Норма расхода электродов на 1 тонну металлоконструкций
Неотъемлемой частью процесса возведения любой металлоконструкции является грамотное и точное планирование расхода материалов для составления сметы и подсчета предстоящих финансовых затрат. Вычисляется не только количество задействованного в строительстве материала, но и то, сколько электродов потребуется затратить при проведении сварочных работ.
Умение правильно рассчитывать расход электродов на тонну металлоконструкций — одно из приоритетных требований к профессиональным сварщикам, работающим в крупных компаниях. Без проведения правильных расчетов невозможно узнать точную себестоимость металлоконструкции, предполагаемую прибыль. Все эти нюансы важны для фирм, задействованных в сфере возведения металлических конструкций.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Теоретический расчет
- по коэффициенту;
- по физическим характеристикам.
Первый способ охватывает собой различные категории расходных материалов и вычисляется по формуле: H = M * K, где М — масса подвергаемого сварке металла, а K — специальный коэффициент расхода присадки.
Второй способ основан на характеристиках и применяемого электрода, и подвергаемой сварке металлоконструкции, рассчитывается формулой: G = F * L * Масса проволоки, в которой F — это площадь поперечного сечения, а L — длина шва.
Если первая формула позволяет вычислить расход, то вторая — массу наплавленного металла. Оба расчета являются «табличными», то есть основываются на стандартных показателях, соответствующих определенным маркам электрода, типу металла, величине шва.
Расчет расхода электродов по коэффициенту
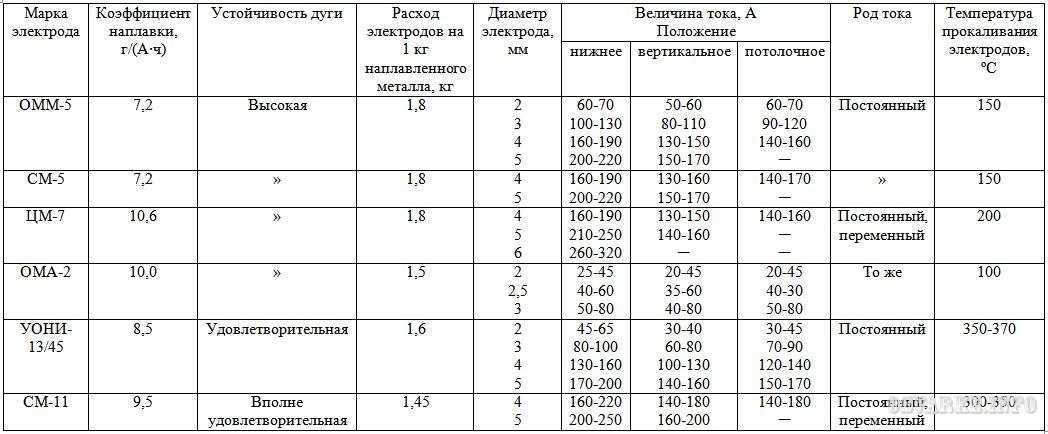
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Практический расчет
Подразумевает определение массы металла и проведение сварных тестовых работ. Когда они завершены, выполняют замер огарка, учитывают напряжение и силу тока, длину выполненного шва. Основываясь на этих данных, определяют число требуемых электродов для сварки шва определенной длины.
Точным вычисление будет в том случае, когда и внешние данные, и угол положения при выполнении основных работ останутся аналогичными тем, которые были во время тестирования. Чтобы избежать неточности определения, эксперимент повторяют от трех до четырех раз. Если соблюсти это условие, расчет получится еще точнее, чем при использовании формул.
Погрешность расчета
Никакой метод вычислений не дает стопроцентной точности. Закупать расходный материал для обеспечения полноценного и непрерывного рабочего процесса рекомендуется с запасом. Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Чтобы не приходилось останавливать сварку, следует увеличить полученные при расчетах данные на пять либо семь процентов. Это гарантировано избавит от различного рода форс-мажорных обстоятельств. Учитывают и то, что количество расходного материала зависит как от технологического процесса, так и от типа заполняемого присадками шва.
Как снизить затраты?
