ТОП-15 ошибок на лазерном станке – видео и статья
Содержание
- Несоблюдение техники безопасности
- Неправильная юстировка
- Отсутствие компрессора
- Работа без системы охлаждения
- Настройка силы тока лазерной трубки
- Настройка фокусного расстояния
- Перетянутые или недотянутые ремни
- Плохо закреплённая линза
- Неправильно подготовленный файл для резки
- Работа без оптимизации реза
- Неправильные параметры резки
- Работа в чистовую
- Отсутствие ухода за станком
- Неправильная парковочная позиция
- Станок не включается
В этой статье мы представим вам ТОП-15 ошибок при работе на лазерных станках, начиная от самых серьёзных и очевидных до глупых и нелепых. Они могут съесть у вас немало времени, нервов и денег.
Давайте начнём с самого очевидного – несоблюдение техники безопасности.
Несоблюдение техники безопасности
Если у вас есть лишние пальцы, глаза или деньги, то вы, конечно, можете пролистать этот пункт и перейти сразу к следующему. Но если нет, давайте поговорим.
Но если нет, давайте поговорим.
Травмы, ожоги, причём как кожи, так и глаз, и лёгких, вывод из строя станка, комплектующих и пожар — это всё может случиться при несоблюдении техники безопасности.
Основное, на что стоит обратить внимание – заземление, вытяжка, стабилизатор и работа с правильными материалами. Например, нельзя резать ПВХ. На этом станке кто-то однажды попробовал это сделать.
Давайте посмотрим. Мы возьмём одну ламель. Вот так она выглядит.
Она вся покрыта ржавчиной, и это меньшая из бед, потому что вы можете получить ожог лёгких от работы с ПВХ.
Самое главное – никогда не оставляйте станок в работе без присмотра. 95 % пожаров происходит именно по этой причине. И в первые минуты пожар ещё можно успеть потушить.
Всегда надо помнить про траекторию движения луча и желательно не попадать под него, потому что это может быть больно. И вообще лучше всегда работать с закрытой крышкой.
Неправильная юстировка
Юстировка – это настройка положения зеркал для корректной передачи лазерного луча от излучателя до материала.
Лазерный станок, как гитара, если не настроишь, нормально играть будет невозможно.
Неправильно настроенная юстировка ведёт за собой искажения в макете, понижение мощности, прорезающей способности, раздвоения луча, толстый или чёрный рез.
Как только появились проблемы с резкой, сразу нужно проверить юстировку. Чаще всего дело именно в ней.
А ещё проблемы бывают при отсутствии компрессора.
Отсутствие компрессора
Компрессор охлаждает линзу и выдувает продукты горения из зоны резки.
Чем мощнее подача воздуха, тем чище рез и тем он быстрее и качественнее. Без компрессора продукты горения остаются на линзе, лазерный луч их разогревает. Таким образом, линза быстрее выходит из строя, она перегревается и лопается. А разве вам это нужно?
Работа без системы охлаждения
Работать совсем без системы охлаждения невозможно. Мы думаем, что все это прекрасно понимают. При перегреве трубки появляются микротрещины, она теряет в мощности и преждевременно выходит из строя.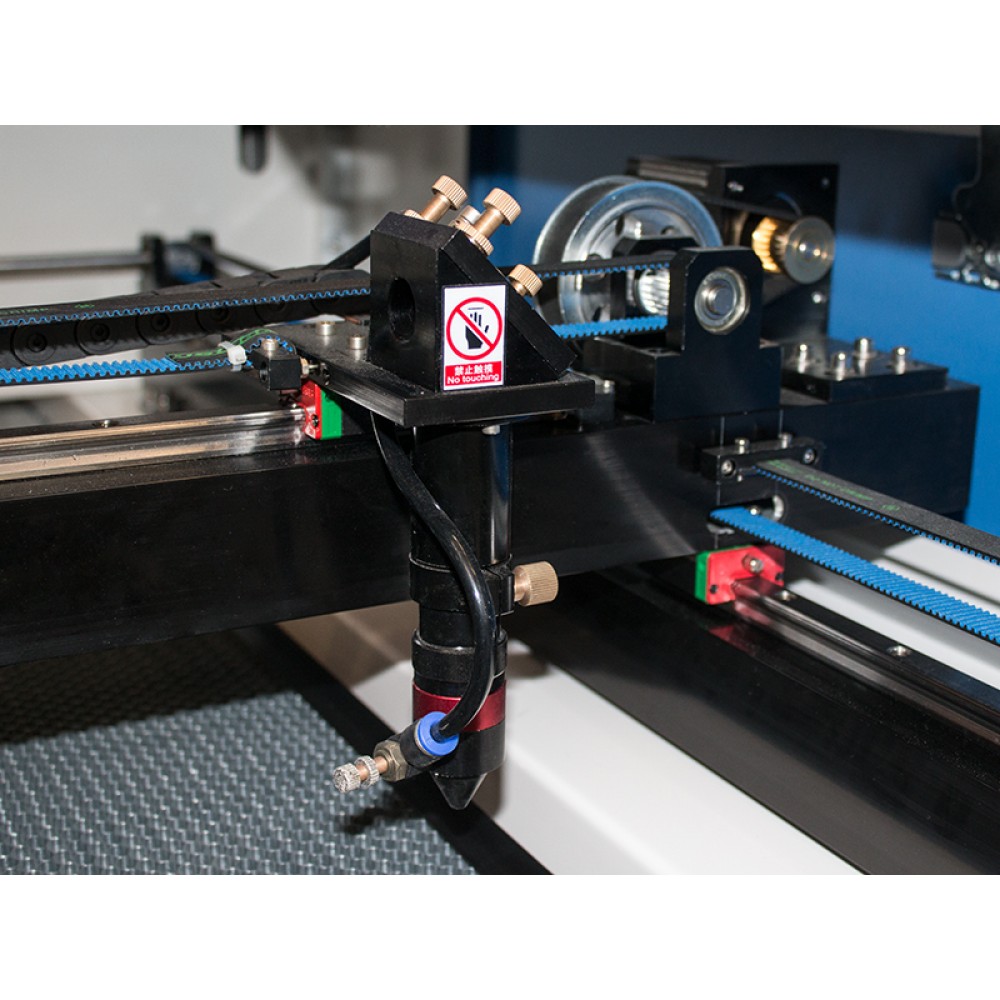
Если вам нравится мастерить что-то своими руками, вы, конечно, можете придумывать пивные охладители, кулеры от девятки, вентиляторы и прочие хендмейд разработки.
Но нужно тщательно следить, чтобы в самодельный охладитель не попадал даже самый мелкий мусор, потому что он оседает на трубке и тоже негативно влияет на срок её службы. Если вы хотите работать без заморочек, то гораздо проще купить уже готовый чиллер. Например, CW-5000 и забыть о такой проблеме, как охлаждение.
Чиллер имеет замкнутый контур, и вода не контактирует с внешней средой. Главное, остаётся только раз в полгода менять воду и поглядывать на табло во время работы.
И самое главное – не забывайте включать систему охлаждения перед работой.
Настройка силы тока лазерной трубки
Если сила тока слишком высокая, то электроды лазерной трубки перегреваются, просаживается мощность. И месяца через три трубка выходит из строя. А если сила тока будет слишком слабой, то вы просто не используете ресурс мощности, заложенный в трубке.
Обязательно настраивайте силу тока в соответствие с заводскими рекомендациями.
Настройка фокусного расстояния
Неправильная настройка фокусного расстояния даёт потерю мощности, косой торец или нечёткий рисунок. Осуществляется настройка засчёт поднятия и опускания сопла.
Есть фокусные пластинки, которые идет в комплекте со станком, но они не всегда корректны, потому что, во-первых, истинное фокусное расстояние не всегда точно соответствует тому, что выставили на заводе. А, во-вторых, фокусное расстояние нужно настраивать в зависимости от задачи.
То есть, одно дело гравировка материала, а совсем другое – резка толстых материалов.
Перетянутые или недотянутые ремни
На самом деле, ремни всегда лучше слегка недотянуть, чем перетянуть. Слишком сильное перетяжение ремней чревато повышенным износом, дрожанием реза на поворотах, скрипом и в особо сложных случаях даже пропуском шагов.
Сильно недотянутые ремни дают нарушение геометрии изделий и нарушение качества гравировки.
По идее ремни не должны сильно болтаться, но вы должны без особых усилий мочь передвинуть рабочую голову руками. Если это даётся с большим трудом, просто немного ослабьте ремни.
Плохо закреплённая линза
Иногда случается так, что человек достаёт линзу, протирает её, вставляет обратно и толком не закрепляет её. Тогда рабочая голова движется, линзу потряхивает и получается неровный рез.
Неправильно подготовленный файл для резки
Это отдельная большая тема, но давайте пройдёмся по основным моментам. Лишние, наложенные друг на друга линии – это то, от чего нужно избавляться, потому что станок при работе будет дважды проходить по одному и тому же месту.
Разбитые на сотни маленьких отрезков файлы – такое случается при кривом экспортировании, например, из инженерных программ. К примеру, AutoCAD. Файл будет отображаться некорректно и вместо плавных линий вы будете получать просто ломаные отрезки.
И, конечно, не забывайте, что масштаб должен быть 1/1.
Работа без оптимизации реза
Оптимизация приоритетов резки задаёт, какие линии и, с какой последовательностью станок будет резать. К примеру, если вам нужно вырезать узор внутри круга, то сначала вы вырезаете сам узор, а потом уже круг. Если вы сделаете наоборот, получится так, что ваш узор может не совпасть с макетом.
Также, порой некоторые задачи выполняются часами, хотя при должной оптимизации этот процесс можно сократить в разы.
Неправильные параметры резки
Это мощность, скорость, ускорение и длина шага при гравировке. Неправильно подобранные параметры чреваты недорезкой или пережогом материала. Например, люди часто пренебрегают минимальной угловой мощностью.
Если задать определенную скорость на резку, станок движется с непостоянной скоростью, у него есть ускорение и замедление, например, на углах и в местах поворотов. Если станок будет работать с одинаковой мощностью, он будет пережигать материал в местах соединения движения.
Чтобы этого не происходило нужно задавать минимальную мощность, и она будет изменяться пропорционально скорости.
Работа в чистовую
У вас всегда должен быть образец качества. Нужно закладывать материалы на опытный образец. И материалы под брак – 10-15 % от общего числа. Могут быть, например, проблемные места, типа сучков у фанеры, или сыграет просто человеческий фактор, например, вы случайно сдвинете материал и всё – образец испорчен.
Отсутствие ухода за станком
Казалось бы, банальная вещь, но многие этим пренебрегают – это уход за станком. Пыль и грязь, как мы все знаем, электропроводные, и если где-то происходит небольшой пробой контакта, то по этой пыли и грязи электричество уходит, куда – неизвестно.
Может пройти по всей трубке, попасть в корпус или ещё куда-то. 30 тысяч вольт при силе тока в 20-30 миллиампер для человека не сильно страшно, но тряхонёт – неприятно, но не смертельно.
Однако, даже при такой маленькой силе тока эти 30 тысяч вольт попадают по корпусу на электронные компоненты вашего станка, и они могут вывести их из строя. Электроника станка, как и любая друга, не любит пыль, которая может привести к короткому замыканию или перегреву оборудования.
Так что, протирая пыль с гравера и лазерной трубки, вы продлеваете им жизнь.
И не забывайте протирать ламели от смол и других продуктов горения, потому что в противном случае вы столкнётесь не только с гарью на обратной стороне материалов, но может также произойти возгорание.
Неправильная парковочная позиция
Часто люди, не читая инструкции и не до конца понимая, как работают программы, нажимают все галочки подряд и получают непредсказуемые результаты.
У лазерного гравера есть такая функция, как Docking point или парковочная позиция. В неё станок уходит после окончания обработки макета. Это может быть удобно, например, для смены материала после текущей работы.
Если эту точку задать вне координат рабочего стола, то по завершению макета олова попытается прийти туда игнорируя концевые датчики и размеры стола.
То есть, она просто будет долбиться о край, пока вы что-нибудь не предпримете или, пока она не сломается. Помните, что Docking point привязывается к макету. Если макет подгружен с ним в станок, то когда вы вернётесь к нему, он будет вести себя всё так же.
Если макет подгружен с ним в станок, то когда вы вернётесь к нему, он будет вести себя всё так же.
Вам нужно удалить все старые макеты, созданные с неправильной парковочной позиции.
Станок не включается
Самая распространённая неисправность – это следствие невнимательности оператора станка. Не подключенное питание, открытая крышка, не повёрнутый ключ, отключенный usb-провод и другие, казалось бы, очевидные моменты ставят в тупик.
Будьте внимательны и осторожны при работе со станками, читайте инструкции и соблюдайте рекомендации.
Если вы хотите, чтобы мы осветили одну из 15 ошибок поподробнее, напишите об этом в комментариях. Надеемся, что наша статья была для вас полезной.
ТОП 10 советов и приемов для резки и гравировки на лазерном станке
Одна из замечательных особенностей лазерных станков для резки и гравировки – это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок.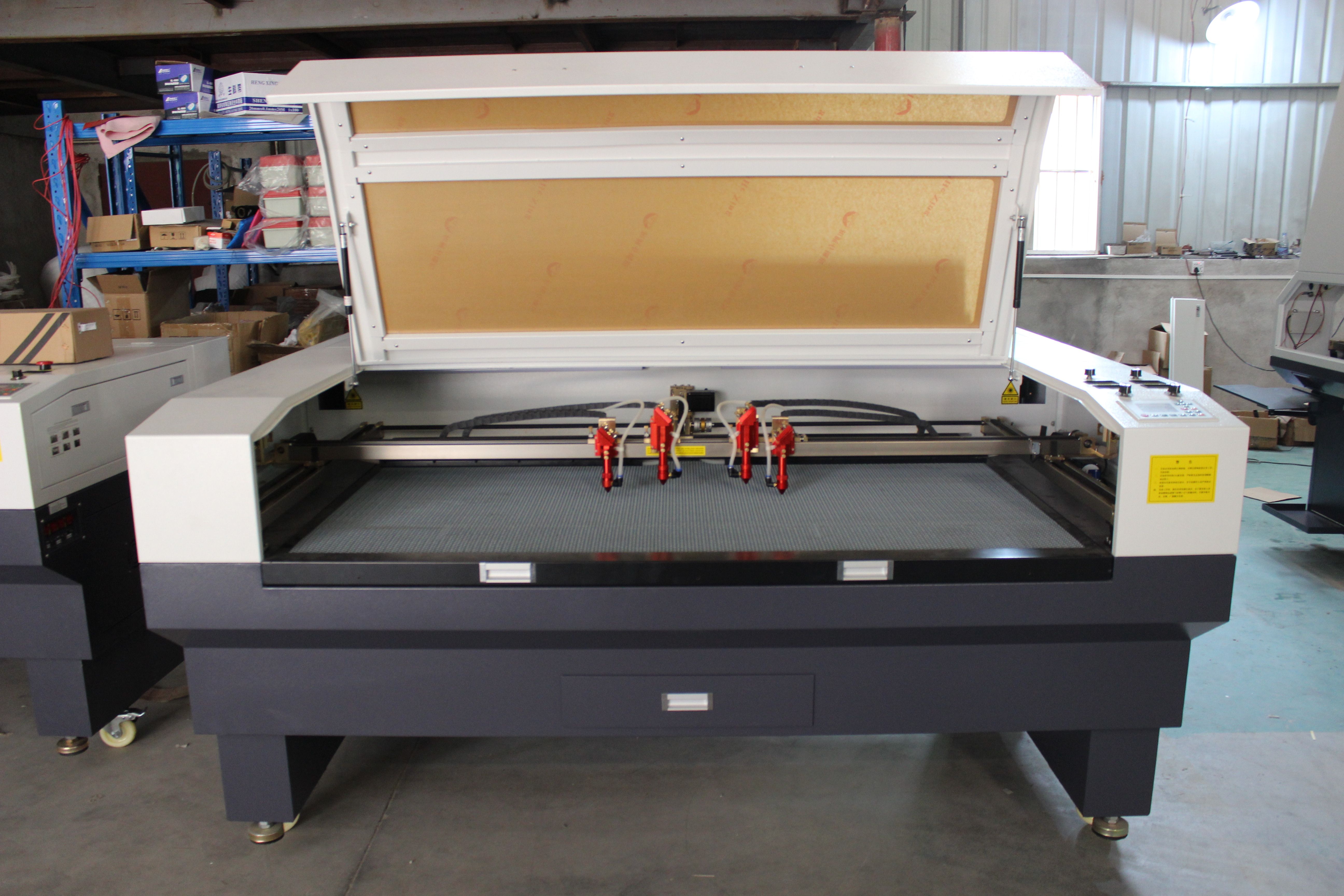 Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это – разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
Есть легкий способ сделать это – разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта.
Совет № 3: Подбор материала для лазерной резки или гравировки
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, – это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Это также тратит время на ненужный порез.
Способ исправить это – удалить одну из удвоенных линий. Нарисуйте один из квадратов с 3 сторонами, но он должен быть напротив квадрата с 4 сторонами.
