Классификация станков токарной группы – Энциклопедия по машиностроению XXL
Классификация станков токарной группы [c.419]Классификация станков токарной группы приводится в табл. 43, [c.568]
КЛАССИФИКАЦИЯ СТАНКОВ ТОКАРНОЙ ГРУППЫ [c.53]
Классификация станков токарной группы по основным и вспомогательным признакам [c.364]
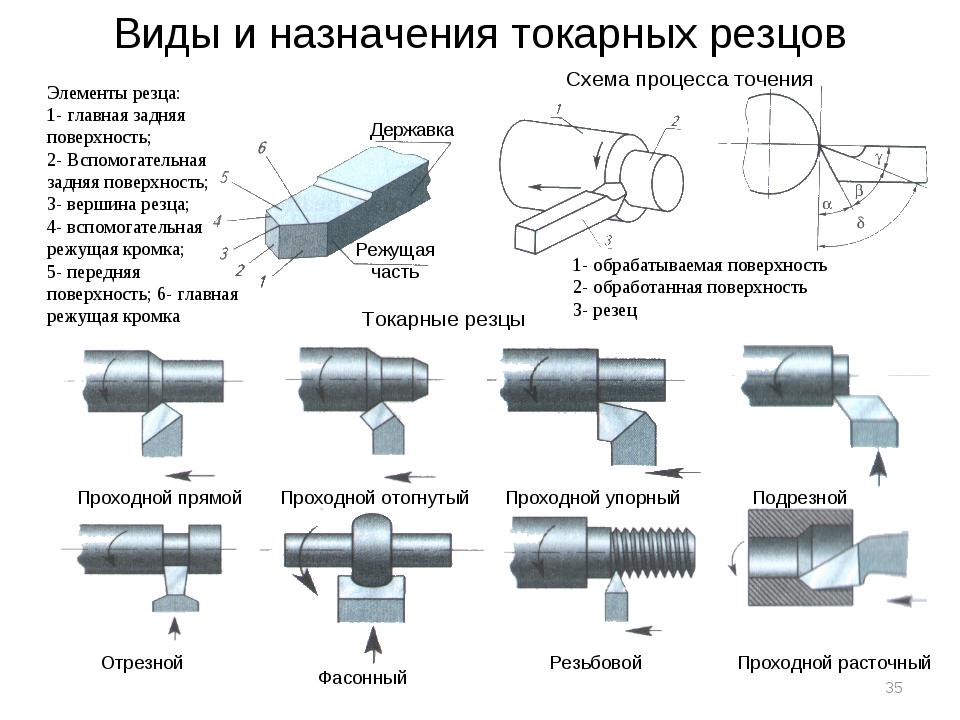
Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы, привело к созданию большого числа токарных резцов (рис. 6.28). Главным принципом классификации резцов является их технологическое назначение. [c.348]
Назначение и классификация токарных станков. Станки токарной группы предназначаются для обработки наружных и внутренних поверхностей вращения, цилиндрических, конических и фасонных поверхностей, подрезания торцов и в отдельных случаях —для нарезания резьбы.
Станки токарной группы в соответствии с классификацией станков ЭНИМСа делятся на следующие основные типы [c.419]
Станки токарной группы, предназначенные для обработки разнообразных поверхностей тел вращения, составляют значительную часть наличного парка металлорежущего оборудования. По классификации ЭНИМСа группа токарных станков делится на 9 подгрупп (типов) [c.87]
В отличие от станков токарной группы, сверлильные станки труднее поддаются классификации по технологическому признаку. Для сверлильных станков наиболее распространенным признаком классификации являются конструктивные особенности станка, согласно которым сверлильные станки принято делить на универсальные, специализированные и специальные. [c.274]
КЛАССИФИКАЦИЯ И ВЫБОР ОСНОВНЫХ ТЕХНИЧЕСКИХ ПОКАЗАТЕЛЕЙ СТАНКОВ ТОКАРНОЙ ГРУППЫ [c.361]
В соответствии с классификацией, разработанной Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), токарные станки относятся к первой группе, поэтому номер модели токарного станка, выпускаемого серийно, будет начинаться с цифры 1. Токарная группа подразделяется на девять типов станков
[c.44]
Токарная группа подразделяется на девять типов станков
[c.44]
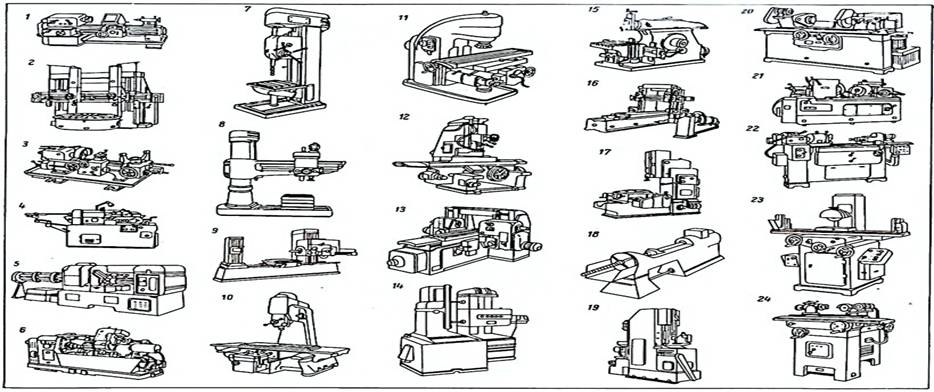
Классификация станков. По классификации, разработанной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), все универсальные металлорежущие станки делятся на девять групп (табл. 5) токарные, сверлильные и расточные, шлифовальные и полировальные, комбинированные, зубо- и резьбообрабатывающие, фрезерные, строгальные, долбежные и протяжные, разрезные и другие. [c.31]
Согласно классификации, принятой в нашей стране, резцы делятся на множество разновидностей, типов и исполнений в зависимости от технологических групп станков (токарные, строгальные, долбежные), выполняемых работ (проходные, подрезные, прорезные и отрезные, резьбовые, расточные и т. д.), конструкции (цельные с напайными пластинами, сборные, отогнутые, круглые) и от материала режущей части (быстрорежущие, твердосплавные, алмазные и др.).
В СССР принята Единая система классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра (номера). Первая цифра означает группу станка (токарная, сверлильная, фрезерная и т. д.), вторая — его тип, третья (иногда и четвертая) характеризует размер станка.
[c.127]
Первая цифра означает группу станка (токарная, сверлильная, фрезерная и т. д.), вторая — его тип, третья (иногда и четвертая) характеризует размер станка.
[c.127]
Групповым называют технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Метод групповой обработки позволяет повысить производительность и экономичность обработки в условиях единичного, мелкосерийного и серийного производства. В основу этого метода положен принцип классификации деталей по видам обработки, предполагающий создание классов деталей, обрабатываемых на автоматах, револьверных, токарных, фрезерных, сверлильных и других станках. Классификационная группа деталей характеризуется общностью применяемого оборудования, единой технологической оснасткой и общей настройкой станка. Для каждой такой группы деталей разрабатывается комплексная деталь, содержащая все элементарные поверхности, присущие деталям данной группы.
 [c.321]
[c.321]Групповые технологические процессы появились как развитие типовых процессов, но в первых технологическая классификация заготовок связывается с видами обработки на станках определенных групп – токарных, револьверных, сверлильных, фрезерных и пр. В группе объединяются заготовки, у которых имеется общность обрабатываемых поверхностей или их сочетаний. При этом (в отличие от типовых процессов) в одну группу могут попасть заготовки различных конфигураций и разного служебного назначения.
На практике (Уральский завод тяжёлого машиностроения) подобного рода классификация производилась, например, в отношении токарных работ по двум основным признакам по способу установки и крепления деталей и по степени сложности обработки. Исходя из соотношения разных групп токарных операций по их трудоёмкости и из соответственной загрузки станков по годовой программе, оказалось возможным закрепить за отдельными токарными станками более или менее однородные операции, как это показано в т-абл. 5,
[c.318]
5,
[c.318]
В этой связи нужно подчеркнуть, что классификация деталей по технологическим рядам на основе строго определенных критериев должна быть противопоставлена классификации по группам. Это объясняется тем, что внутреннее содержание понятия группа является неопределенным, так как это понятие не имеет четко очерченных признаков. И действительно, когда речь идет о группе станков, например токарных, то в эту группу могут входить токарные станки с чрезвычайно широкими интервалами размеров — с расстоянием между центрами от 750 до 6000 мм и выше. Таким образом, понятие группа не содержит никаких габаритных границ, в то время как при технологической классификации размерные границы имеют решающее значение. [c.254]
Классификация металлорежущих станков (табл.1). По технологическому назначению (в зависимости от вида обработки) все металлорежущие станки можно подразделить на девять групп — группы токарных станков, сверлильно-расточных, шлифовально-полировальных и др.
Каждая группа, в свою очередь, делится на 9 подгрупп. Подробно система классификации токарных станков и их условные обозначения (шифры) рассмотрены в гл. IV. [c.8]
Вилки, стяжки и серьги изготовляют из стали Ст.З, Ст.5, 35, 45, 40Х чугуна ковкого и серого марок СЧ 15-32, СЧ 18-36 и др. Разнообразие конструкций вилок, стяжек и серег затрудняет четкую их классификацию по технологическим или другим признакам. Подавляющая часть стяжек, вилок и серег, изготовляемых в серийном и массовом производстве тракторного, сельскохозяйственного машиностроения и в станкостроении, имеет сравнительно небольшие размеры — до 200—300 мм (рис. 116). Механической обработке подвергают отверстия, торцы головок, частично наружные цилиндрические и плоские поверхности.

В соответствии с этой классификацией каждому станку присвоен индекс, состоящий из цифр и букв. Первая цифра означает его принадлежность к группе, вторая указывает на тип станка, следующие одна или две цифры условно указывают на основную техническую характеристику станка, позволяющую оценить максимальный размер заготовки, которую можно обрабатывать на данном станке (высоту центров для токарно-винторезного станка, наибольший размер отверстия для сверлильных станков, условный размер стола для фрезерных и строгальных станков и т. д.). [c.424]
Огромный парк разнообразных токарных станков можно разделить на группы. Из наиболее распространенных признаков классификации токарных станков можно назвать следующие [c.152]
Классификация станков токарной группы только по технологическим признакам недостаточна вследствие новых возможностей, предоставляемых устройствами ЧПУ в технологическом и конструктивном отношении, поэтому целесообразно использование признаков, отражающих конструктивно-видовые особенности токарных станков, а именно основной конс уктивный признак вспомогательный видовой признак компоновка количество позиций закрепления заготовок число устанавливаемых инструментов вид управления класс точности [20]. [c.361]
[c.361]
В соответствии с этой классификацией каждому станку присваивают определенный шифр. Первая цифра шифра определяет группу станков, вторая – тип, третья (иногда третья и четвертая) указывает на характерную техническую характеристику станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. Буква Ф в шифре указывает на то, что станок имеет числовое программное управление, а цифра и буквы за ней – какая система ЧПУ применена в станке. Например, модель станка 16К20ФЗС32 расшифровывается так 1 – станок токарной группы 6 – винторезный К – модернизированный 20 – высота центров над направляющими станины (200 мм) Ф – с числовым программным управлением 3 – управление тремя координатными движениями С32 – система ЧПУ.