Существует несколько условий, которые позволяют сэкономить на расходных материалах для проведения сварочных работ, но при этом никак не отражаются на качестве:
- Наибольшей экономии присадок позволяет добиться использование полуавтоматического либо автоматического сварочного аппарата. Когда работы проводятся вручную, то потери составляют от пяти процентов и выше. При автоматическом и полуавтоматическом процессе этот показатель вдвое ниже. Если и присадки, и аппарат имеют высокое качество, сокращение расходных изделий будет максимальным.

- Показатели силы тока и напряжения должны полностью соответствовать выбираемому присадочному материалу. Поэтому, настраивая сварочный аппарат, нужно уделять особое внимание этим параметрам.
- Количество затрачиваемых электродов при равных условиях может отличаться. Это обусловлено положением расходного изделия при выполнении сварки. Поэтому многие сварщики предпочитают не ограничиваться формулами и прибегают к практическим расчетам, проводя несколько тестов, чтобы найти «идеальное» положение.
Соблюдение этих трех важных условий и грамотный выбор способа сэкономить позволяет сократить количество требуемого присадочного материала практически на тридцать процентов. Это достаточно внушительная сумма в денежном эквиваленте.
Норма расхода электродов на 1 тонну металлоконструкций
Качество сварки зависит не только от правильного выбора, но и количества электродов. Без правильного подсчета нельзя составить верную смету, что влечет за собой довольно серьезные проблемы. Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки.
Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Какие параметры учитываются?
- Масса наплавки. Представляет собой массу металла, заполняющую стыковочные швы. Данный параметр прописан в технологической сварочной карте. Если брать усредненный показатель, он варьируется в пределах от 1 и до 1,5 процентов от общей массы металлоконструкции.
- Длина сварочного шва. Измеряется с помощью рулетки. Полученную длину умножают на количество имеющихся швов в разделе. Глубокие стыки заваривают последовательно либо параллельно. Они требуют накладывания двух либо трех швов.
- Норма расхода. Это масса наплавки на каждый метр шва. Она может вычисляться двумя способами — для отдельного узла либо по типу проводимой сварочной работы.
Важно! Норма расхода является справочной информацией и прописывается для марки электрода отдельно в нормативных документах. Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Таким образом, количество присадочного материала, требуемого для сварки на одну тонну металлической конструкции, вычисляют как теоретическим, так и практическим путем.
Метод теоретического расчета
Проводится путем применения разнообразных математических формул. Существует множество разнообразных математический решений, но на практике чаще всего пользуются только двумя:
- По коэффициенту. Охватывает различные расходные материалы и рассчитывается по формуле H=M * K. Первый показатель (M) представляет собой массу металла, подвергаемую сварке, а второй (K) — коэффициент присадки.
- По физическим свойствам. Здесь учитываются характеристики электрода и металлоконструкции, с которой предстоит работать. Формула в данном конкретном случае следующая G=F * L * M, где F — площадь поперечного сечения, L — длина свариваемого шва, а M — масса проволоки.

Между этими двумя математическими формулами есть разница. Первая позволяет подсчитать расход. Вторая дает возможность узнать массу металла, который наплавляют. Обе формулы относятся к табличным. Это означает, что они основаны на табличных данных, которые соответствуют определенной марке, величине стыка и типу металла.
Расчет расхода практическим путем
Проводится опытным путем. Определяют массу металла и выполняют тестовые сварочные работы. Когда они закончены, делают замер огарка с учетом напряжения и силы тока, а также длины выполненного шва. Эти параметры позволяют подсчитать, сколько электродов потребовалось для данного конкретного участка. Зная длину, не составит труда подсчитать, сколько присадочного материала потребуется для завершения сварки в том или ином разделе.
 Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Погрешность подсчетов
Не существует метода, который дает стопроцентно верный результат. Теоретический и практический расчеты отличаются между собой. Последний более точный, но только тогда, когда выполняют не менее двух тестовых швов. Это не означает, что полученная цифра абсолютна точна. Чтобы обеспечить непрерывную эффективную работу, необходимо закупать электроды с небольшим запасом. Кроме того, всегда следует помнить, что в партии могут попасться некачественные или бракованные изделия.
 Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Можно ли снизить расход электродов?
Сварка относится к довольно затратным работам, поэтому многие пытаются сэкономить на расходном материале. Сделать это без ущерба для качества возможно, но только тогда, когда соблюдаются следующие условия:
- Задействован автоматический либо полуавтоматический сварочный аппарат. Потери при ручной сварке доходят до пяти и больше процентов. Аппараты автоматического типа и полуавтоматы позволяют провести работы более качественно и снизить число затрачиваемых электродов.
- Напряжение и сила тока полностью соответствуют типу присадочного материала. Добиться совпадения параметров позволяет правильная настройка сварочного аппарата, что необходимо учитывать заблаговременно.
- Проводится тестовая сварка. Специалисты всегда прибегают к использованию и теоретического, и практического метода расчета. Последний позволяет проверить полученные показатели и скорректировать конечный итог.
 Последний позволяет проверить полученные показатели и скорректировать конечный итог.
Последний позволяет проверить полученные показатели и скорректировать конечный итог.Если соблюсти эти три простых условия, количество присадочного материала для проведения сварки будет сокращено до оптимального минимума, а качество проводимых работ не пострадает.
графитовых электродов продано через Metalshub
Мы рады сообщить, что в последние недели мы стали свидетелями заключения первых контрактов на графитовые электроды через Metalshub. Эта важная веха является лишь одним из примеров нашего перехода от рынка, ориентированного на ферросплавы, к платформе для закупок всего сырья для сталелитейных заводов.
Market Insights
Принимая во внимание, что тщательная проверка, адаптация и обучение поставщиков остаются важным краеугольным камнем предложения услуг Metalshub, мы расширили спектр продуктов, охватываемых платформой, с первоначальный акцент на ферросплавы в сторону гораздо более широкого ассортимента: порошковая проволока, рекарбюризатор, лом, чугун, плавиковый шпат и т. д. Прежде чем мы углубимся в детали этого развития, мы хотим поделиться некоторыми сведениями о рынке графитированных электродов.
д. Прежде чем мы углубимся в детали этого развития, мы хотим поделиться некоторыми сведениями о рынке графитированных электродов.
Что такое графитовые электроды и для чего они используются?
Рынок графитовых электродов в 2020 году оценивался в 5,5 миллиардов долларов США (IMARC: Рынок графитовых электродов: глобальные отраслевые тенденции, доля, размер, рост, возможности и прогноз на 2021–2026 годы) и становится все более и более важным в связи с продолжающимся декарбонизация сталелитейной и металлургической промышленности. Как крупнейший производитель стали в мире, Китай занимает наибольшую долю потребления графитированных электродов и производственных мощностей в глобальном сценарии. Несмотря на то, что COVID-19вспышка оказала огромное влияние на мировое производство нерафинированной стали, китайская сталелитейная промышленность продемонстрировала значительное восстановление в 2020 году. производство увеличилось на 5,89% и достигло 1 054,4 млн тонн в 2020 году по сравнению с 2019 годом. Кроме того, Китай ввел новое положение о разрешении на выбросы, которое вступило в силу 1 января 2021 года, что должно еще больше стимулировать развитие производства стали для ЭДП и, следовательно, потребление графитированных электродов в страна.
Кроме того, Китай ввел новое положение о разрешении на выбросы, которое вступило в силу 1 января 2021 года, что должно еще больше стимулировать развитие производства стали для ЭДП и, следовательно, потребление графитированных электродов в страна.
