как настроить луч фокуса и соосность? Настройка зеркал станков для лазерной резки
Лазерный станок с ЧПУ имеет повсеместное распространение на производстве деталей и комплектующих для различных механизмов и приспособлений. Высокие точность, скорость, оперативность его работы пригодились в условиях копирования изделий. Чтобы он работал исправно, нужна периодическая проверка его настроек.
Настройка станины и газоразрядной трубки
Лазерный станок обладает газовым лазером – газоразрядной трубкой, обладающей сверхмалым углом расхождения пучка яркого света. Настройку станка проверяют, начав со станины.
Лазерный станок – производственный или настольный домашний – устанавливается практически всегда параллельно земному горизонту (и полу). Удостовериться в том, что устройство расположилось правильно, можно, используя лазерный или пузырьковый жидкостный уровнемер.
Газоразрядная трубка лазера фиксируется в ложе устройства скобообразными зажимами. Болты завинчиваются осторожно – стекло должно остаться целым.
Токоведущие провода подсоединяются в соответствии со схемой подключения. Прежде чем устанавливать лазер в станок, убедитесь в его целостности, включая все его внутренние отсеки. Добиться этого можно либо визуально, либо осторожно простучав колбу металлическим предметом, например, тонким гвоздём. Ёмкость, в которой образовались трещины, обладает глухим отзвуком. Вмешиваться во внутреннее устройство колбы нельзя.
Настройка системы охлаждения
Водоохлаждение не даёт трубке перегреться – дело в том, что она излучает приличную тепловую мощность, далеко не вся электрическая энергия переходит в световую (монохромное излучение). Встроенная система охлаждения входит в комплектность станка, внешняя – напоминает дополнительный вентилятор. Перед запуском лазерного станка убедитесь, что вода не загрязнена, шланги обладают повсюду свободным просветом для циркуляции, а входной и выходной патрубки надёжно соединены с трубопроводами. Загрязнённая вода резко утрачивает значительную часть своего теплоотводящего свойства.
Встроенная система охлаждения входит в комплектность станка, внешняя – напоминает дополнительный вентилятор. Перед запуском лазерного станка убедитесь, что вода не загрязнена, шланги обладают повсюду свободным просветом для циркуляции, а входной и выходной патрубки надёжно соединены с трубопроводами. Загрязнённая вода резко утрачивает значительную часть своего теплоотводящего свойства.Юстировка
После проверки комплектующих производится выставление точности попадания на деталь лазерного луча. Оптическая система, направляющая поток частиц, включает в себя три зеркала и одну собирающую линзу. Зеркала фиксируются под конкретным углом для последовательного переотражения лазерного луча. Небольшое несоответствие приводит к рассеиванию или изменению направления луча, из-за чего высококачественная обработка деталей окажется невозможна. Линза должна оставаться целой – даже микротрещины в её толще приведут к рассеиванию луча, равно как и загрязнения на её поверхности.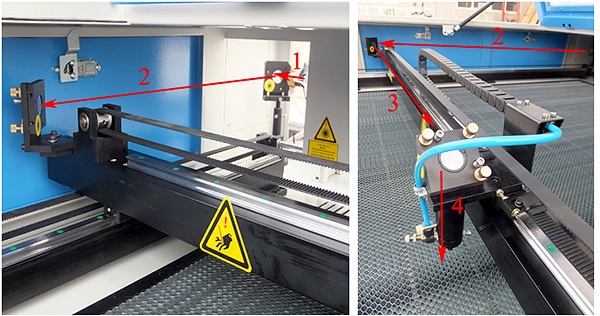
Работа с зеркалами и линзой производится в перчатках из ткани без ворса.
Лазерный излучатель устанавливают строго по оси абсцисс. Чтобы уточнить позицию лазерного луча, прежде всего выставляют оптимальную мощность, выдаваемую излучателем. Затем ручная подача выставляется нажатием на кнопку Z/U, после которого даётся команда «Установка лазера – Ручной режим». Введите интервал импульса лазерного излучения. Эта мера направлена на снижение энергопотребления и экономию ресурса лазерной пушки.
В центр первого зеркала направляется лазерный луч. Далее на втором зеркале устанавливается метка – она нужна, чтобы первое зеркало было отрегулировано. Каретка, расположенная на оси ординат, должна обеспечить попадание лазерного луча в центр второго зеркала..jpg.8effd5af8bfb63937c7ac5c77cf81eb8.jpg) Третье, в свою очередь, также выставляется по оси абсцисс. Задача – обеспечить попадание луча на все три зеркала точно в центр, не давая ему отклоняться от цели.
Третье, в свою очередь, также выставляется по оси абсцисс. Задача – обеспечить попадание луча на все три зеркала точно в центр, не давая ему отклоняться от цели.
Чтобы совместить мишень на рабочем столе и сопло, поднимите поверхность на этом столе, пока она не коснётся сопла. Затем опустите сопло, не допуская перемещения мишени относительно его местоположения.
Наконец, приступите к завершающей отладке лазерного станка. Луч на выходе лазерного излучателя попадает точно в центр линзы, не касаясь при этом стенок сопла – это послужило бы причиной потери основной мощности из-за эффекта рассеивания. Проверка точности регулировки производится лёгким способом – на выходе лазерной головки приклеивается кусок изоленты. Если она расплавилась в точке строго по центру, то регулировка выполнена успешно.
Луч на выходе лазерного излучателя попадает точно в центр линзы, не касаясь при этом стенок сопла – это послужило бы причиной потери основной мощности из-за эффекта рассеивания. Проверка точности регулировки производится лёгким способом – на выходе лазерной головки приклеивается кусок изоленты. Если она расплавилась в точке строго по центру, то регулировка выполнена успешно.
Полезные советы
Станок, прежде чем вы его настроите, должен быть подготовлен к работе – проверена правильность хода луча и чёткость хода предметного стола (если он, согласно спецификации, перемещается в определённых направлениях при обработке деталей).
Не отклоняйтесь от рекомендованного фокусного расстояния линзы, производя регулировку и обрабатывая детали на уже отрегулированном станке.
Для лазеров, как известно, используется линза с коротким фокусом – попытка заменить её на длиннофокусную сразу же сведёт всю уже выполненную юстировку на нет. 
Регулировка станка производится только после чёткости выставления по координатным осям. Рабочая область должна разместиться точно по уровню (строго горизонтально) и в одной плоскости с координатными осями. Соосность излучателя и сопла строго выдерживается при настройке.
Не пытайтесь отрегулировать станок, используя вышеприведённую методику, на котором разработчики не обеспечили таких возможностей для его настройки. Здесь поможет лишь метод сравнения и метод исключения, позволяющие найти подходы даже к тем лазерным станкам, по которым не предоставлено исчерпывающей информации об их обслуживании.
О том, как делается настройка лазерного станка, смотрите далее
 youtube.com/embed/6MvYlBSnlyA?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/6MvYlBSnlyA?modestbranding=1&iv_load_policy=3&rel=0″/>
Настройка лазера в Smoothieware CNC + 3D
После сборки прошивки Smoothieware для ЧПУ и 3D принтера, необходимо настроить лазерный модуль. Все настройки будут производится на плате BIGTREETECH SKR v1.3. Настроек 3D принтера в этой статье я касаться не буду, они должны остаться не тронутыми. Затронем только настройки Laser module.
В файле config.txt ищем строку
Laser module configuration
Если вдруг такой строки не оказалось, то все настройки вышеуказанного модуля можно найти здесь. Их нужно скопировать в файл config.txt. Рассмотрим каждую строку по отдельности. Некоторые строки могут быть закоментированы значком “#” в начале строки, не забываем его убрать при настройке.
laser_module_enable true
Данная строка включает модуль управления лазера. По умолчанию значение false, нам необходимо изменить на true.
laser_module_pwm_pin 1.24
Здесь назначаем пин управления мощностью лазера. Так же, назначаемый пин, должен иметь возможность аппаратного формирования ШИМ сигнала. Это пины 2.0, 2.1, 2.2, 2.3, 2.4, 2.5, 1.18, 1.20, 1.21, 1.23, 1.24, 1.26, 3.25 и 3.26. Для управления мощностью лазера можно использовать только их. Я выбрал пин подключения концевика Z+. В последствии оказалось, что именно этим пином у меня не получилось управлять мощностью лазера. На выходе постоянно “висит” логический ноль, я так и не понял с чем это связано, хотя глубоко и не копал, просто перекинул на разъем “SERVOS”, на пин 2.0. Пробовал настраивать остальные указанные пины, все работают, кроме 1.24.
laser_module_ttl_pin 2.
3
Определяем пин, который будет подавать силовое питание лазера. В моем случае я выбрал MOSFET от вентилятора охлаждения детали. Мой лазер потребляет всего 0,03 ампера, поэтому даже такого MOSFETа хватит с лихвой.
laser_module_maximum_power 1.0
laser_module_minimum_power 0.0
Задаем максимальную и минимальную мощность лазера соответственно, в диапазоне от 0.0 до 1.0. Что соответствует 0% и 100% мощности. Чтобы задать 20%, необходимо прописать значение 0.2.
laser_module_pwm_period 20
Определяем значение периода ШИМ сигнала для лазера в микросекундах. Оставляем по умолчанию 20 микросекунд, что соответствует частоте 50 кГц.
Все, настройка закончена, теперь, после перезагрузки платы, можно проверить как работает лазер.
Все, что Вы будете делать дальше, Вы делаете на свой страх и риск. Обязательно защитите свои глаза специальными очками, правильно подключите лазер.
 Лазер должен быть закрыт защитным экраном со всех сторон, таким образом, чтобы при открытии любого экрана лазер отключался! Даже отраженный лазерный луч небольшой мощности, крайне опасен для глаз!
Лазер должен быть закрыт защитным экраном со всех сторон, таким образом, чтобы при открытии любого экрана лазер отключался! Даже отраженный лазерный луч небольшой мощности, крайне опасен для глаз!Для того, чтобы проверить работу лазера, необходимо сначала изучить логику его работы. Она оказалась довольно таки интересной.
G0 – перемещает оси на максимально доступной скорости, настраивается в прошивке параметром default_seek_rate, а ограничиваются параметрами alpha_max_rate, beta_max_rate, gamma_max_rate. Пример:
G0 X100 Y50 – переместит указанные оси на максимально доступной скорости. Лазер будет отключен всегда.
G1 – линейная интерполяция. Линейная интерполяция означает, что все указанные оси придут в заданную точку одновременно.
G2/G3 – круговая интерполяция по/против часовой стрелки.
Именно на кодах G1/G2/G3 и будет включаться лазер. На примере G1 разберем как это работает.
Для кода G1 кроме указания осей присущи еще два параметра, это:
F – задается скорость подачи, по сути это результирующая скорость перемещения осей. Если к примеру задать G1 X300 Y400 F500 это значит что не обе оси будут двигаться со скоростью 500, а рабочий орган, в нашем случае лазер, будет двигаться с этой скоростью. Если предположить что оси до подачи команды находились в 0, то для X скорость будет 300, для Y – 400. Частный случай, если задана только одна ось G1 X100 F500, то скорость перемещения оси будет равна заданной.
Если к примеру задать G1 X300 Y400 F500 это значит что не обе оси будут двигаться со скоростью 500, а рабочий орган, в нашем случае лазер, будет двигаться с этой скоростью. Если предположить что оси до подачи команды находились в 0, то для X скорость будет 300, для Y – 400. Частный случай, если задана только одна ось G1 X100 F500, то скорость перемещения оси будет равна заданной.
S – мощность лазера в диапазоне от 0.0 до 1.0 (0%-100%)
Отсюда проверяем работу лазера (перед проверкой выполняем HOME):
G0 X100 Y100 – лазер должен переместиться в заданную точку и оставаться отключенным (если размер рабочего поля меньше, необходимо скорректировать координаты под свою рабочую область).
