Виды шлифовальных станков по металлу и их особенности
Применение
Шлифовальные станки предназначены для шлифовки и полировки поверхности изделий из различных материалов на завершающей стадии производства. Шлифовальные машины по металлу обрабатывают металлические изделия различных форм, размеров, придают им окончательный вид, улучшают антикоррозионные свойства.
Поэтапная абразивная обработка заключается в снятии слоя стружки при помощи абразивного инструмента, приводит к уменьшению шероховатости, устранению дефектов. Наибольшая гладкость и блеск достигаются при мягкой полировке, когда снимаются очень тонкие слои материала.
Виды обработки
Различают 3 типа шлифовки:
- Наружная. Придает требуемую внешнюю форму.
- Внутренняя. Обеспечивает обработку сквозных или глухих отверстий.
- Профильная. Предназначена для заготовок сложных форм.
Для создания заготовки с желаемыми параметрами поверхности могут применяться разные типы обработки:
- круглая шлифовка — для внешней или внутренней обработки цилиндрической и конической поверхности;
- плоская шлифовка — для плоскостей;
- бесцентровое шлифование — позволяет реализовать задачи крупносерийного производства;
- ленточное шлифование — абразивным инструментом является замкнутая в кольцо лента;
-
хонингование — доводит поверхность на итоговом этапе.


Каждый типа обработки выполняется на специальном станке. При выборе необходимо учитывать производительность, автоматизацию, функциональность абразивного инструмента, его характеристики.
Круглошлифовальный
На круглошлифовальных станках обрабатывают поверхность металлических заготовок цилиндрической или конической формы, торцевые плоскости. Возможна работа с изделиями разных габаритов. Наличие электронного блока управления, вид абразивного круга, скорость его вращения обусловливают высокую точность, низкую шероховатость.
Крепление выполняется различными способами:
- установка детали в центрах,
- бесцентровая установка по обрабатываемой поверхности,
- закрепление патронами.
Оборудование имеет два рабочих стола: на горизонтальном фиксируется изделие, на вертикальном — шпиндельная бабка с абразивным кругом. В универсальных моделях возможны повороты основного рабочего стола и круга. Одними из определяющих параметров являются размер стола, диаметр и скорость вращения круга, устройство механизма подачи, ограничения по габаритам.
Одними из определяющих параметров являются размер стола, диаметр и скорость вращения круга, устройство механизма подачи, ограничения по габаритам.
Возможно выполнение различных шлифовальных операций:
- продольные;
- врезные;
- внутренние;
- шлифование торцов.
Они осуществляются в ручном или автоматическом режиме с использованием ЧПУ, с возможностью поворачивать круг, деталь, переднюю и шлифовальную бабку. Блок ЧПУ может также управлять продольным движением стола, шпиндельной бабкой.
Последовательность работы за станком включает следующие этапы:
- металлоизделие закрепляется;
- настраивается положение абразивного круга;
- запускается вращение изделия, его поступательное горизонтальное движение;
- производится шлифовка со смещением на заданную глубину.
Диапазон настройки оборудования данного типа широк, позволяет выполнять разнообразные виды шлифования.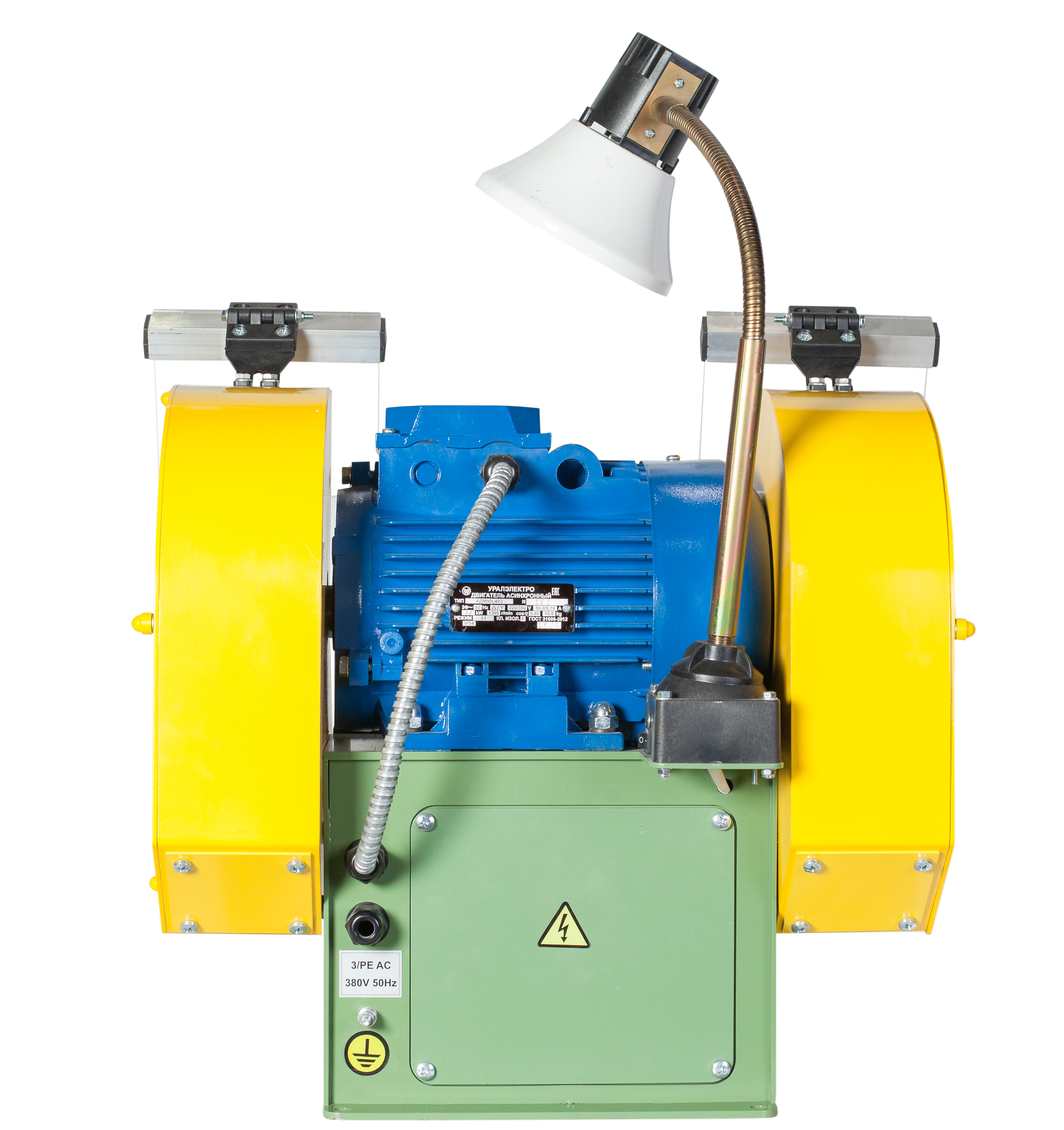
Внутришлифовальный
Станки рассматриваемого типа производят круглую внутреннюю шлифовку цилиндрических и конических заготовок, профильное или совмещенное шлифование внутренней и торцевой поверхностей. Обрабатываются сквозные и глухие отверстия по всей длине, либо на определенных участках. Оборудование используется для серийного, а также мелкосерийного производства.
Модели отличаются по способу крепления заготовки и характеру перемещения абразивного элемента:
- Станки с вращением обрабатываемой заготовки и абразивного круга. Шлифовальный шпиндель осуществляет продольное и поперечное перемещение, а деталь крепится в мембранном патроне — в зажимном устройстве или на башмаках бесцентровым способом.
- Станки с неподвижным креплением изделия. Планетарный ход абразивного устройства включает вращение по оси отверстия синхронно с вращением по своей оси.
Станки второй группы могут иметь один или два шпинделя.
Бесцентрово-шлифовальные
Использование бесцентрово-шлифовальной разновидности станков характерно для массового производства. С их помощью обрабатываются цилиндрические, конические, фасонные поверхности.
Повышение производительности достигается за счет того, что специфика оборудования позволяет выполнять работу на более высокой скорости, помимо этого значительно сокращается вспомогательное время. Деталь располагается между ведущим и шлифовальным кругами, отсутствует ее механическое закрепление.
Применяются два основных вида шлифования:
- С продольной или сквозной подачей гладкой цилиндрической заготовки. Продольное перемещение достигается установкой ведущего круга под углом.
-
По методу врезания с поперечной подачей ступенчатых либо фасонных деталей. Деталь имеет только вращательное движение, а оси кругов параллельны.

Плоскошлифовальные
Станки производят шлифовку плоской поверхности деталей разной формы. Оборудование имеет повышенную прочность, позволяя работать с заготовками большой массы и площади.
Заготовки закрепляются на столе электромагнитными или механическими устройствами. Стол имеет круглую или прямоугольную форму, что определяет выбор подачи:
- Вертикальная. В этом случае выполняется торцевая шлифовка — многопроходная, однопроходная или двусторонняя.
- Горизонтальная. При таком креплении производится периферийное шлифование — глубинное, с врезной или прерывистой подачей.
Ряд моделей позволяет обрабатывать заготовки с фасонной поверхностью, конические формы. Станок может быть оснащен двумя шпинделями для грубой, а затем — тонкой шлифовки. Производятся модели с неавтоматизированным, полуавтоматизированным или автоматизированным управлением.
Хонинговальные
Станки для хонингования или шлифовально-притирочные выполняют высококачественную тонкую обработку с целью придания изделию окончательной формы. Основные конструктивные элементы включают станину, блок вращения шпинделя, устройство крепления детали, механизм управления.
Основные конструктивные элементы включают станину, блок вращения шпинделя, устройство крепления детали, механизм управления.
Виды станков различаются по конструктивным и иным техническим характеристикам:
- расположение шпинделя бывает вертикальным, горизонтальным, наклонным;
- длина шпинделя различна, меняются насадки;
- количество шпинделей варьируется от одного до нескольких для комплексной шлифовки сложного изделия;
- может производиться обработка внешней, внутренней поверхности, обеих одновременно;
- степень автоматизации различна: станки с механическим управлением выполняют малые объемы; полуавтоматические, автоматические и универсальные имеют более высокую скорость хонингования.
Деталь крепится неподвижно, вращательные и поступательные движения совершает шпиндель, на котором установлена хонинговальная головка с абразивными брусками. Их радиальная подача увеличивает диаметр рабочей части.
