Устройство сварочного трансформатора: принцип действия, работы
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
- Устройство сварочного трансформатора
- Принцип действия
- Полезное видео
- Магнитопровод
- Ограничитель холостого хода
Устройство сварочного трансформатора
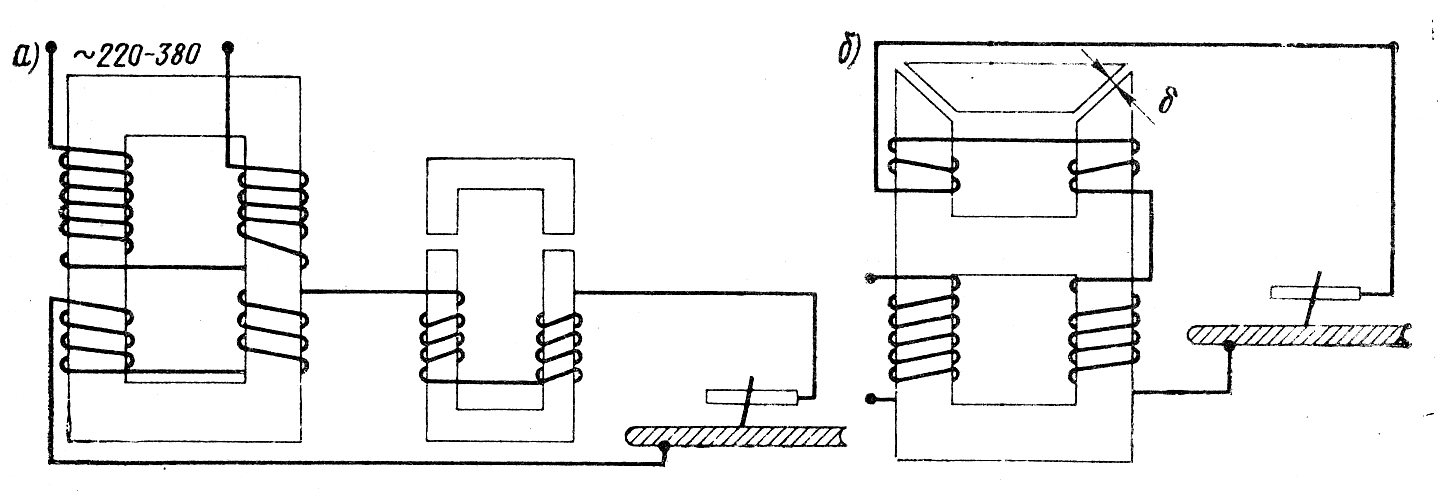
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем.
 Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя; - Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami. html.
html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2.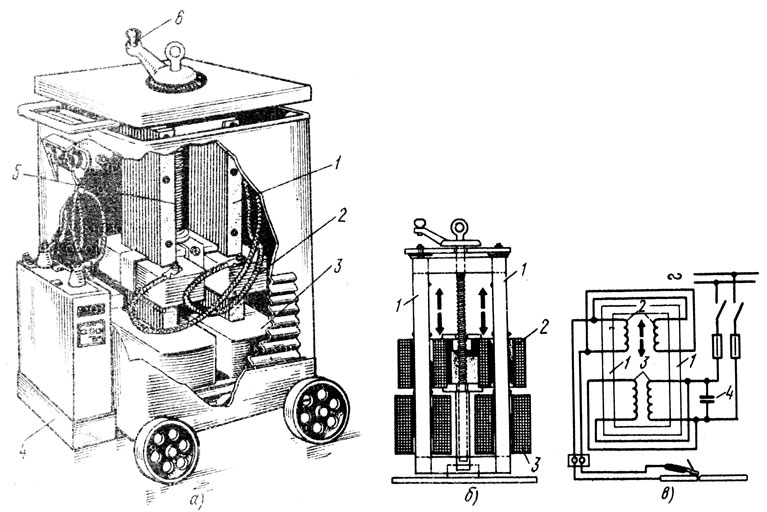 Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
