Навивка на пружину календарей, блокнотов в Москве – Простые решения

Навивка на пружину – это один из видов скрепления большого количества страниц в полиграфическое изделие.
Процесс навивки на пружину
Навивка на пружину – относительно несложный процесс, суть которого заключается в нескольких этапах. После того, как листы отпечатаны, их складывают вместе и, как правило, прикладывают два дополнительных элемента: обложку и подложку. Эти элементы обычно изготавливаются из более плотного картона, который, в том числе, выполняет защитную функцию: предотвращает сворачивание листов бумаги. После этого с помощью специального оборудования в листах и обложке проделываются отверстия. Далее в эти отверстия непосредственно вставляют пружины, после чего пружины надёжно зажимают. По материалу изготовления пружины бывают:
- пластиковые. Более простой и, соответственно, дешёвый вариант. Пластиковые пружины более гибкие, однако, при этом. менее надёжные.
- металлические. Металлические пружины обеспечивают более надёжный и прочный вид скрепления.
Надо отметить, что в зависимости от типа используемого оборудования в типографиях, размер навиваемого изделия может варьироваться.
Где используют навивку на пружину
Навивка на пружину чаще всего используется в тех случаях, когда полиграфическому изделию необходимо обеспечить абсолютно свободное движение внутренних листов в стороны. Как правило, на пружину навивают следующие изделия:
- календари. Навивка календарей – наиболее распространённый вариант изготовления этих изделий. Календарь на пружине можно встретить в офисе, в рабочих кабинетах учреждений и даже дома. Такие изделия очень просты и удобны при ежедневном использовании.
- блокноты. Навивка блокнотов – одна из разновидностей оформления переплёта, которая отличается удобством использования. Листы навитого блокнота легко и удобно перекидываются в одну и другую сторону, обеспечивая быстрый доступ к любой странице.
Также навивка на пружину используется при изготовлении брошюр, каталогов и прочей рекламной продукции.
Преимущества навивки на пружину
Главными преимуществами навивки полиграфических изделий на пружину являются:
- быстрота изготовления;
- надёжность и прочность изделия;
- удобство использования изделия;
- невысокая стоимость изготовления.
pr-msk.ru
Навивка пружины на токарном станке: способы, видео
Это техпроцесс, в ходе которого проволока или лента подвергается обработке. В результате чего получаются навивка пружин различной формы: цилиндрической, конической, фасонной или плоской. Основным методом производства считается холодный способ. Навивка пружины выполняется на токарном станке, для этого используется специальное приспособление, вручную или с применением автомата. Производство подобных изделий, возможно и горячим методом, диаметр используемой проволоки от 10 мм. Выбор варианта навивки пружины зависит от размера и типа металла.

Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной. Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конической). Приспособление для натяжения и направления проволоки представлено в виде двух вращающихся роликов. Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь. В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком. По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Технология термической обработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для других, в том числе и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытывают на соответствие технологическим параметрам (растяжение, сжатие, изгиб, кручение). При необходимости или с согласия заказчика выполняется дополнительная обработка (гальваническое, лакокрасочное или другое покрытие).
Горячий метод изготовления
Навивки пружин на токарных станках таким методом доступны для изготовления изделий из пруткового материала диаметром 10 мм и более. Технологический процесс при этом состоит из ряда этапов:
- обрезка и последующий нагрев;
- оттяжка и вальцовка концов;
- повторный нагрев;
- навивка из нагретого материала;
- отрубаются концы заготовки;
- разводка и правка изделия, последующая термообработка;
- заточка и шлифовка торцов, защита от коррозии, контроль размеров и испытания (прочность, износостойкость и т. п.).
Нагрев заготовки выполняется в короткое время, при этом должно выполниться обязательное условие – равномерный по всему объему прогрев. Для горячей навивки требуется инструмент и оснастка (оправка, молотки, клещи, клинья и т. д.). Все перечисленное навивщику нужно иметь под рукой при выполнении работ по изготовлению пружин. Оправка нужна для навивки пружин на токарных станках, а с помощью клина крепится заготовка на ней. Клещи имеют форму губок обеспечивающих удержание, установку и поворот детали.
В процессе работы нужно руководствоваться технологическими инструкциями, которые обеспечат получение качественных изделий. С целью снижения отходов при изготовлении коротких изделий на оправку укладывается длинная спираль, т. е. делается заготовка на несколько деталей. Процесс навивки пружин на токарных станках большого размера включает практически те же этапы операции, что применяют для средних и мелких заготовок.
Особенности процесса завивки
Полученные после навивки пружины при эксплуатации, находятся в режиме многочисленных повторяющихся нагрузок. Поэтому они должны иметь высокие характеристики по упругости, в процессе работы выдерживать большое количество повторных загрузок без осадки и поломок. Первое означает, что пружины после нагрузки должны быстро восстанавливать заложенную форму и размеры. Практика показывает, что долговечность продукта, изготовленного на станке, напрямую зависит от качества и чистоты обработки проволоки. На поверхности пружин не должны быть царапины, волосовины, риски и другие дефекты, т. к. они приводят к резкому снижению эксплуатационных качеств изделия.
Важным моментом для навивки пружин считается использование оправок (приспособлений), они предупреждают коробление в момент закалки и при отпуске. Даже если деталь покоробилась при закалке, исправить ситуацию можно насадив ее перед процедурой отпуска на оправку. У пружин большого размера дефект, полученный при закалке трудно исправить, т. к. в этом случае затруднена фиксация на оправке. Чтобы этого не случалось нужно термообработку заготовки проводить уже на ней.

Приспособление для навивки пружин на токарном станке
При любом из двух способов навивки пружин на токарных станках должны обеспечиваться следующие параметры:
- внутренний, средний или наружный диаметр продукта;
- общие и рабочие витки, их число;
- высота и шаг пружины с учетом последующей обработки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Навивка на пружину – Типография МСК-Пресс
Навивка пружин – двухэтапный процесс оформления изделий
Навивка пружин – один из видов послепечатной обработки. Такая процедура предполагает использование металлической или пластиковой проволоки. Навивка пружин состоит из 2 стадий. Первая связана с пробиванием отверстий в листах, которые планируется переплести в единый блок. Второй этап навивки пружин – непосредственное соединение уже пробитых страниц с помощью пружин, которые, кстати, могут быть не только разного цвета (серебряного, золотого и т.д.), но и разнообразной толщины.
Навивка пружин – распространенный тип послепечатных работ по оформлению различной полиграфической продукции. С помощью проволоки соединяют квартальные календари, годовые отчеты, блокноты, планинги и другие изделия. Навивка пружин предполагает пробивку не только листов, но и обложек, которые изготавливаются из различных материалов. Пробивается и подложка, сделанная, как правило, из картона.
Навивка пружин позволяет придать полиграфической продукции оригинальный вид. К тому же эта технология делает изделия более практичными в использовании. Для примера можно взять блокнот, который прошел процедуру навивки пружин. Если вдруг понадобится удалить испорченный лист или лист с ненужной информацией, очень просто его оторвать и отправить в корзину. Само же изделие, которое было оформлено с помощью навивки пружин, совершенно не пострадает, его внешний вид не изменится.
Рекомендуем обращаться к нам в типографию, если вам понадобилось оформить печатную продукцию с помощью такой процедуры как навивка пружин. У нас эта операция займет немного времени. По цене она вас устроит, мы уверены. Заказывайте у нас навивку пружин, и ваши изделия будут отлично выглядеть после того, как наши специалисты выполнят все работы по их оформлению.
www.msk-press.ru
Таблица пружин с шагом 3:1
Таблица пружин с шагом 2:1
Навивка календарейперекидных; квартальных; блокнотов и т.д. Навивка шагом 3:1Примерный расчет с учетом всех расходных материалов
СкидкиНашим постоянным клиентам мы предоставляем скидку 10% на все виды услуг. Чтобы получить более подробную информацию, вы можете связаться с нами по телефонам E-mail: |
lomoprint.ru
Изготовление пружин своими руками