Система активного контроля замеряет параметры обрабатываемой заготовки. Оборудование предназначено для внешней или внутренней финишной шлифовки отверстий и валов, исправления дефектов, создания микрорельефа.
Шлифовальный станок. Виды и типы. Работа и применение. Выбрать
Шлифовальный станок – это специализированное оборудование, предназначенное для абразивной обработки поверхности материалов. Он применяется для доводки заготовок с плоской, цилиндрической или конусной формой. С его помощью убирается избыточная шероховатость деталей или доводится более точная форма, которую не удалось задать на предыдущих этапах производства. Станки оснащаются шлифовальными материалами, в качестве которых могут выступать абразивные и войлочные круги, а также наждачная бумага.
Как работает шлифовальный станокВне зависимости от устройства станка его работа осуществляется в результате вращения на высокой скорости расходного абразивного материала. При прижатии к нему поверхности заготовки осуществляется стирание последней. Оборудование снимает тонкий слой материала, поэтому в случае необходимости обработки больших объемов требуется затрачивать довольно много времени. Такие установки могут работать практически с любыми материалами. Обычно их применяют для шлифовки металла, дерева, пластмассы и полировки стекла. Гранение драгоценных металлов также осуществляется с помощью данного оборудования.
При прижатии к нему поверхности заготовки осуществляется стирание последней. Оборудование снимает тонкий слой материала, поэтому в случае необходимости обработки больших объемов требуется затрачивать довольно много времени. Такие установки могут работать практически с любыми материалами. Обычно их применяют для шлифовки металла, дерева, пластмассы и полировки стекла. Гранение драгоценных металлов также осуществляется с помощью данного оборудования.
Глубина шлифовки зависит от жесткости материала заготовки, а также применяемого абразива. Чем он крупнее, тем толще слой снимается за один проход. При этом крупнозернистый абразив делает грубую обработку с царапинами. Чем меньше зернистость абразива, тем более гладкой будет обрабатываемая деталь. Чтобы в дальнейшем придать ей глянцевый блеск используются войлочные круги, с нанесенными на их поверхность специализированными пастами.
Если рассматривать наиболее распространенные направления применения данного оборудования, то можно отметить, что оно используется для следующих целей:
- Обдирка черновых заготовок.
- Снижения шероховатости поверхностей.
- Доводки формы деталей под нужный размер.
- Финишной полировки изделий.
- Заточки режущих и колющих инструментов.
Шлифовальный станок является распространенным оборудованием, которое широко используется в различных производственных и ремонтных областях. Без них не обходится даже заточка инструмента, такого как ножи, стамески, сверла, топоры и пр. Было разработано много разновидностей станков, адаптированных под определенные цели применения. В связи с этим можно подобрать идеальную установку, с которой будет действительно удобно выполнять ту или иную задачу.
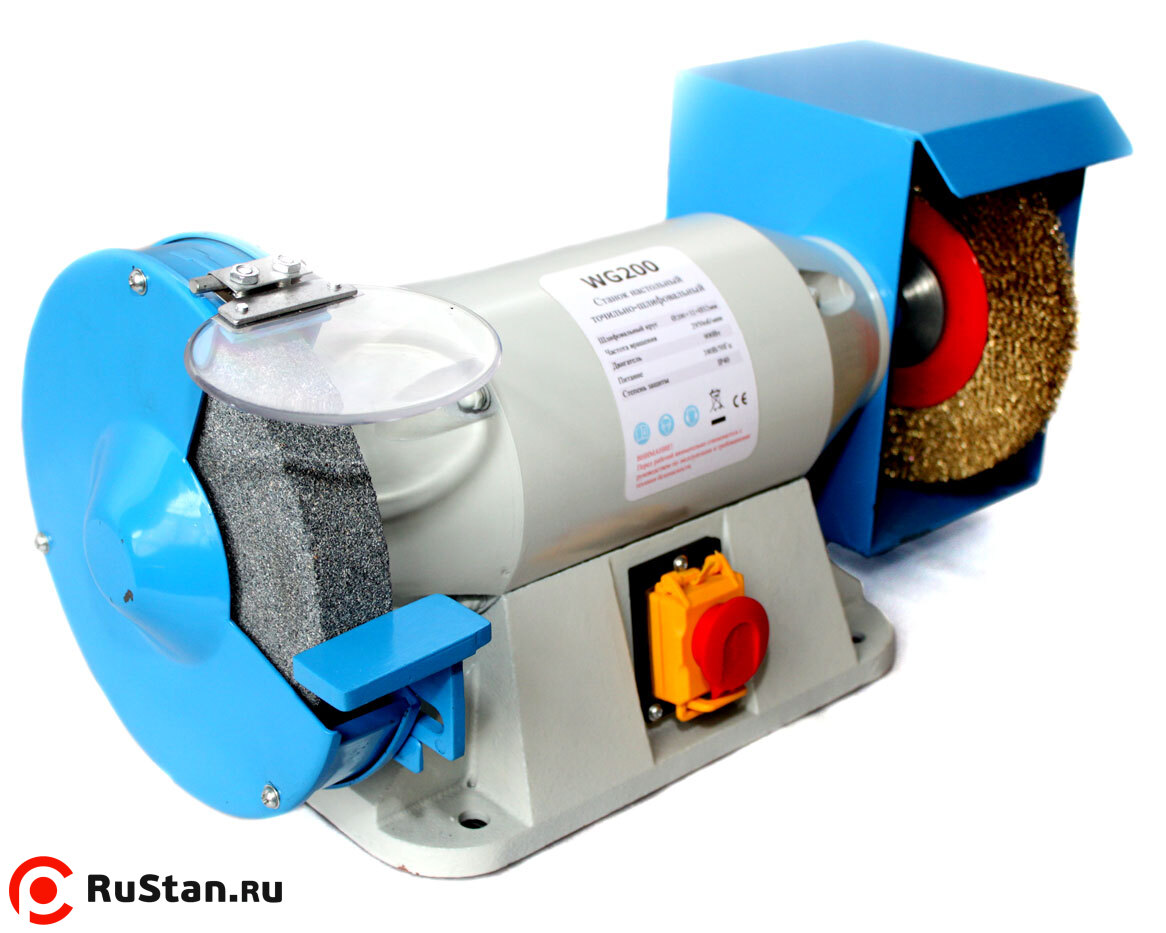
Точильно-шлифовальные станкиПодобное оборудование часто называют точилом. Такой наждак бывает напольным и настольным. Его конструкция состоит из обычного асинхронного электродвигателя, установленного на подставке. С двух сторон на вал мотора насаживаются абразивные круги. Один применяется для заточки, а второй для шлифовки. Важной частью данного оборудования является защитный кожух, который предотвращает подъем искр вверх. Благодаря этому предотвращается травмирование глаз работника. Такие установки являются самыми доступными, поэтому встречаются в мастерских и гаражах практически любого, кто любит мастерить своими руками.
Один применяется для заточки, а второй для шлифовки. Важной частью данного оборудования является защитный кожух, который предотвращает подъем искр вверх. Благодаря этому предотвращается травмирование глаз работника. Такие установки являются самыми доступными, поэтому встречаются в мастерских и гаражах практически любого, кто любит мастерить своими руками.
Подобное оборудование относится к более высокому ценовому сегменту. Оно предназначено для подгонки древесины под требуемые параметры. В частности, конструкция установки рассчитана для работы со столярными щитами. Склеенный из брусков или досок щит пропускается через такой станок, что позволяет выровнять выступающие поверхности, а также убрать вмятины от струбцин, если они образовались. По конструкции такой станок похож на рейсмус, но он обеспечивает более гладкую обработку, поскольку шлифовка проводится благодаря наждачной ленте, а не грубым ножам.
В сердце такой конструкции имеются один или несколько шлифовальных валов, которыми поддерживается прокручивание широкоформатной наждачной бумаги. Данное оборудование применяется для чистовой отделки щитов, которые в дальнейшем будут применяться для создания мебели. Использование калибровочного станка для других целей нецелесообразно, в связи с высокой себестоимостью его расходных материалов. Такие установки отличаются между собой по ширине захвата щитов. Стоит отметить, что чем выше данный показатель, тем дороже расходные материалы для приведения доведения к рабочей готовности.
Данное оборудование применяется для чистовой отделки щитов, которые в дальнейшем будут применяться для создания мебели. Использование калибровочного станка для других целей нецелесообразно, в связи с высокой себестоимостью его расходных материалов. Такие установки отличаются между собой по ширине захвата щитов. Стоит отметить, что чем выше данный показатель, тем дороже расходные материалы для приведения доведения к рабочей готовности.
Шлифовальный станок ленточного типа обычно используется для финишной отделки. Также с его помощью осуществляется довольно качественная заточка инструментов. Такое оборудование обычно используется для обработки древесины, в частности мебельном производстве. Для обеспечения работы таких установок используется абразивная лента разной ширины. Она натягивается между несколькими валами с мягкой поверхностью, один из которых с помощью шестеренчатого механизма или напрямую подключается к электродвигателю.
Подобные установки применяются для окончательной обработки заготовок, устранения на их поверхности заусениц, мелких неровностей и других дефектов. Ленточные станки совместимы с любыми материалами. Стоит отметить, что подобное оборудование отличается высокой производительностью в сравнении с точильными станками. Это обусловлено большой площадью абразивного материала. В результате при снятии материала заготовки меньше осуществляется заполнение пространства между камушками абразивного материала, поэтому слои детали стираются быстрей.
Ленточные станки совместимы с любыми материалами. Стоит отметить, что подобное оборудование отличается высокой производительностью в сравнении с точильными станками. Это обусловлено большой площадью абразивного материала. В результате при снятии материала заготовки меньше осуществляется заполнение пространства между камушками абразивного материала, поэтому слои детали стираются быстрей.
Ленточный шлифовальный станок может использоваться только для шлифовки и непригоден для полировки, поскольку он может оснащаться только наждачной бумагой крупной и средней зернистости. Такое оборудование часто используется для вывода спусков на ножах и реставрации поврежденной режущей кромки. На ленточных станках эта делать намного проще, чем используя установки на абразивных кругах.
КруглошлифовальныйПо своей конструкции напоминает токарный станок. Они применяются для обработки поверхностей конусных или цилиндрических деталей. Это узкоспециализированное оборудование, которое используется на производстве. Его редко можно встретить в мастерских, а тем более в домашних условиях. Это действительно крупное оборудование, позволяющее закрепить деталь в форме вала, который в дальнейшем вращается, в то время как регулируемая часть устройства с абразивным материалом осуществляет шлифовку.