Классификация станков фрезерной группы, в СССР принята Единая система классификации и условных обозначений для станков отечественного производства, основанная на присвоении каждому станку особого шифра (номера модели). Первая цифра означает группу станка (токарная, сверлильная, фрезерная и т. д.), вторая — его тип, третья (иногда и четвертая) характеризует размер станка. В ряде случаев между первой и второй цифрами вводится прописная буква русского алфавита, указывающая на то, что станок улучшен или модифицирован. Иногда поопис-
[c.85]
Первая цифра означает группу станка (токарная, сверлильная, фрезерная и т. д.), вторая — его тип, третья (иногда и четвертая) характеризует размер станка. В ряде случаев между первой и второй цифрами вводится прописная буква русского алфавита, указывающая на то, что станок улучшен или модифицирован. Иногда поопис-
[c.85]
При классификации изделий учтен логический закон отнощения объема понятия к его содержанию чем больще понятие по своему содержанию, тем оно меньще по своему объему. Этот закон иллюстрируется следующим примером. Понятие станки велико по объему, так как охватывает все разновидности станков (токарной группы, сверлильные, фрезерные и т.п.), однако бедно по содержанию, поскольку содержит только те признаки, которые свойственны всем разновидностям станков. Понятие же станки фрезерные (код 041600) богаче по содержанию, но меньше по объему, так как содержит ограниченную информацию только о фрезерных станках. Понятие станки фрезерные копировальные (код 041640) еще богаче по содержанию (содержит больше признаков), однако объем этого понятия ограничен только той информацией, которая заложена в понятие станки фрезерные копировальные . [c.65]
[c.65]
Токарные реацы — см. Резцы токарные Токарные станки — Классификация — Типы и группы 5—6 — Контуры п плане 6 7 —68 — Нормы жесткости и точности — ГОСТы 7 —8 — Технические характеристики 9 — 21 [c.567]
По комплексу признаков разработана полная классификация металлорежущих станков. В ней девять групп 1 — токарные 2 — сверлильные и расточные 3 — шлифовальные, полировальные, доводочные и заточные 4 — электрофизические и электрохимические 5 — зубо- и резьбообрабатывающие 6 — фрезерные 7 — строгальные, долбежные и протяжные 8 — отрезные 9 — разные. Каждая группа станков делится на десять типов (подгрупп). По комплексной классификации станку присваивается определенный шифр. Первая цифра означает группу станка, вторая — тип, следующая за первой или второй цифрами буква означает уровень модернизации или улучшения, далее следуют цифры, характеризующие основные размеры рабочего пространства станка. Буквы, стоящие после цифр, указывают на модификацию базовой модели или на особые технологические возможности (например, повышенную точность). Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г.
[c.469]
Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г.
[c.469]
Классификация станков по технологическим признакам предложена проф. А. И. Кашириным. По этой классификации станочное оборудование делится на следующие виды станков широкого или общего назначения — универсальные, высокой производительности, специализированные, специальные. Станки широкого и ли общего назначения — универсальные предназначаются для разнообразной обработки в серийном и единичном производстве.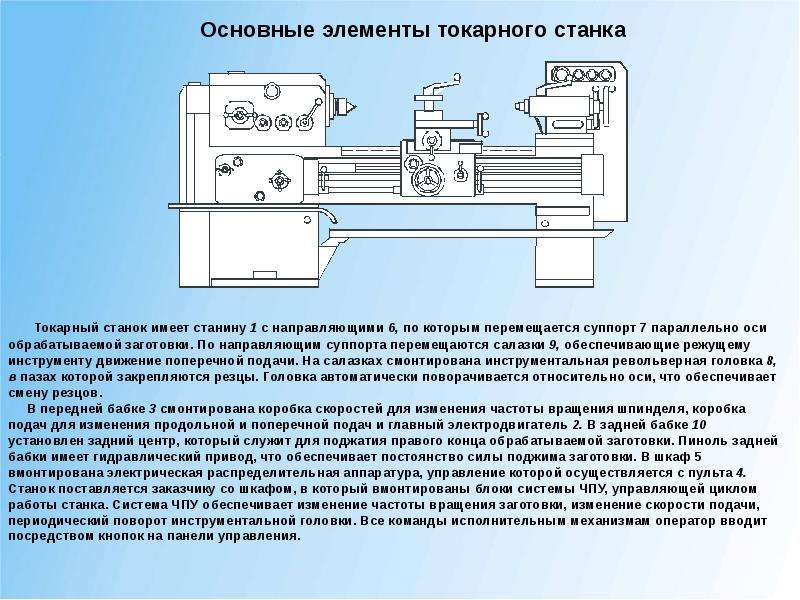 Станки высокой производительности имеют ограниченные технологические возможности в сравнении с универсальными. Они более мощны и жестки, чем станки первой группы, благодаря чему на них можно вести обработку на более высоких режимах резания. К ним относятся станки токарномногорезцовые, круглошлифовальные, работающие методом поперечной подачи, бесцентрошлифовальные, некоторые продольно-фрезерные, токарные автоматы и полуавтоматы. Эти станки предназначены для крупносерийного и массового производства. Специализированные станки путем конструктивных изменений и различных дополнений могут быть приспособле ы для выполнения данной операцш . Чаще всего станки этой группы получают на базе станков высокой производительности путем установки дополнительных шпинделей, головок и других узлов. Специальные станки проектируют и изготовляют по особому заказу н предназначают для выполнения определенной операции. Проектирование и изготовление станков этой группы обычно обходится дорого. Поэтому такие станки применяют только в массовом производстве, если будет доказана их экономическая эффективность.
Станки высокой производительности имеют ограниченные технологические возможности в сравнении с универсальными. Они более мощны и жестки, чем станки первой группы, благодаря чему на них можно вести обработку на более высоких режимах резания. К ним относятся станки токарномногорезцовые, круглошлифовальные, работающие методом поперечной подачи, бесцентрошлифовальные, некоторые продольно-фрезерные, токарные автоматы и полуавтоматы. Эти станки предназначены для крупносерийного и массового производства. Специализированные станки путем конструктивных изменений и различных дополнений могут быть приспособле ы для выполнения данной операцш . Чаще всего станки этой группы получают на базе станков высокой производительности путем установки дополнительных шпинделей, головок и других узлов. Специальные станки проектируют и изготовляют по особому заказу н предназначают для выполнения определенной операции. Проектирование и изготовление станков этой группы обычно обходится дорого. Поэтому такие станки применяют только в массовом производстве, если будет доказана их экономическая эффективность. [c.41]
[c.41]
Принятая классификация позволяет присваивать каждому станку индекс модели из трех-четырех цифр. Первая цифра указывает группу, вторая — тип, третья и четвертая характеризуют один из важнейших параметров станка или детали (высота центров, диаметр прутка, размеры стола и т. п.). Например, индекс 2Н135 обозначает 2 — сверлильный 1 — вертикальный 35 — наибольший условный диаметр сверления, мм, буква Н указывает на модернизацию станка базовой мод. 2135. Алфавитный порядок букв соответствует числу модернизаций. В моделях станков с числовым программным управлением, (ЧПУ) в конце шифра вводят букву Ф с цифрой Ф1 — станки с цифровой индикацией и предварительным набором координат Ф2 — с позиционной системой управления ФЗ — с контурной системой Ф4 — с универсальной системой для позиционной и контурной обработки, например, индекс 16К20ФЗ — токарно-винторезный станок с высотой центров 200 мм и контурной системой программного управления.
 [c.8]
[c.8]В основу классифихацйи станков положен технологический принцип обработки — назначение станка,— характер обрабатываемых поверхностей, схема обработки и др. Эта классификация построена по десятичной системе. Все станки (за исключением специальных) подразделяются на десять групп, а группы, в сзою очередь, подразделяются на десять типов. Станки делят на токарные, сверлильные, расточные, для абразивной обработки для электрофизической и электрохимической обработки, резьбообрабатывающие, зубообрабатывающие, фрезерные, строгальные, долбежные, протяжные, разрезные и разные. Б группы объединяются станки по общности технологического метода обработки или близкие но назначению. [c.231]
Групповой метод основан на принципе классификации деталей по видам их обработки (на автоматах, револьверных, токарных, фрезерных, сверлильных и других станках), по конфттурации и технологическим характеристикам. Основная цель классификации заключается в подборе групп деталей, при обработке которых требуется не только один и тот же тип оборудования, по и единая технологическая оснастка и общая настройка станка.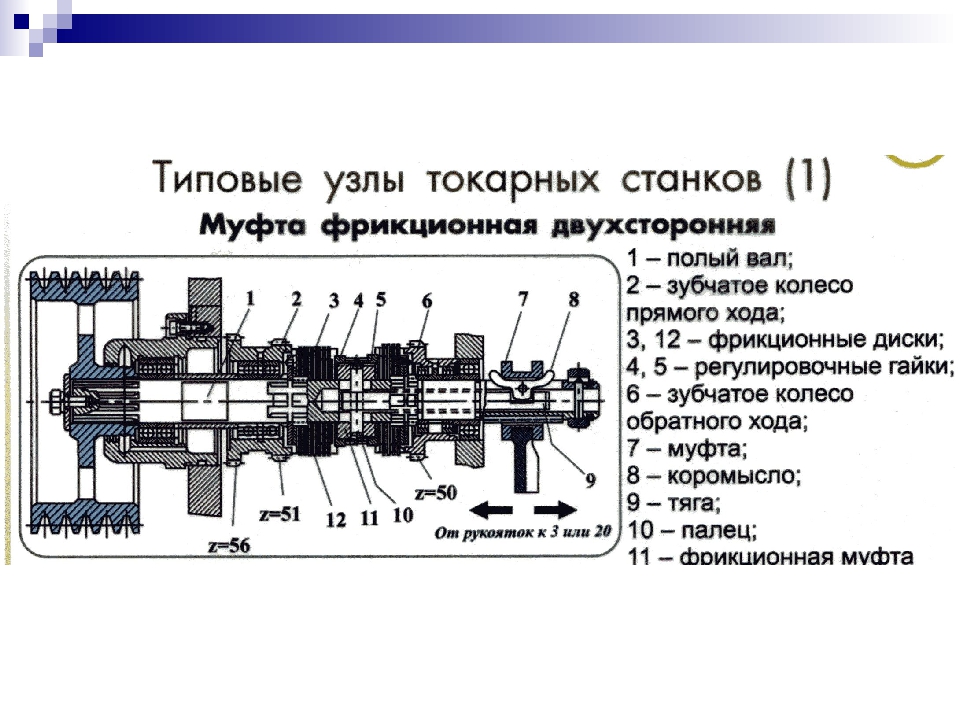 [c.17]
[c.17]
Станкостроительная промышленность СССР выпускает большое число металлорел ущих станков, различных по назначению, конструкции, технологическим возможностям, специализации, размерам, массе и точности. Для того чтобы было легче один тип станка отличить от другого, ЭНИМСом разработана классификация. Все серийно выпускаемые станки разделены на 10 групп по виду выполняемой обработки или назначению 1) токарные, 2) сверлильные и расточные, 3) шлифовальные, полировальные, доводочные, заточные, 4) комбинированные и физико-химической обработки, 5) зубо- и резьбообрабатывающие, 6) фрезерные, 7) строгальные, долбел ные, протяжные, 8) разрезные и 9) разные. Группа с номером О остается резервной. Кроме того, каждая группа разделена на десять типов по назначению, конструктивным особенностям (компоновке, числу шпинделей и др.), виду применяемого инструмента, степени автоматизации и другим признакам. [c.26]
Назначение, классификация и маркировка станков » Строительство и ремонт: теория и практика
Токарные станки предназначены для обработки резанием поверхностей вращения (цилиндрических, конических, фасонных и др.
