ru/files/file/71/
____________________________________________________________________
2А125 – станок универсальный вертикально-сверлильный. Электросхемы на 2А125, 2А135, 2А150 http://www.chipmaker…files/file/326/
2А125 – станок универсальный вертикально-сверлильный, Вильнюс. РЭ, Паспорт, Электросхема http://www.chipmaker…iles/file/6987/
РЭ, Паспорт, Электросхема http://www.chipmaker…iles/file/6987/
2А125 -станок вертикально-сверлильный, Стерлитамак. Инструкция по эксплуатации, Паспорт, Электросхема. http://www.chipmaker…files/file/919/
____________________________________________________________________
2А135 -станок универсальный вертикально-сверлильный, г. Стерлитамак, 1960 год Описание и Руководство по обслуживанию http://www.chipmaker…iles/file/5538/
2А135 – станок универсальный вертикально-сверлильный, завод “Киргизкабельмаш”, г. Фрунзе, 1973 Руководство к станку. http://www.chipmaker…iles/file/3837/
____________________________________________________________________
2Н125, 2Н135, 2Н150 – станок вертикально-сверлильный, Стерлитамак. Материалы по запасным (быстроизнашивающимся) частям. http://www.chipmaker…files/file/833/
2Н125, 2Н135, 2Н150 – универсальный вертикально-сверлильный станок
Альбом 1 – Механика
Альбом 2 – Паспорт приёмки
Альбом 3 – Электрооборудование
Альбом 4 – Каталог запчастей.
http://www.chipmaker…iles/file/4932/
____________________________________________________________________
2С132К – станок вертикально-сверлильный с плавающим столом Электросхема http://www.chipmaker…iles/file/5044/
____________________________________________________________________
2054М – станок вертикально-резьбонарезной, Краснореченский станкостроительный завод им. Фрунзе, 1976г. Паспорт, руководство по эксплуатации, чертежи быстроизнашивающихся частей. http://www.chipmaker…iles/file/1422/
2054М – станок вертикально-резьбонарезной, кабаньевский станкозавод. Руководство по эксплуатации, паспорт, чертежи быстроизнашивающихся частей. http://www.chipmaker…iles/file/1444/
____________________________________________________________________
2С132, 2С132К, 2С132Ц, 2С132ПФ2И – станки вертикально-сверлильные Руководство по эксплуатации 1989 год http://www. chipmaker…iles/file/5213/
chipmaker…iles/file/5213/
____________________________________________________________________
МН-18
Молодечно Паспорт http://www.chipmaker…iles/file/6858/____________________________________________________________________
МН-18-52 Молодечно Паспорт http://www.chipmaker…iles/file/6859/
____________________________________________________________________
2Г125 – станок вертикально-сверлильный Руководство по эксплуатации. http://www.chipmaker…iles/file/3967/
Изменено пользователем КазахСверлильный станок 2м112 схема электрическая 220в
Станок 2М112 — широко распространенная во времена СССР модель вертикально-сверлильного оборудования, производимая Кировским станкостроительным заводом в период 1980—1995 год. Данный агрегат отличается продуктивностью, повышенным запасом надежности и точностью рассверливания.
Данный агрегат отличается продуктивностью, повышенным запасом надежности и точностью рассверливания.
В статье будут рассмотрены назначение, функциональные возможности, особенности конструкции и технические характеристики станка 2М112.
1 Функциональность, сфера использования
Настольный сверлильный станок 2М112 является оборудованием бытового класса, предназначенным для использования в ремонтных мастерских, металлообрабатывающих цехах либо небольших предприятиях. Данные агрегаты способны работать с деталями из стали, цветных сплавов, пластика и дерева.
Вертикально-сверлильный станок 2М122 может выполнять следующие технические операции:
- сверление сквозных и глухих отверстий;
- зенкерование;
- рассверливание;
- развертывание;
- нарезание резьбы (дюймовой, метрической).
Среди эксплуатационных преимуществ данного оборудования, сделавших его одним из наиболее востребованных сверлильных агрегатов в СССР, выделим сравнительную простоту конструкции, обеспечивающую легкость управления, надежность и длительный эксплуатационный ресурс.
Особенностью станка является использование в его конструкции 5-ти ступенчатого шкива двигателя, который дает 5 скоростей вращения шпинделя, что позволят выбрать оптимальный режим обработки металла любой твердости. Скорость резания подбирается посредством изменения положения ремня в коробке передач.
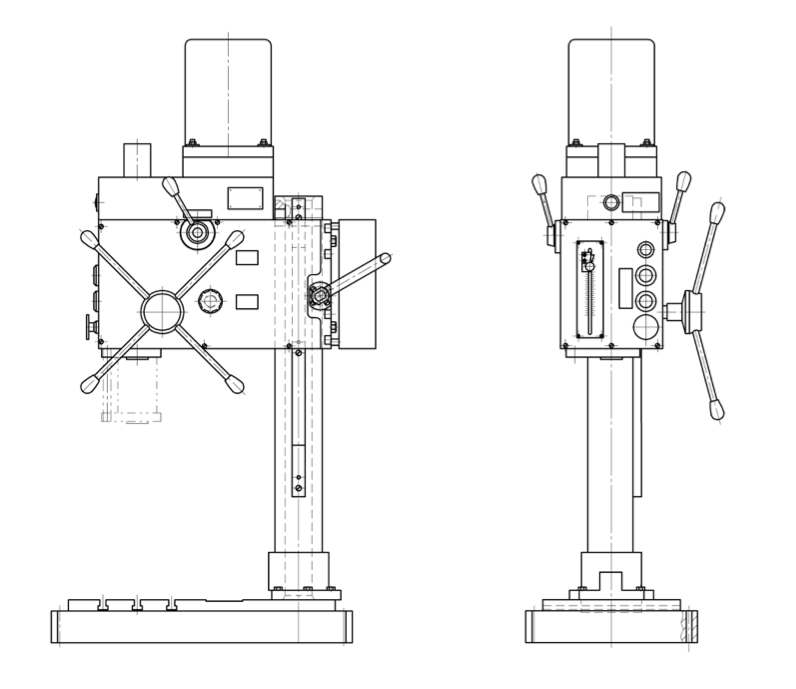
Внешний вил 2М112
В конструкции данной модели предусмотрена возможность использования дополнительной опорной тумбы, при комплектации которой появляется возможность обработки торцов длинных заготовок (валов) диаметром до 120 мм и длиной до 1000 мм.
Среди аналогов данной модели, производимых отечественными предприятиями, выделим распространенные станки ЕНС12 (производства завода ЕСЗ) и ГС2112 (Гомельский завод станочных узлов), которые имеют идентичные характеристики и компоновку.
1.1 Особенности конструкции
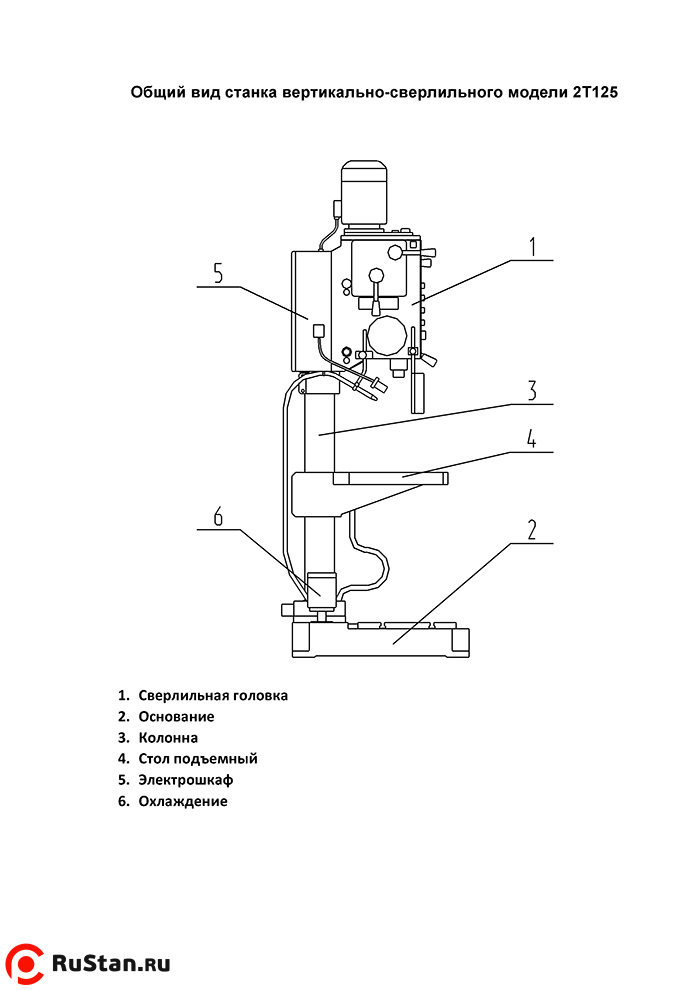
Вертикально-сверлильный станок 2М112 имеет типовую конструкцию, состоящую из следующих узлов:
- Колонка.
- Зажим шпиндельной бабки.
- Электродвигатель.
- Устройство подъема шпиндельной бабки.
- Несущий кронштейн.
- Опорная плита.
- Верхняя часть корпуса (кожух).
- Шпиндельная бабка.
- Устройство натяжения ремня.
Расположение конструктивных узлов вы можете увидеть на приведенной схеме.
Главным рабочим узлом станка является шпиндельная бабка, выполненная в сборном корпусе из чугуна. В корпусе расположен сам шпиндель, устройство натяжения ремня и ламы местного освещения рабочей зоны. Бабка имеет поворотную конфигурацию — она может проворачиваться на колоне и фиксировать в требуемом положении. Для ее перемещения необходимо отключить зажимное устройство (№2), опускание и подъем бабки осуществляется поворотом соответствующего рычага (№4).
На задней части корпуса шпиндельной балки смонтирован электродвигатель асинхронного типа мощностью 550 Вт. В отличие от коллекторных приводов асинхронный мотор устойчив к перегрузкам и нагреву, что позволяет эксплуатировать сверлильный станок беспрерывно. Кнопка включения привода вынесена на переднюю часть корпуса агрегата.
Кнопка включения привода вынесена на переднюю часть корпуса агрегата.
Шпиндельный узел 2М112
Устройство шпиндельного узла 2М112 представлено на вышеприведенной схеме, он состоит из:
- Шпиндель.
- Гайка для снятия патрона с шпинделя.
- Шариковый подшипник вращения.
- Гильза.
- Валик-шестерня (выполняет подачу шпинделя, передавая на него вращение от штурвала).
- Шариковый подшипник.
- Втулка вращения.
- Шкив.
- Регулирующая ручка.
В данной модели предусмотрены такие органы управления как рукоять подачи шпинделя, рычаги перемещения и фиксации шпиндельной бабки, фиксатор подмоторной плиты, механизм натяжения ремня и кнопки управления приводом.
Фиксация передаточного ремня в 2М112 выполняется предельно просто — необходимо лишь открыть ременную передачу от защитного кожуха, с помощью специального рычага опустить подмоторную плиту, затем валиком натянуть ремень и зафиксировать его рукоятью. Выполнять подтяжку необходимо с периодичностью в 1-2 недели, поскольку ослабление ремней способно существенно снизить крутящий момент шпинделя.
Выполнять подтяжку необходимо с периодичностью в 1-2 недели, поскольку ослабление ремней способно существенно снизить крутящий момент шпинделя.
к меню ↑
1.2 Обзор станка 2М112 (видео)
к меню ↑
1.3 Технические характеристики
Предлагаем вашему вниманию перечень основных характеристики настольно-сверлильного станка 2М112:
- количество шпинделей — 1;
- максимальный диаметр сверления;
- расстояние между нижней частью шпинделя и поверхностью рабочего стола: наибольше — 400 мм, наименьше — 0 мм;
- вылет шпинделя — 180 мм;
- размеры рабочего стола (плиты) — 25*25 см, количество Т-образных пазов — 3 шт.
Кинематическая схема станка
- тип конуса — Морзе В18;
- ход гильзы — 100 мм;
- наружный диаметр — 17 мм;
- длина перемещения головки шпинделя — 300 мм.
Электрическая схема станка
- тип электродвигателя — асинхронный, мощность — 550 Вт;
- количество скоростей вращения шпинделя — 5 шт;
- частоты вращения — 4500, 2500, 1400, 800 и 450 об/мин.

На привод установлен клиновый передаточный ремень типа «А» длиной 118 см. Размеры станка составляют 80*37*95 см, вес — 120 кг. Для сравнительно небольших гарабитов агрегат имеет серьезный вес, который исключает возможность возникновения вибраций в процессе работы.
к меню ↑
2 Наладка и подготовка станка к эксплуатации
- Смазка узлов вращения.
- Подгонка рабочего стола по высоте и его фиксация.
- Установка сверла в шпиндель.
- Фиксация обрабатываемой детали на столе посредством прихватов либо прижимной планки.
- Проверка совпадения оси сверла и предварительно размеченной на заготовке точки сверления.
Устанавливать сверло необходимо в сверлильный патрон, другие типы инструмента (метчики, резцы) — в коническое отверстие на торцу шпинделя. Посадочное гнездо и сам инструмент перед монтажом нужно очистить от масла и загрязнений ветошью, после чего хвостовик сверла (или сверло вставленное в патрон) вводится коническое гнездо на шпинделе так, чтобы его лапка вошла в выбивное отверстие, фиксируется в шпинделе хвостовик с помощью сильного толчка.