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
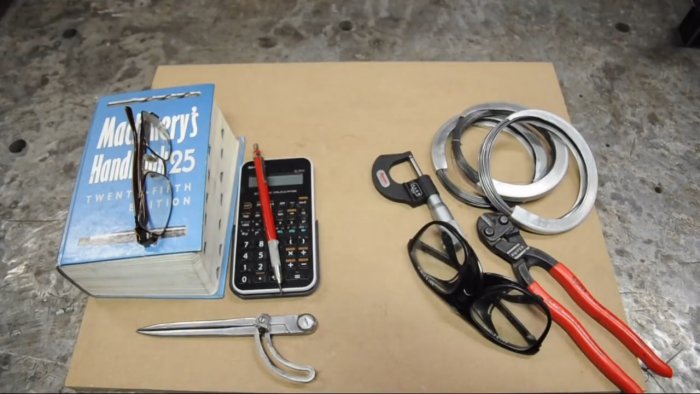
Что нам потребуется
- Токарный станок и труба нужного диаметра с фиксирующим болтом;
- Стальная проволока требуемого диаметра;
- Кусачки;
- Толщиномер;
- Справочник инженера машиностроения по расчету пружин;
- Калькулятор;
- Измерительный циркуль, карандаш, линейка и бумага для записей.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение. Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно. Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
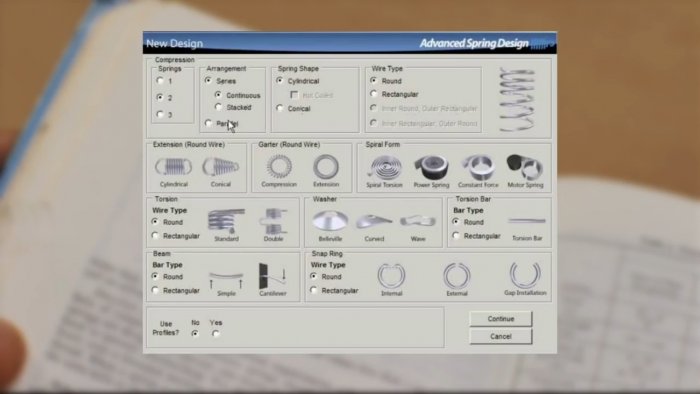
Так же есть специальный софт для расчета всех параметров:
Изготовление пружины
У нас имеется чертеж, стальная струна нужной толщины и подходящего диаметра стальная трубка для намотки пружины.
Типичные ошибки
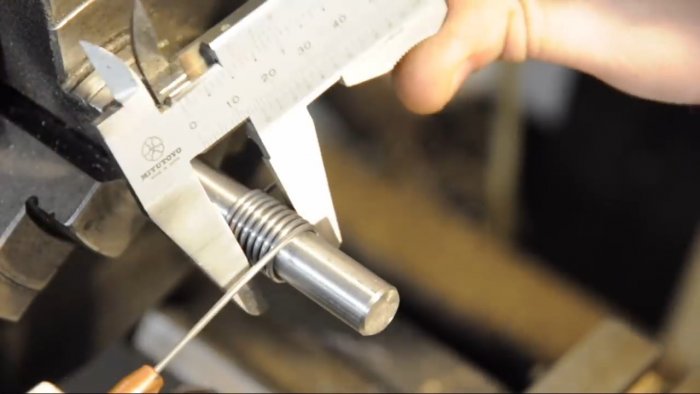
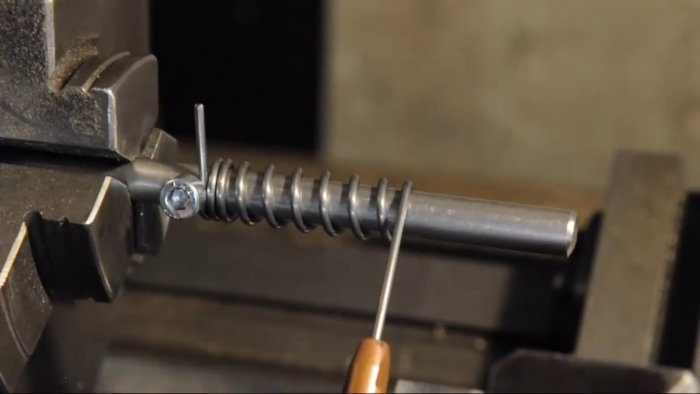
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.


Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
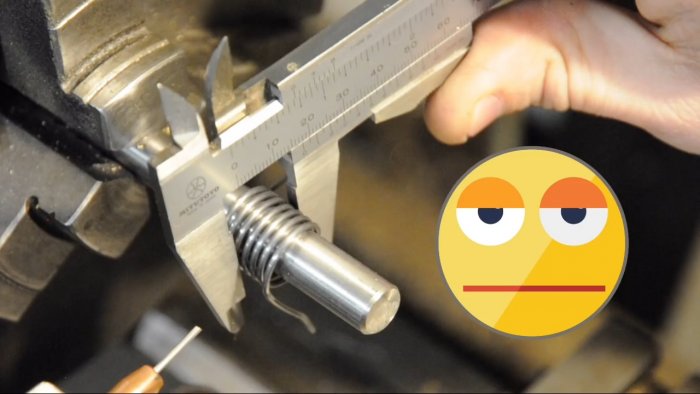
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.

Теперь нам необходимо создать натяжение стальной струны перед намоткой.
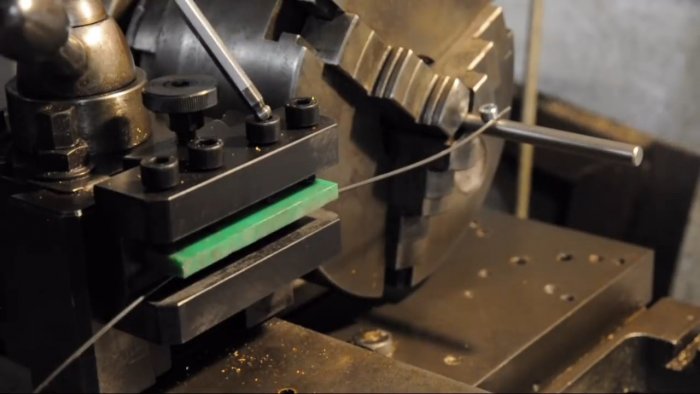
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Намотка
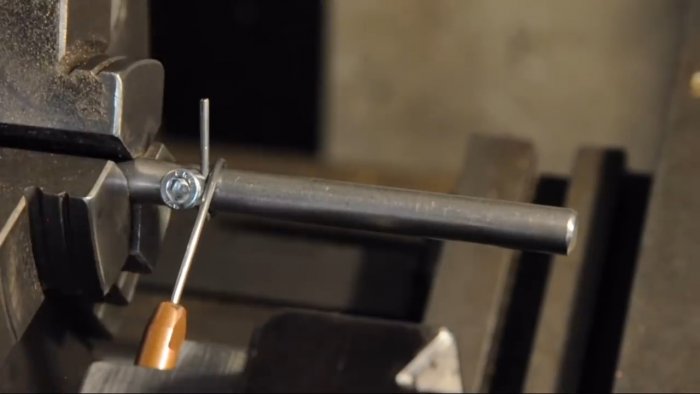
Медленно вращая станок, делаем намотку первых двух витков один к одному – это начало нашей пружины. Далее активируем вращение с перемещением рабочей платформы и выполняем расчетное количество витков.
В конце также делаем два оборота с плотной намоткой. Отрезаем кусачками проволоку и ослабляем зажимной болт. Проверяем шаг при помощи линейки.

