Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 6
ВОПРОС 1. В каком из перечисленных ниже ответов наиболее полно указано назначение электродного покрытия?
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления металла.
2. Повышает устойчивость горения дуги, образует комбинированную газо-шлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва, улучшает формирование шва.
3. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
ВОПРОС 2. Какой буквой русского алфавита обозначают кремний и кобальт в маркировке стали?
1. Кремний — К, кобальт — Т.
2. Кремний — Т, кобальт — М.
3. Кремний — С, кобальт — К.
ВОПРОС 3. Какие стали относятся к группе углеродистых сталей?
1. Ст3сп5, Сталь10, Сталь15, 20Л, 20К, 22К.
Ст3сп5, Сталь10, Сталь15, 20Л, 20К, 22К.
2. 45Х25Н20, 15ГС, 09Г2С.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 4. Укажите правильное название источников постоянного тока
1. Сварочные выпрямители, генераторы, агрегаты.
2. Специализированные сварочные установки.
3. Трансформаторы.
ВОПРОС 5. Для чего служит трансформатор?
1. Для преобразования частоты переменного тока
2. Для преобразования напряжения электрической сети
3. Для преобразования напряжения электрической сети при постоянной силе тока.
ВОПРОС 6. Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
1. Форму, размеры и качество подготовки кромок; правильность выполнения переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД или ПТД.
2. Форму и размеры расточки или раздачи труб; качество зачистки подготовленных под сварку кромок; химический состав металла.
3. Все параметры, указанные в п.п. 1 и 2.
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых конструкционных сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 8. Что обозначает в маркировке типов электродов буква «А», например Э42А?
1. Пониженное содержание легирующих элементов.
2. Пониженное содержание углерода.
3. Повышенные пластические свойства наплавленного металла.
ВОПРОС 9. Нужен ли предварительный подогрев для сварки хорошо свариваемых малоуглеродистых и сталей толщиной менее 30 мм?
1. Нужен.
2. Не нужен.
3. По усмотрению руководителя работ.
ВОПРОС 10. Каким инструментом определяют соответствие ширины шва стандартным требованиям?
1. Шаблоном сварщика
2. Линейкой.
3 . Штангенциркулем.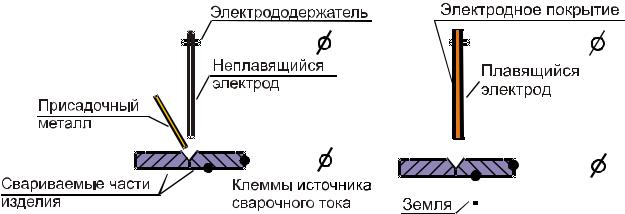
ВОПРОС 11. Укажите место возбуждения и гашения дуги при ручной дуговой сварке
1. На поверхности изделия.
2. В разделке кромок или на ранее выполненном шве.
3. В кратере шва.
ВОПРОС 12. Какие источники питания дуги рекомендуется применять для сварки электродами с основным покрытием?
1. Источники питания дуги переменного тока.
2. Любые источники питания.
3. Сварочные преобразователи постоянного тока и выпрямители.
ВОПРОС 13. Укажите, как влияет увеличение скорости ручной дуговой сварки на размеры сварного шва?
1. Глубина проплава уменьшается.
2. Влияния не оказывает.
3. Увеличивается ширина шва.
ВОПРОС 14. Какая зона в сварочной дуге называется анодным пятном?
1. Высокотемпературный участок дуги на отрицательном электроде.
2. Высокотемпературный участок дуги на положительном электроде.
3. Наиболее яркий участок в столбе дуги.
