Контрактное производство электроники — Контракт Электроника
Аркадий Медведев, президент Гильдии профессиональных технологов приборостроения, проф. МАИ
Печатные платы в электронике подобны цементу в строительстве, настолько значительное влияние, наряду с электронными компонентами, они оказывают на основополагающие характеристики электронного приборостроения. Казалось бы, если это так, то движение к совершенству печатных плат должно бы быть более динамичным и решительным. Однако капиталоемкость производства печатных плат столь велика, а рыночная цена плат столь мизерна, что окупаемость вложений в печатные платы — наиболее медленный процесс относительно других отраслей электроники. В течение всего долговременного процесса возврата инвестиций трудно обосновать новые дорогостоящие закупки для исправления ошибок, допущенных на этапе создания проекта. Поэтому выбор комплекта оборудования для производства печатных плат — процесс ответственный, требующий профессионального подхода и должного доверия руководства (инвесторов) к профессионализму своих технологов. Ошибка в выборе технологий и соответствующего ей оборудования тяжело сказывается на последующих результатах производства и поэтому нуждается в особой тщательности.
Версия в PDF (767Kb)
По каким принципам выбирать оборудование для производства печатных плат? Их несколько.
Первым вступает в процесс руководство предприятия. Ему придется принять решение — производить платы для внутреннего потребления или на рынок или на то и другое. Как правило, внутреннее потребление незначительно и небольшие объемы производства плат оправдывают себя только в стоимости функционально законченной продукции. Но и здесь среднегодовая выработка на одного работающего в радиоэлектронной отрасли — порядка 10 тыс. долларов [1]. Госпредприятиям трудно перешагнуть этот рубеж из-за жестко фиксированных норм рентабельности, не оставляющих средств ни на достойную оплату труда, ни на развитие производства.
Востребованность в небольших объемах такого производства удовлетворяется недорогим комплектом оборудования, которое принципиально по своей сути не может обеспечить требования рынка по качеству и классу точности плат. Единственное, чем они могут составить конкуренцию — оперативностью, краткосрочным исполнением простых заказов. Но емкость этого сектора рынка незначительна и может обеспечить достаток только небольшому коллективу из 2—3 человек. Этот путь бесперспективен для развития производства печатных плат.
Другой вариант — работа на рынок (контрактное производство) потребует значительных капитальных вложений для того лишь, чтобы положительно отличаться от других, от уже присутствующих на рынке. Возможно многое, чем отличаться и на российском рынке и на зарубежном. Но лучше всего использовать сильные стороны российских кадров технологов и производственников, они вынуждены работать за низкую зарплату и этим конкурируют с Европой, но способны создавать высокоинтеллектуальный продукт и в этом они имеют преимущества перед Юго-Восточным сектором рынка (Китай, Индия, Тайвань и т.п.). Российские технологи еще не растеряли свой профессионализм, чтобы освоить в производстве изделия и потеснить на российском рынке европейских производителей за счет своей относительной дешевизны и развернуть поток заказов в Россию из Юго-Восточных регионов за счет высокого технического уровня своих изделий.
Уже нет смысла создавать и развивать производство простых плат. Их достаточно много. Конкурентные преимущества здесь можно обеспечить только большими объемами и снижением себестоимости по всем статьям издержек производства. Нужно учитывать, что производственные мощности в этой области производства не загружены и периодически находятся в простое.
Если оценивать свои потенциальные возможности, глядя на зарубежное производство печатных плат (см. табл. 1 [2]), можно видеть, что нам есть куда развиваться. Весь вопрос в инвестициях и трезвой смелости руководителей предприятий в освоении этих инвестиций в развитие производства.
Таблица 1. Оценка мирового рынка печатных плат
Страна | Число фабрик | Годовой оборот, млрд. долл. | Число работающих | Оборот на одного работающего, тыс. долл. |
Китай | 1000 | 8,0 | 200 000 | 40 |
США | 530 | 8,8 | 48 000 | 183 |
Зап.Европа | 400 | 3,9 | 29 000 | 134 |
Япония | 300 | 10,3 | 46 000 | 218 |
Тайвань | 140 | 5,3 | 50 000 | 106 |
Корея | 120 | 3,7 | 35 000 | 105 |
Индия | 120 | 0,2 | 8 000 | 25 |
Остальные | 250 | 2,8 | 80 000 | 35 |
Мировое производство | 2 860 | 40,2 | 496 000 | 81 |
Работа на два фронта требует от руководства предприятий большого мужества, чтобы отпустить производство «на вольные хлеба». В этом случае производство в первую очередь удовлетворяет нужды своего предприятия, а оставшиеся свободные производственные мощности использует для работы на рынок через собственную коммерческую организацию. Работа по такой схеме обеспечивает не только хороший уровень оплаты труда, но и средства на обновление производства.
В этом случае производство в первую очередь удовлетворяет нужды своего предприятия, а оставшиеся свободные производственные мощности использует для работы на рынок через собственную коммерческую организацию. Работа по такой схеме обеспечивает не только хороший уровень оплаты труда, но и средства на обновление производства.
В планах Управления радиоэлектронной промышленности и систем управления Федерального агентства по промышленности довести к 2010 году выработку на одного работающего до 25—30 тыс. долларов. В докладе начальника управления Борисова Ю.И. показано, за счет каких преобразований планируется обеспечить этот успех. Одно из них:
Второй принцип развития понятен из первого — создать условия для конкуренции за счет становления или реконструкции производства с ориентировкой на производство ЬЫес-из-делий.
Третий принцип развития — высокий уровень автоматизации не столь-ко для уменьшения численности персонала, сколько для избавления от дурного влияния человеческого фактора на качество плат, и для обеспечения возможности автоматического управления режимами обработки и оперативного управления произ-вод ством: электронный документооборот, электронная диспетчеризация, логистика, автоматические склады и др.
Четвертый принцип связан с решением экологических проблем производства печатных плат, отличающегося особо агрессивными стоками, если не принять специальных мер. В первую очередь это относится к травильным растворам и промывным водам.
В первую очередь это относится к травильным растворам и промывным водам.
Пятый немаловажный принцип — создание забега на будущее, чтобы освоение новых технологий в перспективе не было сопряжено с дополнительными громадными затратами. Это можно обеспечить видением перспектив и модернизацией производства с учетом этих перспектив.
Конечно, нужно учитывать и региональные особенности развития производства: размер оплаты труда, профессиональную подготовленность персонала, состояние природной среды, стоимость зданий и сооружений, их реконструкции и др. Эти особенности существенно сказываются на распределении развивающихся производств печатных плат — в основном за пределами Москвы и Санкт-Петербурга.
После того как мы попытались обосновать характерное для России направление развития производства печатных плат в сторону ггЫес, давайте обозначим, в чем оно состоит и чем оно достигается.
Схемы процессов изготовления пп
Варианты схем выбирают, руководствуясь требуемым разрешением рисунка печатных плат [4]. Об этом приходится говорить в связи с появлением моды на определенные схемы, например, на тентинг-процесс. Действительно, тентинг-процесс содержит меньше операций и, соответственно, меньше оборудования. Но издержки от осаждения и травления больших объемов меди и риска большого брака из-за возможных несовмещений рисунка пленочного фоторезиста с отверстиями заставляет осторожно оценивать его преимущества.
Так же трезво нужно относиться к процессам прямой металлизации. Сегодня, когда мы повсеместно используем субтрактивные методы (травление фольги), этот процесс прогрессивный. Избавление от необходимости химического меднения и гальванической затяжки, значительно большая надежность внутренних межсоединений в МПП создает ему большие преимущества. Но если кто-то связывает себя с перспективой использования полуаддитивных методов для обеспечения лучшего разрешения рисунка, ему придется отказаться от процесса прямой металлизации и возвращаться к химическому меднению и к гальванической затяжке. В этом случае терять эти процессы на временном этапе использования субтрактивных методов не целесообразно, поскольку возврат к ним связан с дорогостоящей модернизацией химико-гальванической линии.
В этом случае терять эти процессы на временном этапе использования субтрактивных методов не целесообразно, поскольку возврат к ним связан с дорогостоящей модернизацией химико-гальванической линии.
Преимущества полуаддитивных методов в лучшем разрешении рисунка неоспоримы, но производители ПП долго еще постараются остаться на позициях субтрактивных методов, которые гарантируют большую устойчивость в обеспечении хорошей адгезии меди с подложкой. Тем более что намечается тенденция к использованию лазерного скрайбирования зазоров и пробельных мест лазерной сублимацией меди.
Существенное добавление к базовым процессам состоит в наращивании слоев с глухими металлизированными отверстиями (build-up), что позволяет многократно увеличить плотность межсоединений в МПП, как показано на рисунке 1. Еще одно добавление — встраивание пассивных компонентов: резисторов, конденсаторов, индуктивностей — дает значительную экономию в сборочно-монтажных процессах, гораздо большую, чем издержки в производстве печатных плат. Отклонение от базовых процессов — лазерное формирование рисунка проводников в сплошном слое металлизации за счет сублимации меди из зазоров. Лазерное скрайбирование позволяет обойтись без химического травления и получить разрешение по проводникам и зазорам, соизмеримое с толщиной металла.
Отклонение от базовых процессов — лазерное формирование рисунка проводников в сплошном слое металлизации за счет сублимации меди из зазоров. Лазерное скрайбирование позволяет обойтись без химического травления и получить разрешение по проводникам и зазорам, соизмеримое с толщиной металла.
Рис. 1. МПП с послойным наращиванием межслойных переходов, лазерным формированием прецизионного рисунка, с встроенными пассивными элементами схем
Двукратное увеличение плотности межсоединений достигается заполнением глухих отверстий металлом. Из рисунка 2 можно видеть, что меж-слойные соединения в этом случае можно строить друг над другом, а не со сдвигом в сторону на один шаг, как если бы глухие отверстия не были бы заполнены металлом.
Рис. 2. Межслойные переходы, выполненные металлонаполненными глухими отверстиями
Комплектование производства печатных плат
Централизованные поставки оборудования для химических и гальванических процессов, как правило, ориентированы на определенный набор химикатов, в первую очередь для процессов прямой металлизации, иммерсионных процессов, гальваники и других концентратов, применение которых избавляет производство от проведения всевозможных химических анализов, требующих профессиональных навыков химика (так называемые, АВС-процессы). В производстве не происходят глобальные изменения, которые не были бы известны российским технологам. Но все же, давайте зафиксируем сегодняшнее состояние технологий и немного заглянем в будущее, чтобы знать, к чему нам готовиться.
Фотошаблоны
Высокая производительность современных растровых лазерных фотоплоттеров позволяет обеспечить фотошаблонами трехсменную работу основного производства без репродукции, т.е. изготавливать на них рабочие фотошаблоны, минуя фотооригиналы. Это тем более удобно, что текущие изменения в проектах могут быстро отслеживаться производством без потери темпов.
На российском рынке сейчас присутствуют два принципа изготовления фотошаблонов: лазерное гравирование СО2-лазером полимерной пленки с масочным покрытием [6] и растровая засветка фотопленки лучом лазера или точечного источника света [7]. Оборудование, реализующее эти процессы, равноценно по разрешению и производительности. Если же смотреть с точки зрения разделения сфер использования, то они в большой мере субъективны. Обычно лазерные гравировщики (Laser-Graver) используют конструкторские подразделения, если они самостоятельно поставляют фотошаблоны в производство и считают их составной частью конструкторской документации. Разнородность темпе-ратурно-влажностных условий среды помещений в КБ и в производстве приводит к плаванию размеров фотошаблонов и неустойчивости на операциях совмещения элементов межсоединений. Технология Laser-Graver активно используется для изготовления фотоформ в полиграфическом производстве многоцветной продукции, где вопросы совмещения не менее важны, чем в производстве печатных плат. В связи с этим размерная стабильность основы «сухого» фотошаблона не должна вызывать сомнений.
Оборудование, реализующее эти процессы, равноценно по разрешению и производительности. Если же смотреть с точки зрения разделения сфер использования, то они в большой мере субъективны. Обычно лазерные гравировщики (Laser-Graver) используют конструкторские подразделения, если они самостоятельно поставляют фотошаблоны в производство и считают их составной частью конструкторской документации. Разнородность темпе-ратурно-влажностных условий среды помещений в КБ и в производстве приводит к плаванию размеров фотошаблонов и неустойчивости на операциях совмещения элементов межсоединений. Технология Laser-Graver активно используется для изготовления фотоформ в полиграфическом производстве многоцветной продукции, где вопросы совмещения не менее важны, чем в производстве печатных плат. В связи с этим размерная стабильность основы «сухого» фотошаблона не должна вызывать сомнений.
Фотоплоттеры, как правило, используют цеховые подразделения. Тогда изготовление фотошаблонов находится в составе участка фотолитографии, где обязаны быть созданы однородные условия вакуумной гигиены: обеспыливание, термо- и вла-гостабилизация. Этим обеспечивается размерная стабильность полимерной основы фотопленки, особенно чувствительной к изменениям относительной и абсолютной влажности среды (0,001% на 1%).
Ламинирование фоторезиста
Альтернативные процессы нанесения фоторезиста: жидкого или пленочного — начинают сдвигаться в сторону жидких фоторезистов для воспроизведения линий шириной менее 100 мкм и щелочного вытравливания глухих отверстий в тонких полиимидных слоях МПП (вместо сверления). Равномерное нанесение тонких слоев жидкого фоторезиста обеспечивается валковым методом или медленным вытягиванием. Очевидно, что присутствие пыли в воздухе производственных помещений сводит на нет все преимущества хорошего воспроизведения рисунка жидким фоторезистом. Для традиционных процессов фотолитографии с разрешением до 0,07/0,07 мм целесообразнее использовать сухие пленочные фоторезисты. Предлагаемые на рынке ламинаторы отличаются различным уровнем автоматизации процесса и наличием систем предварительного подогрева, обеспыливания, обрезания пленки и т.д. Множество устройств, входящих в состав ламинатора: устройства предварительного центрирования, захвата, обрезки, вакуумная
Предлагаемые на рынке ламинаторы отличаются различным уровнем автоматизации процесса и наличием систем предварительного подогрева, обеспыливания, обрезания пленки и т.д. Множество устройств, входящих в состав ламинатора: устройства предварительного центрирования, захвата, обрезки, вакуумная
пластина и др. — оснащены микропроцессорным управлением.
Экспонирование
Воспроизводство тонкого рисунка с нормами проводник/зазор до 0,05/0,05 мм связано не столько с процессами проявления и травления (они даже не рассматриваются в ряду общих проблем), сколько с оптическими системами и фоторезистами. В тонком рисунке уже сказываются незаметные раньше явления: абберации, дифракции, рассеивание света в толще фоторезиста, недостаточная планаризация поверхности фоторезиста, недостаточная параллельность лучей, нагрев зоны экспонирования, который приводит к изменению размеров фотошаблона во время экспозиции, и ряд других. Для устранения этих эффектов создано новое поколение автоматических установок экспонирования, в которых автоматизировано все, даже совмещение фотошаблонов по реперным знакам (без пробивки базовых отверстий) с использованием элементов технического зрения.