В пружине, работающей на сжатие, кусачками обрезаем оставшиеся концы проволоки и стачиваем края, чтобы они стали плоскими.



Изготовление двойной пружины на кручение
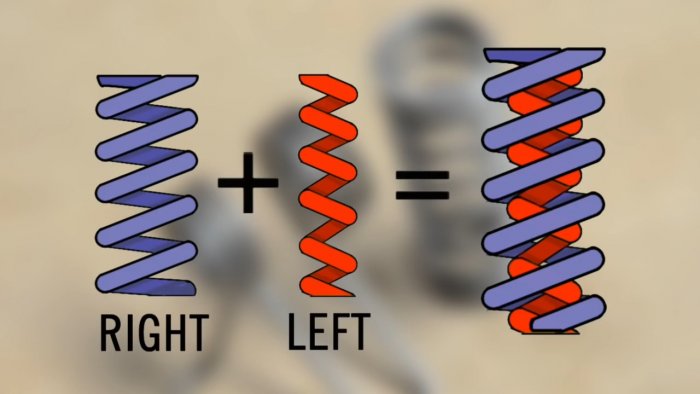
Научившись делать обычную пружину на растяжение/сжатие, вы легко сможете своими руками сделать схожий элемент, работающий на кручение. Для этого зажимаем проволоку на оправке, делаем нужное число витков один к одному и снимаем намотку с трубки. При помощи плоскогубцев придаем нужную форму прижимной скобе и снова одеваем ее на оправку свободным концом. При этом будьте внимательны, чтобы направление витков совпадало с первой намоткой. Сделайте такое же количество оборотов и откусите кусачками готовое изделие, оставив пару сантиметров для фиксации пружинного блока.
Направление хода пружины
В некоторых случаях направление хода пружины может иметь значение – если в конструкции на одном участке установлены два пружинных элемента с разной направленностью, это может привести к некорректным результатам.
Не забывайте использовать средства индивидуальной защиты и придерживаться правил работы на токарном станке. Как видим, нет ничего сложного в изготовлении пружинных элементов, и при наличии доступа к токарному станку вы всегда сможете сделать их самостоятельно.


Смотрите видео
sdelaysam-svoimirukami.ru
Как сделать пружины своими руками?
Здравствуйте, уважаемые читатели и самоделкины!Наверняка Вам знакомо такое обстоятельство, когда в процессе создания какой-нибудь оригинальной вещицы или приспособления Вам внезапно надобится другая вещица, без которой реализация проекта недостижима. В этой статье автор YouTube канала “Jack Houweling” поведает Вам, как он пришёл к мысли о том, чтобы самому делать пружины в домашних условиях.

А всё началось с изготовления пюпитра с таким вот подпружиненным зажимом.

После прочтения этой статьи Вы научитесь изготавливать сразу несколько видов пружин. Автор начнёт с традиционного способа, заключающегося в использовании простых инструментов. Такая технология в освоении доступна каждому. А затем он перейдёт к более экзотическому ноу-хау.
Материалы.
– Одножильная струна для фортепиано
– Латунный стержень
– Деревянные кругляки.
Инструменты, использованные автором.
– Шуруповерт
– Ленточный шлифовальный станок
– Плоскогубцы, кусачки
– Зажим
– Струбцины
– Ножовка.
Процесс изготовления.
Итак, перед Вами плоскогубцы, кусачки, фортепианная струна, деревянный дюбель, ручная пила, несколько струбцин, и шуруповёрт. Этого оснащения достаточно для изготовления простых пружин.