Перед включением лазера обязательно убедитесь, что Ваши глаза защищены. Лазер, даже небольшой мощности, может повредить глаза. Не стоит пренебрегать техникой безопасности при работе с лазером.
G1 X0 Y0 F500 S0.2 – теперь лазер должен переместиться в точку 0:0 со скоростью 500 и включить 20% мощности. После остановки лазер должен отключиться.
После остановки лазер должен отключиться.
Аналогичным образом проверяем работу на различных мощностях лазера, корректируя параметр S. После проверки можно приступать к освоению лазерной резки/гравировки на 3D принтере
.Не забываем выполнять предупреждение
First of allMake sure your laser cutter enclosure is closed and that everything is safe.
Wear laser protection googles, even if the machine is properly closed.
Make sure your machine has a proper enclosure, and a switch on the door that turns it off when the door is opened.
Do not do anything until this is properly setup.
Lasers can make you blind. And bionic eyes are not there just yet.
P.S. Параметры F и S – это не обязательные параметры. В случае, если они не указаны в G1/G2/G3, то берутся последнее их значение. Т.е. если дать команду
G1 X100 Y100 F500 S0.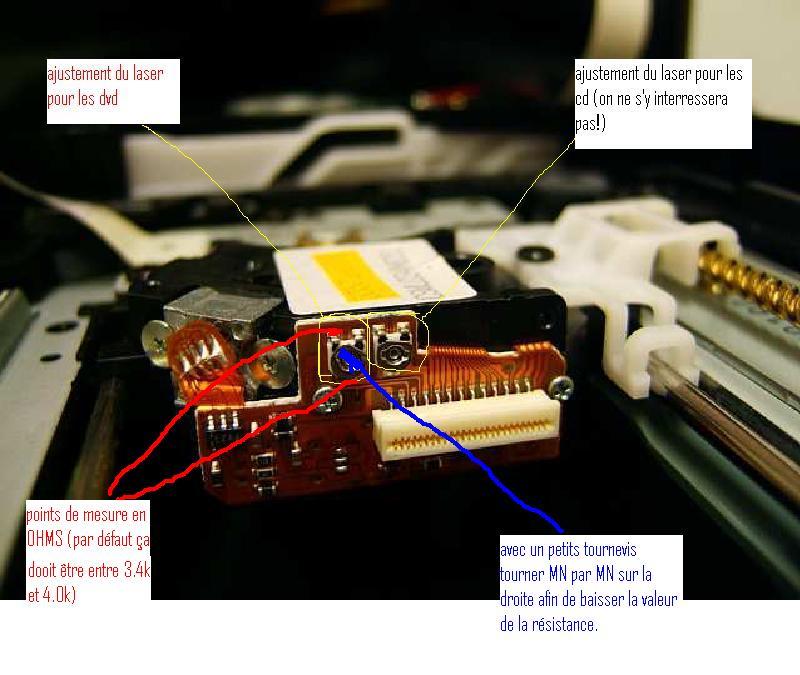 2
2
то при следующей команде, например
G1 X0 Y0
без F и S, будут подставлены их последние значения 500 и 0,2 автоматически.
Если при работе с лазером это не мешает, то при переходе на печать есть шанс, что принтер будет работать некорректно. Чтобы этого избежать необходимо добавить в стартовый код слайсера команду
G1 S0.0
P.P.S. Работу с модулем лазера на SKR мне удалось наладить, а вот работать на MKS sBase v1.3 лазер категорически отказался. Почему, выяснять не стал, т.к. планирую ее заменить на плату SKR с драйверами TMC2130. Есть мысли по повышению качества печати, но это тема для отдельной статьи.
Метки: Smoothieware  
2019-07-08  
  
Раздел: Прошивка, Электроника  
Автор: dark184 Просмотров: 3 205  
Нет комментариев
Настройка лазерных датчиков перемещения
Номенклатура лазерных датчиков РФ603 очень широка. Основным различием является базовое расстояние (X мм) и измерительный диапазон (L мм).
Основным различием является базовое расстояние (X мм) и измерительный диапазон (L мм).
Базовое расстояние — это минимальное расстояние от нижней поверхности датчика до измеряемой поверхности, на котором датчик начинает проводить измерения.
Измерительный диапазон — это расстояние, в пределах которого датчик производит измерения.
Рис. 1. Схема работы лазерного датчика перемещения РФ603.
Для подключения датчика РФ603 к анализатору спектра ZET017 воспользоваться модифицированным кабелем, который мы прилагаем к датчику.
Для использования показаний датчика РФ603 в системе ZETLAB настроить измерительный канал в программе «Диспетчер устройств», то есть дать название канала, единицы измерения, коэффициент преобразования и смещение постоянной составляющей.
Название канала задать в соответствии с названием датчика или в соответствии с решаемой задачей.
Единицы измерения — «мм».
Коэффициент преобразования задать в соответствии с измерительным диапазоном датчика. Выходной аналоговый интерфейс датчика РФ603 по напряжению составляет диапазон от 0 до 10 В, он соответствует измерительному диапазону таким образом, что 0 В соответствует минимальному расстоянию от датчика, а 10 В — максимальному. Поэтому для получения коэффициента преобразования необходимо поделить максимальное напряжение аналогового интерфейса на измерительный диапазон датчика. Очень удачно для вас и для нас, что анализатор спектра ZET017 имеет входной аналоговый интерфейс ±10В.
Выходной аналоговый интерфейс датчика РФ603 по напряжению составляет диапазон от 0 до 10 В, он соответствует измерительному диапазону таким образом, что 0 В соответствует минимальному расстоянию от датчика, а 10 В — максимальному. Поэтому для получения коэффициента преобразования необходимо поделить максимальное напряжение аналогового интерфейса на измерительный диапазон датчика. Очень удачно для вас и для нас, что анализатор спектра ZET017 имеет входной аналоговый интерфейс ±10В.
Полученную величину задать в настройках измерительного канала и нажать применить. Если условия измерений таковы, что минимальное значение измеряемого перемещения должно соответствовать максимальному расстоянию от датчика (и наоборот), то коэффициент преобразования должен быть отрицательным. То есть от знака коэффициента преобразования будет зависеть направление измерения перемещения. Значение смещения постоянной составляющей необходимо задать равным 0.
После настройки коэффициента преобразования установить датчик на измеряемый объект и направить луч лазера на перемещаемый объект. Датчик установить таким образом, чтобы:
Датчик установить таким образом, чтобы:
- луч лазера всегда был направлен на перемещаемый объект
- луч должен отражаться от перемещаемого объекта, то есть быть хорошо видимым со стороны датчика
- диапазон перемещений объекта измерений полностью попадал в измерительный диапазон датчика
Проверить показания датчика можно с помощью программ «Вольтметр постоянного тока» или «Многоканальный осциллограф». Если программы показывают значению близкое к 0, то причиной может быть одно из следующих обстоятельств:
- луч лазера направлен не на перемещаемый объект, на на какой-то другой вне измерительного диапазона.
- луч лазера не отражается, полностью рассеивается или имеется препятствие на пути обратного луча к приёмному элементу датчика.
- перемещаемый объект вышел за измерительный диапазон датчика
После установки датчика и проверки измерений необходимо вернуть перемещаемый объект, на который нацелен луч лазера, в исходное положение или иное другое, которое можно считать нулевым. Далее с помощью программы «Вольтметр постоянного тока» или «Многоканальный осциллограф» следует измерить показания датчика в нулевом положении подвижного элемента и записать эту величину в поле «Смещение постоянной составляющей» в настройках измерительного канала. После нажатия кнопки «Применить» программы «Вольтметр постоянного тока» и «Многоканальный осциллограф» должны показать значение близкое к нулю. Теперь датчик РФ603 готов к проведению измерений.
Далее с помощью программы «Вольтметр постоянного тока» или «Многоканальный осциллограф» следует измерить показания датчика в нулевом положении подвижного элемента и записать эту величину в поле «Смещение постоянной составляющей» в настройках измерительного канала. После нажатия кнопки «Применить» программы «Вольтметр постоянного тока» и «Многоканальный осциллограф» должны показать значение близкое к нулю. Теперь датчик РФ603 готов к проведению измерений.
Во время измерений датчик нельзя РФ603 нельзя снимать или переставлять. Если датчик изменил своё положение по какой-либо причине или измеряемый объект изменился необходимо провести проверку измеряемого диапазона и установку нуля заново.
Настройка лазерного гравёра для выжигания фото.
Для того чтоб расширить возможности нашего лазерного гравёра, и уйти от программы “Бенбокс”, нам необходимо подобрать прошивку которая бы подошла к нашей плате управления.
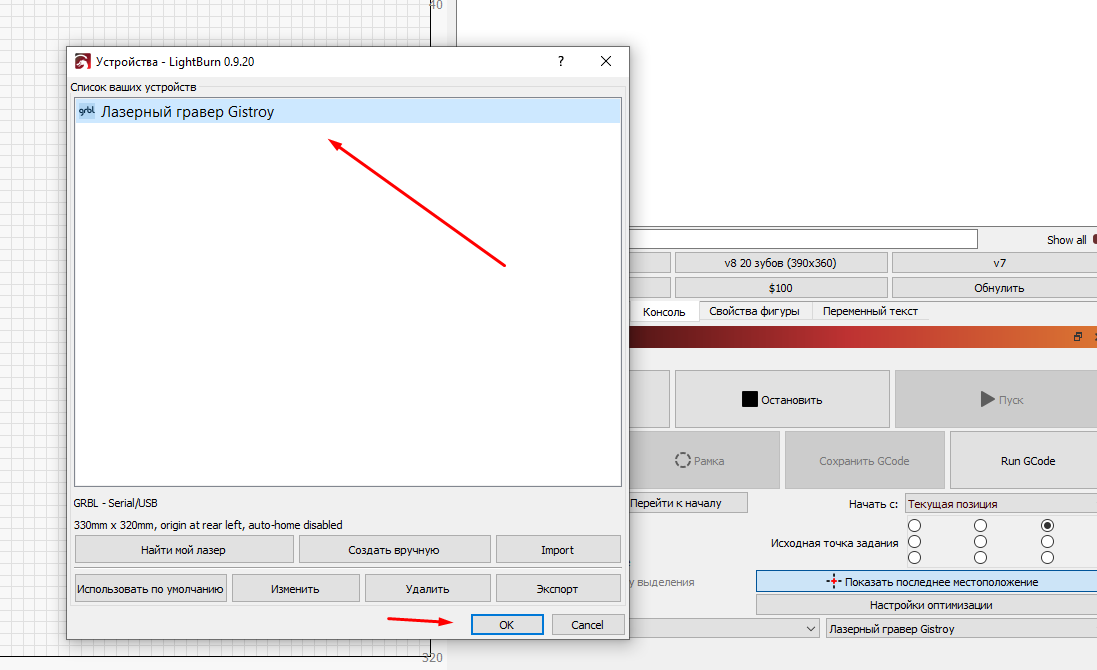
 Переходим на страницу прошивок Grbl по ссылке: https://github.com/grbl/grbl Прокручиваем страницу к
архивным прошивкам и выбираем. К моей
плате подошла та, на которую указывает стрелка.
