Расход электродов при сварочных работах
Расход электродов при сварочных работах
Часто показатель расхода сварочных электродов является определяющим фактором в выборе той или иной марки. Он напрямую влияет на продолжительность сварочных работ и экономичность производимой сварки. Электрод для ручной дуговой сварки меняется сварщиком на другой, когда сварка еще должна производиться. Именно из-за этого все грамотные сварщики всегда держат под рукой необходимый запас электродов. Четкое понимание какой расход электродов при сварке должно быть при выборе любой марки.
Перед началом работ необходимо произвести подготовительные работы, связанные с прокалкой сварочных электродов в печке для прокалки в соответствии с требованиями. Ниже мы разберемся сколько нужно электродов для сварки и какой расход сварочных электродов каждой марки.
Чтобы правильно рассчитать необходимое количество сварочных электродов необходимо знать вводные данные и характеристики свариваемого металла:
Нормы расхода электродов на сварочный процесс.
- Нужно знать требуемый вес наплавочного материала, которым будет заполнен сварочный шов.
Чтобы рассчитать количество наплавляемого материала необходимо иметь под рукой карту технологического процесса сварки. Чаще всего это полтора процента от веса свариваемой металлической конструкции.
- Расход зависит от длины сварочного шва. Он измеряется с помощью рулетки вдоль металлоконструкции. Если шов глубокий, то нужно будет заваривать несколькими швами. При расчете это надо учесть.
- В карточке каждого сварочного электрода можно узнать приблизительную норму расхода на метр сварочного шва.
 Чтобы рассчитать количество наплавляемого материала необходимо иметь под рукой карту технологического процесса сварки. Чаще всего это полтора процента от веса свариваемой металлической конструкции.
Чтобы рассчитать количество наплавляемого материала необходимо иметь под рукой карту технологического процесса сварки. Чаще всего это полтора процента от веса свариваемой металлической конструкции.Под нормой расхода мы понимаем вес наплавочного материала для сварочного шва на один метр.
Нормы расхода бывают операционной, детальной и узловой. Операционная зависит от типа сварочного процесса. Детальную рассчитывают по весу наплавки при сварке отдельной детали. Узловая рассчитывается исходя из веса наплавочного материала в отдельном узле металлической конструкции.
Отсюда можно сказать, что более точно норма расхода зависит от техники сварочного процесса, вида шва, количества швов и других показателей. Часто сварщики определяют «на глаз» сколько потребуется электродов для сварки – это так называемое практическое наблюдение.
Сварка труб- расход электродов.Как мы и говорили ранее расход электродов связан с вычислением заполняемого наплавочного материала на один метр сварочного шва. Чтобы рассчитать сколько потребуется сварочных электродов следует разделить полученную норму расхода в метре на вес электрода. Отсюда получается штучная потребность в электродах на один метр. Эти расчеты нужны для того, чтобы рассчитать количество электродов на весь сварочный процесс конкретной трубы. Полученное количество электродов умножаем на длину в метрах. Получаем потребность для всей трубы.
Как правило полученный результат нужно увеличить в полтора раза, чтобы сделать поправку на шлак от электродов. Для каждой группы электродов коэффициент поправки свой его нужно искать в каталоге или справочнике производителя.
Для каждой группы электродов коэффициент поправки свой его нужно искать в каталоге или справочнике производителя.
Возврат к списку
ВСН 452-84. Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка (45848)
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ, СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ, ГАЗОВАЯ РЕЗКА.
ВСН 452-84 Минмонтажспецстрой СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 452-84 |
|
Минмонтажспецстрой СССР |
||
|
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка |
В дополнение к ВСН 416-81 ММСС СССР |
ОБЩАЯ ЧАСТЬ
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей – ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей – ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей – ручную дуговую и газовую приведены в “Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы”. (М.: Стройиздат, 1982).