Его редко можно встретить в мастерских, а тем более в домашних условиях. Это действительно крупное оборудование, позволяющее закрепить деталь в форме вала, который в дальнейшем вращается, в то время как регулируемая часть устройства с абразивным материалом осуществляет шлифовку.
Такие установки позволяют работать только с цилиндрическими или фасонными заготовками, поэтому не нашли своего распространение в подавляющем большинстве областей промышленности. Это оборудование можно с легкостью заменить токарным станком. При этом нужно отметить, что все же узкоспециализированные круглошлифовальные станки являются более производительными и удобными, поэтому незаменимы для крупного производства, где важна высокая скорость обработки.
ПлоскошлифовальныйПрименяется для обработки заготовок, которые имеют плоскую поверхность. Особенность такого оборудования заключается в технологии фиксации обрабатываемых деталей. Они закрепляются не с помощью патрона, а благодаря электромагниту. Он притягивает деталь к рабочей поверхности установки, равномерно прижимая ее к абразиву, что минимизирует возможность перекоса, случающегося если удержание проводится вручную.
Он притягивает деталь к рабочей поверхности установки, равномерно прижимая ее к абразиву, что минимизирует возможность перекоса, случающегося если удержание проводится вручную.
Шлифовальный станок внутреннего типа применяется для придания гладкости внутренним поверхностям заготовок, сделанным из металла. При этом сама деталь фиксируется неподвижно, обработка осуществляется регулируемым шпинделем, который вращается, создавая возвратно-поступательное движение. Такое оборудование может оснащаться одним, двумя или тремя шпинделями. Это узкоспециализированные станки, используемые на больших производствах. При работе таким оборудованием возникают проблемы с удалением стружки. В том случае если установка предназначена для обработки стальных поверхностей, она оснащается магнитом, который собирает стружку, предотвращая забивание абразивной поверхности шпинделя.
Критерии выбора станковВажными критериями выбора, на которые необходимо обращать внимание в первую очередь, являются:
- Мощность двигателя.
- Максимально возможная толщина обработки деталей.
- Диапазон точной настройки угла обработки заготовок.
- Внешние габариты.
- Максимально допустимый размер заготовок.

Что касается мощности привода, то чем она выше, тем лучше. При этом нужно учитывать, что избыточная мощность сопровождается неоправданными энергетическими затратами. При частой работе такого оборудования будут образовываться большие счета за потребленное электричество. Что касается максимально возможной толщины обработки заготовок, а также их допустимого размера, то это в первую очередь актуально для тех станков, в которых выставляется зазор. Это калибровочное оборудование и другие подобные системы. В том же случае, если речь идет о точильно-шлифовальном и большинстве ленточных станков, то это неважно, так же как и настройка угла обработки заготовок.
Важным критерием выбора являются внешние габариты. Шлифовальный станок может весить порядка нескольких тонн, поэтому профессиональные станки, которые предназначены для использования на производстве не подойдут для маленькой мастерской или установки в гараже. Для домашнего пользования производители выпускают массу точильно-шлифовального и ленточного оборудования компактных размеров, в которых используются недорогие расходные материалы. Подобные установки имеют достаточный функционал для выполнения бытовых задач.
Для домашнего пользования производители выпускают массу точильно-шлифовального и ленточного оборудования компактных размеров, в которых используются недорогие расходные материалы. Подобные установки имеют достаточный функционал для выполнения бытовых задач.
Похожие темы:
Станки токарные обдирочные – Энциклопедия по машиностроению XXL
При обдирочных работах наивысшую производительность и наименьшую себестоимость обеспечивает работа на токарных и карусельных станках твердосплавным инструментом. Далее могут рекомендоваться для обдирочных резцовых работ крупные расточные и продольно-строгальные станки. При обдирочных работах надо стремиться за счет одновременной работы несколькими суппортами или многорезцовыми державками повышать производительность труда. При больших глубинах резания не рекомендуется фрезерование.Бабки задние токарно-обдирочных станков быстроходных с пружинным поджимом 9 — 266 [c.
 16]
16]Обработка круговых кромок обечайки под сварку > Механическое Токарный обдирочный станок [c.518]
Механическая обработка кромок в современном котельном производстве применяется только машинная при помощи кромкострогальных станков для листов, продольно-строгальных станков — для корыт, токарных обдирочных станков — для обечаек и токарных карусельных станков — для днищ и фланцев. [c.530]
Станки токарной группы характеризуют а) по размерам — настольные, мелкие, средние, крупные и тяжёлые б) по степени точности обработки — черновые, нормальные, повышенной точности и прецизионные в) по степени чистоты обработки — обдирочные, нормальные, чистовые и отделочные г) по скоростной характеристике — нормальные и быстроходные д) по принципу установки и ввода инструментов в работу — простые и револьверные е) по количеству одновременно действующих резцов при обработке одной заготовки — однорезцовые и многорезцовые
[c.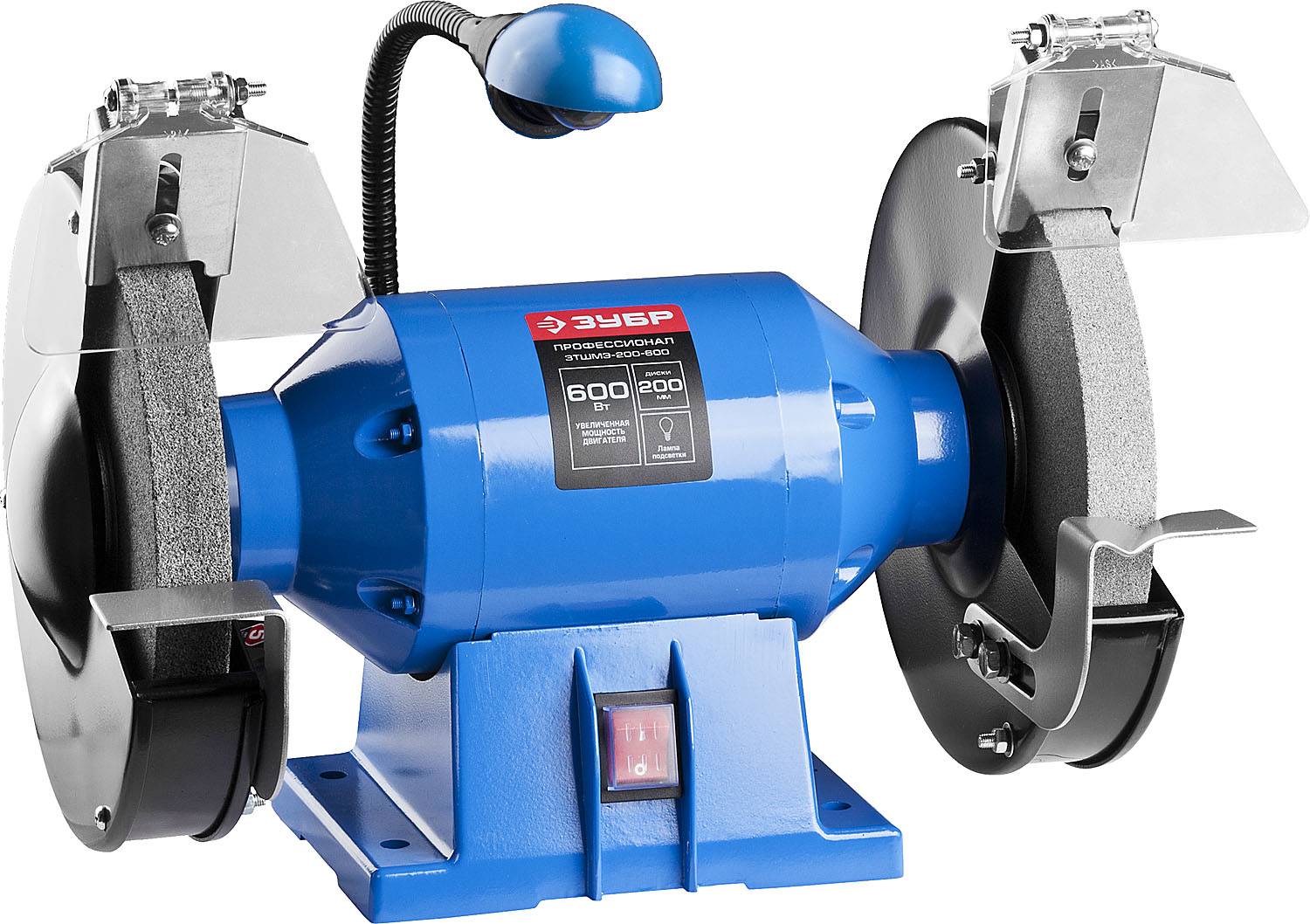 245]
245]
Обечайки Токарно – обдирочные или токарно-карусельные станки – Без ограничений - [c.117]
На рис. 276 приведена технологическая планировка участка обработки валов в механическом цехе завода тяжелого машиностроения. Как видно из схемы, в начале участка установлены токарно-обдирочные и токарновинторезные станки, а в конце — круглошлифовальный и горизонтально-расточной станки, завершающие обработку.
Работы, выполняемые на токарных станках. Токарные станки являются наиболее универсальными из всех видов металлорежущего оборудования. На них можно производить самые разнообразные работы обтачивать и растачивать цилиндрические, конические и фасонные поверхности вращения, подрезать торцы и соответственно обрабатывать плоскости, прорезать канавки различного профиля, производить отрезание, нарезать резцом крепежные и ходовые резьбы любого профиля. Кроме того, на токарных станках с помощью инструментов, устанавливаемых в пиноли задней бабки, можно производить сверление, зенкерование, зенкование и развертывание отверстий, расположенных соосно со шпинделем станка, а также нарезать внутренние и наружные крепежные резьбы с помощью метчиков и плашек. Экономическая точность и чистота обработки, достигаемые на токарных станках, следующие при обдирочной работе — 5-й класс точности и 2—3-й класс чистоты поверхности, при чистовой обработке — 4-й класс точности и 4—6-й класс чистоты поверхности, при тонкой обработке — до 3—2-го класса точности и до 7—8-го класса чистоты поверхности.
[c.381]
Экономическая точность и чистота обработки, достигаемые на токарных станках, следующие при обдирочной работе — 5-й класс точности и 2—3-й класс чистоты поверхности, при чистовой обработке — 4-й класс точности и 4—6-й класс чистоты поверхности, при тонкой обработке — до 3—2-го класса точности и до 7—8-го класса чистоты поверхности.