Совет №5: Линии – растр против вектора
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов.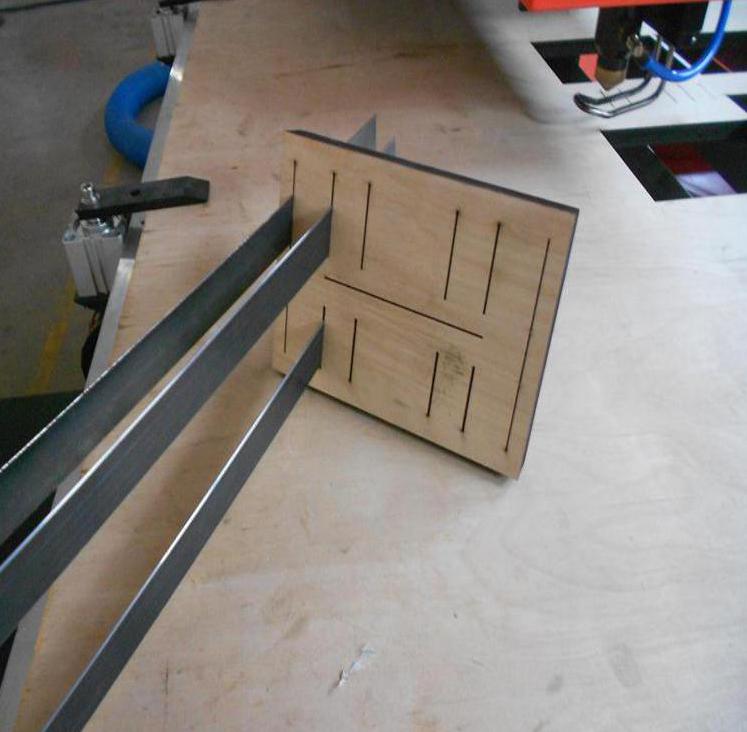 Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения
Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения
Разрешение – это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки.
Совет № 9: Как гравировать несколько изделий за раз
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Или можно нарисовать горизонтальные и вертикальные центральные линии.
Как правильно настроить фокус на лазерном станке
Перед тем как начать резать металл необходимо установить оптимальное фокусное расстояние между лазерной головкой и разрезаемым материалом.От правильности настройки фокуса зависит ширина и качество реза, образование грата, скорость резки.
Фокусное расстояние
Если двумя словами, то фокусное расстояние это расстояние от линзы до фокусной плоскости. В нашем случае за фокусную плоскость принимаем заготовку – металлический лист.
Положение сфокусированного пятна (фокальной точки) над фокусной плоскостью называется положительной, а положение под заготовкой называется отрицательной.
Значение положения фокуса
Значение фокусного расстояния влияет на размер размера пятна на поверхности или внутри металической заготовки: так при увеличении фокусного расстояния увеличивается диаметр пятна, а ширина реза увеличивается.
Положительный фокус
Это фокусное расстояние при котором луч лазера фокусируется выше поверхности заготовки.Как правило такая фокусировка используется для кислородной резки заготовок из углеродистой стали.
Такой способ резки реализует удаление шлака и помогает кислороду достигать нижней поверхности заготовки для участия в полной реакции окисления.
Чем больше значение положительного фокуса, тем больше диаметр пятна лазера на поверхности заготовки,
тем больше нагрев и добавление тепла вокруг щели, и тем более гладкой и яркой режущей поверхности из углеродистой стали.
Отрицательный фокус
То есть фокус резания находится в заготовке. В этом режиме, поскольку фокус находится далеко от режущей поверхности, ширина резания является относительно большей, чем точка резания на поверхности заготовки. В то же время поток режущего воздуха велик, и температура является достаточной.При резке нержавеющей стали целесообразно использовать резку с отрицательным фокусом, поверхность реза имеет однородную текстуру и хорошее поперечное сечение.

Перфорация пластины перед резкой. Поскольку перфорация имеет определенную высоту, перфорация использует отрицательный фокус, который может гарантировать, что размер пятна в позиции перфорации является наименьшим, а плотность энергии – наибольшей.
Нулевой фокус
То есть фокус резания находится на поверхности заготовки. Как правило, режущая поверхность, близкая к фокусу, является относительно гладкой, в то время как нижняя поверхность вдали от режущего фокуса является шероховатой. Этот случай в основном используется для непрерывной лазерной резки тонких пластин и импульсного лазерного испарения с высокой пиковой мощностью для резки слоев металлической фольги.Выбор фокусировки для лазерной резки определяется не материалом режущей пластины (нержавеющая сталь, углеродистая сталь), а методом резки (окислительная резка, расплавленная резка).
Итоги
В станке лазерной резки металла необходимо использовать разные режимы фокусировки для обработки разных заготовок. Благодаря разным позициям фокусировки и способам регулировки разных типов режущих головок пользователи могут комбинировать различные эффекты положительной и отрицательной фокусировки при резке нержавеющей и углеродистой стали, комбинируя свои собственные потребности в обработке. Чтобы выбрать подходящий метод фокусировки, мы можем в полной мере оценить преимущества станков для лазерной резки!
Чтобы выбрать подходящий метод фокусировки, мы можем в полной мере оценить преимущества станков для лазерной резки!Настройка лазерного станка обновлено 01.05.2020 — MULTICUT
Лазерный станок с ЧПУ – один из наиболее универсальных видов оборудования для точного раскроя листовых заготовок и гравировки на поверхностях, которые не могут быть обработаны механическим способом. Благодаря способности справляться с низкоплотными, хрупкими, сверхтвердыми или, наоборот, мягкими материалами лазеры получили широкое применение в изготовлении рекламной продукции, мебели и других видов производства. В конструкции станка объединены оптика, механика, электроника. Для получения качественной продукции важно, чтобы он работал как единая система.
Мы предлагаем рассмотреть основные принципы первоначальной настройки лазерного станка. Это поможет поддерживать оборудование в работоспособном состоянии и предотвратить получение некондиционных или бракованных изделий.
Из чего состоит лазерный станок?
Конструкции лазерного и фрезерного станков имеют много общего: стойка ЧПУ, станина, портал и каретка с механизмами перемещения. Главное отличие – это конструкция рабочего органа. Вместо шпинделя с фрезой или гравером лазерный станок оснащен трубкой и оптической системой.
Большинство лазерных резаков и граверов – двухосные, и все перемещения выполняются по осям X и Y. Перемещение по оси Z во время выполнения станком команд управляющей программы не требуется. Существуют станки с дополнительной поворотной осью, которые выполняют гравировку на поверхностях тел вращения.
Особенности строения оптики
В станках используются лазеры с разными рабочими средами: полупроводниковые, твердотельные и газоразрядные. Последние в силу своей дешевизны и сравнительно высокого КПД чаще всего используются в раскроечно-гравировальных станках. Оптическая система состоит из трех зеркал и линзы. Первое зеркало закреплено неподвижно относительно лазерной трубки, остальные – перемещаются по осям X и Y. При встрече с каждым из них луч меняет направление на 90°.
После отражения от третьего зеркала луч попадает в фокусирующую линзу, которая собирает световой поток в узкий пучок и концентрирует энергию в одной точке. Ключевые характеристики этого элемента оптики:
- Диаметр. Его выбирают исходя из размеров рабочего поля станка. Чем больший путь приходится проходить пучку света от лазерной трубки до линзы, тем больше он рассеивается.
- Материал. Большинство CO2 лазеров хорошо работают с линзами с покрытием ZnSe или GaAs. Селенид цинка и арсенид галлия не поглощают излучения с длиной волны 10 мкм.
- Фокусное расстояние. По этому параметру линзы условно разделяют на короткофокусные и длиннофокусные. Первые позволяют добиться лучшей фокусировки. Они используются для резки пленок и тонкого листа, а также для гравировки. Вторые служат для резки толстых листовых материалов.
Этапы настройки станка
Чтобы станок резал качественно и безошибочно повторял исходный рисунок, его необходимо правильно настроить.
Перед тем как юстировать лазерный станок, необходимо выполнить несколько подготовительных операций:
- установить и отрегулировать станину по горизонту;
- проверить правильность установки лазерной трубки.
- подключить заземление;
- убедиться в надежности присоединения высоковольтных проводов;
- собрать систему охлаждения и проверить ее работоспособность;
- протестировать механику станка, убедиться в отсутствии вибраций.
Последняя подготовительная операция может занять некоторое время, зависящее от конструкции приводов перемещения.
Юстировка оптики лазерного гравера заключается в установке зеркал в положения, при которых световой поток будет падать на них под углом 45°. При отражении от первых двух поверхностей луч должен оставаться в горизонтальной плоскости, а после отражения от третьей – попадать точно в центр тубуса с фокусирующей линзой. Для регулировки положения зеркал по вертикали, горизонтали и диагонали на держателе каждого из них предусмотрено три юстировочных винта.
Юстировку лазера проводят последовательно для всех зеркал и начинают с неподвижного. Одна из основных сложностей состоит в том, что поток излучения CO2 лазера находится в невидимой части спектра. На многих станках, рассчитанных на пользовательскую настройку оптики, для этого предусмотрен инструмент, который называется пилотным лучом. Это устройство имеет простую конструкцию и почти не отличается от светодиодной лазерной указки, однако позволяет точно и быстро настроить оптику.
Станки без пилотного луча юстируют при помощи кружков бумаги, которые наклеивают на зеркала. При этом необходимо отрегулировать мощность трубки, чтобы несфокусированный луч выжигал след на импровизированной мишени. Такая юстировка небезопасна. Из-за случайного отражения невидимого луча можно получить ожог глаз или кожи. Наиболее сложной операцией считается настройка последнего зеркала, которое отправляет луч на линзу. Чтобы заклеить ее бумагой, приходится снимать сопло. Нередко весь цикл юстировки приходится повторять несколько раз.
Кто должен настраивать лазерный станок?
Приобретая бюджетную модель малоизвестного производителя, нужно быть готовым к юстировке лазерного станка своими руками. При этом важно соблюдать технику безопасности – защитить глаза и кожу. Попадание луча может причинить серьезную травму. Более ответственные производители включают инструкцию по установке лазерного станка и юстировке оптики в пакет документов. При соблюдении порядка настройки вероятность допустить ошибку невысока, однако она все равно существует.
Компания MULTICUT производит раскроечно-гравировальные станки с размером рабочего поля 1530 × 3050 × 30 и 2030 × 3050 × 30. CO2 лазер мощностью 60, 80 или 150 Вт закреплен на портале, что позволило значительно снизить потери на рассеивание и повысить производительность оборудования. Настройка приводов перемещения со строгим соблюдением параллельности балки и рабочего поля выполняется один раз перед запуском. Жесткость несущих элементов и точная механика станка обеспечивают работу без перекосов и стабильность качества резки и гравировки.
Одно из ключевых преимуществ оборудования MULTICUT состоит в том, что все пуско-наладочные работы, включая настройку зеркал лазерного станка, выполняются инженерами компании бесплатно. Параллельно проводится обучение технических специалистов покупателя работе и ежесменному обслуживанию. В гарантийный период сервисный инженер компании MULTICUT проводит консультирование по режимам эксплуатации, работе с программным комплексом и устранению неисправностей. Благодаря такому подходу заказчик получает станок в работу сразу же после приобретения.
Ознакомиться со всеми преимуществами станков можно на официальном сайте и в демонстрационном зале MULTICUT. Также вы можете получить любые технические консультации у сотрудников компании по телефону.
Юстировка лазерного станка своими руками
В процессе эксплуатации лазерного станка, вследствие его интенсивной работы длительное время, может возникнуть рассогласованность элементов его оптической системы. Чтобы восстановить корректную работу аппарата, необходимо выполнить настройку его оптических узлов.
Читайте материал о порядке юстировки лазерного станка своими руками.
Содержание
Юстировка лазерного станка
Как и в любом сложном оборудовании, в лазерных станках, при длительной эксплуатации, может нарушиться изначальная настройка. Самое уязвимое место — система зеркал. При работе станка возникает дым, который частично оседает на зеркалах, из-за чего уменьшается их отражающая способность, поверхности зеркал нагреваются и могут выйти из-строя, лопнуть или сгореть.
Если зеркало лопнуло или оплавилось, то тут поможет только замена зеркала.
Если CO2-излучатель работает без проблем, зеркала чистые, а резки и гравировки не происходит, то скорее всего необходимо произвести юстировку станка.
Правила юстировки лазера
Основа юстировки оптической системы лазерного станка заключается в последовательной настройке каждого зеркала, которая позволит направить лазерный луч из трубки в фокусирующую линзу. Попытка исправить нарушение, отрегулировав только одно зеркало, усугубит проблему. Настраивать зеркала необходимо последовательно, от первого оптического узла к третьему.
В процессе юстировки первого и второго оптического узла допускается отклонение лазерного луча от центра. Луч может отражаться с легким смещением на одной из половин зеркала. После дополнительной настройки зеркала след будет падать на вторую половину. Следует помнить, что лучевой след не должен смещаться вдоль зеркальной плоскости, когда она перемещается вдоль координатной оси.
Самый важный этап настройки — третий оптический узел, который расположен у тубуса с линзой. В данном случае луч должен отражаться строго по центру, проходить параллельно центральной оси линзы. В случае отклонения луча по вертикали будет повреждена насадка излучателя.
Подготовка к юстировке лазерного станка
Источник: promzn.ru
Надежная юстировка лазерного станка осуществляется или при помощи встроенного юстировочного лазера, или с помощью светодиодной лазерной указки. Подготовка к юстировке осуществляется в такой последовательности:
- Из лазерной указки извлекается лазерный модуль;
- Светодиодный модуль подключают к источнику электроэнергии;
- На третье зеркало станка наклеивают скотч, в то же время каретка зеркала должна находиться на максимальном расстоянии от излучателя;
- Включить рабочий лазер, чтобы прожечь отметку на мишени;
- Через 10 минут после выключения рабочего лазера в лазерной трубке крепится светодиодный модуль. Для надежной фиксации можно использовать поролон;
- После включения светодиодного модуля красная точка должна попасть в прожженный участок мишени.
Использование луча светодиодной указки не представляет опасности для оператора, поэтому юстировка не составит труда.
Как юстировать лазерный станок своими руками: пошаговая инструкция
Регулировка положения лазерной трубки
Начинать юстировку следует с регулировки положения лазерной трубки. Скотч, который выполняет роль мишени, наклеивают на первое зеркало. Затем трубку настраивают так, чтобы луч попадал в центральную часть мишени.
Установка мишени на зеркала
На следующем этапе мишень устанавливают на второе зеркало, что позволяет отрегулировать первое. Задача состоит в том, чтобы метка попала в центр при расположении каретки на оси Y на разных расстояниях от неподвижного узла. Направление луча регулируется при помощи винтов неподвижного зеркала.
Регулировка третьего оптического узла
Скотч наклеивают на третье зеркало, после чего повторяют предыдущую процедуру, но уже со вторым зеркалом. След от лазера должен попасть в центр. Следует на оси X выставить третье зеркало в предельные положения, чтобы убедиться в точности попадания на разных полюсах.
Совмещение мишени и сопла
Наибольшую сложность представляет юстировка третьего оптического узла. Обязательно нужно отрегулировать положение лучевой метки, чтобы она находилась в центре мишени, которая находится на рабочем столе.
Отладка лазерного станка
На завершающем этапе нужно убедиться, что круг мишени по диаметру совпадает с выходным соплом. Для этого поверхность рабочего стола поднимается до контакта с соплом, а затем рабочий стол медленно опускают, контролируя расположение мишени. Когда стол находится в нижнем положении, винтами третьего зеркала регулируется положение лазера.
Нюансы, которые надо учитывать при юстировке лазера своими руками
Самостоятельная настройка лазерного аппарата требует от специалиста максимальной внимательности на каждом этапе. При неправильной настройке, в лучшем случае, придется повторить юстировку, а в худшем, если рабочий луч лазера отклонится от верной траектории, может быть испорчено оборудование.
Важные нюансы при юстировке лазера:
- При подготовке, лазерную трубку следует установить параллельно оси X и надежно закрепить — это облегчит весь процесс юстировки;
- После окончания юстировки — мишени из скотча следует аккуратно отклеить, а зеркала протереть ватными палочками со средством для чистки оптики;
- После завершения юстировки, при первом пуске рабочего лазера, следует установить мощность луча на минимум.
Выполнение самостоятельной юстировки лазерного станка — процесс несложный, при соблюдении описанных выше правил. Работа не требует специальных инструментов, а благодаря использованию лазерной указки процесс становится безопасным.