Сначала Джек отрезает кусочек дюбеля, примерно такой длины.


Затем он делает небольшой паз в его основании.


Этот дюбель примерно пол дюйма в сечении, таким образом, он прекрасно входит в патрон шуруповёрта.

Далее Джек берёт проволоку с маркой стали С88, а это та же сталь, что и у фортепианной проволоки. Затем вставляет её в вырезанный паз. Шуруповерт включается на малых оборотах, и первой скорости.
Мастер рекомендует обязательно пользоваться плоскогубцами, чтобы держать руки подальше от проволоки, поскольку она может внезапно соскочить, распрямиться и порезать руки.

И вот первая пружина готова. Всё, что при этом пришлось сделать вручную – это небольшие загибы на концах. Получилась пружина растяжения.


Следующая пружина, которую сделает Джек, будет пружина сжатия. Отличие от предыдущей – шаг между витками, они укладываются не вплотную друг к другу.


Автор немного обрезает концы и изделие готово.


Проверим: Джек вставляет деревянный штырёк в отверстие доски, надевает на него пружину, а затем нанизывает небольшой деревянный брусочек. Деревяшка влетела в потолок. Отлично работает!
Теперь задача создать коническую пружину. Для этого потребуется несколько сточить кругляк до конической формы. С этой задачей прекрасно справится ленточный шлифовальный станок.


Затем вставить проволоку в паз, и намотать на низких оборотах.


Теперь автор обкусывает лишнее, и вот она – коническая пружина.
Чтобы сделать пружину бОльших размеров, следует воспользоваться двумя дюбелями разного диаметра. В том, что больше, просверлить отверстие для меньшего, полудюймового. Так, кругляк большего размера нанизывается на маленький, а тот, в свою очередь, вставляется в дрель. Обязательно не забыть сделать вырез для проволоки в кругляке большего размера, на котором будет наматываться пружина.

После этого следует стандартная процедура.
Если же необходимо сделать более мелкие пружины, автор советует воспользоваться латунным
стержнем. Для пружин растяжения можно использовать шпильку, витки будут отлично укладываться в резьбу.
В нём также ручной пилой вырезается прорезь.


