Юстировка зеркал, настройка лазерного станка с нуля
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется.
- Скорость работы станка упадет.
- Снижется качество.
- Края реза будут горелыми или под углом.
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Луч попадает на первое статичное зеркало, передается на второе.
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
- Третье зеркало передает луч на линзу, фокусирующую и посылающую его через сопло на материал.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой.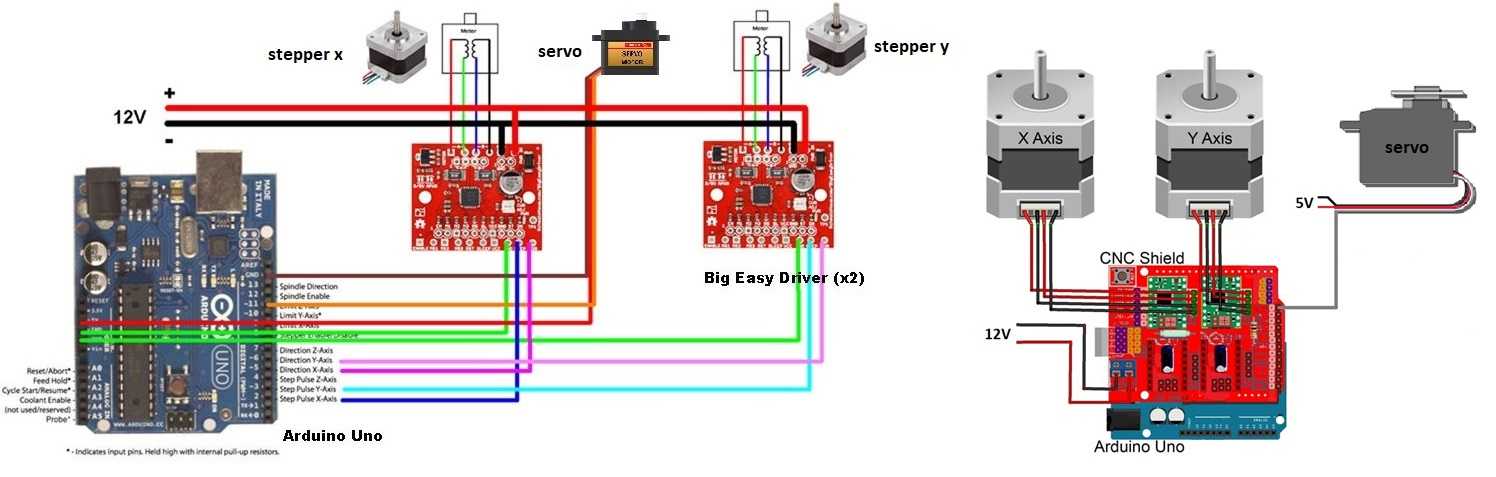
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.

Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Как настроить фокус лазерного станка? (3 разных способа)
Перед тем как приступить к работе на оптоволоконном лазерном станке необходимо установить правильное фокусное расстояние между лазерной головкой и разрезаемым материалом. От правильности настройки фокуса зависит ширина и качество реза, образование грата и скорость резки.
1. NC-точка позиционирования положения фокуса лазера
Используйте плоский, гладкий белый кусок картона, положите его на верстак. Над ним будет установлена головка лазера.
Высота фокусирующей линзы от картона составляет около 10 мм, что меньше фокусного расстояния фокусирующей линзы.
Например, если фокусное расстояние фокусирующей линзы составляет 127 мм, то фокусирующую линзу следует установить на расстоянии около 117 мм от картона.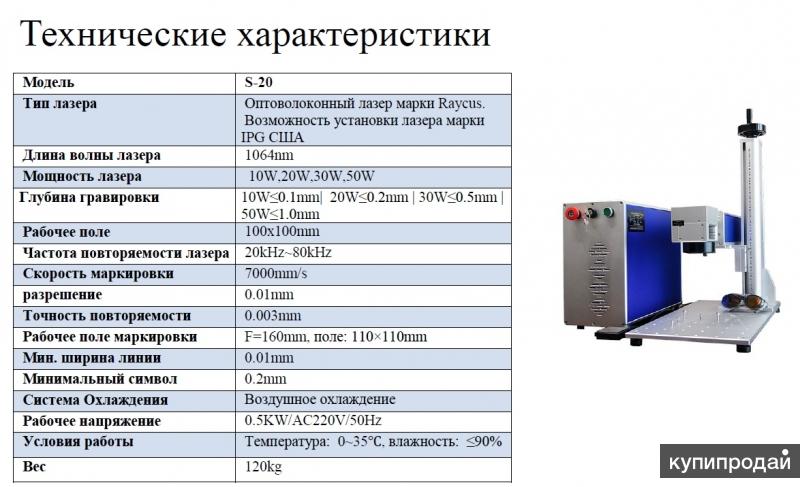
Система числового программного управления задает перемещение режущей головки каждые 10 мм по оси X или Y, а ось Z поднимается на 1 мм во время каждого перемещения, при этом можно задать расстояние для 20 последовательных перемещений.