Демонтаж инструмента выполняется посредством плоского клина, один из его концов необходимо ввести в выбивное отверстие и легко ударить по противоположной стороне клина. В результате клин выжмет хвостовик сверла из посадочного отверстия. Также допустимо изъятие инструмента посредством клина радиусного типа либо эксцентрикового ключа.
2М112 в рабочем состоянии
Способы фиксации деталей на рабочем столе станка крайне вариативны, они подбираются исходя из размеров и массы обрабатываемых заготовок. Мелкогабаритные конструкции удобнее всего закреплять на призматической прокладке либо с помощью тисков, смонтированных в Т-образные пазы стола. Если размеры заготовки не позволяют закрепить ее в тисках, фиксировать ее нужно с помощью прижимных планок прямо на поверхности стола. Учитывайте, что окончательную фиксацию детали нужно выполнять только после совмещения осей сверла и формируемого отверстия.
После того как сверло смонтировано а деталь закреплена необходимо осуществить настройку станка. Суть настройки заключается в установке передаточного ремня на требуемую шестерню шкива для получения нужной частоты оборотов шпинделя. Частота оборотов подбирается в соответствии с положениями технологической карты (в промышленных условиях) либо по справочникам, исходя из глубины и диаметра рассверливаемого отверстия и типа обрабатываемого материала.
Суть настройки заключается в установке передаточного ремня на требуемую шестерню шкива для получения нужной частоты оборотов шпинделя. Частота оборотов подбирается в соответствии с положениями технологической карты (в промышленных условиях) либо по справочникам, исходя из глубины и диаметра рассверливаемого отверстия и типа обрабатываемого материала.
По завершению подготовительных работ необходимо выполнить пробный пуск вертикально-сверлильного станка 2М112. Убедившись в правильности его настройки можно начинать процесс сверления.
ВНИМАНИЕ ЖЕЛАЮЩИМ ЗАРЕГИСТРИРОВАТЬСЯ НА ФОРУМЕ.
Проблема с активацией аккаунта? Напишите на ( ignel(гав)mail.ru, ICQ 50389649 ), указав свой ник и адрес, с которого регистрировались.
Не забываем заглядывать в правила форума . Незнание правил не освобождает от ответственности!
Не забываем заглядывать в Раздел ТБ . Знание правил может спасти жизнь.
Есть вопросы по использованию форума? Ищите ответы в FAQ (ЧаВО) . Там много полезного.
Там много полезного.
Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
- Мастеровой »
- Инструмент, приспособления и мастерская »
- Станки »
- Сверлильные станки (Модератор: art-master,ovoй) »
- Тема: Сверлильный станок 2М112, варианты подключения к однофазной сети
Автор Тема: Сверлильный станок 2М112, варианты подключения к однофазной сети (Прочитано 49219 раз)
0 Пользователей и 1 Гость просматривают эту тему.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сверлильный станок НС-12: технические характеристики
Сверлильный станок НС-12, конструкция которого была разработана инженерами Специального конструкторского бюро №3 в Одессе, выпускался в 1950–1970-х гг. несколькими предприятиями СССР, рядом ремесленных и технических училищ. Наряду с моделью НС-12 производили и ряд ее модифицированных версий (НС-12А, НС-12Б, НС-12М), устройство и комплектация которых незначительно отличались от характеристик базового оборудования.
несколькими предприятиями СССР, рядом ремесленных и технических училищ. Наряду с моделью НС-12 производили и ряд ее модифицированных версий (НС-12А, НС-12Б, НС-12М), устройство и комплектация которых незначительно отличались от характеристик базового оборудования.
Внешний вид сверлильного станка НС-12
Назначение станка модели НС-12
Сверлильный станок модели НС-12 относится к категории настольного оборудования. Это говорит о том, что он пригоден для обработки деталей небольшого размера. Соответствующие габариты и невысокая производительность станка делают возможным его применение в ремонтных цехах производственных предприятий и небольших мастерских, специализированных классах технических и общеобразовательных учебных заведений. Нередко можно встретить такое устройство и в оснащении домашних мастерских.
Длительный срок эксплуатации, легкость использования, технического обслуживания и ремонта станка НС-12 обеспечиваются простотой его конструкции. При сверлении на таком станке глухих отверстий их глубина может регулироваться по плоской шкале или специальному упору.
Технические параметры сверлильного станка НС-12 различных модификаций
Использование в сверлильном станке многоступенчатой ременной передачи позволяет получать пять различных скоростей вращения шпиндельного узла. Что важно, ремень переставляется на шкив другого диаметра просто и быстро благодаря специальному механизму натяжения ремней.
Технические возможности сверлильного станка модели НС-12 позволяют выполнять различные виды обработки заготовок из чугуна, стали, цветных металлов и неметаллических материалов:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Габаритные размеры и посадочные места (нажмите для увеличения)
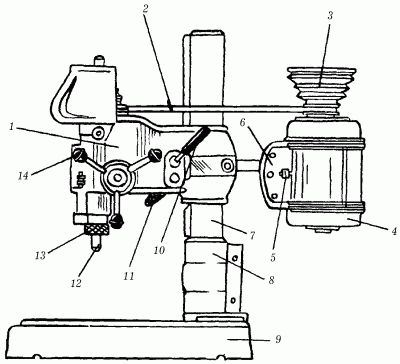
Элементы конструкции оборудования
Конструкция сверлильного станка НС-12 включает в себя следующие элементы:
- плиту-основание;
- колонну;
- хобот, на котором смонтирована шпиндельная группа оборудования;
- электроаппаратуру.
Расположение составных частей станка
Колонна, которая устанавливается на плиту-основание, крепится на ней при помощи специального башмака. По периметру плиты-основания располагается специальный желоб для сбора охлаждающий жидкости. Из желоба жидкость сливается через нижнее отверстие, которое закрывается резьбовой пробкой. В том случае, если охлаждающая жидкость подается из централизованной сети, в сливное отверстие вворачивается ниппель, к которому подсоединяется резиновый шланг.
Внутренняя часть массивной плиты-основания используется для размещения понижающего трансформатора и корпуса пакетного выключателя, который отвечает за освещение зоны обработки. На передней части плиты смонтирована кнопочная станция, при помощи которой включается главный электродвигатель станка.
Рабочий стол и колонна для станка НС-12
Вертикальное перемещение хобота по колонне осуществляется за счет реечной передачи, состоящей из рейки, закрепленной на колонне, и шестерни, смонтированной в хоботе. Управляют таким перемещением при помощи рукоятки, жестко соединенной с шестерней. Среди органов управления сверлильным станком есть еще одна рукоятка, при помощи которой хобот фиксируют на требуемой высоте.
Управляют таким перемещением при помощи рукоятки, жестко соединенной с шестерней. Среди органов управления сверлильным станком есть еще одна рукоятка, при помощи которой хобот фиксируют на требуемой высоте.
Шпиндельный узел смонтирован на хоботе, также здесь располагаются плита с закрепленным на ней электродвигателем и механизм для натяжения приводных ремней. Сам шпиндель устанавливается в гильзе (пиноли) станка, которая может перемещаться в вертикальном направлении.
Шпиндельный узел станка
Управление перемещением гильзы, сообщающей шпинделю движение подачи, осуществляется посредством рукоятки, расположенной на боковой части хобота. Плавное и точное вращение шпинделя обеспечивается за счет его установки в опоры с прецизионными радиально-упорными подшипниками. Шкив шпиндельного узла сверлильного станка, представляющий собой пятиступенчатую конструкцию, также смонтирован на двух опорах с радиальными подшипниками.
Схема устройства шпиндельного узла
Электродвигатель станка монтируется на специальной плите и может перемещаться по ее направляющим. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его необходимо перекинуть на другой шкив, а также его быстрое натяжение, когда необходимо приступить к обработке.
Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его необходимо перекинуть на другой шкив, а также его быстрое натяжение, когда необходимо приступить к обработке.
Как работает кинематическая схема станка
Электродвигатель сверлильного станка приводит во вращение пятиступенчатый шкив, зафиксированный на его валу, крутящий момент от которого посредством клинового ремня передается на шкив шпиндельного узла. Вертикальное перемещение гильзы и, соответственно, шпиндельного узла осуществляется за счет зафиксированной на ней рейки и шестерни, которая жестко связана с соответствующей рукояткой управления.
Кинематическая схема сверлильного станка НС12
Хобот сверлильного станка НС-12 перемещается в вертикальном направлении также за счет реечной передачи, действие которой было описано выше. В башмаке, смонтированном на плите-основании, имеется специальный зажим, после ослабления которого можно поворачивать колонну вместе с хоботом вокруг своей оси.
Чертежи шкивов для станка НС-12 (нажмите для увеличения)
Для обеспечения безопасности оператора на ременную передачу сверлильного станка монтируется литой или удлиненный сварной кожух.
Что включает в себя электрическая схема устройства
Такая характеристика станка данной модели, как легкость в использовании и ремонте, определяется в том числе простотой электрической схемы. Элементами электрической схемы сверлильного станка НС-12, отвечающими за управление оборудованием, являются кнопка «Пуск», при нажатии на которую запускается приводной электродвигатель, и кнопка «Стоп», при помощи которой электродвигатель отключается.
Характеристики сверлильного станка предусматривают наличие местного освещения, включаемого при повороте ручки соответствующего пакетного выключателя. Для работы системы местного освещения требуется использование понижающего трансформатора, который монтируется в непосредственной близости от станка.
Схема электрическая станка НС-12А (слева) и станка НС-12Б (справа) (нажмите для увеличения)
Выполняя монтаж станка НС-12 после его приобретения или ремонта, следует обязательно позаботиться о заземлении, что сделает эксплуатацию устройства безопасной и исключит риск поломки из-за короткого замыкания.
Местом установки сверлильного станка данной модели с учетом его небольших габаритов являются преимущественно столы или верстаки. При этом они должны быть достаточно надежными, чтобы обеспечить высокую устойчивость станка в процессе выполнения технологических операций.
Сверлильный станок 2М112: технические характеристики, паспорт
Сверлильный станок 2М112, компактные габариты которого позволяют устанавливать его на поверхности рабочего стола, относится к оборудованию средней ценовой категории. Оптимальное соотношение доступной стоимости и достойных технических характеристик делает станок данной модели лидирующим среди подобного оборудования отечественного и зарубежного производства.
Малогабаритный настольный сверлильный станок 2М112
Что собой представляет и где применяется станок 2М112
Станок 2М112, относящийся к оборудованию вертикально-сверлильной категории, начал выпускаться в 1980 году. За достаточно длительный период своего существования на рынке это устройство завоевало огромную популярность при использовании в домашних мастерских и цехах небольших производственных предприятий. Станки 2М112, предназначенные для настольного применения, также входят в оснащение учебных мастерских школ и профессиональных учебных заведений, где на нем проходят обучение молодые специалисты.
Технические возможности рассматриваемого сверлильного станка позволяют выполнять целый ряд технологических операций:
- сверление отверстий;
- рассверливание;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
На рабочий стол станка можно установить поворотные тиски
Материалом изготовления деталей, обрабатываемых на таком сверлильном станке, могут быть металл, пластик или древесина.
Несмотря на простоту конструкции, на настольном сверлильном станке 2М112 предусмотрена возможность изменения скорости вращения рабочего патрона по 5 ступеням. Для реализации данной функции на агрегате изменяется положение ремня на шкивах ременной передачи, что выполняется очень быстро благодаря специальной конструкции этого узла. Глубина сверления при работе на сверлильном станке 2М112 также регулируется достаточно просто – для этого используется плоская шкала (или упоры).
Ременная передача под поднятым защитным кожухом станка
Простая конструкция обеспечивает главные достоинства вертикально-сверлильного станка 2М112 – исключительную надежность и легкость в использовании. Отличают этот станок и такие характеристики, как компактные размеры (795х390х950 мм) и незначительный вес (120 кг), что позволяет легко перемещать такое оборудование в любое место. Вертикально-сверлильный станок модели 2М112 благодаря своей компактности может устанавливаться как на поверхности слесарного стола, так и на специальной сверлильной колонне или тумбе.
Характеристики и документация станка
Основной характеристикой любого сверлильного станка является максимальный диаметр просверливаемого с его помощью отверстия. Используя станок модели 2М112, согласно паспорту, можно получать в обрабатываемых деталях отверстия, диаметр которых доходит до 12 мм. Отверстий такого диаметра вполне достаточно для того, чтобы выполнять сверлильные работы в условиях домашней мастерской, но в производственных условиях на эти станки устанавливают сверла большего диаметра.
Технические характеристики станка
Ниже вы можете бесплатно скачать техническую документацию по станку 2М112, а именно паспорт станка или руководство по эксплуатации.Паспорт настольного сверлильного станка 2М112:
Скачать
Патрон сверлильного станка 2М112, согласно паспорту, может вращаться со скоростью 450–4500 об/мин, при этом скорость вращения данного узла может регулироваться по 5 ступеням. На станке установлен шпиндель класса В-18, расстояние от торца которого до поверхности рабочего стола может варьироваться в интервале 0–400 мм.
Габариты рабочего стола, на поверхности которого имеется три Т-образных паза для фиксации обрабатываемой детали или машинных тисков, составляют 250х250 мм.
Поверхность рабочего стола станка позволяет фиксировать зажимные приспособления
Для расширения функциональных возможностей сверлильный станок можно устанавливать на специальную тумбу, что позволяет использовать оборудование для сверления отверстий в торцах деталей, длина которых доходит до 1000 мм. В качестве главного приводного устройства на станке 2М112 используется электродвигатель мощностью 550 Вт.
Несмотря на небольшие габариты и не слишком высокую мощность, настольный сверлильный станок данной модели можно подвергать длительной и интенсивной эксплуатации. Такие достойные характеристики обеспечивает простая, но эффективная конструкция устройства.