Купите лазерный станок с ЧПУ в Top 3D Shop — получите качественное оборудование на гарантии, лучшую техподдержку и отличный сервис.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Параметры лазерной резки • reklamont.ru
| Материал | Толщина, мм | Скорость, мм/сек | Мощность, % от мощности трубки | Примечание |
|---|---|---|---|---|
| Ткань (синтетика, натур.), кожзам | до 1,5мм | 60-80 | 10-30 | Мощность зависит от плотности ткани |
| Бумага, картон | до 1мм | 60-80 | 10-20 | |
| 2мм | 60-80 | 20-30 | ||
| 3мм | 60 | 40 | ||
| Гофрокартон | 1-4мм | 60 | 40 | |
| Кожа, натуральная | 0,5-1мм | 50 | 50 | При толщине более 1,5мм., заметна не большая деформация края |
| до 1,5мм | 40 | 65 | ||
| Резина, силикон | 2-3мм | 10-15 | 90 | |
| Акрил | 1,5-2мм | 35-40 | 80 | |
| 3мм | 25 | 90 | ||
| 4мм | 18 | 93 | ||
| 6мм | 14 | 93 | Рекомендуется использование длиннофокусной линзы | |
| 8мм | 9 | 93 | ||
| 10мм | 5 | 93 | ||
| ПЭТ | 0,5-1,5мм | 60 | 40 | Лучше изготавливать на фрезере |
| Полистирол | 2мм | 16 | 93 | Материал текуч |
| Поликарбонат | 3мм | 10 | 93 | больше 3 мм резать возможно с компрессором не менее 2.2 kW |
| Полипропилен | 2мм | 13 | 80 | Материал текуч |
| Пенопласт, пеноплекс, пеноплистирол | 10-100мм | 15-20 | 10-35 | Рекомендуется использование длиннофокусной линзы |
| ПВХ, линолеум | Запрещен к резке (выделение хлора при резке) | |||
| Фторопласт | Высокотоксичные выделения при резке | |||
| Фанера | 3мм | 40 | 60 | Значения даны для фанеры из березы, сорт 2/2. Чем хуже сорт — тем ниже будет скорость. |
| 4мм | 30 | 70 | ||
| 6мм | 22 | 90 | ||
| 8мм | 16 | 90 | ||
| Дерево (массив) | 3мм | 40 | 60 | Порода дерева — береза. Чем более смолистая порода — тем хуже будет резка. Свыше 8 мм. требуется подключение компрессора не менее 2.2 kW |
| 4мм | 50 | 70 | ||
| 8мм | 30 | 85 | ||
| 16мм | 10 | 85 | ||
| ДВП, в т.ч. МДФ | 3мм | 12 | 85 | |
Гравировка
| Материал | Толщина, мм | Скорость, мм/сек | Мощность, % от мощности трубки | Примечание |
|---|---|---|---|---|
| Ткань (Джинса, кожзам) | 250-300 | 6 | Чем мельче детали — тем меньше скорость | |
| Кожа | 250 | 14 | ||
| Картон, микрогофрокартон | 250 | 10 | ||
| Резина (гравировка печатей) | 250 | 28 | ||
| Акрил | 200 | 14 | ||
| ПЭТ | 200 | 11 | ||
| Двухслойный Полистирол | 200 | 12 | ||
| Дерево, фанера | 250 | 14 | ||
| Камень, стекло, зеркало, керамика | 300 | 15 | ||
| Окрашенный металл | 250 | 14 |
Не рекомендуется ставить параметр «Мощность» выше 85. Крайне не рекомендуется выше 95. Это ускоряет износ и уменьшает ресурс лазерной трубки.
Технология настройки оборудования лазерной резки
В компаниях занимающихся разработкой лазерного оборудования, точность лазера доводят до возможных пределов. Крошечные кубики кристаллов лазера размером 5×5мм. содержат в себе целую лазерную систему с зеркалами и усиливающей средой. Свет в них отражается 100 000 млн. раз/сек. При помощи технологии дистанционного сканирования лазерный луч скользит по поверхности на сверхвысоких скоростях.
Компаниям которые производят сверхмощные промышленные лазерные установки, для того чтобы зарядить энергию усиливающую среду внутри такой установки потребуется немалое напряжение, её не включишь в обычную розетку на 220 вольт. К таким предприятиям подводят электросети напряжением более 400 Вольт и силой тока более 100А. Усиливающей средой, в таких установках является двуокись углерода, электричество возбуждает газовую среду, которая усиливает луч каждый раз, когда он отраженным проходит от зеркала к зеркалу на двух концах резонатора.
Всего одна пылинка попавшая внутрь резонатора нарушит целостность луча, поэтому зеркала в резонатор устанавливаются внутри стерильных помещений.
После сборки резонатора его нужно настроить для достижения максимальной эффективности луча, но настраивать лазер трудоемкое занятие, луч не виден, но смертельно опасен, он прорезает сталь толщиной 2, 5 см. за долю секунды.
Был придуман способ испытания невидимого луча, на установку монтируют кубик прочного акрила, по которому и выстреливают лучом, одной вспышки достаточно, чтобы прожечь кубик.
А форма прожжённого участка отражает форму луча, его можно сравнить с лазерным отпечатком пальцев. Чтобы луч можно было использовать в качестве промышленного резака стальных листов, его нужно настроить нужным образом, для настройки лазерного луча используют специальный инструмент, которым регулируют зеркала, в вертикальных и горизонтальных плоскостях, т.к. каждое изменение зеркал вызывает значительные изменения в луче, его настройка длительный и трудоемкий процесс.
В конце настройки лазерного оборудования в акриловом кубике должен получиться равномерный остроконечный конус, это значит луч оптимизирован для резки стали.
При помощи лазера, возможно вырезать даже металлические детали для автомобилей, в компьютер лазерного оборудования вводится шаблон резки, устанавливаются стальные листы и под контролем оператора лазерной резки происходит весь процесс.
Похожие посты
Понравилась запись? Поделись с друзьями!
Как начать бизнес по лазерной резке
Если раньше крупные торговые марки были признаком превосходства, то теперь потребители переходят на мелкосерийные изделия ручной работы. Люди устали от единообразия массового производства и ищут продукты, которые отражали бы их индивидуальность.
Люди считают, что независимые производители обеспечивают более высокое качество и помогают им найти сообщение, с которым они тесно связаны. Бизнес по лазерной резке позволяет извлечь выгоду из этой растущей тенденции с минимальными начальными затратами.
В рекламе и маркетинге компании уже давно осознали, что эмоциональная связь жизненно важна для того, чтобы заставить покупателей расстаться со своими деньгами. Таким образом, спрос на индивидуализированные продукты и услуги со стороны малых и средних производителей высок. Вот почему сейчас лучшее время, чем когда-либо, для открытия собственной компании.
Если вам удастся захватить воображение потребителей, ваше малое предприятие будет расти и развиваться.
Что такое лазерная резка?В станках для лазерной резки используются мощные ультратонкие лазерные лучи для травления, гравировки или резки материалов.Вы можете создавать рисунки и узоры, используя сфокусированные лазерные лучи, чтобы сжигать, плавить или превращать изображение или буквы в самые разные объекты. Это автоматизированный процесс бесконтактного изготовления на основе термической обработки, поэтому он точен и снижает риск. Эти машины позволяют создавать детали сложной формы с помощью специального инструмента или без него.
Этот процесс подходит для различных сфер деятельности, включая гравировку, моду, декоративно-прикладное искусство и товары. Позже мы подробно рассмотрим доступные вам варианты продуктов.
Что делает лазерную резку отличной перспективой?Бизнес по лазерной резке – это широкая перспектива, поскольку отдельные лица и небольшие компании теперь имеют доступ к новейшим технологиям. Лазерные резаки раньше были доступны только как крупномасштабные промышленные инструменты для травления, гравировки или резки различных материалов. Однако в последние годы вырос спрос на небольшие станки для лазерной резки, которые можно разместить внутри вашего дома.
Низкая стоимостьНачальные затраты на создание вашего предприятия по лазерной резке на начальном этапе низки по сравнению со многими другими предприятиями.Рынок ненасыщен, поэтому спрос велик, и вам будет легко привлекать клиентов, как только вы найдете для себя нишу.
Как и в любой отрасли, успех зависит от упорного труда и тщательного планирования, но это намного проще, если вы выберете разумную и актуальную отрасль. Бизнес по лазерной резке также конкурирует с индустрией 3D-печати, но это проще, доступнее и точно так же.
Предыдущий опыт не требуется.Если вы творческий человек, вы можете создавать свои собственные продукты и проекты с нуля.Тем не менее, чтобы начать бизнес по лазерной резке, вам не нужна артистическая кость в вашем теле. Вы можете полностью полагаться на программное обеспечение и готовые дизайны для создания модных объектов. При минимальных начальных затратах вы можете сосредоточиться исключительно на гравировке существующих объектов для бизнеса или личного пользования.
АдаптируемыйПреимущество бизнеса в области лазерной гравировки, резки и травления заключается в том, насколько легко адаптироваться к меняющимся тенденциям и постоянно развивающемуся рынку.
Лазерная резкаЛазерная резка – это общий термин для описания всех действий, которые выполняет станок для лазерной резки.Однако это также относится к использованию лазера для специального вырезания рисунка, формы или рисунка из материала. В следующем разделе мы рассмотрим рекомендации по проектированию материалов для лазерной резки, чтобы вы точно знали, что можно резать, а что нельзя.
Лазерная гравировкаЛазерная гравировка требует максимальной точности, потому что вы оставляете след на изделии, не прорезая его полностью. По надежности и простоте использования станки для лазерной резки не имеют себе равных.Это быстрый процесс, поскольку лазер быстро испаряет подложку и образует заметную полость. Чтобы сделать более глубокие отметки в материале, вам нужно будет повторить процесс.
После того, как ваш дизайн запрограммирован в станок для лазерной резки, вы можете быстро и легко воспроизвести его столько раз, сколько потребуется.
Лазерное травлениеПри травлении создается щель, не прорезая материал, но она даже мельче, чем гравировка. Это невероятно точный процесс, который идеально подходит для ювелирных изделий и других деликатных материалов.Высокая скорость реализации означает, что время выполнения заказа минимально, и вы можете производить сотни продуктов каждый день.
Лазерная резка и экологичностьЕсли открытие собственной компании по лазерной резке уже не кажется достаточно привлекательным, у нее есть большой потенциал для реализации самой быстрорастущей потребительской тенденции: устойчивости. Когда вы сообщаете о своей приверженности сокращению отходов и заботе об окружающей среде с помощью контент-маркетинга, вы автоматически соглашаетесь с этикой многих современных потребителей.
Люди, которые ведут свой бизнес из дома, могут стать отличной отправной точкой для объяснения того, как они защищают окружающую среду. Ваш углеродный след уже намного ниже, чем у любого человека, ведущего бизнес из офиса.
Собирайте данные, которые отражают ваше низкое воздействие на окружающую среду, и используйте их в вашей маркетинговой стратегии. Вы даже можете протравить многоразовые металлические кофейные чашки, индивидуальные многоразовые соломинки для питья или любой другой экологически чистый продукт, который в настоящее время пользуется большим спросом.
Как владелец малого бизнеса, вы обладаете уникальной способностью донести до покупателей ценности своего бренда.Когда клиенты чувствуют себя морально связанными с компанией, они с гораздо большей вероятностью совершат первоначальную покупку и продолжат покупать.
Рекомендации по проектированию материаловОдной из наиболее важных областей, в которой вам нужно будет получить опыт профессионального лазерного резака, являются рекомендации по проектированию материалов. Использование определенных металлов или пластмасс может быть опасным в сочетании с лазерной технологией. Однако при условии, что вы будете следовать инструкциям, это совершенно безопасно.
Превосходные материалы для лазерной резки- Акрил: Это один из лучших материалов для лазерной резки.Лазерная резка оставляет безупречный результат с полированными краями. Некоторые пластмассы, которые, как вы могли ожидать, будут реагировать так же, как акрил, например, лексан, опасны. Вот почему вы никогда не должны полагаться на догадки, чтобы узнать, какие материалы подходят для станка для лазерной резки – это не всегда очевидно.
- Магнитный лист: Магнитный лист не уступает акрилу как один из лучших материалов, которые могут использовать предприятия лазерной резки. Он доступен по цене и прекрасно режется, а также имеет ряд популярных приложений.
- Лиственные породы: Вишня, персик и другие лиственные породы хорошо поддаются резке на лазерном станке. Лазер мощностью 130 Вт может резать до ¾ дюйма на некоторых более мягких породах древесины.
- Бумага: Картон и бумага быстро режутся с красивой чистой обработкой. Поздравительные открытки или подарочная упаковка из переработанной бумаги – отличные идеи для бизнеса по лазерной резке.
- Кожа: Лазеры любят кожу. То, что обычно занимает часы, чтобы вырезать вручную, можно сделать за считанные минуты с помощью лазера.Просто будьте осторожны; это может стать вонючим! Если вы подумываете открыть бизнес по лазерной резке премиум-класса, кожа – отличный выбор. Мы обсудим лучшие отрасли, о которых мы поговорим позже, более подробно.
- Картон: Он режет, но представляет опасность пожара, поэтому никогда не оставляйте станок для лазерной резки без присмотра, пока он режет картон.
- Многие породы дерева: Большинство видов древесины хорошо подходят для лазерной резки. Однако вам следует избегать смолистого или маслянистого дерева, потому что оно может воспламениться.
- Ткань, пенька, хлопок и войлок: Большинство видов тканей прекрасно обрабатываются станками для лазерной резки. Мода – один из лучших рынков, на который стоит выйти, если вам интересно, с какого бизнеса по лазерной резке начать. Вы можете извлечь выгоду из растущей тенденции создания индивидуальной одежды и небольших партий товаров кустарного промысла. Будьте осторожны, никогда не используйте пропитанную ткань или ткань с пластиковым покрытием.
- Пена Depron: Хотя важно, чтобы вы постоянно контролировали пену Depron, она режется плавно и безопасно.Это отличный выбор для лазерных резаков, потому что вы можете делать игрушки, модели самолетов и трехмерные архитектурные модели.
- Каучук, не содержащий хлора: Если вы убедитесь, что используемый каучук не содержит хлора, он должен хорошо резаться. Резина – прочный и полезный материал для таких предметов, как дверные упоры и кухонное оборудование ручной работы.
- Композитная древесина: Фанера и другие композитные породы древесины часто содержат клей, поэтому обязательно выбирайте фанеру, предназначенную для использования в помещении или предназначены для лазерной резки.Обычный напольный материал может быть трудно разрезать лазером.
- Конструкционная древесина: Конструктивная древесина, такая как МДФ, бывает разной плотности, но очень удобна в обработке. Вы можете попробовать несколько разных поставщиков, если встретите одного, которого трудно разрезать.
- Майлар: Майлар – отличный выбор для использования в сфере лазерной резки, особенно в быстро развивающейся индустрии каннабиса и оздоровления. Однако машина хорошо работает только с тонким майларом.
- Тефлон: Это особенный материал для работы. Хотя вы можете использовать станок для лазерной резки для резки тонких листов, вы должны внимательно читать спецификации тефлона, чтобы оставаться в безопасности. Если машина современная, она должна быть полностью откачана и вентилирована.
- Пробка: Специальная пробка обычно содержит много клея, поэтому плохо режет. Однако чем тоньше и качественнее пробка, тем лучше она должна разрезаться.
- Поликарбонатная пленка: Хотя вы можете разрезать очень тонкую поликарбонатную пленку, лазерная резка может обесцветить ее.Даже очень тонкий лист может пожелтеть по краям, поэтому это не лучший выбор.
- Coroplast: Coroplast – это борьба за прорезание насквозь. Вертикальные полосы на поверхности усложняют задачу.
Если вы решили попробовать лазерное травление одновременно с лазерной резкой или вместо нее, есть хорошие новости. Станки для лазерной резки могут протравливать даже более широкий спектр материалов, чем просто резка.Гравировка – это экономически выгодная бизнес-идея для стартапа, поскольку она требует минимальных первоначальных затрат. Если вы выберете гравировку на трофеях или украшениях людей, вам даже не придется покупать материалы самостоятельно.
Вы можете травить эти основы в дополнение к упомянутым выше:
- Керамическая плитка: Станки для лазерной резки прекрасно протравливают керамическую плитку. Это открывает множество возможностей для предприятий, занимающихся лазерной резкой, для создания уникальных керамических конструкций для кухонь, ванных комнат и наружных работ.
- Стекло: Стекло не прорезается насквозь, но гравюры на стекле имеют полированный, почти пескоструйный вид. Лучше работают разные цвета – например, зеленое стекло выглядит лучше, чем красное. Гравировка на стекле очень популярна: например, фужеры, фужеры и другие декоративные бутылки.
- Мрамор, оникс, камень, гранит и мыльный камень: Мы советуем вам действовать очень медленно с этими материалами.Хотя они могут быть выгравированы, поверхность будет казаться немного белой и немного текстурированной. Обработка драгоценного камня по индивидуальному заказу – отличная бизнес-идея для высокотехнологичной лазерной резки, если у вас есть банкролл для покрытия первоначальных затрат.
- Анодированный / покрытый алюминий (или металлы): Вы можете удалить анодирование с анодированных металлов, чтобы создать потрясающий эффект, который очень востребован.
Некоторые носители абсолютно нельзя использовать вместе со станком для лазерной резки.Это сделано для вашей безопасности, поэтому очень важно внимательно проверять, можно ли использовать определенные материалы, когда вы только начинаете свой бизнес по лазерной резке. Вот материалы, которые вы никогда не должны использовать:
- Толстый поликарбонат
- Стекловолокно
- ПВХ
- HDPE
- Углеродное волокно с покрытием
- Эпоксидная смола
Если раньше вы думали, что единственные люди, которые могут начать бизнес по лазерной резке, являются творческими, возможно, вы ищете бизнес-идеи.Но не нужно быть артистичным, чтобы найти дизайн, который понравится вашей клиентской базе, и запрограммировать его в станок для лазерной резки. Независимо от того, занимаетесь ли вы гравировкой или резкой, вам доступно множество вариантов.