ВОПРОС 15.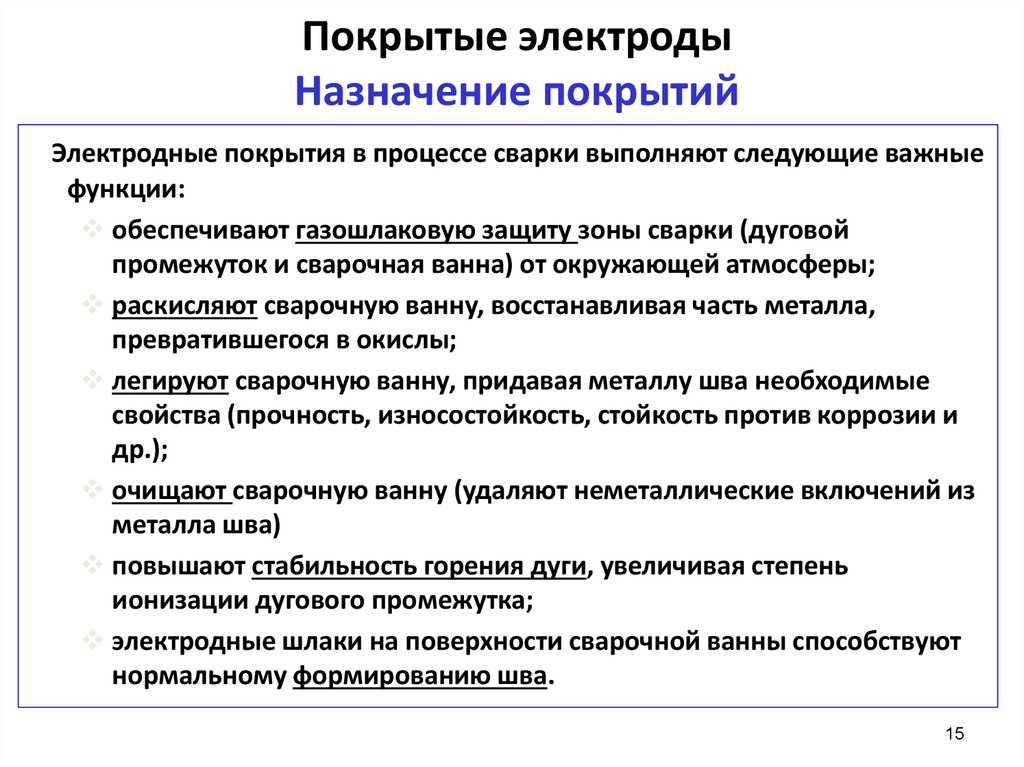 Какие характерные дефекты может вызвать избыток водорода в сварочной дуге?
Какие характерные дефекты может вызвать избыток водорода в сварочной дуге?
1. Несплавления.
2. Шлаковые включения.
3. Повышенная пористость металла шва.
ВОПРОС 16. Что может вызвать прожог металла при сварке?
1. Слишком малое притупление кромки.
2. Слишком малый зазор между кромками.
3. Слишком большая скорость сварки.
ВОПРОС 17. Как влияет равномерный подогрев изделий в процессе сварки на величину сварочных деформаций?
1. Увеличивает деформацию изделия.
2. Уменьшает деформацию изделия.
3. Не влияет.
ВОПРОС 18. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствии дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва?
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.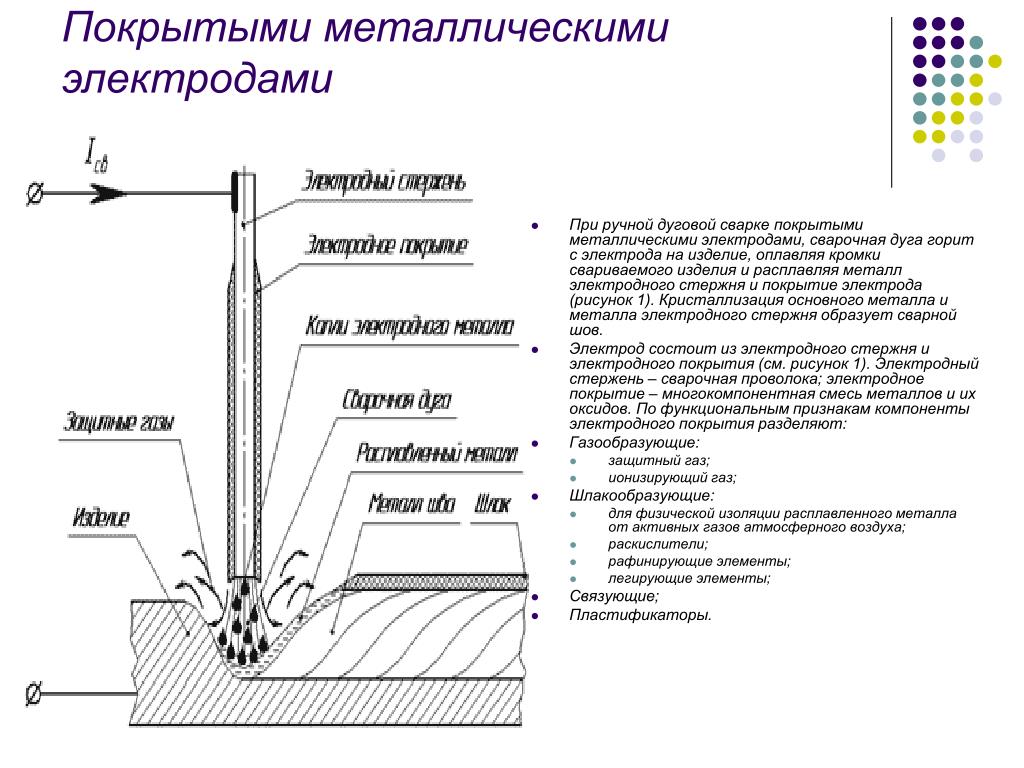
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 19. Какое напряжение считается безопасным в сухих помещениях?
1. Ниже 48 В.
2. Ниже 36 В.
3. Ниже 12 В.
ВОПРОС 20. Что входит в обозначение сварного соединения на чертеже?
1. Обозначается тип соединения, метод и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
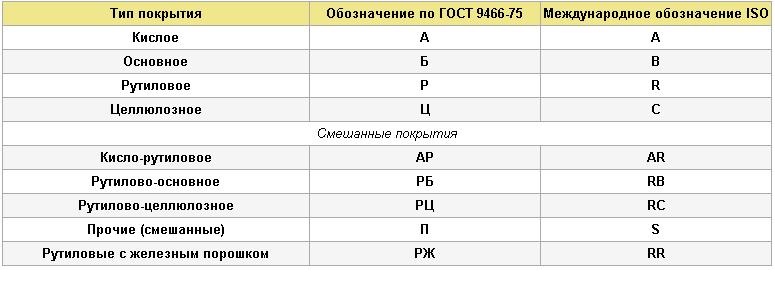
Типы электродных покрытий
Различают четыре типа покрытий.
Кислое покрытие строится на основе материалов
рудного происхождения. Шлакообразующие компоненты – оксиды, газообразующие –
органические.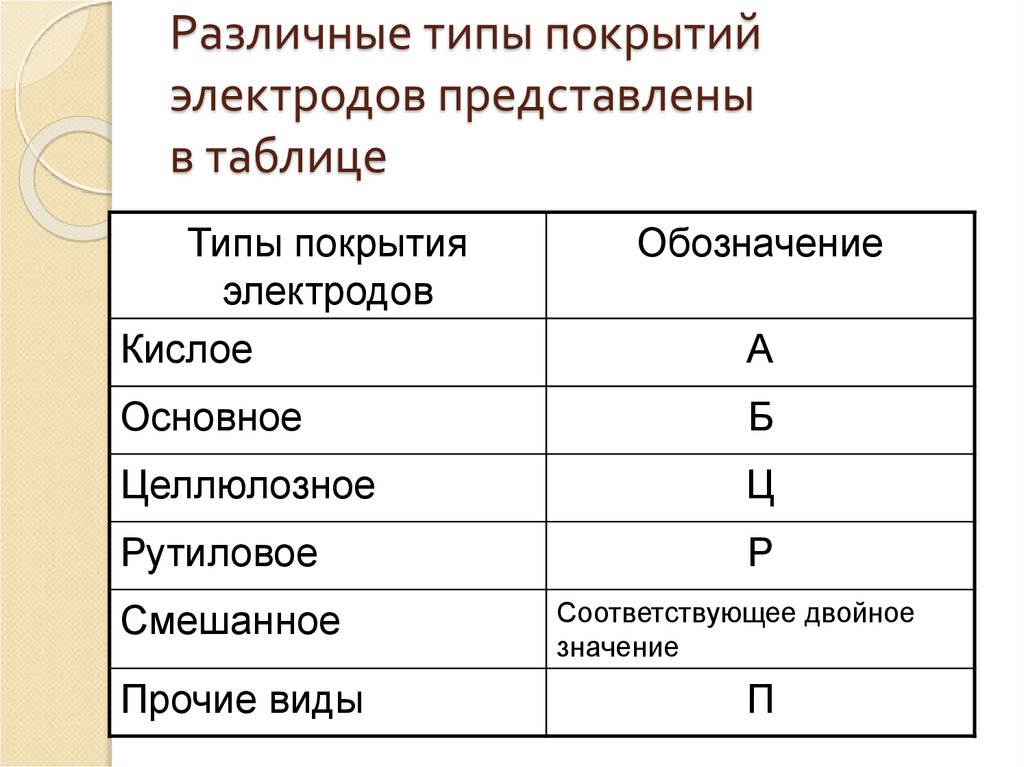 Основная особенность покрытия – большое количество кислорода в
зоне горения дуги и в расплавленном металле. В связи с этим необходимо вводить