В домашней мастерской станок 2М112 можно разместить на самодельной металлической тумбе
Особенности конструкции станка
Даже по фото вертикально-сверлильного станка 2М112 можно понять, насколько простой конструкцией он обладает. Так, составными элементами этого агрегата являются:
- колонна, по которой в вертикальном направлении перемещается шпиндельная бабка;
- устройство, обеспечивающее зажим шпиндельной бабки в требуемом положении;
- приводной электродвигатель;
- механизм, отвечающий за подъем шпиндельной бабки;
- плита-основание, верхняя часть которой используется в качестве рабочего стола;
- кожух, обеспечивающий защиту приводного механизма;
- шпиндельная бабка;
- механизм, отвечающий за натяжение приводных ремней;
- кронштейн, в котором фиксируется основание колонны.
Основные части станка 2М112
Конструктивными элементами, которые обеспечивают удобное и эффективное управление параметрами работы сверлильного станка 2М112, являются:
- рукоятка, отвечающая за ручную подачу шпинделя;
- рукоятка, при помощи которой обеспечивается требуемое натяжение ремней;
- рукоятка, используемая для фиксации шпиндельной бабки на колонне;
- электрические кнопки, при помощи которых запускают и останавливают приводной электродвигатель;
- рукоятка, отвечающая за фиксацию подмоторной плиты.
Органы управления станка
Шпиндельный узел настольного сверлильного станка 2М112
Производитель сверлильного станка 2М112 специально смонтировал все основные механизмы (шпиндельный узел и механизм натяжения ремней) в литом чугунном корпусе, чтобы обеспечить их надежную защиту от механических повреждений.
Для обеспечения большего удобства оператора в конструкции станка предусмотрена система освещения зоны обработки.
Кнопки управления станком могут располагаться на шпиндельной бабке или внизу рабочего стола в зависимости от модификации модели
Преимущества и недостатки аппарата
Тот факт, что настольный сверлильный станок модели 2М112, конструкция которого была разработана более тридцати лет назад, до сих пор можно встретить в оснащении многих производственных предприятий и домашних мастерских, свидетельствует о том, что специалисты ценят данное оборудование за его характеристики и преимущества.
О популярности вертикально-сверлильного станка 2М112 говорит и то, что даже после полной поломки (что случается крайне редко) пользователи стараются найти агрегат аналогичной модели, а не приобретать дешевые и некачественные устройства китайских производителей или дорогостоящее европейское оборудование.
В электрическом щитке станка (совмещенном с панелью управления) все просто и минималистично
Среди наиболее значимых преимуществ, которыми обладает сверлильный станок модели 2М112, необходимо выделить следующие.
- Благодаря высокому рабочему ресурсу станок отличается исключительно высокой выносливостью и способен успешно эксплуатироваться даже в самых жестких условиях.
- Из-за простоты конструкции аппарат не требует сложного ухода и специального технического обслуживания. Даже самостоятельная разборка такого оборудования не вызывает особых сложностей.
- На современном рынке можно легко найти любые запасные части и комплектующие для станка 2М112, поэтому и с ремонтом такого оборудования сложностей не возникает.
- Мощности электродвигателя, которым укомплектован данный станок, вполне достаточно для того, чтобы удовлетворить потребности как домашнего мастера, так и небольшого производственного предприятия.
- Значимой характеристикой станка 2М112 является доступная цена, которая оптимально сочетается с его надежностью, эффективностью и простотой использования.
Схема подключения станка к сети питания 220 вольт
Не лишен вертикально-сверлильный станок рассматриваемой модели и недостатков, о которых не сказано в паспорте. Самый главный недостаток данного оборудования состоит в том, что оно уже морально устарело. Современные устройства подобной категории, при производстве которых использованы новые технологические подходы и инновационные кинематические схемы, превосходят 2М112 по точности обработки, эффективности и производительности.
Кинематическая схема станка состоит из минимального количества деталей
Принципиальная электросхема 2М112
Уступает данный станок новым моделям также своей компактностью и удобством эксплуатации, но такие незначительные недостатки компенсируются доступной стоимостью, надежностью и неприхотливостью в обслуживании.
Отзывы пользователей о станке 2М112
Чтобы составить полное представление о сверлильном станке 2М112, достаточно изучить несколько отзывов тех, кто уже работал на таком оборудовании и может объективно судить о его характеристиках и технических возможностях.
Белкин Игорь
Приобрел данный станок практически в идеальном состоянии. До этого у меня было несколько китайских настольных станков, так что есть с чем сравнивать. Поначалу несколько напугали немалые габариты и приличный вес, но все вопросы отпали, когда я начал на нем работать. Компактные и даже тощие китайские модели, по сравнению с этим монстром, как «жигули» рядом с БелАЗом. И что самое приятное: он и работает так же надежно, как БелАЗ, сверлит и сверлит, а не создает видимость, как многие китайские агрегаты. После недели активного использования такого устройства мне стало жалко денег, которые я до этого тратил на приобретение недорогих сверлильных станков зарубежного производства. Да, немного неудобен, да, подшумливает, но работает аки пчелка. Я думаю, что даже внуки мои еще смогут им пользоваться, если у них в этом будет необходимость.
Воронцов С.
Одного взгляда на 2М112 достаточно для того, чтобы понять, что это по-настоящему рабочая машина. Массивный, несколько угловатый, но что вы хотите: этой модели уже несколько десятков лет. Если сравнивать его с бюджетными зарубежными аппаратами, учитывая работоспособность оборудования, то последние ему явно проигрывают. На таком станке я с ходу сверлю отверстия 12 мм в 45-й стали, а если говорить о рассверливании, то лично я использовал сверла и 25 мм, предварительно протачивая их хвостовик на диаметр 14 мм. Заболел я этим станком тогда, как у товарища в мастерской попробовал поработать на нем. Наконец приобрел этот аппарат для себя, о чем ни разу за полгода эксплуатации не пожалел.
Алексей В.
Этот станок достался мне в наследство от отца – стоял в мастерской, незаслуженно забытый в углу. После несложного ремонта (перегорел двигатель) и небольшой профилактики начал активно им пользоваться. Бывали периоды, когда практически целый день не выключал станок, что нисколько не сказывалось на его работоспособности. Поначалу использовал данный агрегат в качестве резервного, но в итоге почти все сверлильные работы выполняю на нем, потому что уверен: он меня не подведет. Если ищете надежное и безотказное сверлильное оборудование за небольшие деньги, то выбирайте эту модель, не пожалеете.
Петр, Калуга
Я со станком 2М112 познакомился еще в училище, где нас на нем учили работать. И когда спустя много лет встал вопрос выбора сверлильного оборудования для мастерской, не задумываясь, купил именно его. Уже практически три года эксплуатирую в достаточно интенсивном режиме, он меня ни разу не подводил. Очень простая конструкция, станок всегда можно разобрать для профилактики, на что уходит совсем немного времени. Такой простотой объясняется надежность этого оборудования, которое способно работать круглые сутки (я не пробовал, но думаю, что сможет).
Андрей, Уфа
Этот станок приобрел совершенно случайно, бывший хозяин попросил уж очень смешную цену, вот я и купил. Месяца три он у меня просто стоял в мастерской, пока основной станок не сломался. Делать было нечего, быстро разобрал свое новое приобретение (благо, что конструкция простая), смазал, собрал, запустил. Честно говоря, про поломанный основной станок забыл, даже и не подхожу к нему, потому что этот старичок работает не хуже, а во многом даже и лучше многих новых моделей из той же категории. Радует не только простота, но и надежность станка, а для меня это очень важно, если говорить об оборудовании, без которого просто не обойтись в моей работе.
Устройство сверлильного станка — РИНКОМ
Устройство сверлильного станка лучше рассматривать на примере компактных моделей, предназначенных для использования в бытовых условиях. Такие агрегаты могут применяться дома или в гараже. Для комфортной работы достаточно установить станок на любом возвышении, например, на обычном столе.
Наиболее популярным видом бытовых сверлильных станков являются вертикально-сверлильные агрегаты со стандартным для такого оборудования устройством.
Фотография № 1: сверлильный станок Euroboor ECO-TUBE.30
Сверлильные станки: применение, конструкция, механизм действия
Сверлильные станки для производства отверстий в бытовых и промышленных условиях имеют одинаковое назначение. Они применяются для создания отверстий в заготовках из древесины, бетона, металла и т.д. Роль режущего инструмента выполняет сверло, которое аккуратно снимает стружку с детали.
Для создания отверстий в заготовках конструкция сверлильного агрегата должна включать в себя плиту-основание. На эту плиту монтируются все остальные элементы. Устройство вертикально-сверлильного станка предусматривает наличие сверлильного блока. Блок устанавливается на опорную стойку, которая фиксирует обрабатывающую часть и производит ее смещение.
Если вы хотите купить сверлильный станок, нужно принять во внимание такие особенности, как:
- тип сверлильного патрона;
- максимальный размер сверла;
- размеры рабочего стола;
- мощность двигателя;
- количество скоростей.
Очень важно понять принцип действия такого оборудования. Передача вращательного движения к шпинделю производится с помощью механизма скоростей. Чтобы начать сверление, режущий инструмент требуется опустить, направив его к обрабатываемой детали. Положение сверлильного блока на вертикальной штанге можно изменять.
Элементы конструкции бытового сверлильного станка и их взаимодействие
Устройство настольного сверлильного станка бытового типа включает в себя несколько элементов, взаимодействующих между собой:
- Опорная плита, выполняющая роль основания агрегата. На эту плиту крепится вертикальная стойка. Опорная плита обычно отливается из чугуна или стали.
- Вертикальная стойка, выполненная в виде колонны. К стойке прикрепляется сверлильная головка.
- Сверлильная головка, конструкция которой предусматривает наличие шпиндельной бабки, электродвигателя и ременной передачи.
- Шпиндельная бабка, к которой прикрепляется патрон, используемый для установки и фиксации режущего инструмента.
Запуск электродвигателя, являющегося частью сверлильной головки, приводит к вращению шпинделя. Максимальная мощность бытовых моделей сверлильных агрегатов — тысяча ватт. Выбор скорости вращения шпинделя производится при выключенном двигателе методом перекидывания ремня в нужную канавку шкива. В зависимости от модели станка, сверлильная головка может перемещаться на необходимую высоту вручную или с помощью рукоятки, соединенной с приводом. Перемещение режущего инструмента, закрепленного в патроне, производится за счет рычажного механизма.
Схема сверлильного станка
Схема сверлильного станка поможет лучше разобраться с его устройством. На представленной схеме отмечены все элементы конструкции бытового станка вертикально-сверлильного типа: электродвигатель, рукоятка, шпиндель, трубопровод, стол, станина, насос.
Фото №2: схема бытового сверлильного станка
Дополнительное оборудование для сверлильных станков бытового назначения
В комплектацию сверлильных станков, имеющих бытовое назначение, может быть включено дополнительное оборудование. Некоторые модели станков оснащаются рабочим столом, крепящимся к стойке, который можно вручную поднимать и опускать. Другой вид дополнительного оборудования — механизм, с помощью которого можно регулировать глубину сверления. Для этого кончик режущего инструмента опускают до отметки, соответствующей желаемой глубине отверстия, а затяжной рычаг регулирующего механизма закручивают, ограничивая возможность движения сверла.
Защитный экран — еще одна разновидность дополнительных устройств, которыми оборудуются станки для сверления. Такие экраны защищают пользователя от летящей во время работы стружки.
Сверлильные станки для использования в производственных условиях
Сверлильные аппараты, используемые в производственных условиях, являются сложными станками, способными не только сверлить отверстия, но и выполнять ряд других операций. Существует несколько разновидностей таких агрегатов, но наиболее распространенными из них являются сверлильные станки вертикального и горизонтального типа.
Вертикально-сверлильные станки выполняют сверление отверстий диаметром до 75 миллиметров. Они применяются для работы с небольшими деталями и заготовками в цехах, выпускающих мелкосерийную продукцию, а также для штучного производства. Горизонтально-сверлильные агрегаты предназначены для глубокого сверления. Зачастую на производстве применяются специализированные станки. Одним из самых востребованных видов являются магнитные станки, применяемые для работы на балках, трубопроводах, мостах, судах. Наиболее популярны магнитные станки марки Euroboor (Голландия), позволяющие сверлить отверстия диаметром до 200 миллиметров.
Фото №3: двухскоростной магнитный станок Euroboor ECO.40/2
Устройство и возможности промышленных сверлильных останков
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
Фото №4: устройство промышленного сверлильного станка
Основы работы на сверлильном станке
Прежде чем использовать сверлильный станок любого типа, необходимо изучить основы работы с ними. В первую очередь важно купить сверла для сверлильных станков, точно подходящие по размеру и совпадающие с типом крепления. Выбрать сверла для любых агрегатов можно в каталогах компании «РИНКОМ». Закрепив сверло, нужно убедиться, что оно плотно удерживается внутри механизма.
Обрабатываемые детали следует закрепить на столе. Запрещается удерживать заготовки руками и производить замену инструмента во вращающийся шпиндель. Перебрасывать ремни на ступени шкива можно только при выключенном электродвигателе. При сверлении деталей, особенно выполненных из хрупких материалов, нужно использовать спецодежду и защитные очки.
Принципиальная электрическая схема токарного станка 16К20
Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно – контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях. Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Основные параметры электрооборудования
Потребляемая мощность, кВт – 11
Напряжение сети, В – 380
Напряжение в цепи управления, В – 110
Напряжение в цепи местного освещения, В – 24
Частота, герц – 50
Принципиальная электрическая схема
Рис. 1. Схема электрическая принципиальная станка 16К20
1* – Элементы при силовой цепи напряжением 220В и тропического исполнения могут отсутствовать
2* – Элементы для станков с гидросуппортом
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.
- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Схема электрическая соединений
Рис. 2. Схема электрических соединений токарного станка 16К20
1. а – положение перемычек при подключении электродвигателей
2*. Для станков с гидросуппортом
Шкаф управления. Схема расположения электроаппаратов
Рис. 3. Шкаф управления токарно-винторезного станка 16К20
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода.
В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Рекомендации по техническому обслуживанию электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином.
Камеру заполнить смазкой на 2/3 ее объема.
При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников. Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным вазелиновым маслом. Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
сверлильные станки | Рид Мануфактура
Дополнительная информация
Сверлильные станкипрорезают или просверливают стенку трубы из чугуна, высокопрочного чугуна, водопровода из ПВХ и полиэтилена C900 через фиксатор, вставленный в сервисную опору под давлением. Они используют сверла или сверла REED серии D. Базовый блок сверлильного станка DM2100B требует отдельной покупки любых адаптеров корпорации, адаптеров для сверл или отверстий, а также необходимых сверл или фрез.С резаками для скорлупы и необходимыми переходниками эти устройства также могут использоваться на трубах из ПВХ C900. Сверлильный станок DM2100110 предназначен для использования с компрессионными упорами Mueller® 110 производства компании Mueller® 110. DM2100CCNPT представляет собой комбинацию переходников с резьбой 3/4 дюйма и 1 дюйм AWWA CC и переходниками с резьбой 1 1/2 дюйма и 2 дюйма. Сверлильный станок DM2100UNIVERSAL имеет основание и принадлежности для работы с резьбой AWWA и NPT до 2 дюймов.
Имеется спецификация / таблица преобразований # 01071
НЕОБХОДИМА ПОМОЩЬ В ПРИНЯТИИ РЕШЕНИЙ, КАКОЙ СТАНОК ВАМ НУЖЕН?
Сверлильный станок для тяжелых условий эксплуатации компактен и легок для изготовления метчиков с седлом до 2 дюймов.REED предлагает множество различных версий для удовлетворения индивидуальных потребностей клиентов.
Обзор машиныBTA | Станки для глубокого сверления UNISIG
Ключевые компоненты для станков BTA для глубокого сверления
В стандартных сверлильных станках BTA присутствует несколько компонентов, независимо от конфигурации.
Направляющая втулка прецизионного сверла контактирует с заготовкой и направляет инструмент BTA во время подготовки к сверлению.Эта втулка позволяет инструменту запускаться в правильном месте и с правильным диаметром отверстия, что важно для точного сверления глубоких отверстий. Направляющая втулка сверла также обеспечивает уплотнение относительно заготовки и удерживает охлаждающую жидкость во время процесса сверления.
Нажимная головка герметизирует инструмент BTA и направляющую втулку сверла, обеспечивая подачу охлаждающей жидкости вокруг инструмента и для удаления стружки на протяжении всего процесса сверления.
Гасители вибрации поддерживают длинные сверла с пониженной скоростью вращения, передавая крутящий момент, стабилизируя инструмент для точного процесса сверления.Эти устройства оснащены вращающимися подшипниками и вставками, которые контактируют с инструментом, что обеспечивает гашение вибрации. Машины с более длинным ходом могут иметь несколько гасителей вибрации, в то время как для более коротких машин они могут не потребоваться.
Высокая мощность, точность крутящего момента и низкий уровень вибрации важны для продуктивного бурения БТА. Шпиндель передает мощность и крутящий момент от двигателя к инструменту. Во время работы стружка и охлаждающая жидкость удаляются через отверстие в центре шпинделя.
Надежность и производительность процесса глубокого сверления BTA во многом зависит от системы охлаждения станка. Логически спроектированная система резервуаров начинается с хранения охлаждающей жидкости, а группа насосов большого объема работает для подачи СОЖ к инструменту BTA. Когда охлаждающая жидкость проходит через операцию резки металла, она попадает в систему фильтрации. Низкомикронная фильтрация охлаждающей жидкости и обратная связь о состоянии фильтра предотвращают накопление стружки и мелких частиц, что сокращает время простоя, увеличивает срок службы инструмента и улучшает качество обработки поверхности.
Контроль температуры охлаждающей жидкости
Буровая бабка и система подачи СОЖ выделяют тепло, которое может отрицательно сказаться на таких факторах бурения, как срок службы и точность инструмента, а также на рабочих условиях вокруг станка. Для управления теплом требуется теплообменник или охладитель для поддержания нужной температуры смазочно-охлаждающей жидкости.
Руководство по стандартным буровым втулкам
БЫСТРЫЙ НАЙД:
Буровые втулки являются основным элементом большинства современных бурильных кондукторов.Они действуют как прецизионные направляющие устройства для сверл, разверток, метчиков, зенковок и аналогичных режущих инструментов на хвостовике. Сверлильные втулки служат трем целям: они определяют местонахождение, направляют и поддерживают режущий инструмент. Хотя они служат в основном в качестве направляющих для режущих инструментов, буровые втулки имеют и другое применение. Они хорошо работают в сборочных инструментах, инструментах для проверки и подобных устройствах, которые требуют точного выравнивания и расположения цилиндрических деталей.
Самым распространенным режущим инструментом для сверления является спиральное сверло.Конструкция и характеристики резания стандартного спирального сверла, хотя и эффективны, не подходят для прецизионной обработки. Основные причины кроются в конструкции спирального сверла.
Спиральные сверла имеют две наклонные режущие кромки. Режущие кромки обычно располагаются на расстоянии 118 ° друг от друга, а угол зазора между кромками составляет примерно 12 °. Острие, образованное этими углами, называется «острием долота». Кромка долота обычно находится под углом 135º к режущей кромке сверла. Эта конструкция, хотя и очень эффективна для резки, неэффективна для центрирования инструмента.
Кроме того, материал, удаляемый для формирования канавок и кромок сверла, в сочетании со стандартным обратным конусом значительно уменьшает площадь контакта между спиральным сверлом и отверстием. Проблемы конструкции увеличиваются еще больше из-за неподдерживаемой длины сверла. Кроме того, в большинстве производственных ситуаций точка сверления не всегда точно отцентрирована. Сверло со смещенным от центра острием прорезает слишком большие отверстия.
В сочетании эти условия приводят к просверленным отверстиям, которые находятся вне центра, имеют большой размер, некруглую форму, не совмещены и обычно не прямые.Но простое закрепление спирального сверла во втулке сверла может значительно уменьшить, если не устранить, большинство этих проблем.
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
Сверлильные втулки бывают самых разных типов и стилей. Доступны три основные категории буровых втулок: постоянные втулки, заменяемые втулки и буровые втулки с пневматической подачей. Как показано на Рисунке 10-1, буровые втулки обозначаются буквами и цифрами.Эти буквы и цифры описывают основную форму и конкретные размеры каждой втулки в формате, установленном Американским национальным институтом стандартов (ANSI). Этот формат состоит из одной-четырех букв для обозначения типа втулки, размера наружного диаметра в 64-х долях дюйма, размера длины в 16-ти долях дюйма и внутреннего диаметра втулки, указанного с точностью до четырех знаков после запятой.
Рисунок 10-1. Для сверлильных втулок используются буквенно-цифровые обозначения ANSI, которые определяют тип и конкретные размеры втулки.Втулки перманентные сверлильные
Постоянные втулки предназначены для ограниченного производства, когда втулки не меняются регулярно в течение срока службы держателя. Постоянные втулки либо вдавливаются непосредственно в пластину кондуктора, либо заливаются на место. Поскольку эти втулки установлены постоянно, повторная замена приведет к износу монтажного отверстия и снижению точности и надежности установки. Ниже представлены различные разновидности постоянных втулок.
Прессовая посадка. Втулки с запрессовкой, рис. 10-2, являются наиболее распространенными и наименее дорогими постоянными втулками. Эти втулки обозначаются буквой P (или PC, если втулка твердосплавная). Втулки с запрессовкой предназначены для одноэтапных операций, таких как сверление или развертывание. Втулки запрессовываются прямо в кондукторную плиту. Они удерживаются на месте за счет запрессовки. На Рис. 10-3 показан рекомендуемый размер отверстия для втулок с прессовой посадкой. Конструкция без головки позволяет устанавливать втулки близко друг к другу и заподлицо с верхней частью зажимной пластины.Однако такая конструкция обеспечивает меньшую устойчивость к большим осевым нагрузкам.
Рисунок 10-2. Гладкие запрессованные втулки для стационарной установки – самые популярные и наименее дорогие сверлильные втулки.Головка с прессовой посадкой. Втулки с запрессовкой, рис. 10-4, аналогичны втулкам с запрессовкой по конструкции и применению. Однако эти втулки изготавливаются с головкой. Втулки с запрессовкой на головке разработаны для применений, где большие осевые нагрузки могут протолкнуть втулку с запрессовкой через монтажное отверстие.Втулки с прессовой посадкой – это втулки типа H или HC (твердосплавные). Эти втулки можно устанавливать с открытой головкой, как показано на рисунке, или с зенковкой, если втулка должна быть установлена заподлицо с верхней частью зажимной пластины. Когда зажимная пластина расточена, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо развернуть. Область расточки обеспечивает зазор для головки и не должна быть точно подогнана. На рисунке 10-5 показаны стандартные диаметры головки. Длина втулки измеряется от нижней стороны головки до выходного конца втулки.
Рисунок 10-3. Рекомендуемые размеры отверстий для запрессованных втулок из незакаленной стали или чугунных кондукторов. Рисунок 10-4. Втулки с запрессовкой с головкой имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-5. Размеры запрессовываемых втулок с головкой.Зубчатая прессовая посадка . Зубчатые втулки с запрессовкой типа SP, показанные на рис. 10-6, используются в тех случаях, когда закаленная буровая втулка устанавливается в мягкую зажимную плиту. Втулки имеют вечную монтажную поверхность как с точно отшлифованным диаметром, так и с зубчатым или прямым рифленым участком.Заземленная часть выравнивает втулку в монтажном отверстии так же, как втулка с запрессовкой. Зубцы предотвращают любое вращательное движение от нагрузок с высоким крутящим моментом. Зубцы также выдерживают осевые нагрузки, которые могут протолкнуть втулку через зажимную пластину. Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Рисунок 10-6. Зубчатые втулки с запрессовкой имеют зубцы сверху для предотвращения вращения в мягких материалах, таких как алюминий.Серрата Грув. Втулки с канавкой Serrata, тип SG, рис. 10-7, аналогичны втулкам с зубчатой посадкой и запрессовкой. Однако в них не сочетаются точный диаметр и зубцы. Вместо этого втулки с зубчатой канавкой имеют зазубрины по всей своей длине. Зубцы и канавки, прорезанные по окружности этих втулок, подходят им как для запрессовки, так и для литья на месте. Эти втулки обладают высоким сопротивлением крутящему моменту, но из-за их монтажной поверхности с прямой накаткой они имеют пониженное сопротивление осевым нагрузкам.Точно так же, поскольку окружность этих втулок зубчатая, а не шлифованная, внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-7. Втулки с канавкой Serrata имеют прямые зубцы по всей длине для монолитной или заливной установки.Алмазная канавка. Втулки с алмазной канавкой типа DG – это еще одна форма втулки для монолитного монтажа. Как показано на Рис. 10-8, эти втулки напоминают втулку с зубчатой канавкой, но они имеют накатку с ромбовидным рисунком, а не с прямой накаткой по окружности.Алмазная накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам. Как и втулки с зубчатой канавкой, втулки с алмазной канавкой по периметру имеют накатку и не шлифуются, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-8. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках.Втулки с алмазной канавкой не следует использовать для запрессовки.Для запрессовки втулки с прямыми зубьями лучше подходят, потому что, когда они вдавливаются в зажимную пластину, материал, вытесняемый точками накатки, перемещается в область между ними. С другой стороны, накатка с ромбовидным рисунком разрезает материал и фактически расширяет отверстие.
Для монолитного монтажа втулки устанавливаются в отверстия большего диаметра. Пространство между внешней поверхностью втулки и внутренней частью отверстия заполнено эпоксидной смолой или сплавом с низкой температурой плавления, рисунок 10-9.
Рисунок 10-9. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках.Шаблон. Шаблонные втулки типа TB, рис. 10-10, предназначены для тонких кондукторов. Эти втулки позволяют использовать инструменты большего диаметра с тонкой зажимной пластиной. Вместо использования более толстой зажимной пластины, которая обычно требуется для поддержки сверл большего диаметра, шаблонные втулки обеспечивают необходимую поддержку сверла в зажимных плитах толщиной от 1/16 “до 3/8”.Это снижает как стоимость, так и вес зажимной пластины.
Рисунок 10-10. Шаблонные втулки предназначены для тонких шаблонных пластин толщиной от 1/16 до 3/8 дюйма. Втулки шаблонаустанавливаются, как показано на Рисунке 10-11. При размещении втулок шаблона соблюдайте минимальные краевые расстояния и расстояния между отверстиями, показанные на Рисунке 10-12 (a). При правильном расположении монтажное отверстие просверливается и расширяется на 0,001–0,003 дюйма больше, чем установочный диаметр втулки. Отверстие утоплено со стороны детали, чтобы втулка могла сесть.015 ”ниже поверхности, Рисунок 10-12 (b). Затем втулка вставляется и вдавливается в отверстие.