 ) с помощью резцов, сверл и некоторых других инструментов. Отличительным признаком данных станков является форма основных движений, за счет которых совершается обработка. К основным движениям относятся главное вращательное движение заготовки, посредством которого осуществляется процесс резания, и движение подачи — поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса.
) с помощью резцов, сверл и некоторых других инструментов. Отличительным признаком данных станков является форма основных движений, за счет которых совершается обработка. К основным движениям относятся главное вращательное движение заготовки, посредством которого осуществляется процесс резания, и движение подачи — поступательное перемещение инструмента, обеспечивающее непрерывность этого процесса.Токарные станки классифицируют по ряду признаков: специализации, размерам, массе, точности и способу управления.
По специализации станки делятся на универсальные, широкого назначения, специализированные и специальные.
Универсальные станки предусмотрены для разнообразных работ на изделиях широкой номенклатуры. К ним относятся токарно-винторезные станки, на которых можно выполнять все токарные работы, включая нарезание резьб резцами.
Станки широкого назначения служат для ограниченного числа работ на изделиях широкой номенклатуры. Например, револьверные станки позволяют выполнять ограниченный круг токарных работ по обработке коротких заготовок, закрепляемых в патроне или на оправке.
 Подобными ограничениями обладают также карусельные станки, токарные автоматы и полуавтоматы.
Подобными ограничениями обладают также карусельные станки, токарные автоматы и полуавтоматы.Специализированные станки предназначены для определенного вида работ: затылования, нарезания резьб и т. д. К данным станкам относятся токарно-затыловочные станки, резьбонарезные, сверлильно-отрезные и др.
Специальные станки используются для определенных технологических операций. В эту группу, в частности, входят агрегатные станки, комплектуемые из нормализованных узлов и силовых головок.
По размерному признаку выделяют три группы токарных станков: мелкие — с высотой центров над станиной до 160 мм, средние — 160—300 мм, крупные — свыше 300 мм.
По массе станки делятся на легкие — до 1000 кг, средние — до 10 т, тяжелые — свыше 10 т.
По точности предусмотрен выпуск станков пяти классов: нормальной точности Н, повышенной — П, высокой — В, особо высокой (прецизионные) — А, особо точные или мастер-станки — С.
По способу управления различают станки с ручным и автоматизированным управлением.
 На последних весь процесс обработки или его основная часть осуществляется без непосредственного участия человека.
На последних весь процесс обработки или его основная часть осуществляется без непосредственного участия человека.Для металлорежущих станков отечественного производства принята единая система цифрового обозначения моделей станков. В зависимости от характера выполняемых работ все станки делятся на девять групп (токарные, фрезерные, шлифовальные и Др.), каждая из которых в свою очередь подразделяется на девять типов. По этой системе модели станка присваивается условный индекс из трех или четырех цифр. Первая цифра обозначает группу, вторая — тип, третья и четвертая — характерный размер станка или обрабатываемого на нем изделия.
Токарные станки отнесены к первой группе, обозначаемой цифрой 1. Типы станков этой группы имеют следующие цифровые обозначения: 1 —одношпиндельные автоматы и полуавтоматы, 2 — многошпиндельные автоматы и полуавтоматы, 3 — револьверные станки, 4 — сверлильно-отрезные, 5 — карусельные, 6 — токарно-винторезные и лобовые, 7 — многорезцовые, 8 —специализированные, 9 — разные.
Третья и четвертая цифры условно обозначают: для токарных станков — высоту центров над станиной; револьверных и прутковых автоматов — наибольший диаметр обрабатываемого прутка; карусельных — диаметр круглого стола и т. д.
По мере усовершенствования или некоторых изменений конструкции базовой модели в маркировку станка для сохранения преемственности обозначения вводятся буквы. Буква после первой или второй цифры указывает на модернизацию станка по сравнению с предыдущей моделью. Буква в конце маркировки свидетельствует о классе точности (кроме нормального), способе управления или других частичных изменениях. Например, модель 1А616П — модернизированный токарно-винторезный станок с высотой центров над станиной 160 мм, повышенного класса точности; модель 16К20Ф3 — модернизированный токарно-винторезный станок с высотой центров 200 мм, с числовым программным управлением контурной системы, о чем свидетельствует буква Ф и цифра 3 после нее.
Токарные станки – классификация, устройство, принцип действия
 youtube.com/embed/SNAKlrlLhR8″ frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/SNAKlrlLhR8″ frameborder=”0″ allowfullscreen=””/>
Пресс-релиз
Токарные станки составляют одну из подгрупп металлорежущего оборудования. Они предназначены для обработки тел путем снятия слоя материала (стружки). Именно на основе токарных станков создавались другие виды – шлифовальные, сверлильные.
История токарного станка
История гласит, что первый токарный станок был изобретен в 650 г. до н. э. В то время станком назывались два центра, которые вращали рабы. Мастер держал заготовку в руках, и прижимая ее то слабее, то сильнее, придавал требуемую форму. Пять столетий спустя внешний вид станка изменился – заготовку вращала тетива, обернутая вокруг нее таким образом, чтобы при движении лука то в одну, то в другую сторону заготовка делала несколько оборотов вокруг своей оси.
Время шло, техника не стояла на месте. Был изобретен ножной привод, что, конечно же, намного упростило работу на токарном станке. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали – вплоть до шара. И все же механическая обработка металла была недостаточно эффективной – привод был слишком маломощным, чтобы снимать с металла большую стружку.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали – вплоть до шара. И все же механическая обработка металла была недостаточно эффективной – привод был слишком маломощным, чтобы снимать с металла большую стружку.
В начале XVIII века Андрей Константинович Нартов, механик Петра первого, изобрел токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. И, наконец, Генри Модсли создал универсальный токарный станок, ставший основой машиностроения.
Классификация токарных станков
Существуют следующие типы токарных станков:
- одношпиндельные автоматы и полуавтоматы
- многошпиндельные автоматы и полуавтоматы
- токарно-револьверные
- операционные отрезные
- токарно-карусельные
- токарно-винторезные
- токарные многорезцовые автоматы
- токарно-заточные и токарно-фасонные
- разные станки
Устройство токарных станков
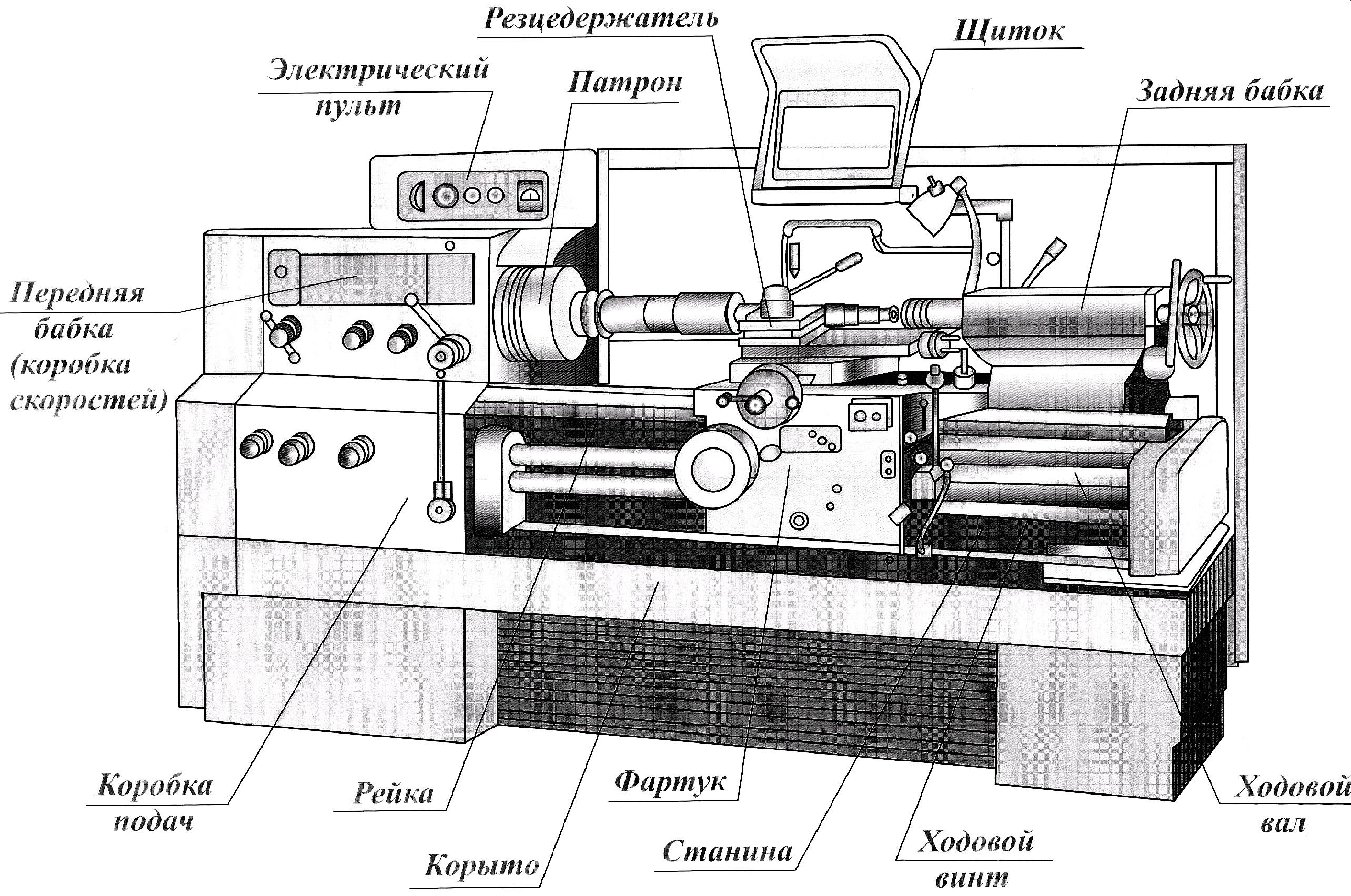
Суппорт – это механический держатель для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки и обеспечивают перемещение резца вдоль заготовки. Резцедержатель (резцовая головка) с болтами крепится к верхним салазкам с помощью рукоятки, которая перемещается по винту. Привод перемещения суппорта производится от ходового винта, от ходового вала, расположенного под ходовым винтом, или вручную.
Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки и обеспечивают перемещение резца вдоль заготовки. Резцедержатель (резцовая головка) с болтами крепится к верхним салазкам с помощью рукоятки, которая перемещается по винту. Привод перемещения суппорта производится от ходового винта, от ходового вала, расположенного под ходовым винтом, или вручную.