большое количество раскислителей – кремния и марганца. Отсутствие кальция не
позволяет хорошо очистить металл от серы и фосфора.
Основная особенность покрытия – большое количество кислорода в
зоне горения дуги и в расплавленном металле. В связи с этим необходимо вводить
большое количество раскислителей – кремния и марганца. Отсутствие кальция не
позволяет хорошо очистить металл от серы и фосфора.
Преимуществами этого покрытия являются высокая производительность сварки за счет выделения тепла при окислительных реакциях, низкая чувствительность к порообразованию даже при сварке металла с ржавыми кромками и окалиной. Это связано с интенсивным кипением сварочной ванны, что способствует всплытию пузырькового газа, а также с надежным связыванием водорода кислородом. Дуга горит устойчиво на постоянном и переменном токе.
Недостатком
покрытия является пониженная ударная вязкость металла шва, которая
соответствует кипящей стали, из-за повышенного содержания кислорода. Наличие в
шве серы и фосфора снижает стойкость против образования кристаллизационных
трещин. Для этих покрытий невозможно легирование шва из-за окисления легирующих
элементов. Существенным недостатком является повышенная токсичность вследствие
большого содержания в аэрозолях соединений кремния и марганца, что связано с
большим количеством раскислителей в составе покрытия.
Для этих покрытий невозможно легирование шва из-за окисления легирующих
элементов. Существенным недостатком является повышенная токсичность вследствие
большого содержания в аэрозолях соединений кремния и марганца, что связано с