Современные установки экспонирования отличаются конструкциями оптических систем, создающих рассеянный или коллимированный свет, точечный источник света. В этой же последовательности нарастает цена установок и степень разрешения рисунка. Наиболее совершенны установки, в которых автоматизированы загрузка и выгрузка, совмещение фотошаблонов с двух сторон, вакуумный прижим, проверка совмещения после вакууми-рования, экспозиция. Такие установки обеспечивают точность совмещения ±5 мкм, разрешение ±2 мкм и полностью лишены влияния человеческого фактора [8]. Например, автоматические светокопировальные рамы EXPOMAT HAE, AEX, HEX (PRINTPROCESS) с лампами высокого давления 6 кВт с особым оптическим отражателем (рассеянный источник света) обеспечивают получение проводников и зазоров в 50 мкм на фоторезисте толщиной 38 мкм, и это является условием контракта при поставке оборудования [9].
Прямое лазерное формирование рисунка
на фоторезисте (Laser Direct Imaging — LDI) — начинающая распространяться альтернатива традиционной фотолитографии. Растровый рисунок экспонируется на фоторезисте непосредственно лучом лазера, минуя процессы изготовления фотошаблонов и экспонирования с фотошаблона. При двустороннем LDI-экспонировании автоматически совмещаются рисунки двух сторон. Производительность LDI-системы — 80 экспонирований в час для формата 457 х 609 мм, так что одна установка обеспечивает производство ДПП мощностью 25 м2/ч или МПП — 16 м2/ч. LDI-системы — дорогие установки, поэтому на меньших производительностях они не окупаются [10]. Если оценивать современное состояние LDI-процессов, то нужно отнести его к промежуточной стадии развития и подождать, когда этот процесс будет доведен до удаления масочного покрытия из пробельных мест, чтобы избавиться и от процесса проявления фоторезиста. Или дождаться, когда лазерные LDI-системы формирования рисунка непосредственно по меди станут более совершенными и дешевыми. Уже сейчас тонкий рисунок проводников и зазоров (30/40 мкм) на прецизионных печатных платах выполняют лазерным гравированием с последующим химическим вытравливанием остатков меди в зазорах по схеме дифференциального травления.
Использование планшетных струйных принтеров
Высокий уровень рентабельности в многономенклатурном производстве имеют системы Ink Jet Printer — ка-пелъно-струйные принтеры для нанесения маркировки, рисунка резиста для травления рисунка, паяльной маски с разрешением 720 dpi [11].Установки нанесения прямого изображения ре-зистами ультрафиолетового отверждения фирмы New System являются одной из последних разработок в производстве печатных плат. Применение этих принтеров позволяет значительно снизить сроки изготовления печатных плат, уменьшить количество основных операций, сократить производственные площади, уменьшить численность персонала и расход материалов, что в конечном итоге значительно уменьшает себестоимость продукции.
Струйная обработка
Проявление и удаление фоторезиста, проявление паяльной маски, травление рисунка — для всех этих процессов струйной обработки фирмы-поставщики предлагают собственные оригинальные решения, направленные на равномерное воспроизведение тонких линий. Фирма RESCO (Италия) предлагает систему TFS, устраняющую эффект накопления луж обрабатывающего раствора, попеременно меняя направления струй в противоположных направлениях. Фирма PILL (Германия) предлагала специальную систему отсоса отработанного раствора (фирма перестала существовать). Рабочие модули в линиях фирмы Schmid (Германия) обладают возможностью индивидуальной регулировки напора струй, так что можно настроить интенсивность травления с учетом неравномерности толщины вытравливаемого слоя. Трудно сказать, насколько эффективны эти методы в улучшении воспроизводимости тонкого рисунка. В реальном производстве больше ценится удобство эксплуатации: возможность обработки тонких слоев, хорошая химическая и термическая устойчивость конструкционных материалов и особенно швов и стыков, большая длина рабочих камер, полнота комплектации фильтрами, насосами, нагревателями, оптимальный уровень автоматизации, удобство обслуживания. Ценится также возможность сборки линии из модулей различного назначения, чтобы можно было организовать любую последовательность струйной обработки.
Производственников больше волнует не какие-то дополнительные возможности машин, рекламируемые поставщиками, а отсутствие ставших традиционными огрехов в их работе, таких как:
— несовершенство конвейерной системы, приводящее к развороту плат на конвейере;
— застревание заготовок в процессорных камерах;
— малый объем ванн или несовершенство системы обновления раствора;
— несовершенство системы распыления растворов;
— использование погружных насосов вместо выносных;
— отсутствие систем улавливания аэрозоля;
— отсутствие автономной системы перемешивания растворов в баках;
— некачественная сварка баков;
— сложность замены изнашиваемых деталей [12].
Нельзя пройти мимо заметного события. В России (г. Дмитров) организовано производство технологических линий струйной обработки WAT — «Передовые технологии». Там же выпускают химико-гальванические линии на любую производительность, HASL-установки, термошкафы. Линии WAT лишены отмеченных выше недостатков.
Системы совмещения
Совмещение элементов межсоединений в многослойных структурах — процесс многофакторный. Можно получить хорошие результаты позиционирования элементов рисунка на фотоплоттерах и сверлильных станках, но деформации пленочной основы фотошаблонов и слоев после травления и в процессе прессования могут свести на нет эти результаты, если используется непродуманная система совмещения. Системы базирования на штифтах с пробивкой базовых отверстий уже исчерпали свои возможности в обеспечении хорошей точности совмещения.
Прорыв в улучшении системы совмещения сделала швейцарская фирма PRINTPROCESS AG, обеспечив точность совмещения, соизмеримую с точностью сверления [13]. Эта принципиально новая бесштифтовая система совмещения в многослойных структурах позволяет изготавливать прецизионные многослойные печатные платы по высоким проектным нормам. В отличие от систем, использующих базирование на штырях — PIN-LAM, эта система без базовых отверстий названа MAS-LAM. На эту систему базирования перешло большинство заводов Европы и Азии, российские заводы в Рязани, Чебоксарах и др. Заводу ЭЛАРА этот процесс позволил не только увеличить точность совмещения, но и перейти с заготовки размером 300 х 400 мм на размер 530 х 610 мм.
Прессование
Требования к процессам прессования сегодня определяются высокой плотностью межсоединений, выполнением отверстий на внутренних слоях, необходимостью точного воспроизведения волнового сопротивления согласованных линий связи, более строгими требованиями к короблению применительно к требованиям поверхностного монтажа. Все эти требования могут быть удовлетворены только при условии использования систем вакуумного прессования с минимальными градиентами температур при нагреве и охлаждении, точности поддержания режимов давления и идеальной плоскостности плит. Расширяющиеся объемы использования полиимидных материалов нуждаются в более высоких температурах отверждения — порядка 400°С. Современные гидравлические прессы для прессования МПП отвечают всем этим требованиям: параллельность плит сохраняется в пределах ±30 мкм, температурная точность ±1°С, точность поддержания давления ±1 бар. Для уменьшения температурных градиентов во времени и пространстве используется, как правило, термомаслянный нагрев и охлаждение. Для предотвращения термодеструкции и испарения низкомолекулярных фракций масла для высоких температур прессования используется среда азота. Для эффективного выноса воздуха и летучих фракций из прессуемого пакета слоев применяется вакуумиро-вание рабочей зоны пресса с остаточным давлением 5 миллибар в течение всего времени прессования [14].
Расширяющиеся объемы использования полиимидных материалов нуждаются в более высоких температурах отверждения — порядка 400°С. Современные гидравлические прессы для прессования МПП отвечают всем этим требованиям: параллельность плит сохраняется в пределах ±30 мкм, температурная точность ±1°С, точность поддержания давления ±1 бар. Для уменьшения температурных градиентов во времени и пространстве используется, как правило, термомаслянный нагрев и охлаждение. Для предотвращения термодеструкции и испарения низкомолекулярных фракций масла для высоких температур прессования используется среда азота. Для эффективного выноса воздуха и летучих фракций из прессуемого пакета слоев применяется вакуумиро-вание рабочей зоны пресса с остаточным давлением 5 миллибар в течение всего времени прессования [14].
Чтобы сократить время использования горячих прессов и экономии энергии, участки прессования дополнительно оснащают установками холодного прессования в соотношении горячий пресс/холодный пресс = 2/1. Тогда продолжительность цикла уменьшается с 150 мин до 100 мин. Нагрев горячих плит не отключается, загрузка прессформ производится в горячие пресса.
Вместе с прессами, как правило, предлагаются опции, использование которых улучшают условия и производительность труда, устойчивость процессов: загрузочно-разгрузоч-ные тележки, стеллажи-накопители с подъемным устройством, станции сборки пакетов и для технологии PIN-LAM — расштифтовщики с устройством разборки прессформ.
Обязательным приложением к поставкам прессового оборудования является система визуализации параметров управления на базе персонального компьютера. Система обеспечивает выполнение трех отдельных функций: загрузку режимов прессования из архива и запись в архив новых отработанных режимов, диагностику оборудования для выявления неисправностей. Стабильность свойств материалов импортных поставок с рекомендованными режимами прессования позволяют быстро найти в архиве соответствующие режимы применительно к этим рекомендациям и быстро запустить процесс.
Сверление
Современные сверлильно-фрезер-ные станки для сверления печатных плат объединены общими признаками технического исполнения:
— стол-основание из натурального камня или гранита;
— стандартный привод Х-У на линейных двигателях;
— перемещение по Х-У рабочих органов на воздушных подшипниках;
— малая масса рабочего стола за счет использования новых композиционных материалов, в частности углепластика;
— высокоскоростной шпиндель: 150 тыс. об./мин, высокочастотный шпиндель для микросверления — 180 тыс. об./мин;
— автоматическая смена инструмента;
— система лазерного контроля состояния инструмента до и в процессе работы;
— управляемый скоростной сервопривод по оси Ъ;
— контроллер компьютерного управления.
Благодаря удачной сбалансированности этих элементов конструкции создается хорошее сочетание точности позиционирования (до ±5 мкм) и производительности (до 400 отв./мин), возможность механического сверления отверстий до диаметра 0,1 мм, точность глубины сверления до ±25 мкм (для станков КЮ — 7 мкм), высокая скорость перемещения: по осям Х-У с ускорением 10…15 м/с2, по оси Ъ — Автоматическая смена инструмента согласуется с производительностью станка — магазин сверл может загружаться сотнями/тысячами сверл десятка номенклатур [15, 16].
Химическое сверление
Использование полиимидных пленок для наращивания слоев МПП позволяет вытравливать в них глухие отверстия в крепких горячих щелочах. Для этого первоначально в соответствующих местах вытравливаются окна в фольге, которая в данном случае играет роль маски. Этот групповой метод оформления отверстий, естественно, обладает высокой производительностью. Но отсутствие соответствующих установок со струйной обработкой горячими щелочами вынуждает использовать погружное травление, что влечет за собой нежелательное подтравлива-ние диэлектрика под фольгой. Тем не менее, при отсутствии соответствующего оснащения травление отверстий остается единственным способом выполнения глухих отверстий.
Лазерное сверление
Предлагается ряд совершенно новых решений для микросверления, основанного на использовании мощных лазеров. Лазерные системы позволяют сверлить сотни отверстий в секунду диаметром от 0,05 до 0,2 мм. Активная среда Си-Вг-лазера, излучающего на длинах волн 511 и 578 нм, или КёУАО-лазера с длиной волны на третьей гармонике 355 нм, специально выбрана для хорошего поглощения энергии излучения медью в ультрафиолетовой области спектра. Необходимость использования таких систем обосновывается большим количеством микроотверстий в платах с высокой плотностью межсоединений (МЬВ-ИВ1). Плотность размещения таких отверстий в МЬВ-ИБ1-платах достигает 10 тыс./дм2.
Для сверления комбинации фольги и диэлектрика приходится варьировать мощностью лазера так, что сверление фольги производится при плотности энергии 4 Дж/см2, диэлектрической подложки — 0,1 Дж/см2 (см. рис. 3 и 4) [7]. Аппаратное воплощение такой смены режимов в ходе сверления встретило затруднения. Поэтому в новых разработках пока планируется использовать два разнородных лазера, совмещенных в одной головке: СО2-лазер для сверления диэлектрика и «зеленый» эксимерный лазер для сверления меди. Лучи обоих лазеров сводят в одну точку так, что они одновременно или попеременно обрабатывают отверстие.
Рис. 3. Последовательность операций лазерного сверления глухих отверстий
Рис. 4. Фотографии микрошлифов глухого отверстия: а) после лазерного сверления; б) после металлизации
Химико-гальванические процессы
Направленность современных процессов металлизации состоит в решении проблем равномерности покрытий тонких глубоких сквозных отверстий и глухих переходов со слоя на слой. Немаловажны вопросы экологического характера: процессы металлизации наряду с процессами травления создают основной объем загрязненных промышленных стоков. Новации в области химических процессов состоят в основном в использовании
процессов прямой металлизации вместо прежних процессов тонкой и среднетолщинной химической металлизации. В гальванических процессах начинают распространяться процессы импульсной металлизации.
В гальванических процессах начинают распространяться процессы импульсной металлизации.
Прямая металлизация
Существо процесса прямой металлизации состоит в получении электропроводящего слоя для возможности дальнейшего осаждения меди электрохимическим способом, минуя процесс химической металлизации и гальванической затяжки, отсюда и термин — «прямая металлизация» [18].
В Европе, где к охране окружающей среды относятся жестко, процесс прямой металлизации используется довольно давно.
Примерно 70% зарубежных компаний используют при производстве ПП процесс «прямой металлизации», в то время как в отечественной промышленности это значение не превышает 40% [19, 20].
Для обеспечения электрической проводимости используется одна из трех систем:
— коллоидная система, содержащая палладий;
— суспензии на основе угля и его модификаций;
— процессы, основанные на осаждении токопроводящих полимеров.
В том и другом варианте осаждение электропроводящего слоя осуществляется избирательно на диэлектрик. Это принципиально с точки зрения расхода палладия и образования разделительного слоя на стыках внутренних соединений в МПП.
Перечислим преимущества процессов прямой металлизации.
1. Получение равномерных покрытий.
2. Изъятие из процессов растворов формалина и сильных комплексооб-разователей.
3. Короткое время создания поверхностной проводимости диэлектрика — порядка 15 с.
4. Используемые в технологии растворы обладают высокой стабильностью.
5. Возможность создания поверхностной проводимости для широкого диапазона диэлектриков.
6. Отсутствие разделительного слоя на стыках металлизации отверстий с внутренними КП.
7. Хорошая рассеивающая способность при удовлетворительном обмене раствора в отверстиях.
8. Меньший объем химических анализов.
9. Отсутствие необходимости слива растворов, содержащих медь.