Рисунок 10-11. Шаблонные втулки устанавливаются с помощью монтажного приспособления 1. Расположение отверстий При размещении отверстий соблюдайте минимальные расстояния между отверстиями и краевые расстояния, указанные ниже:| ВТУЛКА OD | А МИНИМУМ | B МИНИМУМ |
| 3/8 | .60 | . 250 |
| 1/2 | .73 | .312 |
| 3/4 | .98 | .438 |
Рисунок 10-12. Порядок установки шаблонных втулок.
Стопорное кольцо устанавливается с помощью установочного инструмента. При установке стопорного кольца убедитесь, что верхняя часть кольца находится в пределах +,005 дюйма / – 10 дюймов от верха канавки во втулке, рисунок 10-12 (c), перед использованием установочного инструмента. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо фиксирует втулку в зажимной плите и ограничивает любое осевое перемещение.
Печатная плата. Втулки для печатных плат типов CB и CBC (твердосплавные), рис. 10-13, доступны как без головки, так и с головкой. Эти втулки специально разработаны для сверл малых диаметров. Втулки для печатных плат доступны для размеров сверл от # 80 до 9/64 ”и изготавливаются в различных стилях для конкретных сверлильных станков для печатных плат. На Рис. 10-14 показаны некоторые из наиболее распространенных форм вводов печатных плат.
Рисунок 10-13. Втулки для монтажных плат предназначены для размещения больших хвостовиков сверл для монтажных плат.Сменные буровые втулки
Заменяемые втулки разработаны для применений, где втулки необходимо регулярно менять в течение срока службы держателя. Замена втулок производится при их износе или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые буровые втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. И буровые втулки, и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Рисунок 10-14. Варианты вводов печатной платы.Скользящий / фиксированный возобновляемый. Проскальзывающие / фиксированные заменяемые втулки типов SF и SFC (твердосплавные) являются наиболее распространенной формой заменяемых втулок, рис. 10-15.Эта возобновляемая втулка заменяет старые и устаревшие возобновляемые втулки с проскальзыванием типа S и фиксированные возобновляемые втулки типа F. Вставные / фиксированные заменяемые втулки объединяют в одной втулке как скользящую, так и фиксированную блокировку, рисунок 10-16.
Рисунок 10-15. Сменные / фиксированные сменные втулки скольжения – это сменные бурильные втулки, используемые в крупносерийном производстве. Рисунок 10-16. Сменные / фиксированные сменные втулки скольжения – это сменные бурильные втулки, используемые в крупносерийном производстве.Проскальзывающие / фиксированные возобновляемые втулки обычно используются в длительных производственных циклах, когда требуется замена втулок.Эти втулки могут быть установлены либо в фиксированной-возобновляемой, либо в скользящей-заменяемой конфигурации, просто вращая втулку, Рисунок 10-17.
Рисунок 10-17. Проскальзывающая / фиксированная возобновляемая втулка может быть установлена как фиксированная-возобновляемая или скользящая-заменяемая, просто вращая втулку.Стационарно-возобновляемая установка предназначена для одноэтапных операций, таких как сверление или развертывание. Эти втулки меняют только при износе втулок. Постоянно заменяемые втулки удерживаются на месте стопорным винтом или круглым зажимом.Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. При замене втулки зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Сдвижные возобновляемые установки удобны для приложений, когда несколько операций выполняются в одном отверстии. Один из примеров – просверливание и расширение одного и того же отверстия. Устанавливается первая скользящая втулка и просверливается отверстие. Буровая втулка снимается.Затем устанавливают расширительную втулку и расширяют отверстие до нужного размера.
Сторона скольжения-возобновляемая обеспечивает быстрое переключение. Втулка вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия, Рисунок 10-18. Вырез в конце выемки позволяет легко снимать и заменять втулку. Такая конструкция гарантирует, что вращение сверла не позволит втулке выйти из отверстия. Хотя скользящие / фиксированные заменяемые втулки обычно устанавливаются во втулку вкладыша, они также могут быть установлены непосредственно в зажимной плите.На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
Рисунок 10-18. Втулка, заменяемая скольжением, вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия. Рисунок 10-19. Рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.Цековка. Наиболее эффективная площадь контакта между внутренним диаметром втулки и режущим инструментом составляет примерно полтора диаметра режущего инструмента.Добавленная опорная поверхность, как ее называют, может создавать большее сопротивление сверлу, а также вызывать проблемы со стружкой внутри втулки, вызывая преждевременный износ и даже приводя к поломке сверла. По этим причинам стандартные буровые втулки с длиной, превышающей этот приблизительно полтора размера, будут иметь зенковку вверху. Эта часть с зенковкой по-прежнему обеспечивает адекватную опору сверла, устраняя при этом возможные проблемы накопления стружки и поломки сверла. Таблица данных по расточению, Рис. 10-20, показывает, какие длины втулки расточены, а какие нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
Рисунок 10-20. Длинные втулки для сверл малых размеров имеют небольшие зенковки, чтобы предотвратить заедание и нагревание из-за чрезмерной длины подшипника.Лайнер. Вкладыши типа L, рис. 10-21, напоминают втулки с запрессовкой, но имеют больший размер. Втулки вкладыша используются с втулками возобновляемого типа, чтобы обеспечить закаленное, износостойкое отверстие в мягкой пластине кондуктора. Тесная скользящая посадка между заменяемой втулкой и втулкой вкладыша позволяет многократно менять втулку в течение длительных производственных циклов без потери точности позиционирования.Безголовая конструкция втулок гильзы позволяет устанавливать их близко друг к другу и заподлицо с верхней частью зажимной пластины. Однако, как и втулки с прессовой посадкой, эти втулки обладают меньшей устойчивостью к большим осевым нагрузкам.
Рисунок 10-21. Вкладыши – это постоянные втулки, используемые для удержания и фиксации заменяемых буровых втулок.Вкладыш головы. Втулки вкладыша, типа HL, рис. 10-22, похожи на втулку вкладыша по конструкции и применению, но изготавливаются с головкой. Втулки вкладыша головки блока цилиндров, как и втулки с запрессовкой в головку, разработаны для применений, где большие осевые нагрузки могут протолкнуть втулку с запрессовкой через монтажное отверстие.Эти втулки могут быть установлены с открытой головкой или с зенковкой, как показано. Когда зажимная пластина расточена для монтажа, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо расширить. Область расточки обеспечивает зазор для головы и не должна быть точно подогнана. На Рис. 10-23 показаны стандартные диаметры головки. Примечание: длина втулки передней облицовки измеряется от верха до низа втулки и включает высоту головки.
Рисунок 10-22. Вкладыши головки имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-23. Размеры вкладышей вкладышей головного типа.Стопорные винты и зажимы. Заменяемые втулки обычно удерживаются в зажимной пластине с помощью стопорного винта или зажима. Стопорный винт или зажим оба радиально устанавливают втулку во вкладыш и удерживают втулку на месте. Стопорный винт, рис. 10-24 (а), является наиболее распространенной формой запорного устройства. Эти винты обычно устанавливают втулки либо на их скользящих возобновляемых сторонах, либо на фиксированных-возобновляемых сторонах.Винты сделаны с уступом под головкой, как показано. Для установки втулок на их скользящей заменяемой стороне заплечик обеспечивает необходимый зазор, необходимый для вращения втулки при установке и снятии. При установке на фиксированной-заменяемой стороне нижняя часть головки надежно удерживает втулку на месте.
Приспособление для фиксации стопорного винта, Рисунок 10-24 (b), фиксирует эти стопорные винты относительно заменяемой втулки. Как показано на Рис. 10-24 (c), установочный зажим стопорного винта располагается напротив втулки и ударяется молотком, чтобы отметить местоположение стопорного винта.
Рисунок 10-24. Стопорные винты – наиболее распространенное удерживающее устройство для заменяемых втулок. Показанный кернер представляет собой универсальное приспособление для установки большинства стопорных винтов и зажимов.Зажим с круглым концом, рис. 10-25 (a), также можно использовать для крепления втулок на их скользящих или фиксированных-возобновляемых сторонах. Этот зажим имеет две высоты для установки проходного изолятора с утопленным или выступающим вкладышем, Рисунок 10-25 (b).
(А) (В) Рисунок 10-25. Зажим с круглым концом – это более прочная альтернатива стопорным винтам.Круглый зажим представляет собой зажим для втулки, разработанный специально для удержания втулок на их неподвижно-заменяемой стороне. Как показано на Рисунке 10-26, круглые зажимы удерживаются на месте винтом с головкой под торцевой ключ. Приспособление для фиксации стопорного винта также можно использовать для установки этих зажимов.
Рисунок 10-26. Круглый зажим используется для плотного зажима втулок на их неподвижно-заменяемой стороне.
Плоский зажим, показанный на Рисунке 10-27 (a), представляет собой еще одну форму зажима втулки.Эти зажимы используются для старых типов фиксированных и заменяемых втулок, которые имеют плоскую зажимную область. Как и зажим с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, рис. 10-27 (b).
Рисунок 10-27. Плоский зажим представляет собой зажим втулки для фиксированных-заменяемых втулок с плоской фрезерованной областью зажима.Фиксирующий вкладыш. Втулка стопорного вкладыша, тип UL, рис. 10-28, представляет собой втулку уникальной конструкции для установки втулки с возможностью скольжения.Как показано, втулка объединяет в себе гильзу и стопорное устройство в одном блоке. Базовая конструкция этой втулки аналогична вкладышу головки, но у нее есть специальный фиксатор, который исключает необходимость использования стопорного винта. Втулки стопорной гильзы немного дороже, чем заменяемые ими втулки гильзы / стопорный винт, но сокращение времени установки более чем компенсирует любые дополнительные расходы. Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Рисунок 10-28. Втулки стопорной гильзы имеют специальный фиксатор, который исключает необходимость использования стопорного винта.Эти вкладыши могут использоваться только для скользящих возобновляемых приложений, а не фиксироваться.Фиксирующий вкладыш с алмазной накаткой. Втулка стопорной гильзы с алмазной накаткой, тип ULD, рис. 10-29, является разновидностью стопорной гильзы. Эти втулки представляют собой форму вкладышей для монолитных конструкций. Они объединяют вкладыш и фиксирующее устройство в единое целое, но фиксирующие вкладыши с ромбовидной насечкой имеют насечку с ромбовидным рисунком по окружности. Накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам.Как и у других втулок с накаткой, окружность этих втулок гильзы не шлифуется, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-29. Втулки стопорной гильзы с алмазной насечкой отливаются на месте или заливаются в герметик.EZ-Cast Liner. Втулки гильзы EZ-Cast, тип EZ, рис. 10-30, представляют собой еще одну форму втулки гильзы, монтируемой на месте. Однако, в отличие от стопорных вкладышей с алмазной накаткой, эти втулки имеют встроенный стопорный винт и могут использоваться для крепления любой стороны скользящих / фиксированных сменных втулок.Безголовая конструкция этих вкладышей позволяет устанавливать их заподлицо с верхней частью зажимной пластины. Накатка с ромбовидным рисунком обеспечивает высокую устойчивость как к вращательным, так и осевым силам. Как и у других втулок с накаткой, монтажная поверхность этих втулок не шлифуется, поэтому для точного выравнивания втулки необходимо использовать внутренний диаметр.
Рисунок 10-30. Втулки вкладыша EZ-Cast представляют собой монолитные вкладыши, которые можно использовать как для скольжения, так и для фиксированных возобновляемых устройств.Пистолетная дрель. Втулки для пистолетных сверл, рис. 10-31, представляют собой специальные втулки для станков для глубокого сверления. Тип втулки определяется типом сверлильного станка. Втулки для пистолетных сверл похожи на скользящие / фиксированные заменяемые втулки как по внешнему виду, так и по применению, но втулки для пистолетных сверл имеют опорную площадку для сверления на головном конце втулки. В зависимости от станка для ружейного сверления эти втулки бывают цельными или состоящими из двух частей.
Рисунок 10-31. Втулки для ружейного сверления специально разработаны для станков для ружейного сверления (глубокое сверление). Рисунок 10-32. Варианты неразъемных втулок для перфорационных сверл. Рисунок 10-33. Втулка сверла и втулка режущего инструмента используются вместе. Рисунок 10-34. Типовая установка для пушечного сверления.Втулка для ружейного сверла типа GD представляет собой цельную втулку. Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе.На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Пневматические бурильные втулки
Втулки пневматического сверла– это втулки специального назначения, разработанные для различных коммерческих самоподводящих сверл с пневматической подачей, трафаретных трафаретов и бурильных машин с обратной заделкой. Эти буровые втулки, называемые «хвостовиками», являются частью полной системы, в которую входят хвостовики, хомуты и крепежные приспособления. Хвостовики и хомуты доступны по отдельности или в сборе. В собранном виде устройство называется узлом переходника с наконечником, рис. 10-35.
Рисунок 10-35. Адаптер-наконечник в сборе – это сверлильные втулки, устанавливаемые на пневматические дрели.Хвостовики, как и стандартные втулки, имеют внутренний диаметр, соответствующий диаметру режущего инструмента, и внешний диаметр, соответствующий установленной на зажимной втулке. Манжета предназначена как для крепления узла наконечника к двигателю самоподъемной буровой установки, так и для удержания всего узла во втулке хвостовика, установленной на зажимном приспособлении. Как показано на Рисунке 10-36, узел наконечника перевернут во вкладыше и повернут против часовой стрелки на 30º, чтобы зафиксировать узлы вместе.На Рис. 10-37 показаны различные варианты монтажа втулок гильзы, закрепленных на зажимном приспособлении. Двумя основными формами втулок с пневматической подачей являются втулки для стандартных сверл с пневматической подачей и для сверл с подачей охлаждающей жидкости.