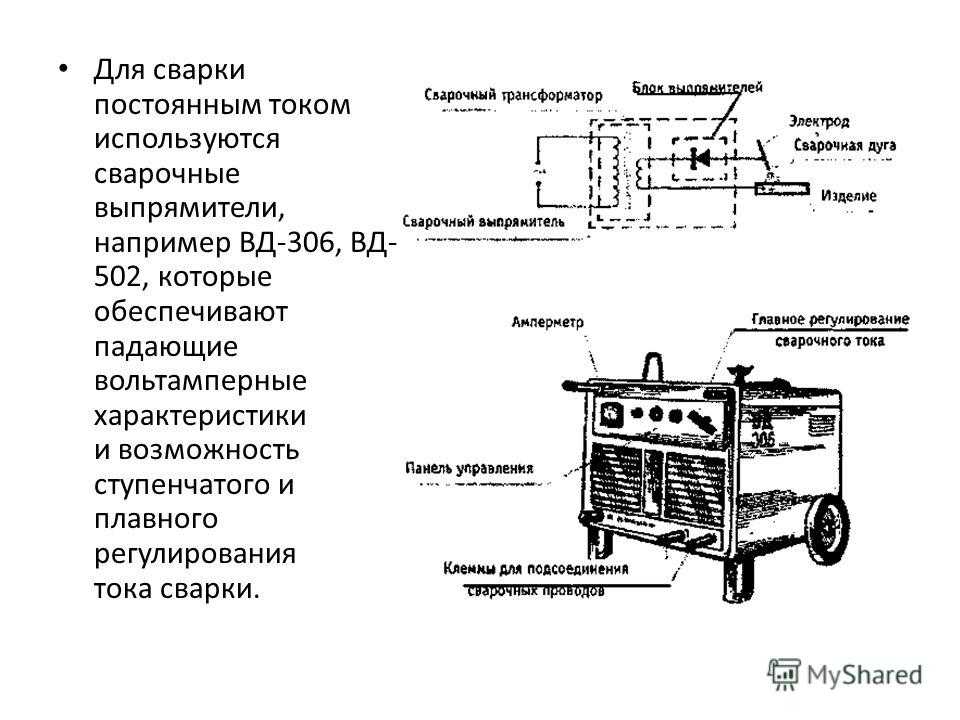
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.

Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
[note]К сведению: что ломается и как ремонтируется в сварочных трансформаторах[/note]
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ.![]() Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком.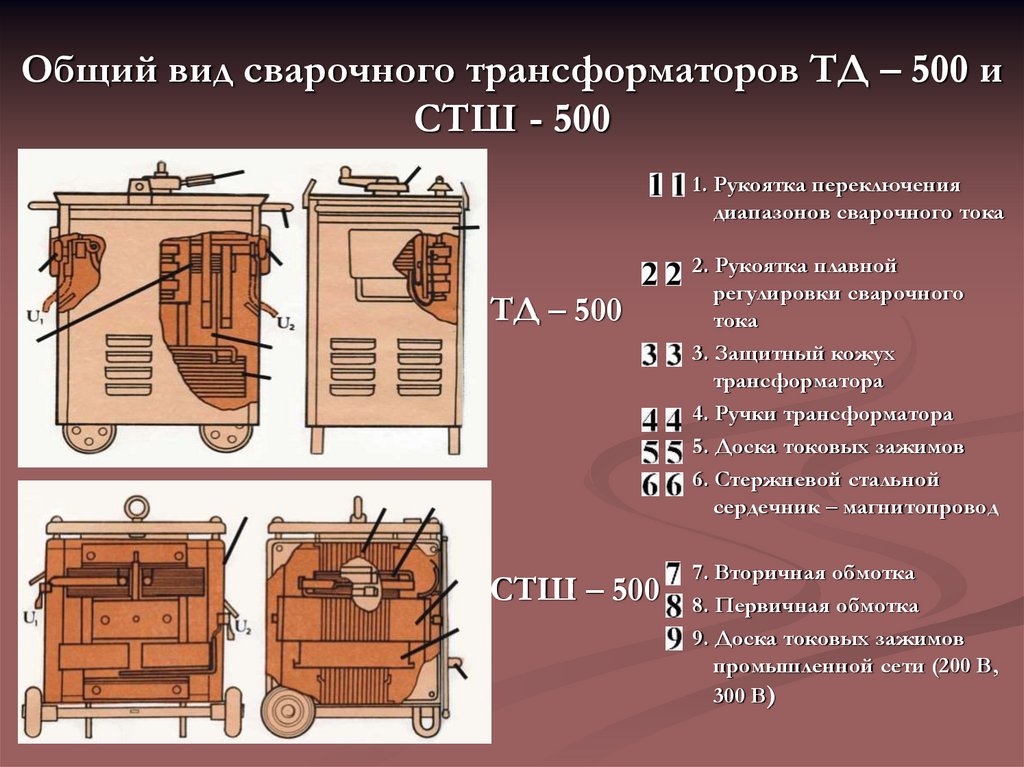
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
[help]Советуем также ознакомиться: Что выбрать — инвертор или трансформатор?