большим количеством раскислителей в составе покрытия.
В настоящее время электроды с кислым покрытием практически не используются.
Основное покрытие строится на базе фтористо-кальциевых соединений – CaCO3; CaF2. Газовая защита обеспечивается за счет углекислого газа, образующегося при разложении CaCO 3. Кальций хорошо рафинирует металл шва, извлекая из него серу и фосфор. Фтор вводится для связывания водорода. Однако его количество ограничено, поскольку он снижает устойчивость горения дуги.
Преимуществами
покрытия являются высокая пластичность металла шва и повышенная стойкость
против образования кристаллизационных трещин. Электроды обладают широкими
возможностями легирования, так как легирующие элементы не окисляются, что
позволяет использовать их для сварки легированных сталей. Меньшее содержание
соединений кремния и марганца делают их менее токсичными.
Меньшее содержание
соединений кремния и марганца делают их менее токсичными.
Недостатком основных покрытий является их повышенная чувствительность к порам при росте длины дуги, увеличении влажности покрытия, наличии ржавчины на свариваемых кромках. В связи с этим квалификация сварщика должна быть более высокая, электроды перед сваркой целесообразно прокаливать, кромки подвергать очистке. Другим недостатком является пониженная устойчивость горения дуги, связанная с наличием фтора, имеющего высокий потенциал ионизации. Поэтому требуется источник питания постоянного тока.
Наиболее известные марки электродов с основным покрытием являются УОНИИ-13/45, УОНИИ-13/55, ТМУ-21, LB-52U, OK53.70.