При каждом перемещении на позицию создается 20 отверстий, а высота оси Z увеличивается на 20 мм.
Наблюдая за 20 отверстиями, можно обнаружить, что диаметр отверстий постепенно меняется от большого к маленькому, а затем от маленького к большому.
Найдите место, где отверстие наименьшее, и запишите его.
Расстояние от картона до линзы, измеренное в этом месте, является фактическим положением фокуса лазерного луча.
2. Метод прожигания со скосом фокусировки
Метод показан следующим образом.
Прямая деревянная доска кладется по диагонали на верстак с уклоном около 10 градусов.
Режущую головку устанавливают в точке А.
Размер высоты точки А от фокусирующей линзы на 20 мм меньше фокусного расстояния фокусирующей линзы.
Система ЧПУ устанавливает режущую головку на непрерывное горизонтальное перемещение вдоль оси X или Y на 230 мм.
Лазер выдает 200 Вт непрерывного лазерного излучения, когда начинается движение.
Когда режущая головка останавливается, лазер также останавливается.
В это время вы можете видеть, что есть след лазерного луча, который меняется от широкого к узкому, затем от узкого к широкому.
Возьмите самую узкую точку следа в качестве фокусного положения, запишите ее.
В этом положении расстояние деревянной доски от линзы является фактическим положением фокуса лазерного луча.
3. Метод прямого прожигания лазером
Удерживая прямую деревянную доску под углом 85 градусов на столе для резки, поднять режущую головку в положение, при котором фокусирующая линза находится примерно в 1,5 раза в фокусе от поверхности стола.
Затем открыть лазерный затвор и непрерывно выпускать лазерный луч мощностью 200 Вт.
Переместите деревянную доску горизонтально под фокусирующей линзой.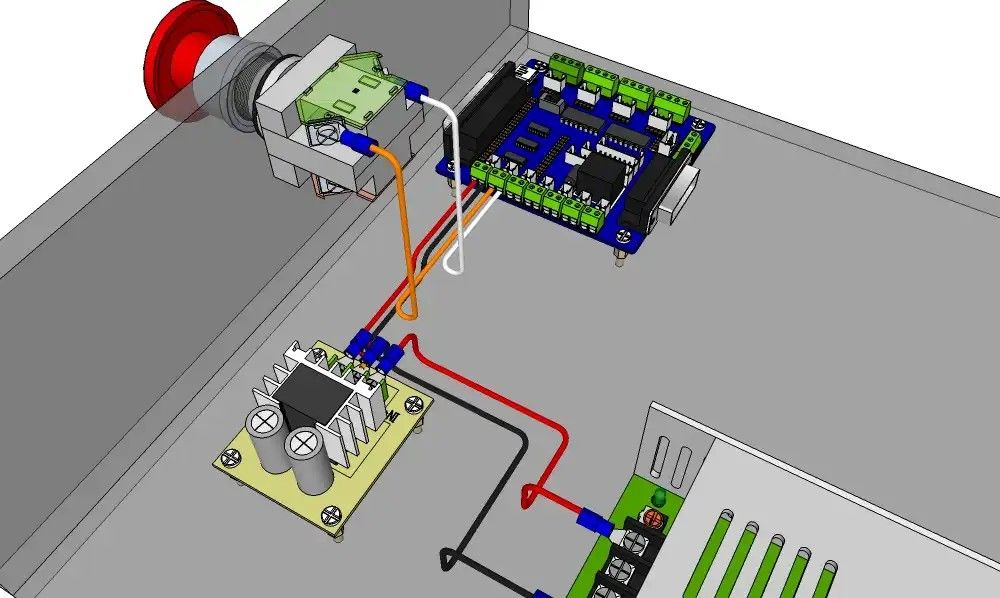
Вы можете увидеть, что на поверхности деревянной доски появится след горения, меняющийся от широкого к узкому и от узкого к широкому до и после фокусировки лазерного луча.
И этот след очень близок к изменениям в процессе фокусировки лазерного луча.
Возьмите самую узкую точку следа в качестве фокусного положения, запишите ее.
В этом положении расстояние деревянной доски от линзы является фактическим положением фокуса лазерного луча.
Поскольку этот метод требует ручных операций, особое внимание необходимо уделить безопасности, чтобы избежать травм.