Продолжайте читать, чтобы узнать о самых горячих тенденциях в индустрии лазерной резки.
Памятные вещи и товарыYouTube, Instagram, TikTok, Twitter и все различные платформы социальных сетей означают, что есть больше знаменитостей, из которых можно выбирать.Телевидение по-прежнему пользуется огромной популярностью, радио стало больше, чем когда-либо, а спортсмены, повара и предприниматели – известные люди.
Брендинг перешел от крупного бизнеса к частным лицам, а это означает, что спрос на товары и памятные вещи стал выше, чем когда-либо прежде.
Вы можете сделать это простым и создать индивидуальные шляпы, сумки и одежду для публики. Кроме того, поработайте в качестве B2B-компании с пользователями YouTube и другими знаменитостями, чтобы разработать и изготовить для них их товары.
Емкости для напитков многоразового использованияПо мере роста озабоченности по поводу будущего нашей планеты общественность все больше осознает вопросы отходов, потребления и устойчивости.Это не представляет угрозы для отрасли, но означает, что спрос изменился. Люди отдают предпочтение новым экологически чистым продуктам, таким как многоразовые стаканы. В моде персонализированные бутылки с водой, многоразовые кофейные чашки с симпатичным дизайном и выгравированные металлические соломинки.
Если ваш бизнес по лазерной резке предлагает эти типы продуктов, у вас есть готовое сообщение о бренде. Структурируйте свою рекламу и маркетинг вокруг экологически чистой продукции, и вы привлечете определенный сектор рынка. Большинство экологически чистых людей имеют располагаемый доход и активно ищут бренды с этическими идеями.
КерамикаКерамическая плитка, часто предварительно окрашенная, прекрасно получается при лазерной резке. Поскольку это предметы, которые у большинства людей есть дома, они представляют собой неплохую перспективу для бизнеса. Вы можете использовать их в различных функциях, а диапазон вариантов шаблонов проектирования практически безграничен.
Вам не нужно уметь рисовать, потому что есть загружаемые дизайны, которые вы можете использовать. Кроме того, вы можете работать в сотрудничестве с художниками, чтобы познакомиться с их клиентской базой и предоставить им доступ к вашей.
Экологически чистые поздравительные открыткиЕще один способ для предприятий лазерной резки выйти на экологически безопасный рынок – это создание поздравительных открыток, подарочных упаковок или открыток. Вместо того, чтобы использовать массово производимые расточительные материалы, используйте переработанную бумагу или работайте напрямую с лесоводами.
Например, конопля – это экологически чистая бумага, которую можно использовать для изготовления различных предметов, включая бумагу, веревку и ткань. Создание продуктов, благоприятных для планеты, делает вас бизнесом будущего и привлекает современных потребителей.
Как малый бизнес, вы уже можете похвастаться тем, что ваш углеродный след намного ниже, чем у крупных компаний. Благодаря упорному труду, грамотному маркетингу и сильному брендингу легко найти себе нишу и преуспеть в ней.
Indie FashionМелкосерийное производство невероятно модно. Что касается одежды, найти доступное качество в традиционных магазинах по-прежнему непросто. На рынке существует нехватка людей, которые могут создавать или покупать качественную одежду и продавать ее по доступным ценам.Компания по лазерной резке может творить удивительные вещи в мире моды.
Если у вас нет опыта работы с текстилем, подумайте о работе с дизайнером. Они могут придумывать идеи и соединять ткань, в то время как вы воплощаете дизайн в реальность.
Кожа по индивидуальному заказуПревосходный бизнес по лазерной резке премиум-класса создает изделия из кожи по индивидуальному заказу для людей или организаций. От кошельков с гравировкой до элегантных ремней – кожа – это товар, за который можно брать хорошие деньги.Нелегко использовать станок для лазерной резки для гравировки или резки кожи, но это возможно.
Множество вещей, которые вы можете изготавливать, например, товары, изделия из кожи и одежда, подпадают под действие моды. Подарки на свадьбу, подарки для подружек невесты и подарки для жениха – также огромные возможности. В зависимости от вашего набора навыков вы можете специализироваться в одной области или быть более универсальным.
Имейте в виду, что обычно легче занять определенную нишу. В то же время, однако, массовая привлекательность может быть более прибыльной, если у вас есть достаточно средств для авансовых вложений в свой бизнес по лазерной резке.
Гравюры на стеклеЕсли вы когда-нибудь были в ресторане и замечали симпатичный логотип, выгравированный на стеклянной посуде, вы видели гравюры на стекле. Ваш бизнес по лазерной резке может специализироваться на предоставлении этой услуги для ресторанов высокой кухни. Это разумная бизнес-модель, потому что вы работаете исключительно с высококлассными клиентами и можете назначать высокие цены.
Вам не нужно работать с ресторанами стеклодувов; вы можете предложить персонализированные подарки, такие как юбилейные очки с гравировкой или украшения.Гравированные на заказ бокалы также станут отличным свадебным подарком! Публике нравятся такие сайты, как Etsy и Wayfair, где есть множество декоративных предметов и подарков, произведенных небольшими независимыми компаниями.
Artisan WoodworkКак и в случае с гравировкой на стекле ручной работы, ремесленная работа по дереву удовлетворяет желание потребителей получать очаровательные подарки ручной работы. Вы можете вырезать и гравировать дерево, чтобы создавать игрушки, пазлы, игры и многое другое. Если вы человек, который очень гордится дизайном и изготовлением вещей, древесина – отличный выбор для лазерной резки.
Перед тем, как приступить к работе с различными породами древесины, вам необходимо ознакомиться с инструкциями по дизайну материалов. Композитная древесина содержит клей, а древесина с большим количеством масла также не годится. Вы быстро почувствуете материал, который вам удобнее всего.
Акрил с гравировкойСоздавайте рекламные решения для предприятий по всему миру с помощью лазерной резки акрила. Этот вариант отличается низкими начальными затратами и относительно прост, поскольку не требует проектирования.У компаний уже есть логотип, поэтому вы программируете его на станке для лазерной резки, и все. Маржа прибыли высока, и у нее есть потенциал для роста и достижения глобального успеха.
НадгробияНадгробия – неотъемлемая часть процесса скорби и помогают семьям смириться с уходом близких. Они бывают из самых разных материалов, и вы можете сделать их настолько сложными или минималистичными, как требует заказчик. Хотя при работе с лазерным резаком по камню нужно быть осторожным, он может дать прекрасные результаты.
Как начать бизнес по лазерной резке за 10 шаговТеперь ваша голова гудит от множества идей о том, какой бизнес вы собираетесь начать. Энтузиазм и энтузиазм позволят вам очень далеко продвинуться в качестве предпринимателя, но есть еще две вещи, о которых нельзя договариваться: упорный труд и структурированное планирование. Все отличные руководители строят планы. Очень немногие на самом деле их придерживаются, но эта исходная структура – это то, как вы продвигаете свои идеи вперед.
После того, как вы определились со своей нишей, пора серьезно заняться созданием компании.Вот наше руководство о том, как начать бизнес по лазерной резке, выполнив 10 простых шагов.
Шаг 1. Составьте бизнес-планВсе предприниматели имеют общую черту – способность постоянно учитывать непредвиденные обстоятельства. Бизнес-план имеет решающее значение, потому что он заставляет вас смотреть в будущее с разных точек зрения. Когда у вас намечены наихудшие сценарии, лучшие сценарии и все, что между ними, вы готовы к любым неожиданностям.
Плюс, если вам нужно обратиться к банку или инвестору с просьбой о финансировании, ваш бизнес-план показывает им, что их деньги в безопасности.
Некоторые факторы, которые следует учитывать в бизнес-плане по лазерной резке, включают:
- Выберите название, логотип и целевой рынок.
- Планируйте разные способы увеличения прибыли.
- Узнайте о возможностях глобального бизнеса по лазерной резке.
- Установите цены и маржу на основе обширного исследования.
- Проанализируйте все затраты на лазерную резку и найдите способы их сокращения.
Чтобы получить финансирование для бизнеса и убедиться, что дела о клевете направлены на юридическое лицо, а не на вас как на физическое лицо, вам необходимо открыть бизнес.В большинстве штатов для этого нужно обратиться в окружной суд и подать заявление на получение сертификата D / B / A (Doing Business As).
Шаг 3. Подайте заявку на EIN и настройте Business BankingЗатем вам нужно будет подать заявку на получение бесплатного идентификационного номера работодателя. Это позволяет вам зарегистрироваться для уплаты федеральных налогов и налогов штата, что вы обязаны делать по закону. Получите банковский счет и откройте кредитную карту на имя вашего предприятия по лазерной резке. К этому времени вы начнете чувствовать себя лазерным резаком.Вы должны держать свои финансы в порядке, поэтому наймите бухгалтера.
Разумно инвестируйте в лучшие станки для лазерной резки и проводите обширные исследования рынка на этих ранних этапах.
Шаг 4: Подготовьте свой дом для бизнеса по лазерной резкеСоздайте мастерскую, проведите несколько оценок рисков и внедрите процессы, чтобы избежать неудач. На этом этапе было бы неплохо поговорить с другими владельцами небольшого предприятия по лазерной резке. Они могут проконсультировать вас о подводных камнях, с которыми они столкнулись при запуске, и предложить наиболее актуальные советы.Установите как можно больше контактов в своей отрасли – они всегда пригодятся.
Шаг 5: застраховаться, получить разрешения и лицензиюЕсли вы неправильно настроите свой бизнес по лазерной резке, вы можете понести ответственность за штрафы или даже закрытие. Подумайте о следующем:
- Свидетельство о занятости, если у вас есть мастерская
- Государственные лицензии и разрешения
- Как платить налог с продаж
В то же время вы подготовив все документы и совершив необходимые пусковые операции, также необходимо отточить свое мастерство.Жизнь предпринимателя – это работа и небольшой отдых, поэтому будьте готовы вложить все свое сердце и душу в развитие своего бизнеса по лазерной резке.
Чем усерднее вы работаете в начале, чтобы управлять плавным судном, тем легче вам будет в дальнейшем. Ожидайте несколько лет сверх усердной работы, пока вы овладеете своим ремеслом и создадите клиентскую базу. Используйте любое свободное время, чтобы практиковаться, практиковаться и еще раз практиковаться. Когда у вас появятся сотрудники, они будут учиться на вашем примере.
Шаг 7. Развитие торговой марки в сфере лазерной резкиСила вашего бренда определяет успех вашего бизнеса по лазерной резке, не говоря уже о вашей способности донести это до потребителей.Четко определенный бренд имеет решающее значение на сегодняшнем жестко конкурентном рынке. Вам нужно простое сообщение, которое найдет отклик у достаточного количества людей, чтобы сформировать клиентскую базу.
Знайте свою целевую аудиториюЧтобы создать сильную идентичность бренда, вы должны понимать, кому вы хотите покупать продукцию вашего предприятия по лазерной резке. У большинства современных брендов настолько четкое представление о том, кто их основной клиент, что они похожи на реальных людей. Если вы понимаете потребности, желания и эмоции своих клиентов, вы сможете нацелить на них свой бренд.
Согласуйте свое предложение с целевым рынкомНе совершайте ошибку, выбирая продукт и маркетинговую стратегию вашего предприятия по лазерной резке, пока у вас не будет четкого представления о вашем целевом рынке. Крайне важно, чтобы каждый аспект вашего цифрового и физического предложения был согласован и согласован с вашим брендом. Например, если вы утверждаете, что являетесь экологически чистым продуктом, но используете много пластиковой упаковки, ваш целевой рынок, основанный на этических принципах, не будет впечатлен.
Обратите внимание на каждую мелочь и убедитесь, что качество обслуживания клиентов соответствует ожиданиям.
Шаг 8: Создайте маркетинговую стратегиюКак только вы узнаете свою аудиторию лучше, чем свою семью, создайте многогранную маркетинговую стратегию для ее привлечения. Цифровая сфера подарила маркетологам множество удивительных платформ. Посмотрите, как каждый из них может принести вам пользу, и сосредоточьтесь на тех, которые ваша целевая аудитория использует больше всего.
Возможно, вы захотите изучить рекламные щиты, телевизионную рекламу и товары как способы продемонстрировать миру свой бизнес по лазерной резке.Однако в нынешних условиях онлайн-маркетинг – ваш лучший шанс привлечь внимание глобальной аудитории.
Шаг 9: Установление присутствия в сетиО вас будут судить по вашему присутствию в сети. Независимо от того, насколько уникальны или качественно сделаны ваши продукты, если ваш веб-сайт, аккаунты в социальных сетях и цифровая продукция не на должном уровне, клиенты будут отказываться.
- Веб-сайт: Веб-сайт вашего предприятия по лазерной резке должен быть чистым, гладким и соответствовать текущим тенденциям.Он должен загружаться быстро, чтобы покупатели могли перемещаться по веб-сайту и эффективно обрабатывать платежи. Целевые страницы с видео невероятно популярны, поскольку клиенты доверяют видео больше, чем устным обещаниям. Такие сайты, как https://99designs.com/ и https://www.fiverr.com/, станут отличными ресурсами, когда вы только начинаете.
- Социальные сети: Потребители любят использовать социальные сети для обслуживания клиентов. Twitter, Instagram и Facebook – отличные места для взаимодействия с клиентами, решения проблем и предоставления ответов.Вы также можете поделиться с ними контентом, касающимся вашего бизнеса по лазерной резке, который им понравится. Социальные сети – отличное место для проведения соревнований и публикации новостей о команде. Это создает ажиотаж вокруг вашего бренда и способствует вовлечению. Изучите, как размещать платную рекламу на этих платформах, и вы сразу же привлечете потенциальных клиентов на свой сайт!
- Контент-маркетинг: Создавайте электронные книги, официальные документы и сообщения в блогах, чтобы ваши клиенты знали, кто ваш бренд.Создавайте полезный контент, который люди могут использовать в своей повседневной жизни. Поступая так, вы делаете себя неотъемлемой частью их дня, даже когда они не покупают у вас активно. Отличным бонусом этого типа маркетинга является SEO. Когда вы создаете много контента, относящегося к вашей нише, вы занимаетесь более высоким рейтингом на страницах поисковых систем.
Последний шаг, пожалуй, самый важный для вашего долгосрочного успеха. В целом предприниматели с большим количеством контактов, как правило, преуспевают в бизнесе.Вам не нужно никого знать, прежде чем начать. Используйте такие ресурсы, как LinkedIn и каталоги, чтобы найти людей из вашей отрасли и смежных отраслей.
Обратитесь за советом в соответствующие источники. Найдите творческие способы помочь друг другу, которые означают увеличение дохода для вас обоих. Например, свяжитесь с высокопоставленными пользователями YouTube, если вы планируете делать товары для людей.
Вот некоторые из наиболее ценных типов отношений:
ИнфлюенсерыСвяжитесь с людьми, у которых есть сильные подписчики в социальных сетях, для продвижения ваших продуктов.Возможно, вам придется заплатить им, но это отличный способ привлечь внимание и привлечь совершенно новую аудиторию.
ФилиалыФилиалы – это разновидности партнеров. Они могут упомянуть ваш бренд своим подписчикам в обмен на то, что вы сделаете то же самое для них. Блогеры, художники и агентства – идеальные партнеры для владельцев бизнеса лазерной резки.
ПартнерыПартнерство более формальное, чем аффилированное. Это люди, на которых вы полагаетесь и с которыми регулярно работаете.Юристы, бухгалтеры и поставщики – примеры партнеров. Вы строите эти отношения с течением времени, и, установив доверительные отношения, вы можете помогать друг другу продвигать.
Основные советы для открытия нового бизнеса в области лазерной резки- Стабильность – главное.
- Интервал между буквами имеет решающее значение.
- Используйте готовые 2D-модели или конструируйте их самостоятельно.
- Знакомство с масштабируемой векторной графикой и AutoCAD DXF.
- Выберите подходящий лазер.
Станки для лазерной резки NOVA от Thunder Laser USA обеспечивают лучшую производительность лазерной резки и гравировки в простом в использовании дизайне. Позвоните нам сегодня по телефону 903-522-4070 или свяжитесь с нами через Интернет, и один из наших специалистов по лазерной резке ответит на все ваши вопросы.
5 вещей, которые нужно знать, чтобы начать лазерную резку
Вы когда-нибудь мечтали запустить свой собственный лазерный резак? Вот пять советов, которые помогут вам вырезать предметы повседневного обихода, такие как дерево или бумага.
Лазерная резка – иногда называемая травлением или гравировкой – это не только один из самых крутых способов оживить дизайн, но и, безусловно, самый точный.
Хотя может быть легко спроектировать и вырезать небольшой знак вручную, лазерный резак может сделать гораздо больше, например, многослойные надписи и дизайн, которые даже опытному художнику будет сложно выполнить.
Имея такое множество возможностей, вы можете задаться вопросом: как средний человек участвует в лазерной резке и, что более важно, является ли это чрезмерно дорогим?
В конце концов, когда дело доходит до лазерной резки, мои первые мысли обычно обращаются к знаменитой сцене из фильма о Джеймсе Бонде, Goldfinger , в которой гигантский лазер постепенно приближается к паху британского шпиона.