Рутиловое покрытие. Его основу составляет рутиловый
концентрат TiO2
(до 45%), а также алюмосиликаты (слюда, полевой шпат, каолин) и карбонаты
(мрамор, магнезит). Рутиловый концентрат обеспечивает шлаковую защиту. газовая
защита обеспечивается введением органических соединений (до 5%). По
механическим характеристикам сварных швов электроды с рутиловым покрытием
занимают промежуточное положение между кислыми и основными покрытиями. Их
сварочно-технологические свойства достаточно высокие.
газовая
защита обеспечивается введением органических соединений (до 5%). По
механическим характеристикам сварных швов электроды с рутиловым покрытием
занимают промежуточное положение между кислыми и основными покрытиями. Их
сварочно-технологические свойства достаточно высокие.
Наличие кальция в виде карбоната СаСО3 способствует удалению серы и фосфора. Кислорода в свободном виде меньше, чем у кислых, т.к. TiO2 достаточно стойкий оксид. Это требует меньшего количества раскислителей Mn и Si, что снижает токсичность сварочных аэрозолей. Отсутствие фтора позволяет осуществлять сварку на постоянном и переменном токе. Стойкость к образованию пор у них выше, чем у основных.
Наиболее известные марки – МР-3, АНО-4, АНО-21, АНО-24, ОЗС-4, OK46.00.
Целлюлозное покрытие строится на основе органических
соединений. В своем составе содержит до 50% газообразующих компонентов (целлюлоза,
мука, крахмал). Шлакообразующими добавками являются рутиловый концентрат,
мрамор и др., однако их количество невелико, поэтому сварочная ванна достаточно
вязкая, что позволяет хорошо выполнять швы во всех пространственных положениях.
Поскольку основу составляют органические соединения, толщина покрытия электрода
малая, что дает возможность осуществлять сварку в труднодоступных местах.
Механические свойства шва соответствуют полуспокойной стали.
Шлакообразующими добавками являются рутиловый концентрат,
мрамор и др., однако их количество невелико, поэтому сварочная ванна достаточно
вязкая, что позволяет хорошо выполнять швы во всех пространственных положениях.
Поскольку основу составляют органические соединения, толщина покрытия электрода
малая, что дает возможность осуществлять сварку в труднодоступных местах.
Механические свойства шва соответствуют полуспокойной стали.
Основная область их применения – сварка первого слоя (труднодоступного) неповоротных стыков трубопроводов. Наиболее известные марки – ВСЦ-4, ВСЦ-4А.
← Технология механизированной сварки в защитных газах низкоуглеродистых сталей | Технология ручной дуговой сварки (РДС) углеродистых сталей →
Что такое электродное покрытие при сварке?
Welding Tech
Покрытие электрода представляет собой смесь химических веществ, минералов и металлических сплавов, нанесенных на жилу проволоки. Покрытие регулирует сварочный ток и положение сварки, а также обеспечивает защитную атмосферу, раскислители для очистки металла шва и сварочный шлак, поглощающий примеси из металла шва. Он также помогает придать форму сварному шву и становится изолирующим покрытием над сварным швом.
Какие существуют типы электродов и электродных покрытий?
Существует множество различных типов электродных покрытий, каждое из которых имеет свои преимущества и недостатки. Наиболее распространены следующие типы:
- Электроды с флюсовым покрытием : Они имеют тонкий слой флюса снаружи, который помогает защитить сварочную ванну от кислорода и других загрязняющих веществ. Электроды с флюсовым покрытием обычно используются для дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки с флюсовой сердцевиной (FCAW).

- Электроды из сплошной проволоки : Они имеют твердое металлическое покрытие снаружи, которое помогает улучшить электропроводность и защитить проволоку от коррозии. Сплошные проволочные электроды обычно используются для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), плазменной дуговой сварки (PAW) и дуговой сварки защищенным металлом (SMAW).
- Электроды с металлическим сердечником : Металлический сердечник с тонким слоем флюса снаружи. Электроды с металлическим сердечником обычно используются для GMAW и FCAW.