Введение в ЧПУ для новичка: настройка лазера
Обновлено 2 года назад от Линн
Вам могут понадобиться:
Лазерный модуль для 3018 PRO
Лазерный модуль для 3018PROVer и 3018PROVer Mach4
Загрузите соответствующие файлы
Загрузите LaserGBRL
Введение
Это руководство является частью серии «Введение в ЧПУ для новичка». Помимо самого руководства, для успешного использования этого ресурса вам потребуются сопутствующие файлы, которые вы можете скачать вместе в виде ZIP-файла. Включены следующие файлы:
Помимо самого руководства, для успешного использования этого ресурса вам потребуются сопутствующие файлы, которые вы можете скачать вместе в виде ZIP-файла. Включены следующие файлы:
Имя файла | Описание |
GBCustomButtons.gz | Пользовательская настройка кнопок для более удобного использования LaserGRBL, включая весь код, значки и настройку. Просто импортируйте в LaserGRBL. |
TracingTest GCode-V2.xlsx | Электронная таблица Excel, которая создает простой GCode для некоторых тестов настройки, в основном для лазера. Позволяет легко менять скорость, подачу с другими параметрами. Рисует вертикальные линии, набор ящиков с разной скоростью и подачей, тест на фокусировку и более сложную форму для определения влияния скоростей ускорения. Если у вас нет файлов Microsoft Excel с образцами GCode, которые, конечно же, можно редактировать с помощью текстового редактора. |
LaserDrawLines.nc | Лазер Рисует/вырезает/гравирует 10 вертикальных линий, настройки указаны в комментариях в начале файла .nc. |
LaserDrawBoxes.nc | Лазер рисует/вырезает/гравирует 5 рядов по 10 блоков, настройки указаны в комментариях в начале файла .nc. |
LaserFocusTest.nc | Лазер Рисует 11 вертикальных линий над набором опорных меток. Ось Z варьируется между каждой линией, при этом центральная линия проходит через Z0. Сначала рисуется набор опорных меток с более высоким увеличением, чтобы показать, где должна быть каждая линия. Если лазерный фокус точен, центральная линия должна быть идеальной, а линии по бокам менее совершенными. Настройки находятся в комментариях в начале файла .nc. |
LaserAccelerationTest-30.nc | Рисует более сложную форму, предназначенную для определения эффекта увеличения значений ускорения $120-122 при использовании лазера. |
LaserAccelerationtest-1000.NC | Как выше, но с установленным ускорением 1000 мм/сек |
mmmmccelertesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttesttest. То же, что и выше, но с ускорением 5000 мм/сек/сек | |
SpindleAccelerationTest-30.nc | Рисует более сложную форму, предназначенную для определения эффекта увеличения значений ускорения на $120-122 при использовании двигателя шпинделя. Значения ускорения устанавливаются на 30 мм/сек/сек |
Spindleaccelerationtest-1000.nc | Как выше, но с установленным ускорением 1000 мм/сек |
0024 | То же, что и выше, но с ускорением, установленным на 5000 мм/сек/сек |
 Значения ускорения установлены на 30 мм/сек/сек
Значения ускорения установлены на 30 мм/сек/секМеры предосторожности
Даже самый слабый из лазерных модулей достаточно силен, чтобы полностью разрушить ваше зрение, а также зрение любых домашних животных, детей или зрителей . При использовании более слабых лазеров, таких как портативная лазерная указка, обычно необходимо направить его прямо в глаз, чтобы нанести ущерб, но при использовании лазерных граверов существует риск повреждения даже при непрямом наблюдении за лазером (например, при гравировке проекта), если все присутствующий не носит надлежащие очки.
При использовании более слабых лазеров, таких как портативная лазерная указка, обычно необходимо направить его прямо в глаз, чтобы нанести ущерб, но при использовании лазерных граверов существует риск повреждения даже при непрямом наблюдении за лазером (например, при гравировке проекта), если все присутствующий не носит надлежащие очки.
По этой причине пара защитных очков входит в комплект поставки лазера мощностью 2,5 Вт или 5,5 Вт. Они предназначены для ограничения частоты света, который может пройти, чтобы предотвратить любое повреждение, и, как правило, специфичны для конкретных лазеров, которые используют разные длины волн света. Поставляемые очки предназначены для использования с этими лазерами, которые используют около 450 нм в качестве длины волны. Если вы используете другой лазер, вам понадобится что-то подходящее для частоты этого лазера.
Если резать легковоспламеняющийся материал, например бумагу, вполне возможно его поджечь. При резке такого материала, как МДФ, пыль от которого может быть токсична, и при горении пары тоже токсичны. Попадание в смоляной карман в куске сосны может вызвать пожар. Из-за вышеизложенного используйте лазер только в хорошо проветриваемом помещении, надев маску для защиты от паров и прилагаемые защитные очки для защиты глаз. Также имеет смысл обратить внимание на расположение ближайшего огнетушителя.
Попадание в смоляной карман в куске сосны может вызвать пожар. Из-за вышеизложенного используйте лазер только в хорошо проветриваемом помещении, надев маску для защиты от паров и прилагаемые защитные очки для защиты глаз. Также имеет смысл обратить внимание на расположение ближайшего огнетушителя.
Установка лазерного модуля
Направив охлаждающий вентилятор вверх и в сторону от станка, вставьте его прямо в пазы крепления шпинделя и закрепите на месте. Следуйте схеме подключения A из этого PDF-файла, чтобы подключиться к ЧПУ, если вы используете ЧПУ PROVer. Обратите внимание, что хотя на прилагаемой схеме используется плата MX3, расположение контактов такое же, как и на плате PROVer.