[c.381]
На крупных токарно-обдирочных станках тяжелая стружка, падая на направляющие, создает на станине мелкие забоины и царапины, которые могут служить в дальнейшем исходным очагом задира. В этом случае для предохранения направляющих устанавливают металлическую коробку для сбора падающей стружки. Во избежание повреждения направляющих тяжелыми коробками, к их дну снизу прикрепляют медные или деревянные рейки. При обточке тяжелых валков поперек направляющих кладут деревянные брусья, предохраняющие станину от возможного удара при падении валка во время его установки или снятия со станка.
 [c.200]
[c.200]Основное оборудование — станки токарные, сверлильные, поперечно-строгальные, болторезные, плита разметочная. наждачное точило, передвижной обдирочный шлифовальный станок с гибким валом, пневматические молоты, нагревательные печи, стыковая сварочная машина, плиты правйльные, электросварочные трансформаторы, стенд для сборки автосцепки, пресс пневматический для сжатия фрикционных аппаратов, пресс для испытания упряжи, триангелей и тормозных тяг. пресс-ножницы, кондукторы разного назначения (комплектовка триангелей и др.), консольные краны с пневматическими подъёмниками грузоподъёмностью 0,5 т, консольно-поворотные краны грузоподъёмностью 0,5 т, тельферы грузоподъёмностью 0,5 т. [c.431]
Основное оборудование — станки токарно-винторезные, горизонтальнорасточные, продольно строгальные, поперечно-строгальные, универсально фрезерные, вертикально-фрезерные, зубофрезерные, долбёжные, вертикально-сверлильные, радиальносверлильные, кругло шлифовальные, обдирочно-шлифовальные переносные, вертикальносверлильные настольные, ножницы ручные, станок для гибки и отрезки труб, электросварочные машины, мостовой кран грузоподъёмностью 5 т. [c.438]
[c.438]
Обдирочное шлифование поверхностей производят торцом сборного сегментного шлифовального круга со снятием припуска до 4. .. 5 мм. Торцовые поверхности корпусов, имеющих конфигурацию тел вращения, протачивают на токарно-карусельных станках или на расточных станках с применением головок с подрезными пластинами или цековок. [c.178]
Приведенные нормативы показывают, что при обдирочных ра- ботах одним суппортом наивысшая производительность достигается при работе на токарных и карусельных станках. На расточных станках она значительно ниже в связи с их меньшей жесткостью. При работе на продольно-строгальных станках, даже учитывая ускоренный обратный холостой ход и применение твердосплавного инструмента, производительность ниже в среднем на 30%. [c.86]
Быстроходные станки. Предпочтительно приме нять консольное расположение шкивов вследствие более удобной смены ремня. Конструкция а широко применяется в станках шлифовальных, алмазно-расточных, быстроходных токарных с небольшим диапазоном регулирования и др. При постановке шкива большого диаметра может применяться для обдирочных станков. Конструкция б целесообразна только при особо высоких требованиях к чистоте поверхности обработки и при пониженных качествах ремня. Конструкция а не рекомендуется и может быть допущена только при плоских ремнях. Конструкция г широко применяется в быстроходных универсальных станках вследствие возможности плавного вращения, при высоких числах оборотов и передачи больших моментов при малых. В некоторых новых моделях шпиндель выполняется разгружённый не только от натяжения ремня, но и от усилий на зубьях шестерни
[c.193]
При постановке шкива большого диаметра может применяться для обдирочных станков. Конструкция б целесообразна только при особо высоких требованиях к чистоте поверхности обработки и при пониженных качествах ремня. Конструкция а не рекомендуется и может быть допущена только при плоских ремнях. Конструкция г широко применяется в быстроходных универсальных станках вследствие возможности плавного вращения, при высоких числах оборотов и передачи больших моментов при малых. В некоторых новых моделях шпиндель выполняется разгружённый не только от натяжения ремня, но и от усилий на зубьях шестерни
[c.193]
При работе на токарном станке в поперечных стенках коробки подач возникают напряжения от радиальных усилий в зубчатых передачах. Расчеты, подтвержденные экспериментами, показали, что даже при грубых обдирочных операциях напряжения в поперечных стенках не превышают 30—50 кг/см , что вполне допустимо для пластмасс, в том числе и литьевой композиции на основе
[c. 223]
223]
Обработка резцами производится на токарных, револьверных, расточных, карусельных, строгальных,долбежных станках. Резцы различаются по виду обработки — проходные, подрезные, отрезные, прорезные, расточные, галтельные, резьбовые и фасонные по характеру обработки — обдирочные (черновые), чистовые из первой группы выделяются резцы для силового точения из второй — для тонкого точения по направлению подачи относительно обрабатываемой летали в плоскости X0Z (фиг. 1) — на радиальные и тангенциальные и в плоскости XOY — правые и левые по конструкции головки — прямые, отогнутые, изогнутые, оттянутые, по виду режущего материала— твердосплавные, минералокерамические, быстрорежущие, из легированной, углеродистой стали по способу изготовления — цельные с головкой, сделанной заодно целое со стержнем, и составные, с приваренной пластиной, с установленной пластиной. [c.18]
По мере механизации заготовительных процессов и снижения припусков на обработку на заводах и в цехах, занятых механической обработкой деталей, растет доля станков для конечных операций и уменьшается доля станков, занятых на обдирочных работах.
 Снижается удельный вес токарных, строгальных, долбежных станков растет парк шлифовальных и полировальных станков, и соответственно увеличивается численность рабочих на этих операциях (табл. 31).
[c.153]
Снижается удельный вес токарных, строгальных, долбежных станков растет парк шлифовальных и полировальных станков, и соответственно увеличивается численность рабочих на этих операциях (табл. 31).
[c.153]Так же, как и крупные токарные станки, уникальные карусельные станки не разделяются на обдирочные и чистовые. [c.70]
У цельнокованых цилиндров с прошитыми отверстиями перед обдирочной токарной операцией производится растачивание выточек под установку центровых пробок и фрезерование бахромы на торцах для создания возможности крепления цилиндра кулачками при обтачивании (см. рис. 151). Выполняется эта операция, как правило, на расточных станках, при этом обеспечивается расточка по 3 или 4-му классу точности. [c.271]
Работа ведется в большинстве случаев быстрорежущими резцами марки Р18, иногда применяют и твердосплавный инструмент. Выбор инструмента определяется в зависимости от технических возможностей станка и характера обрабатываемой детали. При обдирочных работах на крупных токарных станках используются крупные сечения резцов. Сечения державок резцов для некоторых станков достигают 100 X 100 мм. Смена и переточка таких резцов из-за большого веса крайне затруднена. В целях устранения таких недостатков создана конструкция резцов с клиновым креплением сменного вкладыша, которая получила широкое распространение на заводах тяжелого машиностроения.
[c.290]
При обдирочных работах на крупных токарных станках используются крупные сечения резцов. Сечения державок резцов для некоторых станков достигают 100 X 100 мм. Смена и переточка таких резцов из-за большого веса крайне затруднена. В целях устранения таких недостатков создана конструкция резцов с клиновым креплением сменного вкладыша, которая получила широкое распространение на заводах тяжелого машиностроения.
[c.290]
Как при обдирочной, так и при чистовой токарной операциях перед установкой тяжелых деталей типа цилиндров, плунжеров и колонн на направляющие станка укладываются деревянные брусья в нескольких местах с зазором не более 150 мм от образующей наружного диаметра. Эта мера предосторожности гарантирует в некоторой степени от поломки направляющих станка в случае падения детали. [c.291]
Токарно-винторезные, обдирочные и затыловочные станки с высотой центров в мм [c.38]
В закрытой секции производятся все виды технического обслуживания автопогрузчиков. Навес используется для временного хранения машин. В подсобных помещениях установлены компрессорная стационарная установка, передвижная моечная ванна, токарно-винторезный, сверлильный и обдирочно-точильный станки, слесарные верстаки, насосная или моечная установка, шкафы для хранения спецодежды и слесарного инструмента. Имеются бытовые и служебные помещения. Для наружной мойки автопогрузчиков рядом с гаражом устраивают площадку размером 8—12 м с твердым покрытием, уклоном и отводной канавой для стока воды.
[c.147]
Навес используется для временного хранения машин. В подсобных помещениях установлены компрессорная стационарная установка, передвижная моечная ванна, токарно-винторезный, сверлильный и обдирочно-точильный станки, слесарные верстаки, насосная или моечная установка, шкафы для хранения спецодежды и слесарного инструмента. Имеются бытовые и служебные помещения. Для наружной мойки автопогрузчиков рядом с гаражом устраивают площадку размером 8—12 м с твердым покрытием, уклоном и отводной канавой для стока воды.
[c.147]
Горизонтально- или верти-ка льно-фрезерный станок, многоместное приспособление. Токарный станок. Обдирочно-шлифовальный станок [c.844]
Нарезание резьбы (рис. 104, г) также является весьма распространенной операцией. На современных токарных станках можно нарезать метрические, дюймовые и другие резьбы, а также многозахоДные резьбы разных профилей (подробно см. 67). Токарная обработка состоит из черно-Рис. 104. вых (обдирочных) и чистовых операций. [c.198]
[c.198]
Станки токарные обдирочные 858. Станки токарные револьверные 858. Станнирование 44. [c.491]
Токарные обдирочные станки для обработки круговых кромок обечайки применяются специальные (типа токарных лобовых), у которых обечайка устанавливается неподвижно в люнетах, а вращаются су порты, укреплённые в планшайбе. Подобные станки Wagner для обечаек наружным диаметром 700 -2500 мм с толщиной стенки до 70 мм имеют следующую характеристику высота центров—1700 жж диаметр главного шпинделя—400 мм диаметр [c.530]
Подъёмно-транспортные работы иа складочных местах у станков и рабочих мест газовой резки в заготовительном отделении подача металла и крупных деталей к кромкострогальным, токарно-карусельным и токарно-обдирочным станкам, листогибочным прессам, к от-бортовочным иотфланцовочным машинам, к нагревательным печам удаление обработанных деталей и металла от указанных станков и машин на складочные места и от печей к машинам и прессам
[c. 121]
121]
Повышение уровня специализации машиностроительных и металлообрабатывающих заводов, развитие технологической специализации, позволяющей за счет применения совершенного литейного и кузнечно-прессового оборудования существенно снизить припуски на обработку, осуществление мер по повышению качества машин — все это приведет к увеличению удельного веса шлифовальных и полировальных станков и автоматов (включая заточные для инструмента), токарных автоматов и полуавтоматов, протяжных, резьбонарезных и гайконарезных, электроэрозион-ных и ультразвуковых станков. В то же время на заводах должен снизиться удельный вес менее эффективных для современного машиностроительного производства металлорежущих станков — токарных, фрезерных, обдирочно-шлифовальных, точильных и т. д. [c.121]
В нормальных производственных условиях при обработке валоз на станках токарного типа качество поверхности может быть обеспечено в пределах 6—7 класса. Средняя экономическая точностг> обработки наружных поверхностей вращения на токарных станках не превышает 3—4 класса точности, причем при обдирочных работах обработка обычно соответствует одному из первых трех классов чистоты и пятому классу точности.![]() При чистовой обработке может быть получена чистота поверхности, соответствующая 4—6, в некоторых случаях 7 классу чистоты и 4 классу точности, а в отдельных случаях 2—3 классу точности.