В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей – ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей – ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей – ручную дуговую и газовую приведены в “Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы”. (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем |
Утверждены Минмонтажспецстроем СССР 14 декабря 1984 г. |
Срок введения в действие с 1 июля 1985 г. |
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, – огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
Раздел I. СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Техническая часть
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Таблица 1
|
Группа электродов |
Коэффициент расхода электродов |
Марка электродов |
| II |
1,5 |
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
|
III |
1,6 |
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
|
IV |
1,7 |
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
|
V |
1,8 |
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
|
VI |
1,9 |
АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле
1, нормы расхода следует рассчитывать по формуле
Н=МК,
где Н – определяемая норма расхода электродов, кг;
М – масса наплавленного металла, кг;
К – коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами – 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося – 0,930, для электрода вольфрамового сварочного неплавящегося – 1; для аргона на сварку и на поддув – 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода – 1;
для аргона на сварку и поддув – 1,43.
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон – 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
кг
где =3,14;
ДВН – внутренний диаметр трубы, м;
НФП – расход флюс-пасты на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2-47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва??lшва, кг
где НТР – норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва – норма расхода материалов на 1 м шва определенной толщины, кг;
lшва – длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по “Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы”. М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом – 8, при поддуве – 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1)
Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,152 |
0,269 |
0,286 |
0,305 |
0,322 |
0,340 |
01 |
|
4 |
0,207 |
0,368 |
0,393 |
0,417 |
0,442 |
0,466 |
02 |
|
5 |
0,262 |
0,465 |
0,497 |
0,527 |
0,558 |
0,590 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
– |
Таблица 3
Норма на 1 стык
|
Размеры трубы, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
|||||
|
II |
III |
IV |
V |
VI |
||||
|
453 |
0,021 |
0,037 |
0,040 |
0,042 |
0,044 |
0,047 |
01 |
|
|
454 |
0,028 |
0,050 |
0,054 |
0,057 |
0,061 |
0,064 |
02 |
|
|
573 |
0,027 |
0,047 |
0,060 |
0,054 |
0,067 |
0,060 |
03 |
|
|
574 |
0,036 |
0,064 |
0,069 |
0,073 |
0,077 |
0,082 |
04 |
|
|
765 |
0,061 |
0,108 |
0,116 |
0,123 |
0,130 |
0,137 |
06 |
|
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
– |
|
§ 2. Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Соединения С18 вертикальных стыков трубопроводов со скосом кромок на съемной подкладке (рис. 2)
Рис. 2
Таблица 4
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,201 |
0,366 |
0,390 |
0,415 |
0,439 |
0,464 |
01 |
|
4 |
0,249 |
0,453 |
0,484 |
0,514 |
0,544 |
0,574 |
02 |
|
5 |
0,330 |
0,600 |
0,640 |
0,680 |
0,720 |
0,760 |
03 |
|
6 |
0,474 |
0,861 |
0,918 |
0,975 |
1,033 |
1,090 |
04 |
|
8 |
0,651 |
1,182 |
1,261 |
1,341 |
1,419 |
1,498 |
05 |
|
10 |
0,885 |
1,607 |
1,714 |
1,821 |
1,928 |
2,035 |
06 |
|
12 |
1,166 |
2,116 |
2,257 |
2,398 |
2,539 |
2,680 |
07 |
|
15 |
1,893 |
3,436 |
3,665 |
3,894 |
4,123 |
4,352 |
08 |
|
16 |
2,081 |
3,778 |
4,030 |
4,281 |
4,533 |
4,785 |
09 |
|
18 |
2,297 |
4,532 |
4,834 |
5,136 |
5,438 |
5,740 |
10 |
|
Код графы |
41 |
42 |
03 |
04 |
05 |
06 |
– |
Скачать бесплатно
1926.
 351 – Дуговая сварка и резка.
351 – Дуговая сварка и резка.- По стандартному номеру
- 1926.351 – Дуговая сварка и резка.
Ручные электрододержатели.
1926.351 (а) (1)Должны использоваться только ручные электрододержатели, специально предназначенные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
1926.351 (а) (2) Любые токоведущие части, проходящие через ту часть держателя, которую сварочный аппарат или резчик держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, встречающегося на земле.
Сварочные кабели и разъемы.
1926.351(б)(1)Все кабели для дуговой сварки и резки должны быть полностью изолированными, гибкими, способными выдерживать максимальные требования к току незавершенной работы, принимая во внимание рабочий цикл, в котором работает аппарат для дуговой сварки или резак.