Наматывает в два захода.
Джек снова немного загибает концы проволоки. Получается пружина кручения.
Теперь еще одна пружина растяжения.
И напоследок пружина сжатия.
Как Вы видите на фотографиях, автору без особого труда удалось сделать целую связку различных видов пружин. За такой мелочью в магазин идти не нужно!
Спасибо автору за отличный мастер-класс по изготовлению пружин!
Всем удачи, хорошего настроения, и интересных идей!
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Холодная навивка пружины
Пружина подвески – ее предназначение
Пружина подвески представляет собой специальную конструктивную механическую часть автомобиля. Основная ее функция – аккумулирование поступающей кинетической энергии.
Именно пружина выступает, как гарантия дорожного просвета автомобиля (клиренса), который установлен автопроизводителем, при нагрузках различной интенсивности. Назначение данной детали – удержание массы автомобиля и максимально возможное сглаживание негативного воздействия существующих дорожных условий (покрытия).
Именно на пружину возлагаются функции обеспечения безопасности во время поездки и комфортной езды. Хорошая, качественная пружина способна значительно уменьшить силу толчков и вибрации, поступающих в салон и кузов транспортного средства. Также, данная деталь, создает оптимальные условия для удержания контакта шин и дороги.
Еще одна немаловажная функция пружин подвески – сведение к минимуму приседания авто при начале движения и клевка во время остановки (торможения). Помимо этого пружина дает возможность увеличить срок эксплуатации такого важного механизма, как амортизатор, а также и многих других конструктивных элементов подвески, в том числе и шин.
К чему приводит износ пружины
Функциональность пружины – очень важна и не только для подвески, но и для всего автомобиля в целом. Износ пружины отрицательно и в высокой степени влияет на безопасность транспортного средства. Поврежденные пружины способствуют увеличению тормозного пути, быстрому износу резины и созданию более сложных условий для управления авто. Пружины необходимо менять, когда они проседают, на них имеются повреждения или они ломаются. Замена пружин возвращает автомобилю его клиренс, позволяет поддерживать хорошее сцепление с дорожным покрытием, увеличивает срок эксплуатации амортизатора и способствует значительному повышению показателей управляемости транспортного средства.
Метод холодной навивки пружин
 Изготовление витых пружин может осуществляться различными способами, один из которых – холодная навивка. Холодные пружины навивают на пружинонавивочных автоматах или специальных станках. Технология холодной навивки предусматривает обязательный предварительный визуальный осмотр проволоки, для определения ее состояния. Также следует рихтовать или править проволоку для возможного выявления наличия расслоений. Пренебрежение данными требованиями, зачастую приводит к изготовлению некачественных пружин, которые раньше установленного срока выходят из строя.
Изготовление витых пружин может осуществляться различными способами, один из которых – холодная навивка. Холодные пружины навивают на пружинонавивочных автоматах или специальных станках. Технология холодной навивки предусматривает обязательный предварительный визуальный осмотр проволоки, для определения ее состояния. Также следует рихтовать или править проволоку для возможного выявления наличия расслоений. Пренебрежение данными требованиями, зачастую приводит к изготовлению некачественных пружин, которые раньше установленного срока выходят из строя.
Холодная навивка пружин осуществляется по определенной последовательности, этапы которой зависят от диаметра (максимальный диаметр 16мм) используемой проволоки и требуемого размера детали. Иногда, холодная навивка пружин осуществляется вручную на приспособлении, оснащенном ручным приводом, что может отразиться на ее качестве. Это связано с тем, что натяжение проволоки и направление ее во время навивки на оправку может быть выполнено ненадлежащим образом, в случаях несоответствующей квалификации рабочего, задействованного в процессе производства. Так как ручная навивка совершенно непроизводительна, на сегодняшний день она применяется только в процессе изготовления мелких серий деталей или при их единичном выпуске.
Для изготовления больших партий пружин, целесообразно использовать специальные станки и автоматические устройства, которые характеризуются высокой производительностью.
К чему приводят недостатки метода
Сегодня, огромное количество мировых производителей, осуществляющих серийный выпуск пружин, изготавливают их методом холодной навивки. Эта технология довольно распространена, но, несмотря на это, она имеет ряд существенных недостатков. Это связано с тем, что большинство даже самых известных компаний после навивки, не проводят отпуск (термическую обработку) деталей, что необходимо для устранения напряжения внутри пружины, которое всегда образуется во время ее изготовления. Не уделяя внимания этому моменту, расчет пружины осуществляется по сопромату, что и сказывается на качестве изготовленной детали.