Рисунок 10-36. Пневматические сверла устанавливаются путем вставки наконечника адаптера в фиксирующий вкладыш. Рисунок 10-37. Варианты установки футеровки для втулок пневматического сверла.Стандартные втулки. Стандартные втулки подачи воздуха, рис. 10-38, имеют узел наконечника, состоящий из отдельных узлов хвостовика и втулки.Манжета прикрепляет блок к револьверной головке сверла либо напрямую, либо через дополнительный редуктор. Хвостовик может иметь гладкий конец или коническую форму. Хвостовик с контурным острием представляет собой модифицированный стандартный хвостовик для сверления криволинейных или наклонных поверхностей. Как показано на Рис. 10-39, хвостовик с контурной головкой имеет на конце хвостовика двойной угол наклона: 8 ° и 45 °.
Рисунок 10-38. Носовая часть дрели с пневматической подачей. Рисунок 10-39. Хвостовик с контурным острием модифицирован для сверления криволинейных или наклонных поверхностей. Рисунок 10-40. Втулки с подачей охлаждающей жидкости аналогичны стандартным втулкам подачи воздуха, но имеют отверстия в каждом элементе для подачи охлаждающей жидкости через узел к режущему инструменту.Втулки для подачи охлаждающей жидкости. Втулки для подачи охлаждающей жидкости, рис. 10-40, по существу такие же, как и стандартные втулки подачи воздуха, за исключением добавления просверленных каналов в каждом из элементов, предназначенных для подачи охлаждающей жидкости через узел к режущему инструменту. Носовая часть сверла для подачи воздуха также отличается, как показано на рисунке, для подключения разъема для шланга охлаждающей жидкости.
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
В дополнение к стандартным вариантам втулки, также доступен ряд дополнительных функций для конкретных ситуаций бурения. Эти дополнительные функции повышают универсальность втулок и полезны по нескольким причинам.
Стружколомы
Втулки стружколома типа CH, рис. 10-41, аналогичны втулкам возобновляемого типа SF. Однако эти втулки имеют ряд специально разработанных вырезов на выходе из отверстия втулки.Выемки разрушают стружку, образующуюся при сверлении твердых или волокнистых материалов. Измельчение стружки снижает трение и тепловыделение. Кроме того, стружколомы также уменьшают износ втулки на выходе из сверла и сводят к минимуму вероятность повреждения втулки или заготовки. Стружколомы также доступны для других типов втулок, таких как втулки P и H.
Рисунок 10-41. Втулки стружколома имеют специально разработанные выемки на выходе сверла для дробления стружки.Направленные каналы охлаждающей жидкости
Втулкис направленной подачей охлаждающей жидкости, рис. 10-42, также похожи на сменные втулки SF. Втулки с направленной подачей охлаждающей жидкости типа DC имеют проходы для охлаждающей жидкости, встроенные во втулки, которые направляют поток охлаждающей жидкости в зону резания. Такая конструкция охлаждает режущий инструмент и смывает скопившуюся стружку. Втулки направленной подачи охлаждающей жидкости могут быть установлены либо во втулки DCL (гильза), либо DCHL (гильза головки), рисунок 10-43. Эти специальные втулки вкладыша имеют уникальную конструкцию, которая направляет поток охлаждающей жидкости из просверленного канала коллектора через вкладыш к отверстиям в стенке втулки.
Рисунок 10-42. В втулках с направленной подачей охлаждающей жидкости просверлены проходы для направления охлаждающей жидкости в зону резания. Рисунок 10-43. Гильзы с направленной подачей охлаждающей жидкости используются с втулками с направленной подачей охлаждающей жидкости.Масляные канавки
Втулки с масляной канавкой, рис. 10-44, обеспечивают надлежащее охлаждение и смазку режущего инструмента. Втулка этого типа хорошо подходит для таких операций, как сверление закаленной стали, где требуется постоянная подача смазочно-охлаждающей жидкости. Масляные канавки доступны для большинства типов втулок, включая возобновляемые втулки P, H и SF.Канавки представляют собой проходы специальной конструкции, вырезанные в стенке втулки с внутренним диаметром.
Рисунок 10-44. Втулки с масляными канавками имеют внутренние канавки, которые обеспечивают полную смазку и охлаждение сверла. Втулки с масляной канавкойизготавливаются либо с масляным отверстием, масляным отверстием и внешней канавкой, либо без масляного отверстия, Рисунок 10-45. Втулки с отверстиями для масла направляют поток масла из просверленного прохода коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло к режущему инструменту через головной конец втулки.Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Рисунок 10-45. Существует три основных варианта подачи жидкости во внутренние канавки. Рисунок 10-46. Втулки с масляными канавками доступны в 25 различных стилях канавок. Рисунок 10-47. Втулки с масляными канавками опционально доступны с грязесъемниками для защиты от попадания грязи и стружки внутрь.Угловые выходные концы
Втулкивсегда следует располагать так, чтобы они обеспечивали максимальную поддержку режущего инструмента. Иногда с поверхностями нестандартной формы это невозможно со стандартными втулками. Таким образом, выходной конец втулки должен быть модифицирован или изменен, чтобы соответствовать конкретной форме поверхности детали. Для таких условий доступны втулки с выходом под углом, рис. 10-48. Изменение формы выходного конца втулки обеспечивает наилучшую опору. Он также предотвращает любое боковое смещение или отклонение режущего инструмента.Хотя режущий инструмент почти любого размера может сместиться в желаемое центральное положение при неправильной опоре, это особенно верно для режущих инструментов меньшего диаметра.
Рисунок 10-48. Втулки с угловым выходом иногда требуются для сверления криволинейных или наклонных поверхностей.Первый этаж
Шлифованные лыски обычно указываются для втулок, которые должны располагаться близко друг к другу в зажимной пластине. Хотя почти для любого ввода можно использовать шлифованные лыски, они особенно подходят для вводов с головкой, как показано на Рис. 10-49.Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу с простой заменой.
Рисунок 10-49. Отшлифованные лыски можно использовать для установки вводов вплотную друг к другу.Тонкостенные втулки
Тонкостенные втулки, как следует из их названия, представляют собой втулки для сверления с очень тонкими стенками, рис. 10-50. Эти втулки также используются в тех случаях, когда отверстия расположены близко друг к другу. Одно предупреждение: поскольку толщина стенок довольно мала, эти втулки будут иметь тенденцию повторять форму монтажного отверстия.По этой причине геометрия монтажного отверстия очень важна для точности установки.
Рисунок 10-50. Тонкостенные втулки также можно использовать для позиционирования втулок близко друг к другу.Альтернативные материалы
Стандартные буровые втулки изготовлены из нержавеющей стали 1144. Они закалены до твердости по внутреннему диаметру RC 62-64. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400, инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза, также доступны для особых ситуаций.
Втулки особого размера
В дополнение к широкому диапазону стандартных размеров втулки практически любые комбинации внутреннего диаметра, внешнего диаметра, длины, размера головки, типа головки или специальных допусков доступны в качестве специальных. Эти специальные втулки можно полностью настроить в соответствии с любыми условиями обработки или потребностями.
УСТАНОВКА
УСТАНОВКА
Для выполнения своей работы сверлильные втулки должны быть правильно установлены.Установка начинается с тщательного проектирования, в соответствии с которым тип и размер проходного изолятора соответствуют требуемым операциям. Этот процесс также включает в себя выбор правильной толщины зажимной пластины и установление надлежащего монтажного зазора между втулкой и заготовкой.
Пластины для фиксации
«Зажимная пластина» – это термин, используемый для обозначения частей кондуктора, которые удерживают и поддерживают буровые втулки. Толщина кондукторной пластины является важным фактором при установке буровых втулок.Толщина кондуктора обычно определяется размерами требуемых втулок.
Как правило, длина втулок должна быть достаточной только для того, чтобы правильно поддерживать и направлять режущий инструмент. Как показано на Рисунке 10-51, толщина зажимной пластины обычно должна быть в 1-2 раза больше диаметра инструмента. Такая толщина обеспечивает адекватную опору для режущего инструмента, но при этом сохраняет зажимную пластину как можно более легкой. Когда используются сверла нескольких разных размеров, толщина зажимной пластины обычно определяется наибольшим диаметром инструмента.
Рисунок 10-51. Толщина зажимной пластины должна быть в 1-2 раза больше диаметра инструмента.Зазор для стружки
Зазор для стружки – еще один фактор, который необходимо тщательно продумать перед выбором и установкой сверлильных втулок. Зазор от стружки – это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, при которых образуются большие волокнистые стружки, обычно требуют большего зазора. Те, которые производят мелкую стружку, требуют меньшего зазора.
В большинстве случаев установка с небольшим зазором или без него позволяет позиционировать инструмент более точно, но имеет тенденцию забиваться стружкой. Кроме того, когда втулка расположена напротив обрабатываемой детали, фактическая площадь опоры сверла во втулке уменьшается на длину острия сверла. С другой стороны, слишком большой зазор, хотя и с меньшей вероятностью засорения, может также увеличить вероятность неточности позиционирования.
Как показано на Рисунке 10-52, рекомендуемый зазор для сверления общего назначения составляет от ½ до 1 ½ диаметра инструмента.Этот зазор между втулкой и заготовкой снижает столкновение стружки. Такая операция, как развертывание, которая дает меньшую стружку и требует большей точности позиционирования, обычно должна иметь зазор приблизительно от of до ½ диаметра инструмента. В таких ситуациях стружка меньшего размера представляет меньшую проблему и позволяет уменьшить зазор для обеспечения необходимой точности.
Рисунок 10-52. Зазор стружки между втулкой и заготовкой должен составлять от ½ до 1 ½ диаметра инструмента для сверления и от до ½ диаметра инструмента для развертывания.Когда и сверление, и развертывание выполняются в одном и том же месте с помощью заменяемой втулки, можно использовать два разных зазора втулки. Расположение втулок, показанное на Рисунке 10-53, скользящие / фиксированные заменяемые втулки двух разных длин, удовлетворяет обоим требованиям к зазору. Более короткая втулка используется для сверления; более длинная втулка используется для развёртывания.
Рисунок 10-53. Когда отверстия сначала просверливаются, а затем расширяются, можно использовать сменные скользящие втулки разной длины.Подготовка установочного отверстия
При установке втулки сверла в первую очередь следует учитывать размер и геометрию монтажных отверстий. Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для окончательной обработки монтажных отверстий, потому что они редко прорезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Идеальная посадка с натягом или запрессовкой составляет 0,0005–0,0008 дюймов для гильз и втулок без головки и запрессованных втулок и от 0,0003 до 0,0005 дюймов для втулок с запрессовкой с головкой. Посадка с большим натягом может вызвать проблемы либо из-за деформации втулки, либо из-за деформации зажимной пластины. Посадка с натягом меньше рекомендованного может привести к неплотной посадке втулки, которая раскручивается при приложении нагрузки.
Другие факторы, которые следует учитывать при определении размера монтажного отверстия:
- Втулки с головкой требуют меньшего натяжения, чтобы противостоять усилию бурения.
- Более длинные втулки в более толстых зажимных пластинах требуют меньшего натяга.
- Тонкостенные втулки более подвержены деформации, чем обычные втулки.
- Менее пластичные материалы для зажимных пластин требуют меньшего натяга.
Процедура установки
Для установки втулки сверла предпочтительнее оправочный пресс, рисунок 10-54 (а). Использование оправочного пресса позволяет поддерживать постоянное и равномерное давление. Если оправочный пресс недоступен, а диаметр втулки достаточно велик, можно также использовать стяжной болт и шайбу, Рисунок 10-54 (b).Если единственным доступным инструментом является молоток, не ударяйте напрямую по втулке. Это может привести к поломке втулки. Используйте пуансон из мягкого металла, чтобы смягчить удары молотка.
Рисунок 10-54. Два метода правильной установки запрессованных втулок.Чтобы предотвратить повреждение втулки или монтажного отверстия, нанесите смазочный состав на внутреннюю поверхность монтажного отверстия и внешнюю часть втулки. Это упрощает установку и уменьшает любые задиры или заедания между сопрягаемыми поверхностями.Всегда устанавливайте изолятор так, чтобы заземляющий провод входил в отверстие первым. Этот вывод помогает выровнять и позиционировать втулку для установки.
Нешлифованные втулки для отверстий большого диаметра
Каждый тип втулки с запрессовкой также доступен с неотшлифованным внешним диаметром. Они предназначены для индивидуальных применений в изношенных или изношенных монтажных отверстиях. Конкретное количество оставшегося шлифовального материала определяется размером и стилем втулки, но колеблется от.005 ”- 0,020”. Втулки указываются добавлением буквы «U» в стандартное обозначение втулки, например HU-20-16-.1250. При шлифовании втулок до определенного размера следует использовать шлифовальную оправку, чтобы обеспечить необходимую концентричность внутреннего и внешнего диаметров.