На самом деле лазерные резаки гораздо менее мощные и намного более реалистичные. Тем не менее, у них все еще достаточно мощности, чтобы прожечь даже самое тонкое дерево, бумагу или пластик и создать нужный дизайн.
Чтобы увидеть один из них в действии, Siliconrepublic.com зашел во впечатляющее хакерское пространство Tog в Дублине, где его генеральный директор Джеффри Роу был готов рассказать нам о том, что вам нужно для начала работы.
Какой лазер мне выбрать?
В случае с Tog, Роу показал нам, что можно считать типичным лазерным резаком, используемым дизайнерами и инженерами, состоящим из лазера мощностью 100 Вт.
Между лазером, вытяжным вентилятором и материалами, использованными для создания буровой установки, Роу сказал, что ее строительство стоило где-то в районе 8000 евро, в то время как купленные в магазине лазерные резаки из таких мест, как Epilog, вернут вас где-то в районе 20 000 евро.
Может показаться, что средний новичок заплатит такую цену, но не бойтесь, поскольку существуют более дешевые альтернативы. Начиная с немного меньшего размера, на eBay доступно несколько лазерных резаков мощностью 40 Вт.
Не имея мощности резки 100 Вт в Tog, лазер мощностью 40 Вт сможет вытравить желаемый дизайн прямо на тонком куске березовой фанеры.
Вы также можете использовать акриловый материал, если хотите создать что-то с классными непрозрачными эффектами.
Если вы больше разбираетесь в мелочах, Роу сказал, что можно даже модернизировать 5-ваттный лазер старого DVD-плеера в работающий лазерный резак, а некоторые дополнительные детали можно будет приобрести через Интернет.
Однако лазерный резак мощностью 5 Вт будет делать немного больше, чем вытравливать рисунок на листе бумаги, так что, возможно, это следует рассматривать как скорее экспериментальное занятие.
Лазер мощностью 100 Вт, используемый Tog.Фото Коннора МакКенны
Где взять оборудование для его постройки?
Следуя примеру Tog, вашим универсальным магазином является веб-сайт Lasersaur, который предлагает людям список покупок с открытым исходным кодом для создания собственного лазерного резака.
Он также включает пошаговое руководство по его созданию, если вы начинаете с нуля и практически не имеете опыта.
Это всего лишь случай потратить часы на поиск необходимых запчастей. В этом случае eBay будет вашим местом, куда во многих случаях можно будет доставить детали за небольшую часть стоимости покупки на месте.
Какие материалы я использую для лазерной резки?
Это может показаться очевидным, но нельзя просто взять любой старый материал и начать его лазерную очистку.
Роу подчеркнул, что существует ряд непрозрачных материалов, в частности, поликарбонатные листы, которые могут выделять густой едкий дым при контакте с лазером.
Кроме того, рекомендуется держаться подальше от картона, так как сфокусированное сильное тепло может довольно легко вызвать его возгорание, а при работе с электрическим оборудованием попытка потушить его становится немного сложнее.
Некоторые из лучших материалов включают дешевую и доступную березовую фанеру толщиной всего несколько миллиметров. Благодаря этому простой дизайн можно создать всего за минуту.
Подарок от нашего визита в Тог. Фото Коннора МакКенны
Что мне сделать в первую очередь?
Когда дело доходит до поиска интересных дизайнов для начала, Интернет – ваш друг. Это так же просто, как ввести “SVG-дизайн” в Google и найти тот, который вам действительно нравится.
Наряду с файлами SVG, другим удобным для лазерного резака типом файлов является DXF, который также можно поместить в программу лазерного резака для печати как есть или добавить, если вы чувствуете себя творчески.
Другие веб-сайты для вдохновения и поиска ранее нарисованных дизайнов включают Thingiverse и Instructables, предлагающие широкий диапазон от самых простых дизайнов до тех, которые ограничиваются только самыми дорогими из лазерных резаков.
Самое простое, сказал Роу, – это начать с туалетной тарелки с собственным именем, которую вы можете повесить в своей кабине или на стене дома.
Можно ли где-нибудь получить совет?
Собственно говоря, есть.
Несмотря на то, что на YouTube есть несколько удобных руководств, Tog каждый второй понедельник предлагает практический опыт работы со своим лазерным резаком на своем предприятии в Блэкпиттсе, Дублин 8, в рамках программы CAD Night. Здесь вы можете узнать, как использовать программное обеспечение Inkspace для редактирования и разработки чертежей для ваших творений.
Хотите, чтобы такие и другие истории попадали в ваш почтовый ящик? Подпишитесь на Tech Trends , еженедельный дайджест важных технических новостей Кремниевой Республики.
Обновлено 09.12.
В эту статью были внесены поправки, чтобы показать, что «Ночь канадских долларов» для Tog – это понедельник, а не вторник.
Руководство по лазерной резке и станку для лазерной резки с ЧПУ
Станок для лазерной резки с ЧПУ, вырезающий конструкции в металлический лист.Изображение предоставлено: Андрей Армягов / Shutterstock.com
Лазерная резка – это производственный процесс, в котором используется сфокусированный мощный лазерный луч для резки материала по индивидуальной форме и дизайну.Этот процесс подходит для широкого спектра материалов, включая металл, пластик, дерево, драгоценные камни, стекло и бумагу, и позволяет производить точные, замысловатые и сложные детали без необходимости использования специального инструмента.
Доступно несколько различных типов лазерной резки, включая резку плавлением, резку окислением и разметку. Каждый процесс лазерной резки позволяет производить детали с точностью, аккуратностью и высококачественной обработкой кромок и, как правило, с меньшим загрязнением материала, физическим повреждением и отходами, чем при других традиционных процессах резки, таких как механическая резка и гидроабразивная резка.Однако, хотя лазерная резка демонстрирует определенные преимущества по сравнению с более традиционными процессами резки, некоторые производственные приложения могут быть проблематичными, например, резка световозвращающего материала или материала, требующего вторичной механической обработки и отделочных работ. Требования и спецификации, предъявляемые к конкретному процессу резки – например, материалы и их свойства, пределы потребления энергии и мощности, вторичная обработка и т. Д. – помогают определить тип процесса резки, наиболее подходящий для использования.
Несмотря на то, что каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется лазерной резке, излагаются основы процесса лазерной резки, а также необходимые компоненты и механика станка для лазерной резки. Кроме того, в статье исследуются различные методы и области применения лазерной резки, преимущества и ограничения этого процесса, а также проводится сравнение лазерной резки с другими типами процессов резки.
Станок для лазерной резки и процесс
Лазерная резка – это бесконтактный термический процесс изготовления металлических и неметаллических материалов.Чтобы процесс лазерной резки шел гладко и с оптимальной производительностью, необходимо учитывать несколько факторов, таких как конфигурация и настройки станка для лазерной резки, разрезаемый материал и его свойства, а также тип используемого лазера и вспомогательного газа.
Обзор компонентов и механики лазерных станков
В отличие от механической резки, при которой используются режущие инструменты и оборудование с механическим приводом, и гидроабразивной резки, при которой используется вода под давлением и абразивный материал, при лазерной резке используется станок для лазерной резки для выполнения надрезов, гравировки и маркировки.В то время как станки для лазерной резки различаются от модели к модели и приложения к области применения, типичная установка включает узел лазерного резонатора, зеркала и головку для лазерной резки, которая содержит линзу для фокусировки лазера, узел сжатого газа и сопло. Базовый процесс лазерной резки включает следующие этапы:
- поколение луча
- фокусировка луча
- Обогрев и плавка локализованные
- выброс материала
- движение луча
Каждый этап является неотъемлемой частью процесса лазерной резки и при правильном выполнении обеспечивает точный разрез.
Генерация луча
Термин «лазер» происходит от аббревиатуры «ЛАЗЕР» или «Усиление света за счет вынужденной эмиссии излучения». По сути, этот акроним суммирует основные принципы лазерной генерации – стимуляции и усиления. Наряду с этими принципами в лазерном резонаторе используются процессы спонтанного излучения и стимулированного излучения для создания луча света высокой интенсивности, который является как пространственно, так и спектрально когерентным (то есть лазерным лучом).
- Спонтанное излучение: Резонатор лазера содержит активную лазерную среду (например,g., CO 2 , Nd: YAG и т. д.), электроны которых стимулируются внешним источником энергии, например импульсной лампой или электрической дугой. Когда среда получает и поглощает энергию, в ее атомах происходит процесс, известный как спонтанное излучение. Во время этого процесса энергия, поглощенная атомом, заставляет электроны атома на короткое время перескакивать на более высокий энергетический уровень, а затем возвращаться в свое основное состояние. По возвращении электронов в свое основное состояние атом излучает фотон света.
- Вынужденное излучение: Фотоны, производимые спонтанным излучением, перемещаются в среде, которая находится в полости лазерного резонатора между двумя зеркалами.Одно зеркало является отражающим, чтобы фотоны перемещались в среде, поэтому они продолжают распространять стимулированные излучения, а другое зеркало является частично пропускающим, что позволяет некоторым фотонам улетучиваться. Вынужденное излучение – это процесс, в котором фотон (то есть падающий фотон) стимулирует атом, который уже находится на более высоком уровне энергии. Это взаимодействие заставляет стимулированный атом перейти в основное состояние, испуская второй фотон той же фиксированной длины волны или когерентный с падающим фотоном.
Процесс распространения одного фотона излучением другого фотона усиливает силу и интенсивность светового луча. Таким образом, вынужденное излучение фотонов света (т. Е. Разновидность электромагнитного излучения) вызывает усиление света; другими словами, усиление света за счет вынужденного излучения излучения. Неправильно выровненные фотоны внутри резонатора проходят через частично пропускающее зеркало, не отражаясь в среду, создавая начальный лазерный луч.После генерации луч попадает в лазерную режущую головку и направляется зеркалами в фокусирующую линзу.
Фокусировка луча
Фокусирующая линза фокусирует лазерный луч через центр сопла на конце лазерной режущей головки, падающий на поверхность заготовки. Фокусируя луч, линза концентрирует энергию луча в меньшее пятно, что увеличивает интенсивность луча ( I ). Следующее уравнение иллюстрирует основной принцип, лежащий в основе этого происшествия:
Где P представляет мощность исходного лазерного луча, а πr 2 представляет площадь поперечного сечения луча.По мере того как линза фокусирует лазерный луч, радиус ( r ) луча уменьшается; это уменьшение радиуса уменьшает площадь поперечного сечения луча, что, в свою очередь, увеличивает его интенсивность, поскольку его мощность теперь распределяется по меньшей площади.
Локальный нагрев, плавление и выброс материала
Когда луч падает на поверхность материала, материал поглощает излучение, увеличивая внутреннюю энергию и выделяя тепло. Высокая интенсивность лазерного луча позволяет ему нагревать, плавить и частично или полностью испарять локализованный участок поверхности детали.Ослабление и удаление пораженного участка материала формируют нужные порезы. Закачиваемый в лазерную режущую головку и проходящий коаксиально к сфокусированному лучу, вспомогательный газ, также называемый режущим газом, используется для защиты и охлаждения фокусирующей линзы и может использоваться для вытеснения расплавленного материала из пропила – ширина удаляемого материала и производимого реза – и поддерживает процесс резки. При лазерной резке используются несколько различных типов механизмов резки и удаления материала, включая резку плавлением, резку с химическим разрушением, резку испарением, разметку и резку окислением.
- Резка плавлением: Также называемая резкой расплавом в инертном газе или резкой в инертном газе, резка плавлением используется в станках для лазерной резки CO 2 и Nd: YAG. Лазерный луч, создаваемый режущим станком, расплавляет заготовку, и расплавленный материал выталкивается через дно пропила струей используемого вспомогательного газа. Используемый вспомогательный газ и давление вспомогательного газа зависят от типа разрезаемого материала, но инертный газ всегда выбирается на основании отсутствия у него химической активности по отношению к материалу.Этот механизм подходит для лазерной резки большинства металлов и термопластов.
- Химическое разложение: Химическое разложение используется в станках для лазерной резки CO 2 и подходит для лазерной резки термореактивных полимеров и органических материалов, таких как дерево. Поскольку термореактивные и органические материалы не плавятся при воздействии тепла, лазерный луч вместо этого сжигает материал, превращая его в углерод и дым.
- Резка испарением: Резка испарением используется станками для лазерной резки CO 2 и подходит для таких материалов, как лазерная резка акрила и полиацеталя из-за близости их точек плавления и кипения.Поскольку лазер испаряет материал, испаряется вдоль разреза, получаемая кромка обычно глянцевая и полированная.
- Разметка: Разметка используется станками для лазерной резки CO 2 и Nd: YAG для создания частичных или полностью проникающих канавок или перфораций, обычно на керамических или кремниевых стружках. Эти канавки и перфорации допускают механическое разрушение по ослабленным структурным линиям.
- Окислительная резка: Окислительная резка, также называемая кислородной резкой, используется станками для лазерной резки CO 2 и Nd: YAG и подходит для лазерной резки низкоуглеродистой и углеродистой стали.Окислительная резка является одним из примеров режущего механизма резки расплава реактивного газа, в котором специально используются химически активные вспомогательные газы. Как и в случае инертности, реакционная способность вспомогательного газа зависит от разрезаемого материала. Окислительная резка, как следует из названия, использует кислород в качестве вспомогательного газа, который экзотермически реагирует с материалом. Вырабатываемое тепло ускоряет процесс резки и приводит к образованию окисленной оплавленной кромки, которую можно легко удалить струей газа, чтобы получить более чистую кромку, обрезанную лазером.
Движение луча
После начала локального нагрева, плавления или испарения машина перемещает зону удаления материала по заготовке, чтобы произвести полный рез. Станок выполняет движение за счет регулировки отражающих зеркал, управления лазерной режущей головкой или манипулирования заготовкой. Станки для лазерной резки бывают трех различных конфигураций, в зависимости от того, как лазерный луч перемещается или перемещается по материалу: движущийся материал, летающая оптика и гибридные системы лазерной резки.
- Движущийся материал: Станки для лазерной резки движущегося материала оснащены стационарным лазерным лучом и подвижной режущей поверхностью, к которой прикреплен материал. Заготовка механически перемещается вокруг неподвижной балки для выполнения необходимых резов. Эта конфигурация обеспечивает равномерное и постоянное расстояние зазора и требует меньшего количества оптических компонентов.
- Flying Optics: Станки для лазерной резки Flying optics оснащены подвижной головкой для лазерной резки и неподвижной заготовкой.Режущая головка перемещает балку по неподвижной заготовке по осям X и Y для выполнения необходимых резов. Гибкость машин с летающей оптикой позволяет резать материалы различной толщины и размеров, а также сокращать время обработки. Однако, поскольку балка постоянно движется, необходимо учитывать изменение длины балки на протяжении всего процесса. Изменяющейся длиной луча можно управлять путем коллимации (юстировки оптики), с использованием оси постоянной длины луча или с помощью адаптивной оптики или емкостной системы управления высотой, способной вносить необходимые корректировки в режиме реального времени.
- Гибрид: Гибридные станки для лазерной резки предлагают сочетание свойств, присущих станкам с движущимся материалом и летающей оптикой. Эти станки оснащены столом для обработки материалов, который перемещается по одной оси (обычно по оси X), и лазерной головкой, которая перемещается по другой (обычно по оси Y). Гибридные системы обеспечивают более стабильную доставку луча, уменьшают потери мощности и большую мощность на ватт по сравнению с системами летающей оптики.
Лазеры выпускаются в виде импульсных или непрерывных волновых лучей.Пригодность каждого из них зависит от свойств разрезаемого материала и требований к лазерной резке. Импульсные лучи производятся как короткие всплески выходной мощности, в то время как непрерывные волновые лучи производятся как непрерывные, с высокой выходной мощностью. Первый, как правило, используется для скрайбирования или резки с испарением и подходит для резки тонких конструкций или прокалывания толстых материалов, в то время как последний подходит для высокоэффективной и высокоскоростной резки.
Типы вспомогательных газов
При лазерной резке используются различные вспомогательные газы для облегчения процесса резки. Используемый процесс резки и разрезаемый материал определяют тип вспомогательного газа – инертный или активный – который наиболее подходит для использования.
Для резки в среде инертного газа (например, резки плавлением или резки расплава в среде инертного газа), как указано в названии, используются химически инертные вспомогательные газы. Конкретный используемый вспомогательный газ зависит от реактивных свойств материала. Например, поскольку расплавленные термопласты не вступают в реакцию с азотом и кислородом, сжатый воздух можно использовать в качестве вспомогательного газа при лазерной резке таких материалов.С другой стороны, поскольку расплавленный титан вступает в реакцию с азотом и кислородом, аргон или другой химически инертный газ должен использоваться в качестве вспомогательного газа при лазерной резке этого материала. При лазерной резке нержавеющей стали с использованием процесса резки в среде инертного газа в качестве вспомогательного газа обычно используется азот; это связано с тем, что расплавленная нержавеющая сталь химически реагирует с кислородом.