Графитовые электроды представляют собой большие цилиндрические конструкции, состоящие в основном из нефтяного кокса, игольчатого кокса и угольного битума, который используется в качестве связующего. Его получают прокаливанием, компаундированием, замешиванием, прессованием, обжигом, графитизацией и механической обработкой. Размер электродов широко варьируется, но может достигать 0,75 метра в диаметре и 3 метров в длину. Благодаря высокому уровню электропроводности и способности выдерживать экстремально высокие температуры до 1600 градусов Цельсия графитированные электроды являются жизненно важным сырьем в электродуговых печах (ЭДП), ковшовой рафинации стали и производстве ферросплавов. В этом процессе графитированные электроды составляют около 2-3% от общих затрат на производство стали. В зависимости от различного используемого сырья и физико-химических показателей конечного продукта графитированные электроды можно разделить на разные типы:
В зависимости от различного используемого сырья и физико-химических показателей конечного продукта графитированные электроды можно разделить на разные типы:
- RP (обычная мощность)
- HP (высокая мощность)
- UHP (сверхвысокая мощность)
- SHP (сверхвысокая мощность)
Наибольший прирост эффективности при использовании платформы Metalshub 9003 We 9006 для широкого ассортимента получили многочисленные отзывы от наших клиентов о том, что наша платформа обеспечивает наибольший прирост эффективности, когда она используется для большого количества категорий продуктов. Такие компании, как MAT Foundry Group и Friedrich Lohmann GmbH, также перегоняли через платформу крупногабаритные товары, такие как металлолом, чтобы воспользоваться преимуществами эффективных процессов платформы и ее широких функций бизнес-аналитики. В недавнем пресс-релизе мы объявили, что SHS (Saarstahl и Dilliger AG) перенесли широкий спектр категорий продуктов на платформу, что помогает им соответствовать растущим требованиям соответствия и повышать эффективность работы.
Сегодня через Metalshub можно торговать около 30 товарных категорий, в общей сложности 130 различных видов продукции. Ниже вы найдете список основных категорий закупок на литейных и сталелитейных заводах с информацией о том, были ли они уже проданы через платформу.
Наша команда отраслевых экспертов, металлургов и технических экспертов поможет нашим клиентам сместить еще больше категорий на платформе, сохраняя при этом удобный и структурированный листинг и процесс переговоров. Если есть категории продуктов, которые вы хотели бы видеть на платформе, свяжитесь с нашей командой по развитию бизнеса. Мы будем более чем рады погрузиться в технические характеристики и помочь вам повысить эффективность ваших процессов.
Если вы хотите узнать больше о том, как Metalshub может помочь вашему бизнесу, запланируйте демонстрацию прямо сейчас.
#Производство стали, #Сталь, #Стальной лом, #Графитэлектроды, #ЭДП, #Цифровые закупки
Оценка общих затрат на сварку | Производство и металлообработка
Перейти к содержимому
В: Чтобы снизить затраты на сварку, не следует ли мне просто выбрать проволоку по самой низкой цене?
A: Существует несколько факторов, которые необходимо учитывать при определении общей стоимости сварочных работ. Конечно, наиболее очевидным фактором является стоимость расходных материалов (электрода и защитного газа или флюса). Менее очевидные (и часто упускаемые из виду) затраты — это трудозатраты и накладные расходы, которые могут быть отнесены к фактическому процессу сварки.
Конечно, наиболее очевидным фактором является стоимость расходных материалов (электрода и защитного газа или флюса). Менее очевидные (и часто упускаемые из виду) затраты — это трудозатраты и накладные расходы, которые могут быть отнесены к фактическому процессу сварки.
Однако, как будет показано в нашем примере, трудозатраты и накладные расходы в фактических затратах на сварку обычно составляют от 60 до 70 процентов от общей стоимости. Таким образом, выбор электрода, который повышает производительность (за счет увеличения скорости наплавки), гораздо важнее, чем выбор электрода с более низкой стоимостью. Процесс определения общих затрат на сварку будет описан ниже.
Используя произвольную ставку оплаты труда и накладных расходов в размере 50 долларов США, а также «рыночную прейскурантную цену» для широкого спектра сварочных материалов, оценка стоимости одного фунта наплавленного металла приведена в таблице 1 . Были использованы пять различных рабочих коэффициентов (наименьший из которых составляет 20 процентов, а самый высокий — 60 процентов), где рабочий фактор определяется как процент времени сварщика, в течение которого он фактически выполняет сварку. Для процессов GMAW, FCAW-G и MCAW для расчета стоимости защитного газа использовалась ставка 0,20 доллара США за кубический фут.
Для процессов GMAW, FCAW-G и MCAW для расчета стоимости защитного газа использовалась ставка 0,20 доллара США за кубический фут.