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
|
Навигация: Главная Случайная страница Обратная связь ТОП Интересно знать Избранные Топ: Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает. Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного… Интересное: Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов… Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны… Дисциплины: Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция |
⇐ ПредыдущаяСтр 3 из 12Следующая ⇒ Оборудование и классификация сварочного поста электросварщика. Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении. Ответы Вопрос 1. Устройство и назначение сварочного трансформатора.
Так же в трансформаторе есть амперметр- показывающий силу тока и вольтметр- показывающий напряжение в сети.
2.Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями. 3.Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении. Билет № 5 ⇐ Предыдущая12345678910Следующая ⇒ Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰). Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… |
 Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.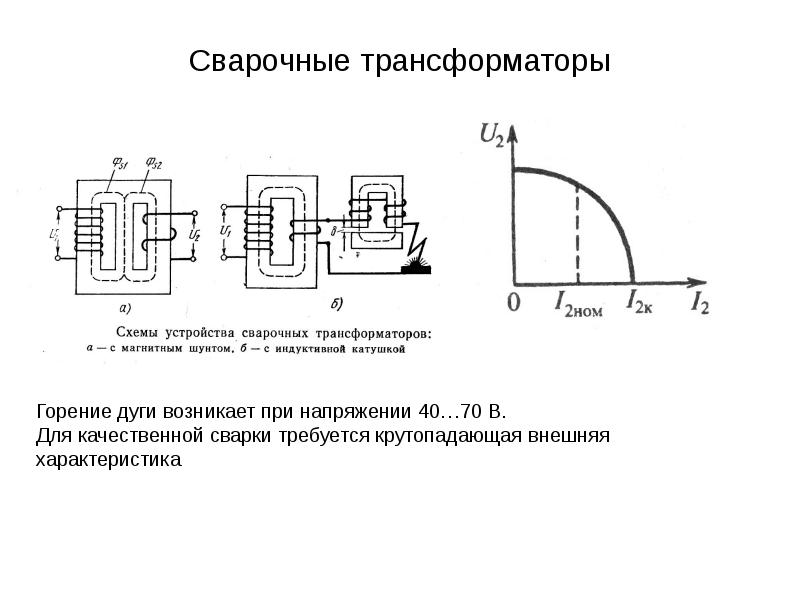 Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик. Токоподводящий провод соединяется с изделием через специальные зажимы.
Токоподводящий провод соединяется с изделием через специальные зажимы.  В данном случае необходимы электроды двух диаметров, так как шов многослойный.
В данном случае необходимы электроды двух диаметров, так как шов многослойный.WTC – Процесс контактной точечной сварки
| |
| Главная Продукция компании & Решения Сервис & Поддержка Учебный центр Новости Юридическая информация Свяжитесь с нами Логин | ||||||||||||||||||||
| ||||||||||||||||||||
. | ||||||||||||||||||||
| Поиск: | ||||||||||||||||||||
Корпорация сварочных технологий | 24775 Двор Крествью | Фармингтон Хиллз, Мичиган, США 48335 | Телефон: +1 248-477-3900Copyright 2010 Welding Technology Corp. Все права защищены. | ||||||||||||||||||||
 Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта.
Напряжение, которое
требуется по всей заготовке для обеспечения этого уровня
ток всего около одного вольта. … Заинтересован в карьере
возможности в Welding Technology Corp?
… Заинтересован в карьере
возможности в Welding Technology Corp? Инверторное и трансформаторное сравнение сварочных аппаратов 2022
С другой стороны, инверторный сварочный источник питания появился в 1990-х, и сегодня он постепенно становится отраслевым стандартом. Итак, давайте обсудим различия инверторных и трансформаторных сварочных аппаратов, плюсы и минусы, а также то, в чем каждый тип сияет.