Переходим на страницу прошивок Grbl по ссылке: https://github.com/grbl/grbl Прокручиваем страницу к
архивным прошивкам и выбираем. К моей
плате подошла та, на которую указывает стрелка. Сохраняем её как файл с расширением hex. Для заливки прошивки в плату нам понадобится программа XLoader. Её скачиваем на этой страничке: http://xloader.russemotto.com/
Программа проста в использовании, и трудностей вызвать не должна. Порядок работы показан в видео. Далее нам необходима программа для работы с гравёром. Одна из простых это Grbl Controller. Её я скачал отсюда: http://arduino34.ru/index.php?id=1091011
Для настройки программы под наш конкретный станок нам необходимо внести некоторые изменения в прошивку. Стандартно настройки такие:
$0=10 (step pulse, usec)$1=25 (step idle delay, msec)$2=0 (step port invert mask:00000000)$3=6 (dir port invert mask:00000110)$4=0 (step enable invert, bool)$5=0 (limit pins invert, bool)$6=0 (probe pin invert, bool)$10=3 (status report mask:00000011)$11=0. 2) 2)
2)$130=225.000 (x max travel, mm)$131=125.000 (y max travel, mm)$132=170.000 (z max travel, mm)
Что означает каждая из них можно посмотреть здесь: https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9Теперь мы полностью готовы для работы с G–code
Она Прекрасно справляется и с обычным, черно-белым рисунком, и с рисунком с оттенками серого. В инструкции рассказано как работать с программой.
 Если нам необходим просто чёрно-белый рисунок, то после получения G-кода. Мы открываем его в программе Grbl
Controller и прожигаем лазером. Если же мы хотим выжечь
фото с оттенками, то код получается слишком большим и данная программа плохо с ним справляется.Она как бы зависает в некоторых местах и получаются чёрные точки.
Если нам необходим просто чёрно-белый рисунок, то после получения G-кода. Мы открываем его в программе Grbl
Controller и прожигаем лазером. Если же мы хотим выжечь
фото с оттенками, то код получается слишком большим и данная программа плохо с ним справляется.Она как бы зависает в некоторых местах и получаются чёрные точки.Картинка получается вся в чёрных точках
На помощь придет программа PicSender : Которую скачиваем отсюда.
Более подробно в видео. Для настройки оттенков предлагаю вам вот такую табличку серых оттенков. Разрешение 5 пикселей на мм.
Если у вас возникнут вопросы, я с удовольствием отвечу или внесу изменения в статью.

Регулировка лазера CD DVD привода
Довольно часто в сервисные центры обращаются люди с вопросом: «Мой комбо-привод CDRW-DVDRW начал плохо читать или совсем не читает один из типов носителей». Подобные вопросы довольно часто встречаются и в различных форумах в сети. То есть, привод после полугода-года работы (как правило, сразу после окончания срока гарантии) перестает читать CD диски или диски формата DVD. Обычно проблема проявляется постепенно. Сначала начинают плохо читаться перезаписываемые диски одного из форматов, потом приходит очередь плохого чтения одноразовых болванок CD-R или DVD-R и в конце концов приходит очередь штампованных дисков заводского изготовления. Эта проблема, как правило, не связана с загрязнением оптической системы привода. Загрязненная линза и полупрозрачное зеркало, находящееся под ней одинаково ухудшают качество чтения обоих типов носителей. Дело в том, что в читающей головке универсальных комбо-приводов установлено два лазерных модуля. Один из них используется для чтения и записи дисков стандарта DVD, другой – для CD дисков.
Один из них используется для чтения и записи дисков стандарта DVD, другой – для CD дисков.
Со временем может произойти уменьшение яркости свечения одного из лазеров. Происходит это или в связи с изменениями параметров самого лазерного излучающего кристалла, или из-за изменения параметров электрических цепей, через которые он подключен. Существует несложный, доступный практически любому человеку, способному держать в руках отвертку способ вернуть такому приводу работоспособность и продлить его существование. Рассмотрим решение этой проблемы на примере широко распространенных приводов фирмы NEC. Из инструментов нам потребуется крестовая отвертка, чтобы разобрать привод, маленькая плоская часовая отвертка и тонкий черный маркер или фломастер. Аккуратно снимаем крышки с привода, отцепляем шлейф, идущий к читающей головке, и снимаем плату электроники, чтобы получить доступ к оптической головке с нижней стороны привода. Примерно так, как показано на фото:
фото №1
Это вид снизу на читающую головку привода модели NEC1100A. Нас интересуют, в первую очередь, небольшие подстроечные резисторы, установленные непосредственно на головке. Эти резисторы регулируют ток через лазерный диод и, изменяя их номинал, можно в некоторых пределах менять яркость лазерного излучения. На рисунке они обведены кружочками и обозначены цифрами 1 и 2.
Нас интересуют, в первую очередь, небольшие подстроечные резисторы, установленные непосредственно на головке. Эти резисторы регулируют ток через лазерный диод и, изменяя их номинал, можно в некоторых пределах менять яркость лазерного излучения. На рисунке они обведены кружочками и обозначены цифрами 1 и 2.
Расположение этих регуляторов у разных моделей приводов может сильно различаться. Например, на этой фотографии изображена оптическая головка более нового привода NEC4570:
фото №2
Искомые резисторы также обведены и помечены цифрами. В принципе, дальше ничего сложного. Надо взять тонкую отвертку и чуть-чуть прибавить яркости нужному лазеру. Найти нужный регулятор можно опытным путем. Предположим, что наш привод хорошо читает диски формата CD и очень плохо читает диски DVD. Берем маркер и делаем пометки на резисторах, чтобы запомнить положение движка, которое было сделано на заводе при настройке головки. Потом, один из резисторов, например под номером 1, выкручиваем в крайнее положение против часовой стрелки. Собираем привод и проверяем чтение дисков CD и DVD. Для этого удобно воспользоваться программой Nero CD-DVD Speed. Если резко ухудшилось чтение дисков CD, которые до этого хорошо читались, значит мы крутанули регулятор лазера, отвечающего за чтение этого формата. Возвращаем движок резистора в прежнее положение. Если же качество чтения CD дисков не изменилось, значит, мы угадали и крутанули регулятор яркости DVD_шного лазера. Он то нам и нужен. После того как мы нашли нужный регулятор, поворачиваем его примерно на 5 – 10 градусов по часовой стрелке относительно положения, которое было выставлено на заводе и которое мы отметили маркером. Снова собираем привод и проверяем читаемость диска DVD. Если не помогло, подкручиваем резистор еще, в конце концов, добиваясь наилучшего качества чтения. Способ простой, но довольно длительный, требующий кроме аккуратности еще изрядной доли терпения. Зато он, зачастую, позволяет вернуть к жизни уже предназначенный на выброс привод и сэкономить лишнюю тысячу.
Собираем привод и проверяем чтение дисков CD и DVD. Для этого удобно воспользоваться программой Nero CD-DVD Speed. Если резко ухудшилось чтение дисков CD, которые до этого хорошо читались, значит мы крутанули регулятор лазера, отвечающего за чтение этого формата. Возвращаем движок резистора в прежнее положение. Если же качество чтения CD дисков не изменилось, значит, мы угадали и крутанули регулятор яркости DVD_шного лазера. Он то нам и нужен. После того как мы нашли нужный регулятор, поворачиваем его примерно на 5 – 10 градусов по часовой стрелке относительно положения, которое было выставлено на заводе и которое мы отметили маркером. Снова собираем привод и проверяем читаемость диска DVD. Если не помогло, подкручиваем резистор еще, в конце концов, добиваясь наилучшего качества чтения. Способ простой, но довольно длительный, требующий кроме аккуратности еще изрядной доли терпения. Зато он, зачастую, позволяет вернуть к жизни уже предназначенный на выброс привод и сэкономить лишнюю тысячу.
Еще записи по теме
МИКСИС : Пороговая мощность волоконного лазера
У вас не получается промаркировать деликатные материалы? Возможно, что вы устанавливаете слишком малую мощность лазера. Наверное, вы так делаете, чтобы не повредить материал. И всё же иногда слишком малая мощность также не желательна, как и слишком большая.
У лазеров есть порог мощности, который определяет начало действия лазера. В волоконных лазерах порог зависит от скорости электроники, которая управляет лазером. В пороговом значении мощность и качество луча лазера могут значительно колебаться. Для упрощения этого объяснения представьте себе лампу с регулятором силы света. Если понизить силу света до минимального значения, то вы увидите колебания яркости. Если лазер работает на пороговом значении мощности, то результат будет аналогичным.
ПРИМЕЧАНИЕ: Будет полезным ознакомиться, как программируется работа волоконного лазера.Задающий лазер (Master Oscillator (MO)) или инжекционный лазер (seed laser) имеет постоянное переключение добротности (Q-switched) с частотой 22,2кГц – это аппаратная конфигурация контроллера.
Диоды усилителя активируются аппаратной частью контроллера.
Сигнал включения лазера (ON signal) задаётся программой Merlin II LS.
Настройка мощности лазера “Laser Power” изменяет продолжительность активизации сигнала включения (работы лазера) в течение 1 цикла. 10% мощности лазера = 10% времени лазер включен и 90% времени лазер отключен в течение одного цикла. 90% = 90% ON и 10% OFF в течение одного цикла.
Настройка частоты “Frequency” в программе задаёт сколько тысяч раз включенный лазер “Laser ON” возбуждается за одну секунду. 1кГц = включенный лазер “Laser ON” включается и выключается 1000 раз в секунду. 10 кГц = включенный лазер “Laser ON” включается и выключается 10.000 раз в одну секунду.
Настройка пиковой мощности “Peak Power” задаёт количество пиковой энергии лазера. В Zenith FQ10 100% = 0,5мДж, а 50% = 0,25мДж. В Zenith QF20 – 100% = 1,0мДж, а 50% =0,5мДж.
Были проведены следующие испытания волоконного лазера FQ10 с помощью датчика Coherent FieldMaster, который регистрировал тренды 3,2 мин.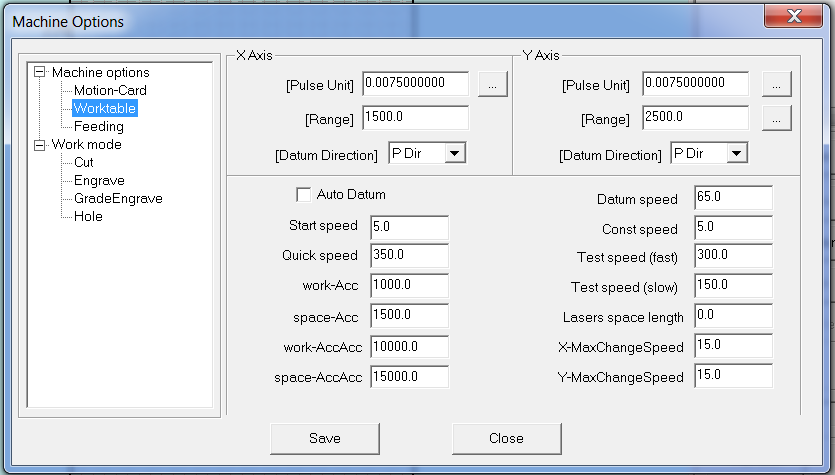
| 20% 10кГц при100%пик.эн. | |
| Среднее 0.2 | Стабильн+- 12.43% |
| 30% 10кГц при100%пик.эн. | |
| Среднее 0.9 | Стабильн+- 3.18% |
| 40% 10кГц при100%пик.эн. | |
| Среднее 2.0 | Стабильн+- 1.95% |
Обратите внимание, что стабильность лазера увеличивается при увеличении рабочего цикла (продолжительности включения). Если лазер работает на значении, близком к пороговому, получающаяся маркировка может иметь светлые и тёмные пятна ввиду низкой стабильности луча.
С помощью программы Telesis Technologies, Inc. Merlin II LS можно изменять пиковую мощность лазерного источника. Энергия лазерного источника FQ10 составляет 0,5мДж при 100% пиковой мощности и 100% мощности лазера (рабочем цикле). Если варьировать только мощность лазера, то пиковая энергия воздействия на изделие всё также и будет иметь значение 0,5мДж, а средняя мощность будет варьироваться из-за изменения продолжительности рабочего цикла.