Ударное бурение – обзор
2.2.5.1 Ударное или кабельное бурение
Ударное бурение – это метод ручного бурения, который использовался в первой скважине, пробуренной в Северной Америке.В этой технике бурения ударное долото прикрепляется к длинному кабелю, который затем опускается в широкое открытое отверстие. По сути, это также называется кабельным бурением, когда бурильщик использует штатив для поддержки инструментов. Перемещаясь с долотом вперед и назад, действие разрыхляет почву в скважине, которая затем извлекается с помощью желонки. Через определенные промежутки времени долото удаляется, а шлам взвешивается в воде, которую затем выкачивают на поверхность. Ударная буровая установка выкапывает вертикальную яму.В нем используется принцип свободно падающего долота, подвешенного на тросе, которому один из различных типов силовых агрегатов сообщает ударное движение. Силовые агрегаты – это ручные подъемно-опускные, пневматические и электрические лебедки. Сверло из карбида вольфрама, установленное в молотке, поднимается на несколько метров и падает (рис. 2.6) до дна отверстия. Процесс продолжается последовательно. При взбалтывании долота дробится и измельчается земля, в результате чего выкапывается яма. Таким образом, при резке горных пород образуется грязь или шлам за счет опускания воды.Измельченный материал удаляется со дна отверстия через равные промежутки времени для получения пробы. Червячное бурение подходит для мягких и средних пластов. При более твердом пласте часто требуется повторная заточка режущего инструмента, что снижает скорость обработки. Производительность перфоратора в исходном виде ограничена относительно короткими скважинами, до 40 м. Если формация не уплотнена, необходима стальная обсадная колонна для предотвращения обрушения ствола скважины. Точно так же обсадную колонну, возможно, придется зацементировать / изолировать, чтобы защитить отверстие от загрязнения или предотвратить использование отверстия в качестве средства связи между различными слоями (что вызывает проблемы окружающей среды).После установки постоянного экрана или обсадной трубы временно можно использовать только нецементированную оболочку.
Рисунок 2.6. Принципиальная концептуальная схема процедуры ударного бурения.
Из Halder, 2013.Само ударное бурение классифицируется как буровые установки с перфоратором (THD), забойным бурением (DTH) и вращательным бурением (RD), в зависимости от используемого метода работы (Song et al. ., 2016). На рис. 2.7 показаны различные методы. Как правило, THD используется в основном для горных работ и взрывных работ, для которых длина пробуренной скважины ограничивается максимум 40 м.DTH используется в основном для разработки грунтовых вод и может создавать ямы максимальной глубиной до 4000 м. Хотя эта глубина больше, чем у многих нефтяных и газовых скважин, DTH не применяется к нефтяным скважинам. Вращательное бурение (RD) чаще всего используется для добычи нефти и геотермальных разработок. В этом методе буровое долото приводится в движение собственным весом, чтобы достичь глубины до 10 000 м в пластах, что приводит к низкому прогрессу и высокой стоимости рабочей силы. Мощность перфоратора ограничена относительно короткими скважинами 10–50 м.
Рисунок 2.7. Буровые механизмы двух типов (А и Б) системы ударного бурения по сравнению с роторным бурением (В).
Основным механизмом, задействованным в механизме ударного бурения, является генерация ударной энергии при многократном ударе бурильной колонны (установки THD) или пневмоударника (установки DTH). Эта энергия сочетается с силой подачи и силой вращения, которые передаются на буровое долото через буровую штангу. Энергия, генерируемая при повторяющихся ударах, затем преобразуется в энергию волны, которая передается горной породе через буровое долото.Наконец, буровое долото, теперь обладающее достаточной энергией удара для бурения, врезается в породу и дробит ее.
Скорость, с которой передается энергия удара в системе ударного бурения, определяется сложными эффектами, такими как буровая штанга, соединительная втулка, прочность породы на сжатие и взаимодействия между буровым долотом и породой. Процесс был изучен для упрощенной системы. Например, Ли и др. (2000) использовали теорию волн напряжения вместе с законом сохранения энергии для анализа воздействий DHT и DTH, а затем связали их с индексом ударопрочности и твердостью породы.С помощью этого анализа было обнаружено, что некоторые методы бурения являются высокоэффективными с высокой скоростью проникновения при бурении мягких горных пород (прочность на одноосное сжатие, UCS, <20 МПа) или пород средней твердости (UCS 50–120 МПа), но эффективность снижается при бурении очень твердых пород (UCS> 200 МПа).
Существуют многочисленные предыдущие исследования, касающиеся буровых коронок, бурения горных пород, передачи энергии удара и эффективности бурения. Hustrulid и Fairhurst (1971a, b; 1972a, b) Hustrulid and Fairhurst (1971a) Hustrulid and Fairhurst (1971b) Hustrulid and Fairhurst (1972a) Hustrulid and Fairhurst (1972b) исследовали передачу энергии между удельной энергией буровой стали и породой и измерили удельную энергию. в результате силы удара.Все проектные работы основаны на моделировании упрощенной модели реального процесса бурения. Первичный механизм – это образование трещины в теле породы. Трещина возникает из-за растягивающего напряжения, связанного с расширением зоны раздавливания во время процесса нагружения. В зоне раздробления механизм боковой трещины представляет собой смешанное разрушение при растяжении и сдвиге, но за пределами зоны дробления доминирующим механизмом возникновения боковой трещины является разрушение при растяжении. Полная модель отсутствует для этого анализа, но многочисленные полуэмпирические и полутеоретические зависимости между длиной боковой трещины, характеристиками пробуренной породы и усилием бурения сформулированы для приблизительного прогнозирования длины боковой трещины.При одновременном нагружении взаимодействие и слияние боковых трещин, вызванных соседними долотами-кнопками с оптимальным интервалом между линиями, позволяет формировать самые большие сколы породы, контролировать направление подповерхностных трещин и минимальное общее удельное потребление энергии. Основываясь на этом изображении, Лю и др. Вывели формулу. (2008) для определения оптимального интервала между рядами на основе свойств пробуренной породы, диаметра и формы бурового долота и условий бурения.При фрагментации породы множеством булавок большая часть камня между соседними пуговицами выкрашивается в результате слияния боковых трещин. В оставшейся породе наблюдаются зоны интенсивного раздробления и значительные трещины растяжения, прилегающие к боковой стенке и внутренней части ствола скважины. Распределение по сторонам фрагментов показывает, что более 80% фрагментов представляют собой мелкие частицы в зонах раздробления, а также в зонах трещин, действительно наблюдаются большие фрагменты, которые представляют собой большие сколы, вызванные слиянием боковых трещин.
Несмотря на то, что ударное бурение не так широко известно, оно открывает возможности для экологически безопасных методов бурения. Рассмотрим некоторые из патентов США, выданных по этой теме. Мишкин и др. (1973) изобрели ударно-сверлильный станок, в котором использовался пневматический ударный задник, соединенный с поршнем молотка. Поршень ударника совершает возвратно-поступательное движение под действием сжатого воздуха, нанося удары по буровой стали, расположенной в передней части станка. В то же время реверсивная поворотная импульсная передняя часть имеет корпус, вмещающий два вращающихся и перемещаемых в осевом направлении кольцевых поршня, снабженных ударными выступами и углублениями, образованными между выступами.В то время как в исходном патенте была встроена система высокочастотных возвратно-поступательных угловых колебаний, сегодня у нас есть технология дистанционного зондирования, которая может сделать этот процесс динамичным. В зависимости от природы породы и ожидаемой впереди породы, система может быть оптимизирована. Точно так же передняя часть вращающегося импульса с храповым механизмом, который обеспечивает вращение одного из кольцевых поршней и буровой стали только в одном направлении, может быть оптимизирована динамически в зависимости от информации о пробуренной породе.
Одним из значительных достижений этой технологии стало ее применение в наклонно-направленном бурении (Johns et al., 1993). В этом изобретении перфоратор с пневматическим приводом используется для начального и последующего наклонно-направленного бурения. Подобно изобретению 1973 года, у этого поршня есть поршень, который совершает возвратно-поступательное движение, одновременно вращаясь внутри своего корпуса. Ударное долото, подвижно закрепленное на дне поршня, передает энергию удара пласту и вращается во время работы независимо от прикрепленной бурильной колонны, что делает его идеально подходящим для работ по наклонно-направленному бурению.Поскольку молоток ударяет при одновременном вращении долота, обеспечивается максимальное проникновение долота. Хотя в системе ударного бурения параметры вращения бурового долота, например крутящий момент и частота вращения, не имеют значения с точки зрения разрушения горной породы, они становятся актуальными в случае наклонно-направленного бурения. Как правило, отраслевой опыт показывает, что оптимальная скорость вращения долота составляет примерно 20 об / мин при частоте ударов 1600 ударов в минуту (ударов в минуту). Эта скорость вращения соответствует угловому смещению приблизительно на 4–5 градусов при каждом ударе долота о горную породу.Другой способ выразить это вращение – это резцы, расположенные на внешнем ряду ударной коронки, перемещаются с приблизительной скоростью, равной половине диаметра резца за ход молота.
Другие патенты в области ударного бурения включают различные формы постепенного улучшения исходной концепции. Например, Guimaraes и Cruz (2009) изобрели буровое долото, которое имеет центральную продольную ось и может работать, применяя повторяющиеся осевые ударные удары по буровому долоту в направлении, имеющем компонент вдоль оси, и применяя вращательное движение вокруг оси относительно оси. к земной формации.Основной механизм включает введение одного или нескольких осевых резцов для преимущественно аксиального резания пласта, вызванного осевыми ударными ударами, и одного или нескольких срезных резцов для преимущественно срезания подземного земного пласта в ответ на вращательное движение. Таблица 2.3 показывает список патентов с соответствующей информацией. Главный принцип всех этих патентов – улучшение передачи энергии от ударной формы к форме сдвига. На рис. 2.8 показана общая тенденция воздействия ударной силы на смещение долота.Хаотический характер графиков указывает на то, что связь не является линейной и существует множество других факторов, которые играют роль.
Таблица 2.3. Патенты в цитировании патентов ударного бурения (43).
| Номер публикации | Дата приоритета | Дата публикации | Правопреемник | Титул | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| US2998085A | 1960-06-14 | 1961 90-08-29 | 1961 90-08-29 ударное сверло | |||||||
| US3140748A | 1963-05-16 | 1964-07-14 | Kennametal Inc | Сверло для бурения грунта | ||||||
| US3258077A | 1963-12-30 1966–06 | 28Phipps Orville | Ударное сверло с пробивным острием | |||||||
| US3269470A | 1965-11-15 | 1966-08-30 | Hughes Tool Co | Ударно-роторное сверло | ||||||
| US3388756A | 1965-03-29 | 1968-06-18 | Varel Mfg Company | Ударная насадка | ||||||
| US3709308A 90 129 | 1970-12-02 | 1973-01-09 | Christensen Diamond Prod Co | Сверла алмазные | ||||||
| US3788409A | 1972-05-08 | 1974-01-29 | Baker Oil Tools Inc . | Ударные коронки | ||||||
| US3955635A | 1975-02-03 | 1976-05-11 | Skidmore Sam C | Ударное сверло | ||||||
| US4051912A | 1977-10-03 1977-10-03 -04 | Western Rock Bit Company Limited | Ударное сверло | |||||||
| US4296825A | 1977-11-25 | 1981-10-27 | Sandvik Aktiebolag | Перфоратор | ||||||
| US 02-22 | 1985-12-17 | Nl Industries, Inc. | Буровые коронки и фрезы | |||||||
| US4607712A | 1983-12-19 | 1986-08-26 | Santrade Limited | Буровая коронка | ||||||
| US4676324A | 1982-11 06-30 | Nl Industries, Inc. | Сверло и резак для него | |||||||
| US4716976A | 1986-10-28 | 1988-01-05 | Kennametal Inc. | Ударно-вращательное сверло | ||||||
| US4823892A | 1984-07-19 | 1989-04-25 | Nl Petroleum Products Limited | Долота для вращательного бурения | ||||||
| US4991670A | 1984-07-19 | 1991-02-12 | Reed Tool Компания, ООО | Буровая коронка для бурения скважин в подземных земных породах | ||||||
| US5004056A | 1988-05-23 | 1991-04-02 | Гойхман Яков А | Инструмент ударно-роторного бурения | ||||||
| 1990-05-07 | 1991-06-25 | Ingersoll-Rand Company | Долота для бурового долота | |||||||
| DE4200580A1 | 1991-09-13 | 1993-03- 18 | Hausherr & amp; Soehne Rudolf | Буровая коронка | ||||||
| US5244039A | 1991-10-31 | 1993-09-14 | Camco Drilling Group Ltd. | Буровые коронки | ||||||
| EP0563561A1 | 1992-04-02 | 1993-10-06 | Boart HWF GmbH & amp; Co. KG Hartmetallwerkzeugfabrik | Буровое долото с наложением | ||||||
| US5460233A | 1993-03-30 | 1995-10-24 | Baker Hughes Incorporated | Алмазная режущая структура для бурения твердых подземных пластов | US | US | 1994-07-281997-01-21 | Flowdril Corporation | Сборка и метод сверл с фиксированной режущей кромкой | |
| US5601477A | 1994-03-16 | 1997-02-11 | U.S. Synthetic Corporation | Поликристаллический абразивный пресс с отточенной кромкой | ||||||
| US58 | A1996-03-14 | 1999-04-06 | Sandvik Ab | Инструмент для бурения горных пород, включая буровое долото с выемкой спереди поверхность | ||||||
| US5992547A | 1995-10-10 | 1999-11-30 | Camco International (UK) Limited | Долота для вращательного бурения | ||||||
| US6202770B1 | 1996-02-15 | 2001-02-15 | 2001 03-20 | Baker Hughes Incorporated | Суперабразивный режущий элемент с повышенной прочностью и увеличенным сроком службы, а также оборудование с таким оборудованием | |||||
| WO2001033031A1 | 1999-11-03 | 2001-05-10 | Relton Corporation | Multi долото перфоратора | ||||||
| US6253864B1 | 1998-08-10 | 2001-07-03 | David R.Hall | Сверло ударно-ножничное | ||||||
US62B1 | 1999-02-03 | 2001-09-18 | Halliburton Energy Services, Inc. | Пневматический ударный буровой агрегат для использования в направленном бурении | ||||||
| 2000-12-06 | 2002-06-06 | Meiners Matthew J. | Роторные буровые долота, демонстрирующие последовательность существенно непрерывно изменяемых углов обратного хода резца | |||||||
| WO2002099242A1 | 2001-06-05 | 2002- 12-12 | Andergauge Limited | Буровая установка | ||||||
| WO2003004249A1 | 2001-07-03 | 2003-01-16 | Boston Scientific Limited | Медицинское устройство с экструдированным элементом, имеющим спиральную ориентацию | ||||||
| 2000-08-30 | 2003-03-04 | Baker Hughes Incorporated | Sup абразивные режущие элементы для вращающихся долот, сконфигурированных для зачерпывания пласта | |||||||
| WO2003031763A1 | 2001-10-03 | 2003-04-17 | Shell Internationale Research Maatschappij B.V. | Система для ударно-роторного бурения в земном пласте | ||||||
| WO2003042492A1 | 2001-11-13 | 2003-05-22 | Sds Digger Tools Pty Ltd | Улучшенная муфта трансмиссии | ||||||
| US6672406B2 | 1997-09-08 | 2004-01-06 | Baker Hughes Incorporated | Режущая поверхность мультиагрессивности на резцах PDC и метод бурения подземных пластов | ||||||
| WO2004104363A1 | 2003-05 2004-12-02 | Shell Internationale Research Maatschappij B.V. | Буровая коронка, система и метод бурения ствола скважины в земной формации | |||||||
| WO2004104362A1 | 2003-05-26 | 2004-12-02 | Shell Internationale Research Maatschappij BV | Ударное сверло , буровая система, содержащая такое буровое долото, и способ бурения ствола скважины | ||||||
| WO2004111381A1 | 2003-06-12 | 2004-12-23 | Shell Internationale Research Maatschappij B.V. | Ударное сверло | ||||||
| US6918455B2 | 1997-06-30 | 2005-07-19 | Smith International | Сверло с большими пластинами | ||||||
| US20050269139A8 2004 | US20050269139A1 | 2005-12-08 | Smith International, Inc. | Фасонная режущая поверхность | ||||||
| US7104344B2 | 2001-09-20 | 2006-09-12 | Shell Oil Company | Головка ударного бурения |
Рисунок 2.8. Влияние силы на смещение долота в различных горных условиях.