1926.351(б)(2)Должен использоваться только кабель без ремонта или сращивания на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или с сращиваниями, качество изоляции которых равно кабеля разрешены.
1926.351(б)(3) Когда необходимо соединить или срастить отрезки кабеля друг с другом, должны использоваться прочные изолированные соединители с пропускной способностью, по крайней мере, равной емкости кабеля. Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Кабели, нуждающиеся в ремонте, не должны использоваться. Когда кабель, кроме кабельного ввода, указанного в пункте (b)(2) настоящего параграфа, изнашивается до такой степени, что обнажаются оголенные проводники, открытая таким образом часть должна быть защищена резиной и фрикционной лентой или другим эквивалентным средством. изоляция.
1926.351 (с)Возврат заземления и заземление машины.
1926.351 (с) (1) Кабель заземления должен иметь безопасную пропускную способность по току, равную или превышающую указанную максимальную выходную мощность устройства для дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления. Для сварки на трубопроводах природного газа должны применяться технические части правил, изданных Министерством транспорта, Управлением по безопасности трубопроводов, 49 CFR, часть 192, Минимальные федеральные стандарты безопасности для газопроводов.
1926.351(с)(3) Если конструкция или трубопровод используются в качестве цепи заземления, должно быть определено, что во всех соединениях существует требуемый электрический контакт. Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
Если конструкция или трубопровод постоянно используются в качестве контура заземления, все соединения должны быть загерметизированы, и должны проводиться периодические проверки, чтобы убедиться, что в результате такого использования не существует условий электролиза или опасности возгорания.
1926.351 (с) (5)Корпуса всех машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод, заземленный в источнике тока. Цепи заземления, кроме как с помощью конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводником имеет достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы плавкий предохранитель или автоматический выключатель отключил ток.
1926.351 (с) (6) Все соединения заземления должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
Инструкция по эксплуатации . Работодатели должны проинструктировать работников по безопасным методам дуговой сварки и резки следующим образом:
1926.351 (д) (1)Если держатели электродов необходимо оставить без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли вступать в электрический контакт с работниками или токопроводящими объектами.
1926.351 (д) (2)Держатели горячих электродов нельзя погружать в воду; это может привести к поражению электрическим током сварочного аппарата или резака.
1926.351 (д) (3) Когда сварщику или резчику приходится оставить свою работу или прекратить работу на какой-либо значительный период времени, или когда машину для дуговой сварки или резки необходимо переместить, выключатель питания оборудования должен быть разомкнут.
О любом неисправном или неисправном оборудовании следует сообщать руководителю.
1926.351 (д) (5)Дополнительные требования см. в §1926.406(c).
1926.351 (е)Экранирование . Когда это возможно, все операции дуговой сварки и резки должны быть ограждены негорючими или огнестойкими экранами, которые защитят сотрудников и других лиц, работающих поблизости, от прямых лучей дуги.
[44 FR 8577, 9 февраля 1979 г.; 44 FR 20940, 6 апреля 1979 г., с поправками 51 FR 25318, 11 июля 19 г.86]
Рекомендации для вольфрамовых электродов: обновление
Выбор и подготовка вольфрамового электрода для GTAW имеют решающее значение для оптимизации результатов и предотвращения загрязнения и переделок. Getty Images
Getty Images
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
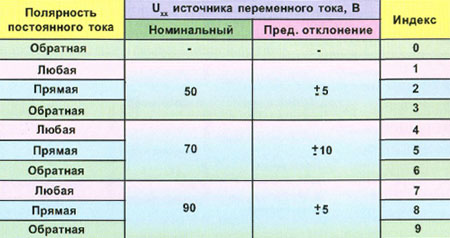
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий уровень расхода по сравнению со всеми электродами и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием. Чистый вольфрам не рекомендуется для инверторных машин; для достижения наилучших результатов используйте заостренный цериевый или лантансодержащий электрод.