Быстрая навигация
- Как работают инверторные сварочные аппараты?
- Инверторная технология IGBT
- Преимущества инверторных сварочных аппаратов
- Основы трансформаторных сварочных аппаратов
- Преимущества трансформаторных сварочных аппаратов
- Инвертор против трансформатора Welder Ultimate Breakdown
- Универсальность сварщика
- Эффективность сварщика
- Надежность и долговечность
- Затраты
- Вес и транспортировка
- Ресурсы:
Как работают инверторные сварочные аппараты?
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000–100 000 Гц.
Электронные переключатели очень быстро включают и выключают питание (до 1 миллионной доли секунды) для выполнения преобразования.
В результате инверторный сварочный аппарат преобразует источник питания переменного тока в более низкое используемое выходное напряжение. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Поэтому устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии. Напротив, обычные устройства на основе трансформатора зависят в первую очередь от большого трансформатора для регулирования напряжения.
IGBT Inverter Technology
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие коммутационные устройства, облегчающие регулирование напряжения.
Имейте в виду, что в некоторых инверторных машинах используется более старая технология MOSFET. Однако IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их более надежными и менее подверженными повреждениям или отказам.
Вот почему инверторные сварочные аппараты с БТИЗ сегодня гораздо более распространены или являются отраслевым стандартом.
Технологическая схема однофазного инвертора IGBTПреимущества инверторных сварочных аппаратов
Понимая, как они работают, мы уже видим некоторые преимущества инверторных аппаратов. Чаще всего речь идет о габаритах и энергоэффективности, но нельзя не учитывать и стабильную дугу, которую обеспечивает инверторная технология.
Размер и вес
Наиболее заметная разница между трансформаторными и инверторными сварочными аппаратами заключается в их размере и весе.
Инверторы значительно меньше и легче трансформаторных сварочных аппаратов, поскольку они используют много электронных компонентов вместо больших трансформаторов.
Таким образом, вы можете купить инверторные сварочные аппараты весом менее 20 фунтов, чтобы пристегнуть их к плечу и носить с собой по мастерской.
Между тем, трансформаторные сварочные аппараты могут весить более 70-80 фунтов, а это означает, что вы не можете перемещать их без сварочной тележки или встроенных колес.
Эффективность инвертора
Чтобы продемонстрировать разницу в эффективности, вы должны знать, что инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами, которые обычно предлагают 60%. Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.
Кроме того, эффективность инверторных сварочных аппаратов также продемонстрирована при более высоких рабочих циклах. Например, большинство инверторов рассчитаны на рабочий цикл 60 % при максимальном выходном напряжении, в то время как большинство сварочных трансформаторов предлагают 30 %. Таким образом, вы можете работать более продолжительное время, не дожидаясь охлаждения с инверторами.
Производительность и надежность инверторного сварочного аппарата
Производительность качественных инверторных сварочных аппаратов значительно выше по сравнению с обычными сварочными аппаратами, и разница заметна при сварке MMA (дуговая/стержневая).
В результате электродуговая сварка становится намного более управляемой, поскольку вы получаете более легкий запуск дуги и постоянную стабильность дуги.
Если вам интересно, почему, вы должны знать, что инверторные машины имеют более высокое напряжение холостого хода и обеспечивают такие функции, как горячий старт, защита от пригорания и форсирование дуги.
Эти преимущества заметны при сварке тонких материалов, где использование обычного сварочного аппарата, как известно, затруднено. Благодаря бесступенчатой регулировке силы тока и очень стабильной дуге выходная мощность может быть очень низкой, чтобы вы могли сваривать листовые металлы или секции труб с относительной легкостью и контролем.
Основы сварочных аппаратов-трансформеров
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Являясь рабочей лошадкой отрасли, эти сверхмощные машины требуют подключения к электросети и в основном используются для промышленных сварочных работ.
Сварочный источник питания трансформаторного типа преобразует электричество среднего напряжения и умеренного тока из сети 230 или 115 В переменного тока в источник питания высокого тока и низкого напряжения y . Чаще всего от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер.