[c.92]
При чистовой обработке может быть получена чистота поверхности, соответствующая 4—6, в некоторых случаях 7 классу чистоты и 4 классу точности, а в отдельных случаях 2—3 классу точности.
[c.92]
Выбор метода черновой обработки плоскости основания станины зависит от ее контура, величины припуска и серийности. Обработку основания станины токарных станков можно осуществлять строганием, фрезерованием и об дирочным шлифованием. Обдирочное шлифование [c.401]
То же при тяжелом режиме работы — штамповочные и экс центриковые прессы, автоматы, револьверные, обдирочные зубофрезерные, а также крупные токарные, строгальные, фре зерные, карусельные, расточные станки. …….. [c.250]
Фиг. 9. Планировка цеха металлоконструкций завода тяжёлого машиностроения на годовой выпуск 18 000 т /, 2—гильотинные ножницы а—листоправильные вальцы 4-углоправйльный пресс 5—кулачковый горизонтально-правильный пресс 6-комбинированные ножницы 7-угловые ножницы 4—пила для холодной резки металла 9—комбинира-аанные ножницы /О—автомат для газовой резки 11, 12, 13, /4-радиально-сверлильные станки IS, 16, /7, /. —дыропробивные прессы /9—комбинированные нОжкицы 20, 2/—кромкострогальные станки (/=9 и 12 м), 22, 23—попе речно-строгальные станки 24—продольно-строгальный станок 25, 26—листогибочные вальцы 27—станок для гибки про фильного металла 28—молот Беше 29—фрикционный пресс SO, Ji—гибочные плиты 52, токарные станки 34—поперечно-строгальный станок 36—вертикально-сверлильные станки 37—заточные станки для свёрл 33—плоскошлифовальный станок ручной 39—вертикально-рихтовальные прессы, 40, 4/, 42. 43, 44, 45—наждачно-обдирочные станки 46—разметочная плита 2X5 л 47— вентилятор 48, 49—горны Л)—ванны закалочные. —дыропробивные прессы /9—комбинированные нОжкицы 20, 2/—кромкострогальные станки (/=9 и 12 м), 22, 23—попе речно-строгальные станки 24—продольно-строгальный станок 25, 26—листогибочные вальцы 27—станок для гибки про фильного металла 28—молот Беше 29—фрикционный пресс SO, Ji—гибочные плиты 52, токарные станки 34—поперечно-строгальный станок 36—вертикально-сверлильные станки 37—заточные станки для свёрл 33—плоскошлифовальный станок ручной 39—вертикально-рихтовальные прессы, 40, 4/, 42. 43, 44, 45—наждачно-обдирочные станки 46—разметочная плита 2X5 л 47— вентилятор 48, 49—горны Л)—ванны закалочные.
|
 Токарный станок
[c.540]
Токарный станок
[c.540]В связи с непрерывным уменьшением припусков и повышением требований к чистоте и точности обработки в металлообра-батываюш,ем оборудовании машиностроительных заводов увели-чивается доля оборудования, занятого на конечных, доводочных операциях, и уменьшается доля оборудования на начальных, обдирочных и черновых операциях. Уменьшается доля токарных, строгальных и фрезерных станков увеличивается доля шлифовальных станков. Появляется принципиально новое оборудование для алмазной, электроискровой, ультразвуковой обработок. [c.22]
Токарные станки крупных размеров в тяжелом машиностроении сравнительно редко делятся на обдирочные и чистовые. В большинстве случаев они используются и для черновых, и для чистовых операций. Станки обладают значительной грузоподъемностью. Так, станки мод. I682A и 1683 допускают обработку заготовок весом до 170 т, могут развивать крутящий момент до 76 ООО кГм и имеют приводную мощность 200 тт. [c.67]
[c.67]
Специальный токарный станок КЖ-1627 1600 12500 0,5…63 100 21,70×3,31×2,45 110 Предназначен для обдирочных работ (обточка наружных поверхностей заготовок из чугуна резцами быстрорежущими и оснащенными твердосплавными пластинками. Установка специального приспособления обеспечивает обработку сложного профиля электрокопированием) [c.59]
Каждый тип инструмента может иметь различную схему распределения нагрузки. Допустим, намечено изготовить резьбу па валике па токарном станке. Материал впадины можно срезать различными способами. На рис. 123, а и б показано резание при углублении резца перпендикулярно к оси и вдоль одной стороны профиля резьбы. Каждый из указанных способов резания имеет свои преимущества и недостатки, и конструктор должен уметь выбрать наиболее выгодный вариант. Инструментами, предназначенными для обдирочных работ, важно срезать как можно больше материала при наименьших силах и затратах энергии, Мнсгрумен-том, предназначенны,м для чистовой обработки, важно обеспечить требуе. мый класс шероховатости и точность изготовления детали.
[c.132]
мый класс шероховатости и точность изготовления детали.
[c.132]
У нас производится несколько моделей высокопроизводитель-ных ротационных токарных полуавтоматов, которые отличаются по количеству шпинделей (6—8), по диаметру обрабатываемых изделий (до максимального диаметра 800 мм), по мошно-сти привода (до 150 кет). Они предназначаются для обработки изделий в патроне или в центрах. Некоторые из них имеют автоматическую загрузку и разгрузку обрабатываемых деталей. На этих станках производятся как обдирочные, так и чистовые операции. [c.412]
Всякий режущий инструмент должен обеспечивать получение необходимых размеров, формы детали, требуемое качество обработанной поверхности, а также стойкость, прочность, жесткость и т. д. Какой бы мы ни взяли режущий инструмент, будь то развертка, фреза, протяжка, резец или сверло, каждый из них должен срезать с заготовки слой материала определенной толпщны. Величина срезаемого слоя может быть различной. Обдирочный резец на крупном токарном станке срезает слой более 25 мм, алмазный резец 0,05 — 0,2 мм, развертка при развертывании небольшого отвфстия 0,1—0,15 мм. Точность размера и шероховатость поверхности обрабатываемых детале также очень различны сверлом просверливают отверстие диаметром 50 мм с допуском около 1,5 мм протяжкой обрабатывают отверстие с допуском до 0,01 мм после обработки обдирочным резцом тюверхность очень грубая после обточки, например, алмазным резцом получается высококачественная поверхность с шероховатостью, не превышающей Ка = 0,32- -0,16 мкм.
[c.6]
Обдирочный резец на крупном токарном станке срезает слой более 25 мм, алмазный резец 0,05 — 0,2 мм, развертка при развертывании небольшого отвфстия 0,1—0,15 мм. Точность размера и шероховатость поверхности обрабатываемых детале также очень различны сверлом просверливают отверстие диаметром 50 мм с допуском около 1,5 мм протяжкой обрабатывают отверстие с допуском до 0,01 мм после обработки обдирочным резцом тюверхность очень грубая после обточки, например, алмазным резцом получается высококачественная поверхность с шероховатостью, не превышающей Ка = 0,32- -0,16 мкм.
[c.6]
Станок обдирочный СОМ -21 МА (код: 3210)
Станок обдирочный СОМ -21 МА (код: 3210)
Размер: 1210x850x1200
Предназначен для чистовой обдирки заготовок круглых бриллиантов алмазным кругом в полуавтоматическом или ручном режиме. Алмазная заготовка закрепляется в оправке (код 3016, 3018 или 3020) и поджимается оправкой (код 3017 или 3019)Наличие плавной регулировки частоты вращения заготовки позволяет,также,производить обдирку заготовок фантазийных форм с использованием сменного патрона (код ), контрольного увеличительного зеркала (код ) и приспособления для сопряжения
дуг (код ). Полуфабрикаты под фантазийные формы наклеиваются на торце оправки (код 3021, 3022 или 3031).При работе станка в составе комплекса,содержащего станки для черновой обдирки,в которых полуфабрикат приклеивается на оправке (код ), наиболее эффективно использование унифицированного патрона (код )под оправки (код ), позволяющее, в ряде случаев, вести черновую и чистовую обдирку без переклеивания заготовки.
Полуфабрикаты под фантазийные формы наклеиваются на торце оправки (код 3021, 3022 или 3031).При работе станка в составе комплекса,содержащего станки для черновой обдирки,в которых полуфабрикат приклеивается на оправке (код ), наиболее эффективно использование унифицированного патрона (код )под оправки (код ), позволяющее, в ряде случаев, вести черновую и чистовую обдирку без переклеивания заготовки.
Основные технические характеристики:
1. Габаритные размеры станка, мм .
2. Масса станка, кг 350.
3. Диаметры алмазных заготовок, обрабатываемые на стан-
ке, мм
наименьший 2,
наибольший 20.
4. Частота вращения шпинделя левой бабки изделия (плав-
но регулируемая), об./мин 600…3300.
5. Частота вращения шпинделя бабки шлифовального круга,
об./мин 110.
6. Частота двойных ходов осцилляции бабки шлифовального круга регулируемая.
7. Величина хода осцилляции бабки шлифовального круга регулируемая.
8. Скорость автоматической подачи баб-
ки шлифовального круга регулируемая.