Коллоидные системы, содержащие палладий, позволяют получить самый лучший вариант прямой металлизации сквозных отверстий. От прежних процессов он отличается большей дисперсностью распределения палладия в тонкой покровной пленке и тем, что медь, вместо химического восстановления, восстанавливается контакт ным методом, образуя тонкий слой с устойчиво хорошей электропроводностью. С позиций стоимости химических компонентов процесс прямой металлизации на основе использования углеродных суспензий (Black Hole) дешевле, но техническая реализация процесса Black Hole сложнее и стоимость оборудования выше, чем для палладиевой системы, где можно использовать обычные погружные системы. Это обусловлено тем, что в линию Black Hole-процесса приходится вводить дополнительные устройства:
От прежних процессов он отличается большей дисперсностью распределения палладия в тонкой покровной пленке и тем, что медь, вместо химического восстановления, восстанавливается контакт ным методом, образуя тонкий слой с устойчиво хорошей электропроводностью. С позиций стоимости химических компонентов процесс прямой металлизации на основе использования углеродных суспензий (Black Hole) дешевле, но техническая реализация процесса Black Hole сложнее и стоимость оборудования выше, чем для палладиевой системы, где можно использовать обычные погружные системы. Это обусловлено тем, что в линию Black Hole-процесса приходится вводить дополнительные устройства:
— для предотвращения расслаивания раствора — ультразвуковое эмульгирование графитовой суспензии;
— для предотвращения уноса суспензии — двойные отжимные ролики на входе и выходе из камеры обработки;
— для предотвращения неравномерности покрытия — специальная конструкция трубопроводов подачи раствора;
— для предотвращения засорения отверстий для подачи суспензии — специальные щелевые напорные трубопроводы;
— для обеспечения устойчивости покрытия отверстий — система мягких роликов, принудительно вдавливающих суспензию в отверстия;
— для повышения эффективности сушки — роликовая сушка с двумя воздушными ножами, один из которых продувает отверстия, другой отсасывает остатки раствора и воды, новая сушка для маленьких отверстий.
Российские предприятия, первоначально освоившие систему Black Hole, отказываются от нее в пользу палладиевых систем.
В оборудовании гальванической металлизации решаются главные зада-
чи — интенсификация процессов обмена электролита в глубоких и глухих отверстиях. Для этого, в дополнение к покачиванию и барботажу, используются вибраторы, располагающиеся по краю или по центру катодных штанг. Вибрация освобождает тонкие отверстия от пузырьков воздуха и способствует интенсивному обмену раствора в отверстиях. Для металлизации глубоких отверстий в электролитах с выравнивающими добавками вибрация позволяет увеличить плотность тока с 0,5 до 2,5 А/дм2, за счет чего увеличивается производительность процесса.
Чтобы улучшить обмен электролита в тонких отверстиях и избавиться от эффекта «парусности» используется покачивание с захватом заготовки не только сверху (как обычно), но и снизу. Для обеспечения равномерности покрытия по площади заготовки в состав линий вводятся экраны. Наиболее эффективное новшество — импульсная металлизация, позволяющая не просто выровнять толщину металлизации в отверстии и на поверхности, но и при определенных режимах получить обратный эффект: толщина осаждения на поверхности меньше чем в отверстии (см. рис. 5, 6) [17].
Рис. 5. Стадии процессов осаждения при реверсировании тока:
Рис. 6. Иллюстрация результатов металлизации при реверсировании тока:
Ряд фирм предлагает горизонтальные линии химической обработки: очистки отверстий от продуктов сверления, прямой и электрохимической металлизации. В линиях используется система принудительного продавли-вания рабочих растворов в отверстия малого диаметра, за счет которой успешно металлизируются сквозные и глухие отверстия диаметром до 0,1 мм. Предусмотрены системы автоматического дозирования технологических растворов.
Конструкции вертикальных (погружных) линий, которые представляет, например, фирма РАЬ-Оа1уаиг, по-другому решают задачу металлизации тонких отверстий. Они имеют лазерную систему позиционирования операторов, более 300 вариантов технологических маршрутов с возможностью программирования новых вариантов, импульсные источники тока для уменьшения толщины металлизации на поверхности платы, пластиковые защитные экраны для выравнивания толщины металлизации по площади заготовки, специальные захваты подвески снизу для устранения «парусности» тонких заготовок, русифици-
а) результат осаждения при прямом импульсе тока;
б) формирование барьерного слоя;
в) осаждение по барьерному слою;
г) осаждение на второй стадии прямого тока;
д) итоговое покрытие
рованное программное обеспечение. В сочетании с использованием химических концентратов фирмы 1-Кеш линии РАЬ-ва1уаиг позволяют металлизировать сквозные и глухие отверстия диаметром до 0,1 мм. В настоящее время в мире успешно работает более тысячи единиц химико-гальвани-
В сочетании с использованием химических концентратов фирмы 1-Кеш линии РАЬ-ва1уаиг позволяют металлизировать сквозные и глухие отверстия диаметром до 0,1 мм. В настоящее время в мире успешно работает более тысячи единиц химико-гальвани-
ческого оборудования РАЬ-ва1уаиг в производстве фирм «Эрикссон» (Швеция), «Нокиа» (Финляндия), «Вольво» (Швеция), «Сканиа» (Швеция) и др.
Финишные покрытия
Большое разнообразие финишных покрытий говорит об отсутствии
выбора в пользу какого-либо одного-двух, удовлетворяющих всем требованиям по стоимости, смачиваемости, долговременности и т.д. Перечень их широк: OSP (Organic Solderability Preservative), NiAu (ENIG — Electroless Ni & Immersion Gold — химический никель и иммерсионное золото), ImAg
а) заполненное металлом глухое отверстие;
б) сквозное металлизированное отверстие;
в) заполненное металлом сквозное отверстие
(Immersion Ag), ImBi (Immersion Bi), Pd (Electroplate or Electroless Pd — химический или гальванический палладий), NiPd (Electroless Ni & Immersion Pd), NiPdAu (Electroless NiPd & Immersion Au), ImSn (Immercion Sn), NiSn (Electroplate Ni&Sn), SnAg (Electroplate Sn&Ag) and HASL (HotAir Solder Leveling). В этом широком ряду лидирующими покрытиями печатных плат являются OSP, ENIG, ImAg, ImSn и HASL [21].
HASL-процесс горячего облужива-ния плат, состоит в погружении плат на ограниченное время в ванну с расплавленным припоем, во время быстрой выемки плат их обдувают струи горячего воздуха, которые сдувают излишки припоя и выравнивают покрытие. Но наплывы припоя неизбежно остаются, особенно много их на развитых металлических поверхностях. В последующей сборке наплывы мешают установке мелких компонентов, что ограничивает применение HASL. Но с точки зрения качества покрытия, его исключительной способности к пайке ему нет равных. Поэтому там, где изготовление плат и сборка происходят в одном производстве, находят компромиссы, чтобы использовать HASL.
Еще один существенный недостаток HASL — жесткий термоудар, который испытывают платы при погружении в расплавленный припой. И чем выше рабочая температура припоя, тем серьезнее проблема обеспечения надежности межсоединений. Ряд предприятий не используют HASL для многослойных плат, считая, что они уменьшают надежность внутренних межсоединений от таких термоударов.
OSP обеспечивает защиту медной поверхности от окисления в процессе хранения и пайки. В конце пайки этот слой, выполнив свою функцию, теряет способность обеспечить последующие процессы пайки. В Японии это дешевое покрытие используется больше 20 лет. Но чтобы процесс пайки проходил в одну стадию группового нагрева, конструкторы изделий учитывают эту их особенность в целях снижения их себестоимости. OSP — хорошая альтернатива HASL. Но OSP имеет короткий жизненный цикл, что негативно сказывается на технологической надежности, не обеспечивает многократную пайку, тем более при высоких температурах. Чтобы избежать этих затруднений, приходится использовать нейтральную среду (азот) пайки.
ЕЫЮ (~ 4 мкм N1 + ~ 0,1 мкм Аи) — другая альтернатива ИА8Е-процессам. Это покрытие свободно от ионных загрязнений, способно к многократной пайке при высоких температурах, так как тонкий слой золота защищает никель от окисления, а никель — барьер, предотвращающий взаимную диффузию золота и меди. Характерный для Е№в дефект — черные контактные площадки, случающиеся из-за выделения на поверхность никеля фосфора, присутствующего в химическом процессе его восстановления. Во время пайки золото растворяется в припое и обнажает плохо паяемый слой фосфора. Припой скатывается с поверхности фосфора, в чем и проявляется эффект черной контактной площадки. Черные контактные площадки могут возникать также при передержке процесса пайки, интенсифицирующей образование ин-терметаллидов олова с никелем и олова с фосфором, внедренным в никель. Выделение фосфора на поверхности никеля может вызвать также процесс золочения. Осаждение защитного покрытия золотом из нейтральных электролитов уменьшает вероятность этих явлений.
Осаждение защитного покрытия золотом из нейтральных электролитов уменьшает вероятность этих явлений.
ЕШв капризен в выборе флюсов, его цена примерно на 25% выше, чем у 08Р. Преимущества Е№в: жизнеспособность более года, плоская контактная поверхность, хорошая смачиваемость припоем при правильном подборе флюса, неокисляемая поверхность для контактирования (нажимные и скользящие контакты).
Иммерсионное олово (1ш8п) — еще одна альтернатива ИА8Е-процессам. Популярность 1ш8п растет за счет хорошей смачиваемости, которую он обеспечивает, и простоте процесса осаждения. 1ш8п демонстрирует лучшую паяемость чем Е№С Но существуют два ограничения для его применения: самопроизвольные нитевидные кристаллические образования, которые могут приводить к КЗ, и образование интерметаллических соединений СиХ8пУ. Поскольку толщина иммерсионного олова не превышает 1 мкм и СиХ8пУ быстро поглощает этот тонкий слой, способность к пайке исчезает. В последнее время возможность этого явления устраняют введением барьерного подслоя различного содержания: металлоорганика и др. Перспектива использования 1ш8п состоит в низкой стоимости процесса осаждения, хорошей паяемости, плоской поверхности покрытия (в отличие от HASL), хорошие условия для обеспечения беспаянных соединений Press-Fit (впрессовывание штырей-хвостовиков разъемов в металлизированные отверстия плат).
Иммерсионное серебро. Толщина ImAg не превышает 200 нм, поэтому расходы на реализацию этого покрытия незначительны. Жизнеспособность ImAg гораздо длительнее, чем OSP, но несколько меньше, чем ENIG. Пожелтение покрытия в процессе хранения, сборки и пайки — результат загрязнения воздушной среды сульфатами, хлоридами. Пожелтение не сказывается на свойствах ImAg , но его декоративность страдает. Консервирующие покрытия антиокислителями тормозят процесс пожелтения и продлевают жизнеспособность покрытия. ImAg менее популярно в Европе, чем в США, где оно более доступно.
Тестирование печатных плат
Для современного состояния тестирующих систем характерно использование контактирования «летающими» щупами вместо контактного поля (матриц контактов).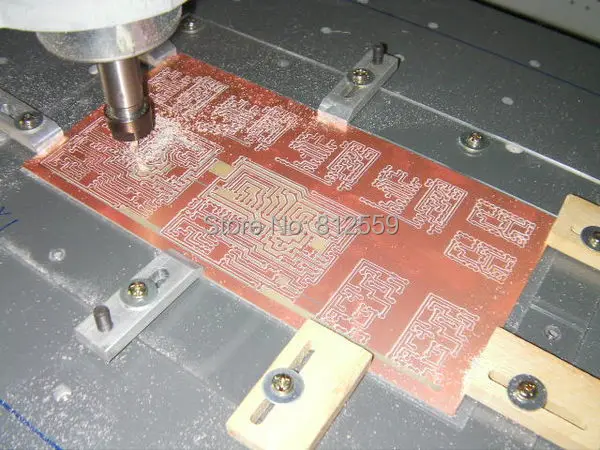 Малую производительность этих систем компенсируют специальными приемами быстрого опроса состояния межсоединений по емкости проводников и их групп [18]. Преимущества двух систем использует фирма New System (Италия): в ее тестерах применяются «летающие матрицы» контактов, за счет чего производительность тестера увеличивается на порядок. Добавление к этому специальных приемов быстрого опроса делает производительность тестеров New System соизмеримой с проверкой контактным полем и транзисторным перебором сочетаний точек контактирования [19].
Малую производительность этих систем компенсируют специальными приемами быстрого опроса состояния межсоединений по емкости проводников и их групп [18]. Преимущества двух систем использует фирма New System (Италия): в ее тестерах применяются «летающие матрицы» контактов, за счет чего производительность тестера увеличивается на порядок. Добавление к этому специальных приемов быстрого опроса делает производительность тестеров New System соизмеримой с проверкой контактным полем и транзисторным перебором сочетаний точек контактирования [19].
Применение автоматических тестеров фирмы New System с патентованной технологией «летающих матриц» позволяет проводить 100%-ное электрическое тестирование жестких и гибких печатных плат с одной или одновременно с двух сторон. При тестировании используется стандартный резистивный и ускоренный емкостный метод испытаний. Для базирования тестируемой платы или мультиплицированной заготовки используется оптическая система, позволяющая компенсировать возможную усадку материала или рассов-мещение наружных слоев.
Испытания. Для испытаний на российском рынке вновь появились малоразмерные климатические камеры, представленные например фирмой Tabai, хорошо зарекомендовавшие себя еще с советских времен [7].
Набор всевозможных цифровых измерительных приборов, например фирмы Fluke, позволяет измерить любые электрические характеристики печатных плат и базовых материалов: электрические сопротивления изоляции и проводников, волновое сопротивление линий связи в платах, погонные емкости проводников и др. Отличительный признак цифровой измерительной техники — длительный срок работы без поверки.
Набор лабораторного оборудования для металлографии, представляемый индийской фирмой Metatech, позволяет получить качественный микрошлиф через 17 минут после поступления платы на анализ. Набор для экспресс-анализа содержит рычажный пресс для высечки образца, настольный горячий пресс для оп-рессовки образца быстро твердеющей пластмассой, дисковую пилу для реза вдоль осей отверстий, полировочную машинку для доводки поверхности образца до нужной чистоты, металлографический микроскоп с видеокамерой (опция), принтер для регистрации данных анализа [20].
Инвестирование производства
Создание современного производства требует значительных инвестиций: от 100 тыс. до миллионов долларов. Собственных средств для таких вложений у предприятий нет, долгосрочные кредиты недоступны, привлечение средств с фондового рынка за счет продажи акций мало реально. В таких условиях предприятия вынуждены искать инвесторов, готовых принять бизнес-планы развития производства и финансировать их реализацию. Любопытно, что посредниками по привлечению инвестиций в развитие производства успешно выступают фирмы, поставляющие соответствующее оборудование. Наиболее продвинутые фирмы-поставщики имеют в своем составе технологические подразделения, способные профессионально оценить реальное техническое состояние предприятий и на основе этих оценок разработать технические проекты создания новых и реконструкции существующих производств. Используя экспресс-методы расчета экономических показателей создаваемых производств, они владеют полной информацией для подготовки пакета документа, необходимого для переговоров с инвесторами. С другой стороны, будучи частными предприятиями, ориентированными на рыночные условия, такие фирмы-поставщики оборудования давно установили тесные отношения с частным капиталом и успели завоевать его доверие.
Сегодня в России создалась противоречивая ситуация, при которой есть спрос капитала, и есть предложение капитала, но нет эффективного рынка, где они могут встретиться. Разрешить эту ситуацию могут профессиональные фирмы, вызывающие доверие обеих сторон [21].
Заключение
Постоянное обновление элементной базы требует соответствующей модернизации существующих технологий и оборудования производства печатных плат. Для России после 90-х годов стала неизбежной интеграция с западным рынком и его довлеющее влияние на отечественное производство. Это привело к необходимости активного заимствования технических решений, состоявшихся в международной кооперации электронной продукции.