Они достигли отличного сварочного и производственного бума после Второй мировой войны, а в период между 1930-ми и 1980-ми годами почти все дуговые сварочные аппараты были машинами на базе трансформаторов. Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.
Преимущества трансформаторных сварочных аппаратов
Несмотря на то, что большинство аппаратов для дуговой сварки, произведенных в последние годы, являются инверторными, трансформаторы по-прежнему обладают уникальными преимуществами, которые делают их предпочтительными для некоторых сварщиков. В первую очередь речь идет о надежности, долговечности и области применения.
В первую очередь речь идет о надежности, долговечности и области применения.
Надежность сварочного трансформатора
Вы должны знать, что трансформаторы — это надежные и прочные машины, рассчитанные на долгий срок службы.
Уже почти столетие трансформаторные сварочные аппараты доказывают свою надежность. Напротив, у инверторных машин была лишь часть этого времени — примерно 30 лет, плюс-минус. Кроме того, у первых инверторных сварочных аппаратов было много проблем с долговечностью, так как они много горели.
Несмотря на то, что сегодня инверторные и трансформаторные сварочные аппараты надежны, трансформаторы по-прежнему имеют преимущество.
Долговечность трансформатора
При обсуждении сварочных аппаратов одно из существенных различий между инверторами и трансформаторами заключается в долговечности.
Загрязняющие вещества в воздухе и высокая влажность могут серьезно повредить инверторные сварочные аппараты, что в конечном итоге приведет к преждевременному выходу из строя.
Несмотря на то, что производители склонны делать инверторные сварочные аппараты более устойчивыми, трансформаторные сварочные аппараты по-прежнему процветают.
Что означает долговечность трансформатора для сварщиков? Повышенная надежность означает, что вы можете использовать сварочный аппарат с трансформатором для сварки в пыльных и влажных условиях вне помещений. Таким образом, трансформаторный сварочный аппарат считается настоящей рабочей лошадкой в отрасли с более высокой выходной мощностью и долговечностью.
Сварочное оборудование
Сварочные аппараты-трансформеры нашли свое применение во многих отраслях промышленности и в сварочном сообществе. Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.
Трансформаторные аппараты более чем подходят, если вы не используете несколько способов дуговой сварки, а один раз выполняете одну и ту же работу неоднократно.
Инвертор против трансформатора Welder Ultimate Breakdown
В то время как производители пытались создать совершенный сварочный аппарат, который бы сочетал в себе достоинства как инверторных сварочных аппаратов, так и трансформаторных аппаратов, эти усилия не увенчались успехом, поскольку конечный продукт был слишком сложным и дорогим. Так что на данный момент выбор все же стоит либо на инверторах, либо на трансформаторах.
Большинство специалистов по сварке считают, что ваш выбор должен основываться исключительно на ваших потребностях и личных предпочтениях. Тем не менее, выбор может быть сложным для новичка, и поэтому мы сделали окончательный анализ плюсов и минусов.
Универсальность сварочного аппарата
В отрасли электроники и программного обеспечения появилось множество обновлений и технологических достижений, позволяющих инверторным машинам точно настраивать параметры и идеально подстраиваться под ваши нужды.
В результате вы получаете непревзойденный контроль над своим инверторным сварочным аппаратом, повышая качество сварки и общую универсальность и производительность.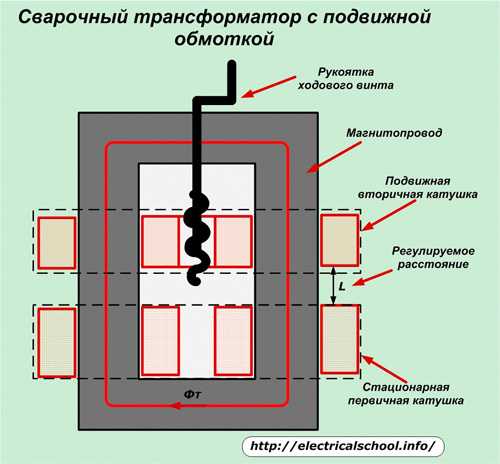 Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Однако сегодняшние потребности часто включают сварку «экзотических» металлов, для которых требуются другие методы дуговой сварки, такие как улучшенная импульсная дуговая сварка TIG, и именно здесь инверторные сварщики работают лучше всего.