Пример: лазер выдаёт около 1Вт средней мощности на маркируемый материал при значениях рабочего цикла (мощности лазера) 32%, частоте 10kHz и пиковой энергии 100% (0,5мДж). Возможно, что мощность слишком большая и ваш деликатный материал повреждается. В этом случае, возможно, материал будет лучше реагировать на 1/4 значения прилагаемой пиковой энергии (0,12мДж), но среднее значение мощности так и останется 1 Вт. Таким образом, настройки программы будут: рабочий цикл 100%, частота 10кГц, а пиковая мощность 22%.
Лазер 32%
Частота – 10KHz; Мощность – 1.1Вт; Пик – 100%; Тренд – Среднее 1.1, Стабильн. +-3.56%
Лазер 100%
Мощность – 1.0Вт; Пик – 22%; Тренд – Среднее 1.0, Стабильн. +-2.24%;
Есть и другие переменные, которые можно менять с помощью Merlin II LS для достижения “оптимального количества прилагаемой энергии”. Это – частота и скорость маркировки. Некоторые материалы лучше реагируют на 10кГц, чем на 1кГц, и, конечно, для качества маркировки большое значение имеет, как быстро энергия переносится по поверхности материала. При слишком малой скорости тепловая энергия может накопиться и повредить материал, при быстрой скорости маркировки материал может не успеть абсорбировать энергию лазера.
При слишком малой скорости тепловая энергия может накопиться и повредить материал, при быстрой скорости маркировки материал может не успеть абсорбировать энергию лазера.
Ниже для справки приведена таблица значений FQ10. 10 кГц.
| Мощность лазера | |||
| 100% пиковая мощность | 50% пиковая мощность | ||
| 100% | 9.2 | 100% | 4.0 |
| 99% | 9.1 | 99% | 3.9 |
| 90% | 7.6 | 90% | 3.1 |
| 80% | 6.3 | 80% | 2.7 |
| 70% | 5.2 | 70% | 2.5 |
| 60% | 4.3 | 60% | 2. 4 4 |
| 40% | 2.1 | 40% | 1.4 |
| 30% | 0.9 | 30% | 0.7 |
| 20% | 0.2 | 20% | 0.2 |
| Примечание: значения номинальные | |||
Предлагаемые настройки лазерного резака – Колледж дизайнерских информационных технологий
Ниже приведены рекомендуемые настройки конфигурации лазерного резака для различных материалов. Также доступно руководство пользователя для лазерного резака.
Если у вас есть другие настройки, которые вы хотите предложить, отправьте электронное письмо по адресу [email protected] с подробной информацией.
| АКРИЛОВЫЙ | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| СВЕТЛО-РАСТРОВОЙ ГРАВИР | 22 | 100 | 500 | 1 | . 002 ″ 002 ″ |
| ГЛУБОКИЙ РАСТРОВЫЙ ГРАВИР | 100 | 90 | 500 | 1 | .010 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 2 | 4 | 1000 | 1 | .005 ″ |
| ВЕКТОРНАЯ РЕЗКА | 100 | 2 | 1000 | 1 | .25 ″ |
| АНОДИРОВАННЫЙ АЛЮМИНИЙ | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 30 | 100 | 500 | 1 | .001 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 4 | 4 | 1000 | 1 | .001 ″ |
| ПРОБКА | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 80 | 90 | 500 | 1 | . 01 ″ 01 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 4 | 4 | 500 | 1 | 0,01 ″ |
| ВЕКТОРНАЯ РЕЗКА | 25 | 1,6 | 500 | 1 | 0,060 ″ |
| СТЕКЛО | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 100 | 30 | 300 | 1 | .001 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 10 | 7,9 | 300 | 1 | .001 ″ |
| КОЖА | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 19 | 100 | 500 | 1 | . 001 ″ 001 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 3 | 4 | 500 | 1 | .001 ″ |
| ВЕКТОРНАЯ РЕЗКА | 50 | 4,1 | 200 | 1 | .1 ″ |
| МРАМОР | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 100 | 82 | 500 | 1 | .003 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 10 | 4 | 500 | 1 | .003 ″ |
| МАТОВАЯ ДОСКА | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 30 | 80 | 250 | 1 | . 005 ″ 005 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 10 | 4 | 250 | 1 | .005 ″ |
| ВЕКТОРНАЯ РЕЗКА | 25 | 3,2 | 200 | 1 | 0,050 ″ |
| ДРУГИЕ ПЛАСТИКИ | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 15 | 100 | 500 | 1 | .001 ″ |
| ВЕКТОРНАЯ РЕЗКА | 25 | 1,2 | 500 | 1 | 0,060 ″ |
| РЕЗИНОВЫЕ ШТАМПЫ | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 100 | 23 | 500 | 1 | . 030 ″ 030 ″ |
| ПЕРФОРИРОВАННАЯ ВЕКТОРНАЯ РЕЗКА | 60 | 3,1 | 90 | 1 | 0,040 ″ |
| ДЕРЕВО | МОЩНОСТЬ | СКОРОСТЬ | пикселей на дюйм | ПЕРЕХОДОВ | ГЛУБИНА |
| РАСТРОВАЯ ГРАВИРОВКА | 100 | 596 | 500 | 1 | .020 ″ |
| ВЕКТОРНАЯ ГРАВИРОВКА | 80 | 10,1 | 500 | 1 | .030 ″ |
| ВЕКТОРНАЯ РЕЗКА | 50 | 3,1 | 500 | 1 | .125 ″ |
A Руководство по настройке лазерной маркировки
Объект «Настройки метки» используется для изменения настроек лазера в последовательности маркировки.
Несколько объектов настройки меток могут использоваться в последовательности маркировки, особенно если для маркировки однолинейных шрифтов и шрифтов True Type с объектами Shape или Vector Drawing в одном и том же макете каждый тип маркировочного объекта обычно требует различных настроек лазера для достижения наилучшей производительности.
Просто перетащите объект «Настройка метки» над помечаемыми объектами, для которых требуются эти настройки метки. Программное обеспечение обработает последовательность маркировки по порядку и, следовательно, установит параметры отметки, а затем пометит объекты ниже с этими параметрами, пока не встретится другой инструмент установки отметок
Мощность
Указывает уровень мощности лазера в процентах. Часто это компромисс между скоростью и мощностью. Если метка слишком агрессивна при полной мощности, попробуйте увеличить скорость перед уменьшением мощности, чтобы увидеть, можно ли улучшить время цикла.
Скорость
Свойство Speed представляет векторную скорость в миллиметрах в секунду, которую перемещает лазерный луч при маркировке объекта. Использование низкой скорости создаст глубокую четко очерченную метку, если скорость будет слишком высокой, то лазерный луч не повлияет на материал, маркируемый
Использование низкой скорости создаст глубокую четко очерченную метку, если скорость будет слишком высокой, то лазерный луч не повлияет на материал, маркируемый
Частота
Свойство Frequency (Hz) представляет частоту Q-Switch лазерных импульсов во время маркировки. Изменение этой частоты создает различные эффекты маркировки.Этот параметр используется для регулировки выходной частоты лазера путем непосредственного управления переключателем добротности. Q-переключатель – это электрооптическая система, которая регулирует непрозрачность линзы, позволяя изменять частоту лазерного луча. Более низкая частота приведет к «пятнистой» гравировке, а более высокая частота позволит выполнить «линейную» гравировку. Частота обратно пропорциональна мощности лазерного луча, т.е. если частота слишком высока, мощность может оказаться неэффективной для процесса маркировки. Q-переключатель можно сравнить со шлюзовым затвором, который закрывает и отклоняет лазерный луч.Рабочие конверты следующие:
- Лазерная система YF 20 Вт: 20-200 кГц
Тестовая матрица, показывающая влияние скорости в зависимости от частоты на лазерной метке
Интервал заливки
Свойство «Интервал заливки» указывает расстояние между линиями заливки. Чем меньше это значение, тем плотнее заливка за счет более длительного цикла маркировки. Большой интервал заливки приведет к появлению промежутков между линиями, используемыми для заполнения символов.Интервал заполнения (плотность заполнения) измеряется в мм и может быть уменьшен до 0,01 мм.
Чем меньше это значение, тем плотнее заливка за счет более длительного цикла маркировки. Большой интервал заливки приведет к появлению промежутков между линиями, используемыми для заполнения символов.Интервал заполнения (плотность заполнения) измеряется в мм и может быть уменьшен до 0,01 мм.
Угол заполнения
Свойство Fill Angle указывает в градусах угол движения лазерного луча при заливке символов. При использовании вместе с интервалом заливки можно получить различные эффекты заливки.
Количество проходов
Свойство Passes представляет, сколько раз лазер проходит над объектом. Чем больше проходов сделано, тем «глубже» и медленнее результат.
Радиус качания
Свойство «Радиус качания» позволяет помечать отдельные линии, будь то символы True Type / однострочные символы или импортированные файлы, более толстыми линиями. Толщина линии (без заливки) равна размеру лазерного пятна. Однако для некоторых применений этой толщины может быть недостаточно. Таким образом, настройка радиуса качания преобразует обычно прямую векторную линию (для радиуса качания установлено значение 0,00 мм) в серию плотных спиральных кривых, обеспечивая тем самым большую толщину линии.Изменение настройки скорости качания увеличит или уменьшит частоту повторения спиральной кривой.
Таким образом, настройка радиуса качания преобразует обычно прямую векторную линию (для радиуса качания установлено значение 0,00 мм) в серию плотных спиральных кривых, обеспечивая тем самым большую толщину линии.Изменение настройки скорости качания увеличит или уменьшит частоту повторения спиральной кривой.
Скорость качания
Скорость колебания влияет на плотность спиральных кривых, если запрограммирован радиус колебания. Скорость колебания выражается в Гц.
Высокочастотный, высокоскоростной фон и низкочастотный низкоскоростной передний план для получения очень контрастной и читаемой метки Datamatrix из алюминия
Возможны вариации тона, цвета и оттенка лазерных меток на стали
4 способа увеличения разрешения лазерной гравировки
В зависимости от материала, который вы гравируете, будь то дерево, акрил, лазерный пластик, мрамор, гранит, алюминий, анодированный алюминий – у вас будут разные настройки для DPI (точек на дюйм), давления воздуха, скорости и мощности для создания наилучшего разрешения конечного продукта. Итак, создание наилучшего разрешения – это сочетание правильных настроек и правильного приложения.
Итак, создание наилучшего разрешения – это сочетание правильных настроек и правильного приложения.
В этой статье мы расскажем о некоторых факторах, влияющих на разрешение лазерной гравировки, и дадим советы операторам по достижению наилучших результатов.
Мы начнем с того, что нужно операторам номер один для оптимального разрешения лазерной гравировки.
1. Начните с высококачественного изображения
Нет набора настроек и возможностей, которые могли бы компенсировать некачественное изображение.Если ваша цель лазерной гравировки ясна, четкое разрешение, начинать с высококачественного изображения имеет важное значение. Слишком часто люди пытаются выгравировать с помощью лазера изображение, которое либо отсканировано с физической фотографии, либо снято с помощью некачественного мобильного телефона / камеры, либо даже найдено в Интернете и снято с экрана.
Обычно эти изображения не обеспечивают достаточной детализации для гравировки с высоким разрешением. Вместо этого лучше выбирать изображения с более высоким разрешением / разрешением, снятые цифровой камерой.
Вместо этого лучше выбирать изображения с более высоким разрешением / разрешением, снятые цифровой камерой.
Как показывает практика, изображения с высоким разрешением – это изображения с разрешением 300 точек на дюйм и большим размером пикселей.