Изготовление пружины на автоматических устройствах – довольно быстрый процесс и он составляет всего несколько секунд. Такой способ производства, изначально предусматривает определенные технические характеристики будущей детали. Для увеличения жесткости каждой пружины, производитель может увеличить шаг ее витка, что создает условия для последующего просаживания данной пружины во время эксплуатации. Просадка пружины обусловлена шагом витка, который при любых условиях, занимает свое установленное изначальное расстояние, а имеющиеся твердость прутка и внутренний диаметр детали могут не соответствовать данным условиям. Более твердые прутки при навивке в таком случае имеют склонность к ломкости.
При холодной навивке пружин, когда увеличивается ее высота, создаются определенные условия для увеличения (в прямо пропорциональном отношении) нагрузки на амортизатор. Это, в свою очередь может создать впечатление, что амортизатор попросту не работает. Для устранения данной неисправности, как правило, устанавливаются более тугие амортизаторы с целью увеличения временного промежутка хода рычага до отбойника или хода моста. Тугой амортизатор (двусторонний) в процессе эксплуатации, берет на себя некоторую часть работы холоднокатаной пружины, а это совершенно недопустимо, хотя и способствует устранению возможности пробоин подвески. Двусторонний амортизатор целесообразно эксплуатировать при удовлетворительных дорожных условиях – во время езды по асфальтированной поверхности. Но, к сожалению, российские дороги далеки от совершенства, поэтому холоднокатаные пружины в большинстве случаев не могут обеспечить полноценное выполнение функций подвески.
Также, к недостаткам пружин, которые изготовлены холоднокатаным методом, можно отнести их показатели сопротивления нагрузки, которые близки к линейным (торсионным).
Вышеперечисленные недостатки сказываются на характеристиках пружин, что и влияет на долговечность их эксплуатации. Стоит остановиться более подробно на тех причинах, которые способствуют выходу из строя пружин.
Самой распространенной причиной износа пружин подвески считается усталость металла. Это понятие обозначает разновидность износа, которая возникает на фоне вибраций и нагрузок. Усталость металла накапливается постепенно, в результате чего деталь деформируется наличием все большего количеством повреждений, которые в определенный момент становятся причиной окончательного разрушения пружины.
Повреждения поверхности и коррозия – причины, способствующие преждевременному износу пружин и выходу их из строя. Также, пружины слабеют в связи с ударами камней, нарушением геометрических показателей, повышенных нагрузках, полном сжатии, постоянными перегрузками. Далеко не все современные дорожные покрытия дают возможность эксплуатировать автомобиль в оптимальных условиях. Именно поэтому, большому количеству владельцев транспортных средств знакомы различные проблемы с подвеской. Многие из них, в свою очередь, спровоцированы именно выходом из строя или повреждением пружин, которые изготовлены холоднокатаным способом. Некачественные пружины, которые быстро выходят из строя, создают условия для различных нарушений работы подвески и увеличения жесткости.
Некоторые последствия износа пружин могут быть довольно опасны. Так, например, изношенная пружина в некоторых случаях приводит к нарушению управляемости транспортным средством и во время езды авто уводит в одну сторону. Такая неисправность, как угловые колебания рулевого колеса – также может являться следствием изношенных, сломанных или поврежденных пружин. Колебания возникают самопроизвольно, и автомобиль теряет свою устойчивость. Это может привести к полной потере управляемости транспортным средством.
Частые пробои подвески – результат поломки или износа пружин. Пробои являются одним из основных признаков просадки пружины, наряду с ухудшением плавности хода автомобиля, перекосом его задней и передней частей и заметная разница по высоте. Холоднокатаная пружина – одна из причин частых пробоин на дороге, которые происходят даже во время преодоления незначительных препятствий, таких как небольшая яма, лежачие полицейские и.т.п. Это происходит в связи со свойством холоднокатаной пружины быстро терять высоту, что создает условия для передачи даже малейших ударов в кузов или салон автомобиля, так как в момент преодоления препятствия, подвеска упирается в демпферные резинки.
На основании вышесказанного можно сделать вывод, что во время езды по дорогам России, подвеска с холоднокатаными пружинами, дает возможность почувствовать множество недостатков ее недоработки. Это может привести, как к незначительным поломкам, так и к ситуациям на дороге, которые могут быть опасны. Качество российских дорог на сегодняшний день далеко от идеала, в связи с чем, каждый владелец автомобиля вынужден прибегать к частому ремонту автомобиля и искать способы устранения возможных поломок, появляющихся из-за дорожных условий. Нельзя не согласиться, что российское бездорожье в гораздо большей степени, чем западное, приводит к износу холоднокатаные пружины и способствует их преждевременному выходу из строя. И не всегда владелец автомобиля ограничивается только лишь заменой пружин. В большом количестве случаев, наряду с их заменой, приходится сталкиваться и с ремонтом подвески, что еще более трудоемко и затратно.
www.vlad-springs.com