Следуйте схеме подключения B из приведенного выше PDF-файла, если вы используете ЧПУ 3018 Pro. Хотя расположение порта лазера 3018 отличается, схема подключения остается прежней. Чтобы найти порт лазера, см. порт, обведенный красным кружком ниже:
Фокусировка лазера
Лазерный блок имеет рифленую регулировочную ручку в нижней части, которая навинчивается на резьбовой вал, содержащий фокусирующие линзы.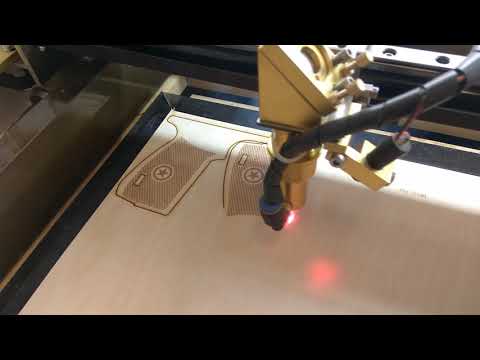 Скольжение вала предотвращается (легко) с помощью пружины, установленной внутри лазера, которая оказывает некоторое давление на резьбу вала. Вращая ручку в разных направлениях, вы можете сфокусировать лазер и расфокусировать его относительно заданной поверхности, и имейте в виду, что вам нужно будет перефокусировать лазер для каждого проекта.
Скольжение вала предотвращается (легко) с помощью пружины, установленной внутри лазера, которая оказывает некоторое давление на резьбу вала. Вращая ручку в разных направлениях, вы можете сфокусировать лазер и расфокусировать его относительно заданной поверхности, и имейте в виду, что вам нужно будет перефокусировать лазер для каждого проекта.
В качестве альтернативы, если по какой-то причине у вас возникли проблемы с фокусировкой лазера с помощью регулировочной ручки с накаткой, вы также можете поднять или опустить ось Z на вашем ЧПУ для достижения того же эффекта.
Как показано ниже, вы, по сути, хотите сделать лазерную точку в вашем проекте как можно меньше.
Настройка LaserGBRL
LaserGBRL — это бесплатный лазерный контроллер для ЧПУ. Он способен загружать GCode, файлы изображений, изображения и векторную графику и генерировать из них GCode, оптимизированный для лазерной гравировки и резки. Вы можете найти краткий обзор главного окна LaserGRBL, а также учебные пособия и подробные сведения, доступные на веб-сайте. Подробнее см. здесь.
Подробнее см. здесь.
По умолчанию LaserGRBL не имеет кнопок перемещения для показанной оси Z. Но это можно включить, зайдя в окно настроек, выбрав вкладку Jog Control и установив флажок Show Z up/down control. Затем сохраните. Теперь вы должны увидеть справа от элементов управления Jog набор кнопок управления осью Z, позволяющих осуществлять грубое и точное перемещение по оси Z. Кнопка установки нулевой точки (глобус) устанавливает ноль для всех осей. Использование этих кнопок — единственный раз, когда LaserGRBL будет перемещать ось Z. (Если только вы не загружаете файлы GCode, которые его перемещают.)
Добавление пользовательских кнопок
LaserGRBL позволяет добавлять пользовательские кнопки на нижнюю панель кнопок после молнии, замка и глобуса. Что они делают, так это отправляют GCode или команды настройки на маршрутизатор. Читайте здесь для фона.
Для добавления дополнительных функций в связанные файлы включен файл с именем «GBCustomButtons.gz», который можно импортировать непосредственно в LaserGRBL, щелкнув правой кнопкой мыши в области пользовательских кнопок, выберите «Импортировать пользовательские кнопки» и выберите файл GBCustomButtons. gz. Вам нужно будет подтвердить каждую кнопку, поэтому просто нажмите «Да» во всех всплывающих окнах. Кнопки добавляют следующие функции:
gz. Вам нужно будет подтвердить каждую кнопку, поэтому просто нажмите «Да» во всех всплывающих окнах. Кнопки добавляют следующие функции:
Точка фокусировки
Для эффективной резки или гравировки мы хотим, чтобы лазерный луч был точно сфокусирован в наименьшей возможной точке в верхней части ложи. Это зависит от расстояния от лазерного излучателя до пятна и регулируется положением фокусирующей линзы, регулируемым ручкой фокусировки.
Фокусное расстояние — это расстояние от линзы до точки, где луч света становится очень мелкой точкой, а затем снова расширяется. Ради практичности рассмотрите 50 мм от нижней части радиатора лазера, как показано выше, до точки фокусировки.
Как сфокусироваться
Это помогает и облегчает повторение, если у вас есть направляющая 50 мм для быстрой фокусировки лазера. Это может быть что-то, что вы вырезали на станке с ЧПУ, или даже просто измеренная и обрезанная по длине пластиковая соломинка для питья. С помощью регуляторов перемещения по оси Z и линейки (или направляющей) расположите нижнюю часть радиатора лазера на 50 мм выше верхней части приклада.