Наблюдается возросший интерес инвесторов к вложению капиталов в производство и дефицит реальных инвестиционных проектов. Появились российские фирмы, удовлетворяющие интересы обеих сторон.
Появились российские фирмы, удовлетворяющие интересы обеих сторон.
Сложившаяся конъюнктура рынка капитала является уникальной в новейшей истории России и предоставляет реальный шанс для экономического возрождения отечественного производства электроники.
Литература1. Борисов Ю. Концепция развития радиоэлектронного комплекса//Электроника. НТБ, 7/2005.
2. Медведев А. Летняя конференция-2005 Европейского института печатных схем//Технологии в электронной промышленности, 4/2005.
3. Медведев А. Производство электроники в России (по состоянию на первое полугодие 2005 г.)//Производство электроники, 6/2005.
4. Трубкина В. Выбор технологических методов в производстве печатных плат// Компоненты и технологии, 2/2002.
5. Петров М. Лазерная обработка материалов в электронике// Компоненты и технологии, 8/2002.
6. Ласкин А. Технология Laser Graver — шаблоны печатных плат за один технологический этап//Компоненты и технологии, 1/2003.
7. http://www.estek.ru
8. Медведев А., Однодворцев М., Семенов П. Модернизация производства печатных плат//Электронные компоненты, 9/2003.
9. http://www.printprocess.com
10. http://www.new-system.com
11. ОднодворцевМ. Нанесение маркировки струйно-капелъным методом//Тех-нологии в электронной промышленности, 2/2005.
12. Семенов П.В. Интервъю журналу «Технологии в электронной промышленнос-ти»//Технологии в электронной промышленности, 1/2006.
13. СеменовП. Системы совмещения. Частъ II. «Тенъ на плетенъ», или о том, как нас ведут в 5-й класс//Технологии в электронной промышленности, 6/2005.
14. Новокрещенов С. Коробление многослойных печатных плат//Электронные компоненты, 2/2004.
15. Однодворцев М. Современное свер-лилъно-фрезерное оборудование и важная ролъ технолога в получении качественного конечного резулътата на операции сверле-ния//Технологии в электронной промышленности, 1/2004.
16. Новокрещенов С. Выбор режущего инструмента//Технологии в электронной промышленности, 1/2005.
17. Медведев А., Семенов П. Импулъ-сная металлизация печатных плат//Тех-нологии в электронной промышленности, 3/2005.
18. Городов В. Методы электрического контроля печатных плат. Технологии в электронной промышленности, 1/2004.
19. Однодворцев М. Дюжина причин исполъзования установок электрического контроля с «летающими щупами» в мелкосерийном и среднесерийном производстве// Компоненты и технологии, 2/2005.
20. Анчевский И., Медведев А. Металлографический анализ многослойных печатных плат//Технологии в электронной промышленности, 2/2005.
21. Локшин Ю., Семенов П. Рынок оборудования для производства печатных плат: взгляд изнутри//Технологии в электронной промышленност, 1/2004.
Высокая точность оборудование производства печатных плат по разумным ценам
Берите одни из самых крутых и продуктивных. оборудование производства печатных плат на Alibaba.com для обслуживания различных производственных и производственных процессов с использованием электронных машин. Эти мощные и эффективные. оборудование производства печатных плат не только превосходны по своим характеристикам, но также прочны и долговечны по своей природе, что гарантирует их долговечность, не выбрасывая лишние деньги из ваших карманов. Эти продукты оснащены всеми новейшими и передовыми функциями, обеспечивающими оптимальное функционирование и бесперебойную работу, независимо от вашего опыта обращения с ними. Ведущий. оборудование производства печатных плат поставщики и оптовики на сайте предлагают эти великолепные машины по конкурентоспособным ценам и со значительными скидками.Обширная коллекция прочных и надежных. оборудование производства печатных плат на сайте включают отдельные категории оборудования и механизмов, которые технологически модернизированы с помощью усовершенствованного программного обеспечения премиум-класса для более точной и эффективной работы. Эти продукты представляют собой экологически чистое, ударопрочное и энергосберегающее оборудование, которое может не только сократить ваши затраты на рабочую силу, но и сэкономить на счетах, одновременно выполняя работу в более короткие сроки. Эти. оборудование производства печатных плат просты в эксплуатации и имеют низкие затраты на обслуживание, которые требуются редко. Эти. оборудование производства печатных плат поставляются с видеоуроками и надежными гарантийными сроками.
Alibaba.com имеет разные особенности. оборудование производства печатных плат различных форм, размеров, функций и моделей в зависимости от ваших требований. Есть. оборудование производства печатных плат коллекции, которые предлагают машины подачи, машины для производства печатных плат, машины SMT и многое другое. Эти продукты хорошо подходят для таких функций, как HD-камеры для подающих машин, испытания на растяжение при низких температурах и многое другое, в соответствии с вашими потребностями. Купите эти производительные. оборудование производства печатных плат с сертификатами ISO, CE для уверенности.
Просматривайте отдельные страницы. оборудование производства печатных плат на Alibaba.com и покупайте продукты в рамках своего бюджета. Эти продукты поставляются с надежным послепродажным обслуживанием и установкой. Также доступны варианты настройки.
Производство печатных плат в Москве. Умный контроль производства
Оценим за 24 часа
Прикрепите файл на оценку проекта
ТИПЫ
ПЕЧАТНЫХ ПЛАТ
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА
ПОДГОТОВКА
ГЕРБЕР ФАЙЛОВ
ВЫБОР
МАТЕРИАЛОВ
ВНУТРЕННИЙ
СЛОЙ
ТРАВЛЕНИЕ
ВНУТРЕННЕГО
СЛОЯ
ОПТИЧЕСКИЙ
КОНТРОЛЬ
ВНУТРЕННЕГО
СЛОЯ
ЭТАП 1
ЭТАП 2
ЭТАП 3
ЭТАП 4
ЭТАП 5
ЛАМИНИРОВАНИЕ
МЕТАЛИЗАЦИЯ
ПЕРЕХОДНЫХ
ОТВЕРСТИЙ
ПОВТОРНАЯ
МЕТАЛЛИЗАЦИЯ
ОТВЕРСТИЙ
НАНЕСЕНИЕ ФОТОШАБЛОНА
ЭТАП 6
ЭТАП 7
ЭТАП 8
ЭТАП 9
ЭТАП 10
ПРОЯВЛЕНИЕ
ФОТОШАБЛОНА
ТРАВЛЕНИЕ ВНЕШНЕГО СЛОЯ
ОПТИЧЕСКИЙ КОНТРОЛЬ ВНЕШНЕГО СЛОЯ
ЗАВЕРТОВАНИЕ ОТВЕРСТИЙ
МАСКАЯ
ПРИПОЯ
ЭТАП 11
ЭТАП 12
ЭТАП 13
ЭТАП 14
ЭТАП 15
ФИНИШНОЕ
ПОКРЫТИЕ
СКРАЙБИРОВАНИЕ
ФИНАЛЬНАЯ
ИНСПЕКЦИЯ
ЭТАП 17
ЭТАП 18
ЭТАП 19
ЭТАП 20
СФЕРЫ
ПРОИЗВОДСТВА
КОНТРОЛЬ
ПРОИЗВОДСТВА
Обычное производство
Сити Электроникс
Неточное и шероховатое паяльное отверстие (под микроскопом)
Высокоточное и плоское паяльное отверстие (под микроскопом)
Неравномерная 1oz толщина меди
(под микроскопом)
Равномерная 1oz толщина меди
(под микроскопом)
Неравномерная и не четкая шелкография
(под микроскопом)
Равномерная и четкая шелкография
(под микроскопом)
ВИДЕО С ПРОИЗВОДСТВА
Ссылка скопирована
ПРАЙС ЛИСТ FR-4
БЕСПЛАТНО ОЦЕНИМ ВАШ ПРОЕКТ
по печатным платам
Алексей Ерошенко
Коммерческий директор
Раб.:+7 (499) 553-05-0
Моб.:+7 (925) 085-90-55
Email:
НАЖМИТЕ НА E-MAIL ССЫЛКУ И ПРИКРЕПИТЕ ФАЙЛ
Отправить проект на оценку
Лучшее производство печатных плат в Москве
Компания «Сити Электроникс» приглашает к сотрудничеству всех клиентов, которые хотели бы заказать изготовление печатных плат. Мы готовы поставить для вас печатные платы дешево из Китая, начиная с единичного производства. В нашем распоряжении имеется самое современное оборудование для производства печатных плат, позволяющее нам производить большие объемы качественных многослойных печатных плат под заказ. Своим клиентам мы можем предложить весь комплекс услуг в данном направлении. Обращение к нам гарантирует высочайшую надёжность получаемой продукции, точность заявленных характеристик в конструкторской документации, а также стабильные своевременные поставки и чёткое соблюдение взятых на себя обязательств.
Техническая оснащённость нашей компании позволяет реализовать изготовление печатных плат любой формы и степени сложности. При этом уровень оборудования и персонала, позволяет реализовать производство печатных плат на заказ до 40 слоев и на самых нестандартных материалах. У нас вы можете заказать односторонние, двусторонние или многослойные печатные платы.
Тщательная проверка печатных плат гарантирует высокое качество, а доступная цена на печатную плату в сочетании с отличным сервисом делает сотрудничество с нами выгодным и комфортным.
Контрактное производство печатных плат в России позволяет нам предоставлять все необходимые услуги. Мы можем выполнить: следующее:
расчёт стоимости печатной платы всего за 24 часа;
изготовление фотошаблонов/трафаретов для печатных плат;
ремонт печатных плат любой сложности.
Приняв решение начать сотрудничество именно с нами, вы будете уверены, что работаете с ведущим производителем электроники в России. Мы также с большим желанием осуществляем мелкосерийное производство печатных плат в Москве.
Также мы готовы поставить печатные платы из Китая. Серийное производство печатных плат в Китае — это лучший вариант для тех, кто хотел бы сэкономить, но при этом получить в своё распоряжение качественные изделия.
За годы работы наша компания создала высокотехнологичное производство печатных плат в Москве. Техническая оснащённость, знание всех нюансов процесса создания электронных модулей, а также производство препрегов дают возможность предлагать нашим клиентам современную продукцию на очень привлекательных условиях. У нас действительно низкая стоимость изготовления печатных плат. Также мы можем выполнить ремонт электронных плат.
Ищете надёжное производство многослойных печатных плат? Звоните нам и компания «Сити Электроникс» позаботится о том, чтобы вы не были разочарованы сотрудничеством!
Станки для изготовления печатных плат
Сегодня для производства односторонних, двусторонних и многослойных печатных плат используются не только химические методы, но и специализированное оборудование.
В частности, гравировально-фрезерные станки с ЧПУ и лазерные граверы.
Фрезерные станки для изготовления печатных плат
Современные гравировально-фрезерные станки с ЧПУ широко используются для:
- Вырезания токопроводящей полосы на плате. В зависимости от марки и модели станка точность фрезеровки может варьироваться от 0,02 до 0,15 мм.
- Подготовки прототипов печатных плат из алюминия, текстолита, фольгированного стеклотекстолита и т.д. В основном такие модели используются в малотиражном производстве.
- Высверливания отверстий.
- Контурной обрезки печатной платы.
В качестве режущей оснастки для фрезеровки печатных плат используются: граверы и микросвёрла из закалённых металлических сплавов.
В компании «Форсайн» вы можете приобрести фрезерные станки Sicono для изготовления приборных панелей.
Лазерные граверы для производства печатных плат
В качестве альтернативы фрезерам в изготовлении печатных плат могут использоваться лазерные граверы. Они идеально подходят для создания глухих отверстий.
1) Лазерное микросверление
Использование мощных СО2-лазеров позволяет формировать сотни микроотверстий диаметром от 0,05 до 0,2 мм за 1 секунду. В отличие от химических способов вытравливания лазерная технология позволяет избежать загрязнения электроизоляционного основания заготовки. Чаще всего данный метод сверления применяется к медным заготовкам.
2) Изготовление фотоформ
Использование СО2-лазерных станков позволяет прожигать верхний слой диэлектрика вплоть до срединного слоя меди. В случае же, если требуется высверлить глухое отверстие, необходимо сначала протравить в наружном слое фольги окно для прохождения лазерного луча.
Лазерная технология изготовления фотоформ широко востребована в сфере полиграфии.
3) Нанесение рисунка на плату CO2-лазером
Ещё одним направлением использования СО2-лазерных граверов в изготовлении высокоточных печатных плат является нанесение ультратонкого рисунка проводников и зазоров (30/40 мкм). Правда, лазерная гравировка здесь непременно сопровождается химическим вытравливанием остатков металла в зазорах и прочих труднодоступных местах.
Заказать станки можно по телефону: +7 (495) 215-11-15.
Оборудование для производства печатных плат и гальваники
К сожалению, фирмы ELO-CHEM с 2007 года не существует.
Руководитель ELO-CHEM – Кристиан Бернауер с основными своими специалистами с 2008 года вновь начал работу в Китае. В настоящее время под его руководством выпускаются более совершенные системы регенерации, установленные в Китае, США, Турции.
В связи c неугасающим интересом к старой системе, предлагаем ознакомиться с нашим описанием системы, впервые опубликованным в 2001 году и многократно скопированным у нас различными интернет-ресурсами.
Процесс травления печатных плат обычно неотделим от некоторых проблем ,связанных с возникновением большого количества отходов ,возникновением в процессе травления опасных и сложных с точки зрения утилизации соединений .
Фирма ELO-CHEM (Германия) предложила технологию травления без подобных недостатков-
травящий раствор регенерируется практически бесконечно (один раствор может работать в травильной машине до трех лет).
Процесс регенерации травящего раствора фирмы ELO-CHEM ,реализованный на установке EZ 3000 ,содержит два цикла, протекающих физически раздельно друг от друга:
1). В первом цикле происходит постоянное восстановление травильного раствора. (Регенерация 1)
2). Во втором цикле происходит электролитическое восстановление меди, из отработанного травильного раствора. (Регенерация 2)
1. Регенерация травильного раствора.
Во время травления происходит химический процесс восстановления двухвалентного тетрааминового комплекса меди до одновалентного. Металлическая медь окисляется и растворяется в щелочном растворе .Одновалентные ионы меди проходят благодаря подаче кислорода процесс повторного окисления до двухвалентных ионов меди, что позволяет использовать относительно небольшое количество травильного раствора в замкнутом цикле.
Необходимый для процесса окисления кислород поступает в травильную установку с воздухом при помощи двух инжекторных насосов. Оборудование устроено таким образом, что воздух сначала пропускается через электролизёр, в котором он увлекает за собой возникшие во время электролиза газы: кислород и аммиак.
Применяемый фирмой ELO-CHEM специальный травильный раствор «CTS- Recycling- Etch» принципиально соответствует известным травильным веществам на основе аммиака. Однако, используемый обычно хлорид меди здесь заменён на сульфат меди. Хотя это и влечёт за собой уменьшение скорости травления, но даёт возможность осуществления прямого электролиза травильного вещества, во время которого не выделяется газообразный хлор. Потеря скорости почти полностью компенсируется благодаря присадке ELO-Fast 40.
2. Регенерация травильного вещества — электролиз меди.