Также обратите внимание, что качество изображения зависит от желаемого результата. В некоторых случаях может потребоваться изображение с разрешением 400 или 600 точек на дюйм. Чтобы узнать больше об изображениях с высоким разрешением, ознакомьтесь с этой статьей.
2. Установите DPI вашего лазера в соответствии с проектом
Когда дело доходит до лазерной гравировки, разрешение изображения – не единственное, о чем вам нужно знать. Существует также настройка лазера dpi, которая буквально сообщает лазеру, сколько точек нужно уложить на квадратный дюйм.В отличие от изображения, выбор более высокого разрешения в настройках лазера не обязательно приводит к гравировке с более высоким разрешением.
Вот краткий обзор того, как мы смотрим на dpi при лазерной гравировке:
- Низкий – 150 точек на дюйм
- Средний – 300 точек на дюйм
- Высокое – 600 точек на дюйм
Здесь вы увидите, как операторы выбирают максимально возможное dpi, доступное в их настройках лазера, в предположении, что это создаст гравировку с более высоким разрешением. На самом деле происходит то, что их гравировка выглядит примерно так же, как если бы они выбрали 300 точек на дюйм, но фактическая обработка занимает больше времени. Это потому, что лазер проходит над одной и той же областью несколько раз.
На самом деле происходит то, что их гравировка выглядит примерно так же, как если бы они выбрали 300 точек на дюйм, но фактическая обработка занимает больше времени. Это потому, что лазер проходит над одной и той же областью несколько раз.
3. Выберите параметры скорости и мощности для поддержки разрешения
Когда оператору требуется лазерная гравировка с более высоким разрешением, это может означать потратить некоторое время на проверку настроек и поиск наилучшего результата. Обычно скорость обработки будет ниже для гравюр с высоким разрешением, а настройки мощности будут выше.Вот одно и то же изображение, выгравированное лазером при разных настройках мощности:
Для этой гравировки мощность лазера и dpi остались прежними, но мощность была установлена на 40%, 60% или 75%. Как видите, разрешение гравировки становится более четким по мере увеличения настроек мощности.
В этом следующем примере мы внесли изменения как в настройки скорости, так и в настройки мощности, используя постоянное разрешение dpi и вспомогательное воздушное давление.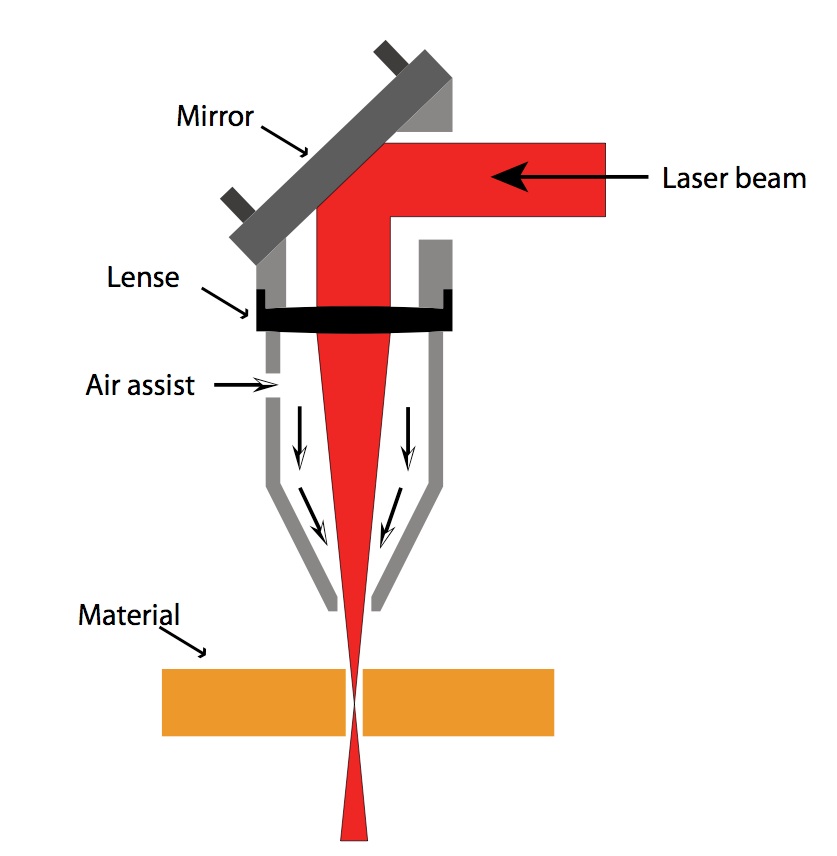
4. Проверьте свою гравировку, чтобы проверить настройки
Как вы видели на примерах, то, как оператор выбирает настройки лазера, имеет большое влияние на разрешение лазерной гравировки.Это одна из причин, по которой мы всегда рекомендуем проверять гравировку на запасном материале, чтобы оценить и изменить настройки. Мы рекомендуем это, даже если оператор отказывается от настроек, специально предназначенных для его материала, области применения и конечной цели. В конце концов, единственный способ по-настоящему узнать, каким будет результат, – это проверить его.
Способность создавать лазерные гравюры с высоким разрешением – ценный навык для операторов лазеров. Если вы хотите нанести лазерную гравировку изображения или надписи на материалы, советы, приведенные в этой статье, помогут вам добиться высококачественных результатов.
У вас есть конкретные вопросы о лазерной гравировке с высоким разрешением? Если да, свяжитесь с нами, чтобы один из наших мастеров помог вам.
Скорость лазерного резака в зависимости от мощности – Найдите идеальные настройки
Мы все были там, прорезали одни и те же линии, пытаясь определить, какую скорость лазерного резака в сравнении с настройками мощности мы должны использовать. После 50 отдельных сокращений вы разочаровываетесь.
Хотя на первый взгляд это может показаться простым, настройки скорости и мощности в лазерном резаке могут быть трудными без опыта, и то, как они оба сбалансированы, может иметь большое влияние на ваш рез.
Так что те из нас, кто в темноте, тратят зря испытания материалов, но напрасно.
Решение на самом деле найти невероятно легко, и как только вы разберетесь с основами, вы зададитесь вопросом, почему вы не поняли его раньше.
Они действительно такие разные? Вы не можете просто понизить одно или другое? Абсолютно нет. Раньше я думал, что эти две настройки взаимозаменяемы. Но после долгого тестирования я понял, что изменение любого из них приведет к разным эффектам. В то же время вы должны использовать их вместе, поскольку они идут рука об руку.
В то же время вы должны использовать их вместе, поскольку они идут рука об руку.
Мощность
Уровень мощности напрямую регулирует количество энергии в лазере. По мере увеличения мощности энергия в лазере увеличивается.
Количество энергии, необходимое для проникновения, зависит от материала и его толщины.
Поскольку лазер режет тонкую коническую форму, большая мощность приведет к более перпендикулярным стенкам и более глубокому сечению, но также будет означать удаление большего количества материала.
Высокая энергия также может вызвать больше дыма и обугливания краев.
Итак, мощность необходима для достижения необходимой глубины резания, но она очень разрушительна для наших материалов. Как мы можем сбалансировать это, чтобы сделать четкие края и меньше дыма?
Вот где приходит скорость.
РезюмеБольше мощности = более глубокий рез = широкие края
Меньшая мощность = меньшая глубина резания = более прямые края
Скорость
Настройка изменяет скорость перемещения каретки лазера.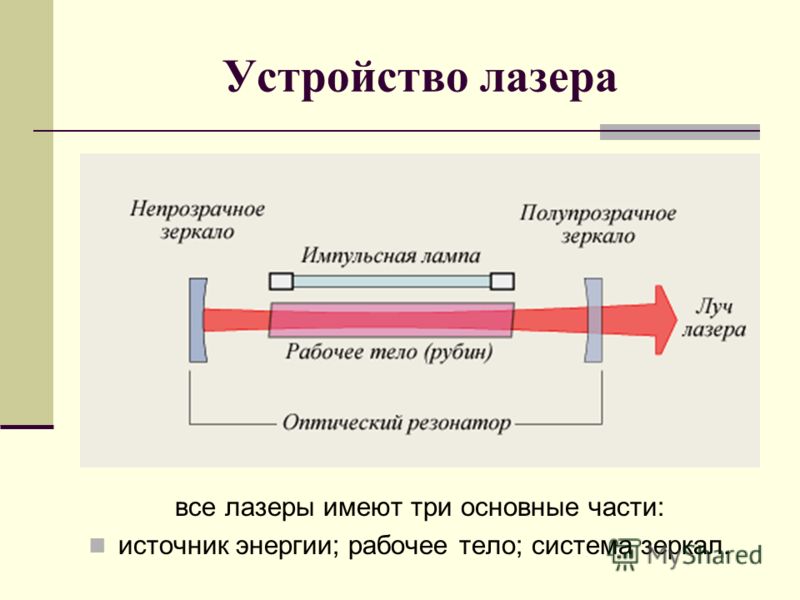
Ключ к скорости заключается в том, что чем дольше энергия воздействует на деталь, тем больше энергии она получит.Помните, что сильное воздействие энергии может привести к появлению дыма и обугливанию краев.
Таким образом, мы используем скорость, чтобы контролировать время, в течение которого энергия находится на точке, тем самым уменьшая воздействие энергии, но при этом сохраняя необходимое количество, чтобы сделать разрез и избежать огня.
Увеличение скорости также ускорит выполнение вашего проекта. Однако слишком высокая скорость ограничивает воздействие энергии и может сделать ваш разрез слишком неглубоким.
Имейте в виду, что каретка должна ускоряться и замедляться, поэтому выбранная скорость может не отражаться на краях пропила.
РезюмеБолее высокая скорость = более быстрая резка = более мелкая резка
Более низкая скорость = более медленное резание = более глубокое резание
Слишком быстрое или слишком медленное движение может привести к появлению нежелательных краев.
Тонкое равновесие между скоростью и мощностью
Как видите, существует тонкий баланс между скоростью и мощностью. Но не волнуйтесь, большую часть времени мы ищем больше приемлемого баланса, чем идеального.
При уровнях мощности и скорости от 1 до 100 можно использовать 9801 комбинацию, одна из которых является оптимальной, а еще сотни – приемлемыми.
Достичь приемлемого баланса не так сложно, как вы думаете.
Как найти идеальную скорость по сравнению с настройкой мощности
Существует быстрый тест, который можно использовать для определения наилучших настроек скорости и мощности для вашего реза.
В Интернете можно найти множество графиков с заранее заданными настройками, например, этот. Хотя они могут быть полезны, вам все же следует проверить это на себе.
Каждый раз, когда вы используете новые материалы, вы должны использовать этот тест, потому что каждый лазерный резак будет реагировать по-разному.Вот почему в моем руководстве по лазерной резке материалов я намеренно исключил определенные настройки скорости и мощности.
Как построить матрицу скорости и мощности
Самое лучшее в этом тесте то, что вам нужно настроить большую его часть только один раз!
Вам понадобится:
- Лазерный резак (конечно)
- Лом выбранного вами материала
- Терпение и решимость
Обязательно сохраните свои результаты! Вырежьте сетку и храните ее где-нибудь, чтобы к ней всегда можно было вернуться!
Тест матрицы лазерной резки
Чтобы полностью и чисто проникнуть в материал, нам нужно иметь достаточно мощности для глубокого резания и достаточно времени для проникновения лазера.
Метод:
1. Определите, насколько точными вы хотите быть. Это определит, сколько комбинаций вы будете тестировать (обычно проверяется 100 комбинаций, чтобы найти приемлемую зону).