10. Величина подачи, мкм – от 10,0
Источник питания:
– напряжение, В 380
– частота, Гц 50
Потребляемая мощность, кВт 0,7
%d0%be%d0%b1%d0%b4%d0%b8%d1%80%d0%be%d1%87%d0%bd%d1%8b%d0%b9%20%d1%81%d1%82%d0%b0%d0%bd%d0%be%d0%ba — с русского на все языки
Все языкиАбхазскийАдыгейскийАфрикаансАйнский языкАканАлтайскийАрагонскийАрабскийАстурийскийАймараАзербайджанскийБашкирскийБагобоБелорусскийБолгарскийТибетскийБурятскийКаталанскийЧеченскийШорскийЧерокиШайенскогоКриЧешскийКрымскотатарскийЦерковнославянский (Старославянский)ЧувашскийВаллийскийДатскийНемецкийДолганскийГреческийАнглийскийЭсперантоИспанскийЭстонскийБаскскийЭвенкийскийПерсидскийФинскийФарерскийФранцузскийИрландскийГэльскийГуараниКлингонскийЭльзасскийИвритХиндиХорватскийВерхнелужицкийГаитянскийВенгерскийАрмянскийИндонезийскийИнупиакИнгушскийИсландскийИтальянскийЯпонскийГрузинскийКарачаевскийЧеркесскийКазахскийКхмерскийКорейскийКумыкскийКурдскийКомиКиргизскийЛатинскийЛюксембургскийСефардскийЛингалаЛитовскийЛатышскийМаньчжурскийМикенскийМокшанскийМаориМарийскийМакедонскийКомиМонгольскийМалайскийМайяЭрзянскийНидерландскийНорвежскийНауатльОрокскийНогайскийОсетинскийОсманскийПенджабскийПалиПольскийПапьяментоДревнерусский языкПортугальскийКечуаКвеньяРумынский, МолдавскийАрумынскийРусскийСанскритСеверносаамскийЯкутскийСловацкийСловенскийАлбанскийСербскийШведскийСуахилиШумерскийСилезскийТофаларскийТаджикскийТайскийТуркменскийТагальскийТурецкийТатарскийТувинскийТвиУдмурдскийУйгурскийУкраинскийУрдуУрумскийУзбекскийВьетнамскийВепсскийВарайскийЮпийскийИдишЙорубаКитайский
Все языкиАнглийскийНемецкийНорвежскийКитайскийИвритФранцузскийУкраинскийИтальянскийПортугальскийВенгерскийТурецкийПольскийДатскийЛатинскийИспанскийСловенскийГреческийЛатышскийФинскийПерсидскийНидерландскийШведскийЯпонскийЭстонскийТаджикскийАрабскийКазахскийТатарскийЧеченскийКарачаевскийСловацкийБелорусскийЧешскийАрмянскийАзербайджанскийУзбекскийШорскийРусскийЭсперантоКрымскотатарскийСуахилиЛитовскийТайскийОсетинскийАдыгейскийЯкутскийАйнский языкЦерковнославянский (Старославянский)ИсландскийИндонезийскийАварскийМонгольскийИдишИнгушскийЭрзянскийКорейскийИжорскийМарийскийМокшанскийУдмурдскийВодскийВепсскийАлтайскийЧувашскийКумыкскийТуркменскийУйгурскийУрумскийЭвенкийскийБашкирскийБаскский
Пневматический и автоматический станок для черновой обработки обуви
Если вы занимаетесь обувным бизнесом и хотите повысить производительность своего бизнеса, не ищите ничего, кроме невероятной коллекции высококачественных, эффективных и современных комплектов станка для черновой обработки обуви на Alibaba. com. Широкий спектр этих стандартизированных машин, отвечающих вашим потребностям в производстве коммерческой обуви, оснащен самыми передовыми и модернизированными технологиями, обеспечивающими превосходную производительность и бескомпромиссный срок службы.Эти машины для черновой обработки обуви экономичны и могут оказывать несколько услуг на одном станке. Ведущие и проверенные оптовики и производители на сайте предлагают эти товары по сниженным ценам и по выгодным ценам.
com. Широкий спектр этих стандартизированных машин, отвечающих вашим потребностям в производстве коммерческой обуви, оснащен самыми передовыми и модернизированными технологиями, обеспечивающими превосходную производительность и бескомпромиссный срок службы.Эти машины для черновой обработки обуви экономичны и могут оказывать несколько услуг на одном станке. Ведущие и проверенные оптовики и производители на сайте предлагают эти товары по сниженным ценам и по выгодным ценам. При покупке дорогостоящего станка для черновой обработки обуви на сайте вам не нужно беспокоиться о качестве, поскольку проверенные производители продукции продают эти станки с гарантиями качества и сертификатами различных регулирующих органов.Эти машины также являются экологически чистыми и энергоэффективными, что позволяет вам сэкономить деньги в долгосрочной перспективе. Различные комплекты этих машин доступны во всех типах полуавтоматических и автоматических версий, так что вы можете выбирать в зависимости от ваших требований.
Независимо от того, хотите ли вы использовать черновой станок для черновой обработки колодок в коммерческих или любых других целях, эти станки могут с одинаковой эффективностью выполнять все ваши задачи. Оснащенные усовершенствованной гидравликой и функциями автоматического прессования, эти машины могут искусно изготовить подошву вашей обуви с использованием прочного клея и долговечного качества.Эти машины также могут использоваться для других целей, таких как резка, склейка и ламинирование.
Ознакомьтесь с множеством опций серии для черновой обработки колодок на сайте Alibaba.com и получите эти продукты в рамках своего бюджета и требований. На этих машинах можно изготавливать любую обувь, даже индивидуальную. Эти машины также поставляются с послепродажным обслуживанием, таким как установка, обучение и обслуживание.
Пневматический и автоматический черновой станок
Если вы занимаетесь обувным бизнесом и хотите повысить производительность своего бизнеса, не ищите ничего, кроме невероятной коллекции высококачественных, эффективных и передовых комплектов чернового станка на Alibaba. com. Широкий спектр этих стандартизированных машин, отвечающих вашим потребностям в производстве коммерческой обуви, оснащен самыми передовыми и модернизированными технологиями, обеспечивающими превосходную производительность и бескомпромиссный срок службы. Черновой станок экономичен и может оказывать несколько услуг на одном станке. Ведущие и проверенные оптовики и производители на сайте предлагают эти товары по сниженным ценам и по выгодным ценам.
com. Широкий спектр этих стандартизированных машин, отвечающих вашим потребностям в производстве коммерческой обуви, оснащен самыми передовыми и модернизированными технологиями, обеспечивающими превосходную производительность и бескомпромиссный срок службы. Черновой станок экономичен и может оказывать несколько услуг на одном станке. Ведущие и проверенные оптовики и производители на сайте предлагают эти товары по сниженным ценам и по выгодным ценам. При покупке высококачественного чернового станка на сайте вам не нужно беспокоиться о качестве, поскольку проверенные производители продукции продают эти станки с гарантиями качества и сертификатами различных регулирующих органов.Эти машины также являются экологически чистыми и энергоэффективными, что позволяет вам сэкономить деньги в долгосрочной перспективе. Различные комплекты этих машин доступны во всех типах полуавтоматических и автоматических версий, так что вы можете выбирать в зависимости от ваших требований.
Независимо от того, хотите ли вы использовать черновой станок в коммерческих или любых других целях, эти станки могут с одинаковой эффективностью служить всем вашим целям. Оснащенные усовершенствованной гидравликой и функциями автоматического прессования, эти машины могут искусно изготовить подошву вашей обуви с использованием прочного клея и долговечного качества.Эти машины также могут использоваться для других целей, таких как резка, склейка и ламинирование.
Ознакомьтесь с множеством вариантов чернового станка серии на сайте Alibaba.com и получите эти продукты в рамках своего бюджета и требований. На этих машинах можно изготавливать любую обувь, даже индивидуальную. Эти машины также поставляются с послепродажным обслуживанием, таким как установка, обучение и обслуживание.
Черновой станок | Эрхардт + Лаймер
Промышленность selectТекстиль / ковры / флисовая промышленностьГрафическая промышленностьПромышленность пластмассПроизводство бумагиПромышленность шинПромышленность гофрокартонаГигиеническая промышленностьАккумуляторная промышленностьДругие отрасли
Машина selectAssembly machineBag делает machineBlown экструзионной пленок lineCalenderCarpet Печать MachineCellulose drierCoating машина TextileCoating машина BatteryCoating машину Plastics IndustryCoating systemCorrugatorDiaper machinesDigital печатной машина TextileDigital печатную машину графического industryDyeing systemFabric каландр lineFabric drierFabric инспекции machineFeminine гигиена machinesFlat экструзия systemFlexo печатную машину CIInfeed и Выход systemsLabel печати machineLabelling machineLaminating LineMercerizing MachineNonewoven производство linePackaging глубокой печать печать Печатная машина Rnsfer Машина для производства тубСтиральная машинаМашина для влажных салфеток
Заявление select100% Контрольные системы СистемыTenter Guider СистемыСистемы правки текстиляСистемы веб-очистки Системы гофрированного веб-направленияСистемы веб-направляющих и разбрасыванияСистемы измерения натяжения и контроля натяжения полотнаСистемы просмотра веб-страницСистемы управления шириной веб-направляющие системы
Искать продукты Искать товары
Что такое черновая обработка? | Перспективы рынка
Относится к продуктам, полученным путем простой обработки или первичной обработки сырья. В машиностроении продукты грубой обработки обычно относятся к продуктам, которые эффективно удаляют большую часть оставшегося количества и служат эталоном для последующей обработки.
В машиностроении продукты грубой обработки обычно относятся к продуктам, которые эффективно удаляют большую часть оставшегося количества и служат эталоном для последующей обработки.
Процесс ЧПУ можно просто разделить на черновую и чистовую обработку, причем черновая обработка с ЧПУ предназначена для придания материалу грубой формы, а чистовая обработка – для придания материалу точной формы. При черновой обработке сначала удаляются лишние детали, а на втором этапе чистовой обработки следует прецизионная обработка.
Понять, что такое черновая обработка?
Необработанные продукты – это продукты, полученные путем простой обработки или первичной обработки сырья. Как правило, их готовят для получистовой обработки и чистовой обработки, что удобно для того, чтобы последующий процесс обработки был быстрее и удобнее. Необработанные изделия имеют низкую точность обработки, низкое качество поверхности и другие характеристики.
Черновая обработка не предъявляет высоких требований к качеству поверхности после обработки.В основном это подготовка к получистовой обработке и чистовой отделке. Поскольку припуск на черновую обработку велик, скорость обработки высока, а выделяемое при механической обработке тепло также велико, поэтому требования к инструменту обработки относительно высоки. Обычно в качестве инструментальных материалов используются сплавы с высокой твердостью. В то же время необходимо принять меры по термообработке во время черновой обработки и, если необходимо, ручное охлаждение инструмента, например охлаждение в масляной ванне и воздушное охлаждение, чтобы продлить срок службы инструмента.