В модуле регенерации установки EZ 3000 часть травильного раствора, содержащего одновалентные ионы меди, направляется к модулю электролиза. Там медь осаждается на катоде и снижает уровень содержания меди в растворе. Осаженную с помощью электролиза медь можно легко извлечь с электродов после автоматического выключения модуля регенерации в виде листа металлической меди .Образовавшиеся на аноде газы кислород и аммиак удаляются из электролизёра и подаются обратно в травильный раствор, поддерживая тем самым процесс обратного окисления меди.
Оба цикла отделены друг от друга в пространственном отношении и протекают независимо друг от друга. Функционирование процесса травления и регенерации меди, логически связаны между собой.
3. Координация циклов посредством измерения плотности.
Совместное протекание регенерации I и регенерации II координируется двумя измерителями плотности. Устройство измерения плотности регенерации I контролирует плотность травильного раствора на данный момент времени. Как только заданное значение плотности в травильной машине повысилось, автоматически включается регенерация II (электролиз).
Второе устройство измерения плотности контролирует уровень концентрации меди в травильном растворе в электролизёре. Уровень концентрации меди во время электролиза снижается. Если значение плотности в электролизере стало ниже заданного, то открывается магнитный клапан, который пропускает травильный раствор из травильной машины в электролизёр .Вследствие этого уровень концентрации меди в электролизёре снова становится выше заданного значения. Травильный раствор, который был подан, немного повышает уровень жидкости в электролизёре, после чего восстановленный травильный раствор переливается из электролизёра в травильную машину. Перелитый обратно травильный раствор снижает уровень содержания меди в травильной машине.
Совместное протекание процессов измерения плотности, повышение уровня концентрации меди в электролизёре и разбавление травильного вещества в травильной машине происходит до тех пор, пока идёт процесс регенерации всей меди, из отработанного раствора травления. Если констатируется, что установленное значение плотности в травильной машине стало ниже заданного, электролиз автоматически выключается.
Итак, электролиз происходит только тогда, когда это необходимо вследствие повышенного уровня концентрации меди в травильной машине.
Установка регенерации меди EZ 3000 фирмы ELO-CHEM состоит из следующих частей:
1. Модуль регенерации травильного раствора:
Циркуляционный насос, 2 инжекторных насоса, устройство измерения плотности, устройство контроля значения уровня рН и фильтрация- байпас.
Модуль регенерации меди:
Электролизёр с циркуляционным насосом, система подачи охлаждающей воды с регулированием температуры, система контроля уровня, система измерения тока электролизёра, предохранительный термостат для травильного раствора и контактные выводы для электродов, предохранительный выключатель на крышке электролизёра, система газовой вытяжки газов и устройство обогрева, предназначенное для обогрева во время пауз в работе.
Шкаф управления:
Шкаф управления служит в качестве блока управления, трансформатора и выпрямителя. Встроены индикаторы для контроля за температурой травильного раствора в электролизёре, значения уровня рН и тока электролиза. Также расположены световые индикаторы, предназначенные для контроля процесса и возможного наличия неисправностей.
Мощность регенерации меди модулей регенерации EZ 3000 фирмы ELO-CHEM – приблизительно 2,5 килограмма меди в час. (Мощность установки с несколькими модулями EZ 3000 больше на соответствующую величину).При очень больших объёмах травления целесообразно применение буферной системы, позволяющей равномерно проводить восстановление раствора и обходиться меньшим количеством установок.
Технические характеристики установки EZ 3000.
Травление
Скорость травления: приблизительно 40 мкм/мин с ускорителем Elo-fast 40 приблизительно 20 мкм/мин без ускорителя
Константа травления: приблизительно +/- 2,5 мкм/мин (с ускорителем)
Фактор травления: > 3,5 (типично > 3,7)
Температура травления: от 50 °С до 55 °С
Электролиз
Мощность осаждения: в среднем 2,5 кг меди/час, максимально 3,0 кг
меди/час
Плотность тока: приблизительно 12 А/ дм2.
Напряжение: 16 х 2,4 В до макс. 16 х 3,0 В (биполярная схема)
Общие данные о машине
Мощность подключения: 15 кВт
Вес в порожнем состоянии: приблизительно 700 кг. (включая шкаф управления )
Площадь основания: регенератор 1250 х 850 кв. мм., шкаф управления 600 х 400 кв. мм.
4. Данные о потреблении:
Потребление тока: приблизительно 4,5 кВт /кг меди (осаждение)
Охлаждающая вода: приблизительно 200 л/кг меди (температура 12°С)
Аммиак – газ: приблизительно 200 гр/кг меди
Ускоритель: приблизительно 100 мл/кг меди
За счёт жестко поддерживаемых параметров травления данная система с травильным раствором на основе сульфата меди заменяет существующие широко распространенные щелочные и кислые растворы травления на основе хлорида меди и позволяет одновременно травить платы, изготавливаемые как по позитивному, так и по негативному методам.
Монтаж установки EZ-3000 прост: система подключается к отстойнику травильной машины и не требует её дополнительной переделки. Один или несколько модулей EZ-3000 фирмы ELO-CHEM будут связаны в закрытом цикле с Вашей травильной установкой посредством двух трубопроводов.
Травильная установка и модули регенерации могут быть отделены друг от друга в пространстве – их можно устанавливать в разных помещениях или на разных этажах.
Таким образом, продукция фирмы ELO-CHEM – установка EZ-3000 позволяет при травлении достигать следующих результатов :
- использование одного раствора в замкнутом цикле до 3-х лет
- возможность обработки печатных плат как сухим пленочным фоторезистом, так и с покрытием ПОС или оловом на одной травильный установке
- высокая экологичность (полное отсутствие отходов и вредных выбросов )
- простое подсоединение к любым травильным установкам
- точное автоматическое поддержание рН + 0,1
- восстановление меди вследствие прямого электролиза травильного раствора
- получение меди в виде пластин
- регенерация травильного раствора с помощью кислорода воздуха
- автоматическая система контроля концентрации меди в травильном растворе
- компактный дизайн модульной конструкции (занимает площадь всего около 1,5 кв.м)
- полная автоматизация процесса регенерации
Изготовление печатных плат – Гравировально фрезерные станки принтеры по металлу
Изготавливать печатные платы возможно на следующих фрезерных гравировальных станках с ЧПУ
Изготовление печатных плат – задача которая в XXI веке должна выполняться роботами или на фрезерных станках с числовым программным управлением.
Большинство фрезерных станков MAGIC позволяет изготавливать печатные платы: сверлить и фрезеровать отверстия.
На видео кратко показан процесс изготовления печатных плат без травления
При таком изготовлении печатной платы, не требуется фоторезист, лазерно-утюжная технология, травление хлорным железом и другие более трудоемкие способы изготовления печатных плат.
Расстояние между дорожками печатной платы может быть от 0,05 мм. Размер отверстий от 0,2 мм. При этом минимален риск поломки тончайших сверел, поскольку подачу сверла осуществляет станок в автоматическом режиме и строго перпендикулярно печатной плате.
Одной из приятных особенностей программы MagicArt является то, что Вы можете нарисовать печатную плату черным фломастером, отсканировать и программа сама распознает контуры для фрезерования. Вам не понадобится отрисовка печатной платы в сторонних специализированных программах.
Если же печатная плата сложная и содержит большое количество мелких элементов, то Вы с легкостью можете импортировать макет печатной платы в программу MagicArt и изготовить печатную плату практически в автоматическом режиме.
Для изготовления печатных плат можно использовать следующие фрезерные станки с ЧПУ
У вас нет прав добавлять отзывы
Российские материалы, процессы и оборудование для производства печатных плат
Автор: Терешкин Валентин, к.т.н
Год издания: 2006
Безусловным правилом для стран, считающих себя развитыми или стремящихся таковыми стать, является наличие собственного производства радиоэлектронной техники.
Один из китов, на которых основано это производство, – печатная плата и все, что связано с ее созданием: материалы, технология и оборудование. Не надо думать, будто ничего подобного нет в России. Есть! И использование отечественных материалов, технологий и оборудования позволяет изготавливать качественные печатные платы при минимальных издержках. Настоящая статья посвящена разработкам СПБЦ “ЭЛМА” в этой области производства. В прошедшем 2006 году компании исполнилось 15 лет, и можно смело сказать, что за это время сделано многое для развития отечественной радиопромышленности.
СПбЦ «ЭЛМА» разрабатывает технические и инвестиционные проекты создания и реконструкции производств печатных плат, включающие:
техническую экспертизу существующего производства, в том числе:
– анализ организации производства и его подготовки;
– анализ применяемого технологического процесса;
– анализ применяемого оборудования.
разработку решений для реконструкции, в том числе:
– выбор новых технологий;
– расчет производственных мощностей и подбор современного оборудования;
– планировку размещения технологического оборудования и т. д. в составе инвестиционного проекта:
– расчет планируемых ежегодных производительности и продаж;
– расчет потребности материалов и энергетических ресурсов по годам;
– расчет планируемой прибыли и допустимых расходов;
– проект движения средств и пр.
СПбЦ «ЭЛМА» производит малогабаритные линии «Элгамет» с ручным и автооператорным перемещением заготовок по линии, для процессов:
– прямой металлизации;
– химического меднения;
– гальванической металлизации;
– перманганатной очистки отверстий МПП;
– нанесения органического защитного покрытия — ОЗП.
Все параметры процессов обработки печатных плат на каждой позиции линии поддерживаются автоматически.
СПбЦ «ЭЛМА» разрабатывает современные технологии изготовления печатных плат и производит концентраты электролитов и растворов для выполнения процессов:
– прямой металлизации ПМ 300;
– химического меднения ЭЛХМ 200;
– гальванического меднения ПлатаМет 600;
– перманганатной очистки отверстий ПО 400;
– травления оловянного металлорезиста ТОЛ 800;
– нанесения органического защитного покрытия на медь ОЗП 900 и др.
Оборудование для производства и сборки печатных плат
Оборудование для производства и сборки печатных плат | Sierra Circuits 14 апреля 2021 г.
Наш завод в Кремниевой долине считается «важным» и полностью готов к работе для поддержки медицинских, оборонных и других проектов по изготовлению и сборке печатных плат.
Для ваших более сложных плат, пожалуйста, отправьте запрос на ценовое предложение по адресу [email protected]
Вы также можете оценить и заказать стандартные технологические печатные платы / сборки онлайн на этом веб-сайте.
Производственное и сборочное оборудование
Реинвестируйте в возможности
Позвоните нам, чтобы забронировать тур
Бесплатный звонок: (800) 763-7503
Телефон: (408) 735-7137
Система напрямую наносит изображение схемы на панель, покрытую фоторезистом. Таким образом, он позволяет избежать полного использования физических свойств литовых пленок, а также заменяет ряд процессов, связанных с получением литовых пленок.
Точность и точность изображения схемы очень высоки, мы можем без проблем распечатать дорожки размером до 2 мил
Orbotech Paragon 9000M
- Характеристики 25 микрон
- 160 сканированных изображений в час
- Мощный твердотельный лазер 355 нм Система высокого разрешения
- Идеально подходит для упаковки, гибкости, последовательного наращивания и увеличения количества слоев продукта
Используется для ламинирования фоторезиста и имеет особую функцию разрезания фоторезиста на самой панели, что позволяет избежать образования рыхлых ламинарных частиц на краях при обычном методе резки.
Фоторезист – это светочувствительный полимер, нанесенный на медную оболочку, которая действует как среда для передачи изображения схемы от источника.
- Hakuto Mach 600
- Hakuto Mach 720i
Этот станок используется для пробивки многострочных центровочных отверстий в пленках из галогенида серебра, используемых для экспонирования произведений искусства.
Multiline VPE – система с 4 камерами
Этот станок используется для пробивки отверстий для выравнивания мишени на внутреннем слое.Это помогает складывать различные жилы в многослойную конструкцию для правильного совмещения.
Многополюсный OPE
Эта машина используется для ламинирования различных сердцевин многослойного материала, на котором изображения схем уже сформированы с использованием Prepreg и расположены в последовательном порядке с надлежащим совмещением.
Все внутренние слои скреплены вместе с помощью тепла, давления и вакуума.
В этой машине давление рассчитывается в единицах силы, которая зависит от размера панели и количества панелей, собранных за один цикл прессования.
Температурный профиль зависит от ТГ ламината
Pluritec Inspecta X Ray
Этот станок используется для сверления отверстий в мишени, которые расположены на слое 2 многослойной платы, покрытой медью, машина определяет цель с помощью рентгеновского излучения и сверлит отверстия точно по центру цели.
Лазерная дрель ESI
Эта лазерная система используется для сверления переходных отверстий от 1 до 6 мил.
Выбор проходного отверстия лазера зависит от соотношения сторон возможностей покрытия по отношению к создаваемой стопке.
Эта лазерная система использует CO2 и УФ в качестве источника лазерного луча
Это чисто сверлильные станки с воздушным подшипником, которые могут работать со скоростью до 200 K об / мин и могут просверливать отверстия диаметром не менее 4 мил.
Эти машины имеют особые особенности.
- Вы можете загрузить от 600 сверл до 2000 сверл в картридж.
- Система обнаружения сломанного сверла, которая обнаруживает сломанное сверло и заменяет его новым сверлом.
- Этот станок также проверяет диаметр инструмента относительно диаметра, указанного в программе.
- Hitachi ND5L21OE
- Hitachi NR5E21OE
Эта машина используется для меднения (PTH) отверстий в стволе с помощью химического метода
Линия по производству электрохимической меди
Химия имеет последовательные этапы процесса, на которых осаждается медь.
Электрохимическая химия
Эта машина используется для выполнения трех функций в одной линии с использованием разных химикатов в разных зонах.
Процесс включает снятие полос с фоторезиста, травление нежелательной меди и удаление травления резиста (TIN)
Линии для травления лент
Импульсное и постоянное выпрямление последовательное меднение методом гальваники.
Здесь покрытие сделано с точностью до 1 мил внутри ствола отверстия.
Фастек
Эта конвейерная машина, используемая для обработки поверхности, называемая консервантом на основе органических растворителей, представляет собой недорогой процесс
Электрохимический OSP
Эта машина используется для удаления заусенцев, образовавшихся во время сверления. Это процесс механического истирания с использованием щеток для хрупкого зерна 320 грит как сверху, так и снизу, будет существовать текущий коэффициент нагрузки, который рассчитывается на основе толщины плиты для создания оптимальной давление кисти на просверленные доски
Марсеко DBS 24
Супер скраб ETI West – 20
Комбинированное действие абразивных частиц пемзы и нейлоновых щеток, касающихся поверхности, удаляет все загрязнения и оставляет чистую чистую медную отделку с однородной поверхностью.
Без эффекта пробки, без смазывания и овализации отверстия
ITC THP30
Улучшенный контроль и сокращение времени выполнения заказа, что способствует улучшению процесса HDI и позволяет использовать технологию сквозных отверстий.
Заполнение смолой под вакуумом
Выдержка 8 кВт. Используется для печати изображения слоя паяльной маски.
- Olec 8000 Super Eight
- Контакт стекла со стеклом в вакууме
- Специально используется для обнажения слоя паяльной маски
Туннельная печь предназначена для отверждения паяльной маски, напечатанной на плате с набором термопрофиля.