В вашей программе рисования создайте сетку из незаполненных квадратов (например, 10 × 10 для 100 комбинаций), оставив между ними некоторое пространство. Вы можете сделать это за 8 копий и паст.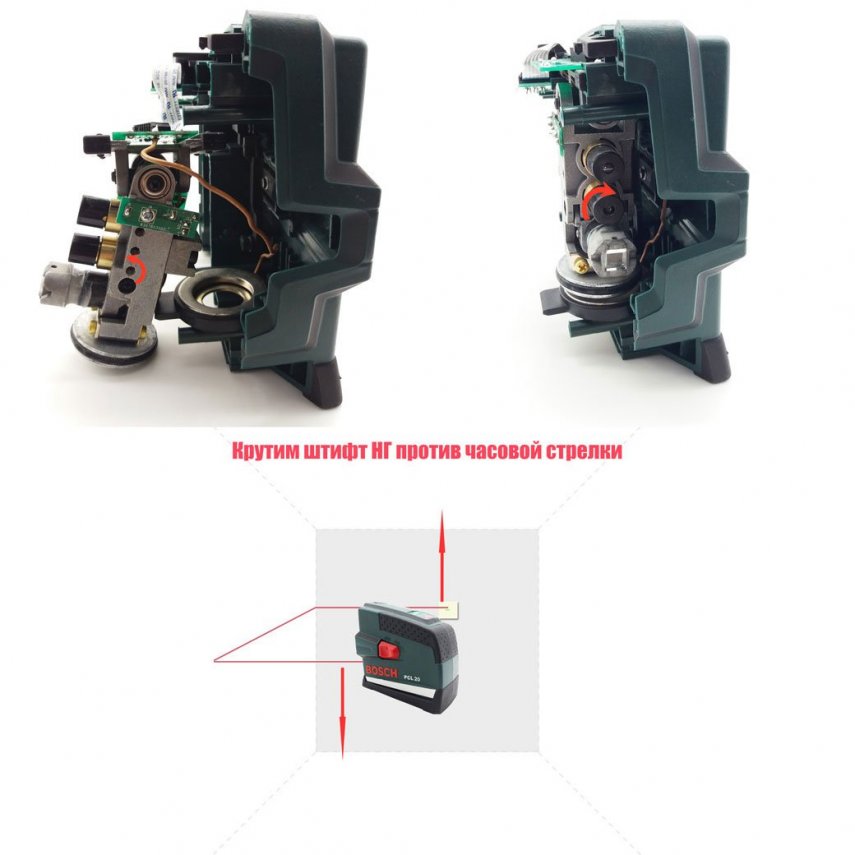
2. Назовите ось абсцисс «скорость» и запишите протестированный процент в каждом столбце.Назовите ось Y «мощность» и сопоставьте каждую строку с протестированным процентом.
3. В программе лазерной резки назначьте каждому цвету отдельную настройку. Начните с малой мощности и низкой скорости.
4. Назначьте контур каждого квадрата в вашей матрице в соответствии с цветом.
5. Приступайте к резке!
Результаты
По окончании теста ищите полностью разрезанные квадраты с прямыми краями и без обугленных участков.
Если вы хотите протестировать еще больше, вы можете тестировать в диапазоне лучших результатов с меньшими шагами.
Например, если 50% / 60% мощности и 50% / 60% скорости были лучшими, то вы можете проверить числа между ними (например, 51%, затем 52% и т. Д.).
Если вы не можете добиться желаемого качества кромки, вам, возможно, придется изучить некоторые другие параметры, такие как количество проходов.
Тест матрицы для лазерной гравировки
Чтобы найти желаемую темноту, нам нужно использовать нужное количество энергии и двигаться достаточно быстро, чтобы воздействовать только на поверхность.
Тест в основном такой же, как и при лазерной резке, но с использованием метода оттенков серого.
Метод:
1. Создайте ту же сетку, что и описанный выше метод, за исключением того, что на этот раз квадраты должны быть обведены и заполнены разными оттенками черного. Они также могут быть намного ближе.
Вместо того, чтобы делать его самостоятельно, я бы предложил скачать его с Thingiverse.
2. Начните с высокой скорости резания и начните гравировку.
Результаты
Различные оттенки серого обеспечивают различную мощность гравировки в лазере.Если поле серого на 50%, то будет использоваться 50% -ный вывод.
Обратите внимание на то, сколько у вас разных уровней и как они переходят.
Если все ваши квадраты слишком темные на высокой скорости, вы можете попробовать снизить скорость, пока не найдете желаемую гравировку. В качестве альтернативы вы можете настроить ось Z вашего лазера для получения более темных результатов.
Заключение
Скорость и мощность имеют тонкий баланс, и существует лишь несколько комбинаций того и другого, которые дадут наилучшие результаты.Как видите, найти правильный баланс на самом деле не так уж и сложно, и все, что для этого требуется, – это немного проб и ошибок.
Ну вот и все! Начальное руководство о том, как найти правильные настройки скорости и мощности для вашего лазерного резака.
Это только поверхностная часть того, что вы можете сделать, и есть еще много параметров, о которых нужно подумать, например, dpi, проходы, Гц и другие.
Как всегда, не стесняйтесь сообщить нам, если у вас есть какие-нибудь хитрости, чтобы найти правильные настройки скорости и мощности для вашего лазерного резака, в комментариях ниже!
границ | Руководство пользователя по настройкам литотрипсии с гольмиевым лазером в современную эпоху
Введение
Эндоскопическая хирургия камней за последнее десятилетие пережила стремительный технологический прогресс с разработкой гольмиевых лазеров следующего поколения. Эти системы позволяют пользователю настраивать несколько параметров, которые могут оптимизировать эффективность фрагментации во время уретероскопии (URS). Параметры включают увеличенный диапазон энергии импульса (PE), частоты (Fr) и изменение длительности импульса (PD). Совсем недавно внедрение импульсной модуляции с помощью Moses Technology TM обеспечивает импульсную модуляцию с энергией, доставляемой в течение двух импульсов. В свете этих событий урологу может быть сложно понять, как лучше всего использовать настройки лазера в современную эпоху.Мы представляем обзор того, как PE, Fr и PD влияют на три различных аспекта эффективности лазерной литотрипсии: (A) фрагментация, (B) ретропульсия камня и (C) деградация лазерного наконечника волокна (таблица 1).
Эти системы позволяют пользователю настраивать несколько параметров, которые могут оптимизировать эффективность фрагментации во время уретероскопии (URS). Параметры включают увеличенный диапазон энергии импульса (PE), частоты (Fr) и изменение длительности импульса (PD). Совсем недавно внедрение импульсной модуляции с помощью Moses Technology TM обеспечивает импульсную модуляцию с энергией, доставляемой в течение двух импульсов. В свете этих событий урологу может быть сложно понять, как лучше всего использовать настройки лазера в современную эпоху.Мы представляем обзор того, как PE, Fr и PD влияют на три различных аспекта эффективности лазерной литотрипсии: (A) фрагментация, (B) ретропульсия камня и (C) деградация лазерного наконечника волокна (таблица 1).
Таблица 1 . Взаимосвязь энергии импульса, частоты, длительности импульса и модуляции импульса от рабочих параметров лазерной литотрипсии.
Энергия импульса
PE – это оптическая энергия, излучаемая концом лазерного волокна за один импульс, измеряется в Джоулях (Дж).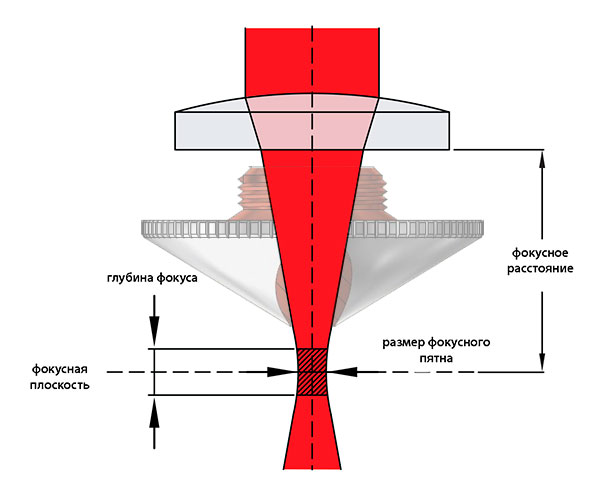 PE может изменяться от 0,2 до 6,0 Дж и зависит от мощности гольмиевой системы. Системы с низким энергопотреблением (например, 20 Вт) традиционно имели более ограниченные диапазоны мощности PE, чем системы с высокой мощностью. Факторы, влияющие на выбор PE, включают плотность камня, расположение и желаемый размер фрагмента, с обычно используемыми настройками во время URS в диапазоне от 0,2 до 2 Дж. (A) Фрагментация: увеличение PE приводит к большей фрагментации с твердыми камнями, такими как оксалат кальция. моногидрат, обычно требующий большего количества ПЭ (1).Более высокие значения PE, такие как 1,0 Дж, идеально подходят для литотрипсии с последующим активным извлечением корзины. Низкий ПЭ (LoPE) используется при использовании метода опудривания для создания очень маленьких фрагментов, которые остаются на месте для самопроизвольного прохождения. Исследование in vitro показало, что использование параметра LoPE 0,2 Дж приводит к наименьшему размеру фрагментов (1), но более твердые камни, такие как моногидрат оксалата кальция, могут потребовать более высокого PE.
PE может изменяться от 0,2 до 6,0 Дж и зависит от мощности гольмиевой системы. Системы с низким энергопотреблением (например, 20 Вт) традиционно имели более ограниченные диапазоны мощности PE, чем системы с высокой мощностью. Факторы, влияющие на выбор PE, включают плотность камня, расположение и желаемый размер фрагмента, с обычно используемыми настройками во время URS в диапазоне от 0,2 до 2 Дж. (A) Фрагментация: увеличение PE приводит к большей фрагментации с твердыми камнями, такими как оксалат кальция. моногидрат, обычно требующий большего количества ПЭ (1).Более высокие значения PE, такие как 1,0 Дж, идеально подходят для литотрипсии с последующим активным извлечением корзины. Низкий ПЭ (LoPE) используется при использовании метода опудривания для создания очень маленьких фрагментов, которые остаются на месте для самопроизвольного прохождения. Исследование in vitro показало, что использование параметра LoPE 0,2 Дж приводит к наименьшему размеру фрагментов (1), но более твердые камни, такие как моногидрат оксалата кальция, могут потребовать более высокого PE. В нашей практике мы начинаем установку пыли с 0,2 или 0,3 Дж и соответственно увеличиваем энергию в зависимости от того, сколько порошка выходит из камня.(B) Отталкивание камня: при активации импульсной лазерной энергии окружающая жидкость испаряется и расширяется, что приводит к образованию парового пузыря. Коллапс этого пузыря приводит к нежелательному перемещению каменных обломков, известному как ретропульсия. ПЭ оказывает значительное влияние на ретропульсию, при этом более высокие значения ПЭ приводят к пропорциональному увеличению ретропульсии (1). Это снижает эффективность фрагментации и увеличивает время процедуры, требуя изменения положения кончика волокна для поддержания контакта с камнем, а в худшем случае камень мочеточника может попасть в собирающую систему.(C) Деградация кончика волокна: более высокое содержание полиэтилена приводит к большему разрушению кончика волокна, также называемому ожогом (2). Износ волокна уменьшает его длину и повреждает наконечник, уменьшая количество энергии, достигающей камня.