Теперь в этом положении используйте пользовательскую кнопку в LaserGRBL, чтобы включить лазер на малой мощности. Вращайте ручку фокусировки, пока центр «цвета» лазера не станет четко очерченной точкой. Во время этого процесса держите пальцы подальше от пути лазера.
То, что вы увидите, это капля гораздо более широкой формы, в зависимости от лазера. Цель состоит в том, чтобы сделать самую яркую часть капли посередине как можно меньше и ярче. Если вы используете горючий материал в качестве ложи и лазер начинает прожигать, выключите его, переместите луч на несколько миллиметров или около того влево или вправо и повторите. Это означает, что вы все еще измеряете точку фокусировки, измеренную в верхней части приклада.
Тестирование Focus
В прилагаемых файлах есть файл с пометкой «LaserFocusTest.nc».
Это простой файл GCode, который сначала вырезает 11 маркеров, чтобы показать, где должны быть строки, а затем вырезает 11 строк. НО при разрезании линий ось Z сначала перемещается вниз на 5 мм и перемещается вверх на 1 мм между каждой линией, начинающейся слева. Таким образом, слева фокус находится на расстоянии 5 мм, слишком близко, а справа — на 5 мм, слишком далеко.
Таким образом, слева фокус находится на расстоянии 5 мм, слишком близко, а справа — на 5 мм, слишком далеко.
Если все идеально, то получившиеся линии должны быть симметричны относительно середины, а линия в центре должна быть лучшей. Если не удается немного отрегулировать фокус, переместите бумагу в новое положение или включите лазер и повторите попытку. Обратите внимание, что в зависимости от положения вашего лазерного модуля в креплении шпинделя может не оказаться необходимого.
Перемещение на 5 мм для этого теста. Если это так, ослабьте зажим крепления на лазере и переместите модуль вниз, чтобы он выступал дальше, чем раньше. Затяните его обратно и снова найдите фокальную точку. В конечном итоге вы должны получить что-то вроде этого:
Это хорошая иллюстрация важности правильной фокусировки вашей машины. Как видите, внешние линии +/- 5 мм и 4 мм даже не обжигают бумагу, 3 и 2 мм не очень хороши, от -1 до +1 кажутся нормальными. Это, очевидно, зависит от материала, подачи и скорости, которые вы используете.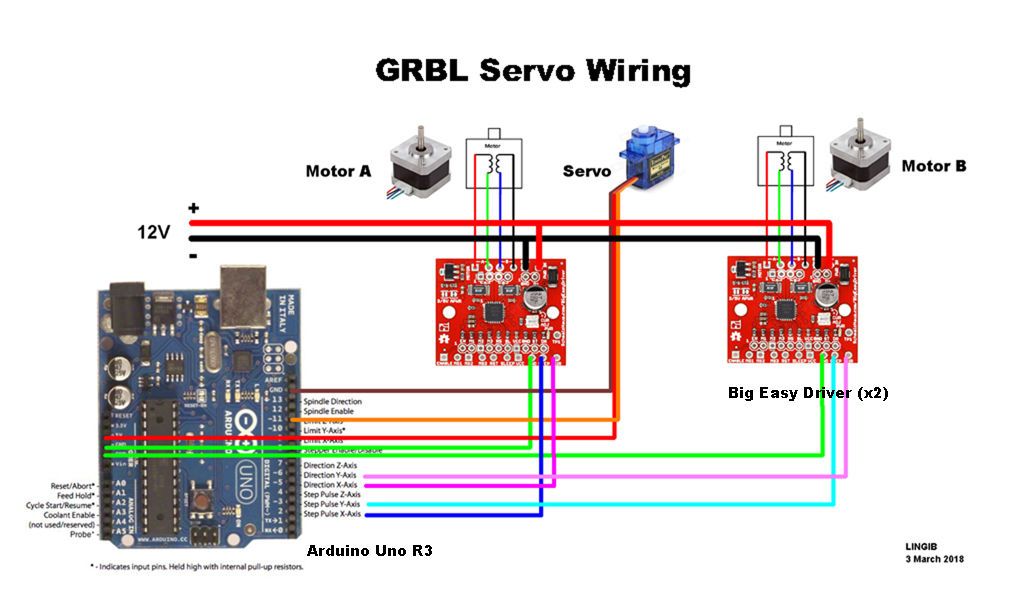 Если ваши «хорошие» линии смещены влево, то ваша точка фокусировки находится слишком далеко, поэтому немного поверните ручку фокусировки, если они справа, немного поверните ее, а затем повторите попытку.
Если ваши «хорошие» линии смещены влево, то ваша точка фокусировки находится слишком далеко, поэтому немного поверните ручку фокусировки, если они справа, немного поверните ее, а затем повторите попытку.