Покрытия электродов играют важную роль в процессе сварки, помогая создать чистый и прочный сварной шов. Важно выбрать правильный тип электродного покрытия для конкретного применения, чтобы обеспечить наилучшие возможные результаты.
Какова основная функция покрытия электродов с покрытием?
Основной функцией покрытия является защита дуги и сварочной ванны от атмосферы. Защитный газ также помогает защитить сварочную ванну от кислорода и других загрязнителей. Кроме того, покрытие образует шлак, который способствует удалению примесей из металла шва.
Кроме того, покрытие образует шлак, который способствует удалению примесей из металла шва.
Преимущества электродов с покрытием в процессе сварки
Использование электродов с покрытием в процессе сварки дает много преимуществ. Электроды с покрытием обеспечивают ряд преимуществ, в том числе:
- улучшенную стабильность дуги,
- повышенную скорость наплавки,
- улучшенное качество сварки,
- повышенную производительность,
- более низкие эксплуатационные расходы,
- меньшее время простоя на техническое обслуживание и ремонт.
Функция электрододержателя
Электрододержатель — это устройство, которое соединяет электрод с источником питания. Держатель электрода также обеспечивает место для захвата электрода и удержания его на месте во время сварки.
Ссылки по теме
4 Основные типы покрытий сварочных электродов – Сайт машиностроения
Покрытие электродов – обзор | ScienceDirect Topics
Пять, которые нужно знать о покрытиях сварочных электродов | Welpedia
Сварочный электрод: таблица и выбор
Сварочный электрод: таблица и выбор
English Сварочные электроды.
 Знакомство с символами и их значение
Знакомство с символами и их значениеПодробнее
Спецификация и обозначение сварочных электродов на хинди
Подробнее
Дуговая сварка, видео 09
Подробнее
Машинное покрытие Литиевая батарея Видео
Посмотреть ещё
Сварочные электроды
Посмотреть ещё
Глоссарий категорийфункций покрытия электродов в SMAW
Покрытие электрода содержит различные химические вещества и даже металлический порошок для выполнения одной или нескольких функций, описанных ниже:
- A. Защита: Обеспечивает газообразный экран для защиты расплавленного металла от воздуха. Для электрода целлюлозного типа покрытие содержит целлюлозу, (C6h20O5)x. При нагревании и разложении целлюлозы в покрытии электрода образуется большой объем газовой смеси h3, CO, h3O и CO2. С другой стороны, для электрода типа известняка (CaCO3) газообразный CO2 и шлак CaO образуются при разложении известняка.
- B. Раскисление: Содержит раскислители и флюсы для раскисления и очистки металла сварного шва. Образовавшийся твердый шлак также защищает уже затвердевший, но еще горячий металл шва от окисления.
- C. Стабилизация дуги: Стабилизаторы дуги помогают поддерживать стабильную дугу. Дуга представляет собой ионный газ (плазму), проводящий электрический ток. Стабилизаторы дуги представляют собой соединения, которые легко разлагаются на ионы в дуге, такие как оксалат калия и карбонат лития. Они увеличивают электрическую проводимость дуги и помогают дуге более плавно проводить электрический ток.
- D. Добавка к металлу: Добавляет легирующие элементы и/или металлический порошок в сварочную ванну. Первый помогает контролировать состав металла сварного шва, а второй помогает увеличить скорость наплавки.
 Первый помогает контролировать состав металла сварного шва, а второй помогает увеличить скорость наплавки.
Первый помогает контролировать состав металла сварного шва, а второй помогает увеличить скорость наплавки.Ссылка: Справочник по сварочной металлургии Синдо Коу
Стоимость качества – Платформа Александра Л. Килланда
16 ноября 2022 г.
Дефекты сварки – причины и способы устранения
20 апр. 2022 г.
Смазка «рабочих» поверхностей – затяжка болтов
18 марта 2021 г.
Процессы дуговой сварки – преимущества, ограничения и области применения
31 декабря 2020 г.
Времяпролетная дифракция (TOFD)
15 декабря 2020 г.
Дуговая сварка металлическим газом (GMAW)
24 февраля 2020 г.
Отжиг, нормализация, закалка и отпуск стали
6 ноября 2018 г.
Основы повышения качества
30 октября 2018 г.