От Лю, Х.Й., Коу, С.К., Линдквист, П.А., январь 2008 г. Численные исследования механизмов фрагментации битовых пород. Международный журнал геомеханики 8 (1).Спросите Смитсоновского института: какая самая глубокая яма из всех вырытых? | В Смитсоновском институте
Каков мировой рекорд по самой глубокой вертикальной выемке грунта? Давай, угадай. Спорим, вы вряд ли приблизитесь к удивительному ответу, найденному в этом одноминутном видео ведущим Ask Smithsonian Эриком Шульце.Затем задержитесь, чтобы узнать, что ученые нашли скрывающимся внизу.Как низко мы можем спуститься? Это проблема, над которой ученые всего мира взялись за последние пять десятилетий, каждый из которых стремится пробурить скважину, которая пойдет глубже, чем раньше.
Цель: мантия Земли. Мантия составляет 40 или более процентов планеты, радиус которой составляет 4000 миль. Мантия толщиной 1800 миль находится – или, точнее, поднимается и опускается – чуть ниже земной коры и над ядром Земли.Кора – это лишь крошечная часть планеты, ее толщина составляет в среднем от трех до 25 миль.
Мантия является главным двигателем постоянной эволюции планеты и содержит геологические данные о большей части истории Земли.
«Если мы лучше знаем, что такое мантия и как она себя ведет, мы лучше узнаем вулканы и землетрясения, а также лучше знаем, как работает планета в целом», – сказал Бенджамин Эндрюс, геолог-исследователь и специалист. хранитель Национальной коллекции горных пород и руды Смитсоновского национального музея естественной истории.
Ученые сделали свою первую трещину в мантии в 1958 году в рамках проекта «Мохол». Американские инженеры пробурили дно Тихого океана у побережья Гваделупе, Мексика. Но Конгресс прекратил финансирование в 1966 году, прежде чем бурильщики достигли уровня мантии.
Стремление углубиться в глубину породило глобальное научное соревнование, подобное космической гонке. В 1970 году советские геологи взяли на себя эту задачу, установив свои буровые установки на Кольском полуострове, который выходит на восток за пределы скандинавского суши.
Кольская сверхглубокая скважина имела всего 9 дюймов в диаметре, но глубиной 40 230 футов (12 262 метра) считалась самая глубокая скважина. Чтобы достичь этой глубины в 7,5 миль, потребовалось почти 20 лет – всего лишь половина расстояния или меньше до мантии. Среди наиболее интересных открытий: микроскопические окаменелости планктона, обнаруженные на глубине четырех миль. Кольская скважина была заброшена в 1992 году, когда бурильщики столкнулись с более высокими, чем ожидалось, температурами – 356 градусов по Фаренгейту, а не 212 градусов, которые были нанесены на карту.
Жара разрушает оборудование. По словам Эндрюса, чем выше температура, тем более жидкая среда и труднее поддерживать канал ствола. Это все равно, что держать косточку в центре кастрюли с горячим супом.
В 1990 году немецкие ученые начали немецкую континентальную программу глубокого бурения в Баварии. Исследователи прошли сквозь сейсмические плиты и столкнулись с температурами до 600 градусов по Фаренгейту. Им удалось спуститься примерно на шесть миль, прежде чем у них закончились средства.Но они получили новые знания о сейсмической активности и составе земной коры.
Неудивительно, потому что корка тоньше, в дне океана были проделаны глубокие дыры. Специализированное японское буровое судно Chikyu претендует на рекорд по самой глубокой морской скважине, пробуренной для научных целей – примерно на 10 000 футов (почти 2 мили) ниже морского дна, по словам Джеймса Ф. Аллана, программного директора программы Ocean Drilling Program в Национальном университете. Научный фонд.
Нефтегазовая промышленность также заявляет о наличии глубоких ям на суше и в море. Компания BP Deepwater Horizon является рекордсменом по добыче на шельфе. Буровой установке, погибшей в результате взрыва в 2010 году, удалось спуститься на 30 000 футов ниже уровня моря, или примерно на 5 миль.
Теперь международная команда, спонсирующая Chikyu, стремится побить все предыдущие рекорды. Интегрированная программа морского бурения действует с 2003 года и в основном финансируется Министерством образования, культуры, спорта, науки и технологий Японии и США.S. Национальный научный фонд. Также кредитную поддержку оказали: Европейский консорциум Ocean Research Drilling, Китайская Народная Республика, Республика Корея, Индия, Австралия и Новая Зеландия, а также Федеративная Республика Бразилия.
Ожидается, что на это уйдет много, если не десятки лет, и может потребоваться 1 миллиард долларов. Chikyu может одновременно нести до 6 миль бурильных труб. Но срок службы буровых долот ограничен, а высокие температуры могут деформировать долота и трубы, не говоря уже о создании беспорядка в стволе скважины.Температура может достигать 1600 F там, где кора встречается с мантией, и до 4000 градусов в нижней части мантии.
Бурение на такие огромные глубины требует картирования и сейсмологических исследований, но даже с этими справочниками «иногда мы удивляемся», – сказал Эндрюс.
В конечном счете, это путь открытий. «Отчасти вы занимаетесь бурением потому, что хотите узнать, что там внизу», – сказал он.
Ваша очередь Спросите Смитсоновский институт
S-54 со столом автоматической подачи AFT
Стяжной станок S-54 со столом автоматической подачи
Станок для обработки муфт S-54 со столом автоматической подачи (AFT) обеспечивает решение для автоматического изготовления муфт (коллекторов, коллекторов) в диапазоне 6–54 мм (¼ ”- 2⅛”).
Используя сенсорный экран для ввода, интерфейс T-DRILL предоставляет на экране подсказки, помогающие оператору пройти через процесс программирования. Можно сохранить до 300 различных программ, каждая из которых содержит до 300 шагов. Их можно сохранить как шаблоны для последующего изменения или полностью переписать. Эти программы могут включать шаги, позволяющие оператору выполнять действия со стороны, не связанные с процессом T-DRILL, а затем продолжать. Программы можно писать, редактировать и сохранять на внешних рабочих станциях и при необходимости перемещать в интерфейс T-DRILL.
Стандартная длина столов с автоматической подачей – максимальная длина труб 1500, 2500, 3500, 4500, 6000 и 8000 мм (59 дюймов, 96 дюймов, 118 дюймов, 236 дюймов и 315 дюймов). Другая длина доступна по запросу.
- Диаметр рабочей трубы для каждого стола длиной 8 (10) –108 мм (5/16 ”- 4⅛”)
- Диапазон затяжки 6–54 мм (¼ ”- 2⅛”) для меди и алюминия
- Диапазон затяжки 10–54 мм (⅜ ”- 2⅛”) для мягкой и нержавеющей стали
- Минимальная длина трубки 50 мм (2 дюйма)
На видео ниже показана специальная версия AFT с двумя блоками для нарезания муфт S-54 – T-DRILL S-54 с двойной головкой AFT
Рабочий цикл
- Трубка крепится к каретке для трубок.
- Подходящая программа свертывания выбирается из ЧПУ.
- Автоматический цикл запущен.
- Когда все хомуты готовы, головная бабка возвращается в положение загрузки.
- Оператор меняет трубку и повторяет программу, запуская NC-цикл или выбирая новую программу
Время цикла зависит от количества и размера хомутов, а также от используемого материала. Например, для создания десяти выпускных отверстий диаметром 8 мм (5/16 дюймов), расположенных на расстоянии 100 мм (4 дюймов) друг от друга, в медном коллекторе длиной 1500 мм (60 дюймов) требуется 65 секунд.
ПриложенияS-54 с AFT обычно используется для производства оборудования для кондиционирования воздуха и теплого пола, а также коллекторов солнечных панелей. Метод нарезания муфт T-DRILL значительно улучшает качество соединений труб. Это также упрощает процесс пайки, поскольку хомут фиксирует патрубок в правильном положении, что позволяет выполнять пайку без других приспособлений.
Проект холодной войны, который вытащил климатологию изо льда
В 1966 году, когда он услышал о завершении керна, он написал Чету Лэнгуэю письмо и предложил провести анализ льда.Один из учеников Дансгаарда позже скажет: «Это письмо – свидетельство о рождении исследователей климата ледяных кернов».
Ледяные ученые в душе сыщики. К тому моменту Дансгаард был одним из пионеров измерения изотопов кислорода. Это естественные вариации, которые отражают, имеет ли атом кислорода шесть или восемь нейтронов в своем ядре. Различия выражаются путем сравнения преобладания в пробе воды более тяжелого и более редкого изотопа ( 18 O) с более легким и более распространенным изотопом ( 16 O).
Дансгаард начал часть этой работы в 1952 году, когда он собирал дождевую воду у себя во дворе с помощью пивной бутылки и воронки. Затем он начал понимать, что штормы с теплой погодой производят влажность с более высоким процентом «тяжелых» 18 O, чем штормы с холодной погодой. Он сделал еще один шаг и вскоре пришел к выводу, что температура облака помогает определить количество 18 O в снеге или дожде, которые оно производит. По сути:
Более высокая температура = более высокая концентрация 18 O в H 2 O
Более низкая температура = более низкая концентрация 18 O в H 2 O
Dansgaard предположил это позволили связать кислородную подпитку в воде старого льда с климатом.Другими словами, если бы у него был образец из глубокого ледяного керна, который можно было бы датировать приблизительным годом, он, вероятно, мог бы измерить концентрации 18 O во льду. Затем он мог посмотреть на результаты и определить температуру приземного воздуха в тот день, когда снежинки упали на землю, даже если это было 10 или 15 тысяч лет назад.
Инструмент, который он использовал для этого, был известен как масс-спектрометр. Дансгаард приготовил образец льда, обработав его углекислым газом в герметичном контейнере, а затем подав часть смеси в небольшую вакуумную камеру.Затем прибор – масс-спектрометр, как его называли в лаборатории – бомбардировал образец электричеством, чтобы зарядить его молекулы кислорода; После зарядки образец можно было разделить на более тяжелые и более легкие компоненты, пропустив его через магнитное поле.
Физика была сложной, но результат был простым: внутри устройства можно было обнаруживать тяжелые и легкие изотопы кислорода из образца льда и измерять их концентрацию.
«Я предложил измерить весь ледяной керн сверху донизу», – вспоминал Дансгаард о своем предложении Лэнгуэю 1966 года, и Лэнгуэй с готовностью согласился.Дансгаард и несколько сотрудников вылетели из Копенгагена в Нью-Гэмпшир. Мужчины вырезали 7500 образцов ледяного керна Camp Century и привезли их обратно в Данию, где у Дансгаарда долгие часы работали технические специалисты в его лаборатории масс-спектрометрии.
На основе этой большой ледяной кладовой он сформулировал свое первое исследование. 17 октября 1969 года группа Дансгаарда и Лэнгуэй опубликовали результаты в журнале Science , озаглавленном «Тысяча столетий климатических рекордов из лагеря Сенчури на ледниковом щите Гренландии.Дансгаард создал график, отслеживающий изотопы кислорода – и, по сути, климат – примерно на 100 000 лет назад.
Лэнгуэй вспоминает: «Когда Вилли сделал это, он потряс мир. Потому что одна из самых сложных вещей – это температуры прошлого. Как получить эту информацию? Вы не можете получить это методом углеродного датирования горных пород.