С другой стороны, трансформаторные сварочные аппараты обычно обеспечивают более высокую производительность, что делает их более подходящими для значительно более толстых материалов. Тем не менее, поскольку мы в основном говорим о домашнем использовании, инверторный сварочный аппарат имеет преимущество с точки зрения универсальности.
Эффективность сварщика
Зная, что инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт, легко сказать, что инвертор более эффективен, чем трансформаторный сварочный аппарат. Кроме того, большинство инверторов поддерживают два напряжения, что означает, что вы можете использовать оба источника питания 110 В/220 В.
С момента своего создания инверторные сварочные аппараты были ограничены только питанием постоянного тока. Однако последние усовершенствования в мире сварки сделали их способными работать как с переменным, так и с постоянным током. Поэтому у вас получится довольно грамотный и производительный сварочный аппарат с инвертором.
Не поймите меня неправильно, вы все равно можете добиться приличных результатов с помощью высококачественного сварочного аппарата с трансформатором, но ваши сварочные работы могут быть намного проще с инверторным сварочным аппаратом. Кроме того, с инверторным сварочным аппаратом вы можете получить гораздо более высокие токи при заданном рабочем цикле. Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.
Надежность и долговечность
Если вы читали первую часть статьи, то понимаете, что трансформаторные сварочные аппараты имеют преимущество, когда речь идет о надежности и долговечности. Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Между тем, последние инверторы довольно надежны, так как дефекты и отказы начала 1990-х устранены. Однако работа в пыльных, грязных и влажных условиях может привести к повреждению внутренних компонентов.
Так что, если ваши сварочные работы в основном связаны с гаражом или в помещении, инверторы отлично подойдут. Однако, если вам нужна рабочая лошадка, способная сваривать в более суровых условиях, вам следует остановить свой выбор на сварочном трансформаторе.
Затраты
Как и любая новая технология, инверторные сварочные аппараты были значительно дороже, когда они появились на рынке. Однако крупносерийное производство электроники сделало их намного дешевле и широко распространилось, поэтому первоначальная стоимость покупки инверторного и трансформаторного сварочных аппаратов сегодня одинакова.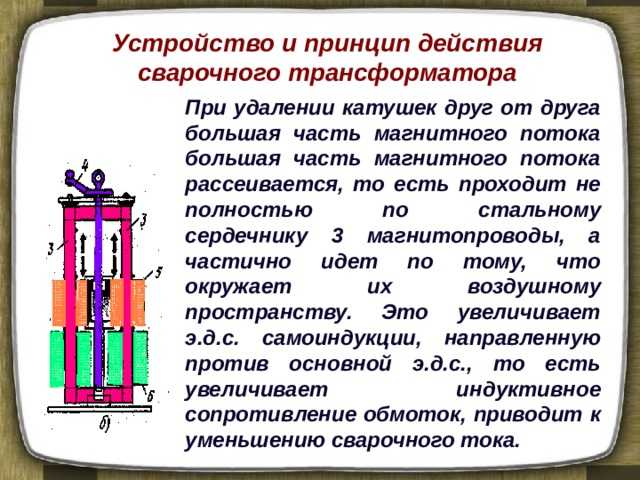
Сварочный аппарат с инвертором снижает затраты на электроэнергию, а сварочный аппарат с трансформатором снижает затраты на техническое обслуживание по истечении гарантийного срока. Стоимость простоя является спорной, поскольку некоторые приложения могут повредить инверторный сварочный аппарат, но затраты на ремонт могут быть несколько выше.
Вес и транспортировка
Поскольку инверторы значительно легче и меньше, существует простое правило при рассмотрении веса и транспортировки. Если ваши проекты требуют от вас выполнения работы сварщиком, вам следует выбрать сварочный аппарат с трансформатором. Наоборот, вам следует выбрать инверторный сварочный аппарат, если вы получаете сварщика на работу.
Ресурсы:
- https://askforney.com/inverter-vs-transformer-welding-machines/
- https://www.thefabricator.com/thewelder/article/arcwelding/the-great-debate-transformers инверторы
- https://www.mig-welding.co.uk/forum/threads/inverter-vs-transformer.