Черновая обработка в основном выполняет следующие функции:- После того, как обработка детали разделена на этапы, черновая обработка может съесть нож и подать. Ошибка обработки, вызванная такими факторами, как большой припуск на обработку и большое усилие резания, может быть постепенно исправлена получистовой и механической чистовой обработкой для обеспечения качества обработки.
- Разумное использование технологического оборудования, грубая обработка и чистовая обработка предъявляют различные требования к технологическому оборудованию.После разделения этапов обработки характеристики оборудования для грубой обработки будут полностью использованы. Разумное использование оборудования для обеспечения эффективности производства. Черновое оборудование отличается высокой мощностью, высоким КПД и прочностью. Точность отделочного оборудования высокая. Погрешность небольшая, что соответствует требованиям чертежей.
- Сначала выполняется черновая обработка, и вовремя обнаруживаются дефекты заготовки. Различные дефекты заготовки, такие как песчаные отверстия, поры и недостаточный припуск на обработку, могут быть обнаружены после черновой обработки, что удобно для своевременного ремонта или принятия решения о списании, чтобы не тратить рабочее время и затраты после продолжения обработки. .
- Разумно организовать процесс холодной термообработки. После горячей обработки остаточное напряжение заготовки относительно велико, черновая и чистовая обработка разделены, старение может быть организовано для устранения остаточного напряжения, а чистовая обработка после охлаждения может быть организована для устранения ее деформации.
- Черновая обработка расположена спереди, а механическая чистовая обработка и чистовая обработка расположены сзади, что может защитить поверхность чистовой и чистовой обработки от меньшего истирания.

 После горячей обработки остаточное напряжение заготовки относительно велико, черновая и чистовая обработка разделены, старение может быть организовано для устранения остаточного напряжения, а чистовая обработка после охлаждения может быть организована для устранения ее деформации.
После горячей обработки остаточное напряжение заготовки относительно велико, черновая и чистовая обработка разделены, старение может быть организовано для устранения остаточного напряжения, а чистовая обработка после охлаждения может быть организована для устранения ее деформации.- Когда станок с ЧПУ необходимо отделить от черновой и чистовой обработки или заготовка не завершается на одном станке, смазочно-охлаждающая жидкость может быть выбрана в соответствии с характеристиками черновой и чистовой обработки. Во время черновой обработки величина обратной подачи и величина подачи велики, что приводит к большому сопротивлению резанию, которое генерирует большое количество тепла резания, и тепло, передаваемое на заготовку и инструмент, также соответственно увеличивается, вызывая тепловую деформацию детали и износ инструмента усиливается, следует выбирать СОЖ на водной основе с охлаждением в качестве основного фактора и определенным смазывающим, очищающим и антикоррозионным эффектами, а также требуется непрерывная заливка с большим потоком. Когда при токарной или другой непрерывной обработке или черновой обработке припуски одинаковы, теплота резания является важным фактором, а охлаждающий эффект смазочно-охлаждающей жидкости является первым показателем, который необходимо измерить.
- При фрезеровании или обработке нестандартных форм, неровных краев и прерывистой обработки скорость резания ниже, чем при непрерывной равномерной обработке, влияние тепла резания меньше, чем воздействие ударов и вибрации на инструмент и заготовку, а также смазка СОЖ и охлаждение должны быть сбалансированы.Когда позволяют условия станка, вы можете использовать тележку для внутренних отверстий с внутренним отверстием для подачи жидкости, расточной фрезой и канавочной фрезой во время обработки отверстий и резки или использовать жидкость для подачи под давлением и использовать подачу распыляемой жидкости при черновой обработке сложных материалов. Все может сыграть лучше.
- Грубо обработанные детали обычно имеют припуск на обработку. В то же время при обработке сложных материалов и материалов из цветных металлов показатель точности шероховатости поверхности невысок.Поэтому при обработке сложных материалов и материалов из цветных металлов, черновой обработки химический состав жидкости невысок, и можно использовать эмульсию с противозадирным давлением на водной основе.
- При черновой обработке чугуна и хрупких цветных металлов общая черта этих материалов во время резания состоит в том, что стружка крошится, а мелкая стружка течет под воздействием смазочно-охлаждающей жидкости и течет через резервуар для смазочно-охлаждающей жидкости в качестве смазочно-охлаждающей жидкости. циркулирует Большая часть будет откладываться, часть будет течь вместе со смазочно-охлаждающей жидкостью, а мелкие детали трубки подачи СОЖ блокируют охлаждающее сопло и заставляют стружку прилипать к движущимся частям станка (например, к паре движения направляющего рельса) .В то же время химическая реакция между смазочно-охлаждающей жидкостью и некоторыми компонентами в чугуне приводит к ухудшению качества смазочно-охлаждающей жидкости, что приводит к ухудшению характеристик смазочно-охлаждающей жидкости. Потому что использование смазочно-охлаждающей жидкости принесет эти проблемы. Как правило, не используйте смазочно-охлаждающую жидкость. Чтобы уменьшить воздействие пыли и тепла при резке, при наличии условий вы можете рассмотреть возможность использования пылеудаляющего устройства для поглощения пыли, мелкой стружки и части тепла. Если используется смазочно-охлаждающая жидкость, легко использовать смазочно-охлаждающую жидкость на водной основе, и смазочно-охлаждающую жидкость необходимо фильтровать и очищать, чтобы предотвратить ухудшение качества смазочно-охлаждающей жидкости и предотвратить снижение концентрации.При черновой обработке концентрация смазочно-охлаждающей жидкости ниже, чем при чистовой.
 Когда при токарной или другой непрерывной обработке или черновой обработке припуски одинаковы, теплота резания является важным фактором, а охлаждающий эффект смазочно-охлаждающей жидкости является первым показателем, который необходимо измерить.
Когда при токарной или другой непрерывной обработке или черновой обработке припуски одинаковы, теплота резания является важным фактором, а охлаждающий эффект смазочно-охлаждающей жидкости является первым показателем, который необходимо измерить. В то же время при обработке сложных материалов и материалов из цветных металлов показатель точности шероховатости поверхности невысок.Поэтому при обработке сложных материалов и материалов из цветных металлов, черновой обработки химический состав жидкости невысок, и можно использовать эмульсию с противозадирным давлением на водной основе.
В то же время при обработке сложных материалов и материалов из цветных металлов показатель точности шероховатости поверхности невысок.Поэтому при обработке сложных материалов и материалов из цветных металлов, черновой обработки химический состав жидкости невысок, и можно использовать эмульсию с противозадирным давлением на водной основе. Потому что использование смазочно-охлаждающей жидкости принесет эти проблемы. Как правило, не используйте смазочно-охлаждающую жидкость. Чтобы уменьшить воздействие пыли и тепла при резке, при наличии условий вы можете рассмотреть возможность использования пылеудаляющего устройства для поглощения пыли, мелкой стружки и части тепла. Если используется смазочно-охлаждающая жидкость, легко использовать смазочно-охлаждающую жидкость на водной основе, и смазочно-охлаждающую жидкость необходимо фильтровать и очищать, чтобы предотвратить ухудшение качества смазочно-охлаждающей жидкости и предотвратить снижение концентрации.При черновой обработке концентрация смазочно-охлаждающей жидкости ниже, чем при чистовой.
Потому что использование смазочно-охлаждающей жидкости принесет эти проблемы. Как правило, не используйте смазочно-охлаждающую жидкость. Чтобы уменьшить воздействие пыли и тепла при резке, при наличии условий вы можете рассмотреть возможность использования пылеудаляющего устройства для поглощения пыли, мелкой стружки и части тепла. Если используется смазочно-охлаждающая жидкость, легко использовать смазочно-охлаждающую жидкость на водной основе, и смазочно-охлаждающую жидкость необходимо фильтровать и очищать, чтобы предотвратить ухудшение качества смазочно-охлаждающей жидкости и предотвратить снижение концентрации.При черновой обработке концентрация смазочно-охлаждающей жидкости ниже, чем при чистовой. Оптимизация черновой обработки выполняется в три-четыре раза быстрее, чем традиционные методы обработки, и увеличивает срок службы фрез из титанового сплава. Конструкция деталей с прямыми призматическими стенками требует большей осевой глубины резания и может входить во все канавки фрезы, что идеально подходит для оптимизации черновой обработки. В этих случаях эта стратегия оптимизирует часто сложные угловые элементы и обеспечивает высокую скорость съема металла при обработке жаропрочных сплавов и различных нержавеющих сталей.
В этих случаях эта стратегия оптимизирует часто сложные угловые элементы и обеспечивает высокую скорость съема металла при обработке жаропрочных сплавов и различных нержавеющих сталей.
Однако, чтобы избежать ошибок и получения несовершенных результатов, для приложений, которые не находятся в оптимальном диапазоне параметров, мастерская должна пропустить оптимизирующую черновую обработку. Например, в сложной трехмерной полости пресс-формы оптимизированная черновая обработка может привести к образованию ступенчатой поверхности, требующей большого количества получистовой обработки. В этом случае черновая обработка с большой подачей даст лучшие результаты.