В нашей практике мы начинаем установку пыли с 0,2 или 0,3 Дж и соответственно увеличиваем энергию в зависимости от того, сколько порошка выходит из камня.(B) Отталкивание камня: при активации импульсной лазерной энергии окружающая жидкость испаряется и расширяется, что приводит к образованию парового пузыря. Коллапс этого пузыря приводит к нежелательному перемещению каменных обломков, известному как ретропульсия. ПЭ оказывает значительное влияние на ретропульсию, при этом более высокие значения ПЭ приводят к пропорциональному увеличению ретропульсии (1). Это снижает эффективность фрагментации и увеличивает время процедуры, требуя изменения положения кончика волокна для поддержания контакта с камнем, а в худшем случае камень мочеточника может попасть в собирающую систему.(C) Деградация кончика волокна: более высокое содержание полиэтилена приводит к большему разрушению кончика волокна, также называемому ожогом (2). Износ волокна уменьшает его длину и повреждает наконечник, уменьшая количество энергии, достигающей камня. Контакт с камнем может быть нарушен, если волокно выходит за пределы цветной оболочки, что еще больше снижает эффективность фрагментации.
Контакт с камнем может быть нарушен, если волокно выходит за пределы цветной оболочки, что еще больше снижает эффективность фрагментации.
Частота
Fr – количество оптических импульсов, излучаемых наконечником волокна за 1 с, выраженное в герцах (Гц). Доступный диапазон зависит от технических ограничений гольмиевого лазера.Системы высокой мощности, такие как система мощностью 120 Вт, могут достигать частот до 80 Гц (3). (A) Фрагментация: увеличение Fr при сохранении постоянного PE может привести к более высокой скорости фрагментации, особенно при использовании таких настроек LoPE, как 0,2 Дж (4), но также необходимо учитывать видимость, поскольку на нее могут негативно повлиять более высокие частоты. (B) Отталкивание камня: при использовании высокой настройки PE высокий Fr увеличит ретропульсию и является причиной того, что фрагментация и извлечение выполняются с использованием низкого Fr.Напротив, при использовании LoPE более высокие частоты не так сильно влияют на ретропульсию (4). (C) Деградация наконечника волокна: Fr сам по себе мало влияет на обратное возгорание, на которое больше влияет общая мощность, особенно при использовании высокого PE.
(C) Деградация наконечника волокна: Fr сам по себе мало влияет на обратное возгорание, на которое больше влияет общая мощность, особенно при использовании высокого PE.
Длительность импульса
PD – это продолжительность времени, в течение которого излучается одиночный оптический импульс, измеряется в микросекундах (мкс). В обычных гольмиевых системах использовались фиксированные настройки частичного разряда ~ 150–350 мкс, обычно известные как короткие импульсы (SP). Системы следующего поколения позволяют выбирать режимы (SP) или длинные импульсы (LP) до 1200 мкс.LP обеспечивает такое же количество общей энергии, что и SP, но в течение более длительного периода времени и имеет более низкую пиковую мощность. Эти различия используются для повышения эффективности литотрипсии. (A) Фрагментация: В целом, похоже, нет значительных различий в эффективности фрагментации при использовании SP или LP. В большинстве исследований не было обнаружено значительной взаимосвязи между ПД и объемом абляции (5–7), однако некоторые продемонстрировали большую степень абляции с помощью СП (8, 9). (B) Ретропульсия камня: Основное преимущество использования LP – уменьшение ретропульсии. В исследованиях in vitro сообщается о сокращении расстояний ретропульсии на 30–50% при фрагментации камней с помощью LP по сравнению с SP (8). (C) Деградация наконечника волокна: выгорание также уменьшается при использовании режима LP. В среднем использование LP приводит к уменьшению ожога в 5–10 раз по сравнению с SP (5).
(B) Ретропульсия камня: Основное преимущество использования LP – уменьшение ретропульсии. В исследованиях in vitro сообщается о сокращении расстояний ретропульсии на 30–50% при фрагментации камней с помощью LP по сравнению с SP (8). (C) Деградация наконечника волокна: выгорание также уменьшается при использовании режима LP. В среднем использование LP приводит к уменьшению ожога в 5–10 раз по сравнению с SP (5).
Импульсная модуляция
Для режимов SP или LP вся энергия доставляется за один импульс, в результате чего большая часть энергии теряется при образовании парового канала. Импульсная модуляция – это новый параметр, который недавно был представлен как Moses Technology TM .Первоначальный импульс служит для создания парового канала, а оставшаяся энергия выделяется во втором импульсе. Платформа Moses имеет две настройки: Moses Contact (MC), предназначенную для работы на близком расстоянии, и Moses Distance (MD), которая предназначена для литотрипсии на расстоянии 1-2 мм. Исследования in vitro показали, что по сравнению с режимами SP и LP, режим MD приводит к увеличению фрагментации на 28% при помещении в контакт с камнем (6). Режим MD также приводит к значительно большей абляции, когда расстояние от волокна до камня составляет 1 мм.По этим причинам мы рекомендуем использовать этот режим для очистки от камней в почках, когда необходимо постоянное движение для измельчения камней, а также для бесконтактной лазерной литотрипсии (например, для очистки от пыли). Однако из-за большой досягаемости парового пузыря MD при лечении камней мочеточника мы рекомендуем использовать режим MC для эффективной фрагментации камней с минимальным ретропульсией. Наша рекомендация по использованию технологии Moses основана на нескольких исследованиях in vitro , но для подтверждения этих результатов необходимы дополнительные клинические исследования.
Исследования in vitro показали, что по сравнению с режимами SP и LP, режим MD приводит к увеличению фрагментации на 28% при помещении в контакт с камнем (6). Режим MD также приводит к значительно большей абляции, когда расстояние от волокна до камня составляет 1 мм.По этим причинам мы рекомендуем использовать этот режим для очистки от камней в почках, когда необходимо постоянное движение для измельчения камней, а также для бесконтактной лазерной литотрипсии (например, для очистки от пыли). Однако из-за большой досягаемости парового пузыря MD при лечении камней мочеточника мы рекомендуем использовать режим MC для эффективной фрагментации камней с минимальным ретропульсией. Наша рекомендация по использованию технологии Moses основана на нескольких исследованиях in vitro , но для подтверждения этих результатов необходимы дополнительные клинические исследования.
Прочие соображения: общая мощность и безопасность
Выбор PE и Fr влияет на общую мощность (Дж × Гц = Ватт), что может иметь важные последствия для безопасности. При использовании настроек высокой мощности и низкой нормы полива температура может повыситься до соответствующего уровня. В модели in vivo свиньи с лазерной активацией в системе сбора, использующей настройки 40 Вт, среднее время достижения порога термического повреждения составляло 18 с при средней (14 мл / мин) скорости орошения (10).Повышение температуры смягчается, если включены такие меры, как прерывистое включение лазера, охлаждаемое орошение или более высокая скорость орошения. Чтобы предотвратить травмы, связанные с более высокими внутрипочечными температурами, можно использовать кожухи для доступа к мочеточнику, чтобы увеличить отток оттока и, следовательно, увеличить скорость ирригации. Технология всасывания, которая удаляет нагретую ирригационную жидкость из системы сбора, представляет собой еще одно потенциальное решение для смягчения термических повреждений и находится в стадии разработки.
При использовании настроек высокой мощности и низкой нормы полива температура может повыситься до соответствующего уровня. В модели in vivo свиньи с лазерной активацией в системе сбора, использующей настройки 40 Вт, среднее время достижения порога термического повреждения составляло 18 с при средней (14 мл / мин) скорости орошения (10).Повышение температуры смягчается, если включены такие меры, как прерывистое включение лазера, охлаждаемое орошение или более высокая скорость орошения. Чтобы предотвратить травмы, связанные с более высокими внутрипочечными температурами, можно использовать кожухи для доступа к мочеточнику, чтобы увеличить отток оттока и, следовательно, увеличить скорость ирригации. Технология всасывания, которая удаляет нагретую ирригационную жидкость из системы сбора, представляет собой еще одно потенциальное решение для смягчения термических повреждений и находится в стадии разработки.
Заключение
Гольмиевые лазеры нового поколения обеспечивают ряд параметров для создания эффективных стратегий литотрипсии. На фрагментацию больше всего влияет PE, и в меньшей степени Fr при использовании High PE. Ретропульсию и обратное выгорание волокна можно уменьшить, используя настройки LoPE, особенно при использовании метода пылеудаления, или с помощью режима LP. Кроме того, при выборе параметров лазерной литотрипсии следует учитывать общую мощность, поскольку высокая мощность увеличивает тепловыделение и может привести к термическому повреждению тканей. В будущем автоматизированные системы могут координировать скорость полива, продолжительность лазерного срабатывания и общую мощность, чтобы обеспечить рабочие характеристики, соответствующие пороговым значениям безопасности.
На фрагментацию больше всего влияет PE, и в меньшей степени Fr при использовании High PE. Ретропульсию и обратное выгорание волокна можно уменьшить, используя настройки LoPE, особенно при использовании метода пылеудаления, или с помощью режима LP. Кроме того, при выборе параметров лазерной литотрипсии следует учитывать общую мощность, поскольку высокая мощность увеличивает тепловыделение и может привести к термическому повреждению тканей. В будущем автоматизированные системы могут координировать скорость полива, продолжительность лазерного срабатывания и общую мощность, чтобы обеспечить рабочие характеристики, соответствующие пороговым значениям безопасности.
Авторские взносы
КБ и AA внесли свой вклад в создание основного текста и таблиц этой рукописи. KG отвечал за редактирование проекта и утверждение окончательной версии.
Финансирование
Мичиганский институт клинических и медицинских исследований (MICHR): этот грант финансирует защищенное и независимое исследование / время написания рукописи для студента-автора, KB. Исследования в области лазерной литотрипсии поддерживаются грантом научного исследователя KG от Boston Scientific.
Исследования в области лазерной литотрипсии поддерживаются грантом научного исследователя KG от Boston Scientific.
Заявление о конфликте интересов
KG – консультант Boston Scientific и Lumenis; KG имеет грант научного исследователя от Boston Scientific.