Коробка подач. Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала. Движение на коробку подач также передается от электродвигателя. Движение идет через блок сменных зубчатых колес.
Станина с корытом для сбора охлаждающей жидкости и стружки, станина с направляющими суппорта и задней бабки, неподвижная передняя бабка со шпинделем и коробкой скоростей, которая может располагаться и в др.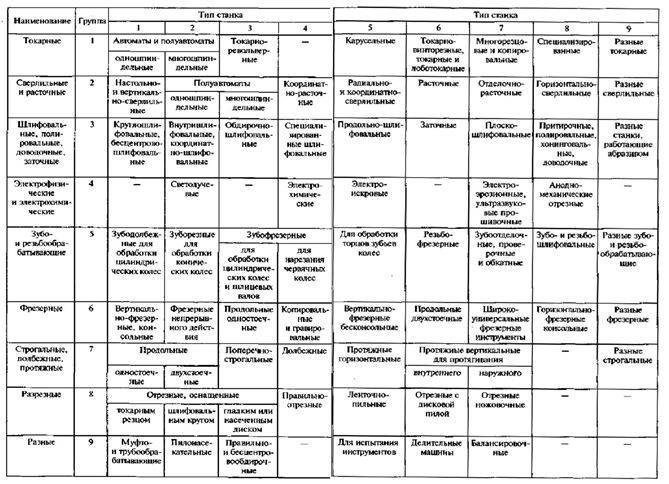 месте, например в основании, передвижная задняя бабка, закрепляемая на станине в определённом положении. Каретка и поперечные салазки перемещаются вручную или автоматически. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
месте, например в основании, передвижная задняя бабка, закрепляемая на станине в определённом положении. Каретка и поперечные салазки перемещаются вручную или автоматически. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
Токарный станок 16К20
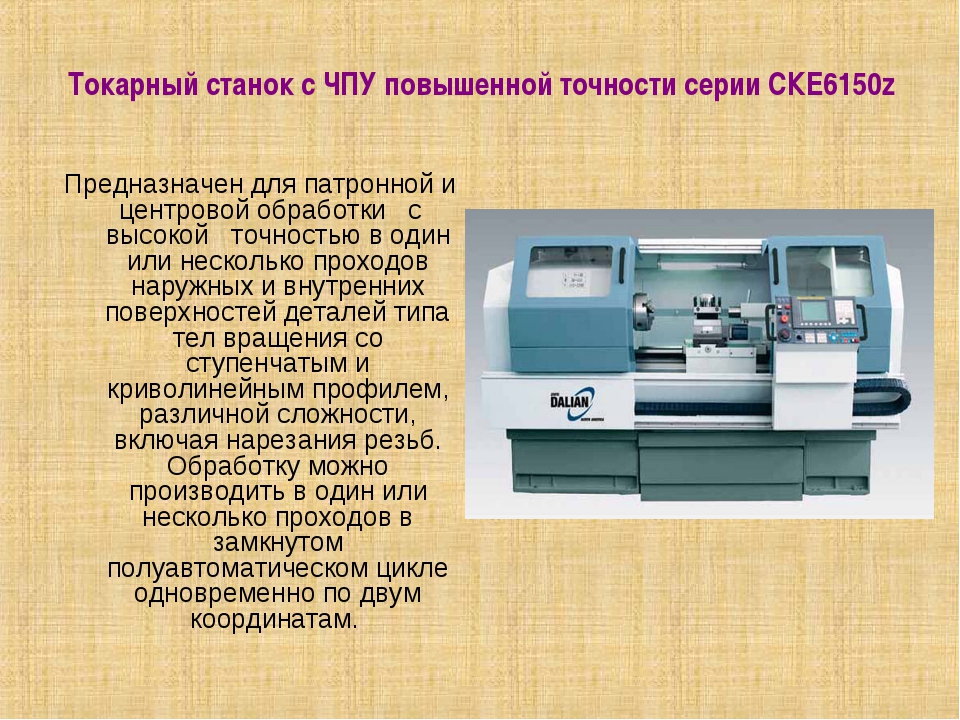
Компания специализируется на производстве металлорежущего инструмента. Несмотря на большое разнообразие конструкций станков, в их механизмах есть много общего и сходного. Самым распространенным является токарно-винторезный станок 16К20. Этот станок предназначен для токарных операций, растачивания отверстий, сверления и нанесения резьбы.
Токарный станок 16К20 характеризуется высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Ремонт токарных станков
Ремонт токарных станков – одно из основных направлений деятельности компании. Капитальный ремонт и модернизация бывшего в эксплуатации металлообрабатывающего оборудования включает в себя следующие операции:
- мелкий ремонт токарных станков и другого оборудования;
- замена поврежденных и изношенных узлов оборудования;
- шлифовка направляющих токарных станков;
- восстановление геометрической базы оборудования;
- полная дефектация всех узлов оборудования;
- сборка и регулировка токарных станков.
Классификация токарных станков и виды работ, выполняемых на них. Виды контрольно-измерительных инструментов, используемых при токарной обработке
1. Классификация токарных станков и виды работ, выполняемых на них.
2. Виды контрольно-измерительных инструментов, используемых при токарной обработке.
3.
Основные
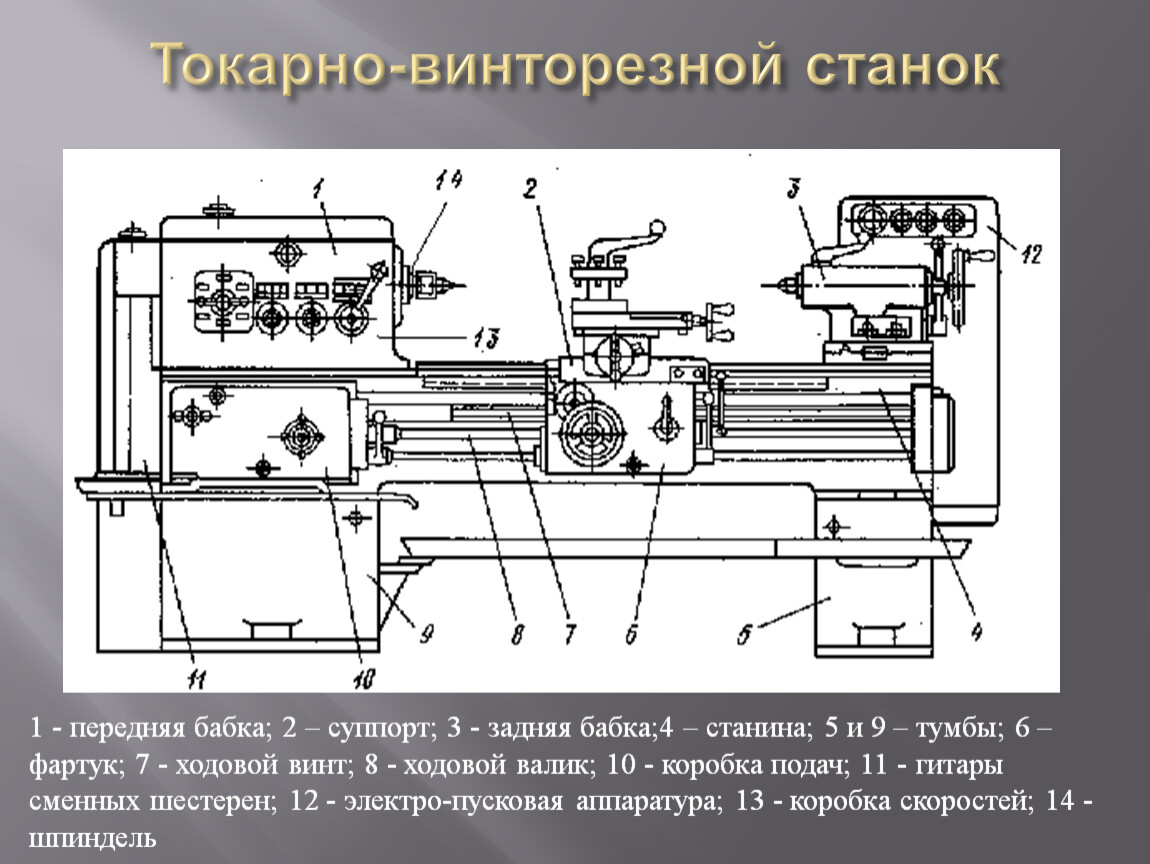
узлы токарно-винторезных станков.
4. Назначение и описание станины, передней бабки и коробки подач.
5. Назначение и описание фартука, суппорта и задней бабки.
6. Определение резца и его составных элементов.
7. Классификация и основное назначение этих типов резцов.
8. Виды осевых инструментов и их основное назначение.
9. Виды токарных приспособлений и их основное назначение.
10.Понятие о санитарно-гигиенических нормах.
11.Принцип расшифровки модели токарных станков.
12.Правила безопасности, выполняемые при работе на токарном станке.
13.Организация рабочего места токаря и правила эксплуатации и ухода за станком.
14.Классификация технологической оснастки для токарных станков.
15.Способы изображения условных обозначений приспособлений, предназначенных для токарных работ.
16.Понятие технологической оснастки, её
назначение и классификация.
17.Устройство и назначение 2-х и 3-х кулачковых самоцентрирующих патронов.
18.Устройство и назначение 4-х кулачкового патрона с независимыми кулачками.
19.Устройство и назначение поводковых и специальных патронов.
20.Устройство и назначение различных типов центров.
21.Устройство, назначение и особенности применения хомутиков.
22.Устройство и назначение оправок и упоров для токарных станков.
23.Устройство и назначение планшайб и угольников.
24.Устройство, назначение и типы люнетов.
25.Устройство и назначение приспособлений для крепления заготовок неправильной формы.
Токарные станки и классификация токарных станков
Дата публикации: 17 ноя 2009 | Обновлено: 17 ноя 2009 | Категория: Образование | Автор: niranjan | Уровень пользователя: Золотой | Баллы: 20 |
Этот ресурс предоставляет информацию о токарных станках и классификации токарных станков.
Токарный станок – один из старейших станков. Он обрабатывает данную заготовку до требуемого продукта, используя токарную обработку. В токарном станке деталь вращается вместе с патроном, с которым двигатель соединен с помощью различных шестерен и валов.В токарных станках инструменты имеют продольное или поперечное движение или поперечную подачу. Существует много типов токарных станков, но их можно разделить на семь типов.