Автоматизация цепей TC120
Эта машина используется для нанесения или заливки краски паяльной маски на панель одновременно с обеих сторон. (Чернила LPI с покрытием)
Автоматизация цепей DP2500
Станок, используемый для сборки компонентов для поверхностного монтажа с последовательной работой
- Печатная паста
- Выберите и разместите компоненты SMD
- Оплавление (припой)
- AOI (оптический контроль)
- Juki SMT Machine Line
- Собранная плата SMT
Машина используется для электрических испытаний неизолированных печатных плат без использования каких-либо приспособлений и приспособлений.
Машина построена с датчиками, эти датчики определяют желаемые координаты и проверяют целостность цепей и изоляции.
Тестер летающих зондов
9 Обязательное оборудование для сборки печатных плат (PCBA)
Когда необходимо изготовить большое количество печатных плат, есть вероятность, что компоненты не будут паяться вручную вручную. Здесь вмешаются профессиональные сборщики, такие как Seeed, чтобы помочь изготовить как голые платы, так и собрать все детали на печатных платах или печатных платах.
Но задумывались ли вы когда-нибудь о том, как ваши производители могут прикрепить такое огромное количество крошечных компонентов к вашим печатным платам? Да, но это было до тех пор, пока мне не пришлось пролистывать в Интернете параграфы технического жаргона о машинах, которые выполняют свою работу. Хотя в производстве печатных плат нет ничего привлекательного, понимание того, как устроен мозг всей электроники, определенно приносит радость и чувство выполненного долга. Чтобы получить идеально работающую плату, на каждом этапе процесса сборки требуется много внимания.А по мере того, как электроника становится все более и более совершенной, оборудование, используемое для производства печатных плат, постоянно совершенствуется и становится интереснее, чем когда-либо.
В этом посте мы рассмотрим, что происходит за кулисами сборки печатных плат!
В сборке печатной платы есть 4 основных этапа сборки SMT или технологии поверхностного монтажа с использованием метода оплавления, а именно: нанесение пасты , автоматическое размещение компонентов, пайка, проверка и (плюс тестирование, если требуется).Базовое оборудование, необходимое для сборки печатной платы, включает:
- Печатная машина для паяльной пасты
- Аппарат для проверки паяльной пасты (SPI)
- Дозатор клея
- Подъемник
- Паяльная машина оплавлением
- Аппарат для пайки волной припоя (для сквозных компонентов)
- Аппарат для автоматического оптического контроля (AOI)
- Прибор для внутрисхемных испытаний (ICT)
- Приспособление для функциональной проверки (FVT)
1.Печатная машина для паяльной пасты
Первым этапом сборки печатной платы является нанесение паяльной пасты на плату. Паяльная паста – это липкая жидкость серого цвета, состоящая из смеси мельчайших частиц металлических сплавов; обычно из олова, свинца и серебра. Думайте об этом как о клее, который скрепит вашу законченную доску. Без него компоненты не прилипли бы к голой плате.
Паяльная паста (слева), отверстия для трафарета для печатной платы, вырезанные лазером (справа)(источник: Chip Quik)
Перед нанесением пасты трафарет для печатной платы наносится на плату.Трафарет для печатной платы представляет собой лист из нержавеющей стали с небольшими отверстиями, вырезанными лазером, которые позволяют наносить паяльную пасту только на те области платы, где контакты компонентов в конечном итоге будут сидеть на готовой печатной плате, то есть на контактные площадки SMD.
Машина для печати паяльной пастой в действииВо время нанесения паяльной пасты трафарет печатной платы и печатная плата фиксируются на месте в автоматическом принтере для пасты. Затем ракель наносит на контактные площадки паяльную пасту, не содержащую свинца, в точном количестве. Затем машина проводит лезвием по трафарету, чтобы равномерно распределить и нанести пасту в желаемых областях.После того, как трафарет будет удален, паяльная паста окажется именно там, где мы хотим (надеюсь).
2. Аппарат для проверки паяльной пасты (SPI)
Аппарат для проверки паяльной пасты(Источник: ce-exchange)
Многочисленные отраслевые исследования показали, что до 70% проблем с пайкой SMD связаны с неправильной или некачественной печатью паяльной пасты. Следовательно, следующий шаг – проверить, правильно ли нанесена паяльная паста на плату.Хотя использование хороших методов печати паяльной пастой часто бывает достаточно для печатных плат в небольших объемах, при выпуске больших объемов печатных плат следует учитывать SPI, чтобы избежать высоких затрат на переделку.
В аппарате SPI используются камеры, способные снимать 3D-изображения, для оценки качества паяльной пасты с помощью таких факторов, как объем припоя, выравнивание и высота. Затем машина быстро определяет неподходящие объемы припоя или несовершенное выравнивание, что позволяет производителям быстро устранять неисправные распечатки паяльной пасты и устранять проблему.При использовании вместе с автоматизированной оптической инспекцией (подробнее об этом позже ..) это позволяет производителям эффективно контролировать и контролировать процесс печати припоя и, следовательно, сокращать расходы на переделку и обеспечивать более эффективное производство высококачественных печатных плат.
Этап 2: Автоматическое размещение компонентов3. Дозатор клея
Автомат для нанесения клея(источник: Fritsch)
Перед размещением компонентов машина для нанесения клея наносит точки клея на печатную плату, где будет располагаться корпус компонентов, чтобы удерживать их на месте до тех пор, пока выводы и контакты не будут припаяны.Это важно для пайки волной припоя, когда сила волны припоя может сместить более крупные компоненты, или для двусторонней пайки волной припоя или пайки оплавлением, чтобы предотвратить выпадение компонентов.
4. ПодъемникПодборщик, наверное, самая завораживающая машина на всей сборочной линии. Как следует из названия, машина для захвата и размещения собирает компоненты и размещает их на голой плате. Традиционно этот этап процесса сборки печатной платы выполняется вручную, когда человек тщательно выбирает и размещает компоненты с помощью пинцета.Но, к счастью, производители печатных плат в настоящее время автоматизировали этот этап с помощью машины для захвата и установки, поскольку машины более точны, чем люди, и могут работать круглосуточно.
Машины для захвата и установки всасывают компоненты SMT и аккуратно размещают их в заранее запрограммированных положениях поверх паяльной пасты. Их бросают с молниеносной скоростью, и машины легко достигают скорости 30 000 компонентов в час. Поскольку машина размещает компоненты организованным, но почти безумным образом, наблюдать за тем, как машины выбирают и размещают свою работу, безусловно, самое забавное!
Маленькие присоски, используемые для захвата компонентов (слева), и автоматический рычаг, который быстро сбрасывает детали вниз (справа)(Источник: Essemtec, Youtube)
Кроме того, мы не преувеличивали и насчет крошечности компонентов SMD .
Вот крупный план отверстия, через которое мы загружаем компоненты в подборщик. Теперь вы можете видеть, где на этой картинке находятся SMD-компоненты?
Чуть ближе…
ТАМ ОНИ.
На рисунке показаны небольшие резисторы для поверхностного монтажа. Фактически, существуют SMD-компоненты, которые намного меньше этого. Итак, мальчик, мы благодарны за подъемники!
Этап 3: Пайка 5.Паяльная машина оплавлением Паяльная машина оплавлениемПайка оплавлением – это наиболее широко используемый метод пайки при сборке печатных плат. Когда плата полностью заполнена компонентами, сборка перемещается по конвейеру через длинную гигантскую печь, называемую паяльной машиной оплавлением. Платы печатных плат проходят через различные зоны при тщательно контролируемых температурах, так что паяльная паста плавится и устойчиво затвердевает, образуя прочные электрические соединения между компонентами и их соответствующими площадками.
Конвейерная система перемещает печатную плату через каждую заданную температурную зону в оборудовании, а паяльная паста сушится, предварительно нагревается, плавится, смачивается и охлаждается, а компоненты припаиваются к печатной плате. Основная часть пайки оплавлением заключается в использовании внешнего источника тепла для нагрева, так что припой плавится, течет и снова просачивается, чтобы завершить процесс пайки печатной платы.
Пайка оплавлением имеет ряд преимуществ:
- Больше подходит для сложной сборки
Пайка оплавлением в основном используется при пайке патч-сборки SMT, поэтому она может лучше соответствовать требованиям сложной сборки.Такие компоненты, как BGA и QFN, могут быть укомплектованы только пайкой оплавлением. - Высокое качество сварки
В печи оплавления используется горячий воздух для оплавления, конвекционная теплопроводность, равномерная температура, хорошее качество пайки и очень удовлетворительный эффект пайки. - Подходит для массового производства
Эффективность пайки оплавлением высокая. После установки температуры параметры пайки можно бесконечно копировать, что подходит для массового производства. Это преимущество печи для пайки оплавлением будет более полно использовано, если она будет сотрудничать со службой подтверждения первого изделия.
6. Машина для пайки волной
Аппараты для пайки волной припояполучили свое название от того факта, что печатные платы должны проходить через волну расплавленного припоя для пайки компонентов. В начале процесса пайки волной припоя наносится так называемый слой флюса, чтобы очистить все контакты и контактные площадки компонентов, чтобы припой мог правильно прилегать. После нанесения флюса плату предварительно нагревают для предотвращения теплового удара. Наконец, волна припоя создается внутри резервуара с расплавленным припоем, и печатные платы пропускаются так, что нижняя сторона плат входит в контакт с волной припоя, образуя соединение между выводами или контактами компонентов с их соответствующими отверстиями и колодки.
Однако пайка волной в настоящее время менее широко используется для сборки печатных плат по сравнению с пайкой оплавлением, поскольку последняя гораздо более эффективна при пайке мелких деталей, используемых в настоящее время на платах с компонентами для поверхностного монтажа. В результате пайка волной припоя, а в последнее время и селективная пайка волной припоя используются для сборки компонентов со сквозными отверстиями.
Волновая пайка также имеет уникальные преимущества:
- Печатная плата имеет короткий контакт с временем высокотемпературной пайки, что может уменьшить коробление печатной платы.
- Достаточная активность припоя машины для пайки волной припоя способствует улучшению качества паяных соединений.
7. Автоматизированная оптическая инспекция (AOI)
Теперь, когда платы полностью собраны, можно приступить к проверке и тестированию. С увеличением сложности печатных плат автоматический оптический контроль важен как никогда. Хотя вы все еще можете прищуриться и обнаружить ошибки невооруженным глазом, ручной осмотр просто неэффективен для массового производства, поскольку операторы быстро устают, а ошибки легко не заметить.Тестирование печатных плат – важный шаг в производстве печатных плат, позволяющий избежать дорогостоящих затрат на повторное производство и потерь материалов. Системы AOI используются для обнаружения проблем на ранних этапах производственного процесса и позволяют изменять процессы или исправлять отдельные платы.
Используя оптические методы для обнаружения дефектов, системы AOI могут выполнять проверки, которые ранее выполнялись людьми, но с гораздо большей скоростью и точностью. Машина AOI использует камеры высокого разрешения для захвата поверхности доски и построения ее изображения для анализа.
Это захваченное изображение затем сравнивается с изображениями правильной эталонной платы, чтобы определить различные дефекты, от неправильных и отсутствующих компонентов до коротких замыканий и царапин.
8. Внутрисхемное тестирование (ICT) – ложе из гвоздей
Внутрисхемные испытания проводятся с использованием приспособления «кровать из гвоздей»(Источник: Spea)
Стадия внутрисхемного тестирования (ICT), выполняемая с использованием гвоздей, является одним из наиболее широко известных способов быстрого тестирования функциональности установленных плат печатных плат.Названный в честь реальной гвоздей из-за сверхъестественного сходства испытательного стенда с устройством для пыток, испытательный стенд состоит из массива подпружиненных штифтов, расположенных таким образом, что каждый штифт контактирует с одним узлом в схеме печатной платы . Каждая готовая плата помещается поверх этих контактов и прижимается, и можно быстро установить контакт с сотнями контрольных точек на печатной плате. Через эти контрольные точки прибор может быстро передавать тестовые сигналы на печатные платы и из них, чтобы оценивать его работу и обнаруживать нарушения целостности цепи или короткие замыкания.
Ой Печатные платы, которые были протестированы на гвоздях, могут показать это по маленьким ямочкам на паяных соединениях из-за острых концов штырей. Так что не пугайтесь, если ваши печатные платы приходят с небольшими вмятинами! Это повод для радости, потому что это знак того, что ваш производитель должным образом провел испытания, чтобы убедиться, что ваши платы готовы к эксплуатации.
ИКТ-оборудование Seeed9. Функциональный валидационный тест (FVT)
Functional Validation Testing (FVT) – это заключительный этап, который обеспечивает принятие или непринятие решения по готовым печатным платам перед их отправкой.К этому времени мы уже не просто проверяем физические дефекты, такие как паяные мосты или надгробия. Вместо этого загружается программное обеспечение, и мы проверяем, будет ли плата работать должным образом, когда ее используют в любом приложении, которое наши клиенты придумали для них.
FVT имитирует окончательную рабочую среду, в которой будет использоваться печатная плата, обычно путем сопряжения печатной платы через разъем или контрольную точку. Функциональные тесты различаются от продукта к продукту, поскольку каждая протестированная печатная плата уникальна.Наиболее распространенной формой функционального тестирования являются «горячие макеты», которые представляют собой установку, сконфигурированную для имитации конечного продукта, в котором будет использоваться печатная плата. Но независимо от того, как настроен FVT, они имеют общие компоненты система, оборудование и программное обеспечение.
Если вы зашли так далеко, мы надеемся, что теперь вы лучше понимаете, как собирается печатная плата! В Seeed услуги по сборке печатных плат предлагаются через службу сборки Seeed Fusion PCB под ключ . Просто загрузите файлы Gerber для печатной платы и файлы спецификации, чтобы мгновенно получить расценки.
Для других промышленных приложений, таких как авиация, медицина, автомобилестроение и электроснабжение, Seeed предоставляет услугу сборки Premium PCB / PCB , где процессы производства печатных плат соответствуют некоторым из самых строгих мировых стандартов, таких как RoHS, UL, ISO9001, TS16949, COC и ISO13485, чтобы мы могли предоставить вам качественные и надежные печатные платы, независимо от того, являетесь ли вы профессиональным инженером или начинающим производителем.
Напоминаем, что Seeed предлагает услугу Fusion PCBA без каких-либо затрат на сборку до 5 штук PCBA.Так что не упустите шанс испытать сборку печатной платы под ключ со скидкой до 80% от обычной цены! Мы просто не можем переоценить, насколько воровством является эта сделка. Сделайте заказ на специальной странице здесь!
Это все, что у нас есть на данный момент. Дайте нам знать, если у вас есть какие-либо мысли в разделе комментариев ниже!
Теперь получите бесплатную сборку для 5 печатных плат с услугой по сборке печатных плат под ключ Seeed Fusion.
Попробовать
Узнайте больше о Seeed Fusion PCBA
Следите за нами и ставьте лайки:
Продолжить чтение
Список оборудования для сборки печатных плат и печатных плат
Когда дело доходит до сборки печатных плат, Advanced Circuits использует самое современное оборудование, которое обеспечивает высокую точность, необходимую для всего процесса сборки, включая рентгеновское излучение, паяльную пасту, захват и установку и многое другое.