Стоит отметить, что если вы включите лазер на максимальную мощность и низкую скорость подачи для этого теста, вы, вероятно, увидите все линии. Это полностью противоречит цели. Соответственно, регулируйте подачу и скорость до тех пор, пока не исчезнут хотя бы внешние линии.
Поиск и устранение неисправностей регулировки фокуса
Проблема | Возможное решение |
Фокус не меняется. | Убедитесь, что торцевая крышка на конце резьбового вала надежно закреплена. Фокус изменяется перемещением стержня с резьбой внутрь и наружу корпуса лазера, перемещение колпачка само по себе не имеет никакого эффекта. |
Фокус установлен, но перестает резать части заготовки. | Если вы еще этого не сделали, прикрепите и выровняйте спойлборд и убедитесь, что верхняя часть инвентаря выровнена. Вы можете проверить это, повторно измерив расстояние от вершины приклада до лазера в разных точках. |
Я плохо вижу точку при фокусировке. | Используйте для фокусировки что-то полуотражающее, например, кусок стали или алюминиевой фольги. |
Режим лазера
Grbl имеет настройку для режима лазера, $32, $32=1 устанавливает режим лазера, $32=0 отключает его. Это немного меняет поведение маршрутизатора; лазер или шпиндель будут по-прежнему работать независимо от настройки. Основное изменение заключается в том, что он будет отключен во время позиционирования. Поэтому, если вы видите, что линии рисуются там, где они вам не нужны, когда маршрутизатор просто меняет положение, ваш лазерный режим, вероятно, отключен!
Шпиндельный двигатель с прикрепленной цангой и битой представляет собой механическое вращающееся устройство и подчиняется законам физики, касающимся углового момента, гироскопических эффектов и т. д.; если вы измените скорость вращения шпинделя с 500 на 1000, потребуется немного времени, чтобы достичь новой скорости вращения, а если наоборот, то немного времени, чтобы замедлиться. Материнская плата маршрутизатора компенсирует это, ожидая в одном и том же положении некоторое время, чтобы скорость изменилась. Даже если он находится в середине разреза, он на мгновение останется в одном и том же месте, что не должно иметь значения для разреза.
Мощность лазера не подчиняется закону импульса, установка мощности от S500 до S1000 происходит мгновенно, поэтому, вероятно, последнее, что вам нужно, это чтобы он оставался на одном месте какое-то время, продолжая гореть при новой настройке мощности. прежде чем он снова начнет двигаться.
Итак, когда вы вставляете лазерный модуль, отправьте на маршрутизатор $32=1, если вы модифицировали LaserGRBL, просто нажмите кнопку «Установить пользовательский режим лазера». Когда вы вернете двигатель шпинделя обратно, отправьте на маршрутизатор $32=0. Это нужно делать только один раз каждый раз, когда вы переключаетесь между лазером и двигателем шпинделя, в начале каждого задания в этом нет необходимости. Во всех предоставленных примерах файлов GCode установлен лазерный режим вверху.
Из примечаний к выпуску Grbl 1.1:
**Лазерный режим** : Новый «лазерный» режим заставит Grbl непрерывно перемещаться через последовательные команды G1, G2 и G3 с изменением скорости вращения шпинделя. Когда «лазерный» режим отключен, Grbl вместо этого остановится, чтобы обеспечить правильную скорость вращения шпинделя. Коррекция скорости шпинделя также работает с лазерным режимом, поэтому вы можете настроить мощность лазера, если вам это нужно во время работы. Переключайтесь между «лазерным» и «нормальным» режимами с помощью настройки `$`.
**Динамическое масштабирование мощности лазера в зависимости от скорости** : Если ваша машина имеет низкое ускорение, Grbl автоматически масштабирует мощность лазера в зависимости от скорости движения Grbl, поэтому у вас не будет выгоревших углов, когда ваш ЧПУ должен сделай поворот! Включается командой шпинделя «M4» против часовой стрелки, когда включен режим лазера!
Дальнейшее тестирование
Для следующих тестов планируется использовать файл с меткой «LaserDrawBoxes. nc» для тестирования различных размеров, интервалов, скоростей и подач. Полезно увидеть, какую разницу они имеют, и попытаться разбить лучшие области для дальнейшего изучения и, в конечном итоге, попытаться определить диапазон значений, которые дают наилучшие результаты, и увидеть эффекты использования различных материалов.
Рекомендуется взять за привычку проводить подобный тест всякий раз, когда вы пытаетесь вырезать или выгравировать новый материал. Результаты будут сильно различаться между двумя разными материалами одинаковой природы, такими как бумага разного цвета, используемая ниже.
Как показано, если у вас нет точно такой же карты и бумаги, как и использовались, ваши результаты будут другими, но как то, чтобы показать, как используемый материал влияет на вещи, я думаю, весьма полезно. Это предназначено для того, чтобы дать исходное положение, из которого потребуется дальнейшая точная настройка в зависимости от данного материала.