1) Скоростные токарные станки
2) Токарные станки для двигателей
3) Стационарные токарные станки
4) Инструментальные станки
5) Токарные станки с револьверной головкой
6) Специальные токарные станки
7) Токарные автоматы
Скоростной токарный станок
Этот токарный станок самый простой из токарных станков и понятный каждому. Как видно из названия, генерируются очень высокие скорости.Эти токарные станки содержат станину, головную бабку, заднюю бабку, установленную на регулируемых суппортах.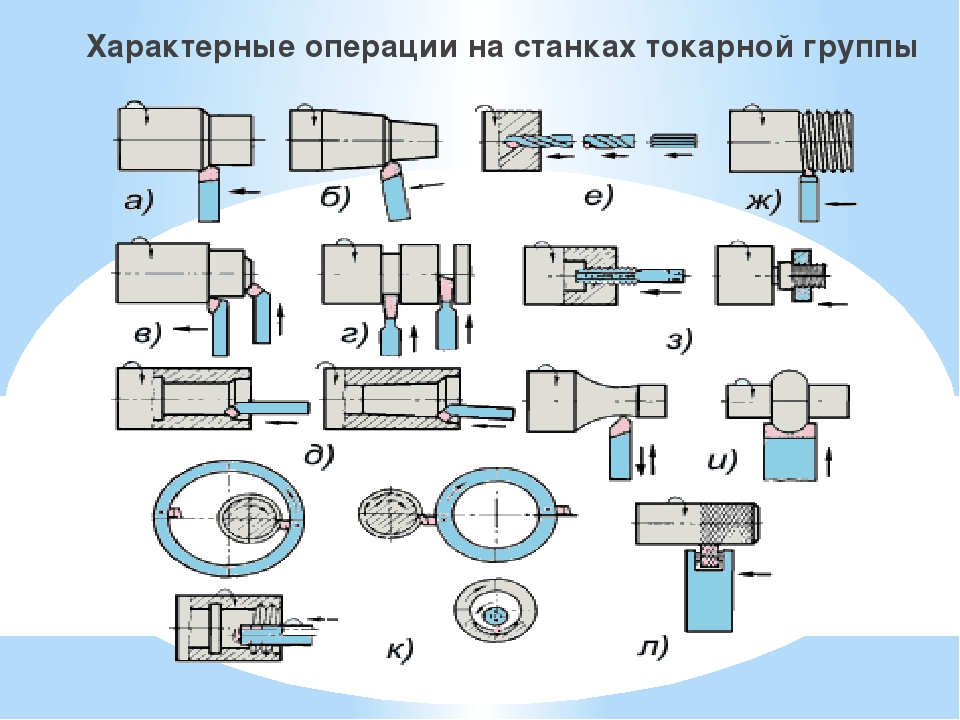 Эти токарные станки не имеют резцедержателя, подающей штанги и ходового винта. Скоростные токарные станки допускают очень мало диапазонов скоростей. Эти токарные станки обычно используются для обработки дерева, центрирования, полировки и прядения.
Эти токарные станки не имеют резцедержателя, подающей штанги и ходового винта. Скоростные токарные станки допускают очень мало диапазонов скоростей. Эти токарные станки обычно используются для обработки дерева, центрирования, полировки и прядения.
Токарный станок для двигателя
Это наиболее часто используемый токарный станок и занимает важное место в семействе токарных станков. Название двигателя сохранилось, так как раньше для работы этих токарных станков использовались паровые двигатели.Он аналогичен скоростным токарным станкам, но головка бабки имеет небольшую прочность по конструкции. Токарные станки с двигателями имеют дополнительные механизмы для создания широкого диапазона скоростей. В эти токарные станки также входят многие детали, такие как ходовой винт, подающая штанга, резцедержатель и т. Д. Скорость вращения как против часовой стрелки, так и по часовой стрелке может генерироваться очень эффективно.
Настольный токарный станок
Это очень маленький токарный станок, обычно устанавливаемый на верстаке. Он содержит все части токарного станка для двигателей, но основная разница возникает в размерах.Эти токарные станки имеют небольшие размеры и обычно используются для выполнения мелких и точных работ.
Он содержит все части токарного станка для двигателей, но основная разница возникает в размерах.Эти токарные станки имеют небольшие размеры и обычно используются для выполнения мелких и точных работ.
Токарный станок для инструментального цеха
Он имеет те же характеристики, что и токарный станок для двигателей, но он более точен, и может быть создан в широком диапазоне скоростей от очень низких до очень высоких, вплоть до 2500 об / мин. Он имеет множество приспособлений, таких как патрон, оборудование для токарной обработки конусов, зажимной патрон, упор для нарезания резьбы, насос для охлаждающей жидкости и т. Д. Он используется для выполнения точных работ, таких как штампы инструментов и т. Д.Токарные станки для инструментальных помещений дороже по сравнению с токарными станками для двигателей того же размера.
Токарно-револьверный станок
Это разработки, сделанные в токарном станке для двигателей. Эти токарные станки нашли применение в производственных работах.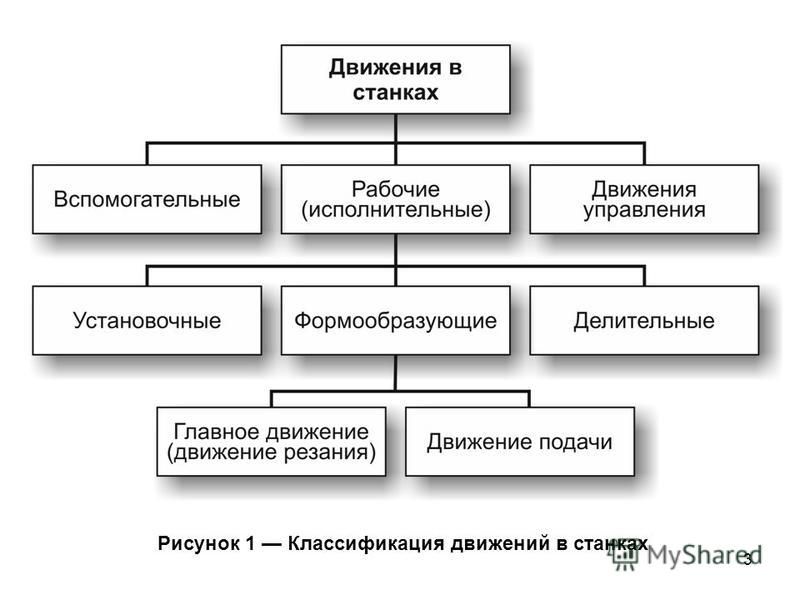 В этих станках задняя бабка заменена шестигранной револьверной головкой. В зависимости от способа установки револьверной головки они подразделяются на токарные станки с револьверной головкой и револьверные станки. Каждая грань башни крепится с помощью инструмента. Эти инструменты расположены по порядку. Когда работа одного инструмента завершается, тогда при возврате револьверной головки требуется 1200 ходов, чтобы следующий инструмент появился на картинке.При использовании токарных станков с револьверной головкой и револьверной головки производительность может быть увеличена в большей степени. Эти токарные станки нашли применение там, где нужно было создать множество одинаковых деталей.
В этих станках задняя бабка заменена шестигранной револьверной головкой. В зависимости от способа установки револьверной головки они подразделяются на токарные станки с револьверной головкой и револьверные станки. Каждая грань башни крепится с помощью инструмента. Эти инструменты расположены по порядку. Когда работа одного инструмента завершается, тогда при возврате револьверной головки требуется 1200 ходов, чтобы следующий инструмент появился на картинке.При использовании токарных станков с револьверной головкой и револьверной головки производительность может быть увеличена в большей степени. Эти токарные станки нашли применение там, где нужно было создать множество одинаковых деталей.
Токарные станки специального назначения
Как видно из названия, эти токарные станки предназначены для определенной цели. Эти токарные станки не так широко используются, поскольку они имеют уникальную работу по производству. Эти токарные станки используются, когда требуется массовое производство. Некоторые из токарных станков специального назначения – это колесотокарные станки, которые используются для чистовой обработки цапф, Т-образные станки, токарные станки с зазором, дублирующие токарные станки, ракетные токарные станки и т. Д.
Некоторые из токарных станков специального назначения – это колесотокарные станки, которые используются для чистовой обработки цапф, Т-образные станки, токарные станки с зазором, дублирующие токарные станки, ракетные токарные станки и т. Д.
Автоматические токарные станки
Это новейшие токарные станки, в которых каждая операция выполняется автоматически с помощью специальных компьютеров. Эти токарные станки имеют высокую скорость, тяжелые режимы работы и используются для массового производства. Этот токарный станок не требует мучных рабочих. Правильно обученный оператор может эффективно запустить от 7 до 10 машин одновременно, так как вся работа, начиная с загрузки и заканчивая получением готовой продукции, каждая операция не требует человеческих ресурсов. Эти токарные станки выполняют работы с минимальными допусками и очень высокой точностью.Эти токарные станки обычно имеют очень высокую стоимость. Но стоимость единицы для этого станка намного меньше по сравнению с любыми другими токарными станками.
Классификация токарных станков ~ MECHTECH GURU
Классификация токарных станков ~ MECHTECH GURUКлассификация токарного станка
Классификация Токарный станок: – (а) Согласно конфигурация – Наиболее часто встречается для эргономические удобства – Занимает меньше этажа космос, только некоторые большие токарные станки этого типа.(б) По назначению использования – Очень универсален, где практически все возможные виды операций выполняются в широком диапазоне размеров, форма и материалы рабочих мест; пример: центровые токарные станки Только один (изредка 2) тип операции выполняется в ограниченном диапазоне размеров и материала работ; пример – токарно-торцевой станок, токарно-валковый станок и т. д.- Специального назначения – Где
определенное количество и вид операций выполняются многократно в течение длительного времени
на бланке определенного типа; Пример: токарный станок для обработки заготовок зубчатых колес
и т.
 п.
п.
 п.
п.- Средняя (средняя нагрузка) – Эти токарные станки мощностью почти до 11 кВт являются наиболее универсальными и широко распространенными. б / у
- Большой (тяжелый)
- Мини- или микротокарный станок – Это крошечные настольные токарные станки, которые используются для выполнения очень небольших работ и точная работа; Пример: токарный автомат швейцарского типа
- Неавтоматический – Практически все погрузочно-разгрузочные операции выполняются вручную; пример: центр токарные станки
- Полуавтомат – Почти
половина погрузочно-разгрузочных операций, независимо от операций по переработке,
делаются автоматически и отдыхают вручную; пример: токарный станок, револьверная головка
токарный, копировально-токарный, разгрузочный и т. д.
- Автомат – Почти все операции обработки (и, очевидно, все операции обработки) выполнены автоматически; пример – одношпиндельный автомат (токарный автомат), швейцарский тип токарный автомат и др.
 д.
д.- Стационарная автоматика – Общепринятый; пример – одношпиндельный автомат, швейцарский автомат токарный станок и др.
- Гибкая автоматизация – Современный; например токарный станок с ЧПУ, токарный центр и т. д.
- Тип стержня – Стройный стержень как рабочие места в коллекциях
- Тип зажима – Тип диска рабочих мест в патронах
- Тип корпуса – Нечетная форма рабочие места, удерживаемые в лицевой панели
- Обычные
- Precision (токарные станки) –
Эти сложные токарные станки предназначены для обеспечения высокой точности и чистовой обработки. относительно дороже.
 относительно дороже.