В дополнение к затратам на оплату труда, электродов и защитного газа в общие затраты на сварку была включена плата за электроэнергию, необходимую для питания сварочных аппаратов. Хотя в нашем примере стоимость электроэнергии на фунт наплавленного металла никогда не превышала 0,40 доллара США, эта величина не является незначительной и поэтому была включена в расчеты. В среднем стоимость электроэнергии составила около 2 процентов от общих затрат на сварку при использовании ставки 0,20 доллара за киловатт-час. Структуры ценообразования «сбора по требованию» не использовались.
Выбор наиболее экономичного процесса сварки (FCAW, GMAW, SMAW и т. д.) и подходящего сварочного электрода (проволока или стержень) усложняется наличием оборудования в производственном цехе. Если самые высокие источники выходной мощности, представленные сварщику, представляют собой машины на 450 ампер с рабочим циклом 60 процентов, то ответ на выбор электрода может быть не таким простым, как «давайте использовать провод самого большого диаметра из доступных, чтобы получить самые высокие скорости наплавки».
Например, в Таблица 1 показаны затраты на фунт для UltraCore 70C, указывающие на то, что использование стали диаметром 5/64 более экономично, чем использование диаметра 3/32 (при 60-процентном коэффициенте эксплуатации стоимость на фунт металла сварного шва составляет 7,14 долл. США). , против $8,67). Это связано с тем, что при 450 амперах скорость осаждения для UltraCore 70C диаметром 5/64 выше, чем у UltraCore 70C диаметром 3/32 из-за более высокой плотности тока. Однако, если бы мы могли полностью использовать весь диапазон силы тока провода 3/32 дюйма (с максимальной выходной силой тока около 700 ампер), мы бы увидели, что провод диаметром 3/32 дюйма дает преимущество в цене.
Таким образом, для наших расчетов использовался сварочный ток: или — максимальное значение силы тока в диапазоне, предусмотренном для электрода, или — максимальная мощность сварочного аппарата (450 ампер). По этой силе определяется скорость наплавки в фунтах в час, а затем можно рассчитать общее время сварки одного фунта наплавленного металла.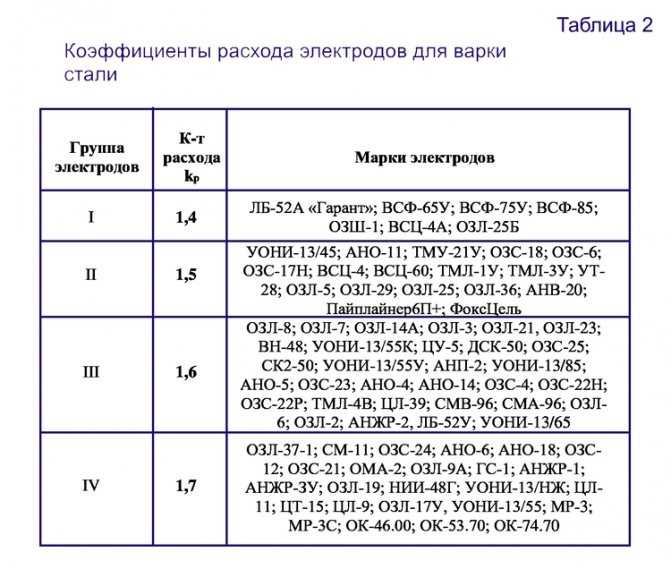 На этот раз время наплавки одного фунта металла сварного шва указано в таблице 2 . На этом этапе трудозатраты и накладные расходы, необходимые для наплавки этого фунта металла сварного шва, могут быть определены путем умножения этой временной стоимости на заявленную ставку труда и накладных расходов в размере 50 долларов в час.
На этот раз время наплавки одного фунта металла сварного шва указано в таблице 2 . На этом этапе трудозатраты и накладные расходы, необходимые для наплавки этого фунта металла сварного шва, могут быть определены путем умножения этой временной стоимости на заявленную ставку труда и накладных расходов в размере 50 долларов в час.