Некоторые грубые выводы, а затем:
- Очень низкая скорость при высокой мощности – это плохо, бумага горит и линии становятся толстыми.
- Высокие скорости подачи и низкая мощность также плохи, так как они практически не обожгут бумагу.
- Используемый материал, его цвет, блеск — все это имеет значение.
- По возможности для работы с лазером лучше использовать для спойлборда негорючие материалы.

Техническое обслуживание
Требуется немного, но поскольку в процессе использования лазера образуются дым и сажа, рекомендуется время от времени очищать фокусирующую линзу снаружи с помощью ватного тампона, смоченного средством для мытья окон, а затем использовать другой конец отполировать насухо. Повторяйте до тех пор, пока ватная палочка не выйдет чистой.
Приведение в порядок линий
Со страницы конфигурации Grbl: Наконец, настройте параметры, чтобы приблизиться к желаемой или максимальной производительности….. Измените настройки ускорения на 12 долларов и максимальной скорости на 11 долларов, чтобы улучшить производительность. Установите значение не более 80 % от абсолютного максимума, чтобы учесть инерцию, силы резания и снижение крутящего момента двигателя с изменением скорости.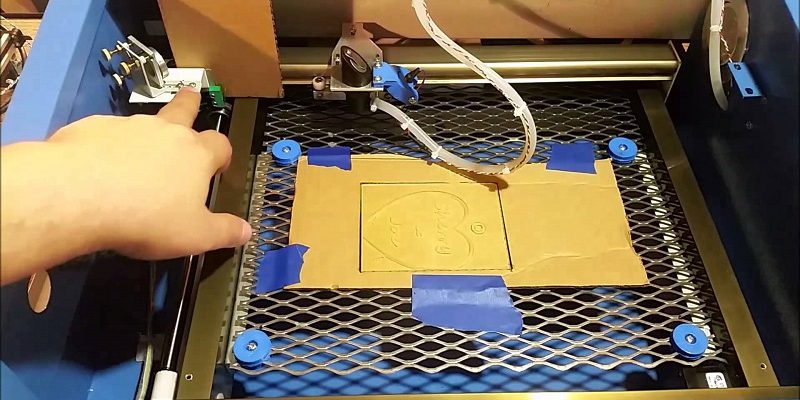
В ходе тестирования с использованием описанных выше методов вы могли заметить (в зависимости от ваших настроек), что концы линий обрезаются более сильно, заканчиваются более толстой линией, за которой следует выгоревшая точка, некоторые тесты коробок выгравируют углы но не линии. Это можно более точно настроить, изменив значения ускорения.
$120, $121, $122 – [X,Y,Z] Ускорение, мм/сек2
Эти команды $120, $121 и $122 задают параметры ускорения осей в мм/сек/сек. Проще говоря, более низкое значение заставляет Grbl двигаться медленнее, в то время как более высокое значение дает более плотные движения и намного быстрее достигает желаемой скорости подачи. Как и в случае настройки максимальной скорости, каждая ось имеет собственное значение ускорения и не зависит друг от друга.
Это означает, что движение по нескольким осям будет ускоряться настолько быстро, насколько может меньшая участвующая ось. Опять же, как и в случае с настройкой максимальной скорости, самый простой способ определить значения для этой настройки — отдельно протестировать каждую ось с медленно увеличивающимися значениями, пока двигатель не остановится.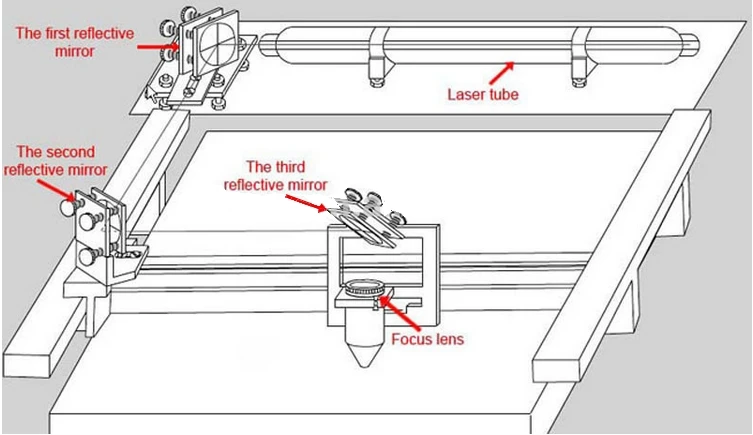 Затем завершите настройку ускорения со значением на 10-20% ниже этого абсолютного максимального значения. Это должно учитывать износ, трение и инерцию массы. Настоятельно рекомендуется провести сухое тестирование некоторых программ G-кода с новыми настройками, прежде чем приступать к их использованию. Иногда нагрузка на ваш станок отличается при перемещении по всем осям вместе. Значения по умолчанию для большинства станков с ЧПУ Sainsmart составляют 30 мм/сек/сек для всех из них.