относительно дороже.- Один шпиндель – Обычный
- Многошпиндель (2, 4, 6 или 8 шпинделей) – Такие необычные токарные станки подходят для быстрых и массовых производство малогабаритных и простых фасонных изделий
Что такое токарный станок? Типы токарных станков и их применение [Полное руководство]
Токарный станок Введение в токарный станок Типы токарных станков и их применение [Полное руководство]: – Токарные станки используются для формовки различных деталей путем удаления металла с поверхности заготовки, чтобы получить желаемый размер и форму.Токарные станки используются в широком диапазоне применений, таких как токарная обработка дерева, обработка металлов, термическое напыление, обработка стекла, прядение металла и восстановление деталей. На токарных станках можно выполнять множество различных операций, таких как резка, шлифование, сверление, накатка. Тип необходимого токарного станка полностью зависит от требований и материала, который формируется. (Работа токарного станка)
Тип необходимого токарного станка полностью зависит от требований и материала, который формируется. (Работа токарного станка)
Токарные станки с револьверной головкой также известны как токарные станки с шпилем. Эти машины используются для дублирования деталей большого объема. Токарно-револьверные станки выполняют различные операции: торцевание, точение, развёртывание и растачивание. У них шестигранная револьверная головка, которая установлена на седле вместо задней бабки. В этой шестигранной револьверной головке можно фиксировать различные инструменты, что позволяет выполнять несколько операций с обрабатываемой деталью. После каждой операции револьверная головка вращается, что приводит к массовому производству сменных деталей на одном станке.
Они хорошо подходят для последовательных операций, выполняемых на заготовке. Использование одной машины для различных операций может сэкономить время, а также уменьшить количество ошибок. Они очень эффективны для массового производства большого количества деталей и являются усовершенствованной версией токарных станков для двигателей. Токарный револьверный станок также содержит три резцедержателя, но для них требуется большая площадь по сравнению с другими токарными станками. Обычно они используются для выполнения огромных работ, и главное преимущество токарно-револьверного станка состоит в том, что ими могут управлять даже менее квалифицированные операторы.
Они очень эффективны для массового производства большого количества деталей и являются усовершенствованной версией токарных станков для двигателей. Токарный револьверный станок также содержит три резцедержателя, но для них требуется большая площадь по сравнению с другими токарными станками. Обычно они используются для выполнения огромных работ, и главное преимущество токарно-револьверного станка состоит в том, что ими могут управлять даже менее квалифицированные операторы.
Он также известен как токарный станок по дереву и работает на высокой скорости. Скоростной токарный станок обычно используется для полировки металла, прядения и токарной обработки дерева. Они состоят из высокоскоростного шпинделя, который используется для изготовления таких предметов, как бейсбольные биты, миски и различные детали мебели. Этот токарный станок проще по сравнению с другими типами токарных станков. Он содержит заднюю бабку, переднюю бабку и револьверную головку, но не имеет механизма подачи, поэтому подача осуществляется вручную. Скорость вращения токарных станков находится в диапазоне от 1200 до 3600 об / мин.
Скорость вращения токарных станков находится в диапазоне от 1200 до 3600 об / мин.
Токарные станки с двигателем использовались в паровых двигателях в 19 и 20 веках, но в настоящее время они имеют индивидуальные моторные приводы. Они хорошо подходят для обработки различных металлов. Токарный станок с двигателем может выполнять такие операции, как торцевание, точение, накатка, нарезание резьбы и нарезание канавок.Токарные станки для двигателей состоят из седла, станины, задних бабок, передней бабки и т. Д. Задние бабки токарных станков для двигателей являются подвижными и используются для поддержки при накатке при жесткой передней бабке. Режущий инструмент можно легко подавать как в поперечном, так и в продольном направлениях с помощью механизмов подачи.
4. Токарный станок с ЧПУ: (Типы токарных станков) В токарных станках с ЧПУ ЧПУ означает компьютерное числовое управление, которое обеспечивает высокую точность за очень короткое время.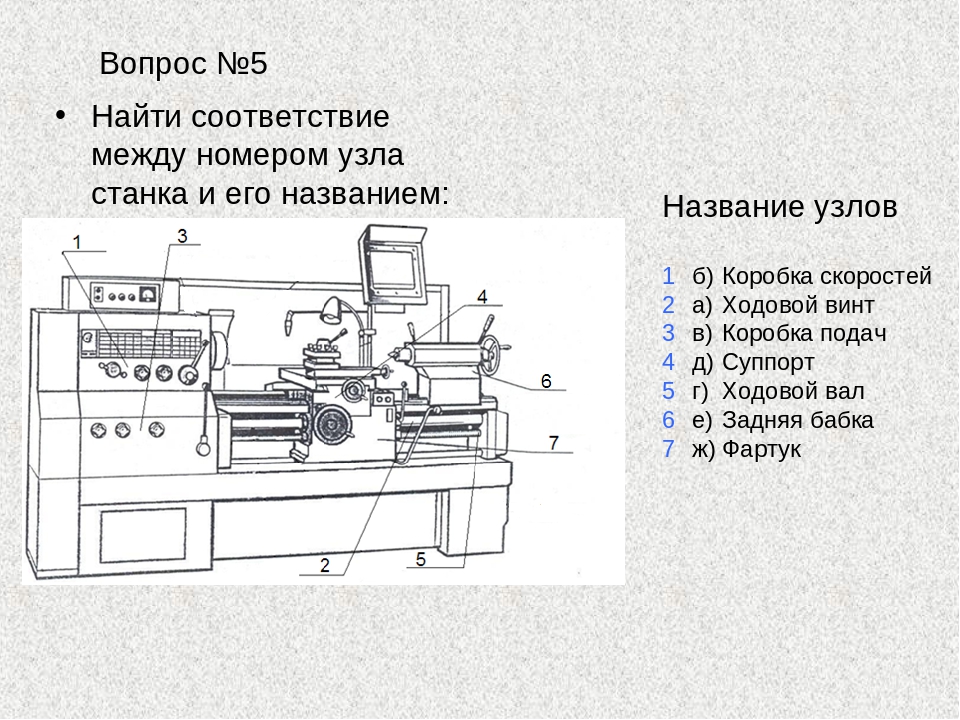 Они сделаны из тех же компонентов, что и ручные токарные станки: шпиндель, задняя бабка, передняя бабка, патрон, револьверная головка и центры. У них есть дополнительный важный компонент – панель управления ЧПУ. Используя панель управления, токарные станки с ЧПУ используются как для ввода инструкций, так и для запуска программ. Они используются для широкого спектра применений, таких как аэрокосмическая, автомобильная и т. Д. (Типы станков с ЧПУ)
Они сделаны из тех же компонентов, что и ручные токарные станки: шпиндель, задняя бабка, передняя бабка, патрон, револьверная головка и центры. У них есть дополнительный важный компонент – панель управления ЧПУ. Используя панель управления, токарные станки с ЧПУ используются как для ввода инструкций, так и для запуска программ. Они используются для широкого спектра применений, таких как аэрокосмическая, автомобильная и т. Д. (Типы станков с ЧПУ)
Токарные станки с ЧПУ являются широко используемыми токарными станками из-за их более высокой точности и более быстрой работы.Это очень продвинутые токарные станки. Токарный станок с ЧПУ использует компьютерное программирование для управления станком. Когда программа загружается в компьютер, тогда, согласно программе, операция запускается с очень высокой точностью, а также высокой скоростью. Даже полуквалифицированный рабочий может очень легко управлять токарным станком с ЧПУ после выполнения начальной настройки.
Токарный станок с ЧПУ также используется в массовом производстве, как револьверная головка и токарный станок. Но токарные станки с револьверной головкой и шпилем не имеют системы программирования.Компоненты, изготовленные на токарных станках с ЧПУ, имеют очень высокую точность с точки зрения допусков на размеры.
Но токарные станки с револьверной головкой и шпилем не имеют системы программирования.Компоненты, изготовленные на токарных станках с ЧПУ, имеют очень высокую точность с точки зрения допусков на размеры.
Эти токарные станки выполняют работу автоматически. У стандартных токарных станков есть серьезный недостаток, заключающийся в том, что они не могут использоваться для массового производства, в то время как токарные автоматы лучше всего подходят для массового производства. У них есть механизм, отвечающий за автоматизацию. Автоматические токарные станки не требуют смены инструмента вручную благодаря функции автоматизации.Основным преимуществом использования токарного автомата является то, что один оператор может одновременно управлять 4-5 станками. Автоматические токарные станки – это как тяжелые, так и высокоскоростные станки.
6. Токарный станок для инструментального отделения: (Типы токарных станков) Токарный станок для инструментального отделения используется, когда требуется высокая точность. На токарных станках инструментального цеха выполняются следующие операции: токарная обработка, шлифование, сверление, растачивание и развёртывание. Токарные станки для инструментальных помещений хорошо подходят для инструментов, требующих точности, и для другой высокой точности, которая может быть достигнута токарными станками для двигателей.К передней бабке прикреплен редуктор, что позволяет изменять скорость от низкой до высокой. Обычно они работают на скорости до 2500 об / мин. Их части похожи на детали токарного станка для двигателей, но построены с большей точностью и расположены в надлежащей последовательности для обеспечения высокой точности.
На токарных станках инструментального цеха выполняются следующие операции: токарная обработка, шлифование, сверление, растачивание и развёртывание. Токарные станки для инструментальных помещений хорошо подходят для инструментов, требующих точности, и для другой высокой точности, которая может быть достигнута токарными станками для двигателей.К передней бабке прикреплен редуктор, что позволяет изменять скорость от низкой до высокой. Обычно они работают на скорости до 2500 об / мин. Их части похожи на детали токарного станка для двигателей, но построены с большей точностью и расположены в надлежащей последовательности для обеспечения высокой точности.
Эти токарные станки обычно устанавливаются на верстаке. Настольные токарные станки имеют небольшие размеры и используются для менее точных работ.Их части почти аналогичны скоростному токарному станку и токарному станку двигателя.
8. Токарный станок специального назначения: (Типы токарных станков)
Токарный станок специального назначения: (Типы токарных станков) Токарный станок специального назначения помогает в выполнении определенных типов функций, которые в противном случае невозможны на стандартных или других токарных станках. Токарные станки специального назначения лучше всего подходят для изготовления идентичных деталей в тяжелых условиях. Колесные токарные станки, вертикальные токарные станки, многошпиндельные токарные станки, t-токарные станки, копировальные или дублирующие токарные станки, производственные токарные станки и т. Д. Являются некоторыми примерами токарных станков специального назначения.
Станки токарные колесные используются для обработки стержней рельсов и цапф. Они также используются для точения резьбы на колесах локомотивов. Т-токарные станки используются для обработки ротора реактивных двигателей. Ось шпинделя передней бабки и ось станины токарного станка расположены под прямым углом друг к другу в форме T.
Страница Не найдено | Институт науки и технологий Сатьябамы (считается университетом)
СостояниеВыберите StateAndaman и NicobarAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra И Нагар HaveliDaman И DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu и KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuducherryPunjabRajasthanSikkimTamil NaduTelanganaTripuraUttar PradeshUttarakhandWest Бенгальский
Курсы – Select -Undergraduate Courses (UG) Инженерные курсы (B. E. / B.Tech / B.Arch / B.Des) BE – Компьютерные науки и инженерия B.E – Компьютерные науки и инженерия со специализацией в области искусственного интеллектаB.E – Компьютерные науки и инженерия со специализацией в Интернете вещей B.E – Компьютеры Наука и инженерия со специализацией в области науки о данных B.E – компьютерные науки и инженерия со специализацией в области искусственного интеллекта и робототехники B.E – компьютерные науки и инженерия со специализацией в области искусственного интеллекта и машинного обучения B.E – Информатика и информатика со специализацией в технологии цепочек блоков B.E – Информатика и информатика со специализацией в области кибербезопасности B.E – Электротехника и электроника B.E – Электроника и техника связи B.E – Машиностроение B.E – Автомобильная инженерия B.E – Мехатроника B.E – Авиационная техника B.E – Гражданское строительство B.Tech – Информационные технологии B.Tech – Химическая инженерия B.Tech – БиотехнологияB.Tech – Биомедицинская инженерия B.