При лазерной резке материала посредством процесса реактивного сдвига расплава активный (т.е. химически реактивный) вспомогательный газ – обычно кислород – используется для ускорения процесса резки.В то время как при резке инертным газом материал нагревается, плавится и испаряется исключительно за счет мощности лазера, при резке с использованием реактивного газа реакция между вспомогательным газом и материалом создает дополнительное тепло, которое способствует процессу резки. Из-за этой экзотермической реакции резка с использованием реактивного газа обычно требует более низких уровней мощности лазера для резки материала по сравнению с уровнем мощности, необходимым при резке того же материала с помощью процесса резки инертным газом.
Давление резания используемого вспомогательного газа также определяется применяемым процессом резания, свойствами и толщиной разрезаемого материала.Например, полимеры обычно требуют давления газовой струи 2–6 бар во время процесса резки инертным газом, в то время как нержавеющая сталь требует давления газовой струи 8–14 бар. Соответственно, более тонкие материалы также обычно требуют более низкого давления, а более толстые материалы обычно требуют большего давления. При окислительной резке все наоборот: чем толще материал, тем ниже необходимое давление и чем тоньше материал, тем выше требуемое давление.
Типы станков для лазерной резки
Доступно несколько типов станков для лазерной резки, которые подразделяются на газовые, жидкостные и твердотельные.Типы различаются в зависимости от состояния активной лазерной среды, т. Е. От того, является ли среда газом, жидкостью или твердым материалом, и из чего состоит активная лазерная среда (например, CO 2 , Nd: YAG и т. Д. .). Основными двумя типами используемых лазеров являются CO 2 и твердотельные лазеры.
Один из наиболее часто используемых газовых лазеров, CO 2 , использует смесь углекислого газа в качестве активной лазерной среды. CO 2 лазеры обычно используются для резки неметаллических материалов, поскольку ранние модели не были достаточно мощными, чтобы разрезать металлы.С тех пор лазерные технологии эволюционировали, чтобы позволить лазерам CO 2 прорезать металлы, но лазеры CO 2 по-прежнему лучше подходят для резки неметаллов и органических материалов (таких как резина, кожа или дерево) и просто гравировки металлов. или другие твердые материалы. Лазеры на чистом азоте – еще один широко используемый лазер в газовом состоянии. Эти лазеры используются в тех случаях, когда требуется, чтобы материал не окислялся при резке.
Доступно несколько разновидностей твердотельных лазеров, в том числе кристаллические и волоконные лазеры.В кристаллических лазерах используются различные кристаллические среды, например, иттрий-алюминиевый гранат, легированный неодимом (Nd: YAG) или ортованадат иттрия, легированный неодимом (Nd: YVO 4 ), что позволяет производить лазерную резку металлов и неметаллов с высокой мощностью . Хотя лазеры на кристаллах универсальны в том, что касается их режущих способностей, они обычно более дороги и имеют более короткий срок службы, чем другие типы лазеров. Волоконные лазеры предлагают более дешевую и долговечную альтернативу кристаллическим лазерам. Этот тип лазера сначала генерирует луч через серию лазерных диодов, который затем проходит через оптические волокна, усиливается и фокусируется на заготовке для выполнения необходимых разрезов.
Рекомендации по установке лазерной резки
Как описано в предыдущем разделе, тип лазера, подходящий для лазерной резки, в значительной степени определяется разрезаемым материалом. Однако при выборе и настройке станка для лазерной резки для конкретного применения могут быть приняты во внимание другие соображения, такие как конфигурация станка, мощность лазера, длина волны, временной режим, пространственный режим и размер фокусного пятна.
Конфигурация машины : см. Движение луча , выше
Мощность лазера : Мощность или мощность лазера может увеличивать или уменьшать общее время обработки для резки.Это происходит из-за увеличения интенсивности луча по мере увеличения мощности лазера (плотность мощности (интенсивность) = P / πr 2 ). Цена станка для лазерной резки обычно зависит от мощности лазера; чем мощнее лазер, тем дороже оборудование. Поэтому производители и мастерские должны найти баланс между затратами на обработку и затратами на оборудование при выборе лазерного станка на основе мощности лазера.
Длина волны : Длина волны лазерного луча – это пространственная длина одного полного цикла вибрации для фотона в луче.Конкретная длина волны лазерного луча частично определяет скорость поглощения излучения материалом, которая позволяет материалу нагреваться, плавиться и испаряться для получения необходимых разрезов.
Режим луча : Режим определяет, как интенсивность лазерного луча распределяется по площади поперечного сечения луча. Этот режим влияет на размер фокального пятна луча и его интенсивность, что, в свою очередь, влияет на качество резки. Обычно оптимальный режим имеет гауссово распределение интенсивности (TEM 00 ).
Фокусное пятно : Луч направляется через линзу или специальное зеркало и фокусируется в небольшом пятне высокой интенсивности. Точка, в которой диаметр луча наименьший, называется фокусным пятном или фокусом. Оптимальное положение фокуса для лазерной резки зависит от нескольких факторов, включая свойства и толщину материала, форму и режим луча, тип вспомогательного газа и состояние фокальной линзы.
Материальные аспекты
Лазерная резка металлаИзображение предоставлено: Metal Works of High Point, Inc.
Лазерная резка подходит для различных металлических и неметаллических материалов, включая пластик, дерево, драгоценные камни, стекло и бумагу. Как упоминалось в предыдущих разделах, тип разрезаемого материала и его свойства в значительной степени определяют оптимальный режущий механизм, режущий газ и давление режущего газа, а также лазерный станок, используемый для лазерной резки.
В таблице 1 ниже показана пригодность каждого механизма лазерной резки, описанного ранее, для резки материала.
Таблица 1 – Пригодность механизмов лазерной резки для резки различных материаловМатериал | Резка плавлением | Химическая деструкция | Испарительная резка | Разметка | Окислительная резка |
Черный сплав | Х | Х | |||
Цветной сплав | Х | Х | |||
Термопласт | Х | Х | |||
Thermoset | Х | Х | |||
Керамика | Х | Х | |||
Стекло | Х | Х | |||
Эластомер | Х | ||||
Композитный | Х | Х | Х | ||
Дерево | Х |
В таблице 2 ниже показана пригодность каждого обычно используемого вспомогательного газа для резки материала.
Таблица 2 – Пригодность вспомогательных газов для резки различных материаловМатериал (расплав) | Азот | Кислород | Аргон / инертные газы |
Термопласты | X (инертный) | X (инертный) | |
Титан | X (инертный) | ||
Нержавеющая сталь | X (инертный) | X (реактивный) | |
Углеродистая сталь | X (инертный) | X (реактивный) | |
Легированная сталь | X (инертный) | X (реактивный) | |
Алюминий | X (инертный) | X (реактивный) | |
Никель | X (инертный) | X (реактивный) | |
Медь | X (инертный) | X (реактивный) |
В таблице 3 ниже показана пригодность каждого типа лазера, описанного ранее, для резки материала.
Таблица 3 – Пригодность типов лазерных станков для резки различных материаловМатериал (расплав) | CO 2 | Азот | Nd: YAG / Кристалл | Волокно |
Металлы | X (сталь и алюминий) | Х | Х | |
Пластик | X (низкая контрастность) | X (высокая контрастность) | ||
Стекло | Х | |||
Бумага | Х | |||
Дерево | Х | |||
Камень | Х |
Помимо реактивных или нереактивных свойств разрезаемого материала, еще одним соображением, которое производители и рабочие мастерские могут принять во внимание при принятии решения о пригодности лазерной резки для их применения, является отражательная способность.Чем выше коэффициент отражения материала, тем больше процент излучения отражается, а не поглощается им. Эта более низкая скорость поглощения замедляет процесс резки и увеличивает время обработки, а также увеличивает требования к мощности лазера для резки материала. Материалы с высокой отражающей способностью, такие как медь и алюминий, также могут вызвать повреждение лазерного устройства, так как луч может отражаться в направлении компонентов лазерного резака.
Преимущества лазерной резки
По сравнению с другими видами резки, лазерная резка имеет несколько преимуществ.К ним относятся:
- Повышение точности и точности резки
- Более качественная кромка
- Более узкая ширина пропила
- Меньшая зона термического влияния и меньшее искажение материала
- Меньше загрязнения материалов и отходов
- Снижение затрат на техническое обслуживание и ремонт
- Повышенная безопасность оператора
Станки для лазерной резки способны вырезать широкий спектр конструкций с большей точностью и аккуратностью, чем более традиционные станки для резки.Поскольку станки для лазерной резки могут полностью управляться ЧПУ, они могут многократно и последовательно производить сложные и замысловатые детали с высокими допусками. Лазерная резка также обеспечивает высококачественные разрезы и кромки, которые обычно не требуют дополнительной очистки, обработки или отделки, что снижает потребность в дополнительных процессах отделки.
Сфокусированный луч позволяет уменьшить ширину пропила, а локализованный нагрев обеспечивает минимальное тепловое воздействие на большую часть разрезаемого материала. Меньший пропил сводит к минимуму количество удаляемого материала, а низкий подвод тепла сводит к минимуму зоны термического влияния (ЗТВ), что, в свою очередь, уменьшает степень термической деформации.Бесконтактный характер процесса лазерной резки также снижает риск механической деформации, особенно для гибких или тонких материалов, а также снижает риск загрязнения материала. Благодаря более жестким допускам, меньшей ширине пропила, меньшим зонам термического влияния и меньшей степени деформации материала детали, вырезанные лазером, можно расположить ближе друг к другу на материале. Такая близость конструкции снижает количество отходов материала, что со временем приводит к снижению затрат на материалы.
Хотя первоначальные вложения в оборудование для лазерной резки обычно выше, чем в другие процессы резки, эксплуатационные расходы и затраты на техническое обслуживание сравнительно низкие. Станки для лазерной резки способны выполнять множество операций и приложений без необходимости покупать или менять отдельные инструменты, разработанные по индивидуальному заказу; Эта характеристика лазерной резки снижает как общие затраты на оборудование, так и время между различными процессами и приложениями. Кроме того, поскольку лазерная резка является бесконтактным процессом, компоненты лазера испытывают меньшую усталость и, следовательно, служат дольше, чем компоненты в процессах контактной резки, таких как механическая резка или ротационная высечка.Вместе с относительной дешевизной заменяемых лазерных компонентов долговечность лазерных компонентов со временем еще больше снижает общие затраты на оборудование.
Другие преимущества лазерной резки включают снижение риска травм оператора и более тихую работу. В процессе лазерной резки практически не используются механические компоненты и он происходит внутри корпуса, поэтому риск травмирования оператора снижается. Поскольку в процессе лазерной резки создается меньше шума, улучшается и общее рабочее место.
Ограничения лазерной резки
Хотя лазерная резка демонстрирует преимущества по сравнению с другими формами резки, процесс также имеет ограничения, в том числе:
- Ассортимент подходящих материалов
- Несоответствие производительности
- Закалка металла
- Повышенное потребление энергии и мощности
- Более высокие затраты на оборудование
Как указывалось в предыдущих разделах, лазерная резка подходит для широкого спектра металлов и неметаллов.Однако разрезаемый материал и его свойства часто ограничивают пригодность некоторых режущих механизмов, вспомогательных газов и типов лазеров. Кроме того, толщина материала играет важную роль в определении оптимальной мощности лазера, давления вспомогательного газа и положения фокуса для лазерной резки. Различные материалы или толщина в пределах одного материала также требуют корректировки скорости и глубины резания на протяжении всего процесса резки. Эти корректировки создают несоответствия во времени производства, а также увеличивают время выполнения работ, особенно при больших производственных партиях.
Одним из преимуществ лазерной резки является получение высококачественных резов, которые обычно не требуют обширной вторичной очистки, обработки или отделки. Хотя в некотором отношении это является преимуществом, возникающее в результате наклепывание кромок, обрезанных лазером, может быть проблематичным для некоторых применений. Например, детали, требующие дальнейшей обработки, такой как порошковое покрытие или окраска, сначала потребуют обработки поверхности после процесса лазерной резки перед нанесением необходимого покрытия или краски.Добавление этого шага увеличивает как время выполнения, так и общие затраты на обработку.
Хотя лазерная резка может со временем снизить затраты на техническое обслуживание и материалы, для некоторых производственных приложений может быть более рентабельным использование других процессов резки. Например, хотя лазерной резкой можно подвергать как металлические, так и неметаллические материалы, лазерная резка пластика вызывает выброс потенциально вредных и токсичных газов. Эти выбросы требуют оборудования для контроля загрязнения воздуха, что увеличивает стоимость необходимого оборудования.Для производителей и начинающих мастерских, хотя запасные части и запчасти для технического обслуживания относительно недороги, первоначальные вложения в оборудование для лазерной резки также имеют тенденцию быть намного выше по сравнению с более традиционными процессами резки. Кроме того, оборудование для лазерной резки обычно потребляет больше мощности и энергии, чем другие процессы резки, что приводит к дальнейшему увеличению эксплуатационных расходов. В целом, высокие начальные затраты на оборудование и эксплуатационные расходы могут сделать лазерную резку непригодной для низкобюджетных операций.
Альтернативные способы резания
Хотя лазерная резка позволяет производить сложные и прецизионные детали с высокими допусками, она может не подходить для каждого производственного применения, а другие процессы резки могут быть более подходящими и экономичными. Ниже проиллюстрированы некоторые сравнения лазерной резки с другими процессами резки.
Таблица 4 – Сравнение процессов лазерной и механической резкиПреимущества | Лазерная резка | Механическая резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Без механических искажений | Х | |
Затраты на материалы (за вычетом отходов) | Х | |
Стоимость оборудования | Х | |
Операционные расходы | Х | |
Расходы на техническое обслуживание | Х |
Механическая резка – это производственный процесс, в котором используется оборудование с механическим приводом, т.е.g., токарные станки, фрезерные станки и прессы – для резки, формовки и резки материала в нестандартные формы и конструкции. Как показано в Таблице 4 выше, лазерная резка имеет несколько преимуществ по сравнению с механической резкой; он обеспечивает большую точность и более высокие допуски, а также предлагает более низкие затраты на материалы (например, меньше отходов) и затраты на техническое обслуживание. Однако лазерная резка также обычно требует гораздо более высоких начальных капиталовложений и эксплуатационных затрат, чем механическая резка, из-за дорогостоящего оборудования для лазерной резки и высокого энергопотребления оборудования.
Таблица 5 – Сравнение процессов лазерной резки и высечкиПреимущества | Лазерная резка | Высечки |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Быстрое прототипирование / корректировка дизайна | Х | |
Множественные операции (в линии) | Х | |
Ускорение производственного цикла | Х | |
Постоянная скорость / давление резания | Х | |
Крупные / серийные производства | Х |
Производство штампованных деталей – это одно производственное применение, для которого лазерная резка может служить альтернативой процессам механической резки, таким как плоская высечка или ротационная высечка.Как показано в Таблице 5 выше, лазерная резка позволяет повысить точность и ускорить создание прототипов. В то время как высечка позволяет в определенной степени производить прецизионные детали, лазерная резка предлагает еще более жесткие допуски для более сложных конструкций и узоров. Кроме того, лазерная резка более рентабельна для создания прототипов и корректировок конструкции, поскольку процесс не требует создания отдельных компонентов штампа для тестирования новых конструкций. Однако высечка, особенно ротационная высечка, дает определенные преимущества по сравнению с лазерной резкой.Например, ротационная высечка позволяет выполнять несколько операций в линию, а также обеспечивать постоянное и непрерывное давление резания. В совокупности эти соображения позволяют ротационной высечке обеспечить более быстрый производственный цикл, чем лазерная резка, особенно при больших или длительных производственных циклах.
Таблица 6 – Сравнение процессов лазерной и гидроабразивной резкиПреимущества | Лазерная резка | Гидроабразивная резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Композитный / многослойный материал | Х | |
Толстые материалы | Х | |
Без механических искажений | Х | |
Нет теплового искажения | Х | |
Операционные расходы | Х | |
Тихая работа | Х |
Гидроабразивная резка – это производственный процесс, в котором используется вода под давлением, а также абразивные материалы, такие как гранат или оксид алюминия, для резки и формовки материала в нестандартные формы и конструкции.Как показано в Таблице 6 выше, лазерная резка может производить детали с большей точностью и сложностью, чем гидроабразивная резка, в то время как гидроабразивная резка может производить детали из более толстых и многослойных материалов, что может быть проблематичным для процесса лазерной резки. Хотя при лазерной резке меньше риск механических искажений, гидроабразивная резка снижает риск тепловых искажений. По сравнению с лазерной резкой, гидроабразивная резка также создает больше шума и больше отходов, т. Е. Использованной воды и абразивных смесей, которые требуют очистки и утилизации, что увеличивает эксплуатационные расходы.
Таблица 7 – Сравнение процессов лазерной и плазменной резки G.E. Компания МатисПреимущества | Лазерная резка | Плазменная резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Толстые материалы | Х | |
Диапазон подходящих материалов | Х | |
Оборот | Х | |
Стоимость оборудования | Х | |
Операционные расходы | Х |
Плазменная резка, также называемая плазменной дугой, представляет собой производственный процесс, в котором используется конус перегретого ионизированного газа для резки и придания электропроводному материалу нестандартных форм и конструкций.Как показано в Таблице 7 выше, по сравнению с лазерной резкой, которая позволяет резать металлические и неметаллические материалы, плазменная резка имеет более ограниченный диапазон подходящих материалов, так как только электропроводящие материалы можно резать с помощью процесса плазменной резки. Кроме того, детали плазменной резки производятся со значительно меньшей точностью и меньшими допусками из-за более широкого пропила, производимого во время процесса. Несмотря на эти ограничения, плазменная резка предлагает более низкие затраты на оборудование и эксплуатационные расходы (из-за, как правило, более низкого энергопотребления и энергопотребления) и более быстрый производственный цикл по сравнению с лазерной резкой, а также возможности для резки более толстых и многослойных материалов.