Затем завершите настройку ускорения со значением на 10-20% ниже этого абсолютного максимального значения. Это должно учитывать износ, трение и инерцию массы. Настоятельно рекомендуется провести сухое тестирование некоторых программ G-кода с новыми настройками, прежде чем приступать к их использованию. Иногда нагрузка на ваш станок отличается при перемещении по всем осям вместе. Значения по умолчанию для большинства станков с ЧПУ Sainsmart составляют 30 мм/сек/сек для всех из них.
Учтите это:
Выше показано влияние значений ускорения на время, необходимое для набора скорости фрезером, в зависимости от скорости подачи, предполагая, что шпиндель или лазер изначально находятся в состоянии покоя. Таким образом, если вы начнете линию из состояния покоя при скорости подачи 1000, она займет больше секунды, прежде чем она достигнет полной скорости. В этом случае неудивительно, что ожог тяжелее!
Grbl включает компенсацию для этого, когда установлен режим лазера, но его действительно можно улучшить с помощью дополнительных настроек. Эти настройки определяют ТОЛЬКО ускорение шпинделя, позволяя шпинделю достичь заданной скорости вращения, это совершенно отдельно. Подумайте о том, чтобы сделать «воздушный рез» на несколько миллиметров перед тем, как столкнуться с припуском, шпиндель уже будет вращаться на полной скорости и двигаться с заданной скоростью, прежде чем столкнуться с припуском. Помните, что плата может пытаться двигать большой двигатель шпинделя для больших машин.
Эти настройки определяют ТОЛЬКО ускорение шпинделя, позволяя шпинделю достичь заданной скорости вращения, это совершенно отдельно. Подумайте о том, чтобы сделать «воздушный рез» на несколько миллиметров перед тем, как столкнуться с припуском, шпиндель уже будет вращаться на полной скорости и двигаться с заданной скоростью, прежде чем столкнуться с припуском. Помните, что плата может пытаться двигать большой двигатель шпинделя для больших машин.
Помимо того, насколько быстро ось может быть ускорена ее шаговым двигателем, это не должно влиять ни на что другое. Следует отметить, что если вы не перемещаете шпиндель только по одной оси за раз, значения ускорения по всем осям, по которым он движется, будут влиять друг на друга. Представьте себе перемещение на 45˚ по осям X и Y, шпиндель может ускоряться только до меньшего из ускорений по осям X и Y, чтобы линия оставалась прямой. И последнее соображение состоит в том, что массы шпинделя и крепления, станины+зажимов и ложи, вероятно, будут разными, что повлияет на ускорение, так же как по оси Z при движении вверх должна подниматься масса двигателя шпинделя и крепления, идущего вниз должно быть легче.
В связанном Zip-файле в верхней части этого руководства вы можете попробовать несколько различных значений ускорения и найти то, которое подходит вам лучше всего, но для тех, кто не хочет экспериментировать, попробуйте установить значения 120-122 долларов на 5000 для номинальные результаты.
пошаговое руководство по лазерной резке – SoAD Labs and Workshops
настройка станка
| включение оборудования включить лазерный резак и вытяжку дыма | |
| загружаемый материал выровняйте материал по левому верхнему углу стола для резки. Используйте ленту, если материал слегка искривлен. Максимальный размер материала и допустимые материалы см. в руководстве по материалам. | |
| фокусирующий лазер сфокусируйте лазер, отрегулировав высоту стола для резки с помощью панели управления. Отрегулируйте высоту стола для резки так, чтобы кончик фокусировочного штифта едва касался верхней поверхности материала. |

настройка + запуск файла
| скачать шаблон AutoCAD и импортировать линии Загрузите самый последний файл шаблона AutoCAD. импортируйте и масштабируйте свои линии, чтобы они соответствовали материалу, который вы гравируете. Разместите файл на своем компьютере до запланированного лазерного интервала. | |
| назначать линии резке/гравировке слоев назначьте все ваши линии одному из 5 слоев резки / гравировки. Все линии, отправляемые на лазер, ДОЛЖНЫ находиться на этих слоях, иначе задание не будет выполнено.
| |
| начертить файл + выбрать предустановку материала Лазерные резаки настроены как плоттер. Выберите соответствующую предустановку для типа и толщины гравируемого материала. | |
| выбор участка Выберите размер и ориентацию бумаги. Сделайте выбор окна, выровненный по границам области вырезания. Это гарантирует, что ваши линии будут правильно зарегистрированы на столе для лазерной резки. | |
| запустить файл Нажмите кнопку пуска/остановки на панели управления. Нажмите кнопку паузы, если вам когда-нибудь понадобится покинуть лазерную лабораторию по какой-либо причине [даже если это «всего лишь на мгновение»]. |
 Все настройки для лазерных резаков применяются через диалоговое окно графика.
Все настройки для лазерных резаков применяются через диалоговое окно графика.очистка
| очистка металлолома утилизируйте отходы в соответствующие контейнеры: ЛОМ: крупный пластиковый и деревянный лом Использование больших мусорных баков и корзин в коридоре для крупных отходов. |