Устройство сварочного трансформатора: принцип действия, работы
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
- Устройство сварочного трансформатора
- Принцип действия
- Полезное видео
- Магнитопровод
- Ограничитель холостого хода
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем.
 Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя; - Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
 Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami. html.
html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.

Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
[note]К сведению: что ломается и как ремонтируется в сварочных трансформаторах[/note]
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ.
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком.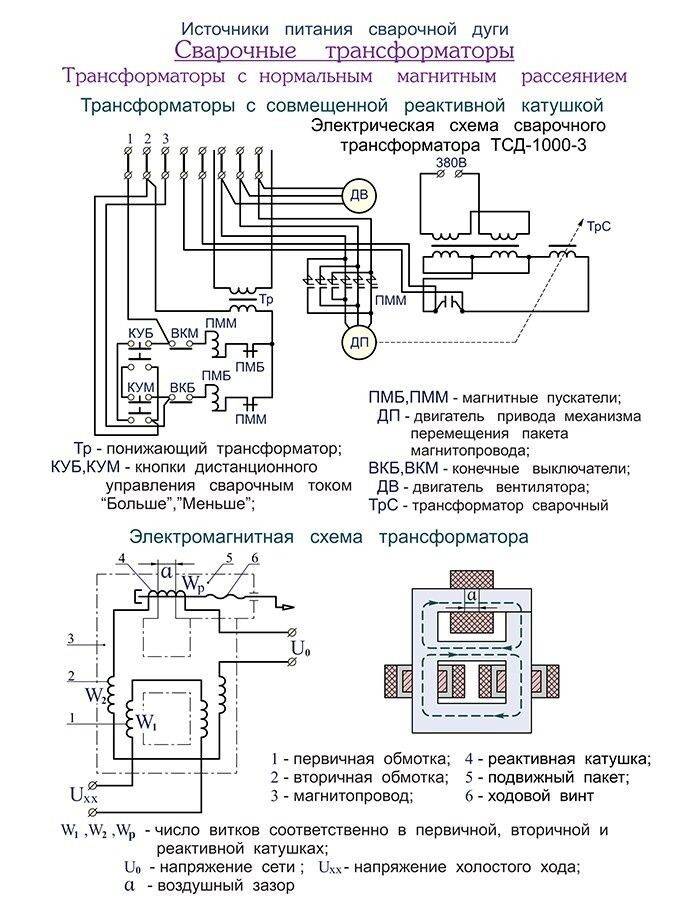
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
[help]Советуем также ознакомиться: Что выбрать — инвертор или трансформатор?
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Сварочный трансформатор – устройство, принцип работы и виды
Содержание страницы
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.

Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.

Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.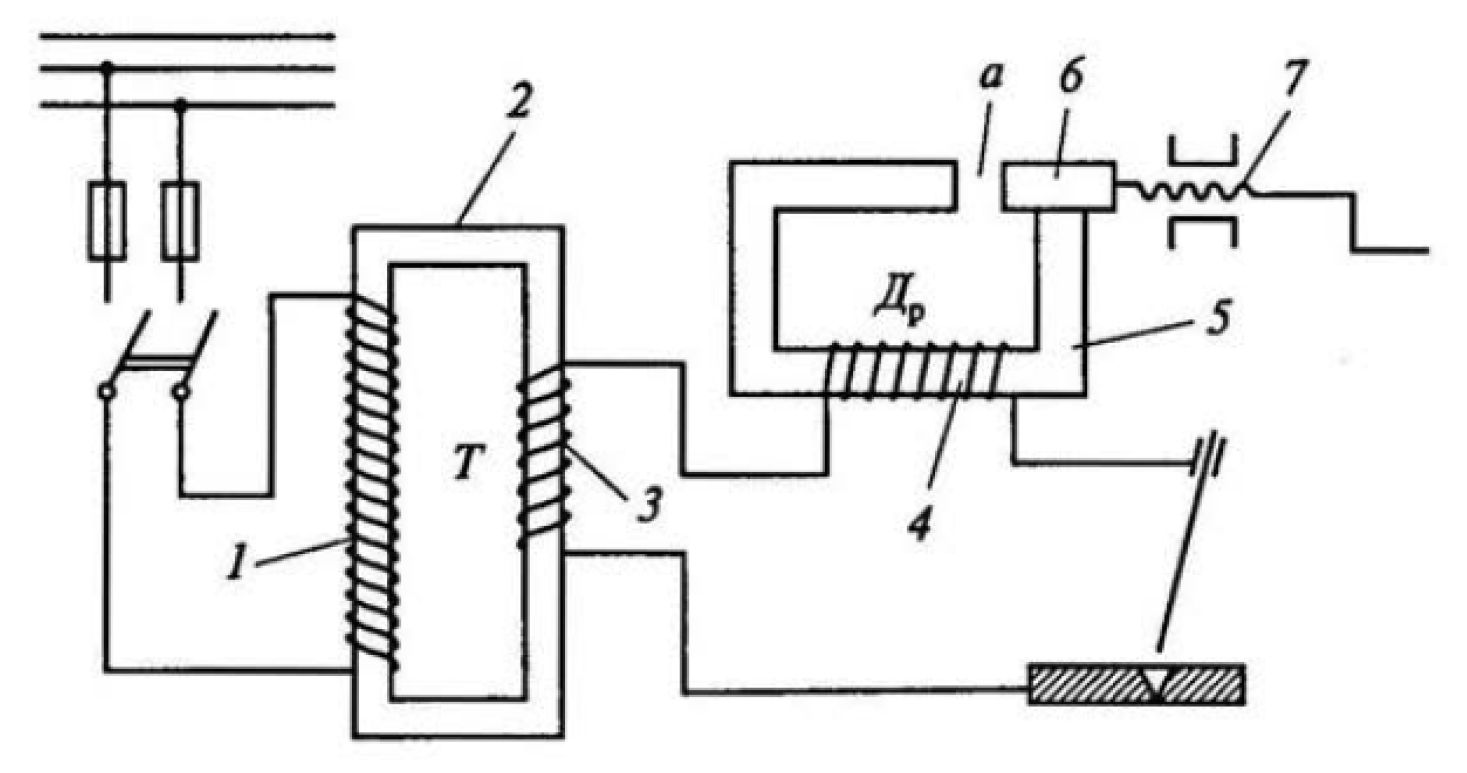
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
WTC – Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | ||||||||||||||||||||
| ||||||||||||||||||||
. | ||||||||||||||||||||
| Поиск: | ||||||||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. | ||||||||||||||||||||
 Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта.
Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта. … Заинтересован в карьере
возможности в Welding Technology Corp?
… Заинтересован в карьере
возможности в Welding Technology Corp? Сварочные трансформаторы — ваш электрический дом
Большинство доступных в настоящее время источников питания переменного тока. Поэтому трансформатор для сварки используется чаще, чем мотор-генератор. Кроме того, двигатель-генератор должен постоянно находиться в рабочем положении во время сварки. 9Рис. Использование сварочного трансформатора
В то время как вторичный имеет большую площадь поперечного сечения и меньшее количество витков. Это обеспечивает очень высокий ток и меньшее напряжение во вторичной обмотке.
Это обеспечивает очень высокий ток и меньшее напряжение во вторичной обмотке.
Один конец вторичной обмотки соединяется со сварочным электродом, а другой конец соединяется со свариваемыми деталями. Из-за контактного сопротивления между электродом и свариваемыми деталями при протекании очень высокого тока I 2 Р Вырабатывается тепло. Это тепло очень велико. Благодаря этому теплу кончик электрода плавится и заполняет зазор между двумя частями.
Обмотка, используемая для сварочного трансформатора, является высокореактивной, или можно добавить отдельный реактор последовательно со вторичной обмоткой.
1.1 ВАХ
Вольт-амперные характеристики сварочного трансформатора приведены на рис. 2.
| Рис. 2. Вольт-амперные характеристики сварочного трансформатора |
1.2 Реакторы, используемые со сварочным трансформатором
Сварочный трансформатор может использоваться с различными реакторами дуги. Существуют различные методы такого управления:
Существуют различные методы такого управления:
i) Дроссель с отводами : В этом случае выходной ток регулируется отводами на дросселе. Это имеет ограниченное количество текущих настроек.
| Рис. 3 Реактор с поломки |
II) Дейактор движения катушки:
В этом методе относительное расстояние между первичным и вторым.
Когда расстояние между катушками большое, получаемый ток меньше.
| Рис. 4 Реактор с подвижной катушкой |
0072 : В этом методе можно отрегулировать положение центрального магнитного шунта. Это регулирует шунтированный поток и, следовательно, изменяется выходной ток.
Чем больше вставка сердечника, тем больше реактивное сопротивление и меньше выходной ток. |