Остальные авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Список литературы
3. Трейси Дж., Гагин Дж., Морхардт Д., Холлингсворт Дж., Гани К. Р.. Уретероскопическое высокочастотное пыление с использованием гольмиевого лазера мощностью 120 Вт. Дж Эндоурол . (2018) 32: 290–5. DOI: 10.1089 / конец.2017.0220
PubMed Аннотация | CrossRef Полный текст | Google Scholar
4. Ли Р., Ракл Д., Кехейла М., Мальдонадо Дж., Лайтфут М., Алсиуф М. и др. Высокочастотная обработка пыли по сравнению с традиционной литотрипсией с использованием гольмиевого лазера для внутрипочечных и мочеточниковых камней. Дж Эндоурол . (2017) 31: 272–7. DOI: 10.1089 / конец.2016.0547
Дж Эндоурол . (2017) 31: 272–7. DOI: 10.1089 / конец.2016.0547
PubMed Аннотация | CrossRef Полный текст | Google Scholar
5. Срока Р., Понграц Т., Шейб Г., Ходер В., Штиф К.Г., Херрманн Т. и др.Влияние длительности импульса на лазерную литотрипсию Ho: YAG: аспекты лечения на уровне одиночных импульсов. Мир Дж. Урол . (2015) 33: 479–85. DOI: 10.1007 / s00345-015-1504-9
PubMed Аннотация | CrossRef Полный текст | Google Scholar
6. Aldoukhi AH, Робертс WW, Hall TL, Ghani KR. Следите за своим расстоянием: роль рабочего расстояния лазерного волокна на фрагментацию при изменении ширины импульса или модуляции. Дж Эндоурол . (2018) 33: 120–6. DOI: 10.1089 / конец.2018.0572
CrossRef Полный текст | Google Scholar
7.Bader MJ, Pongratz T, Khoder W., Stief CG, Herrmann T, Nagele U, et al. Влияние длительности импульса на лазерную литотрипсию Ho: YAG: фрагментация и пылеобразование. Мир Дж. Урол . (2015) 33: 471–7. DOI: 10.1007 / s00345-014-1429-8
DOI: 10.1007 / s00345-014-1429-8
PubMed Аннотация | CrossRef Полный текст | Google Scholar
8. Кан Х.В., Ли Х., Тейчман Дж. М., О Дж., Ким Дж., Уэлч А. Дж.. Зависимость ретропульсии конкремента от длительности импульса при лазерной литотрипсии Ho: YAG. Лазеры Surg Med . (2006) 38: 762–72.DOI: 10.1002 / lsm.20376
PubMed Аннотация | CrossRef Полный текст | Google Scholar
9. Везель Ф., Хеккер А., Гросс А. Дж., Мишель М. С., Бах Т. Влияние энергии, частоты и длины импульса на эффективность фрагментации гольмиевого: иттрий-алюминиево-гранатового лазера при неплавающих искусственных мочевых камнях. Дж Эндоурол . (2010) 24: 1135–40. DOI: 10.1089 / конец.2010.0115
PubMed Аннотация | CrossRef Полный текст | Google Scholar
10. Aldoukhi AH, Hall TL, Ghani KR, Maxwell AD, MacConaghy B, Roberts WW.Температура чашечной жидкости во время литотрипсии мощным гольмиевым лазером на модели in vivo свиньи. Дж Эндоурол .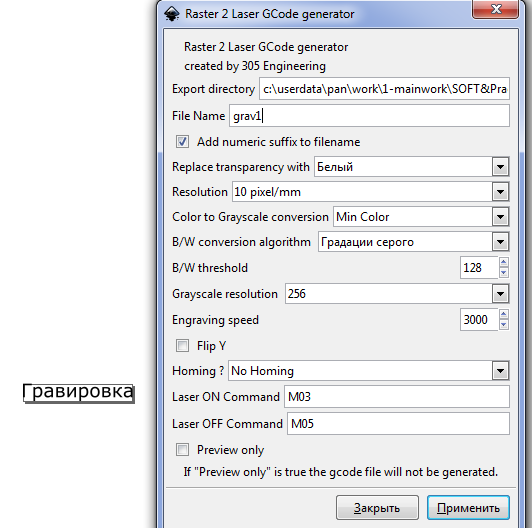 (2018) 32: 724–9. DOI: 10.1089 / конец.2018.0395
(2018) 32: 724–9. DOI: 10.1089 / конец.2018.0395
PubMed Аннотация | CrossRef Полный текст | Google Scholar
Универсальные лазерные системы Установки для резки акрила
Универсальная лазерная система – это высококачественная система, позволяющая резать многие типы материалов, в том числе акрил. Если вы только начинаете экспериментировать со своей машиной или создаете много лет, приведенная ниже таблица резки может послужить вам полезным справочником при резке акрила на вашем OMTECH.
Акрил – один из лучших материалов, с которыми вы можете экспериментировать на своем лазере. Это недорого, а благодаря тысячам комбинаций толщины, цветов и размеров акрила на выбор творческие возможности безграничны.
При использовании приведенных ниже настроек имейте в виду, что грязные линзы и зеркала могут снизить мощность, влияя на качество резки. В рамках вашего обычного обслуживания важно следить за тем, чтобы они были в высшей степени чистыми.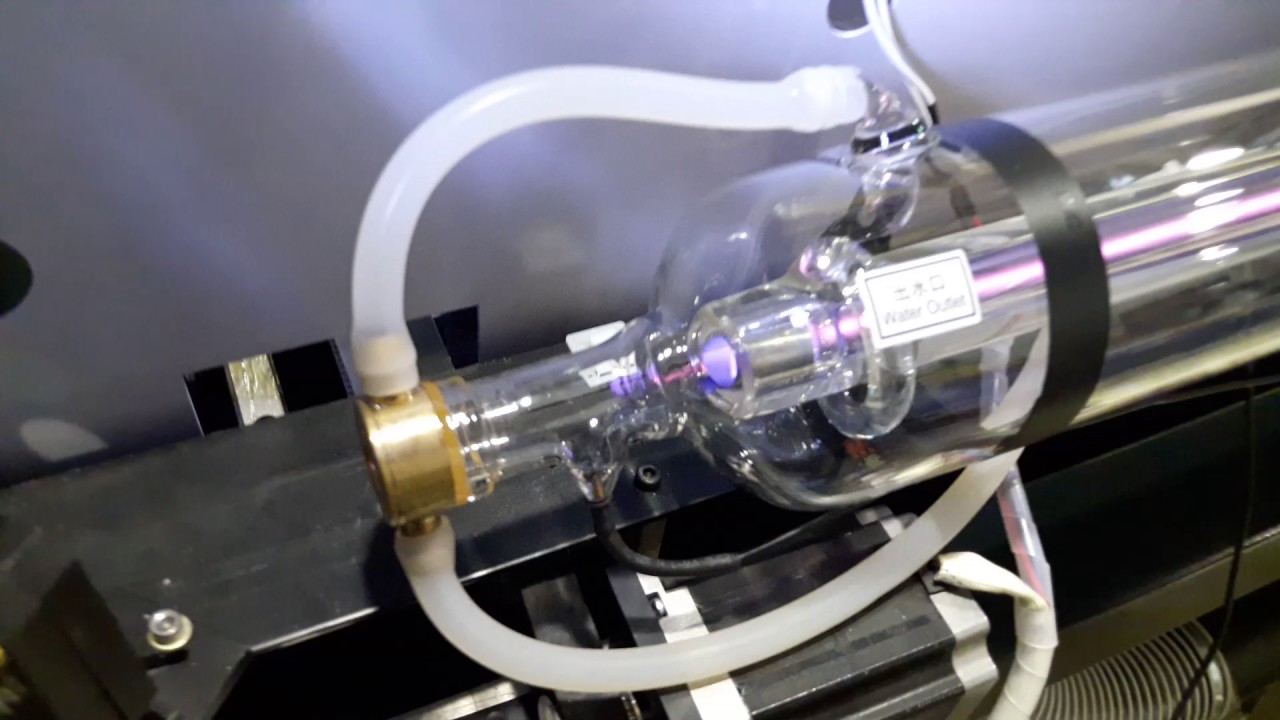
Направляющая для резки акрилового оргстекла – ULS
Материал – все 1/16 дюйма (0.06 “) Толстый акрил
ВЫРЕЗАТЬ:
Скорость: 13%
Мощность: 100%
Глубина: 0,060″
Гравировка:
Скорость: 100%
Мощность: 30%
Глубина: 0,060 дюйма
Материал: Все 1/8 дюйма (0,120 дюйма) Толстый акрил
РЕЗКА:
Скорость: 7 %
Мощность: 100%
Глубина: 0,120 дюйма
Гравировка:
Скорость: 100%
Мощность: 30%
Глубина: 0,120 дюйма
Материал: все 3/16 “(0.177 дюймов) Толстый акрил
РЕЗКА:
Скорость: 5%
Мощность: 100%
Глубина: 0,17 дюйма
Гравировка:
Скорость: 100%
Мощность: 30%
Глубина: 0,170 “
Материал: все 1/4 “(0,230”) толстый акрил
РЕЗКА:
Скорость: 4%
Мощность: 100%
Глубина: 0,230 дюйма
Гравировка:
Скорость: 100%
Мощность: 30%
Глубина:. 230 “
230 “
Материал: двухцветный гравировальный материал (1/16 дюйма)
РЕЗКА:
Скорость: 15%
Мощность: 100%
Глубина: 0,060 дюйма
Гравировка:
Скорость: 100%
Мощность: 30%
Глубина: 0,060 дюйма
Важно отметить, что есть несколько факторов, которые влияют на результаты резки и гравировки вашего станка. К этим факторам относятся:
● Убедитесь, что линзы правильно очищены
● Убедитесь, что фокусировка лазера правильно настроена
● Для более эффективных резов рекомендуется надлежащая подача воздуха
● Правильные настройки программного обеспечения
* Примечание. Приведенные выше настройки подходят для большинства разрезов, однако, если у вас возникли проблемы, напишите нам по адресу: sales @ delviesplastics.com
Best Boss Laser Settings для идеальных результатов (2021)
Умение эффективно проектировать, вырезать и гравировать материал на экране компьютера очень вдохновляет. Также этот навык сейчас востребован.
Также этот навык сейчас востребован.
Компания Boss Laser предлагает одну из лучших систем / станков для лазерной резки и гравировки. Его листовой металл, интерфейс, общая конструкция и корпус превосходны! Однако использовать Boss Laser в первый раз может быть немного сложно.Есть некоторые настройки, которые необходимо применить для получения идеальных результатов.
Эта статья посвящена тому, как пользователи Boss Laser могут добиться хороших результатов с помощью настроек. Это руководство будет полезно независимо от того, новичок вы в промышленных волоконных лазерных технологиях или у вас уже есть некоторый опыт. Продолжай читать.
Лучшие настройки для лазерных станков BossНиже приведены некоторые настройки для станков для резки и гравировки Boss Laser.
Для резки акрила используйте любую из следующих настроек:
- Для 65 Вт: мощность = 80%, скорость = 10 мм / с, толщина = 1/4 дюйма.
- Для 100 Вт: мощность = 75%, скорость = 15 мм / с, толщина = 1/4 дюйма.
- Для 150 Вт: мощность = 65%, скорость = 20 мм / с, толщина = 1/4 дюйма.

Для гравировки на акриле используйте любой из этих:
- Для 65 Вт: мощность = 25%, скорость = 350 мм / с, интервал / зазор между сканированием = 0,065 мм, толщина = любая.
- Для 100 Вт: мощность = 20%, скорость = 350 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = любая.
- Для 150 Вт: мощность = 15%, скорость = 350 мм / с, интервал / интервал сканирования =.065 мм, толщина = любая.
Для гравировки пробкового дерева:
- Для 65 Вт: мощность = 25%, скорость = 350 мм / с, интервал / зазор между сканированием = 0,065 мм, толщина = любая.
- Для 100 Вт: мощность = 20%, скорость = 350 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = используйте любую.
- Для 150 Вт: мощность = 15%, скорость = 350 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = используйте любую.

Для резки бальзового дерева используйте любую из следующих настроек:
- Для 65 Вт: мощность = 60%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
- Для 100 Вт: мощность = 55%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
- Для 150 Вт: мощность = 40%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
Для гравировки анодированного алюминия:
- Для 65 Вт: мощность = 35%, скорость = 325 мм / с, интервал / зазор между сканированием = 0,065 мм, толщина = используйте любую.
- Для 100 Вт: мощность = 20%, скорость = 325 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = используйте любую.
- Для 150 Вт: мощность = 15%, скорость = 325 мм / с, интервал / интервал сканирования =.065 мм, толщина = любая.
Для резки липы:
- Для 65 Вт: мощность = 60%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
- Для 100 Вт: мощность = 55%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
- Для 150 Вт: мощность = 40%, скорость = 25 мм / с, интервал / интервал сканирования = игнорировать, толщина = 1/8 дюйма.
Для гравировки на басовой древесине:
- Для 65 Вт: мощность = 35%, скорость = 350 мм / с, интервал / интервал сканирования =.065 мм, толщина = любая.
- Для 100 Вт: мощность = 25%, скорость = 350 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = использовать любую.
- Для 150 Вт: мощность = 20%, скорость = 350 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = используйте любую.
Для гравировки на стекле:
- Для 65 Вт: мощность = 27%, скорость = 325 мм / с, интервал / зазор между сканированием = 0,065 мм, толщина = любое.
- Для 100 Вт: мощность = 25%, скорость = 325 мм / с, интервал / интервал сканирования = 0,065 мм, толщина = используйте любую.
.jpg)