Advanced Circuits предоставляет полное решение для изготовления и сборки печатных плат. Начните с наших эксклюзивных услуг: PCB Artist, нашего бесплатного программного обеспечения для создания макетов, и FreeDFM.com, нашего инструмента проверки файлов дизайна на технологичность. Тогда доверьте нам весь процесс изготовления и сборки печатных плат. Наша надежность является лучшей в отрасли, а наша служба поддержки клиентов известна, что подтверждается нашими отзывами от наших клиентов из медицинской, приборостроительной, военной / аэрокосмической / оборонной, полупроводниковой и робототехнической промышленности.
| Производитель | Модель | Процесс |
|---|---|---|
| Glenbrook Technologies, Inc. | CMX002 | Рентген |
| Glenbrook Technologies, Inc. | RTX-113 | Рентген |
| DEK | Горизонт 03i | Принтер для паяльной пасты |
| DEK | Горизонт 265 | Принтер для паяльной пасты |
| MYDATA | MY15 | Подобрать и положить |
| MYDATA | MY100 SX-14 | Подобрать и положить |
| MYDATA | MY100 DX-14 | Подобрать и положить |
| Vitronics-Soltec | XPM2-820 | Печь оплавления |
| Vitronics-Soltec | XPM2-1030 | Печь оплавления |
| Ко Янг | ЗЕНИТ ЛАЙТ | Автоматическая оптическая инспекция AOI (AOI) |
| ACE Production Technologies | КИСС-102 | Селективный припой |
| Столб | ПРОДЕКС | Селективный припой |
| Столб | ПРОДЕКС | Селективный припой |
| КАБИНА | Маэстро | Депанелизатор |
| Хакко | FM-202 | Паяльные станции |
| Vision Engineering | Мартин БЛ-05 | Паяльная станция |
| Водные технологии | Трайдент III | Автоматическая система дефлюксинга |
| Колб | AQUBE LH5 | Автоматическая D |
| Доблесть | Трилогия | Сборка программного обеспечения CAM |
Материалы для печатных плат (PCB)
Печатные платы (PCB) обычно представляют собой плоский многослойный композит, изготовленный из непроводящих материалов подложки со слоями медных схем, скрытыми внутри или на внешних поверхностях.
Они могут быть такими простыми, как один или два слоя меди, или в приложениях с высокой плотностью они могут иметь пятьдесят или более слоев. Плоская композитная поверхность идеально подходит для поддержки компонентов, которые припаяны и прикреплены к печатной плате, в то время как медные проводники соединяют компоненты друг с другом электронным способом.
Шесть основных компонентов стандартной печатной платы:
- Препрег
- Ламинат
- Медная фольга
- Паяльная маска
- Номенклатура
- Окончательная обработка
Препрег – это тонкая стеклоткань, покрытая смолой и высушенная в специальных машинах, называемых обработчиками препрега.Стекло – это механическая подложка, удерживающая смолу на месте. Смола – обычно эпоксидная смола FR4, полиимид, тефлон и другие – начинается с жидкости, которая наносится на ткань. По мере того, как препрег проходит через устройство для обработки, он попадает в секцию печи и начинает высыхать. После выхода из протравливателя он становится сухим на ощупь.
Когда препрег подвергается воздействию более высоких температур, обычно выше 300º по Фаренгейту, смола начинает размягчаться и плавиться. Как только смола в препреге плавится, она достигает точки (называемой термореактивным), когда снова затвердевает, снова становясь твердой и очень, очень прочной.Несмотря на такую прочность препрег и ламинат, как правило, очень легкие. Листы препрега или стекловолокна используются для производства многих вещей – от лодок до клюшек для гольфа, самолетов и лопастей ветряных турбин. Но это также важно при производстве печатных плат. Листы препрега – это то, что мы используем для склеивания печатной платы вместе, а также то, что используется для создания второго компонента печатной платы – ламината.
Слоистые материалы, иногда называемые ламинатами, плакированными медью, состоят из листов препрега, которые ламинируются вместе под действием тепла и давления, с листами медной фольги с обеих сторон.Когда смола затвердевает, ламинаты печатных плат становятся похожими на пластиковый композит с листами медной фольги с обеих сторон.
Мы изображаем и протравливаем медную фольгу, чтобы создать схему на поверхностях ламината. Эти медные цепи станут проводниками или электропроводкой на внутреннем и внешнем слоях платы. Когда слои ламината визуализируются и травятся с помощью схем, они затем ламинируются вместе с использованием препрега, описанного ранее.
Паяльная маска – это зеленое эпоксидное покрытие, которое покрывает схемы на внешних слоях платы.Внутренние контуры утоплены в слоях препрега, поэтому их не нужно защищать. Но внешние слои, если их оставить без защиты, со временем окисляются и разъедают. Паяльная маска обеспечивает такую защиту проводов на внешней стороне печатной платы.
Номенклатура, или иногда называемая шелкографией, – это белые буквы, которые вы видите поверх покрытия паяльной маски на печатной плате. Номенклатура – это буквенное обозначение, которое показывает расположение каждого компонента на плате, а иногда также обеспечивает ориентацию компонентов.
И паяльная маска, и номенклатура доступны в других цветах, кроме зеленого и белого, но они являются наиболее популярными.
Паяльная маска защищает все цепи на внешних слоях печатной платы, куда мы не собираемся прикреплять компоненты. Но нам также необходимо защитить открытые медные отверстия и контактные площадки, где мы планируем припаять и установить компоненты. Чтобы защитить эти области и обеспечить хорошую паяемость, мы обычно используем металлические покрытия, такие как никель, золото, припой на основе олова / свинца, серебро и другие отделочные покрытия, разработанные специально для производителей печатных плат.
Printed Circuits, LLC производит высококачественные электронные печатные платы более 40 лет. Как производитель печатных плат на протяжении многих лет мы специализируемся на широком спектре типов печатных плат, идя в ногу с быстро меняющимися потребностями рынка. На нашем предприятии площадью 55 000 квадратных футов в Миннеаполисе, штат Миннесота, у нас есть опытный штат из более чем 90 сотрудников. Со временем, чтобы удовлетворить потребности современной электроники, мы накопили опыт в производстве гибких схем и жестких гибких печатных плат.
Гибкие и жесткие гибкие печатные платы обеспечивают основу для сложных электрических систем, которые могут поместиться внутри небольших устройств. Они также могут быть спроектированы и изготовлены очень тонкими и очень легкими без ущерба для живучести. Эти печатные платы обеспечивают высокую степень надежности в средах с сильными ударами и вибрациями. Отрасли, которые часто используют гибкие и жесткие гибкие печатные платы, включают аэрокосмическую, медицинскую, военную, телекоммуникационную и другие отрасли.
На этой странице обсуждаются некоторые из материалов, наиболее часто используемых для изготовления печатных плат, характеристики этих материалов и почему вам следует выбрать Printed Circuits, LLC в качестве производителя печатных плат.
Из чего сделаны печатные платы?
Печатные платымогут использовать различные материалы в качестве подложек и компонентов. Выбор материала зависит от требований приложения, так как выбор различных материалов придает схемам разное качество, что облегчает работу в определенных обстоятельствах.
Конструкторы иногда выбирают материалы на основе электрических характеристик для высокоскоростных приложений, механической или термической живучести – например, для автомобилей под капотом.Дизайнеры могут выбрать соответствие нормативным государственным требованиям. Например, директива Европейского Союза об ограничении использования опасных веществ (RoHS) запрещает использование материалов, содержащих любые запрещенные химические вещества и металлы.
Одним из наиболее популярных вопросов является соответствие материалов требованиям UL (сокращение от Underwriters Laboratories) по характеристикам пожаротушения. Рейтинг UL имеет решающее значение для многих электронных устройств, чтобы показать, что в случае пожара печатная плата самозатухает, что обычно считается критически важным для бытовой и другой электроники.
Ламинат обычно изготавливается из смол и тканевой ткани, которые обладают отличными изоляционными свойствами. К ним относятся диэлектрики, такие как эпоксидная смола FR4, тефлон, полиимид и другие ламинаты, в которых используется сочетание стекла с полимерными покрытиями. Многие отличительные термические и электрические факторы определяют, какой ламинат лучше всего подходит для данной конструкции печатной платы.
При выборе материала для своей конструкции проектировщики печатных платсталкиваются с несколькими характеристиками. Вот некоторые из наиболее популярных рекомендаций:
- Диэлектрическая проницаемость – ключевой показатель электрических характеристик
- Огнестойкость – критично для сертификации UL (см. Выше)
- Более высокие температуры стеклования (Tg) – чтобы выдерживать более высокие температуры при сборке
- Сниженные факторы потерь – важно в высокоскоростных приложениях, где скорость сигнала оценивается
- Механическая прочность, включая сдвиг, растяжение и другие механические характеристики, которые могут потребоваться от печатной платы при вводе в эксплуатацию
- Тепловые характеристики – важное значение при эксплуатации в сложных условиях
- Стабильность размеров – или насколько материал перемещается и насколько последовательно он перемещается во время производства, тепловых циклов или воздействия влажности
Вот несколько наиболее популярных материалов, используемых при изготовлении печатных плат:
(Нажмите для увеличения)
- Эпоксидный ламинат и препрег FR4: FR4 – самый популярный в мире материал для подложек для печатных плат.Обозначение «FR4» описывает класс материалов, которые соответствуют определенным требованиям, определенным стандартами NEMA LI 1-1998. Материалы FR4 обладают хорошими тепловыми, электрическими и механическими характеристиками, а также благоприятным соотношением прочности и веса, что делает их идеальными для большинства электронных приложений. Ламинат FR4 и препрег изготавливаются из стеклоткани, эпоксидной смолы и обычно являются самым дешевым материалом для печатных плат. Он особенно популярен для печатных плат с меньшим количеством слоев – односторонних, двусторонних в многослойных конструкциях, как правило, менее 14 слоев.Кроме того, базовая эпоксидная смола может быть смешана с добавками, которые могут значительно улучшить ее тепловые характеристики, электрические характеристики и стойкость к пламени UL, что значительно улучшает ее способность к использованию в слоях с большим количеством слоев, приложениях с более высокими тепловыми нагрузками и более высокими электрическими характеристиками. производительность при более низкой стоимости для схем с высокой скоростью. Ламинат и препреги FR4 очень универсальны, их можно адаптировать к широко принятым технологиям производства с предсказуемой производительностью.
- Полиимидные ламинаты и препрег: Полиимидные ламинаты обладают более высокими температурными характеристиками, чем материалы FR4, а также имеют небольшое улучшение электрических характеристик.Полиимидные материалы стоят дороже, чем FR4, но обладают повышенной живучестью в суровых условиях и при более высоких температурах. Они также более стабильны во время термоциклирования, с меньшими характеристиками расширения, что делает их пригодными для конструкций с большим количеством слоев.
- Тефлоновые ламинаты и связующие слои: Тефлоновые ламинаты и связующие материалы обладают превосходными электрическими свойствами, что делает их идеальными для применения в высокоскоростных схемах. Тефлоновые материалы дороже полиимида, но предоставляют конструкторам необходимые им высокоскоростные возможности.Тефлоновые материалы могут быть нанесены на стеклоткань, но также могут быть изготовлены в виде пленки без подложки или со специальными наполнителями и добавками для улучшения механических свойств. Производство тефлоновых печатных плат часто требует уникальной квалифицированной рабочей силы, специализированного оборудования и обработки, а также ожидания более низких производственных показателей.
- Гибкие ламинаты: Гибкие ламинаты тонкие и позволяют складывать электронную конструкцию без потери электрической целостности.У них нет стеклоткани для поддержки, но они построены на пластиковой пленке. Они одинаково эффективны в сложенном виде в устройство для одноразового изгиба для установки приложения, так как они находятся в динамическом изгибе, когда цепи будут непрерывно складываться в течение всего срока службы устройства. Гибкие ламинаты могут быть изготовлены из материалов с более высокими температурами, таких как полиимид и LCP (жидкокристаллический полимер), или из очень дешевых материалов, таких как полиэстер и PEN. Поскольку гибкие ламинаты очень тонкие, для производства гибких схем также может потребоваться уникальная квалифицированная рабочая сила, специализированное оборудование и обработка, а также ожидание более низких производственных показателей.
- Другое: На рынке представлено множество других ламинатов и связующих материалов, включая BT, цианатный эфир, керамику и смешанные системы, в которых смолы сочетаются для получения отличных электрических и / или механических характеристик. Поскольку объемы намного ниже, чем у FR4, а производство может быть намного сложнее, они обычно считаются дорогостоящими альтернативами для конструкций печатных плат.
Тщательный выбор ламината важен для обеспечения правильных электрических, диэлектрических, механических и термических свойств печатной платы для конечного применения.
Гибридные печатные платы
Некоторые производители объединяют ламинат в гибридные системы. Один из распространенных вариантов – это жесткие гибкие печатные платы, в которых гибкие схемы и жесткие ламинаты объединяются в гибридное упаковочное решение, предлагающее преимущества как гибких схем, так и обычных печатных плат. Некоторые секции являются гибкими, что позволяет сгибать доску в нужную форму или тысячи раз сгибать, сохраняя при этом электрическую целостность. Другие секции жесткие, что обеспечивает более высокую плотность электрических соединений, необходимую для современной электроники.Жесткие гибкие платы часто могут стать идеальным методом упаковки для современных проектировщиков электроники.
Другой распространенный гибридный вариант – это включение слоев тефлона в обычную печатную плату FR4 или полиимид. Слои тефлона предоставят разработчику электроники слои, оптимизированные для высокоскоростных сигналов, в пределах общего корпуса печатной платы, который все еще можно изготовить.
Препреги с низким и нулевым потоком
Одним из материалов, который необходим для производства жестких гибких плит, является препрег с низкой текучестью или нет.Никакие проточные препреги не производятся в некоторой степени аналогично обычным препрегам, но смола продвигается до более высокого состояния отверждения. В результате получается лист препрега, по которому смола будет стекать немного, но не слишком сильно. Как и обычные препреги, как только смола достигает определенной температуры, она термоотверждается и становится твердой.
При изготовлении жестких гибких печатных плат критически важны препреги с низкой текучестью и низкой текучестью, поскольку они позволяют смоле течь до края жесткой части платы, не вытекая на гибкую часть платы.Если бы производители жестких гибких материалов использовали обычные препреги, смола вылилась бы на гибкие секции и сделала бы их негибкими. Для связывания материалов с печатными платами также обычно используются препреги без / с низкой текучестью, например, радиаторы и ребра жесткости для гибких схем, поскольку скорость потока смолы желательно низкая и контролируемая.
Препрегс низкой текучестью и без нее имеют очень ограниченную доступность, и при проектировании жесткой гибкой плиты проектировщик должен позаботиться о выборе ламинатной системы, которая поставляется с соответствующим не текучим препрегом.Производители жестких гибких материалов не могут использовать обычные препреги в жестких гибких конструкциях. Кроме того, препреги с низкой текучестью и с низкой текучестью имеют ограничения в их применении с более тяжелыми массами меди, когда у смолы недостаточно текучести для герметизации схемы. У них также есть особые производственные соображения, которые необходимо учитывать для их успешного использования.
Высококачественные печатные платы от печатных плат, ООО
ООО «Printed Circuits» специализируется на производстве гибких и жестких гибких печатных плат.Мы тщательно выбираем материалы, чтобы гарантировать, что производимые нами печатные платы будут обеспечивать идеальную производительность в критических приложениях и экстремальных условиях. Мы создаем индивидуальные высокопроизводительные печатные платы в течение десятилетий со специализированной командой обученных, преданных своему делу и квалифицированных сотрудников IPC со средним стажем работы 11 лет.