Торированные (цветовой код: желтый, красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-1 и EWTh-2) содержат не менее 97,30 % вольфрама и от 0,8 до 2,20 % тория и доступны в двух типах: EWTh- 1 и EWTh-2, содержащие 1% и 2% соответственно. Они являются широко используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Они являются широко используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для сварки отрицательным электродом постоянного тока (DCEN) углеродистой стали, нержавеющей стали, никеля и титана, а также для некоторых специальных видов сварки переменным током (например, тонколистового алюминия).
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять остроту кромки — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен, поэтому при его использовании необходимо всегда следовать предупреждениям, инструкциям и Паспорту безопасности материала (MSDS).
Примечание. Торий радиоактивен, поэтому при его использовании необходимо всегда следовать предупреждениям, инструкциям и Паспорту безопасности материала (MSDS).
Вольфрамовые электроды с церием (цветовой код: серый, ранее оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30 % вольфрама и от 1,80 до 2,20 % церия и называются 2 % церия. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2% тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.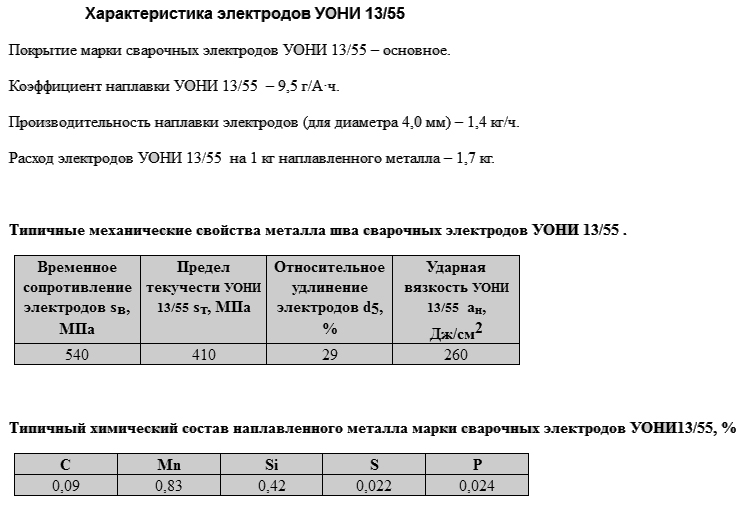
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Используйте заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) для инверторных сварочных процессов на переменном и постоянном токе.
Лантанат (цветовой код: черный, золотой, синий)
Вольфрамовые электроды с лантанатом (классификация AWS EWLa-1, EWLa-1.5 и EWLa-2) содержат не менее 97,30 % вольфрама и от 0,8 до 2,20 % лантана или лантана и известны как EWLa-1, EWLa-1.5. , и EWLa-2 лантанированные. Эти электроды обеспечивают отличное зажигание дуги, низкую скорость прогорания, хорошую стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и у электродов с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2% тория. В некоторых случаях лантансодержащий вольфрам может заменить торированный вольфрам без внесения существенных изменений в программу сварки.
В некоторых случаях лантансодержащий вольфрам может заменить торированный вольфрам без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают на переменном или постоянном токе с заостренным концом, или они могут быть свернуты для использования с синусоидальными источниками переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление лантана увеличивает максимальную токонесущую способность примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10 % вольфрама и от 0,15 до 0,40 % циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах цирконий не рекомендуется для сварки постоянным током.
Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах цирконий не рекомендуется для сварки постоянным током.
Редкоземельные элементы (цветовой код: различные цвета, которые еще не использовались, ранее серый
Вольфрамовые электроды из редкоземельных металлов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны идентифицировать каждая добавка и ее процентное содержание на упаковке.В зависимости от добавок желаемые результаты могут включать в себя стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем торированный вольфрам, возможность использовать электрод меньшего диаметра для той же работы, использование более высокий ток для электрода аналогичного размера и меньшее выделение вольфрама. 0009
0009
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
Шаровидный наконечник обычно используется для электродов из чистого вольфрама и циркония, а также рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0012 Рисунок 1 ), и на конце электрода образуется шарик.
Диаметр закругленного конца не должен превышать 1,5 диаметра электрода (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе.
Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения) и круг из боразона или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. Рисунок 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус вольфрама до длины, не превышающей диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.