Сводка
Выше описаны основы станка для лазерной резки, процесс лазерной резки, принцип работы лазерной резки, различные возможности и области применения лазерной резки, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, следует ли выполнять лазерную резку. наиболее оптимальное решение для их конкретного применения.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery Platform, где вы найдете более 500 000 коммерческих и промышленных поставщиков, в том числе более 2500 поставщиков услуг по лазерной резке.
Источники
- http://www.engineerstudent.co.uk/
- https://www.messer-cs.com/us/processes/laser-cutting/
- https://www.me.iitb.ac.in/~ramesh/courses/ME677/lasercutting.pdf
- https://www.boconline.co.uk
- https://www.behance.net/gallery/32298803/Laser-Cutting-Advantages-And-Disadvantages
- http://laserexp.co.uk/wp-content/uploads/2012/10/LASER-CUTTING-FROM-FIRST-PRINCIPLES-TO-THE-STATE-OF-THE-ART.pdf
- https: // www.exploainthatstuff.com/lasers.html
- https://www.us-metalcrafters.com/laser-cutting/
- https://www.gemathis.com/services/precision-laser-processing/laser-cutting-metal-services/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
Полный список материалов для лазерной резки!
Лазерный резак дает вам множество возможностей для создания нестандартных элементов. Лазерный резак по дереву можно встретить довольно часто, но это не единственный материал, который можно использовать.На самом деле существует множество материалов для лазерной резки.
Самое приятное то, что большинство лазерных резаков предназначены для работы с разными типами материалов. Просто убедитесь, что при выборе лазерного резака вы выбираете тот, который работает с материалами, которые вы хотите использовать чаще всего.
Введение в лазерную резку
Если вы новичок в лазерной резке, вы можете почувствовать себя немного перегруженным. Что можно сделать? Какие материалы использовать? Какие настройки лазерного резака для разных материалов следует использовать?
Если вы только начинаете, ознакомьтесь со списком Makeblock из 10 замечательных проектов лазерной резки, которые можно реализовать дома.Это даст вам хорошее представление о том, что возможно. Просто помните, это всего лишь небольшая выборка проектов.
Лазерный резак позволяет создавать рисунки и вырезать или гравировать их на куске материала. Хотя вы можете больше ассоциировать лазерную резку с деревом или пластиком, вы можете использовать лазерный резак для ткани, бумаги, металла и многого другого. Фактически, узор в виде сердца на нашем изображении был вырезан лазером на коже.
Станок для лазерной резки переносит заранее запрограммированный дизайн на любой материал, который вы используете.Хотя вам придется менять настройки в зависимости от материала, возможности резки и гравировки кажутся безграничными, как и ваше воображение.
Материалы для лазерной резки
Готовы попробовать лазерную резку? Во-первых, вам нужно собрать материалы, которые вы хотите использовать. Чтобы по-настоящему попробовать, попробуйте свой лазерный резак с несколькими разными типами материалов, чтобы увидеть, как он работает.
Хотя есть некоторые материалы, которые вам определенно не следует использовать, вы обнаружите, что следующий список дает вам много возможностей для работы.Единственное, что следует помнить, это разные материалы, которые могут выделять разные пары, поэтому убедитесь, что вы работаете в хорошо проветриваемом помещении, чтобы быть в безопасности.
1. Дерево
Дерево – один из самых распространенных материалов для лазерной резки. Новички и даже профессионалы часто используют лазерный резак по дереву, чтобы вырезать детали для сборки, гравировать подарки и вырезать замысловатые узоры на дереве. Очевидно, что вы можете вырезать лазером большинство пород дерева. Если вы прорезаете насквозь, то лучше подойдет более тонкий кусок.
Обычно используются фанера и МДФ (древесноволокнистая плита средней плотности), поскольку они дешевле. Однако бамбук – отличный экологически чистый вариант. В идеале сначала потренируйтесь с МДФ или фанерой, прежде чем пробовать что-то более дорогое.
2. Пластик и акрил
Используя лазерный резак для акрила, можно создавать поистине удивительные произведения искусства. Пластиковые и акриловые материалы идеально подходят для создания вывесок, украшений, украшений, настенного искусства и многого другого. Вы не поверите, но на самом деле у вас есть более широкий выбор акрила, чем дерева.
Оргстекло, особенно цветное оргстекло, является популярным акрилом. Создавайте красивые произведения искусства в стиле витражей. Как и в случае с деревом, у вас есть выбор различной толщины.
3. Пена
Пена хорошо подходит для создания вставок и уплотнений, хотя вы можете использовать ее и для детских проектов. Например, вы можете вырезать с помощью лазера толстые куски пенопласта, чтобы создавать забавные индивидуальные головоломки. Хотя он не так популярен для домашних проектов, как другие материалы, его все же стоит попробовать.
4. Металл
Использование лазерного резака для металла может быть немного сложным. Если вы планируете полностью прорезать металл, вам понадобятся более тонкие куски, например нержавеющая сталь толщиной 0,06 дюйма или более тонкая. В противном случае лазерные резаки на основе CO2 могут деформировать металл. Однако лазерный резак отлично подходит для гравировки металла.
5. Кожа
После того, как вы немного попрактикуетесь с другими материалами для лазерной резки, вы, возможно, захотите попробовать свои силы в работе с кожей.Это дорогой материал, но результат выглядит потрясающе. Вы можете создавать кошельки, ремни, кошельки, украшения (особенно браслеты) и произведения искусства. При использовании кожи убедитесь, что изделие надежно закреплено, чтобы избежать деформации.
6. Картон
Картон – один из самых недорогих материалов для лазерной резки. Кроме того, с ним проще всего работать. Создавайте все, от впечатляющих визитных карточек до деталей для моделирования. Обычно можно выбирать между гофрированным, серым и целлюлозным.Серый цвет и целлюлоза – лучшие варианты для крафта и построения моделей.
7. Пробка
Пробка – не тот материал, с которым вы, вероятно, будете часто работать. Однако его забавно использовать для создания детских поделок. Конечно, если вы хотите сделать свои собственные подставки под подставки, пробка – идеальный материал, и вы можете вырезать из нее лазером любую форму, какую захотите. Единственное, с чем пробка не работает, – это гравировка, поскольку это более слабый материал, который имеет тенденцию легко прорезаться насквозь.
8. Текстиль
Лазерная резка тканей – более новая возможность.Использование лазерного резака для ткани – это разновидность цифровой вышивки. Вы получите аналогичные результаты за гораздо меньшее время. В то время как кожа, очевидно, является одним из видов текстиля, возможны также хлопок, нейлон, полиэстер и шелк.
9. Бумага
В большинстве случаев, когда вы используете лазерный резак для бумаги, вы, скорее всего, будете вырезать какой-то картон. Однако толстая картонная бумага хорошо работает с лазерными резаками. Творческий проект, который можно попробовать с бумагой, – это нестандартные карточки с вырезанной лазером центральной сценой.Они прекрасны и могут стать отличным подарком.
В целом существует не так много материалов, которые нельзя использовать. В идеале, если вы не гравируете, избегайте стекла. Также не рекомендуется использовать любые материалы, содержащие хлор, например винил или ПВХ.
Лазерная резка с помощью Laserbox
Хотя предприятия используют лазерные резаки на протяжении десятилетий, вы можете использовать свой собственный настольный лазерный резак дома. Makeblock Laserbox хорошо работает с широким спектром материалов и подходит даже для детей.
Обзор
Одна из самых потрясающих вещей в лазерной резке – это попытка определить настройки лазерного резака для различных материалов. Лазерный блок спроектирован таким образом, чтобы избавить от лишних хлопот и обучения. Машина может автоматически определять большинство материалов и соответствующим образом корректировать настройки.
Если вы хотите резать или гравировать, Laserbox поможет вам. Он идеально подходит для детских проектов, изготовления украшений, создания отличных подарков и многого другого. Не удивляйтесь, если вы пристраститесь к созданию потрясающих изделий, вырезанных лазером.
Характеристики
Простота использования – одна из главных особенностей Laserbox. Это инновационный лазерный резак, который использует алгоритм искусственного интеллекта для идентификации материалов, настройки параметров и создания узоров на основе ручных рисунков. Независимо от того, новичок вы в лазерной резке или являетесь профессионалом, легко начать работу и быстро приступить к работе.
Хотя вы можете создавать выкройки в прилагаемом программном обеспечении, вы также можете рисовать на своем материале или загружать нарисованный от руки дизайн. Прежде чем машина что-либо обрежет, вы можете предварительно просмотреть выравнивание с помощью 5-мегапиксельной камеры.Вы даже можете извлекать изображения для использования в других материалах позже.
Родители могут расслабиться, зная, что Laserbox автоматически выключается при открытии крышки, чтобы дети не пострадали. Также имеется интеллектуальный очиститель дыма для оптимальной вентиляции и предотвращения перегрева. Кроме того, встроенная система предупреждений предупреждает вас, если что-то не так.
Перестаньте мечтать и начните создавать индивидуальные творения с помощью собственного лазерного резака. Посетите Makeblock сегодня, чтобы узнать больше об аппаратном и программном обеспечении, необходимом для лазерной резки у себя дома.
Дизайн лазерной фанеры
Этот пост является частью руководства Plyco по лазерной фанере
Проведение как можно более тщательных исследований и подготовки материалов для лазерной фанеры – это отличное место для начала, но, к сожалению, это не подготовит вас к трудностям, когда вы начинаете пытаться начать с ним работать. Получение максимальной отдачи от резки, травления и гравировки может стать настоящим испытанием методом проб и ошибок, если вам придется изучить это самостоятельно.В Plyco мы понимаем, что не каждый посетитель может стать ветераном лазерной резки, поэтому мы хотели создать что-то, что помогло бы новичкам более плавно перейти в этот дикий и прекрасный мир.
Лучшие насадки для лазерной резки
Очень важно иметь на станке подходящую оптику для резки. Если вы режете более толстые куски лазерной фанеры, вам понадобится оптическая линза с большим фокусным расстоянием.Trotec рекомендует 2-дюймовую линзу для листов размером 3 мм и 2,5-дюймовую линзу для листов толщиной 6 мм.
Само собой разумеется, но очистка лазерного резака чрезвычайно важна. Это может быть легко позволить этому аспекту ускользнуть и упасть на обочину, но вы могли бы сделать свою машину достойной, позволив ей собирать пыль. Древесная пыль может быть очень липкой, и если она оседает внутри машины, это может причинить вам серьезную боль.
Помните, что немного дыма – это нормально! При использовании станка для лазерной резки вы, по сути, сжигаете или испаряете лазерную фанеру с помощью лазера станка.Естественно, это приведет к появлению небольшого количества дыма в качестве побочного продукта. Убедитесь, что ваш лазерный резак установлен в хорошо вентилируемом помещении, и подумайте о том, чтобы к нему подключался сжатый воздух. Сжатый воздух соединяется рядом с вашим лазером и помогает защитить его, быстро удаляя пыль и газы.
Наш последний совет – наш любимый; по возможности всегда делайте пробные разрезы! Пробные разрезы могут значительно облегчить жизнь, особенно если вы впервые работаете с определенной разновидностью лазерной фанеры.Это одна из причин, по которой мы предлагаем бесплатные образцы для всех наших клиентов.
Лучшие советы для лазерной гравировки
Чрезвычайно важным аспектом лазерной резки является подготовка материалов. Пыль, образующаяся при гравировке, может вызвать небольшой беспорядок, а если эта пыль прилипнет к фанере, это может вызвать небольшую головную боль. Простой способ справиться с этим – взять липкую ленту и наклеить ее на рабочую поверхность. Это предохраняет пыль от проблем, и ее легко убрать после того, как все будет завершено.Однако вам необходимо убедиться, что используемая лента не содержит ПВХ, иначе вы столкнетесь с гораздо более важными проблемами!
В целом, когда вы гравируете кусок фанеры, конечный результат, скорее всего, останется коричневатым. Это важно помнить при планировании и визуализации того, как будет выглядеть ваш конечный продукт, однако можно добиться другого цвета. Благодаря использованию лакированного дерева и соответствующей настройке лазерного резака вы можете получить белую гравировку.Мы склонны считать, что установка вашей машины на низкую мощность на высокой скорости дает наилучшие результаты, но, очевидно, это отличается для каждой машины. Чтобы получить более темную гравировку, вам нужно расфокусировать лазерный луч примерно до 1 мм. Это делает лазерное пятно намного больше и снижает плотность мощности, что в совокупности делает гравировку более темной.
Если вы хотите позаботиться о гравировке после того, как она была обработана, можно использовать денатурированный спирт. Наполните пульверизатор денатурированным спиртом и распылите на поверхность дерева, это поможет счистить любые следы от ожогов.Мы рекомендуем только с использованием белых хлопчатобумажных тряпок в этом процессе очистки, так как использование цветной тряпки может испачкать вашу древесину и сделать ее похожей на абстрактную картину!
Шаблоны дизайна для лазерной резки
Мы знаем, что просто вскочить и начать лазерную резку может быть немного ошеломляющим, поэтому команда специалистов Plyco собрала несколько своих любимых шаблонов дизайна для лазерной резки, которые помогут вам освоиться.
Мы обнаружили, что Vecteezy – отличный ресурс для бесплатных шаблонов.У них есть тысячи шаблонов, которые вы можете скачать бесплатно, что является отличной отправной точкой. Мы рекомендуем использовать некоторые из этих шаблонов, пока вы будете изучать основы лазерной резки. Если вы хотите стать немного более продвинутым, шаблоны Laser Ready – идеальное место для вас. Эти шаблоны являются несомненным шагом вперед по сравнению с шаблонами Vecteezy, и в результате вам придется потратить немного денег на эти шаблоны. Команда Plyco определенно согласна с тем, что эти конструкции стоят своих денег и являются идеальными компаньонами для клиентов, которые хотят расправить крылья и еще больше развить свои способности.
Часы из лазерной фанеры, созданные Тимом Уайтоном из LaserCast
.
Мы надеемся, что этот пост был полезен, поскольку дал вам несколько дополнительных советов по лазерной резке и гравировке, и что шаблоны дизайна помогут вам в вашем стремлении стать легендой лазерной резки. Если вы хотите пополнить запасы лазерной фанеры, зайдите в интернет-магазин Plyco, где вы сможете просмотреть всю нашу коллекцию. Кроме того, если вы хотите еще больше расширить свои знания, обязательно прочитайте в нашем блоге сообщения о том, как работает лазерный резак, и о разнице между резкой с ЧПУ и лазерной резкой.