- Чрезмерно большой пролет
По мере увеличения количества канавок размер пролета необходимо уменьшать, чтобы поддерживать надлежащее стружкообразование и чистоту поверхности при более высоких скоростях подачи. Если диапазон слишком большой и количество удаляемого металла велико, при фрезеровании будет выделяться больше тепла, что приведет к снижению скорости подачи. Уменьшение размера диапазона может увеличить скорость резания. При удалении того же количества материала требуется больше процессов, но из-за увеличения скорости подачи скорость съема металла будет выше. - Нижняя оправка
Оптимизированная черновая обработка требует высокоточного держателя инструмента. Его характеристики аналогичны характеристикам жесткого фрезерного станка, включая биение фрезы менее 0,0004 дюйма. Если нет прецизионного приспособления, фрезерование будет происходить с высокой скоростью подачи, оптимизированной для черновой обработки при неудовлетворительной вибрации. Большинство термоусадочных патронов, фрезерных патронов и т. Д. высокоточные патроны и выбранные держатели концевых фрез соответствуют стандартам точности для оптимизации черновой обработки. Фрезы, патроны и уход за окружающей средой играют критически важную роль, поскольку грязные патроны, перепады температуры окружающей среды или нестабильное основание станка сокращают срок службы фрезы. - Устаревший фрезерный станок
Быстрый шпиндель и жесткость станка помогают оптимизировать производительность черновой обработки. Шпиндель должен иметь достаточную скорость, чтобы поддерживать высокие скорости подачи, а жесткость станка от подшипника шпинделя до шарико-винтовой передачи должна сводить к минимуму вибрацию для достижения плавного резания, стабильного срока службы фрезы и превосходного качества деталей. - Плохое программирование
Ручное программирование и программное обеспечение, предназначенное для высокоскоростного бокового фрезерования, не может справиться с требовательными движениями станка, которые оптимизируют черновую обработку.Точно так же программное обеспечение, разработанное для сложного трехмерного высокоскоростного фрезерования, может быть не в состоянии поддерживать постоянное зацепление в узких углах. Чтобы быть успешным, процессу необходимо программное обеспечение, которое действительно адаптируется к процессу, а не идет на компромиссы. - Неправильная глубина фрезерования
Глубина резания играет важную роль в оптимизации черновой обработки. При 2xD и всей длине кромки фрезы эффект одного прохода является наилучшим. Меньший радиальный интервал увеличивает глубину резания, в то время как большее значение интервала генерирует больше тепла и требует меньшей глубины резания для достижения той же скорости съема металла.Глубина резания выше 3xD создает давление резания, превышающее возможности фрезы, и вызывает смещение. Стружколомы могут минимизировать радиальное давление резания, уменьшить вероятность отклонения и помочь в контроле над стружкодроблением. - Неподходящие параметры обработки
Программное обеспечение станка содержит значения по умолчанию для скорости и подачи, но эти общие параметры не могут предсказать правильные параметры для какой-либо конкретной режущей фрезы. Вместо этого завод должен запросить у своего поставщика фрезы рекомендуемые параметры, полученные на основе тщательных исследований и многолетнего личного опыта. Оптимизируйте режим резания для различных конструкций фрез и их конкретных групп материалов. В соответствии с различными фрезами, выбранными в соответствии с потребностями обработки, регулировка соответствующих параметров обработки может обеспечить повышение эффективности обработки.
 Уменьшение размера диапазона может увеличить скорость резания. При удалении того же количества материала требуется больше процессов, но из-за увеличения скорости подачи скорость съема металла будет выше.
Уменьшение размера диапазона может увеличить скорость резания. При удалении того же количества материала требуется больше процессов, но из-за увеличения скорости подачи скорость съема металла будет выше.

 Оптимизируйте режим резания для различных конструкций фрез и их конкретных групп материалов. В соответствии с различными фрезами, выбранными в соответствии с потребностями обработки, регулировка соответствующих параметров обработки может обеспечить повышение эффективности обработки.
Оптимизируйте режим резания для различных конструкций фрез и их конкретных групп материалов. В соответствии с различными фрезами, выбранными в соответствии с потребностями обработки, регулировка соответствующих параметров обработки может обеспечить повышение эффективности обработки.Оптимизация черновой обработки: стратегии увеличения срока службы фрезы и качества заготовки.
Оптимизированная черновая обработка обеспечивает эффективные результаты на применимых деталях и элементах, включая канавки с большей осевой глубиной резания, сложные углы и прямые стенки.Эта стратегия может значительно улучшить продолжительность цикла обработки деталей, качество поверхности, срок службы фрезы и коэффициент использования станка. Потратив время на изучение мастерской, оптимизирующей черновую обработку, можно повысить производительность, эффективность и прибыльность, и эти детали – лучший выбор для этой стратегии. Для достижения наилучших результатов мастерская должна использовать опыт поставщиков фрез, чтобы адаптировать их методы для индивидуальной работы.
Черновой станок | Эрхардт + Лаймер
Промышленность selectТекстиль / ковры / флисовая промышленностьГрафическая промышленностьПромышленность пластмассПроизводство бумагиПромышленность шинПромышленность гофрокартонаГигиеническая промышленностьАккумуляторная промышленностьДругие отрасли
Машина selectAssembly machineBag делает machineBlown экструзионной пленок lineCalenderCarpet Печать MachineCellulose drierCoating машина TextileCoating машина BatteryCoating машину Plastics IndustryCoating systemCorrugatorDiaper machinesDigital печатной машина TextileDigital печатную машину графического industryDyeing systemFabric каландр lineFabric drierFabric инспекции machineFeminine гигиена machinesFlat экструзия systemFlexo печатную машину CIInfeed и Выход systemsLabel печати machineLabelling machineLaminating LineMercerizing MachineNonewoven производство linePackaging глубокой печать Печатная машинаПроизводство бумажных носовых платковБумажная машинаПланографическая печатная машинаСмотровая машина для перемоткиЛиния с роллерной головкойРоликовая офсетная печатная машинаСистемы раскручивания каната и продольной резки канатаРотационная печатная машинаРабочечная машинаСанфорирующая машинаРасрезные, черновые и шлифовальные машиныОблицовочная машинаПеремоточная машина для пластмасс Машина для трансфертной печатиМашина для производства туб
Заявление select100% Контрольные системы СистемыTenter Guider СистемыСистемы правки текстиляСистемы веб-очистки Системы гофрированного веб-направленияСистемы веб-направляющих и разбрасыванияСистемы измерения натяжения и контроля натяжения полотнаСистемы просмотра веб-страницСистемы управления шириной веб-направляющие системы
Искать продукты Искать товары
Черновой станок– купить черновой станок с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для чернового станка. К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот высококлассный черновой станок вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели черновой станок на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Но вам, возможно, придется действовать быстро, так как этот высококлассный черновой станок вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели черновой станок на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в черновой машине и думаете о выборе аналогичного продукта, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции..jpg) и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести черновой станок по самой выгодной цене.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести черновой станок по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
G71 Цикл черновой обработки – ЧПУ G Code
Цикл черновой обработки G71 позволяет нам быстро удалять материал на токарном станке с ЧПУ, а также записывать траекторию резания в качестве подпрограммы, которую можно повторно использовать во время цикла чистовой обработки (G70)
 youtube.com/embed/mUfuN3ptcUk?rel=0&controls=0&showinfo=0″ frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/mUfuN3ptcUk?rel=0&controls=0&showinfo=0″ frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Вышеупомянутый видеоурок является частью курса программирования токарных станков с ЧПУ, доступного здесь
Прежде чем мы рассмотрим пример программы цикла черновой обработки G71, давайте взглянем на строку G71 в коде G и на то, что делает каждая деталь.Ниже приводится краткое объяснение того, как мы можем контролировать этот цикл.
Вы можете скачать инфографику здесь как Справка.
G71 U (1) R;
G71 P Q U (2) W F
G71 – ЦИКЛ ОБРАБОТКИ
U (1) – ГЛУБИНА РЕЗАНИЯ
R – ВОЗВРАТНОЕ ЗНАЧЕНИЕ
P – ПЕРВАЯ СТРОКА ПОДПРОГРАММЫ
Q – ПОСЛЕДНЯЯ СТРОКА ПОДПРОТИНКИ
U (2) – ОСТАЛОСЬ ДЛЯ ОТДЕЛКИ В X
W – ОСТАЛОСЬ ДЛЯ ОТДЕЛКИ Z
F – КОРМА
G71 – это наш G-код, который сообщает органам управления, что мы хотим использовать цикл черновой обработки и что следующие
информация относится к этому.
U в первой строке кода – это глубина резания каждого чернового прохода. R указывает на то, как далеко инструмент будет отводиться от детали в X при быстром возврате к началу цикла.
Значения «P» и «Q» определяют соответственно начальную и конечную точки нашей подпрограммы. Эти значения могут быть любыми 3-значными значениями, если они совпадают с числами «N» подпрограммы. Это легче объяснить на примерах.
N100;
ПОДПРОГРАММА ПРОФИЛЯ;
N200;
В приведенном выше примере «P» будет P100, а «Q» будет Q200, поэтому они соответствуют числам «N».
Буква «U» во второй строке G71 сообщает станку количество, которое мы хотим оставить для чистового прохода в X, а «W» – это чистовой припуск в Z.
Наконец, «F» – это наша скорость подачи.
G71 U1.0 R1.0;
G71 P100 Q200 U0.2 W.05 F0.2;
N100 G00 X19.0;
G01 G42 Z0.0 F0.2;
X20.0 Z-0.5;
Z-20. 0;
0;
X40.0 Z-30.0;
Z-65.0, R5.0;
X60.0;
N200 G40 X70.0 Z5.0 F200;
G71 U1.0 R1.0;
Эта первая строка сообщает нам, что мы делаем пропил 1,0 мм (U), а инструмент отводится на 1,0 мм после каждого разреза (R)
G71 P100 Q200 U0.2 W.05 F0.2;
Мы указываем начало профиля подпрограммы, которому мы хотим, чтобы наш черновой инструмент следовал, P100 сообщает органам управления найдите N100 и начните читать с этого места.Q200 сообщает машине о прекращении чтения подпрограммы, когда она читает N200.
N100 G00 X19.0;
N определяет первую строку подпрограммы, следующий код – это профиль детали, которую мы хотим вырезать. G00 X19.0 перемещает инструмент в исходное положение для обработки фаски под 45 градусов на передней части детали. (Предполагается, что позиция Z уже указана в программе в предыдущей точке)
G01 G42 Z0.0 F0.2;
G01 выбирает движение с линейной подачей, G42 включает компенсацию радиуса вершины инструмента, Z перемещает инструмент к передней части детали (мы предполагаем, что исходная точка или нулевая точка находится на передней поверхности задания) и, наконец, мы даем подачу скорость 0,2 мм за оборот.
X20.0 Z-0.5;
Z-20.0;
X40.0 Z-30.0;
Z-65.0, R5.0;
X60.0;
Эти блоки G-кода сообщают машине форму профиля, который мы хотим вырезать.
N200 G40 X70.0 Z5.0 F200;
Мы завершаем блок, давая номер «N», который мы выбрали для обозначения конечной точки подпрограммы. G40 отключает нашу компенсацию радиуса вершины инструмента, Z5.0 перемещает наш инструмент на 5 мм от передней поверхности нашей детали, чтобы было ясно, когда мы ускоряемся в исходное положение и с высокой скоростью подачи. Эта линия также может быть запрограммирована с помощью быстрого перемещения G00.
Поскольку при написании цикла черновой обработки мы использовали подпрограмму, написание чистового прохода чрезвычайно просто
G70 P100 Q200;Это так просто.
Эта единственная строка кода сообщает станку, что мы хотим использовать цикл чистовой обработки (G70) и что инструмент должен следовать
путь подпрограммы, который может быть найден между N100 и N200 в нашей программе.