В дополнение к использованию универсального источника питания на 450 ампер для рассматриваемых потенциальных процессов сварки «открытой дугой», у нас также есть дополнительный ресурс в виде источника питания переменного/постоянного тока на 1000 ампер для дуговой сварки под флюсом. Хотя при сварке под флюсом возможны коэффициенты эксплуатации, приближающиеся к 80 процентам и более, мы ограничим коэффициент эксплуатации на уровне 60 процентов для сравнения с процессами с открытой дугой. Тем не менее, мы будем в полной мере использовать максимальные 1000 ампер, доступные на машине, поскольку это хорошо согласуется с максимальным рекомендуемым током для 5/32 в проводе под флюсом.
На основе установленных нами ограничений компоненты общих затрат на сварку (при эксплуатационном коэффициенте 60%) были выделены для рассматриваемых потенциальных сварочных материалов в таблице 3 . Для стержневого электрода E7018 трудозатраты и накладные расходы в общей стоимости сварки составляют от 69 до 85 процентов от общей стоимости сварки. На противоположном конце спектра трудозатраты составляют лишь 32 процента от общей стоимости сварки при дуговой сварке под флюсом при силе тока 1000 ампер. И, наконец, для процессов с проволочной подачей трудозатраты в общей стоимости падают прямо между 60 и 70 процентами.
Интересно отметить, что в этом примере, несмотря на то, что затраты на расходные материалы для дуговой сварки под флюсом выше, чем для процессов в среде защитного газа, общие общие затраты на наплавку одного фунта наплавленного металла для дуговой сварки под флюсом ниже.
Сообщение состоит в том, что для процессов с открытой дугой 10-процентное снижение затрат на рабочую силу будет больше, чем 10-процентное снижение затрат на расходные материалы. Еще раз, используя 3/32 в UltraCore 70C в качестве примера, 10-процентное сокращение трудозатрат и накладных расходов приведет к передаче почти 0,60 доллара США за фунт наплавленного металла в чистую прибыль. С другой стороны, стремление снизить стоимость расходных материалов на 10 процентов сэкономит всего 0,25 доллара на фунт наплавленного металла.
Еще раз, используя 3/32 в UltraCore 70C в качестве примера, 10-процентное сокращение трудозатрат и накладных расходов приведет к передаче почти 0,60 доллара США за фунт наплавленного металла в чистую прибыль. С другой стороны, стремление снизить стоимость расходных материалов на 10 процентов сэкономит всего 0,25 доллара на фунт наплавленного металла.
В конечном счете, переход к процессу с более высокой скоростью наплавки обеспечит наибольшую отдачу за счет сокращения времени, затрачиваемого на сварку. А, как известно, время – деньги.
Следует повторить, что расчетные затраты, перечисленные в прилагаемых таблицах, основаны на ставке 50 долларов США в час на оплату труда и накладных расходов, а также на рыночных прейскурантных ценах на расходные материалы. В реальном мире сварки очень немногие клиенты платят прейскурантную цену, поэтому в немногих случаях это будет фактическая долларовая стоимость сварочных затрат в любом конкретном цехе сварочного производства. Однако тенденции, наблюдаемые здесь, тем не менее сохранятся. Сварочные процессы, увеличивающие скорость наплавки и производительность, уменьшат основную часть затрат на сварку — оплату труда и накладные расходы.
Сварочные процессы, увеличивающие скорость наплавки и производительность, уменьшат основную часть затрат на сварку — оплату труда и накладные расходы.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Четыре основные тенденции, с которыми вы познакомитесь на FABTECH 2022
Тенденции, влияющие на производственный сектор, темы которых будут представлены на FABTECH, включают 3D/аддитивное производство, кибербезопасность, нехватку рабочей силы и интеллектуальные технологии/IoT.
Небезопасная практика: ремонт поврежденного затоплением газового оборудования
Во избежание серьезных несчастных случаев и травм этот тип оборудования следует заменять, а не ремонтировать или восстанавливать.
Заказы на режущий инструмент в США в августе составили 178,1 млн долларов; 8,9% За 2021 год
Рынок режущего инструмента еще не вернулся к допандемическому уровню, но он постоянно пробивает себе дорогу.