Настройки лазера
АКРИЛ – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | ЛЮБОЙ |
| 100 Вт | 20 | 350 | .065 | ЛЮБЫЕ |
| 150 Вт | 15 | 350 | .065 | ЛЮБЫЕ |
АКРИЛ – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 80 | 10 | НЕТ | 1/4 дюйма |
| 100 Вт | 75 | 15 | НЕТ | 1/4 дюйма |
| 150 Вт | 65 | 20 | НЕТ | 1/4 дюйма |
Анодированный алюминий – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 325 | .065 | ЛЮБЫЕ |
| 100 Вт | 20 | 325 | .065 | ЛЮБЫЕ |
| 150 Вт | 15 | 325 | .065 | ЛЮБЫЕ |
Проба – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | Любые |
| 100 Вт | 20 | 350 | .065 | Любые |
| 150 Вт | 15 | 350 | .065 | Любые |
Бальзовое дерево – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/8 дюйма |
| 100 Вт | 55 | 25 | НЕТ | 1/8 дюйма |
| 150 Вт | 40 | 25 | НЕТ | 1/8 дюйма |
Басовое дерево – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 350 | .065 | Любые |
| 100 Вт | 25 | 350 | .065 | Любые |
| 150 Вт | 20 | 350 | .065 | Любые |
Басовое дерево – Резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/8 дюйма |
| 100 Вт | 55 | 25 | НЕТ | 1/8 дюйма |
| 150 Вт | 40 | 25 | НЕТ | 1/8 дюйма |
Береза - гравюра
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 350 | .065 | Любые |
| 100 Вт | 25 | 350 | .065 | Любые |
| 150 Вт | 20 | 350 | .065 | Любые |
Древесина береза - распиловка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 80 | 10 | НЕТ | 1/4 дюйма |
| 100 Вт | 70 | 15 | НЕТ | 1/4 дюйма |
| 150 Вт | 65 | 20 | НЕТ | 1/4 дюйма |
Березовая фанера – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 350 | .065 | Любые |
| 100 Вт | 25 | 350 | .065 | Любые |
| 150 Вт | 20 | 350 | .065 | Любые |
Фанера березовая – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/4 дюйма |
| 100 Вт | 75 | 15 | НЕТ | 1/4 дюйма |
| 150 Вт | 70 | 20 | НЕТ | 1/4 дюйма |
Картон – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | Любые |
| 100 Вт | 20 | 350 | .065 | Любые |
| 150 Вт | 15 | 350 | .065 | Любые |
Картон – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 70 | 15 | НЕТ | 1/4 дюйма |
| 100 Вт | 60 | 15 | НЕТ | 1/4 дюйма |
| 150 Вт | 50 | 15 | НЕТ | 1/4 дюйма |
Керамика – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 65 | 350 | .065 | Любые |
| 100 Вт | 40 | 350 | .065 | Любые |
| 150 Вт | 27 | 350 | .065 | Любые |
Стекло – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 27 | 325 | .065 | Любые |
| 100 Вт | 25 | 325 | .065 | Любые |
| 150 Вт | 20 | 325 | .065 | Любые |
Гранит – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 40 | 275 | .065 | Любые |
| 100 Вт | 25 | 275 | .065 | Любые |
| 150 Вт | 18 | 275 | .065 | Любые |
Кожа – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | Любые |
| 100 Вт | 18 | 350 | .065 | Любые |
| 150 Вт | 15 | 350 | .065 | Любые |
Кожа – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/8 дюйма |
| 100 Вт | 75 | 12 | НЕТ | 1/8 дюйма |
| 150 Вт | 70 | 15 | НЕТ | 1/8 дюйма |
Металл с порошковым покрытием – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 35 | 325 | .065 | Любые |
| 100 Вт | 20 | 325 | .065 | Любые |
| 150 Вт | 15 | 325 | .065 | Любые |
Зеркало – оборотная сторона; Гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 325 | .065 | Любые |
| 100 Вт | 20 | 325 | .065 | Любые |
| 150 Вт | 15 | 325 | .065 | Любые |
Бумага – раскрой
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 15 | 20 | НЕТ | 1/100 “ |
| 100 Вт | 15 | 25 | НЕТ | 1/100 “ |
| 150 Вт | 15 | 30 | НЕТ | 1/100 “ |
Romark – Разноцветный; Гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 25 | 350 | .065 | Любые |
| 100 Вт | 20 | 350 | .065 | Любые |
| 150 Вт | 15 | 350 | .065 | Любые |
Резина – гравировка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 30 | 350 | .065 | Любые |
| 100 Вт | 20 | 350 | .065 | Любые |
| 150 Вт | 15 | 350 | .065 | Любые |
Резина – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 85 | 10 | НЕТ | 1/8 дюйма |
| 100 Вт | 75 | 12 | НЕТ | 1/8 дюйма |
| 150 Вт | 70 | 15 | НЕТ | 1/8 дюйма |
Пена – резка
| Вт | МОЩНОСТЬ% | СКОРОСТЬ (мм / с) | ИНТЕРВАЛ / ЗАЗОР (мм) | ТОЛЩИНА |
|---|---|---|---|---|
| 65 Вт | 60 | 25 | НЕТ | 1/4 дюйма |
| 100 Вт | 55 | 25 | НЕТ | 1/4 дюйма |
| 150 Вт | 40 | 25 | НЕТ | 1/4 дюйма |
Flux beamo – это лазерный резак за 1500 долларов с простым, но мощным программным обеспечением – TechCrunch
Лазерные резаки сейчас в интересном месте.Прошли те времена, когда самые дешевые машины стоили десятки тысяч долларов, а «компактные» модели были размером примерно с морозильную камеру. Они стали достаточно доступными и достаточно маленькими, чтобы домашний любитель, занимающийся домашним хозяйством, мог добавить их к своему набору инструментов, не взяв вторую ипотеку и не требуя гораздо большего, чем немного места на столе … но они все еще достаточно редкая машина, которая говорит: «Я у меня есть лазерный резак! » заставляет людей смотреть на вас, как на чертова волшебника.
Одно из последних достижений в этой области – компактный лазерный резак и гравер мощностью 30 Вт, созданный компанией Flux – тайваньской командой, которая собрала 1 доллар.6 миллионов на Kickstarter с его 3D-принтером / сканером / гравером Flux Delta еще в 2014 году.
Как и в случае с Delta, Flux обращается к Kickstarter с просьбой о запуске beamo. Они довольно быстро пробежали мимо своей цели в 25 000 долларов, в настоящее время они собрали примерно 350 000 долларов, и осталось чуть больше недели. Ранние модели будут стоить 849 долларов, а окончательная рекомендованная производителем розничная цена – 1500 долларов. Доставка / налоги не включены в эти цены и могут стоить пару сотен долларов, так что учитывайте это при принятии любых решений о покупке.
Хотя я склонен немного сомневаться, когда дело доходит до оборудования, финансируемого за счет краудфандинга (слишком много раз сжигалось продуктами, которые либо никогда не поступали, либо доставил только для того, чтобы оказаться полным мусором), Flux и раньше шел по этому пути; Помимо Delta, всего несколько месяцев назад компания осуществила краудфандинг и поставила Beambox (немного больший, дорогой, но более мощный лазерный резак). В случае с Beamo, похоже, что Kickstarter в первую очередь предназначен для того, чтобы помочь распространить информацию, а не буквально «запустить» процесс.Производство уже ведется, и агрегаты уже сходят с конвейера.
Flux прислал мне одну из тех первых моделей, чтобы проверить ее на несколько недель. У меня не хватило времени на то, что я бы назвал «обзором»; С такими вещами, как лазерные резаки с их бесчисленным множеством движущихся частей и… ну знаете, , лазеры , новые проблемы могут появиться через несколько месяцев после того, как вы откроете коробку, поскольку требуется износ компонентов и техническое обслуживание. Так что считайте это скорее чем-то вроде «первого впечатления».
Впрочем, первые впечатления хорошие.
Для справки, я бы оценил свой опыт работы с лазером как… умеренный. Я готов поспорить, больше, чем большинство людей, которых вы бы случайно спросили, но меньше, чем если бы это была моя работа. Я потратил около сотни часов на тренировки / творчество с этими вышеупомянутыми профессиональными лазерами размером с морозильную камеру, делая все, от нестандартных бокалов с гравировкой до рождественских украшений и персонализированных резиновых штампов на протяжении многих лет. Я обычно ищу предлоги, чтобы стрелять по вещам лазером.
Запуск
Мой прибор beamo был готов к работе прямо из коробки, зеркала выровнены, движущиеся части смазаны.Я подключил его, настроил базовую вентиляцию, провел около 10 минут установки и настройки программного обеспечения и начал стрелять. Все просто сработало с первого кадра.
Кстати о вентиляции: она вам понадобится. Лазерная резка – это, по сути, крошечный, сверхуправляемый огонь… а это означает дым. В зависимости от того, что вы режете, этот дым может быть очень ядовитым. Пилить дерево? Он не будет плохо пахнуть, но все же это не то, что вам нужно регулярно. Выгравировать логотип на фетре? Будет пахнуть, как будто вы сжигаете мусор, набитый волосами.Beamo использует вытяжной вентилятор 200 кубических футов в минуту, чтобы вытягивать дымный воздух из машины, выбрасывая его через 4-дюймовый вытяжной шланг, который вам нужно будет пропустить через окно (или, если вы чувствуете себя особенно необычно, через вытяжную сушилку. вентиляция через стену.) Ожидается, что потребуется около 8 дюймов зазора между машиной и любой стеной за ней для выхлопного шланга и его изгибов, если только путь к окну не является прямым.
Выхлопная система неплохая, но вам, вероятно, придется повозиться с тем, как работает шланг, чтобы получить все правильно.Если вы вентилируете через окно, вам нужно придумать способ закрыть открытые зазоры вокруг шланга, чтобы ограничить любые испарения, которые могут снова попасть в комнату. Потратьте время на то, чтобы сделать это правильно. Если через несколько часов после стрижки в комнате все еще пахнет дымом, продолжайте работу над вентиляцией. Вы не хотите вдыхать эти вещи, особенно если вы используете лазер чаще, чем от случая к случаю.
Встроенный сенсорный экранBeamo. В основном вы управляете им через Wi-Fi, но здесь вы можете получить доступ к некоторым базовым функциям и следить за выполнением работы.
Если вы новичок в лазерной резке, вам также следует потратить время на изучение того, что не следует вставлять в эти станки. Некоторые материалы можно безопасно резать лазером, но они легко воспламеняются. Некоторые материалы просто расплавятся и испортят вашу машину. Другие предметы (ПВХ!) Будут выделять газообразный хлор, когда вы попадете на них лазером. Если вы выходите за рамки основ резки тонкого дерева / акрила / картона или гравировки по стеклу, исследуйте это .
Так что СЛЕДУЕТ резать? Лучше всего использовать лес (хотя вы захотите ограничиться менее маслянистыми веществами – потому что, опять же, огонь).Картон весело вырезать для таких вещей, как трафареты для аэрозольной краски. Кожа – это хорошо, если потренироваться, а с акрилом можно делать самые разные аккуратные вещи. Стекло нельзя резать, но можно выгравировать; То же самое и с резиной, хотя ее лучше покупать в местах, где продаются материалы, которые считаются безопасными для лазеров.
Толщина разрезаемого материала обычно ограничивается мощностью лазера, тогда как высота / ширина обычно ограничиваются размером рабочей зоны. При мощности 30 Вт лазер компании beamo может прорезать древесину толщиной около 1/8 дюйма; его рабочая зона, тем временем, приходит в 11.81 ″ x 8,27 ″. Вы можете сделать партию и классных вещей в этих пределах, но помните о них – покупать кучу материала только для того, чтобы доставить его домой и понять, что вам не хватает нескольких ватт до полной резки, – это облом. Если вы предвидите, что вам потребуются более глубокие разрезы или более крупные куски, существуют более мощные лазеры без значительного скачка в цене. В качестве примеров: другой лазерный резак Flux, Beambox за 2500 долларов, увеличивает мощность лазера до 40 Вт, а рабочую область до 15,7 x 14,7 дюйма; Базовая модель за 2500 долларов от конкурента Glowforge поставляется с мощностью 40 Вт с рабочей зоной примерно 11 ″ x 19.5 ″.
Стреляйте лазерами!
Все подключено, вентиляция настроена, материалы закуплены? Время сокращать! Ну, почти.
В основном вы будете управлять лучом через Beam Studio, бесплатное программное обеспечение, предоставляемое Flux для Windows, macOS и Ubuntu. Что касается программного обеспечения для лазерной резки, то я пока очень им доволен.
Beam Studio очень проста, но чертовски эффективна для бесплатного сопутствующего приложения. Если вы хотите вырезать базовые формы, вытравить текст или наложить кривые Безье, он может это сделать.Хотите выгравировать изображение вашей собаки на дереве, чтобы сделать брелок? Просто перетащите изображение в рабочую область, масштабируйте по своему усмотрению, затем переместите ползунок, чтобы настроить порог черного / белого до тех пор, пока он не станет правильным. Вы можете работать со слоями, настраивая растровый слой для травления, а затем векторный слой, чтобы вырезать его сразу после этого.
Beamo имеет встроенную систему камер, позволяющую быстро сканировать рабочую кровать, прежде чем перетаскивать дизайн куда угодно. При первом подключении к Beamo вам будет предложено откалибровать камеру – процесс, который оказался значительно проще, чем я ожидал.Положите лист бумаги на рабочий стол, и Бимо запустит в него тестовый образец. Затем Beam Studio сделает снимок того, что только что выгравировал, проецируя наложение того, где, по его мнению, находится тестовый образец, по сравнению с его сканированием. Сдвигайте накладку, пока все не сложится идеально и все не будет готово. Вам нужно будет запускать этот процесс выравнивания время от времени (это быстро), если вам нужно точное размещение.
Система камеры здесь действительно невероятно полезна. Примерно через 30 минут работы с Beamo я делал вещи, которые в лучшем случае раздражали на резаках без камеры – такие как гравирование дизайна, вырезание его, а затем немедленное переворачивание вырезанного фрагмента и травление на другой стороне, не беспокоясь о ненадежном размещении.Я просто повторно отсканировал рабочую кровать, перетащил изображение туда, где я хотел, на только что вырезанной стороне B, и выстрелил.
Камера быстрая, но не мгновенная. Сканирование всей рабочей области занимает около 30 секунд. Если вам нужно сканировать только определенную область (например, верхнюю половину рабочей области или грубую область вокруг того, что вы уже вырезали), к счастью, это вариант. Просто перетащите рамку границы сканирования соответствующим образом.
Если вам нужно сделать что-то, выходящее за рамки возможностей бесплатного программного обеспечения (или если вы просто предпочитаете работать в таких приложениях, как CorelDraw или Illustrator), Beam Studio может импортировать файлы JPG, PNG и SVG.
Хотя это программное обеспечение более функционально, чем я ожидал, оно не лишено своих особенностей. Beam Studio будет держать вас в курсе с помощью индикатора выполнения, но не слишком полагайтесь на него при прогнозировании времени. У меня были проекты, которые снимались на 40% за первые 30 секунд, а на остальные у меня уходило пять минут. Был случай или два, когда программное обеспечение выдавало ошибку в мандаринском диалекте, которую я не хотел игнорировать без быстрого прохождения через Google Translate… но по большей части оно было надежным, стабильным и забавным в использовании.
В базовой конфигурации лазер луча фокусируется вручную, что означает, что вам нужно будет фокусировать объекты вручную каждый раз, когда вы помещаете новый материал в машину. К счастью, сфокусировать его очень просто: поместите материал, поверните кусок акрила, прикрепленный к лазерной головке, опустите лазерную головку так, чтобы акрил едва касался материала, затем зафиксируйте лазерную головку на месте и поднимите акрил. пути.
Flux сообщает, что будет поставлять дополнительный модуль за 250 долларов, который вводит автофокусировку в микс, но я не смог это проверить.Они также работают над вращающейся надстройкой за 499 долларов, которая позволит вам наносить рисунки на цилиндрические предметы (например, рюмки / пинты), но из коробки это только плоские предметы.
Как и с каждым лазером, с которым я когда-либо работал, работа с новым материалом – или даже иногда с тем же материалом из другого источника – требует некоторой возни. Вы будете настраивать скорость, с которой движется лазер, мощность лазера и количество проходов, которые он делает по одному и тому же пути; вы хотите, чтобы мощность была достаточно низкой, чтобы свести к минимуму ожоги и продлить срок службы лазера, при этом убедитесь, что вы сделали достаточно повторных проходов, чтобы полностью прорезать.Beam Studio поставляется с набором предустановок для различных материалов, которые могут вам помочь (и вы можете сохранить свои собственные избранные, как только вы их найдете), но ожидайте немного поэкспериментировать, когда вы работаете с новым материалом для первый раз. Купите дополнительный материал.
Что касается шума: при работе с вентиляторами, работающими на полную мощность, это не то, что я бы назвал «тихим», но он не настолько громкий, чтобы рядом с ним было неудобно сидеть. Спецификации компании указывают на то, что он составляет около 65 дБ – громче, чем ваш средний разговор, но немного тише, чем, скажем, пылесос.Вентиляторы бесконечно жужжат, когда машина работает на холостом ходу, поэтому вы, вероятно, захотите уменьшить мощность между сеансами резки.
Если по какой-либо причине вам нужно открыть крышку во время работы лазера, встроенный автоматический выключатель луча отключит питание лазера, чтобы защитить ваши глаза. Снова закройте крышку, и работу можно будет продолжить с того места, на котором вы остановились. Хотя компания заявляет, что акриловая крышка обеспечивает достаточную защиту глаз для лазера лучей (хотя они отмечают, что вы не должны смотреть прямо на лазерный луч, крышка или нет), я настоятельно рекомендую взять и надеть пару защитных очков для лазера CO2. , особенно когда приходит время открыть машину и провести какое-либо техническое обслуживание.Кстати о…
Плановое техническое обслуживание
Техническое обслуживание – неотъемлемая часть владения лазерным резаком. Как уже отмечалось, я настраивал лазер всего на несколько недель, и все было хорошо настроено, так что мне еще не пришлось копаться под капотом. Если во время работы с резаком у меня что-то внезапно сломается, я соответствующим образом обновлю этот пост. Но в любом случае техническое обслуживание будет частью процесса для владельцев.
Даже если ничего неожиданно не сломается, некоторые из задействованных деталей являются «расходными материалами» и, следовательно, изнашиваются по мере использования.Например, по оценкам компании, линза, зеркало и лазерная трубка при регулярном использовании прослужат около года. Команда говорит, что замена этих деталей должна стоить около 19, 9 и 139 долларов соответственно, и вы сможете купить их в их интернет-магазине. Спланируйте эти повторяющиеся расходы заранее и убедитесь, что вас устраивает мысль о том, что в конечном итоге машину можно разобрать на части, прежде чем приступить к делу.
Вам также необходимо содержать вещи в чистоте, чтобы они работали нормально.Горящий материал загрязняет оптику, а грязная оптика ведет к более слабым порезам и более быстрому износу. Вам нужно будет регулярно выдвигать рабочую кровать, чтобы избавляться от мусора, и смазывать все движущиеся части. Лазерный резак – это нечто большее, чем, скажем, струйный принтер.
В целом, впрочем, пока все хорошо. Машина неплохо смотрится на столе; он не такой яркий и яблочный, как Glowforge, но он должен легко вписаться в домашний офис или студию. Он достаточно легкий, чтобы его могли легко переместить два человека, и мне потребовалось всего несколько минут, чтобы встать и начать работу.