ООО «Печатные схемы» сертифицировано по стандарту ISO 9001: 2015, и мы имеем следующие регистрации и сертификаты:
- Сертификат UL для гибких и жестких гибких конструкций
- Зарегистрировано в ITAR
- Большая часть продукции производится в соответствии с IPC 6013, класс III
Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших услугах по производству печатных плат.
Поставщики материалов для печатных схем
Мы ценим наши отношения с поставщиками и используем множество различных материалов из разных источников.
Однако есть некоторые, которые мы используем почти каждый день, что помогает нам охарактеризовать наши процессы по их атрибутам, а именно:
Панасоник Фелиос:
»Гибкие ламинаты с медной оболочкой Panasonic Felios R-F775
DuPont Pyralux:
»Гибкие ламинаты с медной оболочкой DuPont AP
» Покровные и клеящие слои DuPont LF и FR
Hitachi:
»Полиимидные ламинаты
» Полиимидный непротекающий препрег
Арлон:
»Ламинат и непроточный препрег
изола:
»Ламинат и непроточный препрег
Pcba | Печатная плата Калифорния, Пенсильвания
Что такое изготовление печатных плат
?Производство печатных плат занимается производством печатных плат (PCB).Печатная плата соединяет электронные компоненты электрически и поддерживает их механически. На печатной плате используются сигнальные дорожки, токопроводящие дорожки или дорожки, нанесенные на непроводящую подложку, вытравленную из листов меди.
Преимущества производства
печатных платИзготовление печатных плат имеет много преимуществ, например, рентабельность.Для производства больших объемов печатные платы недороги в производстве, но при этом они достаточно надежны. Кроме того, они производятся быстрее, чем конструкции с проволочной обмоткой и соединения точка-точка. Автоматизированное оборудование может использоваться для всего процесса производства и пайки печатных плат. Кроме того, большинство производителей печатных плат спроектировано, изготовлено и настроено в соответствии со стандартами качества в соответствии с руководящими принципами, установленными организацией IPC, которая регулирует все стандарты классификации печатных плат.
Применение изготовления печатных плат
Изготовление печатных плат может использоваться в бесчисленных приложениях и обычно делится на три класса: общая электроника (класс 1), специализированная сервисная электроника (класс 2) и высоконадежная электроника (класс 3).
Печатные платы для общей электроники (класс 1) применяются к определенным компьютерам и периферийным устройствам, товарам для потребителей и общему оборудованию для использования в военных целях. Производство печатных плат класса 1 фокусируется на функциональности, а косметические недостатки в некоторой степени несущественны.
Печатные платы для специализированной сервисной электроники (класс 2) используются в сложном оборудовании для бизнеса, устройствах связи, военном оборудовании и инструментах. Изготовление печатных плат класса 2 относится к приложениям, в которых большой проблемой являются увеличенный срок службы и высокая производительность.
Печатные платы для высоконадежной электроники (класс 3) относятся к коммерческому и военному оборудованию, которое требует мгновенной производительности или стабильной долгосрочной производительности. Время простоя и отказ оборудования считаются недопустимыми на этом уровне Printed Circuit Board Fabrication . Электронные системы жизнеобеспечения или критического оружия относятся к классу 3.
Медицинские производители печатных плат: что они делают и как выбирать лучшие
Медицинские печатные платы также известны как медицинские печатные платы.Они являются очень важным аспектом электронных компонентов. Многие люди пользуются ими каждый день, не обращая на них особого внимания. Однако на самом деле они очень важны для множества отраслей. Печатные платы имеют множество применений. В этой статье мы собираемся обсудить несколько наиболее распространенных.
Для чего используется печатная плата с краской P ?Печатные платы – это платы, которые соединяют вместе электронные компоненты.Они изготовлены из непроводящего материала. Медные листы используются для формирования линий и площадок на материале. Эти линии соединяют электрические компоненты продукта вместе. Вы также часто найдете такие компоненты, как резисторы и конденсаторы, припаянные к печатным платам.
Электроника
В настоящее время в электронных продуктах используются все виды печатных плат. Некоторые из обычно используемых типов включают односторонние, двусторонние и многослойные печатные платы. Эти печатные платы могут быть жесткими или гибкими, а иногда оба стиля реализуются на одной печатной плате.Электроника из печатных плат играет огромную роль в нашей повседневной жизни. Они делают возможными такие важные товары, как смартфоны, компьютеры и кухонную технику.
Светодиоды
Светодиоды также известны как светодиоды. Это технология, используемая для освещения жилых и коммерческих зданий. Они также используются в различных отраслях промышленности, таких как промышленность компьютерных технологий, медицинская промышленность и автомобильная промышленность. Они становятся все более популярными с каждым днем.Это связано с их долгим сроком службы, энергоэффективностью и компактностью. Одна из ключевых ролей печатных плат в светодиодах заключается в том, что они помогают отводить тепло от лампы. Без печатной платы светодиод будет сильно нагреваться, и это сократит его средний срок службы.
Промышленное оборудование
Использование печатных плат в промышленном секторе сильно различается. Большая часть оборудования в производственных и распределительных центрах питается от электронных компонентов. Они также приводят в действие оборудование на других промышленных объектах.Печатные платы высокой мощности необходимы в промышленном секторе. Эти печатные платы также должны быть очень прочными. Это связано с тем, что они могут выдерживать множество суровых условий на промышленных объектах.
Автомобильные компоненты
Количество электронных компонентов, необходимых производителям автомобилей для своих автомобилей, постоянно растет. Раньше печатные платы использовались только в автомобильных деталях, таких как переключатели фар и дворники. Сегодня они используются для реализации многих функций безопасности и простоты.Для печатной платы может потребоваться устойчивость к экстремальным температурам и вибрациям. Это в основном зависит от деталей автомобиля, в которых они будут использоваться.
Телекоммуникационное оборудование
В телекоммуникационной отрасли используется широкий спектр печатных плат. Это связано с тем, что в промышленности используется большое количество оборудования. Тип использования печатных плат в определенном оборудовании определяется окружающей средой, в которой оно будет использоваться. Некоторое оборудование используется в помещении, а другое – на открытом воздухе, где оно должно выдерживать штормы и резкие температуры.
Медицинское оборудование
Сектор здравоохранения – еще один сектор, в котором растет потребность в печатных платах. Технология улучшила сектор и создала в нем множество возможностей. ПХБ можно найти в устройствах, используемых для лечения, мониторинга, диагностики и т. Д.
Когда дело доходит до производства медицинских ПП, необходимо уделять особое внимание обеспечению надежности. Это связано с тем, что человеческие жизни зависят от устройств, в которые они вставлены. Печатные платы также должны соответствовать очень строгим стандартам, когда дело касается санитарии.Это особенно актуально для имплантатов. Во-первых, они должны быть чистыми. Они также должны быть меньше обычных. По этой причине большинство печатных плат, используемых в медицинских устройствах, являются HDI (межсоединениями высокой плотности).
Печатные платы можно найти в таких медицинских устройствах, как:
1. Медицинские системы визуализации: печатные платы всегда присутствуют в ультразвуковых сканерах, сканерах компьютерной томографии и компьютерной томографии. Компьютеры, которые собирают и анализируют изображения, полученные этими сканерами, также используют печатные платы.
2. Мониторы. Все устройства, используемые для контроля артериального давления, частоты сердечных сокращений и уровня глюкозы в крови, используют печатные платы, чтобы всегда получать точные показания.
3. Инфузионные насосы: насосы, подобные тем, которые используются для введения пациентам инсулина и обезболивающих, требуют точности при подаче жидкости. Печатные платы используются для обеспечения необходимой точности и надежности.
4. Внутренние устройства: устройства, которые вставляются в тело, например, кардиостимуляторы, для работы часто используют печатные платы.
5. Смартфоны, iPad и планшеты заменяют традиционные методы мониторинга и записи. Сегодня пациенты имеют возможность провести тщательное обсуждение с медицинским работником на дому.
Рынок медицинских устройств, которые могут носить люди, растет со скоростью 16,4 процента в год. Сбор информации осуществляется с помощью датчиков и медицинских устройств, которые могут легко носить люди. Одна из целей отрасли здравоохранения – собрать как можно больше данных. Носимые устройства могут делать очень полезные вещи, например, сообщать кому-либо, если их престарелый член семьи или пациент поскользнулся и упал. Он также может сообщить вам, если кто-то собирается заразиться инфекцией от пореза.
Потребность в электронике в медицинском секторе продолжает расти с каждым днем. Обрабатывающая промышленность продолжает успешно уменьшать размер и увеличивать плотность печатных плат. Это позволит продолжить рост роли ПХД в здравоохранении.
Материалы, наиболее часто используемые в медицинских печатных платахЦепи изготовлены с тонким слоем проводящего материала. Они размещаются или «печатаются» на верхней части изолирующей панели, известной как подложка. Каждый электронный компонент размещается на поверхности подложки и соединяется с соединительными цепями.Контактные биты вдоль одного или нескольких краев подложки работают как соединители с другими печатными платами или с внешними электрическими устройствами, такими как двухпозиционные переключатели. Медицинская печатная плата может иметь схемы, выполняющие только одну функцию. Примером может служить усилитель сигнала. Он также может иметь несколько функций.
Существует три основных типа сборки печатных плат: односторонняя, двусторонняя и многослойная. Односторонние платы имеют модули на одной стороне подложки. Иногда количество компонентов становится слишком большим для односторонней платы.Вот тогда и можно использовать двухстороннюю доску. Электрические сети между цепями с каждой стороны выполняются просверливанием отверстий в подложке. Отверстия необходимо просверлить в нужных местах. Затем нужно покрыть внутреннюю часть отверстий проводящим материалом. Третий вид – это многогранное панно. Он имеет подложку, состоящую из листов печатных схем, разделенных слоями изоляции. Модули на поверхности соединяются через металлические отверстия, просверленные до нужного слоя схемы. Это значительно упрощает конфигурацию схемы.
Эпоксидная смола, армированная стекловолокном (стекловолокно), является наиболее часто используемой подложкой в медицинских печатных платах. Обычно он имеет медную фольгу, приклеенную к одной или обеим сторонам. Обычно медицинские печатные платы имеют печатные схемы из меди. Схема либо вытравливается, либо наносится на поверхность подложки с использованием любого желаемого рисунка.
Чтобы предотвратить окисление, цепи обычно покрывают смесью олова и свинца. Контактные пальцы сначала покрываются смесью олова и свинца.Затем они покрываются никелем и, наконец, золотом, чтобы обеспечить большую проводимость.
Другие компоненты, используемые в медицинских печатных платах:
Конденсаторы
Резисторы
Транзисторы
Диоды
Интегральные микросхемы
MOKO Technology Ltd – компания, которая специализируется на сборке медицинских печатных плат и производстве медицинских печатных плат для медицинских компаний. размеры. Мы оказываем специальную поддержку небольшим или более специализированным медицинским компаниям, которым необходимы гибкие печатные схемы.Мы также обслуживаем компании, которым необходимо, чтобы они производились в меньших объемах. Нашим приоритетом является сборка, отвечающая вашим конкретным и уникальным потребностям.
Сертификат ISO
Мы обеспечиваем качество всех наших продуктов и услуг. Важным элементом подхода MOKO Technology Ltd к управлению качеством является внедрение стандартов и передовых практик ISO9001: 2015. ISO (Международная организация по стандартизации) предоставляет руководящие принципы и стандарты для обеспечения надежности и неизменно хорошего качества продуктов и услуг.В MOKO Technology Ltd мы смотрим на эти критерии при разработке и внедрении продуктов, методов и процессов, направленных на установление и повышение уровней производительности.
Мы по-прежнему стремимся предоставить нашим клиентам максимальное удовольствие, предлагая продукты и услуги, которые являются надежными и неизменно превосходят ожидания наших клиентов.
Последние корпуса для печатных плат
Медицинское устройство оповещения Изготовление сборки печатной платы для медицинского устройства Производство печатной платы источника питания Изготовление сборки печатной платы интеллектуального браслетаМонитор пациента Производство печатной платы сканера, одобренного RoHSПечатная плата для промышленного оборудования
Промышленное оборудование с каждым годом становится все сложнее.По мере того, как его изощренность растет, растут и промышленные приложения для печатных плат. Промышленное оборудование с электронным управлением обеспечивает большую точность, контроль и даже безопасность для рабочих в самых разных отраслях промышленности. Печатные платы для промышленного оборудования также обеспечивают более точные и удобные для чтения измерения и более быструю работу.
В каком промышленном оборудовании используются печатные платы?
ПП можно найти практически во всех отраслях промышленности. Естественно, вы ожидаете найти печатные платы в электронной промышленности, но вы также часто найдете их в автомобильной промышленности, в военной, аэрокосмической, строительной, здравоохранительной, коммунальной промышленности и многих других.
Каковы некоторые распространенные области применения печатных плат в промышленном оборудовании?
Промышленное оборудование на печатных платах практически везде в современной промышленности. Вы можете найти печатную плату в основе устройства сейсмического мониторинга. Производственная компания может располагать промышленным оборудованием с питанием от печатных плат по всему предприятию, от внутренних зарядных устройств до обеспечения показаний для промышленных нагрузочных тестеров и выполнения операций внутри контроллеров двигателей большой мощности.
Печатные платы можно найти в устройствах управления водоочистными сооружениями, в устройствах управления ультразвуковой технологией и во многих различных типах устройств управления роботами.Вы также можете найти печатные платы повсюду в больницах и других медицинских учреждениях, поскольку отрасль здравоохранения использует их во многих промышленных медицинских устройствах.
Какие типы печатных плат используются в промышленном оборудовании?
Типы печатных плат, которые мы предлагаем в Millennium Circuits Limited, весьма разнообразны, чтобы соответствовать различным потребностям ряда отраслей промышленности и промышленного оборудования. Например, если ваше промышленное оборудование очень маленькое или необычной формы, вы можете воспользоваться гибкими печатными платами, изготовленными из гибких материалов, которые могут сгибаться, не ломаясь, чтобы поместиться в труднодоступных местах.
Вы также можете получить выгоду от жестко-гибких печатных плат, в которых гибкость гибких плат сочетается с прочностью и жесткостью стандартных плат. Другие возможности включают керамические платы и платы ВЧ и СВЧ. Термостойкость, гибкость, проводимость и другие факторы помогут вам выбрать правильные платы для вашего промышленного оборудования.
Если вы не совсем уверены, что делает каждая из этих плат или как различные типы плат соответствуют потребностям вашего промышленного оборудования, позвоните нам, и мы поможем вам выяснить, какие варианты лучше всего подходят для вас.
Будущее промышленного применения печатных плат
В будущем мы можем ожидать, что еще больше промышленного оборудования будет использовать печатные платы творчески и разнообразно. Если ваша компания использует промышленное оборудование и вам нужны печатные платы, или вы впервые изучаете возможность использования печатных плат в своем промышленном оборудовании и хотите узнать больше, MCL может вам помочь. Позвоните нам по телефону 717-558-5975 или свяжитесь с нами через Интернет, чтобы узнать больше о наших печатных платах и продуктах, связанных с печатными платами, или разместить заказ на печатные платы для вашего промышленного оборудования сегодня.