E. / B.Tech / B.Arch / B.Des) BE – Компьютерные науки и инженерия B.E – Компьютерные науки и инженерия со специализацией в области искусственного интеллектаB.E – Компьютерные науки и инженерия со специализацией в Интернете вещей B.E – Компьютеры Наука и инженерия со специализацией в области науки о данных B.E – компьютерные науки и инженерия со специализацией в области искусственного интеллекта и робототехники B.E – компьютерные науки и инженерия со специализацией в области искусственного интеллекта и машинного обучения B.E – Информатика и информатика со специализацией в технологии цепочек блоков B.E – Информатика и информатика со специализацией в области кибербезопасности B.E – Электротехника и электроника B.E – Электроника и техника связи B.E – Машиностроение B.E – Автомобильная инженерия B.E – Мехатроника B.E – Авиационная техника B.E – Гражданское строительство B.Tech – Информационные технологии B.Tech – Химическая инженерия B.Tech – БиотехнологияB.Tech – Биомедицинская инженерия B.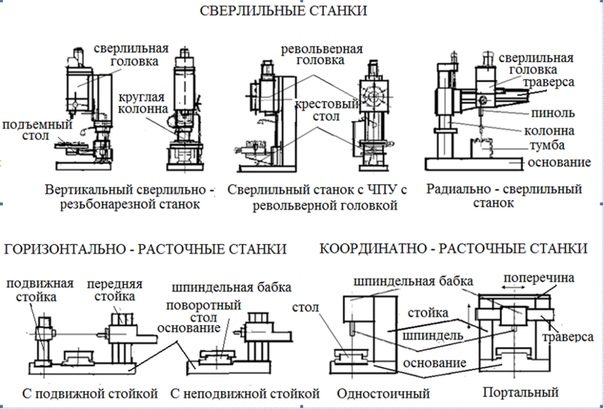 Arch – Бакалавр архитектуры B.Des. – Бакалавр дизайна, инженерные курсы (BE / B.Tech) – Неполный рабочий деньB.E – Компьютерные науки и инженерияB.E – Электротехника и электроникаB.E – Электроника и коммуникационная инженерияB.E – МашиностроениеB.E – Гражданское строительствоB.Tech – Химическая промышленность Инженерное искусство и научные курсыB.BA – Бакалавр делового администрированияB.Com. – Бакалавр коммерцииB.Com. – Финансовый учет – Визуальная коммуникация, бакалавр наук – Медицинские лабораторные технологии, бакалавриат – Клиника, питание и диетология.Sc. – Физика – Химия – Компьютерные науки – Математика – Биохимия, бакалавр наук. – Дизайн одежды – BioTechnologyB.Sc. – MicroBiologyB.Sc. – Психология – Английский – биоинформатика и наука о данных, бакалавр – компьютерные науки, искусственный интеллект. – Бакалавр медсестер – Курсы авиационного права LL.B. (С отличием) B.B.A. LL.B. (С отличием) B.Com.LL.B. (С отличием) Бакалавр фармацевтических курсов, степень бакалавра фармацевтики, степень бакалавра фармацевтики, диплом магистра фармации, Инженерные курсы для аспирантов, M.
Arch – Бакалавр архитектуры B.Des. – Бакалавр дизайна, инженерные курсы (BE / B.Tech) – Неполный рабочий деньB.E – Компьютерные науки и инженерияB.E – Электротехника и электроникаB.E – Электроника и коммуникационная инженерияB.E – МашиностроениеB.E – Гражданское строительствоB.Tech – Химическая промышленность Инженерное искусство и научные курсыB.BA – Бакалавр делового администрированияB.Com. – Бакалавр коммерцииB.Com. – Финансовый учет – Визуальная коммуникация, бакалавр наук – Медицинские лабораторные технологии, бакалавриат – Клиника, питание и диетология.Sc. – Физика – Химия – Компьютерные науки – Математика – Биохимия, бакалавр наук. – Дизайн одежды – BioTechnologyB.Sc. – MicroBiologyB.Sc. – Психология – Английский – биоинформатика и наука о данных, бакалавр – компьютерные науки, искусственный интеллект. – Бакалавр медсестер – Курсы авиационного права LL.B. (С отличием) B.B.A. LL.B. (С отличием) B.Com.LL.B. (С отличием) Бакалавр фармацевтических курсов, степень бакалавра фармацевтики, степень бакалавра фармацевтики, диплом магистра фармации, Инженерные курсы для аспирантов, M. E. Компьютерные науки и инженерия Прикладная электроника Компьютерный дизайн Структурная инженерия Силовая электроника и промышленные приводы Биотехнология Медицинское оборудование Встраиваемые системы и IoTM.Arch. Устойчивая архитектура Программа управления зданием MBA – Магистр делового администрирования Заочная аспирантура Компьютерные науки и инженерия Прикладная электроника Компьютерный дизайн Структурная инженерияМедицинское оборудование Биотехнология Магистр делового администрированияПрием на курсы PPG Arts & Science MA – английский и наук Бакалавр стоматологической хирургии (BDS) BDS – Бакалавр стоматологической хирургииМастер стоматологической хирургии (MDS) MDS – Ортодонтия и челюстно-лицевая ортопедия М.D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматология
E. Компьютерные науки и инженерия Прикладная электроника Компьютерный дизайн Структурная инженерия Силовая электроника и промышленные приводы Биотехнология Медицинское оборудование Встраиваемые системы и IoTM.Arch. Устойчивая архитектура Программа управления зданием MBA – Магистр делового администрирования Заочная аспирантура Компьютерные науки и инженерия Прикладная электроника Компьютерный дизайн Структурная инженерияМедицинское оборудование Биотехнология Магистр делового администрированияПрием на курсы PPG Arts & Science MA – английский и наук Бакалавр стоматологической хирургии (BDS) BDS – Бакалавр стоматологической хирургииМастер стоматологической хирургии (MDS) MDS – Ортодонтия и челюстно-лицевая ортопедия М.D.S – Консервативная стоматология и эндодонтияM.D.S – Педодонтия и профилактическая стоматология
Типы токарных станков – моторные, револьверные, швейцарские и дублирующие
При производстве важно изготавливать детали в соответствии со спецификациями. Вот здесь и пригодится токарный станок. Токарный станок используется для обработки твердых материалов. Обычно токарный станок предназначен для обработки металлов, но по мере появления новых материалов появились токарные станки, которые также используются для обработки этих материалов.Основная функция токарного станка – удаление материала с обрабатываемой детали с помощью режущих инструментов. Токарный станок формирует материал, удерживая и вращая материал, когда режущий инструмент продвигается в него. Есть много форм и форм, которые могут быть изготовлены на токарном станке. Что еще более важно, эти формы бывают разных размеров и спецификаций.
Вот здесь и пригодится токарный станок. Токарный станок используется для обработки твердых материалов. Обычно токарный станок предназначен для обработки металлов, но по мере появления новых материалов появились токарные станки, которые также используются для обработки этих материалов.Основная функция токарного станка – удаление материала с обрабатываемой детали с помощью режущих инструментов. Токарный станок формирует материал, удерживая и вращая материал, когда режущий инструмент продвигается в него. Есть много форм и форм, которые могут быть изготовлены на токарном станке. Что еще более важно, эти формы бывают разных размеров и спецификаций.
Обычно токарный станок состоит из станины, передней бабки, задней бабки и каретки. Станина позволяет каретке и задней бабке располагаться параллельно оси шпинделя.Причем станина также служит основанием токарного станка и соединяется с передней бабкой. На передней бабке в основном установлены главный шпиндель, шестерни переключения и механизм переключения скорости. С другой стороны, задняя бабка устанавливается непосредственно на оси шпинделя и служит держателем инструмента. Задняя бабка установлена напротив передней бабки. Наконец, каретка – это то место, где размещается инструментальная коронка или сверло, и она удерживает ее на месте, когда она перемещается в перпендикулярном или продольном направлении.Направление движения режущего инструмента фактически контролируется оператором.
С другой стороны, задняя бабка устанавливается непосредственно на оси шпинделя и служит держателем инструмента. Задняя бабка установлена напротив передней бабки. Наконец, каретка – это то место, где размещается инструментальная коронка или сверло, и она удерживает ее на месте, когда она перемещается в перпендикулярном или продольном направлении.Направление движения режущего инструмента фактически контролируется оператором.
Есть три основных типа токарных станков: токарные станки с двигателями, револьверные станки и токарные станки специального назначения. Каждый из этих токарных станков имеет определенные области применения и отличительные характеристики.
Двигатели токарные . Это, наверное, самые популярные среди токарных станков. Фактически, без этого типа токарного станка не встретишь ни одного механического цеха. Токарные станки для двигателей хороши тем, что их можно использовать в различных материалах, помимо металла.Более того, настройка этих машин настолько проста, что ими легче пользоваться. Его основные компоненты включают станину, переднюю бабку и заднюю бабку. Эти токарные станки с двигателями можно отрегулировать на регулируемую частоту вращения, что позволяет выполнять широкий спектр работ. Кроме того, эти токарные станки бывают разных размеров.
Его основные компоненты включают станину, переднюю бабку и заднюю бабку. Эти токарные станки с двигателями можно отрегулировать на регулируемую частоту вращения, что позволяет выполнять широкий спектр работ. Кроме того, эти токарные станки бывают разных размеров.
Станки револьверные . Эти типы токарных станков используются для последовательной обработки отдельных деталей. Это означает, что над одной заготовкой необходимо выполнить несколько операций. Токарно-револьверные станки позволяют выполнять последовательные операции с обрабатываемой деталью, исключая ошибки при выравнивании заготовки.Благодаря этой настройке обработка выполняется более эффективно. Соответственно, экономится время, потому что больше нет необходимости снимать и переносить заготовку на другой станок.
Токарные станки специального назначения . Как следует из названия, эти токарные станки используются для специальных целей, таких как производство идентичных деталей в тяжелых условиях. Кроме того, эти токарные станки также выполняют определенные функции, которые не могут быть выполнены стандартными токарными станками. Некоторые примеры токарных станков специального назначения включают, среди прочего, настольные ювелиры, токарные автоматы, токарные станки с коленчатым валом, дублирующие станки, многошпиндельные токарные станки, токарные станки с тормозным барабаном и производственные токарные станки.
Кроме того, эти токарные станки также выполняют определенные функции, которые не могут быть выполнены стандартными токарными станками. Некоторые примеры токарных станков специального назначения включают, среди прочего, настольные ювелиры, токарные автоматы, токарные станки с коленчатым валом, дублирующие станки, многошпиндельные токарные станки, токарные станки с тормозным барабаном и производственные токарные станки.
Рис.1. Токарный станок для двигателя
Изображение. tpub.com
Рис.2. Токарно-револьверный станок
Image.chestofbooks.com
Рис.3 – Автоматический токарный станок швейцарского типа
Рис.4 – Дублирующий токарный станок
Различные типы токарных патронов
При выполнении операций резания на станке создается множество различных сил. Чтобы избежать вибрации и уменьшить рывки во время операций резания, инструмент необходимо надежно удерживать в стойке для инструмента с помощью болтов.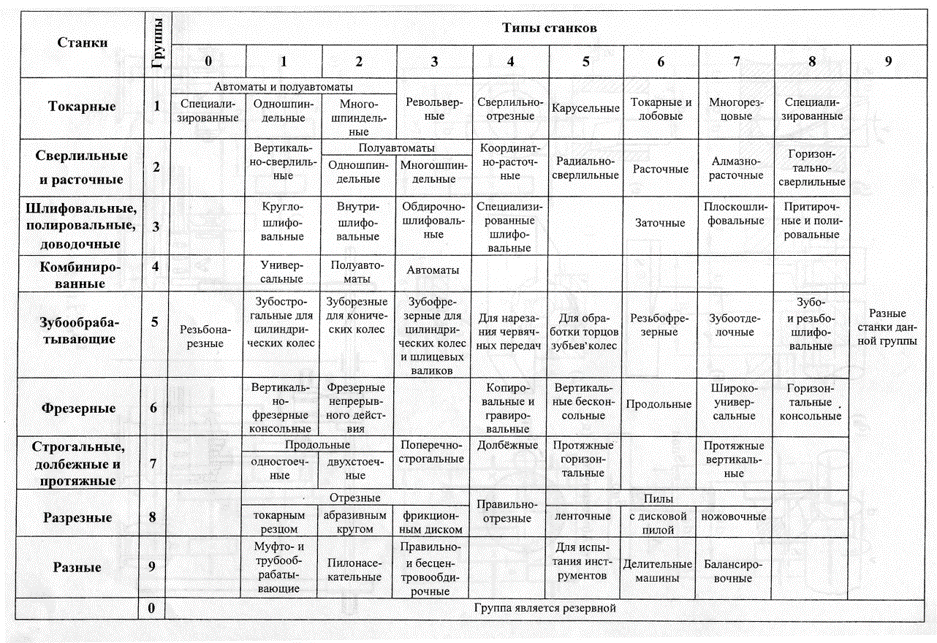
Существуют различные типы зажимных приспособлений для различных операций. Мы остановимся на описании различий между типами токарных патронов.
Патроны токарныеПатрон токарного станка установлен на передней бабке токарного станка и может приводиться в действие вручную или с усилием. Обычно он используется для удерживания вращающейся заготовки, такой как стержень, а некоторые могут также удерживать предметы неправильной формы, которые не имеют радиальной симметрии. Хотя основная функция патрона токарного станка предназначена для токарных станков, бывают случаи, когда ручной патрон также может быть установлен на фрезерный станок для достижения концентрического зажима.
- Ручной токарный патрон : открывайте или закрывайте кулачки вручную с помощью винта или шестерни. Патрон ручного типа приводится в действие с помощью гаечного ключа с Т-образной рукояткой в отверстиях доступа на внешнем диаметре патрона. Ручной патрон может быть оснащен цельными губками или двухкомпонентными губками со съемной верхней губкой. Для повышения эффективности Schunk также предлагает патрон с «быстрой заменой», который позволяет менять кулачки за секунды по сравнению с минутами, что позволяет повысить производительность.
 Для повышения эффективности Schunk также предлагает патрон с «быстрой заменой», который позволяет менять кулачки за секунды по сравнению с минутами, что позволяет повысить производительность.
Для повышения эффективности Schunk также предлагает патрон с «быстрой заменой», который позволяет менять кулачки за секунды по сравнению с минутами, что позволяет повысить производительность.- Токарный станок с быстросменными губками : позволяет производителям тратить больше времени на резку, чем на настройку станка. Кроме того, токарный станок с быстросменными губками сокращает время, необходимое для изменения настройки патрона при выполнении каждой работы, обеспечивая быструю окупаемость патрона, который стоит больше, чем стандартные губки с мягким верхом.
- Патроны для токарных станков со сквозным отверстием : сквозное отверстие позволяет обрабатывать сырье большого диаметра, а функциональные компоненты, закаленные и отшлифованные со всех сторон, гарантируют высокую степень биения и точность повторяемости.Это также позволяет использовать приложения для подачи прутков с максимальной производительностью, обеспечивая постоянную работу машины.

- Патроны для токарных станков без сквозных отверстий : Подобно патронам для токарных станков со сквозным отверстием, этот патрон также гарантирует высокую степень биения и точность повторяемости. Патроны без сквозных отверстий также хорошо защищены от грязи и стружки, что делает их пригодными для использования как на вертикальных, так и на горизонтальных токарных станках.
- Пневматические приводные патроны : с большими сквозными отверстиями, этот приводной патрон подходит для обработки труб и аналогичных деталей, обычно используемых в нефтегазовой промышленности. Патроны приводятся в действие пневматически через установленный или встроенный цилиндр. Основным преимуществом этих зажимных устройств является то, что они не требуют места для гидроагрегата. В результате они подходят для быстрого открывания и закрывания зажимного устройства.
В зависимости от операции используются разные оправки и патроны токарных станков. Узнайте больше о нашем ассортименте токарных патронов от Schunk, нашего предпочтительного поставщика для этого типа державок.
Узнайте больше о нашем ассортименте токарных патронов от Schunk, нашего предпочтительного поставщика для этого типа державок.
Свяжитесь с нами, чтобы получить дополнительную информацию и узнать о приобретении инструмента для крепления заготовок для вашего магазина.
Инструмент ТриумфTriumph Tool обслуживает металлообрабатывающую промышленность в Южном Онтарио через наш головной офис в Гвельфе и наши филиалы в Вудбридже (Большой Торонто) и Виндзоре.У нас есть дочерняя компания в Эшвилле, Северная Каролина, обслуживающая металлообрабатывающую промышленность в Западной Северной Каролине.
Похожие сообщения
ТИПЫ ТОКАРНЫХ СТАНКОВ | Галерея инженеров
Токарные станки производятся самых разных типов и размеров, от очень маленьких настольных станков, используемых для прецизионных работ, до огромных токарных станков, используемых для токарной обработки больших стальных валов. Но принцип работы и функции всех типов токарных станков одинаковый.Различные типы токарных станков:
Но принцип работы и функции всех типов токарных станков одинаковый.Различные типы токарных станков:
1. Станок скоростной токарный
(а) Обработка дерева
(б) Прядение
(в) Центровка
(г) Полировка
2. Центровочный или токарный станок для двигателей
(a) Ременная передача
(b) Индивидуальный моторный привод
(c) Токарный станок с зубчатой головкой
3. Станок токарный горизонтальный
4. Инструментальный токарный станок
5. Токарный станок с револьверной головкой и шпилем
6. Станок токарный специальный
(a) Токарно-колесный станок
(b) Токарный станок со станиной для зазоров
(c) Токарно-копировальный станок
(d) Т-образный станок
7.Станок токарный автоматический
Некоторые из распространенных токарных станков описаны ниже.
1. Скоростной токарный станок
Станок скоростной – самый простой в конструкции и эксплуатации из всех типов токарных станков. Важные части скоростного токарного станка следующие –
(1) Станина
(2) Передняя бабка
(3) Задняя бабка и
(4) Резцедержатель установлен на регулируемом суппорте.
В нем нет коробки подачи, ходового винта или каретки обычного типа. Инструмент установлен на регулируемом суппорте и вводится в работу вручную.Скоростной токарный станок находит применение там, где сила резания наименьшая, например, при обработке дерева, прядении, центрировании, полировке, намотке, полировке и т. Д. Этот токарный станок был назван так из-за очень высокой скорости шпинделя передней бабки.
2. Центро-токарный или моторно-токарный станок
Термин «двигатель» ассоциируется с этим токарным станком из-за того, что в первые дни своего развития он приводился в движение паровым двигателем. Этот токарный станок является важным членом семейства токарных станков и наиболее широко используется. Подобно скоростному токарному станку, токарный станок для двигателей имеет все основные детали, например, станину, переднюю бабку и заднюю бабку. Но его передняя бабка имеет гораздо более прочную конструкцию и содержит дополнительный механизм для привода шпинделя токарного станка на нескольких скоростях. В отличие от скоростного токарного станка, моторный токарный станок может подавать режущий инструмент как в поперечном, так и в продольном направлении относительно оси токарного станка с помощью каретки, подающей штанги и ходового винта. Центровочные станки или токарные станки с двигателями классифицируются по способам передачи мощности на станок.Мощность может передаваться с помощью ремня, электродвигателя или шестерен.
Подобно скоростному токарному станку, токарный станок для двигателей имеет все основные детали, например, станину, переднюю бабку и заднюю бабку. Но его передняя бабка имеет гораздо более прочную конструкцию и содержит дополнительный механизм для привода шпинделя токарного станка на нескольких скоростях. В отличие от скоростного токарного станка, моторный токарный станок может подавать режущий инструмент как в поперечном, так и в продольном направлении относительно оси токарного станка с помощью каретки, подающей штанги и ходового винта. Центровочные станки или токарные станки с двигателями классифицируются по способам передачи мощности на станок.Мощность может передаваться с помощью ремня, электродвигателя или шестерен.
3. Станок токарный настольный
Это небольшой токарный станок, обычно устанавливаемый на верстак. В нем есть практически все части токарного или скоростного токарного станка, и он выполняет почти все операции. Это используется для небольших и точных работ.
4. Токарный станок для инструментального отделения
Этот токарный станок по своим характеристикам аналогичен токарному станку для двигателей, но построен гораздо точнее. Он имеет широкий диапазон скоростей вращения шпинделя от очень низкой до довольно высокой, вплоть до 2500 об / мин.Этот токарный станок в основном используется для прецизионных работ с инструментами, штампами, калибрами и при обработке, где требуется точность.
5. Токарный станок с револьверной головкой и револьверной головкой
Развитие этих токарных станков стало результатом технического прогресса токарных станков для двигателей, и они широко используются для массового производства. Отличительной особенностью токарного станка этого типа является то, что задняя бабка токарного станка для двигателей заменена шестигранной револьверной головкой, на торце которой могут быть установлены несколько инструментов и введены в работу в надлежащей последовательности.Благодаря такому расположению на одной работе можно выполнять несколько различных типов операций без переналадки работы или инструментов, и за минимальное время можно изготавливать ряд идентичных деталей.
6. Токарные станки специального назначения
Эти токарные станки сконструированы для специальных целей и для работ, которые невозможно приспособить или удобно обработать на стандартном токарном станке. Колесотокарный станок предназначен для чистовой обработки цапф и обточки ступеней колес вагонов и локомотивов. Токарный станок с щелевой станиной, в котором часть станины, примыкающая к передней бабке, является съемной, используется для поворота деталей очень большого диаметра.Т-токарный станок используется для обработки роторов реактивных двигателей. Станина этого токарного станка имеет Т-образную форму. Дублирующий токарный станок предназначен для копирования формы плоского или круглого шаблона на работу.
7. Токарные автоматы
Эти токарные станки спроектированы таким образом, что все рабочие и рабочие движения в рамках всего производственного процесса выполняются автоматически. Это высокоскоростные сверхмощные токарные станки массового производства с полным автоматическим управлением.